
薄板ガラスおよび薄板ガラスの製造方法
【課題】フレキシブル性に対する信頼性の高い薄板ガラスおよびフレキシブル性に対する信頼性の高い薄板ガラスの製造方法を提供すること。
【解決手段】主表面および側面を有し、前記主表面および前記側面は保護膜が被覆されており、前記側面の平均表面粗さが0.2μm以下である薄板ガラス。断面が所定の幅と厚さとを有する長方形である母材ガラス板を準備する準備工程と、前記母材ガラス板を加熱し、軟化させて、断面が長方形である条状の薄板ガラスに延伸する加熱延伸工程と、前記薄板ガラスに保護膜を形成する工程と、を含む薄板ガラスの製造方法。
【解決手段】主表面および側面を有し、前記主表面および前記側面は保護膜が被覆されており、前記側面の平均表面粗さが0.2μm以下である薄板ガラス。断面が所定の幅と厚さとを有する長方形である母材ガラス板を準備する準備工程と、前記母材ガラス板を加熱し、軟化させて、断面が長方形である条状の薄板ガラスに延伸する加熱延伸工程と、前記薄板ガラスに保護膜を形成する工程と、を含む薄板ガラスの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薄板ガラスおよび薄板ガラスの製造方法に関するものである。
【背景技術】
【0002】
近年、半導体素子の基板、電界効果型のフラットパネルディスプレイに用いるスペーサや磁気ディスク基板等に使用される薄板ガラスの需要が高まっている。薄板ガラスを製造する方法としては、所定の厚みを有する母材ガラス板を所望の厚さまで研磨して薄板ガラスとする方法がある。また、安価かつ大量に表面性のいい薄板ガラスを製造する方法として、所定の厚みを有してかつ表面粗さを良くした母材ガラス板を用いて、これを加熱軟化させて、軟化した状態のガラス板を延伸することによって、所望の厚さの薄板ガラスを製造する方法が開示されている(特許文献1参照)。
【0003】
フレキシブル性を持った薄板ガラスはさまざまな用途が検討されており、特にフレキシブル性を必要とする用途においては、フレキシブル性に対する信頼性の確保が重要な課題である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−199255号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の薄板ガラスは、ねじれの方向に力を加えると破断しやすいという問題があったので、フレキシブル性に対する信頼性が低かった。
【0006】
本発明は、上記に鑑みてなされたものであって、フレキシブル性に対する信頼性の高い薄板ガラスおよびフレキシブル性に対する信頼性の高い薄板ガラスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明に係る薄板ガラスは、主表面および側面を有し、前記主表面および前記側面は保護膜が被覆されており、前記側面の平均表面粗さが0.2μm以下であることを特徴とする。
【0008】
本発明に係る薄板ガラスは、上記発明において、前記側面の平均表面粗さが0.05μm以下であることを特徴とする。
【0009】
本発明に係る薄板ガラスの製造方法は、断面が所定の幅と厚さとを有する長方形である母材ガラス板を準備する準備工程と、前記母材ガラス板を加熱し、軟化させて、断面が長方形である条状の薄板ガラスに延伸する加熱延伸工程と、前記薄板ガラスに保護膜を形成する工程と、を含むことを特徴とする。
【0010】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記保護膜は、前記薄板ガラスに非接触で形成することを特徴とする。
【0011】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記薄板ガラスは側面の平均表面粗さが0.2μm以下であることを特徴とする。
【0012】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記薄板ガラスは側面の平均表面粗さが0.05μm以下であることを特徴とする。
【0013】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記加熱延伸工程における引き落とし率を10%以下とすることを特徴とする。
【0014】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記準備工程は、製造する薄板ガラスの断面係数に応じて該薄板ガラスの側面の平均表面粗さが所定値以下となるように母材ガラス板を加工する工程を含むことを特徴とする。
【0015】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記断面係数は0.0011以上、0.0656以下であり、前記平均表面粗さは0.2μm以下であることを特徴とする。
【0016】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記保護膜は、前記薄板ガラスに保護材を噴霧することにより形成することを特徴とする。
【発明の効果】
【0017】
本発明によれば、フレキシブル性に対する信頼性の高い薄板ガラスを実現できるという効果を奏する。
【図面の簡単な説明】
【0018】
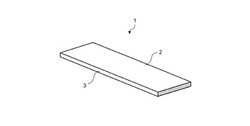
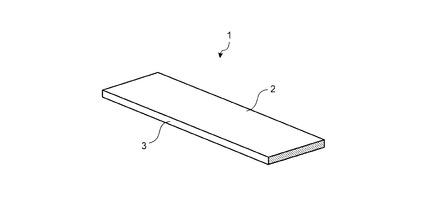
