
薄板状材料搬送用ローラユニット及び薄板状材料搬送装置
【課題】ガラス基板等の薄板状材料をエアコンベアで搬送し、且つ搬送方向を90°転換する場合に、ガイドローラを用いることなく高速且つ確実に方向転換させるようにした薄板状材料搬送装置を提供する。
【解決手段】薄板状材料搬送装置10は、第1、第2の直進エアコンベア14、18の間に、搬送するガラス基板12の搬送方向を90°変換する方向転換エアコンベア16を有し、方向転換エアコンベア16は、エアテーブルユニット20の間に複数の方向転換ローラユニット30を有し、方向転換ローラユニット30は、吸引用パイプ32によって負圧によりガラス基板12を吸引して送りローラ34に接触可能とし、送りローラ34は、その回転軸34Aが、水平面内で一定範囲で姿勢変更可能とされ、搬送方向を90°変換することができる。
【解決手段】薄板状材料搬送装置10は、第1、第2の直進エアコンベア14、18の間に、搬送するガラス基板12の搬送方向を90°変換する方向転換エアコンベア16を有し、方向転換エアコンベア16は、エアテーブルユニット20の間に複数の方向転換ローラユニット30を有し、方向転換ローラユニット30は、吸引用パイプ32によって負圧によりガラス基板12を吸引して送りローラ34に接触可能とし、送りローラ34は、その回転軸34Aが、水平面内で一定範囲で姿勢変更可能とされ、搬送方向を90°変換することができる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、液晶ディスプレイ(LCD)パネル、プラズマディスプレイパネル(PDP)等のフラットパネルディスプレイ(FPD)に用いる大型で薄いガラス基板のような薄板状材料を搬送する際に、搬送路を直角に変更できるようにした薄板状材料搬送装置、及び、この薄板状材料搬送装置に用いて好適な薄板状材料搬送用ローラユニットに関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ等のフラットパネルディスプレイのガラス基板は僅かな疵や埃でも品質に大きく影響するため、その搬送の際には、表面に疵が生じたり異物が付着しないようにガラス基板を平面に近い形状に保持しつつ所定の搬送面に沿って滑らかに搬送することが要求される。
【0003】
このような搬送手段の1つとして、ローラコンベアがあるが、搬送路が直角に曲げる場合、2つの直進ローラコンベアの間に直角方向に進むコンベアを配置し、ガラス基板を直角に方向転換する際には、コンベアを上昇させ、ガラス基板のパスラインを約20〜50mm上げて搬送していた。
【0004】
又、直交して配置された2つの直進ローラコンベアの交点位置にガラス基板を持ち上げて旋回させる機構を設けたり、直進ローラコンベア全体を旋回させる方法があるが、どちらも、近年のガラス基板の大型化に伴い、構造も大きくなり、運転のための動力や製造コストも大幅に増大し、又タクトタイムの短縮も困難であるという問題点があった。
【0005】
又、ローラコンベアに替えて、エアテーブルを用いてガラス基板を浮上させつつエアの圧力で駆動して非接触で搬送する搬送装置が知られている(例えば特許文献1参照)。
【0006】
このようなエアテーブルの場合、ガラス基板を浮上させた状態でその搬送方向を変更したり、ガラス基板自身を旋回させることは、圧力エア上でのガラス基板の挙動を制御することが困難であり、浮上しているガラス基板の端縁をガイドローラによってガイドすることも考えられるが、ガラス基板は、例えば第8世代においては、W2200mm×L2500mmという大きさに比べて厚さが0.5〜0.7mm程度と非常に薄く、慣性でガラス基板端縁がガイドローラに衝突した場合に非常に割れ易いという問題点がある。したがって従来は、ガラス基板の高速搬送あるいは高速方向変換や高速旋回ができなかった。
【0007】
【特許文献1】特開平10−139160号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は、エアテーブルユニットを用いて薄板状材料を非接触で支持且つ搬送しつつ、ガイドローラ等を用いることなく、薄板状材料の搬送方向の、高速転換あるいは高速旋回を可能とした薄板状材料搬送装置及びこれに用いられる薄板状材料搬送ローラユニットを提供することを課題とする。
【課題を解決するための手段】
【0009】
以下の各実施例により、上記課題を解決することができる。
【0010】
(1)上端に開口を備えた筒状体からなる吸引用パイプと、この吸引用パイプの内側に、水平面内の回転軸廻りに回転自在に支持され、且つ、上端が前記吸引用パイプの上端の開口よりも僅かに突出可能とされた送りローラと、前記吸引用パイプに負圧を印加する負圧源と、を有してなることを特徴とする薄板状材料搬送用ローラユニット。
【0011】
(2)前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向変換装置を設けたことを特徴とする(1)に記載の薄板状材料搬送用ローラユニット。
【0012】
(3)前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する上下動装置と、前記負圧源から前記吸引用パイプに印加される負圧をオン・オフする負圧制御装置と、を設けたことを特徴とする(1)又は(2)に記載の薄板状材料搬送用ローラユニット。
【0013】
(4)前記負圧源は排気ブロワーとされ、この排気ブロワーの吸気口は、前記吸引用パイプの下端開口に接続され、前記吸引用パイプ内には、前記送りローラを駆動するためのモータを含む駆動装置、前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する、及び、前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向変換装置のうち、少なくともモータを配置したことを特徴とする(1)に記載の薄板状材料搬送用ローラユニット。
【0014】
(5)薄板状材料を気体により浮上させた状態で直進的に搬送する直進エアコンベアと、この直進エアコンベアの搬送方向の端部に臨んで配置され、該直進エアコンベアにより搬送されてきた薄板状材料を受け取り、且つ、受け取った薄板状材料の進行方向を水平面内で転換させる方向転換エアコンベアと、を有してなり、前記方向転換エアコンベアは、平坦な上面に複数の給気孔を備えた複数のエアテーブルユニットと、これら複数のエアテーブルユニットの間に配置された複数の前記(2)乃至(4)のいずれかに記載の薄板状材料搬送用ローラユニットとを含んで構成され、前記薄板状材料搬送用ローラユニットは、前記方向転換エアコンベアの中心点を囲んで配置されたことを特徴とする薄板状材料搬送装置。
【0015】
(6)前記方向転換エアコンベアは、前記中心点位置に、鉛直軸廻りに回転自在に設けられ、且つ、上端に、前記薄板状材料を載置可能にされた載置皿を備えた転換中心ピンを含んでなり、前記載置皿は、前記複数の薄板状材料搬送用ローラユニットにおける前記吸引用パイプへ負圧が印加されて薄板状材料が下方に吸引されたとき、該薄板状材料の下面に接触し、且つ、負圧が解放されたとき非接触となる高さに設定されていることを特徴とする(5)に記載の薄板状材料搬送装置。
【0016】
(7)前記直進エアコンベアは、前記方向転換エアコンベア上で、搬送方向が直交するように一対配置され、これら一対の直進エアコンベアのパスラインの幅方向中心の延長線が、前記中心点で交差するようにされたことを特徴とする(5)又は(6)に記載の薄板状材料搬送装置。
