
薄肉プライラミネート
【課題】剥離耐性および最小ゲージを与える繊維複合材料の提供。
【解決手段】0.08mm未満の厚さの薄肉プライを使用した繊維複合材料は向上した剥離耐性およびより薄いラミネートの最小ゲージを与える。薄肉プライは通常のプライとハイブリッド化しても、強度のために編み込んでも、また結合の強化のために接着剤と共に使用してもよい。
【解決手段】0.08mm未満の厚さの薄肉プライを使用した繊維複合材料は向上した剥離耐性およびより薄いラミネートの最小ゲージを与える。薄肉プライは通常のプライとハイブリッド化しても、強度のために編み込んでも、また結合の強化のために接着剤と共に使用してもよい。
【発明の詳細な説明】
【発明の概要】
【0001】
関連出願の相互参照
本出願は2004年9月24日に出願された米国仮出願第60/612,740号、および2005年4月4日に出願された米国仮出願第60/668,341号の利益を主張する。
【0002】
発明の背景
発明の分野
本発明は一般に繊維複合材料、より具体的には薄肉プライを用いて向上した物理特性を達成する複合材料およびこのような材料の製造方法に関する。
【0003】
先行技術の説明
通常の複合薄肉プライ(含浸樹脂を含むかまたは含まない)は、少なくとも0.12mmの厚さがある。複合プライのラミネートは、一方向プライを一緒に重ね、続いていくつかの圧着および硬化プロセスによって形成されている。様々な配向をもつプライは、1を超える方向に機械的特性を与えることが要求される。したがって、最小の2プライ配向としてたとえば基準の0°の角度に配向した一方のプライと90°に配向した他方のプライが必要になる。プライ層の配向は、以下において、たとえば0°の一方のプライと90°の最初のプライ上にラミネートされた他方のプライについて、または+45°の一方を-45°の他方にラミネートしたものについて(ある軸に対する相対的な配向を度で示している)、[0/90]または[+45/−45]のような表記を用いて記述される。加えて、反りを避けるために、ラミネートは対称的に積層する必要がある。したがって、先行技術においては、最小限の[0/90/0]のような3プライまたは[0/90/90/0]のような4プライは、0.36、0.48mmの最小総(ゲージ)厚を有する(その厚さが必要であろうとなかろうと)。これは各々の層が少なくとも0.12mmだからである。[0/90/45/−45]の4プライ配向は普通の実施である。これを対称にする場合、8プライが必要になり、少なくとも0.12mmの通常プライを用いると、最小の総ラミネート厚はおよそ8×0.12mmすなわち約1mmとなる。剥離はしばしば、ラミネートの自由端において、または集中的な支持荷重がかかっている点において、または横方向の衝撃もしくはラミネートの硬化の間に発生する応力を受ける点において生じやすい。その起源にかかわらず、剥離は破損モードであり、それはしばしば多方向ラミネートの能力を有する臨界面内荷重の全潜在能力の現実化を制限してしまう。複合材料がますます一次構造物に利用されるようになるにつれ、ボーイング787およびエアバス350および380航空機のように、複合部品は数百パイルの厚さになることもある。剥離は多くの用途にとって複合材の採用に深刻な脅威となる。
【0004】
よく普及している解決策の1つはラミネートを三次元織布として形成することである。この製織技術には非常に多くのバージョンがある。少なくとも2つの欠点がある:コストは一桁の大きさで高くなり、面内特性が低下して面外繊維の余地を作る。この解決案の代案は、横縫いを用いることである。この方法は高価なだけでなく有効性が疑わしい。縫い合わせは複合ラミネートに追加の損傷を引き起こす。
【0005】
要約
簡潔には、本発明の実施形態は、0.08mm以下の厚さの薄肉プライを用いて構築されたラミネートを含む。代替の実施形態は0.08mm未満の薄肉プライと、少なくとも0.12mmのより厚い通常のプライとの組み合わせを含む。これらの組み合わせは、微小なひび割れや剥離への向上した耐性、より薄いラミネートの最小ゲージ、厚肉プライと薄肉プライのハイブリッド化の機会、接着継手の補強、通常の織布よりも高性能の織り交ぜ製品、配管や容器の向上したオンライン強化、より強いシート成形コンパウンドを形成するチョップされた繊維を与える。多プライサブラミネート(以降で「サブラミネートモジュール」と称する)は、複合ラミネートの基本構築ブロックとして形成され、高い剥離耐性を有する一方でアセンブリコストを減らすことができる。オートメーションまたはオートメーションによらずとも、薄肉プライサブラミネートとラミネートからなる製品は、コスト面で通常の厚肉プライラミネートからなる製品に対抗できる。
【0006】
既知のトウ散布法を用いて、通常の12k炭素トウ、ガラスまたはケブラー繊維(およそ、0.12mm厚)を散布して0.02mm厚程度のリボンを形成することができる。このような薄肉プライにより、例えば、本発明による3プライ配向の対称サブラミネートは、通常の0.12mmプライと同じ0.12mm厚にすることができる。最小ゲージは、通常のプライの1/6程度の厚さに減少する。対称4プライラミネートにおいては、最小ゲージは0.16mmとなるだろう。このような薄いゲージモジュールは、通常の薄肉プライでは得られない設計の選択肢を与え、より高い剥離耐性を有する。事実、通常の複合構造体の多くの設計はこの剥離基準によって規定されている。したがって高性能または軽量の構造は、薄肉プライラミネートを用いて効果的に設計することができる。
【図面の簡単な説明】
【0007】
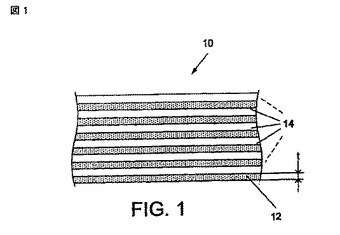
【図1】図1は本発明の薄肉プライラミネートを図示する。
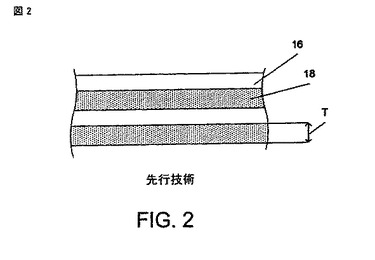
【図2】図2は先行技術のより厚肉のプライを図示する。
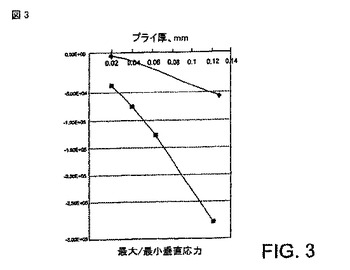
【図3】図3はプライ厚の関数としての垂直応力のグラフである。
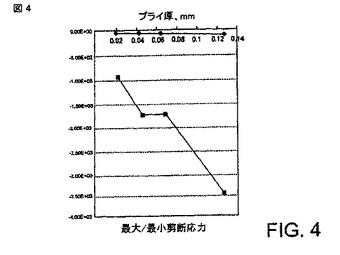
【図4】図4はプライ厚の関数としての剪断応力のグラフである。
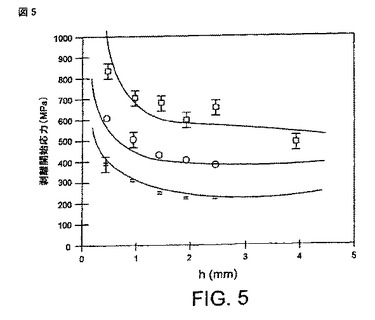