【図1】図1は、本発明の実施の形態1に係る薄板ガラスを長さ方向に垂直に切断したものを模式的に表す斜視断面図である。
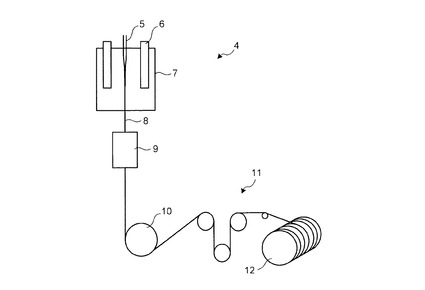
【図2】図2は、本発明の実施の形態2に係る薄板ガラスの製造方法の実施に用いる加熱延伸装置を模式的に表す概略図である。
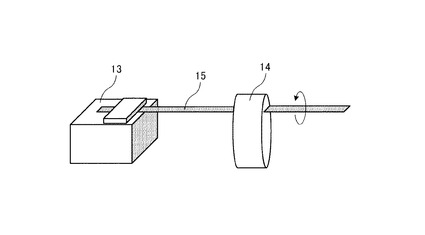
【図3】図3は、ねじれ破断角度を測定する方法を説明するための説明図である。
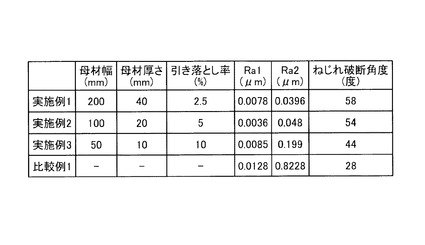
【図4】図4は、実施例1〜3、比較例1の母材ガラス板の幅および厚さ、引き落とし率、薄板ガラスのRa1およびRa2、ねじれ破断角度を示す図である。
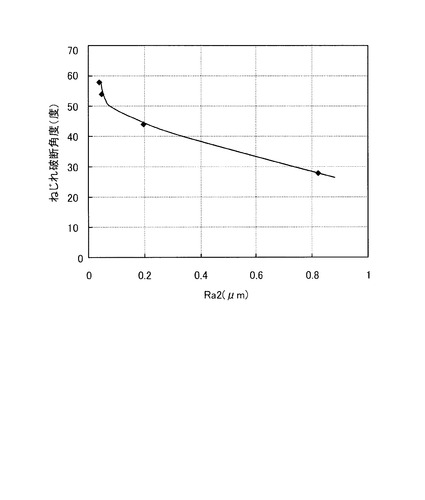
【図5】図5は、実施例1〜3、比較例1の薄板ガラスについて、Ra2とねじれ破断角度との関係を示すグラフである。
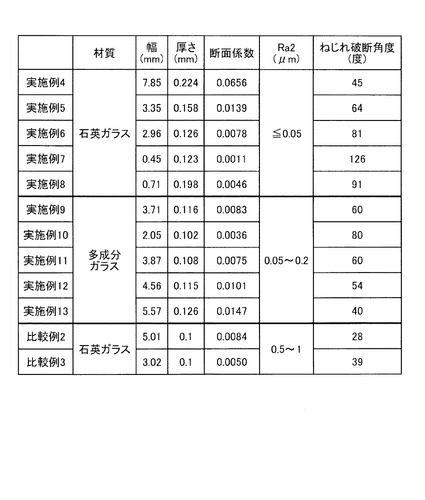
【図6】図6は、実施例4〜13、比較例2、3の薄板ガラスについて、材質、幅および厚さ、断面係数、Ra2、ねじれ破断角度を示す図である。
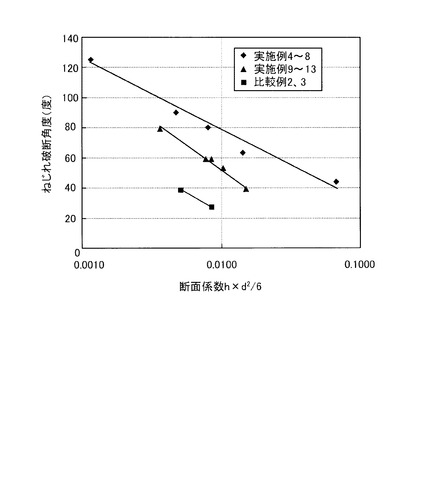
【図7】図7は、実施例4〜13、比較例2、3の薄板ガラスについて、断面係数とねじれ破断角度との関係を示すグラフである。
【発明を実施するための形態】
【0019】
以下に、図面を参照して本発明に係る薄板ガラスおよび薄板ガラスの製造方法の実施の形態を詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。
【0020】
(実施の形態1)
図1は、本発明の実施の形態1に係る薄板ガラスを長さ方向に垂直に切断したものを模式的に表す斜視断面図であり、斜線部は薄板ガラスの断面を示す。薄板ガラス1は、条状であって長さ方向に垂直な断面が長方形であり、長方形の長辺を形成する対向した二つの主表面2と、短辺を形成する対向した二つの側面3とを有する。本発明の実施の形態1に係る薄板ガラス1は、側面3の平均表面粗さが0.2μm以下と小さいことにより、ねじれの方向に力を加えても破断しにくいので、フレキシブル性に対する信頼性の高い薄板ガラスとなる。また、側面3の平均表面粗さが0.05μm以下とさらに小さければ、フレキシブル性に対する信頼性の一層高い薄板ガラスとなる。主表面2の平均表面粗さについては、本実施の形態1においては0.01μm以下であるが、用途に応じて適宜調整することができ、0.005μm以下が特に好ましい。なお、以下では、薄板ガラスの側面の平均表面粗さをRa2、主表面の平均表面粗さをRa1で表す。また、本明細書において平均表面粗さとは、JIS B0601:2001の粗さ曲線の算術平均高さによるものである。
【0021】
本実施の形態1に係るRa2の小さい薄板ガラス1は、以下に述べる本発明の実施の形態2に係る薄板ガラスの製造方法により製造することができる。
【0022】
(実施の形態2)
図2は本発明の実施の形態2に係る薄板ガラスの製造方法の実施に用いる加熱延伸装置を模式的に表す概略図である。加熱延伸装置4は、カーボンヒータ6を備える加熱炉7と、保護膜被覆装置9と、キャップスタン10と、複数のローラからなるテンション調整機構11と、巻き取りボビン12とを備えるものである。
【0023】
次に、加熱延伸装置4を用いた本実施の形態2に係る薄板ガラスの製造方法について説明する。まず、所定の長さ、幅、および厚さを有し所定の主表面および側面の平均表面粗さを有する長方形の母材ガラス板5を用意する。母材ガラス板5はクラック防止の観点から長辺方向の角部の面取りを行っておくことが好ましい。製品歩留まりを考慮すると面取りは幅1mm以下が好ましく、さらに好ましくは面取り幅0.5mm以下である。次に、母材ガラス板5の長辺を縦方向にして加熱炉7にセットし、カーボンヒータ6により母材ガラス板5を加熱し、軟化させて、所定の幅と厚さの薄板ガラス条8に延伸する。薄板ガラス条8の幅と厚さとの調整は、延伸速度の調整により行うことができる。この加熱延伸により、母材ガラス板5の縦方向の側面が薄板ガラス条8の側面となる。本発明の実施の形態2に係る薄板ガラスの製造方法では、加熱延伸の際に、母材ガラス板の引き落とし率を調整することにより、薄板ガラス条8のRa2が0.2μm以下となるように母材ガラス板5を加工し、薄板ガラス条8とする。
【0024】
ここで引き落とし率とは、(薄板ガラスの幅÷母材ガラス板の幅)×100であり、延伸速度の調整により調整することができる。引き落とし率は、母材ガラス板5の側面の平均表面粗さに応じて、薄板ガラス条8のRa2が0.2μm以下となるように調整するが、この際、引き落とし率を小さくするほど薄板ガラス条8のRa2を小さくすることができる。
【0025】
また、母材ガラス板5を面積の一層大きな大型ガラス板から切り出した場合、その切断面の平均表面粗さは1.0μm程度と大きい。しかし、本発明の実施の形態2に係る薄板ガラスの製造方法では、引き落とし率を10%以下とするので、母材ガラス板5の側面の平均表面粗さが1.0μmと大きくても、薄板ガラス条8のRa2を0.2μm以下とできる。また、引き落とし率を5%以下とすれば、薄板ガラス条8のRa2を0.05μm以下とできる。また、母材ガラス板5を加熱延伸する前に、エッチングや研磨などにより母材ガラス板5の側面の表面粗さを例えば0.05μm以下程度に小さくしておけば、薄板ガラス条8のRa2を一層小さくできるし、あるいは引き落とし率を小さくしなくても薄板ガラス条8のRa2を所望の値まで低下させることができる。
