
薄板状成形体の加熱処理方法
【課題】
均熱板間に挟持された薄板状成形体が、加熱容器内に充填されたパッキング材に埋め込まれた状態で、加熱処理される薄板状成形体の加熱処理方法において、加熱処理により、薄板状成形体にそり、割れなどの不具合が生じない技術を提供する。
【解決手段】
均熱板の側面および薄板状成形体の側面が囲い板により覆われて、薄板状成形体が加熱処理されることにより、課題は解決される。均熱板と薄板状成形体の間および隣接する薄板状成形体同士の間に間隙の発生が防止され、薄板状成形体の面内温度分布が均一となることによる。
均熱板間に挟持された薄板状成形体が、加熱容器内に充填されたパッキング材に埋め込まれた状態で、加熱処理される薄板状成形体の加熱処理方法において、加熱処理により、薄板状成形体にそり、割れなどの不具合が生じない技術を提供する。
【解決手段】
均熱板の側面および薄板状成形体の側面が囲い板により覆われて、薄板状成形体が加熱処理されることにより、課題は解決される。均熱板と薄板状成形体の間および隣接する薄板状成形体同士の間に間隙の発生が防止され、薄板状成形体の面内温度分布が均一となることによる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、燃料電池の構成部材として用いられるセパレータ板や多孔質カーボン板などの炭素薄板を製造する工程のうち、薄板状成形体を加熱処理して炭素薄板を得る工程に係る技術に関する。
【背景技術】
【0002】
燃料電池を構成する部材として炭素薄板が使用される。ガス不透過性のセパレータ板やガス流路付き基材としての多孔質カーボン板などである。これらの炭素薄板は、木材、紙、セルロース繊維、熱硬化性樹脂などの有機物や黒鉛粉末、炭素繊維などのカーボン材料を原料として成形された薄板状成形体を炭化する、あるいは黒鉛化することにより製造される。すなわち、薄板状成形体をアルゴンガス中などの無酸素雰囲気下、1000℃ほどの温度で加熱して炭化することにより、炭素薄板が得られる。また、この得られた炭素薄板をさらに高温の2000℃以上に加熱し、黒鉛化することにより、炭素薄板は電気伝導性、熱伝導性、耐食性などがより優れたものとなる。ここで、薄板状成形体は、たとえば特許文献1に示されている方法により、炭素繊維、パルプ、熱硬化性樹脂を含む混合物を原料とし、抄紙機による抄紙工程を経て得ることができる。
【0003】
薄板状成形体を炭化する加熱処理方法として、特許文献2には、薄板状成形体を均熱板(多孔質炭素材)で挟んでから、不活性ガス雰囲気下に保持して加熱する方法が記載されている。また、特許文献3には、薄板状成形体を均熱板(ステンレス板、黒鉛板)の間に挟んで加熱する方法が述べられている。薄板状成形体を、熱伝導性が良い黒鉛板などで挟んで加熱処理するのは、加熱昇温時に、薄板状成形体の面内温度分布を均一化し、炭化して得られる炭素薄板のそり、割れなどの不具合の発生を防止することを目的とする。この薄板状成形体を均熱板(黒鉛板など)で挟んで、不活性ガス雰囲気中で加熱処理する方法は、薄板状成形体を炭化して得られた炭素薄板を黒鉛化する工程についても使用することができる。
以上の不活性ガス雰囲気中で加熱処理する方法に代えて、加熱容器に充填されたパッキング材の充填層に埋め込まれた薄板状成形体を加熱処理する方法が開示されている。特許文献4には、黒鉛材製容器内のパッキング材(パッキングコークス)中に埋め込まれた薄板状成形体を黒鉛化する方法が、特許文献5には、ステンレス容器内のパッキング材(コークスブリーズ)中に埋め込まれた薄板状成形体を加熱処理してセパレータ板用の炭素薄板を製造する方法がそれぞれ開示されている。パッキング材を充填することにより、加熱容器内の酸素ガスを排除し、不活性ガス雰囲気と同様の状態とするものである。
【0004】
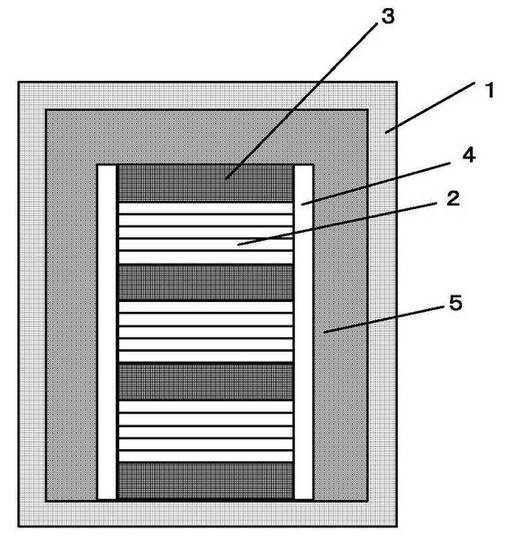
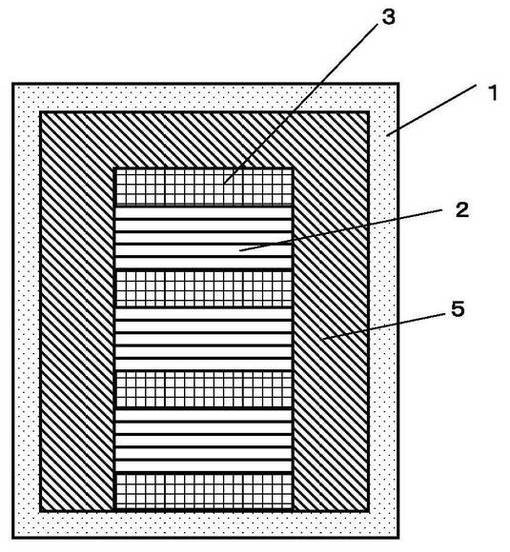