【図5】図5はプライ厚の関数としての剥離開始応力のグラフである。
【図6A】図6Aは厚肉プライと薄肉プライの使用を図示する。
【図6B】図6Bはサブラミネートを図示する。
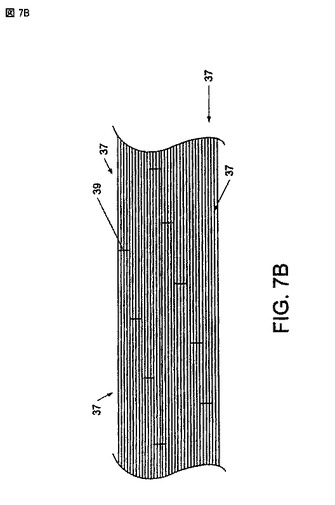
【図7A】図7Aはサブラミネートを使用した複合材料の斜視図である。
【図7B】図7Bは接合部を示すサブラミネートを用いた複合材料の側面図である。
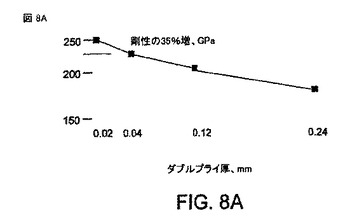
【図8A】図8Aはプライ厚の関数としての剛性のグラフである。
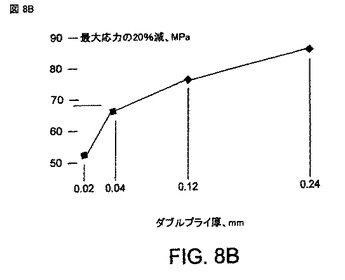
【図8B】図8Bはプライ厚の関数としての最大応力のグラフである。
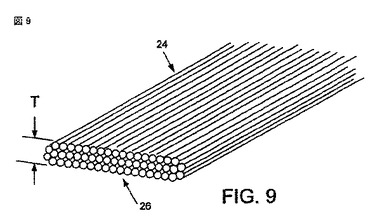
【図9】図9はドライ薄肉プライを図示する。
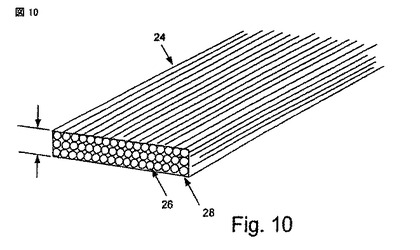
【図10】図10は樹脂が含浸された薄肉プライシートを図示する。
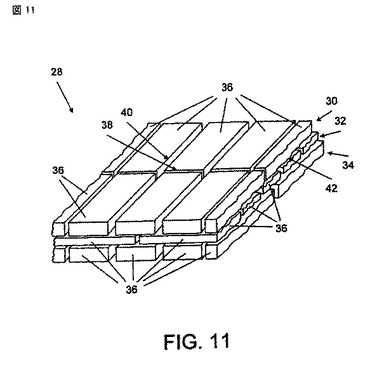
【図11】図11は3層ラミネートを示す。
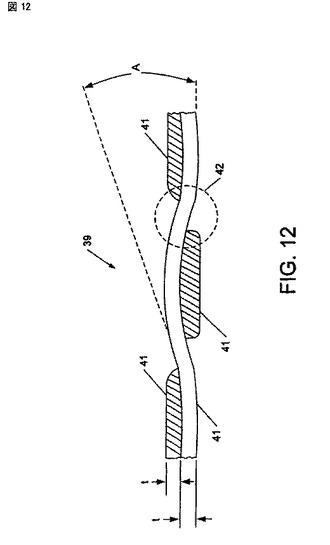
【図12】図12はひだの交換領域におけるプライの編み込みと角度を図示する。
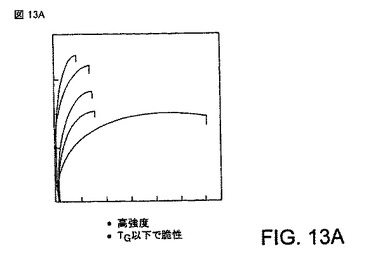
【図13A】図13Aはさまざまな温度における脆性接着剤の負荷変形に対するプライ厚のグラフである。
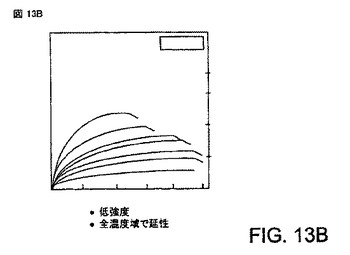
【図13B】図13Bはさまざまな温度における延性接着剤の負荷変形に対するプライ厚のグラフである。
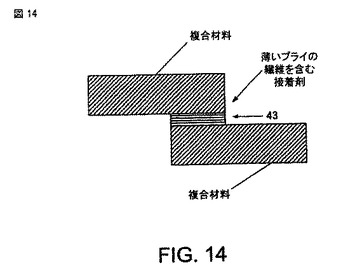
【図14】図14は薄肉プライを用いた2つの層の接合を図示する。
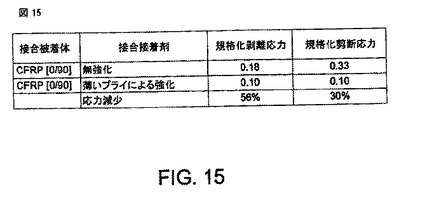
【図15】図15は図14の接合の有効性を説明する表である。
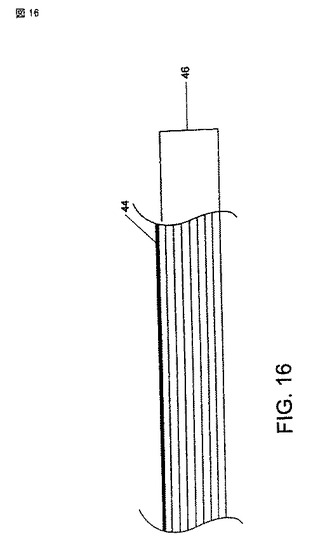
【図16】図16はラミネートの片側への金属箔の使用を示す。
【図17】図17はラミネートの両側の金属箔を示す。
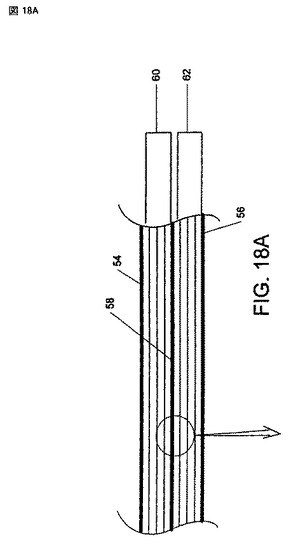
【図18A】図18Aはラミネートの両側と中央の金属箔を示す。
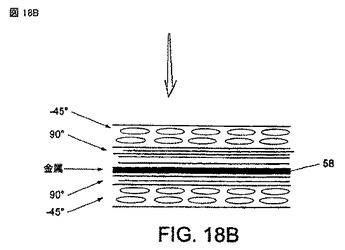
【図18B】図18Bは図18Aの拡大断面である。
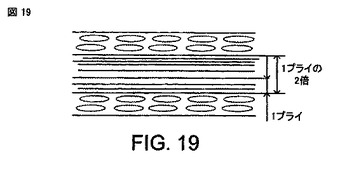
【図19】図19は、箔のないラミネートの中央の層構造を示す。
【0008】
実施形態の詳細な説明
本発明による複合材料10の断面を図1に示す。複合材料10は、点で示され、第1の方向に配向された第1のプライ12を含む、複数の層(プライ)を有する。第1のプライ12は、第1の方向と異なる第2の方向に配向された第2のプライ14により隔てられている。第2のプライ14は、プライ12と区別する目的で、図1では何も印をつけずに表示されている。本発明によれば、プライ12、14は厚さ「t」が0.08mm未満、好ましくは厚さ0.02〜0.06mmである。図2は、通常/先行技術のラミネートは、16、18のような本発明のものよりも厚い、各々の厚さ「T」が通常0.12mm以上の交互のプライで構築されている、ということを簡単に示すために用いる。
【0009】
本発明によると、薄肉プライラミネートは向上した剥離耐性を与える。これらは面外繊維を必要とせず、それにより優れた面内特性を維持する。例として、ラミネートの自由端における計算された垂直応力および剪断応力を、図3および図4にプライ厚の関数として示す。少なくとも0.12mmの通常/先行技術のプライ厚を各々の図の右側に示し、左方向に0.02mmまでプライ厚を減少させる。これらの測定は、プライ厚が0.12mmの先行技術の厚肉プライラミネートの厚さの1/3および1/6まで減少するにつれて、プライ厚に対する垂直応力および剪断応力が劇的に減少することを示す。これは先行技術の視点では予期しない結果である。したがって薄肉プライラミネートは、剥離に関して向上した解決策を与える。
【0010】
剥離の開始に関する、薄肉プライの効果の他の例は図5に図示されており、これは有効プライ厚の関数として剥離に要する応力を示す。プライ厚が減少するにしたがい、剥離応力が再び劇的に増大する。
【0011】
代替の実施形態として、厚肉プライと薄肉プライのハイブリッド組み合わせは性能とコストのバランスを与えることができ、この組み合わせも本願発明に含まれる。薄肉プライは靭性を増大させるだけでなく、プライドロップ時に柔軟性も増大させる。これはサブラミネートモジュールを用いて達成され、様々な配向を持った薄肉プライ、または様々な配向を持った薄肉プライおよび厚肉プライの組み合わせであるモジュールを、ラミネートの構築ブロックとしてあらかじめ形成する。個々のプライをドロップする代わりに、サブラミネートモジュールをドロップする。
【0012】
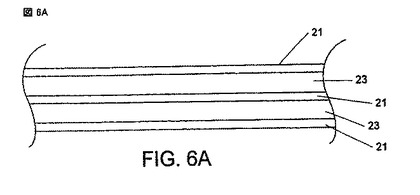
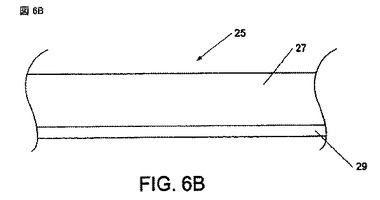
例1:本発明による例は、0.12mm厚の厚肉プライおよび0.02mm厚の薄肉プライの組み合わせを含む。これは図6Aに薄肉プライ21および厚肉プライ23で図示されている。さらに、サブラミネート25は図6Bのように、1つの厚い[0]プライ27と、1つの薄い[90]プライ29を有する厚肉−薄肉ハイブリッドでもよい。このサブラミネートモジュールの総厚は、0.12mm+0.02mm=0.14mm、および[0]の割合はこの場合0.12/0.14=86%となるだろう。このサブラミネートを使用してマストまたはブームを構築すると、厚肉プライのみを使用した通常のラミネートでは不可能な靭性を有する、高度な異方性構造を与える。後者の場合、厚肉プライの反復モジュールは[0]の9プライおよび[90]の1プライを持つはずである。[0]の割合は90%に等しく、サブラミネートの総厚は1.20mmとなるだろう。この設計は互いに積層された[0]を9プライ有し、これは靭性の観点から悪い設計である。この実施はマストを不安定にし、スナッピングにより破損しやすくさせる。