【0026】
次に、保護膜被覆装置9により、加熱延伸された薄板ガラス条8に非接触でコーティング材を噴霧することにより、薄板ガラス条8の表面に保護膜を被覆する。なお、被覆は、薄板ガラス条8の表面に保護テープを貼ったり、保護ラップを巻いたり、ダイスやローラでコーティング材を塗布したりすることで行ってもよい。
【0027】
次に、キャップスタン10により、薄板ガラス条8を、テンション調整機構11を介して巻き取りボビン12に巻き取る。薄板ガラス8はテンション調整機構11により所定のテンションが付加されているので、滑らかに巻き取りボビン12に巻き取られる。また、薄板ガラス条8は、保護膜を被覆する前にはキャプスタン等に接触することなく、巻き取りは保護層が被覆された状態で行うことができるので、Ra1およびRa2の小さい薄板ガラスが得られやすい。また、巻取りの際に、薄板ガラス条8は巻き取りボビン12の幅方向にトラバースされることによって、ボビンの幅全体にわたって均一に巻き取られるが、トラバースの際に薄板ガラス条8には、ねじれの方向に力が加わる。しかし、本実施の形態2に係る製造方法で製造された薄板ガラス条8は、ねじれの方向に力を加えても破断しにくいので、ボビンの幅を広くしてトラバースさせても破断しにくい。したがって、薄板ガラス条8の巻き取りの幅を広くして巻き取り効率を高めることができるから、生産性を高めることができる。
【0028】
本実施の形態2に係る製造方法で製造された薄板ガラス条8は、Ra2が0.2μm以下と小さくなり、ねじれの方向に力を加えても破断しにくいので、フレキシブル性に対する信頼性の高いものとなる。そして、薄板ガラス条8は、所定の長さに切断して、フレキシブル性が必要とされる用途に好適に利用することができる。
【0029】
(実施の形態3)
次に、本発明の実施の形態3に係る薄板ガラスの製造方法について説明する。本実施の形態3に係る薄板ガラスの製造方法は、実施の形態2に係る薄板ガラスの製造方法と同様であるが、製造する薄板ガラスの断面係数に応じて該薄板ガラスの側面の平均表面粗さが所定値以下となるように母材ガラス板を加工する点が異なる。
【0030】
ここで、断面係数とは、部材の曲げ応力度を求めるときに使用するもので、部材の断面の形状を表す係数である。薄板ガラスの断面が長方形である場合には、長方形の長辺の長さすなわち薄板ガラスの幅をh、長方形の短辺の長さすなわち薄板ガラスの厚さをdとすると、薄板ガラスの断面係数はh×d2/6で表される。
【0031】
以下、本実施の形態3に係る薄板ガラスの製造方法について説明する。まず、実施の形態2に係る薄板ガラスの製造方法と同様に、加熱延伸装置を用いて、所定の長さ、幅、および厚さを有し所定の主表面および側面の平均表面粗さを有する長方形の母材ガラス板を長辺の方向を垂直にして加熱炉にセットし、カーボンヒータにより母材ガラス板を加熱し、軟化させて、所定の幅と厚さの薄板ガラス条に延伸し、薄板ガラス条の表面に保護膜を被覆し、巻き取りボビンに巻き取る。本実施の形態3に係る薄板ガラスの製造方法においては、加熱延伸の際には、製造する薄板ガラス条の幅と厚さにより決まる断面係数に応じて、薄板ガラス条の側面の平均表面粗さが所定値以下となるように引き落とし率を調整して加熱延伸を行う。その結果、断面係数に応じた側面の平均表面粗さを有し、ねじれの方向に力を加えても破断しにくく、フレキシブル性に対する信頼性の高い薄板ガラス条を製造できる。
【0032】
以下に、本発明にかかる薄板ガラスの製造方法の実施例を詳細に説明する。なお、この実施例によりこの発明が限定されるものではない。
【0033】
(実施例1〜3、比較例1)
石英からなり異なる幅および厚さを有する長さ約1.5mの母材ガラス板を準備し、これを図2に示すような加熱延伸装置を用いて炉温2000℃で加熱延伸し、幅5mm、厚さ0.1mmの薄板ガラスを製造した(実施例1〜3)。なお、母材ガラス板の主表面の平均表面粗さは0.3μm、側面の平均表面粗さは1.0μmであった。
【0034】
一方、石英からなり厚さ3mmの大型ガラス板を所定の大きさに切断し、それを上面から研磨し、さらに切断することで、幅5mm、厚さ0.1mmの薄板ガラスを製造した(比較例1)。
【0035】
これら実施例1〜3、比較例1に係る薄板ガラスについて、そのねじれに対する強度を、被覆のない状態でのねじれ破断角度の測定により評価した。図3は、ねじれ破断角度を測定する方法を説明するための説明図である。まず、薄板ガラス15を固定治具13と固定回転治具14とで25mm間隔で固定し、固定回転治具14を20°/secの速度で回転させ、破断した角度をねじれ破断角度とした。
【0036】
図4は、実施例1〜3、比較例1の薄板ガラスについて、母材ガラス板の幅および厚さ、引き落とし率、薄板ガラスのRa1およびRa2、ねじれ破断角度を示す図である。また、図5は、実施例1〜3、比較例1の薄板ガラスについて、Ra2とねじれ破断角度との関係を示すグラフである。図4および図5が示すように、Ra2が小さくなるほどねじれ破断角度が大きくなる。そして、Ra2が0.2μm以下であれば、ねじれ破断角度が40度以上であり、かつRa2を小さくすることによるねじれ破断角度の増大が顕著になり、フレキシブル性に対する信頼性が十分高い薄板ガラスとなる。さらに、Ra2が0.05μm以下であれば、ねじれ破断角度が50度以上であり、かつRa2を小さくすることによるねじれ破断角度の増大が一層顕著になり、フレキシブル性に対する信頼性が一層高い薄板ガラスとなる。