図3は、加熱容器内のパッキング材中に埋め込まれて、加熱処理される薄板状成形体を表した断面図である。加熱容器1内に、積層された薄板状成形体2が置かれている。数枚から数十枚ずつ積層された薄板状成形体2の間には、均熱板3が挿入され、最上層と最下層に置かれた均熱板3によって、すべての薄板状成形体2が挟持されている。加熱容器1内の空間には、パッキング材5が密に充填され、薄板状成形体2はパッキング材5の充填層に埋め込まれた状態にある。加熱容器1内の薄板状成形体2は、加熱容器1が加熱されることにより、加熱処理される。
かかるパッキング材5を使用する方法は不活性ガスを使用しないため、工程を簡便化する有用な方法であるが、以下のような問題点がある。
上述したように、不活性ガス雰囲気中で加熱処理により得られる炭素薄板のそり、割れなどの不具合の発生を防止するため、均熱板3の間に薄板状成形体2を挟んで加熱する。しかし、パッキング材5を使用する方法では、均熱板3の間に薄板状成形体2を挟んで加熱しても、加熱処理により得られる炭素薄板にそり、割れを生じることがあった。このとき、炭素薄板と均熱板3の間および隣接する炭素薄板同士の間に間隙が生じていることが認められたが、これは次のように薄板状成形体2の収縮が原因で生じたものと考えられた。
【0005】
加熱処理による炭化や黒鉛化が進行するに従い、薄板状成形体2は体積収縮を生じ、その厚みが減少する。このとき、薄板状成形体2に接触している均熱板3が、薄板状成形体2の厚みの減少に追随して、接触したまま移動すれば、炭素薄板と均熱板3の間に間隙は生じないこととなる。しかし、密に充填されたパッキング材5の中に埋め込まれた均熱板3は、その側面がパッキング材5により押されて固定され、容易に移動できない状態となっているため、厚みが減少して薄くなった薄板状成形体2との間に間隙が生じる。間隙が生じて、薄板状成形体2と均熱板3の接触面が減少したため、薄板状成形体2の面内温度分布の均一化が困難となり、そり、割れが生じたと考えられた。
さらに、かかる薄板状成形体2と均熱板3の間に間隙が生じることは、積層された薄板状成形体2において、薄板状成形体2同士の間にも同様に生じる。すなわち、パッキング材5の中に埋め込まれた薄板状成形体2は、均熱板3と同様に、その側面がパッキング材5により押されて固定され、容易に移動できない状態となっている。このため、加熱処理による炭化や黒鉛化が進行するに従い、厚みが減少して薄くなった薄板状成形体2は、隣接する他の薄板状成形体2との間に間隙を生じる。間隙が生じて、隣接する薄板状成形体2同士の接触面が減少し、積層された各薄板状成形体2の面内温度分布の均一化が困難となったことも、そり、割れが生じる原因と考えられた。
【0006】
以上に述べたように、パッキング材5を使用する方法は工程を簡便化する有用な方法であるが、加熱処理工程において、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じ、炭素薄板にそり、割れを生じる問題点がある。そこで、本発明は、パッキング材5を使用して、薄板状成形体2を加熱処理する方法において、炭素薄板のそり、割れの発生を防止する技術を提供することを課題とする。
【特許文献1】特開2009−4136号公報
【特許文献2】特開昭62−182108号公報
【特許文献3】特開昭60−155516号公報
【特許文献4】特開平7−252726号公報
【特許文献5】特開2000−319067号公報
【発明の概要】
【課題を解決するための手段】
【0007】
上記課題は、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理されることにより、解決される。
請求項1に記載の発明は、対向する均熱板間に挟持された薄板状成形体が前記均熱板とともに、加熱容器内または加熱炉内に充填されたパッキング材に埋め込まれた状態で、前記薄板状成形体が加熱処理される薄板状成形体の加熱処理方法において、前記均熱板の側面および前記薄板状成形体の側面が囲い板により覆われて、前記薄板状成形体が加熱処理されることを特徴とする薄板状成形体の加熱処理方法に係るものである。