【0013】
例2:より高い[0]の割合が望ましい場合、2つの厚肉プライ[0]を1つの薄肉プライ[90]薄肉プライにつけることも可能である。この場合、[0]の割合は0.24/0.26=92%となるだろう。2つの[0]および1つの[+/−45]を持つ3方向のサブラミネートモジュールは、0.24/0.28=86%の[0]の割合を有する。これら双方の例とも、マストまたはブームにより強靭なラミネートを与えるだろう。このハイブリッド構造体は、ドライブシャフト、リーフスプリング、およびスポーツ用品(例えば棒高跳び棒や、ホッケースティック、ゴルフクラブ、その他)にも有用である。
【0014】
例3:厚肉−薄肉プライラミネートの他の例は、[+30/0/−30]または[+45/0/−45]モジュールのような、1つの厚肉の0.12mmプライ[0]、2つの薄肉の0.02mmの斜交プライ[+/−30]または[+/−45]を持つ、3方向サブラミネートである。サブラミネートの総厚は0.16mmで、これはプライドロップにおける一工程として達成することができる。厚肉−薄肉プライのあらゆる組み合わせの3方向モジュールをつくることが可能である。この設計の柔軟さは、製品に顕著に向上したラミネートの性能および製造過程での顕著なコスト抑制を与える。
【0015】
例4:同様の概念の多方向サブラミネートを、複合構造体の下部構造体としての円材または肋材のために設計することができる。この場合、織物におけるずり弾性率が最も重要である。厚肉−薄肉ハイブリッドは、薄肉[0]と組み合わされた、厚肉[+/−45]を有していてもよい。これらすべての応用において、サブラミネートの合板作成工程は、例えば円材の軸に沿って1つの方向でもよい。翼の外装における場合は、合板作成は翼の軸に沿ってもよい。胴体の場合は、合板作成は2つの方向でもよい。1つはフープ方向で、他方は軸方向、または2つの螺旋角に沿ってである。非常に顕著な合板作成機械の能力および合板作成時間、および労力の削減が実現される。
【0016】
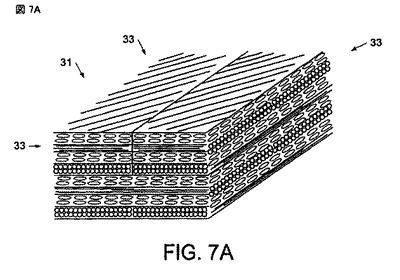
本発明による複合材料は、複数のサブラミネートモジュールにより構築してもよい。図7Aは、サブラミネートモジュール33を含む複合材料31を図示する。図7Bは、サブラミネート接合39を図示するための図7Aと同様に、サブラミネート37を用いた複合材料5の平面側面図である。サブラミネートシートは幅方向に接続され、シートは厚さ方向に接合部を反復することなく積層される。図7A、7Bのサブラミネートは、全て同じでも、異なっていてもよい。サブラミネートは全て薄肉プライでも、薄肉プライと厚プライの組み合わせでもよく、および/またはサブラミネートは図12に図示しているような織り交ぜられた織布のプライを有していてもよい。薄肉プライの使用は、サブラミネートの厚さを通常のプライ厚と大体同じにすることができる。この方法を用いることで、特別な機械的特性をもつ製品の大スケールでの複合形成が得られる。
【0017】
薄肉プライトウ形成の1つの方法は、通常のトウの散布である。散布されたトウの断面は、0.04mm以下の厚さ、および約20mmの幅をもつ長方形である。これらの散布されたトウは容易に織り交ぜられ、織布を構築する。織り交ぜられたトウの断面を図12に示す。織り交ぜられた織布は、容易に複雑な工作機械の幾何形状に従う高性能のサブラミネートを提供する。このような織り交ぜられた織布の総厚は、薄肉プライの厚さの2倍、すなわち0.02mmの薄肉プライを使えば0.04mmになるだろう。厚肉プライおよび薄肉プライが織り交ぜられた織布の構造性能を図8Aおよび8Bに示しており、プライ厚が右から左へ減少するにつれて機械的特性が増大することを示している。0.02mmプライを0.12mmプライに代わって使った場合、剛性の35%の増加と、最大応力の20%の減少がある。
【0018】
薄肉プライ24は、(a)図9に示すように0.08mm未満、好ましくは0.06mm未満の厚さをもつドライ繊維26(すなわち樹脂含浸なし)でもよく、または(b)0.08mm未満、好ましくは0.06mm未満の厚さの樹脂含浸(プリプレグ)シート28にした繊維26でもよい(図10)。
【0019】
例として、複数のプライ36で構成される3つの層30、32、34からなるサブラミネート28を図11に示す。プライは端38に近接して、40におけるように側面に沿って配置でき、そこで層が合わさる(42)。間にはすきまが生じてもよい。これらのすきまはラミネートの機械的特性にほんのわずかな影響しか及ぼさない。なぜならばプライ厚は大変小さいからである。
【0020】
図12は織り交ぜられたプライ41の断面である。薄肉プライラミネートは向上した特性をもつ。なぜならばひだの交換領域42のサイズと図12に示される結果として生じる角度Aが、プライ厚が減少するに従い小さくなるためである。ひだの効力範囲は、散布されたトウが上下に進路を織り上げ、それらが直交配向のトウに行き当たるとき、より薄いトウでより小さくなる。入れ替わるトウは、互いの厚さを調節するに違いない。トウが薄くなるにしたがって、トウの交換部にはより小さな調節しか必要なくなる。したがって、織り交ぜられたトウの巨視的な剛性および交換部において生じる応力は、この厚さに影響を受ける。トウが薄くなるにしたがい、剛性が高くなり局所応力が小さくなるだろう。
【0021】
接着継手は、二つの複合成分の接合における最良の方法を与える。接着継手は製造がより容易で、接合部において最小の応力集中を生ぜしめる。広義には、2種類の結合継手接着剤がある。脆性接着剤と延性接着剤である。図13Aと13Bは、各々さまざまな温度における脆性接着剤および延性接着剤の、荷重-変形曲線である。最も剛性のある接着剤の荷重-変形曲線は、室温における挙動である。温度上昇にしたがって、接着剤はだんだんと延性材料のように振舞う。図13Aの脆性接着剤は、ガラス粉末で補強されたエポキシである。延性接着剤はPMMAである。
【0022】