【0037】
(実施例4〜13、比較例2、3)
石英または多成分ガラス(ショット社製テンパックス フロート(登録商標))からなり様々な幅および厚さを有しかつ主表面の平均表面粗さが0.3μm、側面の平均表面粗さが1.0μmである長さ約1.5mの母材ガラス板を準備し、これを図2に示すような加熱延伸装置を用いて石英は炉温2000℃、多成分ガラスは炉温1000℃で加熱延伸し、様々な幅および厚さ、すなわち断面係数を有する薄板ガラスを製造した(実施例4〜13)。同様に、石英からなり様々な幅および厚さを有しかつ主表面の平均表面粗さが0.3μm、側面の平均表面粗さが1.0μmである長さ約1.5mの母材ガラス板を準備し、側面を研磨して薄板ガラスを製造した(比較例2、3)。なお、薄板ガラスのRa2は、製造する薄板ガラスの断面係数に応じて、加熱延伸の際の引き落とし率の調整により、それぞれ0.05μm以下(実施例4〜8)、0.05〜0.2μm(実施例9〜13)、0.5〜1μm(比較例2、3)とした。また、薄板ガラスのRa1は、いずれも0.01μm以下とした。
尚、実施例4〜8は引き落とし率は5%以下、実施例9〜13は5%より大きく10%以下である。
【0038】
図6は、実施例4〜13、比較例2、3の薄板ガラスについて、材質、幅および厚さ、断面係数、Ra2、ねじれ破断角度を示す図である。また、図7は、実施例4〜13、比較例2、3の薄板ガラスについて、断面係数とねじれ破断角度との関係を示すグラフである。なお、グラフの横軸は対数表示したものである。図6および7が示すように、断面係数が小さくなるにつれて、あるいはRa2が小さくなるにつれて、ねじれ破断角度は大きくなる。その結果、例えば断面係数が0.0036であってねじれ破断角度が80度というフレキシブル性の高い薄板ガラスを製造したい場合には、Ra2を0.2μm以下の値にすればよいこととなる。このときの引き落とし率は例えば10%以下である。また、例えば断面係数が0.0078であってねじれ破断角度が80度というフレキシブル性のさらに高い薄板ガラスを製造したい場合には、Ra2を0.05μm以下の値にすればよいこととなる。このときの引き落とし率は例えば5%以下である。
すなわち、製造する薄板ガラスの断面係数に応じてRa2が所定値以下となるように母材ガラス板を加工して薄板ガラスを製造すれば、所望の大きさのねじれ破断角度を有するフレキシブル性に対する信頼性が十分高い薄板ガラスが製造できることが確認された。
【0039】
さらに、Ra2と薄板ガラスの形状を決定することによって、ねじれ破断角度を推定することもできる。例えばRa2を0.05以下、薄板ガラスの幅を20mm、厚さを0.14mm(すなわち、断面係数0.0653)とした場合、図7の近似曲線から、ねじれ破断角度は40°程度であると推定できる。また、薄板ガラスの幅は20mmのままで、厚さを0.05mm(すなわち、断面係数0.0083)とすると、ねじれ破断角度は80°以上となることが推定できる。
【0040】
なお、上記では、母材ガラス板を加熱延伸することにより薄板ガラスを製造する場合に、引き落とし率の調整によって薄板ガラスの側面の平均表面粗さが所定値以下となるようにする場合について説明したが、母材ガラス板の主表面を研磨することにより薄板ガラスを製造する場合は、母材ガラス板の側面の研磨によって薄板ガラスの側面の平均表面粗さが所定値以下となるようにしてもよい。
【符号の説明】
【0041】
1、15 薄板ガラス
2 主表面
3 側面
4 加熱延伸装置
5 母材ガラス板
6 カーボンヒータ
7 加熱炉
8 薄板ガラス条
9 保護膜被覆装置
10 キャップスタン
11 テンション調整機構
12 巻き取りボビン
13 固定治具
14 固定回転治具
【技術分野】
【0001】
本発明は、薄板ガラスおよび薄板ガラスの製造方法に関するものである。
【背景技術】
【0002】
近年、半導体素子の基板、電界効果型のフラットパネルディスプレイに用いるスペーサや磁気ディスク基板等に使用される薄板ガラスの需要が高まっている。薄板ガラスを製造する方法としては、所定の厚みを有する母材ガラス板を所望の厚さまで研磨して薄板ガラスとする方法がある。また、安価かつ大量に表面性のいい薄板ガラスを製造する方法として、所定の厚みを有してかつ表面粗さを良くした母材ガラス板を用いて、これを加熱軟化させて、軟化した状態のガラス板を延伸することによって、所望の厚さの薄板ガラスを製造する方法が開示されている(特許文献1参照)。
【0003】
フレキシブル性を持った薄板ガラスはさまざまな用途が検討されており、特にフレキシブル性を必要とする用途においては、フレキシブル性に対する信頼性の確保が重要な課題である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−199255号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の薄板ガラスは、ねじれの方向に力を加えると破断しやすいという問題があったので、フレキシブル性に対する信頼性が低かった。
【0006】