請求項1に記載の発明によれば、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される。このため、均熱板3の側面および薄板状成形体2の側面が、密に充填されたパッキング材5により押される力を受けることはなく、また均熱板3と薄板状成形体2の間や隣接する薄板状成形体2同士の間に、パッキング材5が入り込むことはない。
【0008】
従って、加熱処理により、薄板状成形体2の厚みが減少したときに、均熱板3および薄板状成形体2は、隣接する薄板状成形体2に接触したまま容易に移動することができ、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じることはない。
ここで、均熱板3の側面および薄板状成形体2の側面を覆う囲い板と、均熱板3および薄板状成形体2とのクリアランス(すきま)は、均熱板3および薄板状成形体2が囲い板に妨げられることなく、容易に移動できる程度であるとともに、当該クリアランスにパッキング材5が入り込んで均熱板3および薄板状成形体2の移動を妨げるものではないことを要する。また囲い板は、パッキング材5から押される力を受けて変形し、当該クリアランスが減少して、均熱板3および薄板状成形体2の容易な移動が困難となるものではない。
【0009】
請求項2に記載の発明は、前記加熱処理が、前記薄板状成形体を炭化すること、または黒鉛化することであることを特徴とする請求項1に記載の薄板状成形体の加熱処理方法に係るものである。請求項2に記載の発明によれば、加熱処理として、薄板状成形体2を炭化する工程、または黒鉛化する工程において、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される。このため、炭化、黒鉛化の加熱により、薄板状成形体2の厚みが減少したときに、均熱板3および薄板状成形体2は、隣接する薄板状成形体2に接触したまま容易に移動することができ、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じることはない。
請求項3に記載の発明は、前記囲い板の一部またはすべてが、カーボン材料または木質材料から構成されるものであることを特徴とする請求項1または請求項2に記載の薄板状成形体の加熱処理方法に係るものである。
【0010】
請求項3に記載の発明によれば、薄板状成形体2の加熱処理方法において、均熱板3の側面および薄板状成形体2の側面を覆う囲い板は、その一部またはすべてが、カーボン材料または木質材料から構成されるものである。囲い板には、加熱処理時に、軟化や溶融による形態の変化がないこと、温度分布のばらつきによるそり、歪みなどが発生しないことが求められる。これらの要求を満たすものとして、黒鉛板などのカーボン材料やファイバーボードと称される木質ボードなどの木質材料により囲い板を構成することが本発明の囲い板に適する。
【発明の効果】
【0011】
以上の請求項1ないし請求項3に記載の発明によれば、薄板状成形体2の加熱処理方法において、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される。したがって、加熱処理により、薄板状成形体2の厚みが減少したときに、均熱板3および薄板状成形体2は、隣接する薄板状成形体2に接触したまま容易に移動することができ、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じることはない。このため本発明によれば、加熱処理時に、薄板状成形体2の面内温度分布は均一化され、加熱処理により得られる炭素薄板のそり、割れの発生は防止される効果が得られる。以上のように、本発明は、炭素薄板にそり、割れが発生するという従来技術が有する問題点を解消するものである。
【発明を実施するための最良の形態】
【0012】
