
薄葉紙の製造方法
【課題】強度特性が良好で液透過性及び液拡散性に優れた薄葉紙を提供し得る薄葉紙の製造方法を提供すること。
【解決手段】本発明の薄葉紙の製造方法は、嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備するものであって、湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備する。
【解決手段】本発明の薄葉紙の製造方法は、嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備するものであって、湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、使い捨ておむつや生理用ナプキン等の吸収性物品において、吸収性コアを被覆するコアラップシートとして好適な薄葉紙の製造方法に関する。
【背景技術】
【0002】
使い捨ておむつや生理用ナプキン等の吸収性物品には、液保持性の吸収体を具備するものがあり、該吸収体として、木材パルプや高吸水性樹脂等を含む吸収性コアと、該吸収性コアの外面を被覆するコアラップシートとを含んで構成されているものが知られている。コアラップシートは、吸収体の製造時には木材パルプや高吸水性樹脂等の吸収体形成材料を受けるためのシートとして働き、製造後には吸収性コアを包んで吸収性コアの形状を安定化する役割などを果たす。コアラップシートとしては、従来、吸収紙、薄葉紙、不織布等の透水性シートが用いられている。
【0003】
また従来、液透過性や液拡散性の向上等の観点から、吸収紙を、構成・機能の異なる複数の層が積層してなる多層構造とすることが知られている。例えば特許文献1には、吸収性コアを被覆するコアラップシートとして好適な吸収紙として、嵩高性のセルロース繊維を混合して抄紙し、且つ液体が最初に接する表面層と、これに重層する一以上の基盤層とを有してなる吸収紙が記載されている。また、特許文献1には、特許文献1に記載の吸収紙の製造方法として、前記表面層及び前記基盤層をそれぞれ抄紙し、それらを親水性バインダーやエンボス等により接着する方法や、湿式抄紙段階で多層抄紙を行い、引き続き湿式抄紙段階で原料の水素結合や熱接着により各層を一体化させる方法が記載されている。特許文献1に記載の吸収紙においては、前記表面層で液体を素早く吸収して前記基盤層に移行させ、前記基盤層は前記表面層からの液体を強力に吸収しその全体に拡散させることができるため、吸収/透過/拡散という液体の流れが理想的であるとされている。
【0004】
また特許文献2には、嵩高性のセルロース繊維を主体とする、繊維集合体と繊維ウェブとが一体化しており、内部に高吸収性ポリマーが含まれている吸収性シートが記載されている。また、特許文献2には、特許文献2に記載の吸収性シートの製造方法として、嵩高性のセルロース繊維を含む湿潤した前記繊維ウェブ上に高吸収性ポリマーを散布し、その上に前記繊維集合体を重ね合わせた後、これらを乾燥し一体化する方法が記載されている。特許文献2に記載の技術によれば、高吸収性ポリマーがシート内に確実に固定され、高吸収性ポリマーの脱落がほとんどなく、且つ高吸収性ポリマーのゲルブロッキングが起こり難い吸収性シートが得られるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−287886号公報
【特許文献2】特開平9−156013号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
コアラップシートには、製造時に破れが生じない程度のシート強度と、使用時に液を素早く透過・拡散させ、コアラップシートの下方に配置された吸収性コアに速やかに吸収させる高い液透過性及び液拡散性が要求されるが、コアラップシートのシート強度と液透過性及び液拡散性とは二律背反の関係にあり、両者をバランス良く両立させることは難しいのが現状である。また、吸収体の薄型化が要望される中で、これを構成するコアラップシートにも低坪量化が要望されているところ、コアラップシートの低坪量化はシート強度の低下を招くおそれがあるため、現状のコアラップシートの構成では低坪量化は困難である。