本発明は、上記に鑑みてなされたものであって、フレキシブル性に対する信頼性の高い薄板ガラスおよびフレキシブル性に対する信頼性の高い薄板ガラスの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明に係る薄板ガラスは、主表面および側面を有し、前記主表面および前記側面は保護膜が被覆されており、前記側面の平均表面粗さが0.2μm以下であることを特徴とする。
【0008】
本発明に係る薄板ガラスは、上記発明において、前記側面の平均表面粗さが0.05μm以下であることを特徴とする。
【0009】
本発明に係る薄板ガラスの製造方法は、断面が所定の幅と厚さとを有する長方形である母材ガラス板を準備する準備工程と、前記母材ガラス板を加熱し、軟化させて、断面が長方形である条状の薄板ガラスに延伸する加熱延伸工程と、前記薄板ガラスに保護膜を形成する工程と、を含むことを特徴とする。
【0010】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記保護膜は、前記薄板ガラスに非接触で形成することを特徴とする。
【0011】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記薄板ガラスは側面の平均表面粗さが0.2μm以下であることを特徴とする。
【0012】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記薄板ガラスは側面の平均表面粗さが0.05μm以下であることを特徴とする。
【0013】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記加熱延伸工程における引き落とし率を10%以下とすることを特徴とする。
【0014】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記準備工程は、製造する薄板ガラスの断面係数に応じて該薄板ガラスの側面の平均表面粗さが所定値以下となるように母材ガラス板を加工する工程を含むことを特徴とする。
【0015】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記断面係数は0.0011以上、0.0656以下であり、前記平均表面粗さは0.2μm以下であることを特徴とする。
【0016】
本発明に係る薄板ガラスの製造方法は、上記発明において、前記保護膜は、前記薄板ガラスに保護材を噴霧することにより形成することを特徴とする。
【発明の効果】
【0017】
本発明によれば、フレキシブル性に対する信頼性の高い薄板ガラスを実現できるという効果を奏する。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明の実施の形態1に係る薄板ガラスを長さ方向に垂直に切断したものを模式的に表す斜視断面図である。
【図2】図2は、本発明の実施の形態2に係る薄板ガラスの製造方法の実施に用いる加熱延伸装置を模式的に表す概略図である。
【図3】図3は、ねじれ破断角度を測定する方法を説明するための説明図である。
【図4】図4は、実施例1〜3、比較例1の母材ガラス板の幅および厚さ、引き落とし率、薄板ガラスのRa1およびRa2、ねじれ破断角度を示す図である。
【図5】図5は、実施例1〜3、比較例1の薄板ガラスについて、Ra2とねじれ破断角度との関係を示すグラフである。
【図6】図6は、実施例4〜13、比較例2、3の薄板ガラスについて、材質、幅および厚さ、断面係数、Ra2、ねじれ破断角度を示す図である。
【図7】図7は、実施例4〜13、比較例2、3の薄板ガラスについて、断面係数とねじれ破断角度との関係を示すグラフである。
【発明を実施するための形態】
【0019】
以下に、図面を参照して本発明に係る薄板ガラスおよび薄板ガラスの製造方法の実施の形態を詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。
【0020】
(実施の形態1)
図1は、本発明の実施の形態1に係る薄板ガラスを長さ方向に垂直に切断したものを模式的に表す斜視断面図であり、斜線部は薄板ガラスの断面を示す。薄板ガラス1は、条状であって長さ方向に垂直な断面が長方形であり、長方形の長辺を形成する対向した二つの主表面2と、短辺を形成する対向した二つの側面3とを有する。本発明の実施の形態1に係る薄板ガラス1は、側面3の平均表面粗さが0.2μm以下と小さいことにより、ねじれの方向に力を加えても破断しにくいので、フレキシブル性に対する信頼性の高い薄板ガラスとなる。また、側面3の平均表面粗さが0.05μm以下とさらに小さければ、フレキシブル性に対する信頼性の一層高い薄板ガラスとなる。主表面2の平均表面粗さについては、本実施の形態1においては0.01μm以下であるが、用途に応じて適宜調整することができ、0.005μm以下が特に好ましい。なお、以下では、薄板ガラスの側面の平均表面粗さをRa2、主表面の平均表面粗さをRa1で表す。また、本明細書において平均表面粗さとは、JIS B0601:2001の粗さ曲線の算術平均高さによるものである。
【0021】
本実施の形態1に係るRa2の小さい薄板ガラス1は、以下に述べる本発明の実施の形態2に係る薄板ガラスの製造方法により製造することができる。
【0022】
(実施の形態2)