均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される本発明の実施例1について、図1、図2にて説明する。実施例1では、薄板状成形体2を製作し、さらに本発明の加熱処理方法を用いて、炭化および黒鉛化を行った。
【実施例1】
【0013】
1)薄板状成形体の製作
炭素繊維(ドナック社製ドナカーボ・Sチョップ)20wt%、パルプ(針葉樹晒クラフトパルプ)25wt%、フェノール樹脂(旭有機材製SP260)55wt%を混合して得られたスラリーを原料とし、抄紙機により抄紙して、厚さ5mmの薄板状成形体2を製作した。さらに、この薄板状成形体2に前記フェノール樹脂を含浸したのち120℃で乾燥した。
2)炭化工程
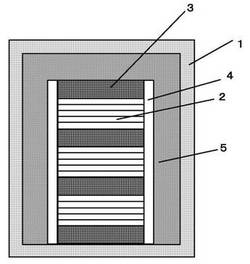
製作した薄板状成形体2(100枚)をステンレス製加熱容器1内に積み重ねた。図1は、積み重ねた薄板状成形体2の概要を示した断面図である。加熱容器1の底面に置いた均熱板3の上に、薄板状成形体2を10枚積み重ねた。均熱板3として、厚さ15mmの黒鉛板を用いた。積層した薄板状成形体2の10枚目の上に均熱板3を置き、さらに薄板状成形体2(10枚)を重ねたのち、均熱板3を置いた。このように、薄板状成形体2(10枚)と均熱板3(1枚)の積層を繰り返して、最後の均熱板3を重ねた。
【0014】
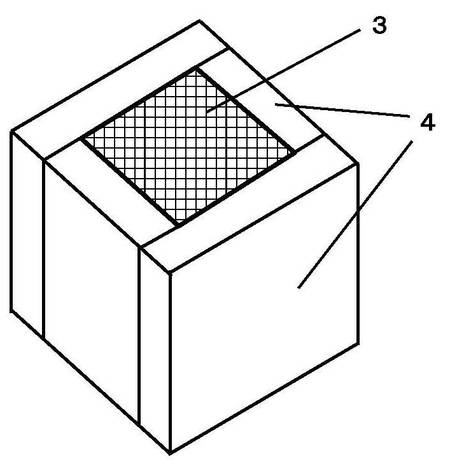
各均熱板3の側面および積層された薄板状成形体2の側面に接して、囲い板4を配置し、均熱板3の側面および薄板状成形体2の側面を囲い板4で覆った。図2は、囲い板4と最上層の均熱板3を、斜め上方から見た図を表す。囲い板4は高密度な木質ボードであるハードボードを用いて製作したものである。他に、黒鉛板などのカーボン材料や、木質とカーボンの複合材料を用いることができる。また、木質ボードなどの木質材料とカーボン材料を組み合わせた構造の囲い板4も製作できる。
加熱容器1内の空間に、パッキング材5として用いた詰め粉コークスを充填したのち、電気炉により、50℃/hの速度で加熱し、900℃で2時間、保持して、薄板状成形体2を炭化した。炭化により得られた炭素薄板にそり、割れなどの不具合は認められなかった。また、均熱板3と炭素薄板の間および炭素薄板同士の間に間隙はなかった。これは、囲い板4に覆われた均熱板3および薄板状成形体2が加熱処理時に移動し、均熱板3と薄板状成形体2との接触および薄板状成形体2同士の接触が確保されたことを示す。なお、本実施例では加熱容器1を使用したが、加熱容器1を使用せず、加熱炉内に薄板状成形体2を積層し、パッキング材5を充填して、薄板状成形体2を加熱処理することもできる。
【0015】
3)黒鉛化工程
炭化により得られた炭素薄板をさらに、2500℃で1時間、加熱して黒鉛化した。黒鉛化した炭素薄板100枚のいずれにもそり、割れなどの不具合は認められなかった。また、均熱板3と炭素薄板の間および炭素薄板同士の間に間隙は生じていなかった。
以上の実施例1では、炭化工程と黒鉛化工程を分けたが、炭化と黒鉛化を連続的に一体として行う工程において、本発明を実施することもできる。また、本発明以外の炭化処理方法により得られた炭素薄板に黒鉛化処理を行う場合にも、本発明を実施することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施例1に係る積層した薄板状成形体を表す断面図
【図2】本発明の実施例1に係る囲い板と均熱板を表す斜視図
【図3】従来技術に係る積層した薄板状成形体を表す断面図
【符号の説明】
【0017】
1 加熱容器
2 薄板状成形体
3 均熱板
4 囲い板
5 パッキング材
【技術分野】
【0001】
本発明は、燃料電池の構成部材として用いられるセパレータ板や多孔質カーボン板などの炭素薄板を製造する工程のうち、薄板状成形体を加熱処理して炭素薄板を得る工程に係る技術に関する。
【背景技術】
【0002】
