
薄板状材料搬送装置及び方法

【課題】超大型サイズのガラス基板等の薄板状材料をエアテーブルによって搬送する際に、ガラス基板が湾曲しないようにする。
【解決手段】薄板状材料搬送装置10は、パスラインPの幅方向に配列されたエアテーブルユニット14A〜14D上を供給される空気の浮上力を用いて搬送するが、各エアテーブルユニットにおける正圧発生装置24A〜24Dの空気供給量を、予め、供給量制御装置23A〜23Dによって、ガラス基板12の、パスラインPからの高さが均一となるように調整しておく。
【解決手段】薄板状材料搬送装置10は、パスラインPの幅方向に配列されたエアテーブルユニット14A〜14D上を供給される空気の浮上力を用いて搬送するが、各エアテーブルユニットにおける正圧発生装置24A〜24Dの空気供給量を、予め、供給量制御装置23A〜23Dによって、ガラス基板12の、パスラインPからの高さが均一となるように調整しておく。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶ディスプレイ(LCD)パネル、プラズマディスプレイ(PDP)等のフラットパネルディスプレイ(FPD)に用いる大型で薄いガラス基板のような薄板状材料を非接触で搬送するための薄板状材料搬送装置に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ等のフラットパネルディスプレイのガラス基板は僅かな疵や埃でも品質に大きく影響するため、このようなガラス基板の搬送においては、ガラス基板の表面に疵が生じたり異物が付着しないようにガラス基板を平面に近い形状に保持しつつ所定の搬送面(パスライン)に沿って滑らかに搬送することが要求される。
【0003】
一方、液晶ディスプレイ用のガラス基板は、サイズがますます大型化しており、例えば第8世代においてはW2200mm×L2500mm、第9世代においてはW2400mm×L2800mmという大きさであり、これに比べて厚さが0.5〜0.7mm程度と非常に薄い。このため、ガラス基板を水平に搬送する際に、その外周端部のみならず、これよりも内側の部分も支持しなければ中央部が大きく垂れ下がってしまう。
【0004】
そこでガラス基板の搬送装置は、ガラス基板を全面においてできるだけ均等に支持し、平面に近い形状に保持して搬送するように工夫されていて、このような搬送装置の一つとして、上面部に多数の給気孔が形成されたエアテーブルを用いてガラス基板を浮上させつつエアの圧力で駆動して非接触で搬送する搬送装置が知られている(例えば特許文献1、2、3参照)。
【0005】
又、ガラス基板の幅方向の中央近傍にはエアテーブルを設置してガラス基板の中央部の垂れ下がりを抑制し、ガラス基板における搬送方向に垂直な幅方向の両端近傍を複数のローラで支持しガラス基板を所定の搬送方向に駆動するようにした搬送装置が知られている(例えば特許文献4、5参照)。
【0006】
なお、エアテーブルには工場のクリーンエアの設備やブロワーを備える給気設備から加圧された空気が配管を介して供給される。
【0007】
このように、ガラス基板を非接触で支持するエアテーブルを用いることにより、騒音、埃、ガラス基板の表面の欠損等の問題が発生し難く、部品点数が少ない搬送装置を実現できる。
【0008】
本出願人は、例えば、特願2006−276392号により、非公知ではあるが、ガラス基板のパスラインに沿ってその長手方向及び幅方向に複数のエアテーブルを配設し、これらのエアテーブルの上面から供給される空気によって、ガラス基板を浮上させ、且つパスラインの幅方向両側に配置した送りローラに対しては、ガラス基板の幅方向両端を、下方から気流を吸い込む吸引部によって吸引し、これにより、ガラス基板の幅方向両端を送りローラに接触させて搬送するようにさせた薄板状材料搬送装置を提案している。
【0009】
【特許文献1】特開平10−139160号公報
【特許文献2】特開平11−268830号公報
【特許文献3】特開平11−268831号公報
【特許文献4】特開2003−63643号公報
【特許文献5】特開2005−29359号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記のような、本出願人が提案した薄板状材料搬送装置は、ガラス基板サイズが第5〜第7世代の、大型ではない場合には問題がなかったが、第8世代あるいは第9世代の超大型サイズのガラス基板の搬送の際に、ガラス基板のパスライン中央部が大きく上方に浮き上がったり、垂れ下がったりする湾曲が顕著となることがあった。
【0011】
一方、FPDの生産性を高めるためには、ガラス基板の搬送速度をますます高速化することが要求され、最近では分速50mとなっている。このような高速搬送下で、ガラス基板が湾曲したまま移動すると、揚力や降下力を受けて、いわゆる凧揚げ現象(Kite Flying Effect)を生じ、前述のように、ガラス基板が0.5mmと薄い場合には、非常に破損し易い状態となってしまうという問題点が生じた。
【0012】
この発明は、超大型サイズのガラス基板を高速搬送する場合でもパスライン幅方向中央部が大きく湾曲することを抑制できるようにした薄板状材料搬送装置及び方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
本発明者等は、幅方向に複数配置されたエアテーブルユニットにおける少なくとも幅方向中央位置のエアテーブルユニットからのエア供給量を調節することによって、上記のような、ガラス基板の大きな湾曲を抑制できることを見出した。
【0014】
即ち、以下の各実施例により上記課題を解決することができる。
【0015】
(1)複数のエアテーブルユニットを、薄板状材料のパスライン方向及びパスラインと直交する幅方向に並設してなり、前記エアテーブルユニットは、前記薄板状材料の下面に対して気体を供給して該薄板状材料を非接触で支持するためのエアテーブルと、該エアテーブルに前記正圧の気体を供給するための正圧発生装置とを有してなり、前記複数のエアテーブルユニットのうち、少なくともパスライン幅方向中央位置のエアテーブルユニットは、前記正圧発生装置からの気体の供給量を調節する供給量制御装置を備えたことを特徴とする薄板状材料搬送装置。
【0016】
