
薄材細片を張り付けて、切断するための機械装置
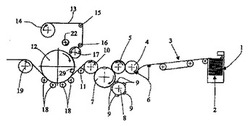
機械装置は、基材供給器1、3、10、11と、薄材供給器14、15、16と、前記薄材を前記基材に張り付けるための張付手段12、18とを備える。機械装置は、前記薄材13を前記基材2に張り付けている時に、連続する基材2の間の前記薄材13を切断するための切断手段17、22、23、24をさらに備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薄材細片を平面基材に張り付けるための、及び一旦張り付けられた前記細片を切断するための機械装置に関する。
【0002】
本発明はまた、薄材細片を平面基材に張り付けるための、及び一旦張り付けられた前記細片を切断するための方法に関する。
【背景技術】
【0003】
銀行券及び有価証券の分野では、偽造を防ぐセキュリティー対策に対する必要性が増大している。実際、過去一年以内でコンピュータ、スキャナー、及び複写機は広範囲に発展し、また現在では、非常に高性能な装置を手頃な価格で購入することができる。これら装置はより高性能になるので、同時に、銀行券、小切手、カード(つまりクレジットカード)、IDカード、パスポート等のような証券のための新規の改良されたセキュリティー対策を開発することが必要であり、前記セキュリティー対策は、標準的なコンピュータ、又はスキャナー、又はさらには最新のカラー複写機による前記証券の複写を不可能にするものである。
【0004】
そのようなセキュリティー対策は、紙幣の基材に特別なパターンを印刷するために用いられる所謂色彩可変インクである特別なインク、金属化パッチ又はホログラムの形態の色彩可変デバイス、又はモアレ模様及び他の同様の模様のような特別な模様も含んでおり、これらの全ては、現在の機械によって複写することが不可能ではないとしても非常に困難であるが、他方では視覚的に照合することが容易である。
【0005】
他のセキュリティー手段は、例えば紫外線ライト又は透過光によるような特定の条件下でのみ可視的な、有色の重ね合わされた線及び/又はパターンの組み合わせを含んでいる。やはり、そのようなセキュリティー手段の関心事は、それらが、保護されるべき文書上に容易に印刷又は配置され、また単純なデバイスによって可視的にさえ照合されるが、それらを現在のプリンター、スキャナー、又は複写機を使って復元することが不可能なことである。
【0006】
他の特別な技法は、透かしたときにだけ可視的な線又はパターンで紙基材が標識付けされる透かし模様を含んでいる。この技法のさらなる発展は、特に紙ベースの基材に窓を形成することに存する擬似透かしに関係しており、前記基材は、通常は透きとおって見えず、前記窓が透きとおって見える。
【0007】
しかしながら、透明窓を紙ベースの基材に作り出すか又は擬似的に作り出すことは非常に難しい。現実の透明窓は、セキュリティー要素を形成するために、銀行券及び証券用のポリマーベースの基材に広く使用されている。これらポリマーベースの基材は、通常は完全に透明であり、従って透明窓を形成するためには、印刷のない選ばれた領域を残すことだけが必要である。しかしながら、紙、すなわち現実の透明でない基材の場合、第一の方法が開発されてきたが、前記第一の方法によると、基材に透明窓を形成するために紙の厚さを局部的に薄くすることが可能である。例えば、PCT国際公開第99/14433号パンフレットが、この方法を開示しており、この出願の内容は引用することにより本出願に組み入れられる。この公知の方法によると、濡らし溶液が、一つの又は数箇所の所定の領域で紙の少なくとも一方の表面に塗布され、次いで前記領域内の塗布された紙の水分を蒸発させて紙の残りの部分に対して紙の密度を高めるように、圧力と熱が濡らされた領域に加えられる。このようにして、前記領域は、紙の残りの部分に対して厚さを薄くされて透明になる。
【0008】
しかしながら、この第一の技法は、前記窓を備える紙の領域を局部的に弱めるという欠点を有する。特に、窓の厚さが薄くなるにつれて前記領域が弱くなる。従ってそのような技法を使用している銀行券は、短い寿命を有し、また交換されなければならず、即ち新しい銀行券が印刷されて古い損傷した銀行券と交換されなければならない。
【0009】
他の技法は、透明窓を作り出すために紙に直接に穴を切り抜くことを含んでいる。例えば、その内容が引用により本出願に組み入れられているPCT国際公開第95/10420号パンフレットは、前記他の技法を開示している。もちろん基材に切り抜かれた穴を覆うことが必要であり、これはこの場合には、例えばホイル又は薄材のような透明材料の細片で穴を覆うことによって実現される。この文献は、窓の透過性と、追加のセキュリティー対策として使用されまた窓の内側に配置される回折構造とのコントラストを使用する。最新の複写機及びスキャナーは、実際に回折構造も透明窓も複写できない。
【0010】
KBA−GIORI S.A.の名前で2002年5月6日に出願された欧州特許出願第02405368.8号「基材に開口を切り抜くための機械装置」は、その内容が引用により本出願に組み入れられており、平面基材、例えば紙基材に窓のような開口を切り抜くための機械装置を開示している。
【0011】
上述の例では、基材は、基材の厚さを薄くすることによって、あるいは材料の欠如(切り抜き穴)によって弱められ、したがって、このような基材のための強化手段を使用する必要がある。特に関心を引く1つの強化手段は、ポリエステル(PET)又はポリカーボネート(PC)フィルムのような、しかしそれに限定されない適切な材料から製造される透明な薄材細片で作製される。公知の他の材料が当然可能である。材料の細片は、公知技術の接着又は他の等価の方法のような従来の技法によって基材に接着される。このような薄材細片の張り付けの例は、KBA−GIORI S.A.の名前で2002年9月10日に出願された欧州特許出願第02405782.0号に開示され、その内容は引用により本出願に組み入れられている。
【0012】