図2は本発明の実施の形態2に係る薄板ガラスの製造方法の実施に用いる加熱延伸装置を模式的に表す概略図である。加熱延伸装置4は、カーボンヒータ6を備える加熱炉7と、保護膜被覆装置9と、キャップスタン10と、複数のローラからなるテンション調整機構11と、巻き取りボビン12とを備えるものである。
【0023】
次に、加熱延伸装置4を用いた本実施の形態2に係る薄板ガラスの製造方法について説明する。まず、所定の長さ、幅、および厚さを有し所定の主表面および側面の平均表面粗さを有する長方形の母材ガラス板5を用意する。母材ガラス板5はクラック防止の観点から長辺方向の角部の面取りを行っておくことが好ましい。製品歩留まりを考慮すると面取りは幅1mm以下が好ましく、さらに好ましくは面取り幅0.5mm以下である。次に、母材ガラス板5の長辺を縦方向にして加熱炉7にセットし、カーボンヒータ6により母材ガラス板5を加熱し、軟化させて、所定の幅と厚さの薄板ガラス条8に延伸する。薄板ガラス条8の幅と厚さとの調整は、延伸速度の調整により行うことができる。この加熱延伸により、母材ガラス板5の縦方向の側面が薄板ガラス条8の側面となる。本発明の実施の形態2に係る薄板ガラスの製造方法では、加熱延伸の際に、母材ガラス板の引き落とし率を調整することにより、薄板ガラス条8のRa2が0.2μm以下となるように母材ガラス板5を加工し、薄板ガラス条8とする。
【0024】
ここで引き落とし率とは、(薄板ガラスの幅÷母材ガラス板の幅)×100であり、延伸速度の調整により調整することができる。引き落とし率は、母材ガラス板5の側面の平均表面粗さに応じて、薄板ガラス条8のRa2が0.2μm以下となるように調整するが、この際、引き落とし率を小さくするほど薄板ガラス条8のRa2を小さくすることができる。
【0025】
また、母材ガラス板5を面積の一層大きな大型ガラス板から切り出した場合、その切断面の平均表面粗さは1.0μm程度と大きい。しかし、本発明の実施の形態2に係る薄板ガラスの製造方法では、引き落とし率を10%以下とするので、母材ガラス板5の側面の平均表面粗さが1.0μmと大きくても、薄板ガラス条8のRa2を0.2μm以下とできる。また、引き落とし率を5%以下とすれば、薄板ガラス条8のRa2を0.05μm以下とできる。また、母材ガラス板5を加熱延伸する前に、エッチングや研磨などにより母材ガラス板5の側面の表面粗さを例えば0.05μm以下程度に小さくしておけば、薄板ガラス条8のRa2を一層小さくできるし、あるいは引き落とし率を小さくしなくても薄板ガラス条8のRa2を所望の値まで低下させることができる。
【0026】
次に、保護膜被覆装置9により、加熱延伸された薄板ガラス条8に非接触でコーティング材を噴霧することにより、薄板ガラス条8の表面に保護膜を被覆する。なお、被覆は、薄板ガラス条8の表面に保護テープを貼ったり、保護ラップを巻いたり、ダイスやローラでコーティング材を塗布したりすることで行ってもよい。
【0027】
次に、キャップスタン10により、薄板ガラス条8を、テンション調整機構11を介して巻き取りボビン12に巻き取る。薄板ガラス8はテンション調整機構11により所定のテンションが付加されているので、滑らかに巻き取りボビン12に巻き取られる。また、薄板ガラス条8は、保護膜を被覆する前にはキャプスタン等に接触することなく、巻き取りは保護層が被覆された状態で行うことができるので、Ra1およびRa2の小さい薄板ガラスが得られやすい。また、巻取りの際に、薄板ガラス条8は巻き取りボビン12の幅方向にトラバースされることによって、ボビンの幅全体にわたって均一に巻き取られるが、トラバースの際に薄板ガラス条8には、ねじれの方向に力が加わる。しかし、本実施の形態2に係る製造方法で製造された薄板ガラス条8は、ねじれの方向に力を加えても破断しにくいので、ボビンの幅を広くしてトラバースさせても破断しにくい。したがって、薄板ガラス条8の巻き取りの幅を広くして巻き取り効率を高めることができるから、生産性を高めることができる。
【0028】
本実施の形態2に係る製造方法で製造された薄板ガラス条8は、Ra2が0.2μm以下と小さくなり、ねじれの方向に力を加えても破断しにくいので、フレキシブル性に対する信頼性の高いものとなる。そして、薄板ガラス条8は、所定の長さに切断して、フレキシブル性が必要とされる用途に好適に利用することができる。
【0029】
(実施の形態3)
次に、本発明の実施の形態3に係る薄板ガラスの製造方法について説明する。本実施の形態3に係る薄板ガラスの製造方法は、実施の形態2に係る薄板ガラスの製造方法と同様であるが、製造する薄板ガラスの断面係数に応じて該薄板ガラスの側面の平均表面粗さが所定値以下となるように母材ガラス板を加工する点が異なる。
【0030】
ここで、断面係数とは、部材の曲げ応力度を求めるときに使用するもので、部材の断面の形状を表す係数である。薄板ガラスの断面が長方形である場合には、長方形の長辺の長さすなわち薄板ガラスの幅をh、長方形の短辺の長さすなわち薄板ガラスの厚さをdとすると、薄板ガラスの断面係数はh×d2/6で表される。
【0031】
以下、本実施の形態3に係る薄板ガラスの製造方法について説明する。まず、実施の形態2に係る薄板ガラスの製造方法と同様に、加熱延伸装置を用いて、所定の長さ、幅、および厚さを有し所定の主表面および側面の平均表面粗さを有する長方形の母材ガラス板を長辺の方向を垂直にして加熱炉にセットし、カーボンヒータにより母材ガラス板を加熱し、軟化させて、所定の幅と厚さの薄板ガラス条に延伸し、薄板ガラス条の表面に保護膜を被覆し、巻き取りボビンに巻き取る。本実施の形態3に係る薄板ガラスの製造方法においては、加熱延伸の際には、製造する薄板ガラス条の幅と厚さにより決まる断面係数に応じて、薄板ガラス条の側面の平均表面粗さが所定値以下となるように引き落とし率を調整して加熱延伸を行う。その結果、断面係数に応じた側面の平均表面粗さを有し、ねじれの方向に力を加えても破断しにくく、フレキシブル性に対する信頼性の高い薄板ガラス条を製造できる。