【0017】
(8)前記薄板状材料搬送用ユニットを、前記中心点から等距離の位置に、複数基配置したことを特徴とする(7)に記載の薄板状材料搬送装置。
【0018】
(9)前記薄板状材料搬送用ユニットを1基配置したことを特徴とする(7)に記載の薄板状材料搬送装置。
【発明の効果】
【0019】
本発明によれば、薄板状材料搬送用ローラユニットは、エアテーブルユニット等によって浮上し搬送される薄板状材料を、吸引用パイプに印加される負圧により吸引して、送りローラに接触させて薄板状材料の高速搬送をすることができる。又、その際、送りローラの回転軸を水平面内で角度変位させることによって、ガイドローラを設けたりすることなく、送りローラに接触している薄板状材料を搬送方向を、高速で転換したり旋回させることができる。
【発明を実施するための最良の形態】
【0020】
以下本発明の好ましい実施形態について図面を参照して詳細に説明する。
【0021】
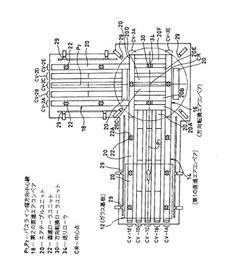
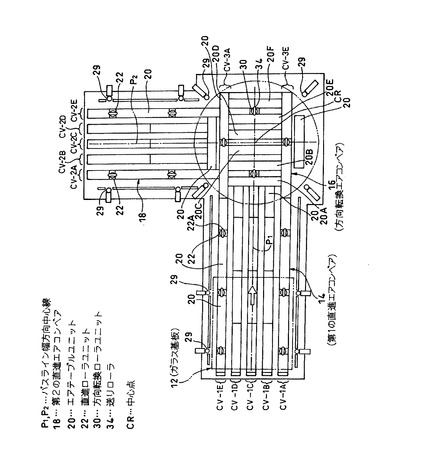
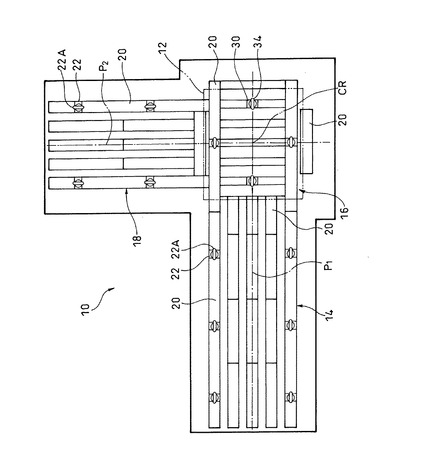
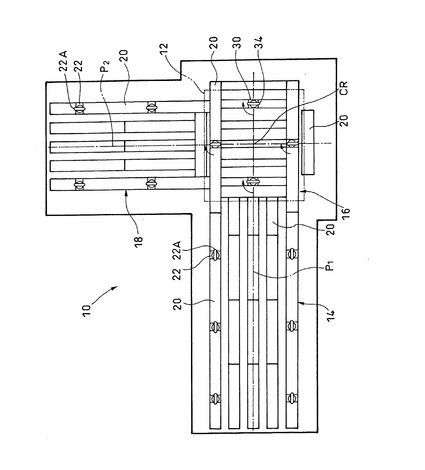
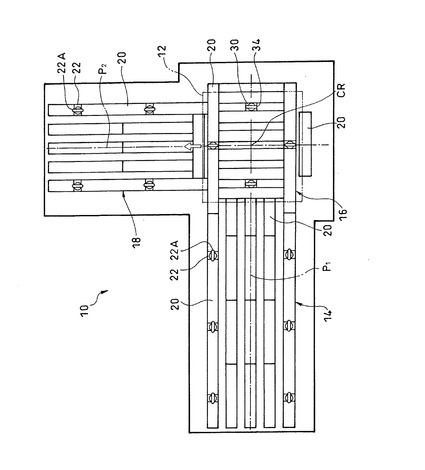
図1に示されるように、この実施形態に係る薄板状材料搬送装置10は、図1において左から右方向に、例えば大型のLCD用のガラス基板(薄板状材料)12を非接触で直線状の水平のパスライン(幅方向中心線P1で示す)に沿って搬送する第1の直進エアコンベア14と、この第1の直進エアコンベア14の、図1において右端に接続された方向転換エアコンベア16と、この方向転換エアコンベア16の、図1において上側の端部に接続され、且つ第1の直進エアコンベア14のパスラインP1と直交するパスラインP2に沿ってガラス基板12を直線的に搬送可能な第2の直進エアコンベア18と、から構成されている。
【0022】
図1において、符号29は、ガラス基板12の搬送中に、その幅方向外側への移動を抑制するためのパスラインP1、P2の幅方向両側に沿って配置されたアライメントローラ、及び、方向転換エアコンベア16の外側に配置されたアライメントローラを示す。
【0023】
第1の直進エアコンベア14及び第2の直進エアコンベア18は、それぞれ、複数のエアテーブルユニット20及び直進ローラユニット22とを組合せて構成されている。又、方向転換エアコンベア16は、前記と同様の複数のエアテーブルユニット20と、方向転換ローラユニット30とを組み合わせて構成されている。
【0024】
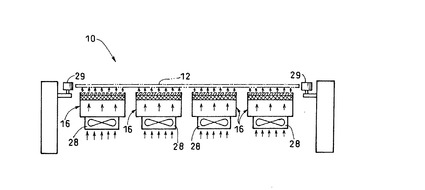
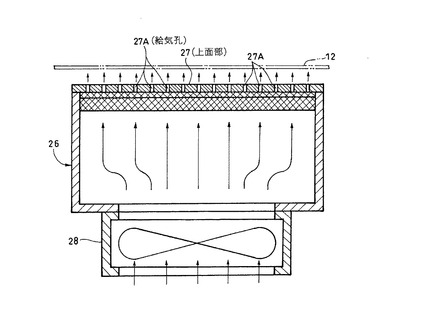
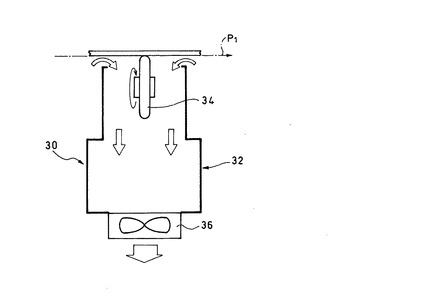
エアテーブルユニット20は、図2、図3に示されるように、ガラス基板12の下面に対して空気(気体)を供給してガラス基板12を非接触で支持するためのエアテーブル26と、エアテーブル26に正圧の空気を供給するための、例えばブロワーからなる正圧発生装置28と、を備えて構成されている。
【0025】
エアテーブル26は、上面部27が略平坦なほぼ直方体の箱状体であって、ガラス基板12の下面に対して空気を供給するための複数の給気孔27Aが上面部27に形成されている。
【0026】
第1及び第2の直進エアコンベア14、18は、2〜4基のエアテーブル26をその長手方向に並べて1列とし、且つ、5列(CV−1A〜CV1E、CV−2A〜CV−2E)横並びとして構成されている。又、5列のうち幅方向両外側の列CV−1A、CV−1E、CV−2A、CV−2Eにおける各エアテーブルユニット20間には、直進ローラユニット22が配置されている。
【0027】
方向転換エアコンベア16は、第1の直進エアコンベア14の搬送方向における幅方向両側のエアテーブルユニット20の列CV−1A、CV−1Eに接続して、2列(CV−3A、CV−3E)のエアテーブルユニット20が設けられ、その列CV−3A、CV−3Eは、それぞれ2基のエアテーブルユニット20と、これらエアテーブルユニット20の間にそれぞれ設けられた方向転換ローラユニット30とを有している。
【0028】
又、これら2列CV−3A、CV−3Eの間には、第2の直進エアコンベア18におけるエアテーブルユニット20の列と平行に6列のエアテーブルユニット20A〜20Fが配置され、図1において左側(第1の直進エアコンベア14側)の第1列と第2列のエアテーブルユニット20Aと20Bとの間及び第5列と第6列のエアテーブルユニット20Eと20Fとの間には方向転換ローラユニット30が配置されている。なお、エアテーブルユニット20の列CV−3Eの外側(図1において下側)にもエアテーブルユニット20が配置され、ガラス基板12の旋回時に、これを浮上できるようにしている。
【0029】
この方向転換エアコンベア16における4基の方向転換ローラユニット30は、第1及び第2の直進エアコンベア14、18のパスラインP1、P2の延長線の交点を中心点CRとして、この中心点CRから等距離、即ち、同一円周上にあるように配置されている。
【0030】
次に、方向転換ユニット30の詳細な構成について説明する。
【0031】
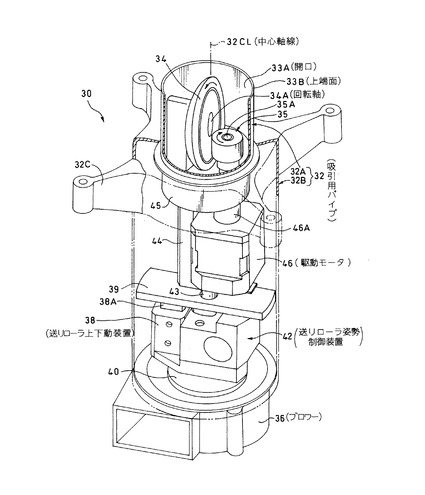
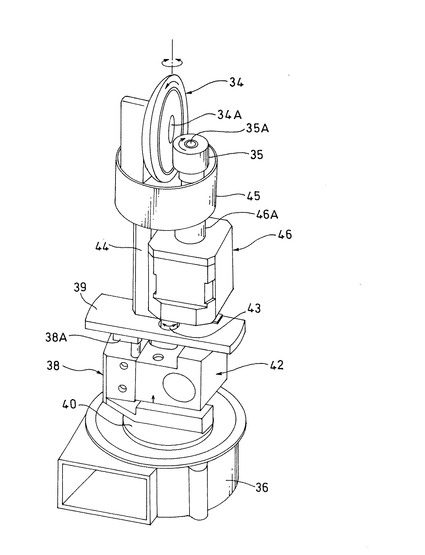
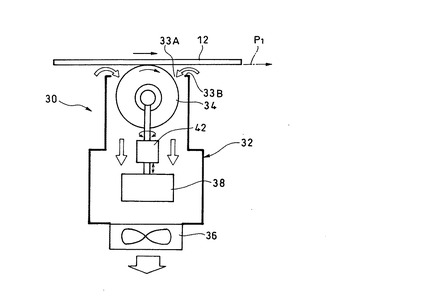
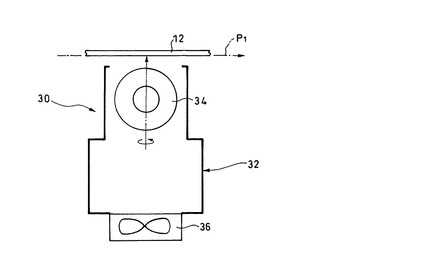
図4、図5に示されるように、方向転換ローラユニット30は、上端に開口33Aを備えた鉛直方向の吸引用パイプ32と、この吸引用パイプ32の内側に、水平面内の回転軸34Aにより回転自在に支持され、且つ、上端が吸引用パイプ32の上端の開口33Aよりも僅かに突出可能とされた送りローラ34と、吸引用パイプ32に負圧を印加する負圧源であるブロワー36とを備えて構成されている。
【0032】
吸引用パイプ32は、送りローラ34近傍を囲む小径部32Aと、この小径部32Aの下端に接続され、ここからブロワー36の上端面まで到達する大径部32Bとから構成されている。更に、吸引用パイプ32の大径部32Bの上部には、4本のブラケット32Cが一体的に形成されていて、このブラケット32Cの先端において、ガラス基板12のパスラインP1、P2を含む搬送面よりも下方位置で固定されるようになっている(図示省略)。
【0033】
方向転換ローラユニット30は、送りローラ上下動装置38を備えている。この送りローラ上下動装置38は、送りローラ34を、その上端が前記パスラインP1、P2に到達する搬送位置(図5、図6参照)及びこれよりも下がって、パスラインP1、P2上のガラス基板12と非接触の待機位置(図4、図7参照)との間で変位可能に支持している。
【0034】
送りローラ上下動装置38は、吸引用パイプ32の大径部32B内に配置され、ブロワー36の上面に固定された基板40上に設けられたソレノイド装置から構成されている。
【0035】
この、ソレノイド装置である送りローラ上下動装置38の可動部38Aは基板40に対して一定範囲で上下動可能とされていて、この可動部38Aの上端には、支持板39が支持され、この支持板39の下側にはローラ上下動装置38に隣接して送りローラ姿勢制御装置42が支持されている。