(2)前記供給量制御装置を備えたエアテーブルユニットのうちの少なくとも一部の上方位置での、搬送中の前記薄板状材料の、前記パスラインからの高さ方向のずれ量を検出する高さセンサーを設け、前記供給量制御装置は、前記高さセンサーの検出信号にもとづいて、前記高さ方向のずれ量を低減するように、気体の供給量を調節するようにされたことを特徴とする(1)に記載の薄板状材料搬送装置。
【0017】
(3)前記高さセンサーを、前記エアテーブルユニットにおける、パスライン幅方向の側面に取り付けたことを特徴とする(2)に記載の薄板状材料搬送装置。
【0018】
(4)前記正圧発生装置は、ファンの回転速度が可変のブロワーからなり、前記供給量制御装置は、前記ブロワー回転速度調節スイッチからなることを特徴とする(1)乃至(3)のいずれかに記載の薄板状材料搬送装置。
【0019】
(5)エアテーブルの上面から正圧にて空気を供給し、薄板状材料を前記エアテーブルの上面から浮上させた状態でパスラインに沿って搬送する薄板状材料の搬送方法であって、前記パスラインの幅方向の少なくとも中央位置で、前記薄板状材料の前記パスラインからの高さのずれ量を検出する工程と、検出された前記ずれ量にもとづき、前記空気の供給量を増減し、該ずれ量を低減する工程と、を有してなる薄板状材料の搬送方法。
【0020】
(6)前記パスライン上の薄板状材料の、搬送方向に対して直交する幅方向の両端近傍部分を、負圧により下方から吸引して、送りローラに接触させることを特徴とする(5)に記載の薄板状材料の搬送方法。
【発明の効果】
【0021】
本発明によれば、超大型サイズのガラス基板であっても、パスライン幅方向中央部の大きな浮上や垂れ下がりを抑制してその湾曲を防止することができる。従って、高速搬送が可能となる。
【発明を実施するための最良の形態】
【0022】
以下本発明の好ましい実施形態について図面を参照して詳細に説明する。
【0023】
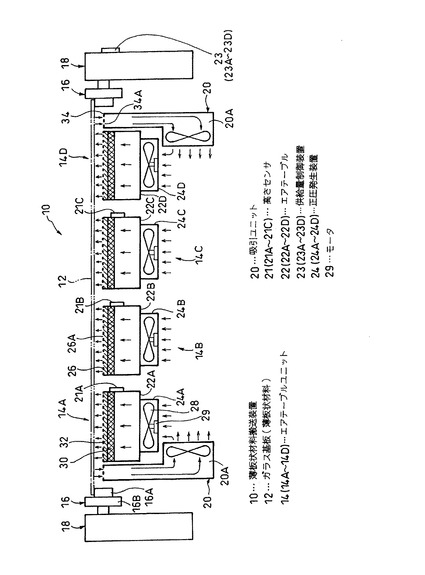
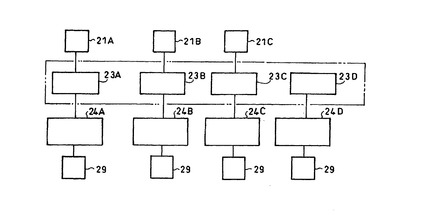
図1、図2に示されるように、本発明の第1実施形態に係る薄板状材料搬送装置10は、例えば大型のLCD用のガラス基板(薄板状材料)12を非接触で浮上支持するための複数のエアテーブルユニット14(II−II線に沿って4基:14A〜14D)と、パスライン(搬送面)Pの幅方向両端でガラス基板12の下面に接触してガラス基板12を所定の搬送方向に駆動するための複数の送りローラ(駆動部材)16を有する駆動ユニット18と、送りローラ16の近傍に配置され、ガラス基板12の下面に負圧を供給してガラス基板12を送りローラ16の方向に付勢するための吸引ユニット20と、前記エアテーブルユニット14のうち、エアテーブルユニット14A〜14Cに取り付けられた高さセンサ21(21A〜21C)、気体の供給量制御装置23(23A〜23C;図3参照)とを備えて構成されている。
【0024】
図2に示されるように、エアテーブル22は、上面部26が略平坦な略直方体の箱状体でガラス基板12の下面に対して空気を供給するための複数の給気孔26Aが上面部26に形成された構造となっている。
【0025】
又、エアテーブル22は、パスラインP方向に長い略直方体とされている。この実施形態では、8基のエアテーブルユニット14がパスラインPの方向に2列、幅方向には4列に配置されている。ここで、幅方向に配置された4基のエアテーブルユニット14を弁別するために、図2において左から右方向にエアテーブルユニット14A、14B、14C、14Dと符号を付し、又、これに対応する高さセンサは21A〜21C(エアテーブルユニット14Dには高さセンサが設けられていない)、気体の供給量制御装置は23A〜23D、正圧発生装置は24A〜24Dとして説明する。
【0026】
エアテーブル22における上面部26は、具体的には、厚さが0.5〜3mmの板材である。上面部26の材料としては、ステンレス、アルミ、各種合金等を用いることができる。
【0027】
正圧発生装置24は、ファン28及びモータ29を備えているブロワーであって、エアテーブル22の下側に設置され、エアテーブル22に直結されている。なお、図4に示されるように、本第1実施形態では、各エアテーブル22について2台の正圧発生装置24が搬送方向に離間して設置されている。
【0028】
エアテーブル22の上面部26と正圧発生装置24との間には、フィルタ30が設置されている。より詳細にはフィルタ30は、エアテーブル22の中における上面部26の下方近傍に設置されている。フィルタ30の材料としては例えばクリーンルームの空気濾過用のHEPA(High Ffficiency Particulate Air Filter)やULPA(Ultra Low Penetration Air Filter)と同様の材料を用いることができる。
【0029】
エアテーブル22の中における上面部26とフィルタ30の間には、メッシュ部材32が設置されている。メッシュ部材32は、線径が0.1〜1.5mmの針金状又は糸状の部材が所定のピッチで編まれた構成である。メッシュ部材32の材料としては、具体的にはステンレス、アルミ、各種合金、樹脂等を用いることができる。
【0030】
吸引ユニット20は、パスラインPの幅方向両端のエアテーブルユニット14の更に外側に備えられている。
【0031】
各吸引ユニット20は、上面部34が略平坦な箱状体でガラス基板12の下面に対して負圧を供給するための複数の吸引孔34Aが上面部34に形成され、箱内には例えばファンからなる負圧発生装置20Aが設けられた構造であり、上面部34が幅方向両側のエアテーブルユニット14の上面部26と駆動ユニット18の送りローラ16との間に配置されるように設置されている。
【0032】
駆動ユニット18は、ガラス基板12に幅方向の両端において接触するように8台のエアテーブルユニット14の幅方向両側に一対備えられている。
【0033】
送りローラ16は、搬送方向に適宜なピッチで複数設置されている。各送りローラ16は、ガラス基板12の下面に接触するローラ部16A及びこれよりも幅方向外側に設置されたフランジ部16Bを備え、図示しない回転駆動源に連結されている。なお、本第1実施形態では駆動ユニット18は、送りローラ16のローラ部16Aの上端がエアテーブル22の上面部26の上面よりもガラス基板12の浮上量だけ数mm程度高くなるように設置されている。この高さが、パスラインPの高さの基準となる。