新たな接着継手43は、図14に示すように薄肉プライを補強材として使用して製造できる。このような接合の有用性は、有限元素分析による予測を示す図15の表で示される。無強化の接着剤の場合の応力の56%および30%への応力減少に注目されたい。それに加えて、この接合設計は、剥離応力と剪断応力との間の均衡を達成し、無強化の接着剤の場合のように一方に対して他方が支配的となることがない。薄肉プライで補強された接着剤の場合、[0]配向は接着継手にかかる軸方向の力に沿って並んでいる。
【0023】
シート成形コンパウンドやマットは、チョップされた薄肉プライ繊維を使用して製造できる。これらの製品は、ひだの交換減少による剛性と強度の減少により、より高い性能を有している。加えて、より薄肉プライは曲げ剛性を3乗の関係で減じる。すなわち、1/6厚のプライはもとの1/216の剛性を持つ。したがって、チョップされた薄肉プライトウからつくられたシート成形コンパウンドは、より容易に成形部の曲率や形状の急激な変化にも適応するだろう。この工程の利点は、向上した剛性と強度に付け加わる。
【0024】
炭素補強熱可塑性テープのオンライン結合も、品質および工程速度において、薄肉プライの恩恵を受ける。厚肉プライテープの通常のボーディネス(高い剛性)は、テープの厚さがより小さくなると著しく減少し、よりしなやかで柔軟にすることができる。先に議論した同様の3乗関係もまた、テープの曲げ剛性にあてはまる。薄いテープを用いたオンライン製造で、テープをよりしなやかにするというたった1つの目的のための予備加熱が必要なくなる。この工程は、フィラメントワインディングと次の硬化によって耐圧容器を製造するために用いることができる。
【0025】
図16−18は、金属と薄肉プライラミネートを含む本発明のラミネートの他の形態を図示する。図16は薄肉プライラミネート46の片側につけた金属44を示す。図17は薄肉プライラミネート52の両側につけた金属48、50を示す。図16および17は、薄肉プライラミネートの片側または両側に金属マトリクス複合材が結合した製品を図示する。金属層は、この技術において既知な、金属箔、蒸着(CVD)、高分子内金属挿入、めっきその他を含む種々の方法にて創られる。金属はラミネートを保護する。被覆されていない薄肉プライラミネートにおいては、表層のプライは非常に薄い。ラミネートの外側の繊維が傷つくと(例えば衝撃、引っ掻きによる)、表層プライにおいて繊維破壊が容易に生じ、それはラミネートの破損を引き起こす。図16および17に示される製品は、このような繊維破壊や破損の防止を助ける。図18Aは、薄肉プライラミネート60、62の両側54、56と、中央58にある金属を示す。図18Bは図18Aの断面で、図18Aのラミネートプライ内の繊維の(90°、−45°)配向を図示する。図18Aおよび18Bに示すように金属マトリクス複合材が薄肉プライラミネートの中央に挿入されると、ラミネート内の二重厚が防止される。これは対称積層に有用で、ラミネート中央での二重厚はマトリクスのひび割れや剥離を引き起こす。図19は金属が無い場合の中間プライ層の二重厚を説明し、これはラミネートのひび割れや剥離を引き起こしやすい。
【0026】
金属と薄肉プライ複合材を用いた金属マトリクス複合材の新たな群は、合理的な低コストにて製造できる。例えば、薄い炭素繊維補強プラスチック(CFRP)をチタンともに使用した(Tigr:チタン−グラファイト)、または銅とともに使用した(Cugr:銅−グラファイト)高温複合材料を形成できる。このような金属マトリクス複合材は、化学配管および容器を含む様々な用途において、高温耐性および独特の腐食耐性の両方を有する。
【0027】
樹脂トランスファー成形(RTM)および真空アシスト樹脂トランスファー成形(VARTM)工程を含むマットおよび織り交ぜられた織布の場合、薄肉プライ材料の使用は材料の流動をより容易にし、特殊な物理特性を維持しつつ複雑な表面に組織を強化する。
【0028】
先述の実施は本発明の一例として示されている。当業者はこれらの例の変形例に気づくだろう。これらの変形例は本発明の精神に含まれている。
【発明の概要】
【0001】
関連出願の相互参照
本出願は2004年9月24日に出願された米国仮出願第60/612,740号、および2005年4月4日に出願された米国仮出願第60/668,341号の利益を主張する。
【0002】
発明の背景
発明の分野
本発明は一般に繊維複合材料、より具体的には薄肉プライを用いて向上した物理特性を達成する複合材料およびこのような材料の製造方法に関する。
【0003】
先行技術の説明
通常の複合薄肉プライ(含浸樹脂を含むかまたは含まない)は、少なくとも0.12mmの厚さがある。複合プライのラミネートは、一方向プライを一緒に重ね、続いていくつかの圧着および硬化プロセスによって形成されている。様々な配向をもつプライは、1を超える方向に機械的特性を与えることが要求される。したがって、最小の2プライ配向としてたとえば基準の0°の角度に配向した一方のプライと90°に配向した他方のプライが必要になる。プライ層の配向は、以下において、たとえば0°の一方のプライと90°の最初のプライ上にラミネートされた他方のプライについて、または+45°の一方を-45°の他方にラミネートしたものについて(ある軸に対する相対的な配向を度で示している)、[0/90]または[+45/−45]のような表記を用いて記述される。加えて、反りを避けるために、ラミネートは対称的に積層する必要がある。したがって、先行技術においては、最小限の[0/90/0]のような3プライまたは[0/90/90/0]のような4プライは、0.36、0.48mmの最小総(ゲージ)厚を有する(その厚さが必要であろうとなかろうと)。これは各々の層が少なくとも0.12mmだからである。[0/90/45/−45]の4プライ配向は普通の実施である。これを対称にする場合、8プライが必要になり、少なくとも0.12mmの通常プライを用いると、最小の総ラミネート厚はおよそ8×0.12mmすなわち約1mmとなる。剥離はしばしば、ラミネートの自由端において、または集中的な支持荷重がかかっている点において、または横方向の衝撃もしくはラミネートの硬化の間に発生する応力を受ける点において生じやすい。その起源にかかわらず、剥離は破損モードであり、それはしばしば多方向ラミネートの能力を有する臨界面内荷重の全潜在能力の現実化を制限してしまう。複合材料がますます一次構造物に利用されるようになるにつれ、ボーイング787およびエアバス350および380航空機のように、複合部品は数百パイルの厚さになることもある。剥離は多くの用途にとって複合材の採用に深刻な脅威となる。