【0036】
送りローラ姿勢制御装置42は、送りローラ34の頂点を通る鉛直方向の中心軸線32CL上の姿勢制御軸43を有し、例えばカム機構(図示省略)からなる装置を内蔵して、図4、図5において鉛直方向の姿勢制御軸43を、鉛直状態のまま、少なくとも90°の範囲で、中心軸線32CL廻りに揺動できるようにされている。
【0037】
姿勢制御軸43は、前記支持板39の中心を貫通して上方に突出し、その上端にローラ支持体44及び駆動モータ46を支持している。
【0038】
ローラ支持体44は、駆動モータ46よりも高い位置に設けられた円盤状の支持台45を備え、この支持台45上には、送りローラ34の回転軸34Aが水平に支持されている。
【0039】
送りローラ34は、マグネットローラであって、この送りローラ34の前面位置において支持台45に回転自在に支持された駆動マグネットローラ35によって、非接触状態で駆動されるようになっている。
【0040】
マグネットローラ35の回転軸35Aは、駆動モータ46の駆動軸46Aと直結されて、該駆動モータ46により回転駆動されるようになっている。
【0041】
この方向転換ローラユニット30は、送りローラ上下動装置38によって、送りローラ34が、吸引用パイプ32の上端面33Bから僅かに突出した搬送位置(図5、図6参照)と、図4、図7に示されるように、上端が上端面33Bよりも下方に引き込んだ待機位置との間で上下動され得るようになっている。
【0042】
又、送りローラ姿勢制御装置42によって、ガラス基板12を図7に示されるような、パスラインP1と平行な面内で回転する姿勢、及び、図8に示されるような、パスラインP2と平行な面内で回転する姿勢となるように、中心軸線32CL周りに少なくとも90°の角度範囲で位置調整可能とされている。
【0043】
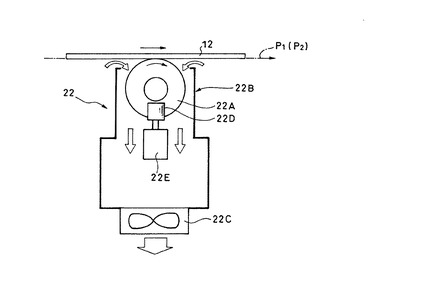
第1及び第2の直進エアコンベア14、18に用いられている直進ローラユニット22は、図9に示されるように、それぞれのパスラインP1、P2と平行な鉛直面内で回転可能な直進送りローラ22Aと、上端面が直進送りローラ22Aの上端よりも僅かに低く配置された鉛直方向の吸引用パイプ22Bと、この吸引用パイプ22Bの下端に給気孔が連結して配置されたブロワー22Cと、マグネットローラである直進送りローラ22Aを非接触で駆動するためのマグネット駆動ローラ22Dと、マグネット駆動ローラ22Dを駆動するためのモータ22Eとを備えて構成されている。
【0044】
次に、上記薄板状材料搬送装置10によってガラス基板12を、第1の直進エアコンベア14から方向転換エアコンベア16を経て、ここで旋回させることなく、第2の直進エアコンベア18に搬送する過程について説明する。
【0045】
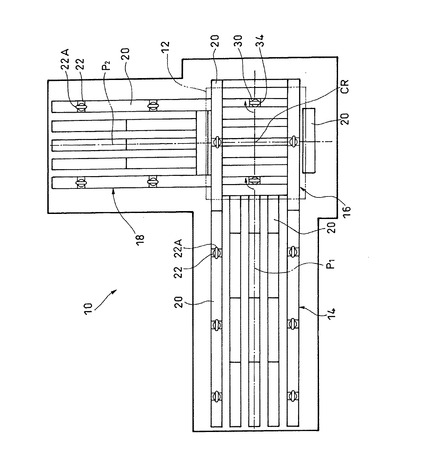
まず、方向転換エアコンベア16における方向転換ローラユニット30を、予め、図1、図10に示されるように送りローラ34の回転面が第1の直進エアコンベア14のパスラインP1と平行となるようにしておく。第1の直進エアコンベア14上のガラス基板12を、エアテーブル26から噴出される正圧の空気によって浮上させ、且つ、このとき直進ローラユニット22におけるブロワー22Cを駆動させると、吸引用パイプ22Bからガラス基板12の下面に負圧が作用して、ガラス基板12を搬送位置にある直進送りローラ22Aの上端に接触するように吸引する。
【0046】
従って、直進送りローラ22Aをマグネット駆動ローラ22Dによって駆動すれば、ガラス基板12はエアテーブル26上に浮上した状態で図1において左側から右方向に、確実に、かつ、高速で搬送できる。
【0047】
方向転換エアコンベア16におけるエアテーブル26から予め正圧の空気を供給しておけば、ガラス基板12は方向転換エアコンベア16上に円滑に移動していく。このとき、方向転換ローラユニット30における吸引用パイプ32にブロワー36から負圧を印加すると、駆動マグネットローラ35によって回転される送りローラ34に向けてガラス基板12が吸引されて、その接触圧によって確実に搬送される。
【0048】
なお、方向転換ローラユニット30では、予め送りローラ上下動装置38によって、送りローラ34を、その上端が吸引用パイプ32の上端面33Bから僅かに突出した搬送位置となるようにセットしておく。
【0049】
ガラス基板12が方向転換エアコンベア16上に移動したとき、送りローラ34による搬送を停止し、次に、負圧印加を停止するとともに、送りローラ上下動装置38によって、送りローラ34を待機位置まで下降させる。
【0050】
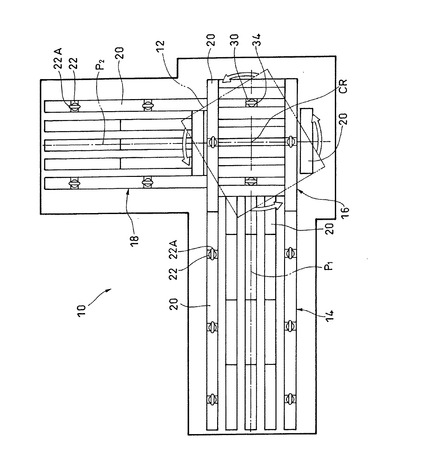
この待機位置の状態で、方向転換ローラユニット30において、送りローラ姿勢制御装置42を作動させて、姿勢制御軸43を介して、送りローラ34の回転軸34Aを中心軸線32CL周りに90°回転させて、図11に示されるように、送りローラ34の回転面が第2の直進エアコンベア18における直進送りローラ22Aの回転面及びパスラインP2と平行となるようにする。
【0051】
なお、このとき又は前後に、アライメントローラ19によって、ガラス基板12の中心と第1及び第2の直進エアコンベア14、18の幅方向中心(パスラインP1、P2)及び方向転換エアコンベア16の中心点CRとを整合させる。
【0052】
次に、送りローラ上下動装置38によって送りローラ34を搬送位置にまで上昇させ、同時に、ブロワー36を起動して、ガラス基板12に負圧を印加して、該ガラス基板12を送りローラ34の上端に接触させる。この状態で、送りローラ34を、ガラス基板12が第2の直進エアコンベア18方向に移動するように駆動する。
【0053】
第2の直進エアコンベア18は、予め、直進送りローラ22Aを搬送位置として、且つ、送り方向に駆動すると共に、ブロワー22Cによって吸引用パイプ22Bに負圧を印加しておく。
【0054】
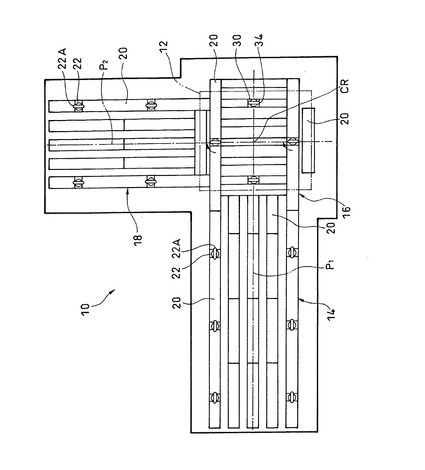
送りローラ34の駆動によって、ガラス基板12は、方向転換エアコンベア16上から第2の直進エアコンベア18上に移動し、更に、この第2の直進エアコンベア18によって、図1、図11において上方に、パスラインP2に沿って移動され、図12に示されるように搬送を終了する。
【0055】
上記ガラス基板12の搬送過程は、ガラス基板12を旋回させることなく搬送方向を90°変換するものであるが、次に、ガラス基板12を方向転換エアコンベア16上において90°旋回させて搬送する過程について説明する。
【0056】
このガラス基板搬送過程は、図1に示される状態から図10に示される状態までは前記と同一であるので、説明を省略する。
【0057】
ガラス基板12を方向転換エアコンベア16上で旋回させる場合は、図10に示される状態で、ガラス基板12が方向転換エアコンベア16における送りローラ34上に移載された状態から、図13に示されるように、方向転換エアコンベア16上の、パスラインP1上の送りローラ34のみを送りローラ姿勢制御装置42によってその回転面を90°旋回させる(図14参照)。前記90°旋回される送りローラ34を待機位置とし、且つ、負圧の印加を停止することは前記と同様である。
【0058】