【0032】
以下に、本発明にかかる薄板ガラスの製造方法の実施例を詳細に説明する。なお、この実施例によりこの発明が限定されるものではない。
【0033】
(実施例1〜3、比較例1)
石英からなり異なる幅および厚さを有する長さ約1.5mの母材ガラス板を準備し、これを図2に示すような加熱延伸装置を用いて炉温2000℃で加熱延伸し、幅5mm、厚さ0.1mmの薄板ガラスを製造した(実施例1〜3)。なお、母材ガラス板の主表面の平均表面粗さは0.3μm、側面の平均表面粗さは1.0μmであった。
【0034】
一方、石英からなり厚さ3mmの大型ガラス板を所定の大きさに切断し、それを上面から研磨し、さらに切断することで、幅5mm、厚さ0.1mmの薄板ガラスを製造した(比較例1)。
【0035】
これら実施例1〜3、比較例1に係る薄板ガラスについて、そのねじれに対する強度を、被覆のない状態でのねじれ破断角度の測定により評価した。図3は、ねじれ破断角度を測定する方法を説明するための説明図である。まず、薄板ガラス15を固定治具13と固定回転治具14とで25mm間隔で固定し、固定回転治具14を20°/secの速度で回転させ、破断した角度をねじれ破断角度とした。
【0036】
図4は、実施例1〜3、比較例1の薄板ガラスについて、母材ガラス板の幅および厚さ、引き落とし率、薄板ガラスのRa1およびRa2、ねじれ破断角度を示す図である。また、図5は、実施例1〜3、比較例1の薄板ガラスについて、Ra2とねじれ破断角度との関係を示すグラフである。図4および図5が示すように、Ra2が小さくなるほどねじれ破断角度が大きくなる。そして、Ra2が0.2μm以下であれば、ねじれ破断角度が40度以上であり、かつRa2を小さくすることによるねじれ破断角度の増大が顕著になり、フレキシブル性に対する信頼性が十分高い薄板ガラスとなる。さらに、Ra2が0.05μm以下であれば、ねじれ破断角度が50度以上であり、かつRa2を小さくすることによるねじれ破断角度の増大が一層顕著になり、フレキシブル性に対する信頼性が一層高い薄板ガラスとなる。
【0037】
(実施例4〜13、比較例2、3)
石英または多成分ガラス(ショット社製テンパックス フロート(登録商標))からなり様々な幅および厚さを有しかつ主表面の平均表面粗さが0.3μm、側面の平均表面粗さが1.0μmである長さ約1.5mの母材ガラス板を準備し、これを図2に示すような加熱延伸装置を用いて石英は炉温2000℃、多成分ガラスは炉温1000℃で加熱延伸し、様々な幅および厚さ、すなわち断面係数を有する薄板ガラスを製造した(実施例4〜13)。同様に、石英からなり様々な幅および厚さを有しかつ主表面の平均表面粗さが0.3μm、側面の平均表面粗さが1.0μmである長さ約1.5mの母材ガラス板を準備し、側面を研磨して薄板ガラスを製造した(比較例2、3)。なお、薄板ガラスのRa2は、製造する薄板ガラスの断面係数に応じて、加熱延伸の際の引き落とし率の調整により、それぞれ0.05μm以下(実施例4〜8)、0.05〜0.2μm(実施例9〜13)、0.5〜1μm(比較例2、3)とした。また、薄板ガラスのRa1は、いずれも0.01μm以下とした。
尚、実施例4〜8は引き落とし率は5%以下、実施例9〜13は5%より大きく10%以下である。
【0038】
図6は、実施例4〜13、比較例2、3の薄板ガラスについて、材質、幅および厚さ、断面係数、Ra2、ねじれ破断角度を示す図である。また、図7は、実施例4〜13、比較例2、3の薄板ガラスについて、断面係数とねじれ破断角度との関係を示すグラフである。なお、グラフの横軸は対数表示したものである。図6および7が示すように、断面係数が小さくなるにつれて、あるいはRa2が小さくなるにつれて、ねじれ破断角度は大きくなる。その結果、例えば断面係数が0.0036であってねじれ破断角度が80度というフレキシブル性の高い薄板ガラスを製造したい場合には、Ra2を0.2μm以下の値にすればよいこととなる。このときの引き落とし率は例えば10%以下である。また、例えば断面係数が0.0078であってねじれ破断角度が80度というフレキシブル性のさらに高い薄板ガラスを製造したい場合には、Ra2を0.05μm以下の値にすればよいこととなる。このときの引き落とし率は例えば5%以下である。
すなわち、製造する薄板ガラスの断面係数に応じてRa2が所定値以下となるように母材ガラス板を加工して薄板ガラスを製造すれば、所望の大きさのねじれ破断角度を有するフレキシブル性に対する信頼性が十分高い薄板ガラスが製造できることが確認された。
【0039】
さらに、Ra2と薄板ガラスの形状を決定することによって、ねじれ破断角度を推定することもできる。例えばRa2を0.05以下、薄板ガラスの幅を20mm、厚さを0.14mm(すなわち、断面係数0.0653)とした場合、図7の近似曲線から、ねじれ破断角度は40°程度であると推定できる。また、薄板ガラスの幅は20mmのままで、厚さを0.05mm(すなわち、断面係数0.0083)とすると、ねじれ破断角度は80°以上となることが推定できる。