薄材細片は、銀行券、小切手及び他の同様の製品のような証券の分野で、セキュリティー要素を基材に付加するためにも使用することが可能である。上に引用した欧州特許出願第02405782.0号に示されているように、追加のセキュリティー要素を証券に、特に厚さを薄くした領域、すなわち透明な領域に直接配置することができる。本出願の用途に特に有利なセキュリティー対策の1つの例は、KBA−GIORI S.A.の名前で2001年9月7日に出願された欧州特許出願第1661/01号に開示され、このスイス特許出願の内容は引用により本出願に組み入れられている。本出願に説明した印刷物用のセキュリティー対策は、前記印刷物の片側に印刷された第1の図形を有し、前記図形は第1の組の幾何学的形状から作製され、また第1の組に対応する幾何学的形状の第2の組と見当を合わせて印刷物の反対側に印刷された第2の図形を有するが、表と裏の見当が正しい場合、セキュリティー特徴部が透過状態でのみ見ることができる可変密度の領域を形成するように、前記組の一方はオフセット領域を有する。
【0013】
さらに、特に基材が、銀行券、小切手、IDカード、クレジットカード等のような証券を形成する場合、薄材細片を用いて、基材に配置されたセキュリティー要素を保護することが可能である。典型的なセキュリティー要素は、例えば、KBA−GIORI S.A.の名前で2002年3月15日に出願された欧州特許出願第02405203.7号に開示され、その内容は引用により本出願に組み入れられている。当然、他のセキュリティー要素が証券の関連技術で公知である。セキュリティー要素が基材に配置されると、印刷(例えば色彩可変インクによる、しかしそれに限定されない)によって、特定の材料(例えば、いわゆる色彩可変デバイスによる、しかしそれに限定されない)、パッチ及び他の公知の要素を蒸着することによって、セキュリティー要素は、時間に伴う劣化を回避するための保護として透明薄材細片によって覆われる。
【0014】
【特許文献1】PCT国際公開第99/14433号パンフレット
【特許文献2】PCT国際公開第95/10420号パンフレット
【特許文献3】欧州特許出願第02405368.8号明細書
【特許文献4】欧州特許出願第02405782.0号明細書
【特許文献5】欧州特許出願第1661/01号明細書
【特許文献6】欧州特許出願第02405203.7号明細書
【発明の開示】
【発明が解決しようとする課題】
【0015】
したがって、本発明の目的は公知の機械装置及び方法を改良することである。
【0016】
より詳しくは、本発明の目的は、薄材を基材に張り付けるための機械装置を改良することである。
【0017】
本発明の他の目的は、連続する基材に少なくとも薄材細片を張り付け、また1つ又は複数の細片が張り付けられると、前記基材の間の前記1つ又は複数の細片を切断することができる機械装置を提供することである。
【課題を解決するための手段】
【0018】
したがって、本発明は、特許請求の範囲の特徴によって規定される。
【0019】
本発明は、添付図を有する複数の実施形態の説明によって理解されるであろう。
【発明を実施するための最良の形態】
【0020】
本発明による機械装置の実施形態の例について、機械装置の機能原理を示す図1を参照して詳細に説明する。開示した機械装置は、本出願で後に説明するように最初に基材に開口を切り込む機械装置である。
【0021】
したがって、処理機械は、紙シートのような平面基材2を機械に供給する供給ユニット1と組み合わせられる。供給ユニットは、紙シートのような連続する基材2を連続的に機械に供給する運搬セクション3、例えばチェーングリッパシステム又は吸引ベルト又は公知技術の他の任意の等価システムと協働する供給器を有する。このような供給ユニットは、証券用の印刷機の技術分野でそれ自体公知である。
【0022】
供給器と協働する運搬セクション3の端部に到着する基材又はシート2は、次に、適切な手段、例えば公知技術の揺動移送装置6によって、第1及び第2の移送シリンダ4、5によって運ばれる。第2の移送シリンダ5は、連続的に供給されたシート2を相手側シリンダ7に供給し、この相手側シリンダは、切断ツール9を支持する切断シリンダ8によって連続する基材2に開口が切り込まれる時に、シート2を支持するために使用される。紙シートのような平面基材に開口を切り込むためのこのような機械の原理は、KBA−GIORIS.A.の名前で2002年5月6日に出願された欧州特許出願第02405368.8に開示され、また記載されている。本出願の内容は、平面基材に開口を切り込むための機械装置の開示のために本出願に参考として包含されている。
【0023】
この欧州特許出願第02405368.8号に開示されたこのような切断機械は、少なくとも切断ツール9及び基材2を支持して、グリッパ手段(図示せず)で第1の回転軸の周りに前記基材2を駆動する相手側シリンダ7と、切り抜かれるべき開口の形状を有する切断ツール9を支持する切断シリンダ8であって、該切断シリンダ8が第1の回転軸に対し平行に第2の回転軸の周りに回転し、該第2の軸が横方向変位手段にさらに装着されて、前記切断シリンダ8を相手側シリンダ7に対して切断位置に持ってゆく切断シリンダと、前記基材2の切断部分を排出するための排出手段(図示せず)とを備える。しかし、これらすべての要素は、図1に詳細に示されておらず、この欧州特許出願第02405368.8号に開示された原理及び装置の全体は、本出願に参考として包含され、また本説明の完全性のために図1の機械に適用できる。
【0024】
必要な開口が、例えば欧州特許出願第02405368.8に開示されているような機械装置で基材又はシート2に切り込まれると、シート2は移送ドラム10によって相手側シリンダ7から取り去られ、また連続するシート2に薄材細片13が張り付けられる機械装置の所定箇所にもって来られる。機械装置のこの所定箇所は、PCT国際公開第97/35721号パンフレット、第97/35794号パンフレット及び第97/35795号パンフレットに開示された運搬及び張付機械と同じであり、その内容は、本出願の完全性のために参考として包含される。
【0025】