【0007】
従って本発明の課題は、強度特性が良好で液透過性及び液拡散性に優れた薄葉紙を提供し得る薄葉紙の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、第1層とこれに重層する第2層とを具備する2層構造の薄葉紙について種々検討した結果、第1層に嵩高性セルロース繊維を含有させて第1層を相対的に嵩高にすると共に、第2層には嵩高性セルロース繊維を含有させず、フィブリル化したセルロース繊維を含有させることにより、強度特性が良好で液透過性及び液拡散性に優れた2層構造の薄葉紙が得られることを知見した。そして、この2層構造の薄葉紙を安定的に製造し得る製造方法について検討した結果、湿式抄紙により得られた湿潤状態の第1層ウェブに、別途製造した乾燥状態の第2層シートを重ね合わせて積層体を得、該積層体の第2層シート側をヤンキードライヤー表面に圧着させて該積層体を乾燥することにより、第1層の嵩高構造が安定的に得られ、前記の優れた特性を有する2層構造の薄葉紙が安定的に製造できることを知見した。
【0009】
本発明は、前記知見に基づきなされたもので、嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙の製造方法であって、湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備する、薄葉紙の製造方法を提供することにより、前記課題を解決したものである。
【発明の効果】
【0010】
本発明によれば、強度特性が良好で液透過性及び液拡散性に優れた薄葉紙を安定的に製造することができる。
【図面の簡単な説明】
【0011】
【図1】図1は、液透過時間の測定方法の説明図である。
【図2】図2は、本発明の製造方法の実施に用いられる装置の一例の概略図である。
【発明を実施するための形態】
【0012】
本発明の製造方法は、嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙(以下、特定薄葉紙ともいう)の製造方法である。この特定薄葉紙において、第1層と第2層とは一体化されている。以下、先ず、本発明の製造方法により製造される特定薄葉紙について説明する。
【0013】
第1層に含有される嵩高性セルロース繊維は、捻じれ構造、クリンプ構造、屈曲及び/又は分岐構造等の立体構造を有するセルロース繊維であり、その立体構造により該繊維自体が嵩高である。従って、このような嵩高性セルロース繊維を10質量%以上含有する第1層は、嵩高で比較的疎な構造であり、面方向への優れた液拡散能力を有する。しかしながら、第1層は、比較的疎な構造であり厚み方向への液透過速度が速すぎるため、第1層のみでは、面方向への液拡散性を発現する前に液が透過してしまい、十分な面方向への液拡散能力を発揮できない。一方、フィブリル化したセルロース繊維を含有する(嵩高性セルロース繊維を含有していない)第2層は、多数の繊維が比較的密な状態で存在している繊維層であり、液拡散能力は小さく液透過速度が遅い。従って、本発明の製造方法により得られる特定薄葉紙においては、相対的に嵩高な第1層は、相対的に密な第2層によって厚み方向へ液が速く透過し過ぎないよう液の透過速度がコントロールされ、第1層、若しくは第1層と第2層との界面又はその近傍での液拡散を引き起こし、それが特定薄葉紙による優れた液拡散性の発現に大きく寄与している。即ち、特定薄葉紙によれば、疎な構造の第1層と密な構造の第2層とに起因して、第1層、若しくは第1層と第2層との界面又はその近傍(第1層における該界面の近傍)で液体が面方向に拡散され、こうして拡散された液体は、第1層の毛管現象によって更に面方向に拡散されつつ、第2層に向けて厚み方向に透過していく。第2層自体も、第1層に比して液透過速度は遅いものの、良好な液透過性を有しているので、特定薄葉紙全体として優れた液透過性及び液拡散性を発現し得る。