【0034】
高さセンサ21A〜21Cは、対応するエアテーブル22A〜22Cの、図2において右側の側面上部に取り付けられた光センサであって、その直上位置における搬送中のガラス基板12の下面の高さ、例えばパスラインPからの高さのずれ量あるいはエアテーブル22の上面部26からの高さを検出できるようにされている。
【0035】
正圧発生装置24A〜24Dにおけるファン28を駆動するためのモータ29は、回転速度可変とされ、前記供給量制御装置23A〜23Dは、高さセンサ21A〜21C上方位置におけるパスラインPからのガラス基板高さ信号あるいは、外部からの手動操作によって、例えば、ファンの回転数を、段階的に微弱、弱、中、強、最強などと変更できるブロワー回転速度調節スイッチから構成されている。
【0036】
これら供給量制御装置23A〜23Dは、薄板状材料搬送装置10の外側面、ここでは、駆動ユニット18の外側面に、パスラインPの幅方向に配列された4基のエアテーブルユニット毎にまとめて設けられている。
【0037】
次に、薄板状材料搬送装置10によってガラス基板12を搬送する過程について説明する。
【0038】
まず、供給量制御装置23を、高さセンサ21からの出力信号が、ガラス基板12のパスラインPよりも高い場合は、対応する正圧発生装置24におけるファンの回転速度を抑制し、又、その逆に、パスラインPよりも低い場合は、回転速度を増大するように設定しておく。
【0039】
薄板状材料搬送装置10によりガラス基板12を搬送する際に、各高さセンサ21A〜21Cは、その直上のガラス基板12の下面の高さを検出し、その検出信号を供給量制御装置23A〜23Cに出力する。
【0040】
なお、供給量制御装置23Dは、予め、ガラス基板12が吸引ユニット20により吸引されたとき、駆動ユニット18における送りローラ16に接触できる程度の空気供給量に設定しておく。
【0041】
上記のように供給量制御装置23A〜23Cは、高さセンサ21A〜21Cがガラス基板12のパスラインPからの高さが大き過ぎるという信号を出力したときは、対応する正圧発生装置24A〜24Cの空気供給量を抑制し、その逆の場合は空気供給量を増大するので、搬送されるガラス基板12はパスラインPの幅方向にほぼ均一の高さ、即ち直平面状態が維持されて、搬送されることになる。
【0042】
特に、この実施形態において、ガラス基板12のパスラインPの幅方向両端部が吸引ユニット20の負圧によって吸引されて送りローラ16に付勢されているので、幅方向両端部の高さが一定であり、これを基準として、ガラス基板12のパスラインP中央位置近傍の搬送時における高さを均一にすることによって、単に、ガラス基板12を直平面状で搬送するのみならず、その搬送高さを一定とすることができるという利点がある。
【0043】
又、薄板状材料搬送装置10は、エアテーブルユニット14が正圧発生装置24を備えているので、クリーンエアの設備やブロワーを備える給気設備等の外部の給気設備との配管が不要であり、正圧発生装置24がエアテーブル22に直結されているので、正圧発生装置24とエアテーブル22とを連結するための配管も不要であり、且つ、正圧発生装置24から供給される空気をエアテーブル22の上方に効率良く送ることができる。
【0044】
従って、設備のためのスペースが小さい。又、工場のクリーンエアを使用しないのでランニングコストの低減に寄与する。
【0045】
又、エアテーブル22の上面部26と正圧発生装置24との間にフィルタ30が設置されているので、ガラス基板12の下面に異物が除去されたクリーンな空気を供給することができる。特に、フィルタ30がエアテーブル22の中における上面部26の下側近傍に設置されているので、異物が除去された直後のクリーンな空気がガラス基板12の下面に確実に供給される。
【0046】
又、薄板状材料搬送装置10は、ガラス基板12を送りローラ16の方向に付勢するための吸引ユニット20を備えているので、ガラス基板12と送りローラ16との当接力を高め、ガラス基板12と送りローラ16との摩擦力を増大させることができる。これにより、ガラス基板12と送りローラ16とのスリップを抑制できる。
【0047】
従って、エアテーブル22の上で浮上するガラス基板12の下面の高さと送りローラ16のローラ部16Aの上端とが等しい高さになるように駆動ユニット18を設置し、ガラス基板12を平面に近い形状に保持してもガラス基板12と送りローラ16とのスリップが抑制され、ガラス基板12と送りローラ16との摩擦力が大きいので送りローラ16の回転の加速度及び減速度をそれだけ大きく設定でき、搬送効率の向上に寄与する。
【0048】
又、薄板状材料搬送装置10は、駆動ユニット18がガラス基板12の下面に接触してガラス基板12を搬送方向に駆動するので、空気の圧力だけで駆動力を付与する搬送装置と比較すると、ガラス基板12を支持するだけで空気を供給するのみで足りるので、装置の製造コストの低減に寄与すると共に空気の供給量が少なくて足りるのでクリーンルーム内の空気の乱れが抑制される。更に、エアの複雑な制御が不要であるので、構造が簡単である。
【0049】
上記実施形態において、エアテーブルユニット14A〜14Cの側面に高さセンサ21A〜21Cを設けた構成となっているが、本発明はこれに限定されるものでなく、高さセンサを、パスラインPの幅方向中央部の少なくとも1基(奇数基の場合;偶数基の場合は中央の2基)のエアテーブルユニットのみに設けてもよく、又、高さセンサを設けない場合にも適用されるものである。
【0050】
即ち、本発明に係る薄板状材料搬送装置の設定時に、目視にて、ガラス基板12の搬送時の高さが均一となるように、供給量制御装置23A〜23Dを調整してセットし、その後に、ガラス基板12の厚さや大きさの変更が無い限りは、正圧発生装置24A〜24Dの空気供給量をほぼ設定時と同様に維持することができるからである。
【0051】
ただし、正圧発生装置24を駆動する電源の電圧の変動や、ファンを駆動するためのモータ29の出力変動等が発生し易い場合は、上記のように高さセンサ21を設けて調整すると良い。
【0052】