90°旋回後に、負圧の印加を開始し、且つ、送りローラ34を搬送位置として、この状態で、方向転換エアコンベア16における4基の送りローラ34を、図14に示されるようにガラス基板12が反時計方向に回転されるように方向を揃えて駆動させる。すると、ガラス基板12は、方向転換エアコンベア16の中心点CRを中心として回転され、90°反時計方向に回転されたときガラス基板12の旋回を停止させる。
【0059】
次に、方向転換エアコンベア16における、パスラインP2上の一対の送りローラ34を、各々の送りローラ姿勢制御装置42によって、回転面がパスラインP2と平行な鉛直面となるように回転させる(図15参照)。この際、送りローラ34を待機位置とし、且つ、負圧の印加を停止することは前記と同様である。
【0060】
90°旋回後に、負圧の印加を開始し、且つ、送りローラ34を搬送位置として、この状態で送りローラ34を回転させると、ガラス基板12は方向転換エアコンベア16上から第2の直進エアコンベア18上に移載され、そのまま搬送される。
【0061】
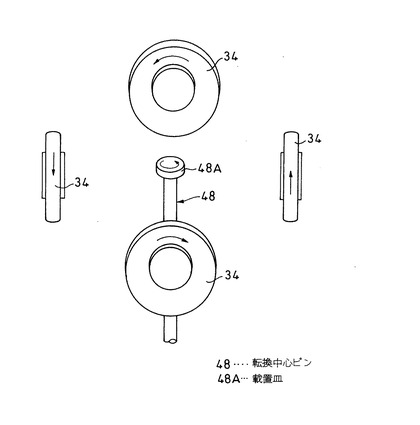
なお、図16に示されるように、方向転換エアコンベア16において、その中心点CRの位置に、転換中心ピン48を鉛直軸周りに回転自在に設け、且つ、この転換中心ピン48の上端に、ガラス基板12を載置可能な載置皿48Aを設けても良い。
【0062】
この場合、載置皿48Aは、複数の方向転換ローラユニット30における吸引用パイプ32に負圧が印加されて、ガラス基板12が吸引され、送りローラ34にその下面が接触した状態のとき、載置皿48Aがガラス基板12の下面に接触し、且つ、負圧が解放されたとき、ガラス基板12の下面と非接触となる高さに設定されている。
【0063】
このようにすれば、ガラス基板12は、方向転換エアコンベア16によって、その中心点CRを中心として旋回することになり、旋回後のアライメントが不要となる。
【0064】
又、上記のような転換中心ピン48を用いる場合は、方向転換エアコンベア16における方向転換ローラユニット30は、4基でなくとも、3基又は2基、更には1基であっても良い。
【0065】
上記実施形態において、方向転換ローラユニット30は、その送りローラ34が、吸引用パイプ32の上端面32Bに対して上下動するように構成されているが、本発明はこれに限定されるものでなく、送りローラ34を、吸引用パイプ32と共に上下動させるようにしても良い。
【0066】
同様に、送りローラ34の回転面を送りローラ姿勢制御装置42によって、中心軸線32CL周りに回転させるようにしているが、本発明はこれに限定されるものでなく、要すれば、送りローラ34を、その送り方向が90°転換されるように回転軸34Aを水平面内で回転できるものであれば良く、従って、送りローラ34及びその回転軸34Aを、吸引用パイプ32と共に回転するようにしても良い。
【0067】
また、送りローラ姿勢制御装置42における送りローラ上下動装置、送りローラ姿勢制御装置の構成は、実施形態の例に限定されず、他の構成であってもよい。例えばカム機構、ロータリーソレノイド、空気圧アクチェータ等を用いてもよい。
【図面の簡単な説明】
【0068】
【図1】本発明の実施形態に係る薄板状材料搬送装置を示す略示平面図
【図2】同薄板状材料搬送装置における直進エアコンベアにおけるエアテーブルユニットを示す略示断面図
【図3】同エアテーブルユニットを拡大して示す断面図
【図4】同薄板状材料搬送装置の方向転換エアコンベアに用いる方向転換ローラユニットを示す一部断面とした斜視図
【図5】同方向転換ローラユニットを、吸引用パイプを取り除いた状態で示す斜視図
【図6】同方向転換ローラユニットにおいて送りローラがガラス基板と接触する搬送位置の状態を模式的に示す断面図
【図7】同送りローラの待機位置の状態を示す図6と同様の断面図
【図8】同方向転換ローラユニットの送りローラを90°姿勢を変えた状態を模式的に示す図6と同様の断面図
【図9】同実施形態における直進エアコンベアに用いられる直進ローラユニットを模式的に示す断面図
【図10】同薄板状材料搬送装置によりガラス基板の搬送方向を90°転換する第1過程を模式的に示す平面図
【図11】同第2過程を模式的に示す平面図
【図12】同第3過程を模式的に示す平面図
【図13】同薄板状材料搬送装置によりガラス基板を途中で90°旋回して搬送する第1過程を模式的に示す平面図
【図14】同第2過程を模式的に示す平面図
【図15】同第3過程を模式的に示す平面図
【図16】同薄板状材料搬送装置における方向転換コンベアの他の実施形態を示す斜視図
【符号の説明】
【0069】
10…薄板状材料搬送装置
12…ガラス基板(薄板状材料)
14…第1の直進エアコンベア
16…方向転換エアコンベア
18…第2の直進エアコンベア
20…エアテーブルユニット
22…直進ローラユニット
22A…直進送りローラ
26…エアテーブル
27…上面部
27A…給気孔
28…正圧発生装置
30…方向転換ローラユニット
32…吸引用パイプ
32CL…中心軸線
33A…開口
33B…上端面
34…送りローラ
34A…回転軸
35…駆動マグネットローラ
36…ブロワー
38…送りローラ上下動装置
42…送りローラ姿勢制御装置
46…駆動モータ
48…転換中心ピン
48A…載置皿
【技術分野】
【0001】
この発明は、液晶ディスプレイ(LCD)パネル、プラズマディスプレイパネル(PDP)等のフラットパネルディスプレイ(FPD)に用いる大型で薄いガラス基板のような薄板状材料を搬送する際に、搬送路を直角に変更できるようにした薄板状材料搬送装置、及び、この薄板状材料搬送装置に用いて好適な薄板状材料搬送用ローラユニットに関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ等のフラットパネルディスプレイのガラス基板は僅かな疵や埃でも品質に大きく影響するため、その搬送の際には、表面に疵が生じたり異物が付着しないようにガラス基板を平面に近い形状に保持しつつ所定の搬送面に沿って滑らかに搬送することが要求される。
【0003】
このような搬送手段の1つとして、ローラコンベアがあるが、搬送路が直角に曲げる場合、2つの直進ローラコンベアの間に直角方向に進むコンベアを配置し、ガラス基板を直角に方向転換する際には、コンベアを上昇させ、ガラス基板のパスラインを約20〜50mm上げて搬送していた。
【0004】
又、直交して配置された2つの直進ローラコンベアの交点位置にガラス基板を持ち上げて旋回させる機構を設けたり、直進ローラコンベア全体を旋回させる方法があるが、どちらも、近年のガラス基板の大型化に伴い、構造も大きくなり、運転のための動力や製造コストも大幅に増大し、又タクトタイムの短縮も困難であるという問題点があった。
【0005】
又、ローラコンベアに替えて、エアテーブルを用いてガラス基板を浮上させつつエアの圧力で駆動して非接触で搬送する搬送装置が知られている(例えば特許文献1参照)。
【0006】
このようなエアテーブルの場合、ガラス基板を浮上させた状態でその搬送方向を変更したり、ガラス基板自身を旋回させることは、圧力エア上でのガラス基板の挙動を制御することが困難であり、浮上しているガラス基板の端縁をガイドローラによってガイドすることも考えられるが、ガラス基板は、例えば第8世代においては、W2200mm×L2500mmという大きさに比べて厚さが0.5〜0.7mm程度と非常に薄く、慣性でガラス基板端縁がガイドローラに衝突した場合に非常に割れ易いという問題点がある。したがって従来は、ガラス基板の高速搬送あるいは高速方向変換や高速旋回ができなかった。
【0007】