切断された基材2は、このように移送ドラム10によって取り去られ、好ましくは、速度制御可能な及び/又は位置制御可能なモーターによって駆動され、別のドラム、例えば吸引ドラム11へ移送される。この吸引ドラム11は、専用の速度制御可能な及び/又は位置制御可能なモーターを有し、これによって、ドラム11の円周速度は、基材シートが処理シリンダ12による薄材13の張付処理を受ける前に、連続する複数の基材シート2の間の距離を低減できるように、機械速度(例えば処理シリンダ12の円周速度)を減速することができる。このように、連続する複数のシート2の間の距離が低減され、シートの間の薄材の損失が少なくなるため、所定数のシート2を覆うために必要な薄材13の量を低減できる。
【0026】
薄材13は、ロール14上に載せられて、前記薄材ロール14を備える繰出しステーションと案内ロール15、16とから薄材切断及び供給ステーションにもって来られる。好ましくは、薄材は、約12〜15μmの厚さを有する透明又は部分的に透明なポリエステルフィルムであり、該フィルムは、熱可塑性又はUV硬化可能な、又は2つの成分を有する、又は他の手段によって活性化可能な糊を有する。
【0027】
薄材13は、図1に示したようにこれらシリンダの接触点において、シリンダ17からシリンダ12に移送され、次に、基材、すなわち機械装置に供給される連続するシート2に張り付けられるためにシリンダ12に追随する。
【0028】
連続する基材シート2に対し薄材13が張り付けられ、連続する複数のシート2の間で切断されると、細片に切断される薄材13を基材シート2に適切に張り付けるために、連続する圧力ロール18によって張付工程が継続される。張付工程が終了したとき、連続する基材シート2は、好ましくは冷却シリンダであるシリンダ19上のさらなる処理に向けて搬送される。
【0029】
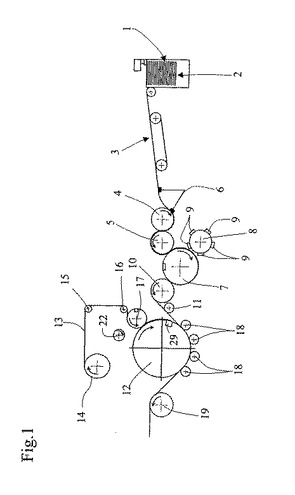
機械装置の薄材供給及び切断ステーションについて、本出願の図2〜図4を参照してより詳細に説明する。図2に示したように、薄材13は、穴20、20’を有する円周方向面と、吸引シリンダ17で薄材13を引っ張るための吸引セグメント(弓形部)21とを備える吸引シリンダ17によって(図1参照)ロール14から引き出される。公知技術の吸引セグメント21は、シリンダ17に対し固定され、負圧下の空気源に接続される。シリンダ17の穴20が表面の内側の吸引セグメント21で開口すると(それらは番号20’で参照される)、吸引セグメント21の負圧下の空気は、穴20’を通して薄材13に作用し、シリンダ17がそれ自体回転して薄材13を引っ張ることを可能にし、薄材は、負圧下の空気によってシリンダ17の表面に対して保持される。
【0030】
薄材を切断するために使用される切断システムは、KBA−GIORI S.A.の名前で2002年5月6日に出願された欧州特許出願第02405368.8号に記載されたシステムと同様に作動し、当該出願の内容は引用により本出願に組み入れられている。切断システムは切断シリンダ22を備え、図2に示されたその切断位置は吸引シリンダ17に近接している。さらに、切断シリンダ22は、少なくとも2つのブレード23、24を備え、これらのブレードは、これらの間に配置された軟質部分25と共に切断ツールを形成する。組み入れられた欧州特許出願第02405368.8に説明された原理によれば、薄材13を切断するために、切断シリンダ22は、シリンダ17の方向に変位させられて、切断ブレード23、24をシリンダ17の相手側部分26と接触させる。前記相手側部分26は、硬質の材料(すなわちポリセル)から好ましくは製造され、切断シリンダ22のブレード23、24を吸引シリンダ17の相手側部分26に押圧することによって、切断操作の実施を可能にする。切断シリンダ22は、独立した駆動装置27、例えば、その速度を変更できる図2に示したようなモーターによって駆動されることが好ましい。
【0031】
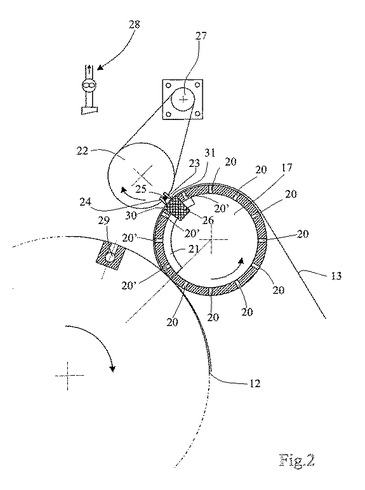
切断操作が実施されると、すなわち、ブレード23、24が相手側部分26に到達するまでの、吸引シリンダ17に向かうシリンダ22の移動によってブレード23、24が薄材部分を切断すると、切断シリンダ22は、公知の手段によって図3に示されるようにシリンダ17から移動されて、今や両方のブレード23、24の間にある薄材の切断部分が排出システム28によって、例えば吸引によって運ばれることができるように、駆動装置27によって回転される。ブレード23、24の間に配置された弾性部分25は、システム28における薄材の切断部分の排出を容易にする。
【0032】
シリンダ17に向かってまた前記シリンダ17から切断シリンダ22を変位させるために、多くの等価システム、例えば偏心機構又はレバー機構を使用することができる。
【0033】
切断操作の後にシリンダ17によって運搬される薄材13は、今や薄材セグメント(弓形部)を有し、その先端部分は、本出願でさらに説明する工程に従ってシリンダ12に移送されており、またその後端30は、切断が行われた相手側部分26にほぼ位置する。相手側部分26の薄材セグメントの前記後端30の隣に、機械装置に供給される薄材13の前端31が位置し、セグメント30の後端と薄材13の前端31との間の分離が、上述の切断操作によって行われている。
【0034】
吸引シリンダ17がその回転を継続して薄材13を引っ張る間に、相手側部分26はシリンダ12と接触し、両方のシリンダ17と12は、相手側部分26の後縁がシリンダ12の吸引ストリップ29に接触するように調整される。実際に、切断が実施されると、相手側部分26の前縁は、薄材セグメントの後端30によって覆われ、これに対し、相手側部分26の中央部分は薄材によってもはや覆われないが、この理由は、薄材のこの部分が上述の切断操作によって切り離され、また相手側部分26の後縁が薄材13の前端31によって覆われるからである。
【0035】
この接触点において、シリンダ17の吸引セグメント21は、薄材セグメントがシリンダ17から解放されるように終結され、薄材セグメントは、シリンダ12へ移送されることができ、またさらなる処理及び吸引ストリップ29によって取り去られる基材に張り付けるために、シリンダ12に追随することが可能である。薄材13の前端31は、この時点でシリンダ12の吸引ストリップ29に対して張り付けられ、したがって、シリンダ17からシリンダ12に、吸引セグメント21の端部に対応する同一の位置に移送され、シリンダ17と12のさらなる回転によって引き続きシリンダ12に追随し、したがって、シリンダ17からシリンダ12への薄材13の移送工程を継続し、次に基材2への薄材の張付を継続する。