更に、上記の高さセンサ21は、ガラス基板12の高さを検出するものであるが、高さセンサ21をガラス基板12の有無の検出センサとして、薄板状材料搬送装置10の省エネ運転に利用することができる。
【0053】
すなわち、正圧発生装置24は、ガラス基板12を搬送しているときには停止しておくのが省エネ上望ましいが、ファンモータを用いているために、ガラス基板12の搬送を再開したとき停止状態から一定速度に回転が上るまでに遅れ(タイムラグ)を生じてしまう。
【0054】
この実施形態の正圧発生装置24は、ガラス基板12を搬送していないときに最低の回転速度としておいて省エネを図り、高さセンサ21によりガラス基板12の先端を検出したときに常用回転速度にあげることとすれば、タイムラグがほとんど生じない。
【0055】
又、図1の実施形態では、供給量制御装置23A〜23Dは、薄板状材料搬送装置10のパスラインP両側位置の駆動ユニット18の外側面にまとめて設けられた構成となっているが、供給量制御装置23A〜23Dの操作を頻繁にする必要がないような場合は、対応するエアテーブルユニット14A〜14Dに設けても良い。
【0056】
なお、前記実施形態において薄板状材料搬送装置10はエアテーブルユニット14を8基備えているが、ガラス基板12の長さ、幅等に応じて7基以下のエアテーブルユニットを備える構成としてもよく、9基以上のエアテーブルユニットを備える構成としても良い。
【0057】
又、エアテーブルユニット14は搬送方向に長い形状であるが、ガラス基板12の長さ、幅等に応じて例えば、エアテーブルユニット14は搬送方向の長さと幅方向の長さとが等しい形状としてもよく、幅方向に長い形状としても良い。
【0058】
更に、エアテーブルユニット14は、それぞれ2台の正圧発生装置24を備えているが、例えばエアテーブルユニットの形状等に応じて各エアテーブルユニットに正圧発生装置を1台だけ備えても良く、3台以上の正圧発生装置を備えても良い。
【0059】
更に又、前記実施形態において、正圧発生装置24、負圧発生装置20Aは、ファンを備える構造であるが、正圧発生装置、負圧発生装置の構造は特に限定されず、例えば遠心型等の他のターボ型の構造や容積型の構造の正圧発生装置、負圧発生装置を採用しても良い。
【0060】
更に、前記実施形態において、薄板状材料搬送装置10は、複数の送りローラ(駆動部材)16を有する駆動ユニット18を備えているが、例えばベルト(駆動部材)を有する駆動ユニットを備える構成としても良い。又、駆動用のローラとベルトとが並設された駆動ユニットを備える構成としても良い。
【0061】
更に又、駆動ユニットを省略し、搬送方向に空気を噴射するようにエアテーブルの給気孔を傾斜させて上面板に形成し、エアテーブルが噴射する空気で被搬送物を駆動するようにしても良い。なお、エアテーブルが供給する空気で被搬送物を駆動する場合は、吸引ユニットは省略しても良い。
【0062】
又、エアテーブルユニット14からガラス基板12の下面に供給する気体は空気であるが、例えば、窒素ガス、希ガス等の他の気体をガラス基板12の下面に供給しても良い。
【0063】
又、前記実施形態は、ガラス基板12を搬送するためのものであるが、面積に比較して板厚の薄い、いわゆる薄板状材料であれば、他の材料の搬送にも本発明は適用可能である。例えば、金属薄板状材料、樹脂の薄板状材料等の撓みを生じ易い材料の搬送の場合に適用可能である。
【産業上の利用可能性】
【0064】
本発明は、液晶ディスプレイ、プラズマディスプレイ等のフラットパネルディスプレイに用いる大型で薄いガラス基板のような薄板状材料の搬送に用いることができる。
【図面の簡単な説明】
【0065】
【図1】本発明の実施形態に係る薄板状材料搬送装置の全体構成の概要を示す斜視図
【図2】図1のII−II線に沿う拡大断面図
【図3】同薄板状材料搬送装置の制御系統を示すブロック図
【図4】図1のIV−IV線に沿う断面図
【符号の説明】
【0066】
10…薄板状材料搬送装置
12…ガラス基板(薄板状材料)
14、14A〜14D…エアテーブルユニット
16…送りローラ
18…駆動ユニット
20…吸引ユニット
20A…負圧発生装置
21(21A〜21C)…高さセンサ
22(22A〜22D)…エアテーブル
23(23A〜23D)…供給量制御装置
24(24A〜24D)…正圧発生装置
29…モータ
【技術分野】
【0001】
本発明は、液晶ディスプレイ(LCD)パネル、プラズマディスプレイ(PDP)等のフラットパネルディスプレイ(FPD)に用いる大型で薄いガラス基板のような薄板状材料を非接触で搬送するための薄板状材料搬送装置に関する。
【背景技術】
【0002】
液晶ディスプレイ、プラズマディスプレイ等のフラットパネルディスプレイのガラス基板は僅かな疵や埃でも品質に大きく影響するため、このようなガラス基板の搬送においては、ガラス基板の表面に疵が生じたり異物が付着しないようにガラス基板を平面に近い形状に保持しつつ所定の搬送面(パスライン)に沿って滑らかに搬送することが要求される。
【0003】
一方、液晶ディスプレイ用のガラス基板は、サイズがますます大型化しており、例えば第8世代においてはW2200mm×L2500mm、第9世代においてはW2400mm×L2800mmという大きさであり、これに比べて厚さが0.5〜0.7mm程度と非常に薄い。このため、ガラス基板を水平に搬送する際に、その外周端部のみならず、これよりも内側の部分も支持しなければ中央部が大きく垂れ下がってしまう。
【0004】
そこでガラス基板の搬送装置は、ガラス基板を全面においてできるだけ均等に支持し、平面に近い形状に保持して搬送するように工夫されていて、このような搬送装置の一つとして、上面部に多数の給気孔が形成されたエアテーブルを用いてガラス基板を浮上させつつエアの圧力で駆動して非接触で搬送する搬送装置が知られている(例えば特許文献1、2、3参照)。
【0005】
又、ガラス基板の幅方向の中央近傍にはエアテーブルを設置してガラス基板の中央部の垂れ下がりを抑制し、ガラス基板における搬送方向に垂直な幅方向の両端近傍を複数のローラで支持しガラス基板を所定の搬送方向に駆動するようにした搬送装置が知られている(例えば特許文献4、5参照)。
【0006】
なお、エアテーブルには工場のクリーンエアの設備やブロワーを備える給気設備から加圧された空気が配管を介して供給される。