【0014】
嵩高性セルロース繊維の繊維粗度は、好ましくは0.30mg/m以上、更に好ましくは0.30〜0.40mg/mである。繊維粗度は、木材パルプのように、繊維の太さが不均一な繊維において、繊維の太さを表す尺度として用いられるものであり、後述するように市販の繊維粗度計を用いて測定され、繊維粗度の値が大きいほど、太い繊維ということになる。嵩高性セルロース繊維の繊維粗度が0.30mg/m未満では、第1層の嵩高さが不足して、特定薄葉紙の液拡散性が不十分になるおそれがある。
【0015】
<繊維粗度及び平均繊維長の測定>
繊維粗度計FS−200(KAJAANI ELECTRONICS LTD.製)を用いて測定する。測定対象の繊維は未叩解のものとする。先ず、測定対象の繊維の真の重量を求めるために、該繊維を真空乾燥機内にて100℃で1時間乾燥させ、繊維中に存在している水分を除去する。こうして乾燥させた繊維から1gを正確に量りとる(誤差±0.1mg)。次に、量り取った繊維を、該繊維に極力損傷を与えないように注意しつつ、前記繊維粗度計に付属のミキサーで150mlの水中に完全に離解させ、これを全量が5000mlになるまで水で薄めて希釈液を得た。得られた希釈液から50mlを正確に量りとってこれを繊維粗度測定溶液とし、前記繊維粗度計の操作手順に従って目的とする繊維粗度及び平均繊維長をそれぞれ算出する。尚、平均繊維長の算出には、前記操作手順に基づき下記式により計算された値を用いる。
【0016】
【数1】

【0017】
嵩高性セルロース繊維としては親水性のものが好ましく、親水性の嵩高性セルロース繊維としては、例えば、セルロース繊維の分子内及び/又は分子間を架橋剤により架橋した架橋セルロース繊維(例えば、HBAとして知られている化学的に架橋されたセルロース繊維);セルロース繊維等をアルカリ処理し、繊維断面を膨潤増大させたマーセル化パルプ;(例えば、商品名「ポロセニア」)等が挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。これらの中でも、特に架橋セルロース繊維は、湿潤状態でもその嵩高性(立体構造)を維持し得るため、本発明で好ましく用いられる。架橋セルロース繊維は、セルロース繊維の分子内及び分子間の双方が架橋されていることが好ましい。嵩高性セルロース繊維の素材となるセルロース繊維としては、例えば、木材パルプ、綿等の天然セルロース繊維;レーヨン、キュプラ、テンセル、リヨセル等の再生セルロース繊維;アセテート等の半合成セルロース繊維等が挙げられる。
【0018】
嵩高性セルロース繊維の製造工程で使用されるセルロース繊維の架橋剤としては、例えば、ジメチロールエチレン尿素、ジメチロールジヒドロキシエチレン尿素等のN−メチロール系化合物;クエン酸、トリカルバリル酸、ブタンテトラカルボン酸等のポリカルボン酸;ポリグリシジルエーテル系化合物等が挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。
【0019】
架橋剤の使用量は、セルロース繊維100質量部に対して、0.2〜20質量部とすることが好ましい。0.2質量部未満であると、架橋密度が低いため、嵩高性セルロース繊維の湿潤時の弾性率が低く、ヨリ/ヘタリが生じるおそれがあり、20質量部を超えると、嵩高性セルロース繊維が剛直になり過ぎ、応力がかかった時、繊維が脆くなってしまうおそれがある。架橋剤を用いてセルロース繊維を架橋する方法としては、例えば下記i)及びii)の方法が挙げられる。i)架橋剤の水溶液に必要に応じて触媒を添加したものに、セルロース繊維を含浸し、架橋剤水溶液が設計付着量となるように該セルロース繊維を脱水した後、これを架橋温度に加熱する方法。ii)スプレー等により架橋剤水溶液をセルロース繊維に設計付着量となるように散布し、その後、該セルロース繊維を架橋温度に加熱し、架橋反応させる方法。