【0004】
よく普及している解決策の1つはラミネートを三次元織布として形成することである。この製織技術には非常に多くのバージョンがある。少なくとも2つの欠点がある:コストは一桁の大きさで高くなり、面内特性が低下して面外繊維の余地を作る。この解決案の代案は、横縫いを用いることである。この方法は高価なだけでなく有効性が疑わしい。縫い合わせは複合ラミネートに追加の損傷を引き起こす。
【0005】
要約
簡潔には、本発明の実施形態は、0.08mm以下の厚さの薄肉プライを用いて構築されたラミネートを含む。代替の実施形態は0.08mm未満の薄肉プライと、少なくとも0.12mmのより厚い通常のプライとの組み合わせを含む。これらの組み合わせは、微小なひび割れや剥離への向上した耐性、より薄いラミネートの最小ゲージ、厚肉プライと薄肉プライのハイブリッド化の機会、接着継手の補強、通常の織布よりも高性能の織り交ぜ製品、配管や容器の向上したオンライン強化、より強いシート成形コンパウンドを形成するチョップされた繊維を与える。多プライサブラミネート(以降で「サブラミネートモジュール」と称する)は、複合ラミネートの基本構築ブロックとして形成され、高い剥離耐性を有する一方でアセンブリコストを減らすことができる。オートメーションまたはオートメーションによらずとも、薄肉プライサブラミネートとラミネートからなる製品は、コスト面で通常の厚肉プライラミネートからなる製品に対抗できる。
【0006】
既知のトウ散布法を用いて、通常の12k炭素トウ、ガラスまたはケブラー繊維(およそ、0.12mm厚)を散布して0.02mm厚程度のリボンを形成することができる。このような薄肉プライにより、例えば、本発明による3プライ配向の対称サブラミネートは、通常の0.12mmプライと同じ0.12mm厚にすることができる。最小ゲージは、通常のプライの1/6程度の厚さに減少する。対称4プライラミネートにおいては、最小ゲージは0.16mmとなるだろう。このような薄いゲージモジュールは、通常の薄肉プライでは得られない設計の選択肢を与え、より高い剥離耐性を有する。事実、通常の複合構造体の多くの設計はこの剥離基準によって規定されている。したがって高性能または軽量の構造は、薄肉プライラミネートを用いて効果的に設計することができる。
【図面の簡単な説明】
【0007】
【図1】図1は本発明の薄肉プライラミネートを図示する。
【図2】図2は先行技術のより厚肉のプライを図示する。
【図3】図3はプライ厚の関数としての垂直応力のグラフである。
【図4】図4はプライ厚の関数としての剪断応力のグラフである。
【図5】図5はプライ厚の関数としての剥離開始応力のグラフである。
【図6A】図6Aは厚肉プライと薄肉プライの使用を図示する。
【図6B】図6Bはサブラミネートを図示する。
【図7A】図7Aはサブラミネートを使用した複合材料の斜視図である。
【図7B】図7Bは接合部を示すサブラミネートを用いた複合材料の側面図である。
【図8A】図8Aはプライ厚の関数としての剛性のグラフである。
【図8B】図8Bはプライ厚の関数としての最大応力のグラフである。
【図9】図9はドライ薄肉プライを図示する。
【図10】図10は樹脂が含浸された薄肉プライシートを図示する。
【図11】図11は3層ラミネートを示す。
【図12】図12はひだの交換領域におけるプライの編み込みと角度を図示する。
【図13A】図13Aはさまざまな温度における脆性接着剤の負荷変形に対するプライ厚のグラフである。
【図13B】図13Bはさまざまな温度における延性接着剤の負荷変形に対するプライ厚のグラフである。
【図14】図14は薄肉プライを用いた2つの層の接合を図示する。
【図15】図15は図14の接合の有効性を説明する表である。
【図16】図16はラミネートの片側への金属箔の使用を示す。
【図17】図17はラミネートの両側の金属箔を示す。
【図18A】図18Aはラミネートの両側と中央の金属箔を示す。
【図18B】図18Bは図18Aの拡大断面である。
【図19】図19は、箔のないラミネートの中央の層構造を示す。
【0008】
実施形態の詳細な説明
本発明による複合材料10の断面を図1に示す。複合材料10は、点で示され、第1の方向に配向された第1のプライ12を含む、複数の層(プライ)を有する。第1のプライ12は、第1の方向と異なる第2の方向に配向された第2のプライ14により隔てられている。第2のプライ14は、プライ12と区別する目的で、図1では何も印をつけずに表示されている。本発明によれば、プライ12、14は厚さ「t」が0.08mm未満、好ましくは厚さ0.02〜0.06mmである。図2は、通常/先行技術のラミネートは、16、18のような本発明のものよりも厚い、各々の厚さ「T」が通常0.12mm以上の交互のプライで構築されている、ということを簡単に示すために用いる。
【0009】
本発明によると、薄肉プライラミネートは向上した剥離耐性を与える。これらは面外繊維を必要とせず、それにより優れた面内特性を維持する。例として、ラミネートの自由端における計算された垂直応力および剪断応力を、図3および図4にプライ厚の関数として示す。少なくとも0.12mmの通常/先行技術のプライ厚を各々の図の右側に示し、左方向に0.02mmまでプライ厚を減少させる。これらの測定は、プライ厚が0.12mmの先行技術の厚肉プライラミネートの厚さの1/3および1/6まで減少するにつれて、プライ厚に対する垂直応力および剪断応力が劇的に減少することを示す。これは先行技術の視点では予期しない結果である。したがって薄肉プライラミネートは、剥離に関して向上した解決策を与える。
【0010】
剥離の開始に関する、薄肉プライの効果の他の例は図5に図示されており、これは有効プライ厚の関数として剥離に要する応力を示す。プライ厚が減少するにしたがい、剥離応力が再び劇的に増大する。
【0011】