【0007】
このように、ガラス基板を非接触で支持するエアテーブルを用いることにより、騒音、埃、ガラス基板の表面の欠損等の問題が発生し難く、部品点数が少ない搬送装置を実現できる。
【0008】
本出願人は、例えば、特願2006−276392号により、非公知ではあるが、ガラス基板のパスラインに沿ってその長手方向及び幅方向に複数のエアテーブルを配設し、これらのエアテーブルの上面から供給される空気によって、ガラス基板を浮上させ、且つパスラインの幅方向両側に配置した送りローラに対しては、ガラス基板の幅方向両端を、下方から気流を吸い込む吸引部によって吸引し、これにより、ガラス基板の幅方向両端を送りローラに接触させて搬送するようにさせた薄板状材料搬送装置を提案している。
【0009】
【特許文献1】特開平10−139160号公報
【特許文献2】特開平11−268830号公報
【特許文献3】特開平11−268831号公報
【特許文献4】特開2003−63643号公報
【特許文献5】特開2005−29359号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
上記のような、本出願人が提案した薄板状材料搬送装置は、ガラス基板サイズが第5〜第7世代の、大型ではない場合には問題がなかったが、第8世代あるいは第9世代の超大型サイズのガラス基板の搬送の際に、ガラス基板のパスライン中央部が大きく上方に浮き上がったり、垂れ下がったりする湾曲が顕著となることがあった。
【0011】
一方、FPDの生産性を高めるためには、ガラス基板の搬送速度をますます高速化することが要求され、最近では分速50mとなっている。このような高速搬送下で、ガラス基板が湾曲したまま移動すると、揚力や降下力を受けて、いわゆる凧揚げ現象(Kite Flying Effect)を生じ、前述のように、ガラス基板が0.5mmと薄い場合には、非常に破損し易い状態となってしまうという問題点が生じた。
【0012】
この発明は、超大型サイズのガラス基板を高速搬送する場合でもパスライン幅方向中央部が大きく湾曲することを抑制できるようにした薄板状材料搬送装置及び方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
本発明者等は、幅方向に複数配置されたエアテーブルユニットにおける少なくとも幅方向中央位置のエアテーブルユニットからのエア供給量を調節することによって、上記のような、ガラス基板の大きな湾曲を抑制できることを見出した。
【0014】
即ち、以下の各実施例により上記課題を解決することができる。
【0015】
(1)複数のエアテーブルユニットを、薄板状材料のパスライン方向及びパスラインと直交する幅方向に並設してなり、前記エアテーブルユニットは、前記薄板状材料の下面に対して気体を供給して該薄板状材料を非接触で支持するためのエアテーブルと、該エアテーブルに前記正圧の気体を供給するための正圧発生装置とを有してなり、前記複数のエアテーブルユニットのうち、少なくともパスライン幅方向中央位置のエアテーブルユニットは、前記正圧発生装置からの気体の供給量を調節する供給量制御装置を備えたことを特徴とする薄板状材料搬送装置。
【0016】
(2)前記供給量制御装置を備えたエアテーブルユニットのうちの少なくとも一部の上方位置での、搬送中の前記薄板状材料の、前記パスラインからの高さ方向のずれ量を検出する高さセンサーを設け、前記供給量制御装置は、前記高さセンサーの検出信号にもとづいて、前記高さ方向のずれ量を低減するように、気体の供給量を調節するようにされたことを特徴とする(1)に記載の薄板状材料搬送装置。
【0017】
(3)前記高さセンサーを、前記エアテーブルユニットにおける、パスライン幅方向の側面に取り付けたことを特徴とする(2)に記載の薄板状材料搬送装置。
【0018】
(4)前記正圧発生装置は、ファンの回転速度が可変のブロワーからなり、前記供給量制御装置は、前記ブロワー回転速度調節スイッチからなることを特徴とする(1)乃至(3)のいずれかに記載の薄板状材料搬送装置。
【0019】
(5)エアテーブルの上面から正圧にて空気を供給し、薄板状材料を前記エアテーブルの上面から浮上させた状態でパスラインに沿って搬送する薄板状材料の搬送方法であって、前記パスラインの幅方向の少なくとも中央位置で、前記薄板状材料の前記パスラインからの高さのずれ量を検出する工程と、検出された前記ずれ量にもとづき、前記空気の供給量を増減し、該ずれ量を低減する工程と、を有してなる薄板状材料の搬送方法。
【0020】
(6)前記パスライン上の薄板状材料の、搬送方向に対して直交する幅方向の両端近傍部分を、負圧により下方から吸引して、送りローラに接触させることを特徴とする(5)に記載の薄板状材料の搬送方法。
【発明の効果】
【0021】
本発明によれば、超大型サイズのガラス基板であっても、パスライン幅方向中央部の大きな浮上や垂れ下がりを抑制してその湾曲を防止することができる。従って、高速搬送が可能となる。
【発明を実施するための最良の形態】
【0022】
以下本発明の好ましい実施形態について図面を参照して詳細に説明する。
【0023】
図1、図2に示されるように、本発明の第1実施形態に係る薄板状材料搬送装置10は、例えば大型のLCD用のガラス基板(薄板状材料)12を非接触で浮上支持するための複数のエアテーブルユニット14(II−II線に沿って4基:14A〜14D)と、パスライン(搬送面)Pの幅方向両端でガラス基板12の下面に接触してガラス基板12を所定の搬送方向に駆動するための複数の送りローラ(駆動部材)16を有する駆動ユニット18と、送りローラ16の近傍に配置され、ガラス基板12の下面に負圧を供給してガラス基板12を送りローラ16の方向に付勢するための吸引ユニット20と、前記エアテーブルユニット14のうち、エアテーブルユニット14A〜14Cに取り付けられた高さセンサ21(21A〜21C)、気体の供給量制御装置23(23A〜23C;図3参照)とを備えて構成されている。
【0024】
図2に示されるように、エアテーブル22は、上面部26が略平坦な略直方体の箱状体でガラス基板12の下面に対して空気を供給するための複数の給気孔26Aが上面部26に形成された構造となっている。
【0025】