燃料電池を構成する部材として炭素薄板が使用される。ガス不透過性のセパレータ板やガス流路付き基材としての多孔質カーボン板などである。これらの炭素薄板は、木材、紙、セルロース繊維、熱硬化性樹脂などの有機物や黒鉛粉末、炭素繊維などのカーボン材料を原料として成形された薄板状成形体を炭化する、あるいは黒鉛化することにより製造される。すなわち、薄板状成形体をアルゴンガス中などの無酸素雰囲気下、1000℃ほどの温度で加熱して炭化することにより、炭素薄板が得られる。また、この得られた炭素薄板をさらに高温の2000℃以上に加熱し、黒鉛化することにより、炭素薄板は電気伝導性、熱伝導性、耐食性などがより優れたものとなる。ここで、薄板状成形体は、たとえば特許文献1に示されている方法により、炭素繊維、パルプ、熱硬化性樹脂を含む混合物を原料とし、抄紙機による抄紙工程を経て得ることができる。
【0003】
薄板状成形体を炭化する加熱処理方法として、特許文献2には、薄板状成形体を均熱板(多孔質炭素材)で挟んでから、不活性ガス雰囲気下に保持して加熱する方法が記載されている。また、特許文献3には、薄板状成形体を均熱板(ステンレス板、黒鉛板)の間に挟んで加熱する方法が述べられている。薄板状成形体を、熱伝導性が良い黒鉛板などで挟んで加熱処理するのは、加熱昇温時に、薄板状成形体の面内温度分布を均一化し、炭化して得られる炭素薄板のそり、割れなどの不具合の発生を防止することを目的とする。この薄板状成形体を均熱板(黒鉛板など)で挟んで、不活性ガス雰囲気中で加熱処理する方法は、薄板状成形体を炭化して得られた炭素薄板を黒鉛化する工程についても使用することができる。
以上の不活性ガス雰囲気中で加熱処理する方法に代えて、加熱容器に充填されたパッキング材の充填層に埋め込まれた薄板状成形体を加熱処理する方法が開示されている。特許文献4には、黒鉛材製容器内のパッキング材(パッキングコークス)中に埋め込まれた薄板状成形体を黒鉛化する方法が、特許文献5には、ステンレス容器内のパッキング材(コークスブリーズ)中に埋め込まれた薄板状成形体を加熱処理してセパレータ板用の炭素薄板を製造する方法がそれぞれ開示されている。パッキング材を充填することにより、加熱容器内の酸素ガスを排除し、不活性ガス雰囲気と同様の状態とするものである。
【0004】
図3は、加熱容器内のパッキング材中に埋め込まれて、加熱処理される薄板状成形体を表した断面図である。加熱容器1内に、積層された薄板状成形体2が置かれている。数枚から数十枚ずつ積層された薄板状成形体2の間には、均熱板3が挿入され、最上層と最下層に置かれた均熱板3によって、すべての薄板状成形体2が挟持されている。加熱容器1内の空間には、パッキング材5が密に充填され、薄板状成形体2はパッキング材5の充填層に埋め込まれた状態にある。加熱容器1内の薄板状成形体2は、加熱容器1が加熱されることにより、加熱処理される。
かかるパッキング材5を使用する方法は不活性ガスを使用しないため、工程を簡便化する有用な方法であるが、以下のような問題点がある。
上述したように、不活性ガス雰囲気中で加熱処理により得られる炭素薄板のそり、割れなどの不具合の発生を防止するため、均熱板3の間に薄板状成形体2を挟んで加熱する。しかし、パッキング材5を使用する方法では、均熱板3の間に薄板状成形体2を挟んで加熱しても、加熱処理により得られる炭素薄板にそり、割れを生じることがあった。このとき、炭素薄板と均熱板3の間および隣接する炭素薄板同士の間に間隙が生じていることが認められたが、これは次のように薄板状成形体2の収縮が原因で生じたものと考えられた。
【0005】
加熱処理による炭化や黒鉛化が進行するに従い、薄板状成形体2は体積収縮を生じ、その厚みが減少する。このとき、薄板状成形体2に接触している均熱板3が、薄板状成形体2の厚みの減少に追随して、接触したまま移動すれば、炭素薄板と均熱板3の間に間隙は生じないこととなる。しかし、密に充填されたパッキング材5の中に埋め込まれた均熱板3は、その側面がパッキング材5により押されて固定され、容易に移動できない状態となっているため、厚みが減少して薄くなった薄板状成形体2との間に間隙が生じる。間隙が生じて、薄板状成形体2と均熱板3の接触面が減少したため、薄板状成形体2の面内温度分布の均一化が困難となり、そり、割れが生じたと考えられた。