【特許文献1】特開平10−139160号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
この発明は、エアテーブルユニットを用いて薄板状材料を非接触で支持且つ搬送しつつ、ガイドローラ等を用いることなく、薄板状材料の搬送方向の、高速転換あるいは高速旋回を可能とした薄板状材料搬送装置及びこれに用いられる薄板状材料搬送ローラユニットを提供することを課題とする。
【課題を解決するための手段】
【0009】
以下の各実施例により、上記課題を解決することができる。
【0010】
(1)上端に開口を備えた筒状体からなる吸引用パイプと、この吸引用パイプの内側に、水平面内の回転軸廻りに回転自在に支持され、且つ、上端が前記吸引用パイプの上端の開口よりも僅かに突出可能とされた送りローラと、前記吸引用パイプに負圧を印加する負圧源と、を有してなることを特徴とする薄板状材料搬送用ローラユニット。
【0011】
(2)前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向変換装置を設けたことを特徴とする(1)に記載の薄板状材料搬送用ローラユニット。
【0012】
(3)前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する上下動装置と、前記負圧源から前記吸引用パイプに印加される負圧をオン・オフする負圧制御装置と、を設けたことを特徴とする(1)又は(2)に記載の薄板状材料搬送用ローラユニット。
【0013】
(4)前記負圧源は排気ブロワーとされ、この排気ブロワーの吸気口は、前記吸引用パイプの下端開口に接続され、前記吸引用パイプ内には、前記送りローラを駆動するためのモータを含む駆動装置、前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する、及び、前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向変換装置のうち、少なくともモータを配置したことを特徴とする(1)に記載の薄板状材料搬送用ローラユニット。
【0014】
(5)薄板状材料を気体により浮上させた状態で直進的に搬送する直進エアコンベアと、この直進エアコンベアの搬送方向の端部に臨んで配置され、該直進エアコンベアにより搬送されてきた薄板状材料を受け取り、且つ、受け取った薄板状材料の進行方向を水平面内で転換させる方向転換エアコンベアと、を有してなり、前記方向転換エアコンベアは、平坦な上面に複数の給気孔を備えた複数のエアテーブルユニットと、これら複数のエアテーブルユニットの間に配置された複数の前記(2)乃至(4)のいずれかに記載の薄板状材料搬送用ローラユニットとを含んで構成され、前記薄板状材料搬送用ローラユニットは、前記方向転換エアコンベアの中心点を囲んで配置されたことを特徴とする薄板状材料搬送装置。
【0015】
(6)前記方向転換エアコンベアは、前記中心点位置に、鉛直軸廻りに回転自在に設けられ、且つ、上端に、前記薄板状材料を載置可能にされた載置皿を備えた転換中心ピンを含んでなり、前記載置皿は、前記複数の薄板状材料搬送用ローラユニットにおける前記吸引用パイプへ負圧が印加されて薄板状材料が下方に吸引されたとき、該薄板状材料の下面に接触し、且つ、負圧が解放されたとき非接触となる高さに設定されていることを特徴とする(5)に記載の薄板状材料搬送装置。
【0016】
(7)前記直進エアコンベアは、前記方向転換エアコンベア上で、搬送方向が直交するように一対配置され、これら一対の直進エアコンベアのパスラインの幅方向中心の延長線が、前記中心点で交差するようにされたことを特徴とする(5)又は(6)に記載の薄板状材料搬送装置。
【0017】
(8)前記薄板状材料搬送用ユニットを、前記中心点から等距離の位置に、複数基配置したことを特徴とする(7)に記載の薄板状材料搬送装置。
【0018】
(9)前記薄板状材料搬送用ユニットを1基配置したことを特徴とする(7)に記載の薄板状材料搬送装置。
【発明の効果】
【0019】
本発明によれば、薄板状材料搬送用ローラユニットは、エアテーブルユニット等によって浮上し搬送される薄板状材料を、吸引用パイプに印加される負圧により吸引して、送りローラに接触させて薄板状材料の高速搬送をすることができる。又、その際、送りローラの回転軸を水平面内で角度変位させることによって、ガイドローラを設けたりすることなく、送りローラに接触している薄板状材料を搬送方向を、高速で転換したり旋回させることができる。
【発明を実施するための最良の形態】
【0020】
以下本発明の好ましい実施形態について図面を参照して詳細に説明する。
【0021】
図1に示されるように、この実施形態に係る薄板状材料搬送装置10は、図1において左から右方向に、例えば大型のLCD用のガラス基板(薄板状材料)12を非接触で直線状の水平のパスライン(幅方向中心線P1で示す)に沿って搬送する第1の直進エアコンベア14と、この第1の直進エアコンベア14の、図1において右端に接続された方向転換エアコンベア16と、この方向転換エアコンベア16の、図1において上側の端部に接続され、且つ第1の直進エアコンベア14のパスラインP1と直交するパスラインP2に沿ってガラス基板12を直線的に搬送可能な第2の直進エアコンベア18と、から構成されている。
【0022】
図1において、符号29は、ガラス基板12の搬送中に、その幅方向外側への移動を抑制するためのパスラインP1、P2の幅方向両側に沿って配置されたアライメントローラ、及び、方向転換エアコンベア16の外側に配置されたアライメントローラを示す。
【0023】
第1の直進エアコンベア14及び第2の直進エアコンベア18は、それぞれ、複数のエアテーブルユニット20及び直進ローラユニット22とを組合せて構成されている。又、方向転換エアコンベア16は、前記と同様の複数のエアテーブルユニット20と、方向転換ローラユニット30とを組み合わせて構成されている。
【0024】
エアテーブルユニット20は、図2、図3に示されるように、ガラス基板12の下面に対して空気(気体)を供給してガラス基板12を非接触で支持するためのエアテーブル26と、エアテーブル26に正圧の空気を供給するための、例えばブロワーからなる正圧発生装置28と、を備えて構成されている。
【0025】
エアテーブル26は、上面部27が略平坦なほぼ直方体の箱状体であって、ガラス基板12の下面に対して空気を供給するための複数の給気孔27Aが上面部27に形成されている。
【0026】
第1及び第2の直進エアコンベア14、18は、2〜4基のエアテーブル26をその長手方向に並べて1列とし、且つ、5列(CV−1A〜CV1E、CV−2A〜CV−2E)横並びとして構成されている。又、5列のうち幅方向両外側の列CV−1A、CV−1E、CV−2A、CV−2Eにおける各エアテーブルユニット20間には、直進ローラユニット22が配置されている。
【0027】
方向転換エアコンベア16は、第1の直進エアコンベア14の搬送方向における幅方向両側のエアテーブルユニット20の列CV−1A、CV−1Eに接続して、2列(CV−3A、CV−3E)のエアテーブルユニット20が設けられ、その列CV−3A、CV−3Eは、それぞれ2基のエアテーブルユニット20と、これらエアテーブルユニット20の間にそれぞれ設けられた方向転換ローラユニット30とを有している。
【0028】