又、エアテーブル22は、パスラインP方向に長い略直方体とされている。この実施形態では、8基のエアテーブルユニット14がパスラインPの方向に2列、幅方向には4列に配置されている。ここで、幅方向に配置された4基のエアテーブルユニット14を弁別するために、図2において左から右方向にエアテーブルユニット14A、14B、14C、14Dと符号を付し、又、これに対応する高さセンサは21A〜21C(エアテーブルユニット14Dには高さセンサが設けられていない)、気体の供給量制御装置は23A〜23D、正圧発生装置は24A〜24Dとして説明する。
【0026】
エアテーブル22における上面部26は、具体的には、厚さが0.5〜3mmの板材である。上面部26の材料としては、ステンレス、アルミ、各種合金等を用いることができる。
【0027】
正圧発生装置24は、ファン28及びモータ29を備えているブロワーであって、エアテーブル22の下側に設置され、エアテーブル22に直結されている。なお、図4に示されるように、本第1実施形態では、各エアテーブル22について2台の正圧発生装置24が搬送方向に離間して設置されている。
【0028】
エアテーブル22の上面部26と正圧発生装置24との間には、フィルタ30が設置されている。より詳細にはフィルタ30は、エアテーブル22の中における上面部26の下方近傍に設置されている。フィルタ30の材料としては例えばクリーンルームの空気濾過用のHEPA(High Ffficiency Particulate Air Filter)やULPA(Ultra Low Penetration Air Filter)と同様の材料を用いることができる。
【0029】
エアテーブル22の中における上面部26とフィルタ30の間には、メッシュ部材32が設置されている。メッシュ部材32は、線径が0.1〜1.5mmの針金状又は糸状の部材が所定のピッチで編まれた構成である。メッシュ部材32の材料としては、具体的にはステンレス、アルミ、各種合金、樹脂等を用いることができる。
【0030】
吸引ユニット20は、パスラインPの幅方向両端のエアテーブルユニット14の更に外側に備えられている。
【0031】
各吸引ユニット20は、上面部34が略平坦な箱状体でガラス基板12の下面に対して負圧を供給するための複数の吸引孔34Aが上面部34に形成され、箱内には例えばファンからなる負圧発生装置20Aが設けられた構造であり、上面部34が幅方向両側のエアテーブルユニット14の上面部26と駆動ユニット18の送りローラ16との間に配置されるように設置されている。
【0032】
駆動ユニット18は、ガラス基板12に幅方向の両端において接触するように8台のエアテーブルユニット14の幅方向両側に一対備えられている。
【0033】
送りローラ16は、搬送方向に適宜なピッチで複数設置されている。各送りローラ16は、ガラス基板12の下面に接触するローラ部16A及びこれよりも幅方向外側に設置されたフランジ部16Bを備え、図示しない回転駆動源に連結されている。なお、本第1実施形態では駆動ユニット18は、送りローラ16のローラ部16Aの上端がエアテーブル22の上面部26の上面よりもガラス基板12の浮上量だけ数mm程度高くなるように設置されている。この高さが、パスラインPの高さの基準となる。
【0034】
高さセンサ21A〜21Cは、対応するエアテーブル22A〜22Cの、図2において右側の側面上部に取り付けられた光センサであって、その直上位置における搬送中のガラス基板12の下面の高さ、例えばパスラインPからの高さのずれ量あるいはエアテーブル22の上面部26からの高さを検出できるようにされている。
【0035】
正圧発生装置24A〜24Dにおけるファン28を駆動するためのモータ29は、回転速度可変とされ、前記供給量制御装置23A〜23Dは、高さセンサ21A〜21C上方位置におけるパスラインPからのガラス基板高さ信号あるいは、外部からの手動操作によって、例えば、ファンの回転数を、段階的に微弱、弱、中、強、最強などと変更できるブロワー回転速度調節スイッチから構成されている。
【0036】
これら供給量制御装置23A〜23Dは、薄板状材料搬送装置10の外側面、ここでは、駆動ユニット18の外側面に、パスラインPの幅方向に配列された4基のエアテーブルユニット毎にまとめて設けられている。
【0037】
次に、薄板状材料搬送装置10によってガラス基板12を搬送する過程について説明する。
【0038】
まず、供給量制御装置23を、高さセンサ21からの出力信号が、ガラス基板12のパスラインPよりも高い場合は、対応する正圧発生装置24におけるファンの回転速度を抑制し、又、その逆に、パスラインPよりも低い場合は、回転速度を増大するように設定しておく。
【0039】
薄板状材料搬送装置10によりガラス基板12を搬送する際に、各高さセンサ21A〜21Cは、その直上のガラス基板12の下面の高さを検出し、その検出信号を供給量制御装置23A〜23Cに出力する。
【0040】
なお、供給量制御装置23Dは、予め、ガラス基板12が吸引ユニット20により吸引されたとき、駆動ユニット18における送りローラ16に接触できる程度の空気供給量に設定しておく。
【0041】
上記のように供給量制御装置23A〜23Cは、高さセンサ21A〜21Cがガラス基板12のパスラインPからの高さが大き過ぎるという信号を出力したときは、対応する正圧発生装置24A〜24Cの空気供給量を抑制し、その逆の場合は空気供給量を増大するので、搬送されるガラス基板12はパスラインPの幅方向にほぼ均一の高さ、即ち直平面状態が維持されて、搬送されることになる。
【0042】
特に、この実施形態において、ガラス基板12のパスラインPの幅方向両端部が吸引ユニット20の負圧によって吸引されて送りローラ16に付勢されているので、幅方向両端部の高さが一定であり、これを基準として、ガラス基板12のパスラインP中央位置近傍の搬送時における高さを均一にすることによって、単に、ガラス基板12を直平面状で搬送するのみならず、その搬送高さを一定とすることができるという利点がある。
【0043】