【0036】
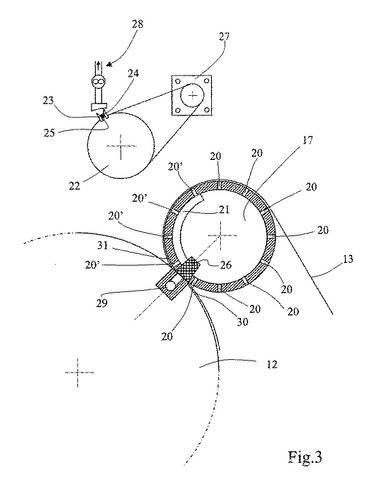
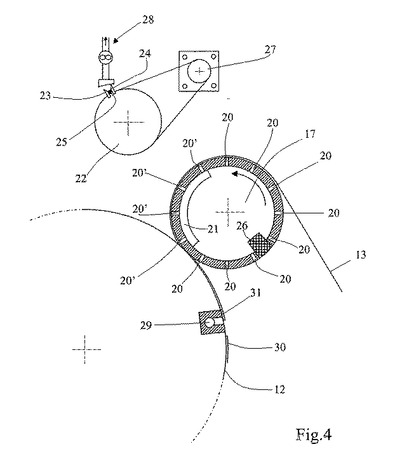
このことは、シリンダ17と12がさらに回転し、したがって、薄材13が切断されて薄材セグメントを形成する前に、薄材13をシリンダ17からシリンダ12にさらに移送しているときの状態を示す図4に示されている。
【0037】
シリンダ12によって引かれる薄材13のさらなる処理を説明するために、図1と図4を参照する。薄材13の前端31は、シリンダ12で吸引ストリップ29によって引かれ、次に、ロール18の最初のロールの近くで前端31及び基材シート2が出会うとき、前端が基材シートに対して張り付けられる。薄材13はシリンダ12と基材2との間に位置し、また薄材が上述の切断システムによって一旦切断されると、薄材が基材2に適切に接着されて基材2上に留まるようにするために、基材及び薄材の組立体を加熱し、したがって、薄材の糊のような接着剤を活性化する連続ロール18、例えば加熱ロールによって基材2に対して張り付けられる。
【0038】
基材に切り込まれた窓で糊が活性化されることを回避するために、複数の技法を使用することができる。例えば、薄材に選択的に糊を塗布するか、又は(熱、光又は他の手段によって)選択的に糊を活性化するか、又はロール18で選択的に圧力を加えることが可能である。
【0039】
薄材に選択的に糊を塗布するために、図1に概略的に示したような塗布ロール31を有する糊塗布システムを使用することができ、前記システム及びロール31は、シリンダ12によって搬送される薄材セグメントに糊を配置する。薄材セグメントは基材2と見当を合わせるので、基材2に切り込まれた窓を覆う薄材セグメントの表面にではなく、基材と有効に接触する薄材セグメントの部分のみに糊を配置するように、選択的に塗布ロール31を適用することが可能である。
【0040】
他の方法により、その前を薄材セグメントが通過する活性化手段で、例えば塗布ロール31を交換することによって、薄材13に配置された糊を選択的に活性化することができる。したがって、糊は、薄材セグメントが基材に接触する場所のみで活性化され、基材2の窓を覆う薄材セグメントの表面は活性化されない。
【0041】
他の可能性によれば、選択的に圧力を加えて、ロール18で加熱することができ、これによって、圧力と熱との組み合わせにより糊が活性化され、また切断された窓を有する基材の部分に沿って、ロール18によって加えられた圧力が緩和される。圧力の緩和は、シリンダ12からロール18を移動することによって、あるいは基材2に切り込まれた窓に対応するロールの表面の開口カットによって行うことができる。
【0042】
他の方法は、2つの成分の糊を使用することであり、一方の成分は基材に塗布され、また他方の成分は薄材に加えられる。この場合、糊塗布工程は、両方の成分が存在しているときにのみ活性化され、したがって、窓が基材に切り込まれている場所には当てはまらない。このようにして、上述の選択的な技法が回避される。
【0043】
システムの効率を高めるために、上に示した異なる可能性を組み合わせることも可能であろう。他の変形形態では、フィルムを前処理すること、及びフィルムにまた基材に切り込まれた穴又は窓と見当を合わせて、熱活性化可能な糊を選択的に配置することが可能であろう。
【0044】
薄材張付操作が実施されたとき、薄材セグメントが張り付けられた基材2は、好ましくは冷却シリンダであるシリンダ19によって取り去られ、印刷、品質管理等のようなさらなる処理を受ける。
【0045】
本発明の実施形態は例として提供され、変形形態が本発明の保護の範囲内で可能である。特に、薄材切断システムは、連続するシートに窓が切り込まれる機械のみでなく、連続する基材シートにこのような薄材が張り付けられる任意の機械に使用でき、その目的は、薄材が張り付けられる連続するシートの間の薄材を切断できることである。
【図面の簡単な説明】
【0046】
【図1】本発明による機械装置の実施形態の図である。
【図2】第1の位置における本発明による薄材用の切断システムの詳細図である。
【図3】第2の位置における本発明による薄材用の切断システムの詳細図である。
【図4】第3の位置における本発明による薄材用の切断システムの詳細図である。
【技術分野】
【0001】
本発明は、薄材細片を平面基材に張り付けるための、及び一旦張り付けられた前記細片を切断するための機械装置に関する。
【0002】
本発明はまた、薄材細片を平面基材に張り付けるための、及び一旦張り付けられた前記細片を切断するための方法に関する。
【背景技術】
【0003】
銀行券及び有価証券の分野では、偽造を防ぐセキュリティー対策に対する必要性が増大している。実際、過去一年以内でコンピュータ、スキャナー、及び複写機は広範囲に発展し、また現在では、非常に高性能な装置を手頃な価格で購入することができる。これら装置はより高性能になるので、同時に、銀行券、小切手、カード(つまりクレジットカード)、IDカード、パスポート等のような証券のための新規の改良されたセキュリティー対策を開発することが必要であり、前記セキュリティー対策は、標準的なコンピュータ、又はスキャナー、又はさらには最新のカラー複写機による前記証券の複写を不可能にするものである。
【0004】
そのようなセキュリティー対策は、紙幣の基材に特別なパターンを印刷するために用いられる所謂色彩可変インクである特別なインク、金属化パッチ又はホログラムの形態の色彩可変デバイス、又はモアレ模様及び他の同様の模様のような特別な模様も含んでおり、これらの全ては、現在の機械によって複写することが不可能ではないとしても非常に困難であるが、他方では視覚的に照合することが容易である。
【0005】
他のセキュリティー手段は、例えば紫外線ライト又は透過光によるような特定の条件下でのみ可視的な、有色の重ね合わされた線及び/又はパターンの組み合わせを含んでいる。やはり、そのようなセキュリティー手段の関心事は、それらが、保護されるべき文書上に容易に印刷又は配置され、また単純なデバイスによって可視的にさえ照合されるが、それらを現在のプリンター、スキャナー、又は複写機を使って復元することが不可能なことである。