又、これら2列CV−3A、CV−3Eの間には、第2の直進エアコンベア18におけるエアテーブルユニット20の列と平行に6列のエアテーブルユニット20A〜20Fが配置され、図1において左側(第1の直進エアコンベア14側)の第1列と第2列のエアテーブルユニット20Aと20Bとの間及び第5列と第6列のエアテーブルユニット20Eと20Fとの間には方向転換ローラユニット30が配置されている。なお、エアテーブルユニット20の列CV−3Eの外側(図1において下側)にもエアテーブルユニット20が配置され、ガラス基板12の旋回時に、これを浮上できるようにしている。
【0029】
この方向転換エアコンベア16における4基の方向転換ローラユニット30は、第1及び第2の直進エアコンベア14、18のパスラインP1、P2の延長線の交点を中心点CRとして、この中心点CRから等距離、即ち、同一円周上にあるように配置されている。
【0030】
次に、方向転換ユニット30の詳細な構成について説明する。
【0031】
図4、図5に示されるように、方向転換ローラユニット30は、上端に開口33Aを備えた鉛直方向の吸引用パイプ32と、この吸引用パイプ32の内側に、水平面内の回転軸34Aにより回転自在に支持され、且つ、上端が吸引用パイプ32の上端の開口33Aよりも僅かに突出可能とされた送りローラ34と、吸引用パイプ32に負圧を印加する負圧源であるブロワー36とを備えて構成されている。
【0032】
吸引用パイプ32は、送りローラ34近傍を囲む小径部32Aと、この小径部32Aの下端に接続され、ここからブロワー36の上端面まで到達する大径部32Bとから構成されている。更に、吸引用パイプ32の大径部32Bの上部には、4本のブラケット32Cが一体的に形成されていて、このブラケット32Cの先端において、ガラス基板12のパスラインP1、P2を含む搬送面よりも下方位置で固定されるようになっている(図示省略)。
【0033】
方向転換ローラユニット30は、送りローラ上下動装置38を備えている。この送りローラ上下動装置38は、送りローラ34を、その上端が前記パスラインP1、P2に到達する搬送位置(図5、図6参照)及びこれよりも下がって、パスラインP1、P2上のガラス基板12と非接触の待機位置(図4、図7参照)との間で変位可能に支持している。
【0034】
送りローラ上下動装置38は、吸引用パイプ32の大径部32B内に配置され、ブロワー36の上面に固定された基板40上に設けられたソレノイド装置から構成されている。
【0035】
この、ソレノイド装置である送りローラ上下動装置38の可動部38Aは基板40に対して一定範囲で上下動可能とされていて、この可動部38Aの上端には、支持板39が支持され、この支持板39の下側にはローラ上下動装置38に隣接して送りローラ姿勢制御装置42が支持されている。
【0036】
送りローラ姿勢制御装置42は、送りローラ34の頂点を通る鉛直方向の中心軸線32CL上の姿勢制御軸43を有し、例えばカム機構(図示省略)からなる装置を内蔵して、図4、図5において鉛直方向の姿勢制御軸43を、鉛直状態のまま、少なくとも90°の範囲で、中心軸線32CL廻りに揺動できるようにされている。
【0037】
姿勢制御軸43は、前記支持板39の中心を貫通して上方に突出し、その上端にローラ支持体44及び駆動モータ46を支持している。
【0038】
ローラ支持体44は、駆動モータ46よりも高い位置に設けられた円盤状の支持台45を備え、この支持台45上には、送りローラ34の回転軸34Aが水平に支持されている。
【0039】
送りローラ34は、マグネットローラであって、この送りローラ34の前面位置において支持台45に回転自在に支持された駆動マグネットローラ35によって、非接触状態で駆動されるようになっている。
【0040】
マグネットローラ35の回転軸35Aは、駆動モータ46の駆動軸46Aと直結されて、該駆動モータ46により回転駆動されるようになっている。
【0041】
この方向転換ローラユニット30は、送りローラ上下動装置38によって、送りローラ34が、吸引用パイプ32の上端面33Bから僅かに突出した搬送位置(図5、図6参照)と、図4、図7に示されるように、上端が上端面33Bよりも下方に引き込んだ待機位置との間で上下動され得るようになっている。
【0042】
又、送りローラ姿勢制御装置42によって、ガラス基板12を図7に示されるような、パスラインP1と平行な面内で回転する姿勢、及び、図8に示されるような、パスラインP2と平行な面内で回転する姿勢となるように、中心軸線32CL周りに少なくとも90°の角度範囲で位置調整可能とされている。
【0043】
第1及び第2の直進エアコンベア14、18に用いられている直進ローラユニット22は、図9に示されるように、それぞれのパスラインP1、P2と平行な鉛直面内で回転可能な直進送りローラ22Aと、上端面が直進送りローラ22Aの上端よりも僅かに低く配置された鉛直方向の吸引用パイプ22Bと、この吸引用パイプ22Bの下端に給気孔が連結して配置されたブロワー22Cと、マグネットローラである直進送りローラ22Aを非接触で駆動するためのマグネット駆動ローラ22Dと、マグネット駆動ローラ22Dを駆動するためのモータ22Eとを備えて構成されている。
【0044】
次に、上記薄板状材料搬送装置10によってガラス基板12を、第1の直進エアコンベア14から方向転換エアコンベア16を経て、ここで旋回させることなく、第2の直進エアコンベア18に搬送する過程について説明する。
【0045】
まず、方向転換エアコンベア16における方向転換ローラユニット30を、予め、図1、図10に示されるように送りローラ34の回転面が第1の直進エアコンベア14のパスラインP1と平行となるようにしておく。第1の直進エアコンベア14上のガラス基板12を、エアテーブル26から噴出される正圧の空気によって浮上させ、且つ、このとき直進ローラユニット22におけるブロワー22Cを駆動させると、吸引用パイプ22Bからガラス基板12の下面に負圧が作用して、ガラス基板12を搬送位置にある直進送りローラ22Aの上端に接触するように吸引する。
【0046】
従って、直進送りローラ22Aをマグネット駆動ローラ22Dによって駆動すれば、ガラス基板12はエアテーブル26上に浮上した状態で図1において左側から右方向に、確実に、かつ、高速で搬送できる。
【0047】
方向転換エアコンベア16におけるエアテーブル26から予め正圧の空気を供給しておけば、ガラス基板12は方向転換エアコンベア16上に円滑に移動していく。このとき、方向転換ローラユニット30における吸引用パイプ32にブロワー36から負圧を印加すると、駆動マグネットローラ35によって回転される送りローラ34に向けてガラス基板12が吸引されて、その接触圧によって確実に搬送される。
【0048】
なお、方向転換ローラユニット30では、予め送りローラ上下動装置38によって、送りローラ34を、その上端が吸引用パイプ32の上端面33Bから僅かに突出した搬送位置となるようにセットしておく。
【0049】
ガラス基板12が方向転換エアコンベア16上に移動したとき、送りローラ34による搬送を停止し、次に、負圧印加を停止するとともに、送りローラ上下動装置38によって、送りローラ34を待機位置まで下降させる。
【0050】
この待機位置の状態で、方向転換ローラユニット30において、送りローラ姿勢制御装置42を作動させて、姿勢制御軸43を介して、送りローラ34の回転軸34Aを中心軸線32CL周りに90°回転させて、図11に示されるように、送りローラ34の回転面が第2の直進エアコンベア18における直進送りローラ22Aの回転面及びパスラインP2と平行となるようにする。
【0051】