さらに、かかる薄板状成形体2と均熱板3の間に間隙が生じることは、積層された薄板状成形体2において、薄板状成形体2同士の間にも同様に生じる。すなわち、パッキング材5の中に埋め込まれた薄板状成形体2は、均熱板3と同様に、その側面がパッキング材5により押されて固定され、容易に移動できない状態となっている。このため、加熱処理による炭化や黒鉛化が進行するに従い、厚みが減少して薄くなった薄板状成形体2は、隣接する他の薄板状成形体2との間に間隙を生じる。間隙が生じて、隣接する薄板状成形体2同士の接触面が減少し、積層された各薄板状成形体2の面内温度分布の均一化が困難となったことも、そり、割れが生じる原因と考えられた。
【0006】
以上に述べたように、パッキング材5を使用する方法は工程を簡便化する有用な方法であるが、加熱処理工程において、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じ、炭素薄板にそり、割れを生じる問題点がある。そこで、本発明は、パッキング材5を使用して、薄板状成形体2を加熱処理する方法において、炭素薄板のそり、割れの発生を防止する技術を提供することを課題とする。
【特許文献1】特開2009−4136号公報
【特許文献2】特開昭62−182108号公報
【特許文献3】特開昭60−155516号公報
【特許文献4】特開平7−252726号公報
【特許文献5】特開2000−319067号公報
【発明の概要】
【課題を解決するための手段】
【0007】
上記課題は、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理されることにより、解決される。
請求項1に記載の発明は、対向する均熱板間に挟持された薄板状成形体が前記均熱板とともに、加熱容器内または加熱炉内に充填されたパッキング材に埋め込まれた状態で、前記薄板状成形体が加熱処理される薄板状成形体の加熱処理方法において、前記均熱板の側面および前記薄板状成形体の側面が囲い板により覆われて、前記薄板状成形体が加熱処理されることを特徴とする薄板状成形体の加熱処理方法に係るものである。
請求項1に記載の発明によれば、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される。このため、均熱板3の側面および薄板状成形体2の側面が、密に充填されたパッキング材5により押される力を受けることはなく、また均熱板3と薄板状成形体2の間や隣接する薄板状成形体2同士の間に、パッキング材5が入り込むことはない。
【0008】
従って、加熱処理により、薄板状成形体2の厚みが減少したときに、均熱板3および薄板状成形体2は、隣接する薄板状成形体2に接触したまま容易に移動することができ、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じることはない。
ここで、均熱板3の側面および薄板状成形体2の側面を覆う囲い板と、均熱板3および薄板状成形体2とのクリアランス(すきま)は、均熱板3および薄板状成形体2が囲い板に妨げられることなく、容易に移動できる程度であるとともに、当該クリアランスにパッキング材5が入り込んで均熱板3および薄板状成形体2の移動を妨げるものではないことを要する。また囲い板は、パッキング材5から押される力を受けて変形し、当該クリアランスが減少して、均熱板3および薄板状成形体2の容易な移動が困難となるものではない。
【0009】