【0006】
他の特別な技法は、透かしたときにだけ可視的な線又はパターンで紙基材が標識付けされる透かし模様を含んでいる。この技法のさらなる発展は、特に紙ベースの基材に窓を形成することに存する擬似透かしに関係しており、前記基材は、通常は透きとおって見えず、前記窓が透きとおって見える。
【0007】
しかしながら、透明窓を紙ベースの基材に作り出すか又は擬似的に作り出すことは非常に難しい。現実の透明窓は、セキュリティー要素を形成するために、銀行券及び証券用のポリマーベースの基材に広く使用されている。これらポリマーベースの基材は、通常は完全に透明であり、従って透明窓を形成するためには、印刷のない選ばれた領域を残すことだけが必要である。しかしながら、紙、すなわち現実の透明でない基材の場合、第一の方法が開発されてきたが、前記第一の方法によると、基材に透明窓を形成するために紙の厚さを局部的に薄くすることが可能である。例えば、PCT国際公開第99/14433号パンフレットが、この方法を開示しており、この出願の内容は引用することにより本出願に組み入れられる。この公知の方法によると、濡らし溶液が、一つの又は数箇所の所定の領域で紙の少なくとも一方の表面に塗布され、次いで前記領域内の塗布された紙の水分を蒸発させて紙の残りの部分に対して紙の密度を高めるように、圧力と熱が濡らされた領域に加えられる。このようにして、前記領域は、紙の残りの部分に対して厚さを薄くされて透明になる。
【0008】
しかしながら、この第一の技法は、前記窓を備える紙の領域を局部的に弱めるという欠点を有する。特に、窓の厚さが薄くなるにつれて前記領域が弱くなる。従ってそのような技法を使用している銀行券は、短い寿命を有し、また交換されなければならず、即ち新しい銀行券が印刷されて古い損傷した銀行券と交換されなければならない。
【0009】
他の技法は、透明窓を作り出すために紙に直接に穴を切り抜くことを含んでいる。例えば、その内容が引用により本出願に組み入れられているPCT国際公開第95/10420号パンフレットは、前記他の技法を開示している。もちろん基材に切り抜かれた穴を覆うことが必要であり、これはこの場合には、例えばホイル又は薄材のような透明材料の細片で穴を覆うことによって実現される。この文献は、窓の透過性と、追加のセキュリティー対策として使用されまた窓の内側に配置される回折構造とのコントラストを使用する。最新の複写機及びスキャナーは、実際に回折構造も透明窓も複写できない。
【0010】
KBA−GIORI S.A.の名前で2002年5月6日に出願された欧州特許出願第02405368.8号「基材に開口を切り抜くための機械装置」は、その内容が引用により本出願に組み入れられており、平面基材、例えば紙基材に窓のような開口を切り抜くための機械装置を開示している。
【0011】
上述の例では、基材は、基材の厚さを薄くすることによって、あるいは材料の欠如(切り抜き穴)によって弱められ、したがって、このような基材のための強化手段を使用する必要がある。特に関心を引く1つの強化手段は、ポリエステル(PET)又はポリカーボネート(PC)フィルムのような、しかしそれに限定されない適切な材料から製造される透明な薄材細片で作製される。公知の他の材料が当然可能である。材料の細片は、公知技術の接着又は他の等価の方法のような従来の技法によって基材に接着される。このような薄材細片の張り付けの例は、KBA−GIORI S.A.の名前で2002年9月10日に出願された欧州特許出願第02405782.0号に開示され、その内容は引用により本出願に組み入れられている。
【0012】
薄材細片は、銀行券、小切手及び他の同様の製品のような証券の分野で、セキュリティー要素を基材に付加するためにも使用することが可能である。上に引用した欧州特許出願第02405782.0号に示されているように、追加のセキュリティー要素を証券に、特に厚さを薄くした領域、すなわち透明な領域に直接配置することができる。本出願の用途に特に有利なセキュリティー対策の1つの例は、KBA−GIORI S.A.の名前で2001年9月7日に出願された欧州特許出願第1661/01号に開示され、このスイス特許出願の内容は引用により本出願に組み入れられている。本出願に説明した印刷物用のセキュリティー対策は、前記印刷物の片側に印刷された第1の図形を有し、前記図形は第1の組の幾何学的形状から作製され、また第1の組に対応する幾何学的形状の第2の組と見当を合わせて印刷物の反対側に印刷された第2の図形を有するが、表と裏の見当が正しい場合、セキュリティー特徴部が透過状態でのみ見ることができる可変密度の領域を形成するように、前記組の一方はオフセット領域を有する。
【0013】
さらに、特に基材が、銀行券、小切手、IDカード、クレジットカード等のような証券を形成する場合、薄材細片を用いて、基材に配置されたセキュリティー要素を保護することが可能である。典型的なセキュリティー要素は、例えば、KBA−GIORI S.A.の名前で2002年3月15日に出願された欧州特許出願第02405203.7号に開示され、その内容は引用により本出願に組み入れられている。当然、他のセキュリティー要素が証券の関連技術で公知である。セキュリティー要素が基材に配置されると、印刷(例えば色彩可変インクによる、しかしそれに限定されない)によって、特定の材料(例えば、いわゆる色彩可変デバイスによる、しかしそれに限定されない)、パッチ及び他の公知の要素を蒸着することによって、セキュリティー要素は、時間に伴う劣化を回避するための保護として透明薄材細片によって覆われる。
【0014】
【特許文献1】PCT国際公開第99/14433号パンフレット
【特許文献2】PCT国際公開第95/10420号パンフレット
【特許文献3】欧州特許出願第02405368.8号明細書
【特許文献4】欧州特許出願第02405782.0号明細書
【特許文献5】欧州特許出願第1661/01号明細書
【特許文献6】欧州特許出願第02405203.7号明細書
【発明の開示】
【発明が解決しようとする課題】