又、薄板状材料搬送装置10は、エアテーブルユニット14が正圧発生装置24を備えているので、クリーンエアの設備やブロワーを備える給気設備等の外部の給気設備との配管が不要であり、正圧発生装置24がエアテーブル22に直結されているので、正圧発生装置24とエアテーブル22とを連結するための配管も不要であり、且つ、正圧発生装置24から供給される空気をエアテーブル22の上方に効率良く送ることができる。
【0044】
従って、設備のためのスペースが小さい。又、工場のクリーンエアを使用しないのでランニングコストの低減に寄与する。
【0045】
又、エアテーブル22の上面部26と正圧発生装置24との間にフィルタ30が設置されているので、ガラス基板12の下面に異物が除去されたクリーンな空気を供給することができる。特に、フィルタ30がエアテーブル22の中における上面部26の下側近傍に設置されているので、異物が除去された直後のクリーンな空気がガラス基板12の下面に確実に供給される。
【0046】
又、薄板状材料搬送装置10は、ガラス基板12を送りローラ16の方向に付勢するための吸引ユニット20を備えているので、ガラス基板12と送りローラ16との当接力を高め、ガラス基板12と送りローラ16との摩擦力を増大させることができる。これにより、ガラス基板12と送りローラ16とのスリップを抑制できる。
【0047】
従って、エアテーブル22の上で浮上するガラス基板12の下面の高さと送りローラ16のローラ部16Aの上端とが等しい高さになるように駆動ユニット18を設置し、ガラス基板12を平面に近い形状に保持してもガラス基板12と送りローラ16とのスリップが抑制され、ガラス基板12と送りローラ16との摩擦力が大きいので送りローラ16の回転の加速度及び減速度をそれだけ大きく設定でき、搬送効率の向上に寄与する。
【0048】
又、薄板状材料搬送装置10は、駆動ユニット18がガラス基板12の下面に接触してガラス基板12を搬送方向に駆動するので、空気の圧力だけで駆動力を付与する搬送装置と比較すると、ガラス基板12を支持するだけで空気を供給するのみで足りるので、装置の製造コストの低減に寄与すると共に空気の供給量が少なくて足りるのでクリーンルーム内の空気の乱れが抑制される。更に、エアの複雑な制御が不要であるので、構造が簡単である。
【0049】
上記実施形態において、エアテーブルユニット14A〜14Cの側面に高さセンサ21A〜21Cを設けた構成となっているが、本発明はこれに限定されるものでなく、高さセンサを、パスラインPの幅方向中央部の少なくとも1基(奇数基の場合;偶数基の場合は中央の2基)のエアテーブルユニットのみに設けてもよく、又、高さセンサを設けない場合にも適用されるものである。
【0050】
即ち、本発明に係る薄板状材料搬送装置の設定時に、目視にて、ガラス基板12の搬送時の高さが均一となるように、供給量制御装置23A〜23Dを調整してセットし、その後に、ガラス基板12の厚さや大きさの変更が無い限りは、正圧発生装置24A〜24Dの空気供給量をほぼ設定時と同様に維持することができるからである。
【0051】
ただし、正圧発生装置24を駆動する電源の電圧の変動や、ファンを駆動するためのモータ29の出力変動等が発生し易い場合は、上記のように高さセンサ21を設けて調整すると良い。
【0052】
更に、上記の高さセンサ21は、ガラス基板12の高さを検出するものであるが、高さセンサ21をガラス基板12の有無の検出センサとして、薄板状材料搬送装置10の省エネ運転に利用することができる。
【0053】
すなわち、正圧発生装置24は、ガラス基板12を搬送しているときには停止しておくのが省エネ上望ましいが、ファンモータを用いているために、ガラス基板12の搬送を再開したとき停止状態から一定速度に回転が上るまでに遅れ(タイムラグ)を生じてしまう。
【0054】
この実施形態の正圧発生装置24は、ガラス基板12を搬送していないときに最低の回転速度としておいて省エネを図り、高さセンサ21によりガラス基板12の先端を検出したときに常用回転速度にあげることとすれば、タイムラグがほとんど生じない。
【0055】
又、図1の実施形態では、供給量制御装置23A〜23Dは、薄板状材料搬送装置10のパスラインP両側位置の駆動ユニット18の外側面にまとめて設けられた構成となっているが、供給量制御装置23A〜23Dの操作を頻繁にする必要がないような場合は、対応するエアテーブルユニット14A〜14Dに設けても良い。
【0056】
なお、前記実施形態において薄板状材料搬送装置10はエアテーブルユニット14を8基備えているが、ガラス基板12の長さ、幅等に応じて7基以下のエアテーブルユニットを備える構成としてもよく、9基以上のエアテーブルユニットを備える構成としても良い。
【0057】
又、エアテーブルユニット14は搬送方向に長い形状であるが、ガラス基板12の長さ、幅等に応じて例えば、エアテーブルユニット14は搬送方向の長さと幅方向の長さとが等しい形状としてもよく、幅方向に長い形状としても良い。
【0058】
更に、エアテーブルユニット14は、それぞれ2台の正圧発生装置24を備えているが、例えばエアテーブルユニットの形状等に応じて各エアテーブルユニットに正圧発生装置を1台だけ備えても良く、3台以上の正圧発生装置を備えても良い。
【0059】
更に又、前記実施形態において、正圧発生装置24、負圧発生装置20Aは、ファンを備える構造であるが、正圧発生装置、負圧発生装置の構造は特に限定されず、例えば遠心型等の他のターボ型の構造や容積型の構造の正圧発生装置、負圧発生装置を採用しても良い。
【0060】
更に、前記実施形態において、薄板状材料搬送装置10は、複数の送りローラ(駆動部材)16を有する駆動ユニット18を備えているが、例えばベルト(駆動部材)を有する駆動ユニットを備える構成としても良い。又、駆動用のローラとベルトとが並設された駆動ユニットを備える構成としても良い。
【0061】
更に又、駆動ユニットを省略し、搬送方向に空気を噴射するようにエアテーブルの給気孔を傾斜させて上面板に形成し、エアテーブルが噴射する空気で被搬送物を駆動するようにしても良い。なお、エアテーブルが供給する空気で被搬送物を駆動する場合は、吸引ユニットは省略しても良い。
【0062】
又、エアテーブルユニット14からガラス基板12の下面に供給する気体は空気であるが、例えば、窒素ガス、希ガス等の他の気体をガラス基板12の下面に供給しても良い。
【0063】