請求項2に記載の発明は、前記加熱処理が、前記薄板状成形体を炭化すること、または黒鉛化することであることを特徴とする請求項1に記載の薄板状成形体の加熱処理方法に係るものである。請求項2に記載の発明によれば、加熱処理として、薄板状成形体2を炭化する工程、または黒鉛化する工程において、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される。このため、炭化、黒鉛化の加熱により、薄板状成形体2の厚みが減少したときに、均熱板3および薄板状成形体2は、隣接する薄板状成形体2に接触したまま容易に移動することができ、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じることはない。
請求項3に記載の発明は、前記囲い板の一部またはすべてが、カーボン材料または木質材料から構成されるものであることを特徴とする請求項1または請求項2に記載の薄板状成形体の加熱処理方法に係るものである。
【0010】
請求項3に記載の発明によれば、薄板状成形体2の加熱処理方法において、均熱板3の側面および薄板状成形体2の側面を覆う囲い板は、その一部またはすべてが、カーボン材料または木質材料から構成されるものである。囲い板には、加熱処理時に、軟化や溶融による形態の変化がないこと、温度分布のばらつきによるそり、歪みなどが発生しないことが求められる。これらの要求を満たすものとして、黒鉛板などのカーボン材料やファイバーボードと称される木質ボードなどの木質材料により囲い板を構成することが本発明の囲い板に適する。
【発明の効果】
【0011】
以上の請求項1ないし請求項3に記載の発明によれば、薄板状成形体2の加熱処理方法において、均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される。したがって、加熱処理により、薄板状成形体2の厚みが減少したときに、均熱板3および薄板状成形体2は、隣接する薄板状成形体2に接触したまま容易に移動することができ、均熱板3と薄板状成形体2の間および隣接する薄板状成形体2同士の間に間隙を生じることはない。このため本発明によれば、加熱処理時に、薄板状成形体2の面内温度分布は均一化され、加熱処理により得られる炭素薄板のそり、割れの発生は防止される効果が得られる。以上のように、本発明は、炭素薄板にそり、割れが発生するという従来技術が有する問題点を解消するものである。
【発明を実施するための最良の形態】
【0012】
均熱板3の側面および薄板状成形体2の側面が囲い板により覆われた状態で、薄板状成形体2が加熱処理される本発明の実施例1について、図1、図2にて説明する。実施例1では、薄板状成形体2を製作し、さらに本発明の加熱処理方法を用いて、炭化および黒鉛化を行った。
【実施例1】
【0013】
1)薄板状成形体の製作
炭素繊維(ドナック社製ドナカーボ・Sチョップ)20wt%、パルプ(針葉樹晒クラフトパルプ)25wt%、フェノール樹脂(旭有機材製SP260)55wt%を混合して得られたスラリーを原料とし、抄紙機により抄紙して、厚さ5mmの薄板状成形体2を製作した。さらに、この薄板状成形体2に前記フェノール樹脂を含浸したのち120℃で乾燥した。
2)炭化工程
製作した薄板状成形体2(100枚)をステンレス製加熱容器1内に積み重ねた。図1は、積み重ねた薄板状成形体2の概要を示した断面図である。加熱容器1の底面に置いた均熱板3の上に、薄板状成形体2を10枚積み重ねた。均熱板3として、厚さ15mmの黒鉛板を用いた。積層した薄板状成形体2の10枚目の上に均熱板3を置き、さらに薄板状成形体2(10枚)を重ねたのち、均熱板3を置いた。このように、薄板状成形体2(10枚)と均熱板3(1枚)の積層を繰り返して、最後の均熱板3を重ねた。
【0014】
各均熱板3の側面および積層された薄板状成形体2の側面に接して、囲い板4を配置し、均熱板3の側面および薄板状成形体2の側面を囲い板4で覆った。図2は、囲い板4と最上層の均熱板3を、斜め上方から見た図を表す。囲い板4は高密度な木質ボードであるハードボードを用いて製作したものである。他に、黒鉛板などのカーボン材料や、木質とカーボンの複合材料を用いることができる。また、木質ボードなどの木質材料とカーボン材料を組み合わせた構造の囲い板4も製作できる。