【0015】
したがって、本発明の目的は公知の機械装置及び方法を改良することである。
【0016】
より詳しくは、本発明の目的は、薄材を基材に張り付けるための機械装置を改良することである。
【0017】
本発明の他の目的は、連続する基材に少なくとも薄材細片を張り付け、また1つ又は複数の細片が張り付けられると、前記基材の間の前記1つ又は複数の細片を切断することができる機械装置を提供することである。
【課題を解決するための手段】
【0018】
したがって、本発明は、特許請求の範囲の特徴によって規定される。
【0019】
本発明は、添付図を有する複数の実施形態の説明によって理解されるであろう。
【発明を実施するための最良の形態】
【0020】
本発明による機械装置の実施形態の例について、機械装置の機能原理を示す図1を参照して詳細に説明する。開示した機械装置は、本出願で後に説明するように最初に基材に開口を切り込む機械装置である。
【0021】
したがって、処理機械は、紙シートのような平面基材2を機械に供給する供給ユニット1と組み合わせられる。供給ユニットは、紙シートのような連続する基材2を連続的に機械に供給する運搬セクション3、例えばチェーングリッパシステム又は吸引ベルト又は公知技術の他の任意の等価システムと協働する供給器を有する。このような供給ユニットは、証券用の印刷機の技術分野でそれ自体公知である。
【0022】
供給器と協働する運搬セクション3の端部に到着する基材又はシート2は、次に、適切な手段、例えば公知技術の揺動移送装置6によって、第1及び第2の移送シリンダ4、5によって運ばれる。第2の移送シリンダ5は、連続的に供給されたシート2を相手側シリンダ7に供給し、この相手側シリンダは、切断ツール9を支持する切断シリンダ8によって連続する基材2に開口が切り込まれる時に、シート2を支持するために使用される。紙シートのような平面基材に開口を切り込むためのこのような機械の原理は、KBA−GIORIS.A.の名前で2002年5月6日に出願された欧州特許出願第02405368.8に開示され、また記載されている。本出願の内容は、平面基材に開口を切り込むための機械装置の開示のために本出願に参考として包含されている。
【0023】
この欧州特許出願第02405368.8号に開示されたこのような切断機械は、少なくとも切断ツール9及び基材2を支持して、グリッパ手段(図示せず)で第1の回転軸の周りに前記基材2を駆動する相手側シリンダ7と、切り抜かれるべき開口の形状を有する切断ツール9を支持する切断シリンダ8であって、該切断シリンダ8が第1の回転軸に対し平行に第2の回転軸の周りに回転し、該第2の軸が横方向変位手段にさらに装着されて、前記切断シリンダ8を相手側シリンダ7に対して切断位置に持ってゆく切断シリンダと、前記基材2の切断部分を排出するための排出手段(図示せず)とを備える。しかし、これらすべての要素は、図1に詳細に示されておらず、この欧州特許出願第02405368.8号に開示された原理及び装置の全体は、本出願に参考として包含され、また本説明の完全性のために図1の機械に適用できる。
【0024】
必要な開口が、例えば欧州特許出願第02405368.8に開示されているような機械装置で基材又はシート2に切り込まれると、シート2は移送ドラム10によって相手側シリンダ7から取り去られ、また連続するシート2に薄材細片13が張り付けられる機械装置の所定箇所にもって来られる。機械装置のこの所定箇所は、PCT国際公開第97/35721号パンフレット、第97/35794号パンフレット及び第97/35795号パンフレットに開示された運搬及び張付機械と同じであり、その内容は、本出願の完全性のために参考として包含される。
【0025】
切断された基材2は、このように移送ドラム10によって取り去られ、好ましくは、速度制御可能な及び/又は位置制御可能なモーターによって駆動され、別のドラム、例えば吸引ドラム11へ移送される。この吸引ドラム11は、専用の速度制御可能な及び/又は位置制御可能なモーターを有し、これによって、ドラム11の円周速度は、基材シートが処理シリンダ12による薄材13の張付処理を受ける前に、連続する複数の基材シート2の間の距離を低減できるように、機械速度(例えば処理シリンダ12の円周速度)を減速することができる。このように、連続する複数のシート2の間の距離が低減され、シートの間の薄材の損失が少なくなるため、所定数のシート2を覆うために必要な薄材13の量を低減できる。
【0026】
薄材13は、ロール14上に載せられて、前記薄材ロール14を備える繰出しステーションと案内ロール15、16とから薄材切断及び供給ステーションにもって来られる。好ましくは、薄材は、約12〜15μmの厚さを有する透明又は部分的に透明なポリエステルフィルムであり、該フィルムは、熱可塑性又はUV硬化可能な、又は2つの成分を有する、又は他の手段によって活性化可能な糊を有する。
【0027】
薄材13は、図1に示したようにこれらシリンダの接触点において、シリンダ17からシリンダ12に移送され、次に、基材、すなわち機械装置に供給される連続するシート2に張り付けられるためにシリンダ12に追随する。
【0028】
連続する基材シート2に対し薄材13が張り付けられ、連続する複数のシート2の間で切断されると、細片に切断される薄材13を基材シート2に適切に張り付けるために、連続する圧力ロール18によって張付工程が継続される。張付工程が終了したとき、連続する基材シート2は、好ましくは冷却シリンダであるシリンダ19上のさらなる処理に向けて搬送される。
【0029】
機械装置の薄材供給及び切断ステーションについて、本出願の図2〜図4を参照してより詳細に説明する。図2に示したように、薄材13は、穴20、20’を有する円周方向面と、吸引シリンダ17で薄材13を引っ張るための吸引セグメント(弓形部)21とを備える吸引シリンダ17によって(図1参照)ロール14から引き出される。公知技術の吸引セグメント21は、シリンダ17に対し固定され、負圧下の空気源に接続される。シリンダ17の穴20が表面の内側の吸引セグメント21で開口すると(それらは番号20’で参照される)、吸引セグメント21の負圧下の空気は、穴20’を通して薄材13に作用し、シリンダ17がそれ自体回転して薄材13を引っ張ることを可能にし、薄材は、負圧下の空気によってシリンダ17の表面に対して保持される。