代替の実施形態として、厚肉プライと薄肉プライのハイブリッド組み合わせは性能とコストのバランスを与えることができ、この組み合わせも本願発明に含まれる。薄肉プライは靭性を増大させるだけでなく、プライドロップ時に柔軟性も増大させる。これはサブラミネートモジュールを用いて達成され、様々な配向を持った薄肉プライ、または様々な配向を持った薄肉プライおよび厚肉プライの組み合わせであるモジュールを、ラミネートの構築ブロックとしてあらかじめ形成する。個々のプライをドロップする代わりに、サブラミネートモジュールをドロップする。
【0012】
例1:本発明による例は、0.12mm厚の厚肉プライおよび0.02mm厚の薄肉プライの組み合わせを含む。これは図6Aに薄肉プライ21および厚肉プライ23で図示されている。さらに、サブラミネート25は図6Bのように、1つの厚い[0]プライ27と、1つの薄い[90]プライ29を有する厚肉−薄肉ハイブリッドでもよい。このサブラミネートモジュールの総厚は、0.12mm+0.02mm=0.14mm、および[0]の割合はこの場合0.12/0.14=86%となるだろう。このサブラミネートを使用してマストまたはブームを構築すると、厚肉プライのみを使用した通常のラミネートでは不可能な靭性を有する、高度な異方性構造を与える。後者の場合、厚肉プライの反復モジュールは[0]の9プライおよび[90]の1プライを持つはずである。[0]の割合は90%に等しく、サブラミネートの総厚は1.20mmとなるだろう。この設計は互いに積層された[0]を9プライ有し、これは靭性の観点から悪い設計である。この実施はマストを不安定にし、スナッピングにより破損しやすくさせる。
【0013】
例2:より高い[0]の割合が望ましい場合、2つの厚肉プライ[0]を1つの薄肉プライ[90]薄肉プライにつけることも可能である。この場合、[0]の割合は0.24/0.26=92%となるだろう。2つの[0]および1つの[+/−45]を持つ3方向のサブラミネートモジュールは、0.24/0.28=86%の[0]の割合を有する。これら双方の例とも、マストまたはブームにより強靭なラミネートを与えるだろう。このハイブリッド構造体は、ドライブシャフト、リーフスプリング、およびスポーツ用品(例えば棒高跳び棒や、ホッケースティック、ゴルフクラブ、その他)にも有用である。
【0014】
例3:厚肉−薄肉プライラミネートの他の例は、[+30/0/−30]または[+45/0/−45]モジュールのような、1つの厚肉の0.12mmプライ[0]、2つの薄肉の0.02mmの斜交プライ[+/−30]または[+/−45]を持つ、3方向サブラミネートである。サブラミネートの総厚は0.16mmで、これはプライドロップにおける一工程として達成することができる。厚肉−薄肉プライのあらゆる組み合わせの3方向モジュールをつくることが可能である。この設計の柔軟さは、製品に顕著に向上したラミネートの性能および製造過程での顕著なコスト抑制を与える。
【0015】
例4:同様の概念の多方向サブラミネートを、複合構造体の下部構造体としての円材または肋材のために設計することができる。この場合、織物におけるずり弾性率が最も重要である。厚肉−薄肉ハイブリッドは、薄肉[0]と組み合わされた、厚肉[+/−45]を有していてもよい。これらすべての応用において、サブラミネートの合板作成工程は、例えば円材の軸に沿って1つの方向でもよい。翼の外装における場合は、合板作成は翼の軸に沿ってもよい。胴体の場合は、合板作成は2つの方向でもよい。1つはフープ方向で、他方は軸方向、または2つの螺旋角に沿ってである。非常に顕著な合板作成機械の能力および合板作成時間、および労力の削減が実現される。
【0016】
本発明による複合材料は、複数のサブラミネートモジュールにより構築してもよい。図7Aは、サブラミネートモジュール33を含む複合材料31を図示する。図7Bは、サブラミネート接合39を図示するための図7Aと同様に、サブラミネート37を用いた複合材料5の平面側面図である。サブラミネートシートは幅方向に接続され、シートは厚さ方向に接合部を反復することなく積層される。図7A、7Bのサブラミネートは、全て同じでも、異なっていてもよい。サブラミネートは全て薄肉プライでも、薄肉プライと厚プライの組み合わせでもよく、および/またはサブラミネートは図12に図示しているような織り交ぜられた織布のプライを有していてもよい。薄肉プライの使用は、サブラミネートの厚さを通常のプライ厚と大体同じにすることができる。この方法を用いることで、特別な機械的特性をもつ製品の大スケールでの複合形成が得られる。
【0017】
薄肉プライトウ形成の1つの方法は、通常のトウの散布である。散布されたトウの断面は、0.04mm以下の厚さ、および約20mmの幅をもつ長方形である。これらの散布されたトウは容易に織り交ぜられ、織布を構築する。織り交ぜられたトウの断面を図12に示す。織り交ぜられた織布は、容易に複雑な工作機械の幾何形状に従う高性能のサブラミネートを提供する。このような織り交ぜられた織布の総厚は、薄肉プライの厚さの2倍、すなわち0.02mmの薄肉プライを使えば0.04mmになるだろう。厚肉プライおよび薄肉プライが織り交ぜられた織布の構造性能を図8Aおよび8Bに示しており、プライ厚が右から左へ減少するにつれて機械的特性が増大することを示している。0.02mmプライを0.12mmプライに代わって使った場合、剛性の35%の増加と、最大応力の20%の減少がある。
【0018】
薄肉プライ24は、(a)図9に示すように0.08mm未満、好ましくは0.06mm未満の厚さをもつドライ繊維26(すなわち樹脂含浸なし)でもよく、または(b)0.08mm未満、好ましくは0.06mm未満の厚さの樹脂含浸(プリプレグ)シート28にした繊維26でもよい(図10)。
【0019】
例として、複数のプライ36で構成される3つの層30、32、34からなるサブラミネート28を図11に示す。プライは端38に近接して、40におけるように側面に沿って配置でき、そこで層が合わさる(42)。間にはすきまが生じてもよい。これらのすきまはラミネートの機械的特性にほんのわずかな影響しか及ぼさない。なぜならばプライ厚は大変小さいからである。
【0020】