なお、このとき又は前後に、アライメントローラ19によって、ガラス基板12の中心と第1及び第2の直進エアコンベア14、18の幅方向中心(パスラインP1、P2)及び方向転換エアコンベア16の中心点CRとを整合させる。
【0052】
次に、送りローラ上下動装置38によって送りローラ34を搬送位置にまで上昇させ、同時に、ブロワー36を起動して、ガラス基板12に負圧を印加して、該ガラス基板12を送りローラ34の上端に接触させる。この状態で、送りローラ34を、ガラス基板12が第2の直進エアコンベア18方向に移動するように駆動する。
【0053】
第2の直進エアコンベア18は、予め、直進送りローラ22Aを搬送位置として、且つ、送り方向に駆動すると共に、ブロワー22Cによって吸引用パイプ22Bに負圧を印加しておく。
【0054】
送りローラ34の駆動によって、ガラス基板12は、方向転換エアコンベア16上から第2の直進エアコンベア18上に移動し、更に、この第2の直進エアコンベア18によって、図1、図11において上方に、パスラインP2に沿って移動され、図12に示されるように搬送を終了する。
【0055】
上記ガラス基板12の搬送過程は、ガラス基板12を旋回させることなく搬送方向を90°変換するものであるが、次に、ガラス基板12を方向転換エアコンベア16上において90°旋回させて搬送する過程について説明する。
【0056】
このガラス基板搬送過程は、図1に示される状態から図10に示される状態までは前記と同一であるので、説明を省略する。
【0057】
ガラス基板12を方向転換エアコンベア16上で旋回させる場合は、図10に示される状態で、ガラス基板12が方向転換エアコンベア16における送りローラ34上に移載された状態から、図13に示されるように、方向転換エアコンベア16上の、パスラインP1上の送りローラ34のみを送りローラ姿勢制御装置42によってその回転面を90°旋回させる(図14参照)。前記90°旋回される送りローラ34を待機位置とし、且つ、負圧の印加を停止することは前記と同様である。
【0058】
90°旋回後に、負圧の印加を開始し、且つ、送りローラ34を搬送位置として、この状態で、方向転換エアコンベア16における4基の送りローラ34を、図14に示されるようにガラス基板12が反時計方向に回転されるように方向を揃えて駆動させる。すると、ガラス基板12は、方向転換エアコンベア16の中心点CRを中心として回転され、90°反時計方向に回転されたときガラス基板12の旋回を停止させる。
【0059】
次に、方向転換エアコンベア16における、パスラインP2上の一対の送りローラ34を、各々の送りローラ姿勢制御装置42によって、回転面がパスラインP2と平行な鉛直面となるように回転させる(図15参照)。この際、送りローラ34を待機位置とし、且つ、負圧の印加を停止することは前記と同様である。
【0060】
90°旋回後に、負圧の印加を開始し、且つ、送りローラ34を搬送位置として、この状態で送りローラ34を回転させると、ガラス基板12は方向転換エアコンベア16上から第2の直進エアコンベア18上に移載され、そのまま搬送される。
【0061】
なお、図16に示されるように、方向転換エアコンベア16において、その中心点CRの位置に、転換中心ピン48を鉛直軸周りに回転自在に設け、且つ、この転換中心ピン48の上端に、ガラス基板12を載置可能な載置皿48Aを設けても良い。
【0062】
この場合、載置皿48Aは、複数の方向転換ローラユニット30における吸引用パイプ32に負圧が印加されて、ガラス基板12が吸引され、送りローラ34にその下面が接触した状態のとき、載置皿48Aがガラス基板12の下面に接触し、且つ、負圧が解放されたとき、ガラス基板12の下面と非接触となる高さに設定されている。
【0063】
このようにすれば、ガラス基板12は、方向転換エアコンベア16によって、その中心点CRを中心として旋回することになり、旋回後のアライメントが不要となる。
【0064】
又、上記のような転換中心ピン48を用いる場合は、方向転換エアコンベア16における方向転換ローラユニット30は、4基でなくとも、3基又は2基、更には1基であっても良い。
【0065】
上記実施形態において、方向転換ローラユニット30は、その送りローラ34が、吸引用パイプ32の上端面32Bに対して上下動するように構成されているが、本発明はこれに限定されるものでなく、送りローラ34を、吸引用パイプ32と共に上下動させるようにしても良い。
【0066】
同様に、送りローラ34の回転面を送りローラ姿勢制御装置42によって、中心軸線32CL周りに回転させるようにしているが、本発明はこれに限定されるものでなく、要すれば、送りローラ34を、その送り方向が90°転換されるように回転軸34Aを水平面内で回転できるものであれば良く、従って、送りローラ34及びその回転軸34Aを、吸引用パイプ32と共に回転するようにしても良い。
【0067】
また、送りローラ姿勢制御装置42における送りローラ上下動装置、送りローラ姿勢制御装置の構成は、実施形態の例に限定されず、他の構成であってもよい。例えばカム機構、ロータリーソレノイド、空気圧アクチェータ等を用いてもよい。
【図面の簡単な説明】
【0068】
【図1】本発明の実施形態に係る薄板状材料搬送装置を示す略示平面図
【図2】同薄板状材料搬送装置における直進エアコンベアにおけるエアテーブルユニットを示す略示断面図
【図3】同エアテーブルユニットを拡大して示す断面図
【図4】同薄板状材料搬送装置の方向転換エアコンベアに用いる方向転換ローラユニットを示す一部断面とした斜視図
【図5】同方向転換ローラユニットを、吸引用パイプを取り除いた状態で示す斜視図
【図6】同方向転換ローラユニットにおいて送りローラがガラス基板と接触する搬送位置の状態を模式的に示す断面図
【図7】同送りローラの待機位置の状態を示す図6と同様の断面図
【図8】同方向転換ローラユニットの送りローラを90°姿勢を変えた状態を模式的に示す図6と同様の断面図
【図9】同実施形態における直進エアコンベアに用いられる直進ローラユニットを模式的に示す断面図
【図10】同薄板状材料搬送装置によりガラス基板の搬送方向を90°転換する第1過程を模式的に示す平面図
【図11】同第2過程を模式的に示す平面図
【図12】同第3過程を模式的に示す平面図
【図13】同薄板状材料搬送装置によりガラス基板を途中で90°旋回して搬送する第1過程を模式的に示す平面図
【図14】同第2過程を模式的に示す平面図
【図15】同第3過程を模式的に示す平面図
【図16】同薄板状材料搬送装置における方向転換コンベアの他の実施形態を示す斜視図
【符号の説明】
【0069】
10…薄板状材料搬送装置
12…ガラス基板(薄板状材料)
14…第1の直進エアコンベア
16…方向転換エアコンベア
18…第2の直進エアコンベア
20…エアテーブルユニット
22…直進ローラユニット
22A…直進送りローラ
26…エアテーブル
27…上面部
27A…給気孔
28…正圧発生装置
30…方向転換ローラユニット
32…吸引用パイプ
32CL…中心軸線
33A…開口
33B…上端面
34…送りローラ
34A…回転軸
35…駆動マグネットローラ
36…ブロワー
38…送りローラ上下動装置
42…送りローラ姿勢制御装置
46…駆動モータ
48…転換中心ピン
48A…載置皿
【特許請求の範囲】
【請求項1】
上端に開口を備えた筒状体からなる吸引用パイプと、
この吸引用パイプの内側に、水平面内の回転軸廻りに回転自在に支持され、且つ、上端が前記吸引用パイプの上端の開口よりも僅かに突出可能とされた送りローラと、