又、前記実施形態は、ガラス基板12を搬送するためのものであるが、面積に比較して板厚の薄い、いわゆる薄板状材料であれば、他の材料の搬送にも本発明は適用可能である。例えば、金属薄板状材料、樹脂の薄板状材料等の撓みを生じ易い材料の搬送の場合に適用可能である。
【産業上の利用可能性】
【0064】
本発明は、液晶ディスプレイ、プラズマディスプレイ等のフラットパネルディスプレイに用いる大型で薄いガラス基板のような薄板状材料の搬送に用いることができる。
【図面の簡単な説明】
【0065】
【図1】本発明の実施形態に係る薄板状材料搬送装置の全体構成の概要を示す斜視図
【図2】図1のII−II線に沿う拡大断面図
【図3】同薄板状材料搬送装置の制御系統を示すブロック図
【図4】図1のIV−IV線に沿う断面図
【符号の説明】
【0066】
10…薄板状材料搬送装置
12…ガラス基板(薄板状材料)
14、14A〜14D…エアテーブルユニット
16…送りローラ
18…駆動ユニット
20…吸引ユニット
20A…負圧発生装置
21(21A〜21C)…高さセンサ
22(22A〜22D)…エアテーブル
23(23A〜23D)…供給量制御装置
24(24A〜24D)…正圧発生装置
29…モータ
【特許請求の範囲】
【請求項1】
複数のエアテーブルユニットを、薄板状材料のパスライン方向及びパスラインと直交する幅方向に並設してなり、
前記エアテーブルユニットは、前記薄板状材料の下面に対して気体を供給して該薄板状材料を非接触で支持するためのエアテーブルと、該エアテーブルに前記正圧の気体を供給するための正圧発生装置とを有してなり、
前記複数のエアテーブルユニットのうち、少なくともパスライン幅方向中央位置のエアテーブルユニットは、前記正圧発生装置からの気体の供給量を調節する供給量制御装置を備えたことを特徴とする薄板状材料搬送装置。
【請求項2】
請求項1において、
前記供給量制御装置を備えたエアテーブルユニットのうちの少なくとも一部の上方位置での、搬送中の前記薄板状材料の、前記パスラインからの高さ方向のずれ量を検出する高さセンサーを設け、
前記供給量制御装置は、前記高さセンサーの検出信号にもとづいて、前記高さ方向のずれ量を低減するように、気体の供給量を調節するようにされたことを特徴とする薄板状材料搬送装置。
【請求項3】
請求項2において、
前記高さセンサーを、前記エアテーブルユニットにおける、パスライン幅方向の側面に取り付けたことを特徴とする薄板状材料搬送装置。
【請求項4】
請求項1乃至3のいずれかにおいて、
前記正圧発生装置は、ファンの回転速度が可変のブロワーからなり、前記供給量制御装置は、前記ブロワー回転速度調節スイッチからなることを特徴とする薄板状材料搬送装置。
【請求項5】
エアテーブルの上面から正圧にて空気を供給し、薄板状材料を前記エアテーブルの上面から浮上させた状態でパスラインに沿って搬送する薄板状材料の搬送方法であって、
前記パスラインの幅方向の少なくとも中央位置で、前記薄板状材料の前記パスラインからの高さのずれ量を検出する工程と、
検出された前記ずれ量にもとづき、前記空気の供給量を増減し、該ずれ量を低減する工程と、
を有してなる薄板状材料の搬送方法。
【請求項6】
請求項5において、
前記パスライン上の薄板状材料の、搬送方向に対して直交する幅方向の両端近傍部分を、負圧により下方から吸引して、送りローラに接触させることを特徴とする薄板状材料の搬送方法。
【請求項1】
複数のエアテーブルユニットを、薄板状材料のパスライン方向及びパスラインと直交する幅方向に並設してなり、
前記エアテーブルユニットは、前記薄板状材料の下面に対して気体を供給して該薄板状材料を非接触で支持するためのエアテーブルと、該エアテーブルに前記正圧の気体を供給するための正圧発生装置とを有してなり、
前記複数のエアテーブルユニットのうち、少なくともパスライン幅方向中央位置のエアテーブルユニットは、前記正圧発生装置からの気体の供給量を調節する供給量制御装置を備えたことを特徴とする薄板状材料搬送装置。
【請求項2】
請求項1において、
前記供給量制御装置を備えたエアテーブルユニットのうちの少なくとも一部の上方位置での、搬送中の前記薄板状材料の、前記パスラインからの高さ方向のずれ量を検出する高さセンサーを設け、
前記供給量制御装置は、前記高さセンサーの検出信号にもとづいて、前記高さ方向のずれ量を低減するように、気体の供給量を調節するようにされたことを特徴とする薄板状材料搬送装置。
【請求項3】
請求項2において、
前記高さセンサーを、前記エアテーブルユニットにおける、パスライン幅方向の側面に取り付けたことを特徴とする薄板状材料搬送装置。
【請求項4】
請求項1乃至3のいずれかにおいて、
前記正圧発生装置は、ファンの回転速度が可変のブロワーからなり、前記供給量制御装置は、前記ブロワー回転速度調節スイッチからなることを特徴とする薄板状材料搬送装置。
【請求項5】
エアテーブルの上面から正圧にて空気を供給し、薄板状材料を前記エアテーブルの上面から浮上させた状態でパスラインに沿って搬送する薄板状材料の搬送方法であって、
前記パスラインの幅方向の少なくとも中央位置で、前記薄板状材料の前記パスラインからの高さのずれ量を検出する工程と、
検出された前記ずれ量にもとづき、前記空気の供給量を増減し、該ずれ量を低減する工程と、
を有してなる薄板状材料の搬送方法。
【請求項6】
請求項5において、
前記パスライン上の薄板状材料の、搬送方向に対して直交する幅方向の両端近傍部分を、負圧により下方から吸引して、送りローラに接触させることを特徴とする薄板状材料の搬送方法。
【図1】



【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2008−260591(P2008−260591A)
【公開日】平成20年10月30日(2008.10.30)
【国際特許分類】
【出願番号】特願2007−102595(P2007−102595)
【出願日】平成19年4月10日(2007.4.10)
【出願人】(592053778)株式会社日本設計工業 (18)
【Fターム(参考)】
【公開日】平成20年10月30日(2008.10.30)
【国際特許分類】
【出願日】平成19年4月10日(2007.4.10)
【出願人】(592053778)株式会社日本設計工業 (18)
【Fターム(参考)】
[ Back to top ]