図12は織り交ぜられたプライ41の断面である。薄肉プライラミネートは向上した特性をもつ。なぜならばひだの交換領域42のサイズと図12に示される結果として生じる角度Aが、プライ厚が減少するに従い小さくなるためである。ひだの効力範囲は、散布されたトウが上下に進路を織り上げ、それらが直交配向のトウに行き当たるとき、より薄いトウでより小さくなる。入れ替わるトウは、互いの厚さを調節するに違いない。トウが薄くなるにしたがって、トウの交換部にはより小さな調節しか必要なくなる。したがって、織り交ぜられたトウの巨視的な剛性および交換部において生じる応力は、この厚さに影響を受ける。トウが薄くなるにしたがい、剛性が高くなり局所応力が小さくなるだろう。
【0021】
接着継手は、二つの複合成分の接合における最良の方法を与える。接着継手は製造がより容易で、接合部において最小の応力集中を生ぜしめる。広義には、2種類の結合継手接着剤がある。脆性接着剤と延性接着剤である。図13Aと13Bは、各々さまざまな温度における脆性接着剤および延性接着剤の、荷重-変形曲線である。最も剛性のある接着剤の荷重-変形曲線は、室温における挙動である。温度上昇にしたがって、接着剤はだんだんと延性材料のように振舞う。図13Aの脆性接着剤は、ガラス粉末で補強されたエポキシである。延性接着剤はPMMAである。
【0022】
新たな接着継手43は、図14に示すように薄肉プライを補強材として使用して製造できる。このような接合の有用性は、有限元素分析による予測を示す図15の表で示される。無強化の接着剤の場合の応力の56%および30%への応力減少に注目されたい。それに加えて、この接合設計は、剥離応力と剪断応力との間の均衡を達成し、無強化の接着剤の場合のように一方に対して他方が支配的となることがない。薄肉プライで補強された接着剤の場合、[0]配向は接着継手にかかる軸方向の力に沿って並んでいる。
【0023】
シート成形コンパウンドやマットは、チョップされた薄肉プライ繊維を使用して製造できる。これらの製品は、ひだの交換減少による剛性と強度の減少により、より高い性能を有している。加えて、より薄肉プライは曲げ剛性を3乗の関係で減じる。すなわち、1/6厚のプライはもとの1/216の剛性を持つ。したがって、チョップされた薄肉プライトウからつくられたシート成形コンパウンドは、より容易に成形部の曲率や形状の急激な変化にも適応するだろう。この工程の利点は、向上した剛性と強度に付け加わる。
【0024】
炭素補強熱可塑性テープのオンライン結合も、品質および工程速度において、薄肉プライの恩恵を受ける。厚肉プライテープの通常のボーディネス(高い剛性)は、テープの厚さがより小さくなると著しく減少し、よりしなやかで柔軟にすることができる。先に議論した同様の3乗関係もまた、テープの曲げ剛性にあてはまる。薄いテープを用いたオンライン製造で、テープをよりしなやかにするというたった1つの目的のための予備加熱が必要なくなる。この工程は、フィラメントワインディングと次の硬化によって耐圧容器を製造するために用いることができる。
【0025】
図16−18は、金属と薄肉プライラミネートを含む本発明のラミネートの他の形態を図示する。図16は薄肉プライラミネート46の片側につけた金属44を示す。図17は薄肉プライラミネート52の両側につけた金属48、50を示す。図16および17は、薄肉プライラミネートの片側または両側に金属マトリクス複合材が結合した製品を図示する。金属層は、この技術において既知な、金属箔、蒸着(CVD)、高分子内金属挿入、めっきその他を含む種々の方法にて創られる。金属はラミネートを保護する。被覆されていない薄肉プライラミネートにおいては、表層のプライは非常に薄い。ラミネートの外側の繊維が傷つくと(例えば衝撃、引っ掻きによる)、表層プライにおいて繊維破壊が容易に生じ、それはラミネートの破損を引き起こす。図16および17に示される製品は、このような繊維破壊や破損の防止を助ける。図18Aは、薄肉プライラミネート60、62の両側54、56と、中央58にある金属を示す。図18Bは図18Aの断面で、図18Aのラミネートプライ内の繊維の(90°、−45°)配向を図示する。図18Aおよび18Bに示すように金属マトリクス複合材が薄肉プライラミネートの中央に挿入されると、ラミネート内の二重厚が防止される。これは対称積層に有用で、ラミネート中央での二重厚はマトリクスのひび割れや剥離を引き起こす。図19は金属が無い場合の中間プライ層の二重厚を説明し、これはラミネートのひび割れや剥離を引き起こしやすい。
【0026】
金属と薄肉プライ複合材を用いた金属マトリクス複合材の新たな群は、合理的な低コストにて製造できる。例えば、薄い炭素繊維補強プラスチック(CFRP)をチタンともに使用した(Tigr:チタン−グラファイト)、または銅とともに使用した(Cugr:銅−グラファイト)高温複合材料を形成できる。このような金属マトリクス複合材は、化学配管および容器を含む様々な用途において、高温耐性および独特の腐食耐性の両方を有する。
【0027】
樹脂トランスファー成形(RTM)および真空アシスト樹脂トランスファー成形(VARTM)工程を含むマットおよび織り交ぜられた織布の場合、薄肉プライ材料の使用は材料の流動をより容易にし、特殊な物理特性を維持しつつ複雑な表面に組織を強化する。
【0028】
先述の実施は本発明の一例として示されている。当業者はこれらの例の変形例に気づくだろう。これらの変形例は本発明の精神に含まれている。
【特許請求の範囲】
【請求項1】
0.08mm未満の厚さを有する薄肉プライを含む複合材料。
【請求項2】
材料は少なくとも0.12mmの厚さを持つ通常のプライと、0.08mm未満の厚さを持つ薄肉プライの組み合わせを含む、請求項1記載の材料。
【請求項3】
材料は薄肉プライのサブラミネートモジュールの組み合わせを含む、請求項1記載の材料。
【請求項4】
材料は薄肉プライのサブラミネートモジュールと、通常のプライのサブラミネートモジュールを含む、請求項2記載の材料。
【請求項5】
材料は薄肉プライと通常のプライからなるサブラミネートモジュールを含む、請求項2記載の材料。
【請求項6】
薄肉プライを織り交ぜるか、または編み込む、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項7】
材料を樹脂トランスファー成形を用いて形成する、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項8】