【0040】
なお、上記では、母材ガラス板を加熱延伸することにより薄板ガラスを製造する場合に、引き落とし率の調整によって薄板ガラスの側面の平均表面粗さが所定値以下となるようにする場合について説明したが、母材ガラス板の主表面を研磨することにより薄板ガラスを製造する場合は、母材ガラス板の側面の研磨によって薄板ガラスの側面の平均表面粗さが所定値以下となるようにしてもよい。
【符号の説明】
【0041】
1、15 薄板ガラス
2 主表面
3 側面
4 加熱延伸装置
5 母材ガラス板
6 カーボンヒータ
7 加熱炉
8 薄板ガラス条
9 保護膜被覆装置
10 キャップスタン
11 テンション調整機構
12 巻き取りボビン
13 固定治具
14 固定回転治具
【特許請求の範囲】
【請求項1】
主表面および側面を有し、前記主表面および前記側面は保護膜が被覆されており、前記側面の平均表面粗さが0.2μm以下であることを特徴とする薄板ガラス。
【請求項2】
前記側面の平均表面粗さが0.05μm以下であることを特徴とする請求項1に記載の薄板ガラス。
【請求項3】
断面が所定の幅と厚さとを有する長方形である母材ガラス板を準備する準備工程と、
前記母材ガラス板を加熱し、軟化させて、断面が長方形である条状の薄板ガラスに延伸する加熱延伸工程と、
前記薄板ガラスに保護膜を形成する工程と、
を含むことを特徴とする薄板ガラスの製造方法。
【請求項4】
前記保護膜は、前記薄板ガラスに非接触で形成することを特徴とする請求項3に記載の薄板ガラスの製造方法。
【請求項5】
前記薄板ガラスは側面の平均表面粗さが0.2μm以下であることを特徴とする請求項3または4に記載の薄板ガラスの製造方法。
【請求項6】
前記薄板ガラスは側面の平均表面粗さが0.05μm以下であることを特徴とする請求項3または4に記載の薄板ガラスの製造方法。
【請求項7】
前記加熱延伸工程における引き落とし率を10%以下とすることを特徴とする請求項3〜6のいずれか1つに記載の薄板ガラスの製造方法。
【請求項8】
前記準備工程は、製造する薄板ガラスの断面係数に応じて該薄板ガラスの側面の平均表面粗さが所定値以下となるように母材ガラス板を加工する工程を含むことを特徴とする請求項3〜7のいずれか1に記載の薄板ガラスの製造方法。
【請求項9】
前記断面係数は0.0011以上、0.0656以下であり、前記平均表面粗さは0.2μm以下であることを特徴とする請求項8に記載の薄板ガラスの製造方法。
【請求項10】
前記保護膜は、前記薄板ガラスに保護材を噴霧することにより形成することを特徴とする請求項4に記載の薄板ガラスの製造方法。
【請求項1】
主表面および側面を有し、前記主表面および前記側面は保護膜が被覆されており、前記側面の平均表面粗さが0.2μm以下であることを特徴とする薄板ガラス。
【請求項2】
前記側面の平均表面粗さが0.05μm以下であることを特徴とする請求項1に記載の薄板ガラス。
【請求項3】
断面が所定の幅と厚さとを有する長方形である母材ガラス板を準備する準備工程と、
前記母材ガラス板を加熱し、軟化させて、断面が長方形である条状の薄板ガラスに延伸する加熱延伸工程と、
前記薄板ガラスに保護膜を形成する工程と、
を含むことを特徴とする薄板ガラスの製造方法。
【請求項4】
前記保護膜は、前記薄板ガラスに非接触で形成することを特徴とする請求項3に記載の薄板ガラスの製造方法。
【請求項5】
前記薄板ガラスは側面の平均表面粗さが0.2μm以下であることを特徴とする請求項3または4に記載の薄板ガラスの製造方法。
【請求項6】
前記薄板ガラスは側面の平均表面粗さが0.05μm以下であることを特徴とする請求項3または4に記載の薄板ガラスの製造方法。
【請求項7】
前記加熱延伸工程における引き落とし率を10%以下とすることを特徴とする請求項3〜6のいずれか1つに記載の薄板ガラスの製造方法。
【請求項8】
前記準備工程は、製造する薄板ガラスの断面係数に応じて該薄板ガラスの側面の平均表面粗さが所定値以下となるように母材ガラス板を加工する工程を含むことを特徴とする請求項3〜7のいずれか1に記載の薄板ガラスの製造方法。
【請求項9】
前記断面係数は0.0011以上、0.0656以下であり、前記平均表面粗さは0.2μm以下であることを特徴とする請求項8に記載の薄板ガラスの製造方法。
【請求項10】
前記保護膜は、前記薄板ガラスに保護材を噴霧することにより形成することを特徴とする請求項4に記載の薄板ガラスの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−49629(P2013−49629A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2012−269652(P2012−269652)
【出願日】平成24年12月10日(2012.12.10)
【分割の表示】特願2006−19752(P2006−19752)の分割
【原出願日】平成18年1月27日(2006.1.27)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成24年12月10日(2012.12.10)
【分割の表示】特願2006−19752(P2006−19752)の分割
【原出願日】平成18年1月27日(2006.1.27)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]