【0030】
薄材を切断するために使用される切断システムは、KBA−GIORI S.A.の名前で2002年5月6日に出願された欧州特許出願第02405368.8号に記載されたシステムと同様に作動し、当該出願の内容は引用により本出願に組み入れられている。切断システムは切断シリンダ22を備え、図2に示されたその切断位置は吸引シリンダ17に近接している。さらに、切断シリンダ22は、少なくとも2つのブレード23、24を備え、これらのブレードは、これらの間に配置された軟質部分25と共に切断ツールを形成する。組み入れられた欧州特許出願第02405368.8に説明された原理によれば、薄材13を切断するために、切断シリンダ22は、シリンダ17の方向に変位させられて、切断ブレード23、24をシリンダ17の相手側部分26と接触させる。前記相手側部分26は、硬質の材料(すなわちポリセル)から好ましくは製造され、切断シリンダ22のブレード23、24を吸引シリンダ17の相手側部分26に押圧することによって、切断操作の実施を可能にする。切断シリンダ22は、独立した駆動装置27、例えば、その速度を変更できる図2に示したようなモーターによって駆動されることが好ましい。
【0031】
切断操作が実施されると、すなわち、ブレード23、24が相手側部分26に到達するまでの、吸引シリンダ17に向かうシリンダ22の移動によってブレード23、24が薄材部分を切断すると、切断シリンダ22は、公知の手段によって図3に示されるようにシリンダ17から移動されて、今や両方のブレード23、24の間にある薄材の切断部分が排出システム28によって、例えば吸引によって運ばれることができるように、駆動装置27によって回転される。ブレード23、24の間に配置された弾性部分25は、システム28における薄材の切断部分の排出を容易にする。
【0032】
シリンダ17に向かってまた前記シリンダ17から切断シリンダ22を変位させるために、多くの等価システム、例えば偏心機構又はレバー機構を使用することができる。
【0033】
切断操作の後にシリンダ17によって運搬される薄材13は、今や薄材セグメント(弓形部)を有し、その先端部分は、本出願でさらに説明する工程に従ってシリンダ12に移送されており、またその後端30は、切断が行われた相手側部分26にほぼ位置する。相手側部分26の薄材セグメントの前記後端30の隣に、機械装置に供給される薄材13の前端31が位置し、セグメント30の後端と薄材13の前端31との間の分離が、上述の切断操作によって行われている。
【0034】
吸引シリンダ17がその回転を継続して薄材13を引っ張る間に、相手側部分26はシリンダ12と接触し、両方のシリンダ17と12は、相手側部分26の後縁がシリンダ12の吸引ストリップ29に接触するように調整される。実際に、切断が実施されると、相手側部分26の前縁は、薄材セグメントの後端30によって覆われ、これに対し、相手側部分26の中央部分は薄材によってもはや覆われないが、この理由は、薄材のこの部分が上述の切断操作によって切り離され、また相手側部分26の後縁が薄材13の前端31によって覆われるからである。
【0035】
この接触点において、シリンダ17の吸引セグメント21は、薄材セグメントがシリンダ17から解放されるように終結され、薄材セグメントは、シリンダ12へ移送されることができ、またさらなる処理及び吸引ストリップ29によって取り去られる基材に張り付けるために、シリンダ12に追随することが可能である。薄材13の前端31は、この時点でシリンダ12の吸引ストリップ29に対して張り付けられ、したがって、シリンダ17からシリンダ12に、吸引セグメント21の端部に対応する同一の位置に移送され、シリンダ17と12のさらなる回転によって引き続きシリンダ12に追随し、したがって、シリンダ17からシリンダ12への薄材13の移送工程を継続し、次に基材2への薄材の張付を継続する。
【0036】
このことは、シリンダ17と12がさらに回転し、したがって、薄材13が切断されて薄材セグメントを形成する前に、薄材13をシリンダ17からシリンダ12にさらに移送しているときの状態を示す図4に示されている。
【0037】
シリンダ12によって引かれる薄材13のさらなる処理を説明するために、図1と図4を参照する。薄材13の前端31は、シリンダ12で吸引ストリップ29によって引かれ、次に、ロール18の最初のロールの近くで前端31及び基材シート2が出会うとき、前端が基材シートに対して張り付けられる。薄材13はシリンダ12と基材2との間に位置し、また薄材が上述の切断システムによって一旦切断されると、薄材が基材2に適切に接着されて基材2上に留まるようにするために、基材及び薄材の組立体を加熱し、したがって、薄材の糊のような接着剤を活性化する連続ロール18、例えば加熱ロールによって基材2に対して張り付けられる。
【0038】
基材に切り込まれた窓で糊が活性化されることを回避するために、複数の技法を使用することができる。例えば、薄材に選択的に糊を塗布するか、又は(熱、光又は他の手段によって)選択的に糊を活性化するか、又はロール18で選択的に圧力を加えることが可能である。
【0039】
薄材に選択的に糊を塗布するために、図1に概略的に示したような塗布ロール31を有する糊塗布システムを使用することができ、前記システム及びロール31は、シリンダ12によって搬送される薄材セグメントに糊を配置する。薄材セグメントは基材2と見当を合わせるので、基材2に切り込まれた窓を覆う薄材セグメントの表面にではなく、基材と有効に接触する薄材セグメントの部分のみに糊を配置するように、選択的に塗布ロール31を適用することが可能である。
【0040】
他の方法により、その前を薄材セグメントが通過する活性化手段で、例えば塗布ロール31を交換することによって、薄材13に配置された糊を選択的に活性化することができる。したがって、糊は、薄材セグメントが基材に接触する場所のみで活性化され、基材2の窓を覆う薄材セグメントの表面は活性化されない。
【0041】