薄肉プライを接着剤で結合して、複合材および/または金属部品を接着継手で接合するための強化結合材料を与える、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項9】
薄肉プライを接着剤で結合して、ハニカムまたはサンドイッチ構造を有する複合部品のための強化結合材料を与える、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項10】
薄肉プライをチョップして成形コンパウンドに再構成する、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項11】
請求項1、請求項2、請求項3、請求項4または請求項5記載の材料を含む製品であって、薄肉プライまたはサブラミネートモジュールを熱硬化性または熱可塑性テープに組み込み、製品をテーププレースメント法またはテープワインディング法によって成形し、テープを硬化した製品。
【請求項12】
請求項1、請求項2、請求項3、請求項4または請求項5記載の材料と、金属シートとを含む、繊維−金属複合材料。
【請求項13】
金属シートを表面層としてのみ敷設した、請求項12記載の複合材料。
【請求項14】
金属シートを同一の繊維方向を有する薄肉プライの間に敷設した、請求項12記載の複合材料。
【請求項15】
薄肉プライがグラファイトプライを含む、請求項12、請求項13または請求項14記載のマトリクス複合材料。
【請求項16】
金属をチタンおよび銅からなる群より選択した、請求項15記載のマトリクス複合材料。
【請求項1】
0.08mm未満の厚さを有する薄肉プライを含む複合材料。
【請求項2】
材料は少なくとも0.12mmの厚さを持つ通常のプライと、0.08mm未満の厚さを持つ薄肉プライの組み合わせを含む、請求項1記載の材料。
【請求項3】
材料は薄肉プライのサブラミネートモジュールの組み合わせを含む、請求項1記載の材料。
【請求項4】
材料は薄肉プライのサブラミネートモジュールと、通常のプライのサブラミネートモジュールを含む、請求項2記載の材料。
【請求項5】
材料は薄肉プライと通常のプライからなるサブラミネートモジュールを含む、請求項2記載の材料。
【請求項6】
薄肉プライを織り交ぜるか、または編み込む、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項7】
材料を樹脂トランスファー成形を用いて形成する、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項8】
薄肉プライを接着剤で結合して、複合材および/または金属部品を接着継手で接合するための強化結合材料を与える、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項9】
薄肉プライを接着剤で結合して、ハニカムまたはサンドイッチ構造を有する複合部品のための強化結合材料を与える、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項10】
薄肉プライをチョップして成形コンパウンドに再構成する、請求項1、請求項2、請求項3、請求項4または請求項5記載の材料。
【請求項11】
請求項1、請求項2、請求項3、請求項4または請求項5記載の材料を含む製品であって、薄肉プライまたはサブラミネートモジュールを熱硬化性または熱可塑性テープに組み込み、製品をテーププレースメント法またはテープワインディング法によって成形し、テープを硬化した製品。
【請求項12】
請求項1、請求項2、請求項3、請求項4または請求項5記載の材料と、金属シートとを含む、繊維−金属複合材料。
【請求項13】
金属シートを表面層としてのみ敷設した、請求項12記載の複合材料。
【請求項14】
金属シートを同一の繊維方向を有する薄肉プライの間に敷設した、請求項12記載の複合材料。
【請求項15】
薄肉プライがグラファイトプライを含む、請求項12、請求項13または請求項14記載のマトリクス複合材料。
【請求項16】
金属をチタンおよび銅からなる群より選択した、請求項15記載のマトリクス複合材料。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7A】
【図7B】
【図8A】
【図8B】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図14】
【図15】
【図16】
【図17】
【図18A】
【図18B】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7A】
【図7B】
【図8A】
【図8B】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図14】
【図15】
【図16】
【図17】
【図18A】
【図18B】
【図19】
【公開番号】特開2012−196967(P2012−196967A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−108588(P2012−108588)
【出願日】平成24年5月10日(2012.5.10)
【分割の表示】特願2007−533776(P2007−533776)の分割
【原出願日】平成17年9月23日(2005.9.23)
【出願人】(503287535)伊藤忠商事株式会社 (2)
【出願人】(505126229)アイ・エル・ティー・コーポレーション (3)
【出願人】(300046658)株式会社ミツヤ (17)
【出願人】(592029256)福井県 (122)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−108588(P2012−108588)
【出願日】平成24年5月10日(2012.5.10)
【分割の表示】特願2007−533776(P2007−533776)の分割
【原出願日】平成17年9月23日(2005.9.23)
【出願人】(503287535)伊藤忠商事株式会社 (2)
【出願人】(505126229)アイ・エル・ティー・コーポレーション (3)
【出願人】(300046658)株式会社ミツヤ (17)
【出願人】(592029256)福井県 (122)
【Fターム(参考)】
[ Back to top ]