前記吸引用パイプに負圧を印加する負圧源と、を有してなることを特徴とする薄板状材料搬送用ローラユニット。
【請求項2】
請求項1において、
前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向転換装置を設けたことを特徴とする薄板状材料搬送用ローラユニット。
【請求項3】
請求項1又は2において、
前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する上下動装置と、
前記負圧源から前記吸引用パイプに印加される負圧をオン・オフする負圧制御装置と、を設けたことを特徴とする薄板状材料搬送用ローラユニット。
【請求項4】
請求項1において、
前記負圧源は排気ブロワーとされ、この排気ブロワーの吸気口は、前記吸引用パイプの下端開口に接続され、
前記吸引用パイプ内には、前記送りローラを駆動するためのモータを含む駆動装置、前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する、及び、前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向転換装置のうち、少なくともモータを配置したことを特徴とする薄板状材料搬送用ローラユニット。
【請求項5】
薄板状材料を気体により浮上させた状態で直進的に搬送する直進エアコンベアと、
この直進エアコンベアの搬送方向の端部に臨んで配置され、該直進エアコンベアにより搬送されてきた薄板状材料を受け取り、且つ、受け取った薄板状材料の進行方向を水平面内で転換させる方向転換エアコンベアと、を有してなり、
前記方向転換エアコンベアは、平坦な上面に複数の給気孔を備えた複数のエアテーブルユニットと、これら複数のエアテーブルユニットの間に配置された複数の前記請求項2乃至4のいずれかに記載の薄板状材料搬送用ローラユニットとを含んで構成され、前記薄板状材料搬送用ローラユニットは、前記方向転換エアコンベアの中心点を囲んで配置されたことを特徴とする薄板状材料搬送装置。
【請求項6】
請求項5において、
前記方向転換エアコンベアは、前記中心点位置に、鉛直軸廻りに回転自在に設けられ、且つ、上端に、前記薄板状材料を載置可能にされた載置皿を備えた転換中心ピンを含んでなり、
前記載置皿は、前記複数の薄板状材料搬送用ローラユニットにおける前記吸引用パイプへ負圧が印加されて薄板状材料が下方に吸引されたとき、該薄板状材料の下面に接触し、且つ、負圧が解放されたとき非接触となる高さに設定されていることを特徴とする薄板状材料搬送装置。
【請求項7】
請求項5又は6において、
前記直進エアコンベアは、前記方向転換エアコンベア上で、搬送方向が直交するように一対配置され、これら一対の直進エアコンベアのパスラインの幅方向中心の延長線が、前記中心点で交差するようにされたことを特徴とする薄板状材料搬送装置。
【請求項8】
請求項7において、
前記薄板状材料搬送用ユニットを、前記中心点から等距離の位置に、複数基配置したことを特徴とする薄板状材料搬送装置。
【請求項9】
請求項7において、
前記薄板状材料搬送用ユニットを1基配置したことを特徴とする薄板状材料搬送装置。
【請求項1】
上端に開口を備えた筒状体からなる吸引用パイプと、
この吸引用パイプの内側に、水平面内の回転軸廻りに回転自在に支持され、且つ、上端が前記吸引用パイプの上端の開口よりも僅かに突出可能とされた送りローラと、
前記吸引用パイプに負圧を印加する負圧源と、を有してなることを特徴とする薄板状材料搬送用ローラユニット。
【請求項2】
請求項1において、
前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向転換装置を設けたことを特徴とする薄板状材料搬送用ローラユニット。
【請求項3】
請求項1又は2において、
前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する上下動装置と、
前記負圧源から前記吸引用パイプに印加される負圧をオン・オフする負圧制御装置と、を設けたことを特徴とする薄板状材料搬送用ローラユニット。
【請求項4】
請求項1において、
前記負圧源は排気ブロワーとされ、この排気ブロワーの吸気口は、前記吸引用パイプの下端開口に接続され、
前記吸引用パイプ内には、前記送りローラを駆動するためのモータを含む駆動装置、前記送りローラを、その上端が、前記薄板状材料のパスラインに到達する搬送位置及び前記パスラインよりも下がった待機位置との間で変位可能に支持する、及び、前記送りローラを、その回転軸が、前記水平面内で、該送りローラの頂点を通る鉛直軸線廻りに少なくとも90°の範囲で角度変位自在となるように支持する送り方向転換装置のうち、少なくともモータを配置したことを特徴とする薄板状材料搬送用ローラユニット。
【請求項5】
薄板状材料を気体により浮上させた状態で直進的に搬送する直進エアコンベアと、
この直進エアコンベアの搬送方向の端部に臨んで配置され、該直進エアコンベアにより搬送されてきた薄板状材料を受け取り、且つ、受け取った薄板状材料の進行方向を水平面内で転換させる方向転換エアコンベアと、を有してなり、
前記方向転換エアコンベアは、平坦な上面に複数の給気孔を備えた複数のエアテーブルユニットと、これら複数のエアテーブルユニットの間に配置された複数の前記請求項2乃至4のいずれかに記載の薄板状材料搬送用ローラユニットとを含んで構成され、前記薄板状材料搬送用ローラユニットは、前記方向転換エアコンベアの中心点を囲んで配置されたことを特徴とする薄板状材料搬送装置。
【請求項6】
請求項5において、
前記方向転換エアコンベアは、前記中心点位置に、鉛直軸廻りに回転自在に設けられ、且つ、上端に、前記薄板状材料を載置可能にされた載置皿を備えた転換中心ピンを含んでなり、
前記載置皿は、前記複数の薄板状材料搬送用ローラユニットにおける前記吸引用パイプへ負圧が印加されて薄板状材料が下方に吸引されたとき、該薄板状材料の下面に接触し、且つ、負圧が解放されたとき非接触となる高さに設定されていることを特徴とする薄板状材料搬送装置。
【請求項7】
請求項5又は6において、
前記直進エアコンベアは、前記方向転換エアコンベア上で、搬送方向が直交するように一対配置され、これら一対の直進エアコンベアのパスラインの幅方向中心の延長線が、前記中心点で交差するようにされたことを特徴とする薄板状材料搬送装置。
【請求項8】
請求項7において、
前記薄板状材料搬送用ユニットを、前記中心点から等距離の位置に、複数基配置したことを特徴とする薄板状材料搬送装置。
【請求項9】
請求項7において、
前記薄板状材料搬送用ユニットを1基配置したことを特徴とする薄板状材料搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2008−254918(P2008−254918A)
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願番号】特願2007−102108(P2007−102108)
【出願日】平成19年4月9日(2007.4.9)
【出願人】(592053778)株式会社日本設計工業 (18)
【Fターム(参考)】
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願日】平成19年4月9日(2007.4.9)
【出願人】(592053778)株式会社日本設計工業 (18)
【Fターム(参考)】
[ Back to top ]