加熱容器1内の空間に、パッキング材5として用いた詰め粉コークスを充填したのち、電気炉により、50℃/hの速度で加熱し、900℃で2時間、保持して、薄板状成形体2を炭化した。炭化により得られた炭素薄板にそり、割れなどの不具合は認められなかった。また、均熱板3と炭素薄板の間および炭素薄板同士の間に間隙はなかった。これは、囲い板4に覆われた均熱板3および薄板状成形体2が加熱処理時に移動し、均熱板3と薄板状成形体2との接触および薄板状成形体2同士の接触が確保されたことを示す。なお、本実施例では加熱容器1を使用したが、加熱容器1を使用せず、加熱炉内に薄板状成形体2を積層し、パッキング材5を充填して、薄板状成形体2を加熱処理することもできる。
【0015】
3)黒鉛化工程
炭化により得られた炭素薄板をさらに、2500℃で1時間、加熱して黒鉛化した。黒鉛化した炭素薄板100枚のいずれにもそり、割れなどの不具合は認められなかった。また、均熱板3と炭素薄板の間および炭素薄板同士の間に間隙は生じていなかった。
以上の実施例1では、炭化工程と黒鉛化工程を分けたが、炭化と黒鉛化を連続的に一体として行う工程において、本発明を実施することもできる。また、本発明以外の炭化処理方法により得られた炭素薄板に黒鉛化処理を行う場合にも、本発明を実施することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施例1に係る積層した薄板状成形体を表す断面図
【図2】本発明の実施例1に係る囲い板と均熱板を表す斜視図
【図3】従来技術に係る積層した薄板状成形体を表す断面図
【符号の説明】
【0017】
1 加熱容器
2 薄板状成形体
3 均熱板
4 囲い板
5 パッキング材
【特許請求の範囲】
【請求項1】
対向する均熱板間に挟持された薄板状成形体が前記均熱板とともに、加熱容器内または加熱炉内に充填されたパッキング材に埋め込まれた状態で、前記薄板状成形体が加熱処理される薄板状成形体の加熱処理方法において、前記均熱板の側面および前記薄板状成形体の側面が囲い板により覆われて、前記薄板状成形体が加熱処理されることを特徴とする薄板状成形体の加熱処理方法。
【請求項2】
前記加熱処理が、前記薄板状成形体を炭化すること、または黒鉛化することであることを特徴とする請求項1に記載の薄板状成形体の加熱処理方法。
【請求項3】
前記囲い板の一部またはすべてが、カーボン材料または木質材料から構成されるものであることを特徴とする請求項1または請求項2に記載の薄板状成形体の加熱処理方法。
【請求項1】
対向する均熱板間に挟持された薄板状成形体が前記均熱板とともに、加熱容器内または加熱炉内に充填されたパッキング材に埋め込まれた状態で、前記薄板状成形体が加熱処理される薄板状成形体の加熱処理方法において、前記均熱板の側面および前記薄板状成形体の側面が囲い板により覆われて、前記薄板状成形体が加熱処理されることを特徴とする薄板状成形体の加熱処理方法。
【請求項2】
前記加熱処理が、前記薄板状成形体を炭化すること、または黒鉛化することであることを特徴とする請求項1に記載の薄板状成形体の加熱処理方法。
【請求項3】
前記囲い板の一部またはすべてが、カーボン材料または木質材料から構成されるものであることを特徴とする請求項1または請求項2に記載の薄板状成形体の加熱処理方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−235365(P2010−235365A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−83908(P2009−83908)
【出願日】平成21年3月31日(2009.3.31)
【出願人】(591083244)富士電機システムズ株式会社 (1,717)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月31日(2009.3.31)
【出願人】(591083244)富士電機システムズ株式会社 (1,717)
【Fターム(参考)】
[ Back to top ]