他の可能性によれば、選択的に圧力を加えて、ロール18で加熱することができ、これによって、圧力と熱との組み合わせにより糊が活性化され、また切断された窓を有する基材の部分に沿って、ロール18によって加えられた圧力が緩和される。圧力の緩和は、シリンダ12からロール18を移動することによって、あるいは基材2に切り込まれた窓に対応するロールの表面の開口カットによって行うことができる。
【0042】
他の方法は、2つの成分の糊を使用することであり、一方の成分は基材に塗布され、また他方の成分は薄材に加えられる。この場合、糊塗布工程は、両方の成分が存在しているときにのみ活性化され、したがって、窓が基材に切り込まれている場所には当てはまらない。このようにして、上述の選択的な技法が回避される。
【0043】
システムの効率を高めるために、上に示した異なる可能性を組み合わせることも可能であろう。他の変形形態では、フィルムを前処理すること、及びフィルムにまた基材に切り込まれた穴又は窓と見当を合わせて、熱活性化可能な糊を選択的に配置することが可能であろう。
【0044】
薄材張付操作が実施されたとき、薄材セグメントが張り付けられた基材2は、好ましくは冷却シリンダであるシリンダ19によって取り去られ、印刷、品質管理等のようなさらなる処理を受ける。
【0045】
本発明の実施形態は例として提供され、変形形態が本発明の保護の範囲内で可能である。特に、薄材切断システムは、連続するシートに窓が切り込まれる機械のみでなく、連続する基材シートにこのような薄材が張り付けられる任意の機械に使用でき、その目的は、薄材が張り付けられる連続するシートの間の薄材を切断できることである。
【図面の簡単な説明】
【0046】
【図1】本発明による機械装置の実施形態の図である。
【図2】第1の位置における本発明による薄材用の切断システムの詳細図である。
【図3】第2の位置における本発明による薄材用の切断システムの詳細図である。
【図4】第3の位置における本発明による薄材用の切断システムの詳細図である。
【特許請求の範囲】
【請求項1】
連続する平面基材(2)に薄材細片(13)を張り付けるための、及び前記連続する基材(2)の間の前記細片(13)を切断するための機械装置であって、基材供給器(1、3、10、11)と、薄材供給器(14、15、16)と、前記基材に前記薄材を張り付けるための張付手段(12、18)とを備える機械装置において、前記薄材(13)を前記基材(2)に張り付けている時に、連続する基材(2)の間の前記薄材(13)を切断するための切断手段(17、22、23、24)を備えることを特徴とする機械装置。
【請求項2】
前記切断手段が切断シリンダ(22)と、相手側シリンダ(17)とを備える、請求項1に記載の機械装置。
【請求項3】
前記切断シリンダ(22)が、その外周に少なくとも2つのブレード(23、24)を備える、請求項2に記載の機械装置。
【請求項4】
前記切断シリンダ(22)が、前記相手側シリンダ(17)に対して横方向に変位可能である、請求項2又は3に記載の機械装置。
【請求項5】
前記相手側シリンダ(17)が、前記ブレード(23、24)との協働に適切な相手側部分(26)を備える、請求項2〜4のいずれか1項に記載の機械装置。
【請求項6】
軟質部分(25)が前記ブレード(23、24)の間に配置される、請求項2〜5のいずれか1項に記載の機械装置。
【請求項7】
連続する平面基材に薄材の連続的な細片を張り付ける方法であって、前記薄材を前記基材に張り付けている時に、2つの連続する基材の間の前記薄材細片を切断するステップを特徴とする方法。
【請求項1】
連続する平面基材(2)に薄材細片(13)を張り付けるための、及び前記連続する基材(2)の間の前記細片(13)を切断するための機械装置であって、基材供給器(1、3、10、11)と、薄材供給器(14、15、16)と、前記基材に前記薄材を張り付けるための張付手段(12、18)とを備える機械装置において、前記薄材(13)を前記基材(2)に張り付けている時に、連続する基材(2)の間の前記薄材(13)を切断するための切断手段(17、22、23、24)を備えることを特徴とする機械装置。
【請求項2】
前記切断手段が切断シリンダ(22)と、相手側シリンダ(17)とを備える、請求項1に記載の機械装置。
【請求項3】
前記切断シリンダ(22)が、その外周に少なくとも2つのブレード(23、24)を備える、請求項2に記載の機械装置。
【請求項4】
前記切断シリンダ(22)が、前記相手側シリンダ(17)に対して横方向に変位可能である、請求項2又は3に記載の機械装置。
【請求項5】
前記相手側シリンダ(17)が、前記ブレード(23、24)との協働に適切な相手側部分(26)を備える、請求項2〜4のいずれか1項に記載の機械装置。
【請求項6】
軟質部分(25)が前記ブレード(23、24)の間に配置される、請求項2〜5のいずれか1項に記載の機械装置。
【請求項7】
連続する平面基材に薄材の連続的な細片を張り付ける方法であって、前記薄材を前記基材に張り付けている時に、2つの連続する基材の間の前記薄材細片を切断するステップを特徴とする方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2007−523809(P2007−523809A)
【公表日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−505164(P2006−505164)
【出願日】平成16年4月16日(2004.4.16)
【国際出願番号】PCT/EP2004/004041
【国際公開番号】WO2004/096541
【国際公開日】平成16年11月11日(2004.11.11)
【出願人】(502065583)カーベーアー−ジオリ ソシエテ アノニム (33)
【Fターム(参考)】
【公表日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成16年4月16日(2004.4.16)
【国際出願番号】PCT/EP2004/004041
【国際公開番号】WO2004/096541
【国際公開日】平成16年11月11日(2004.11.11)
【出願人】(502065583)カーベーアー−ジオリ ソシエテ アノニム (33)
【Fターム(参考)】
[ Back to top ]