【0020】
第1層における嵩高性セルロース繊維の含有率は、前述したように10質量%以上であり、好ましくは20〜100質量%、更に好ましくは30〜95質量%である。
【0021】
第1層には、繊維として、嵩高性セルロース繊維以外の他の繊維(繊維粗度が0.30mg/m未満の繊維)、例えば、針葉樹晒クラフトパルプ(NBKP)等のパルプ繊維;ポリビニルアルコール(PVA)等の熱融着性接着繊維;レーヨン、キュプラ等の再生セルロース繊維;ポリエチレン繊維、ポリプロピレン繊維及びポリエステル繊維等の合成繊維を親水化処理したもの等を含有させることもできる。嵩高性セルロース繊維以外の他の繊維(例えばNBKP等のパルプ繊維)の含有率は、第1層の嵩高さを維持する等の観点から、第1層中、90質量%以下が好ましく、特に0〜80質量%、とりわけ5〜70質量%が好ましい。
【0022】
第1層に含有される繊維のフリーネス(第1層に含有される繊維が嵩高性セルロース繊維のみである場合は、嵩高性セルロース繊維のフリーネス)は、強度特性(引張強度)と液透過性とのバランスの観点から、好ましくは750〜900mlであり、更に好ましくは750〜850mlである。後述するように、フリーネスは、JIS P8121に規定するカナダ標準ろ水度(C.S.F.)で示される値である。
【0023】
第1層は、嵩高性セルロース繊維等の繊維以外の他の成分を含有していても良い。他の成分としては、例えば、ポリビニルアルコール(PVA)、カルボキシメチルセルロース(CMC)及びその塩、カチオン性又はアニオン性ポリアクリルアミド(PAM)等の乾燥紙力増強剤、あるいはエポキシ化ポリアミドポリアミン樹脂(PAE)等の湿潤紙力増強剤、あるいはタルク等の填料、染料、色顔料、抗菌剤、pH調整剤、歩留り向上剤、耐水化剤、消泡剤等の一般的に抄紙用原材料や添加物として使用されているものが挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。
【0024】
第1層は、嵩高性セルロース繊維を含有していることに起因して紙粉や毛羽が発生し易いため、これを防止すべく、第1層に乾燥紙力増強剤を含有させることが好ましい。後述するように第1層を湿式抄紙法により製造する場合、第1層に紙力増強剤を含有させる方法としては、紙料から繊維を抄いて繊維ウェブとする前に該紙料に紙力増強剤を添加する、いわゆる内添法と、紙料から繊維を抄いて得られた繊維ウェブに、塗布、含浸、噴霧等の種々の付与方法により紙力増強剤を付与する、いわゆる外添法とがあり、本発明では何れの添加方法も利用可能であるが、内添法では紙力増強剤の歩留まりが低下するおそれがあることから、第1層は外添法によって紙力増強剤(乾燥紙力増強剤)が付与されたものであることが好ましい。
【0025】
乾燥紙力増強剤の含有率は、第1層中の全繊維の乾燥質量に対して、好ましくは0.01〜5質量%、更に好ましくは0.02〜3質量%である。乾燥紙力増強剤の含有率が少なすぎると、乾燥紙力増強剤を使用する意義(紙粉や毛羽立ちの防止、乾燥引張強度等の強度特性の向上)が薄れ、乾燥紙力増強剤の含有率が多すぎると、特定薄葉紙の硬化(風合いの低下)の他、特定薄葉紙の製造時におけるヤンキードライヤーへの紙の張り付きやメッシュドラムへの紙力増強剤の付着等による、特定薄葉紙の地合の低下を招くおそれがある。
【0026】
第2層は、フィブリル化したセルロース繊維を含有する。フィブリル化したセルロース繊維は、セルロース繊維を湿潤状態において摩擦する等のいわゆる叩解により、そのセルロース繊維中のフィブリル(小繊維)を毛羽立たせたり、ささくれさせたりしたものである。フィブリル化の進行度合いは、フリーネスによって評価できる。フリーネスは、JIS P8121に規定するカナダ標準ろ水度(C.S.F.)で示される値であり、繊維の叩解(水の存在下で繊維を機械的に叩き、磨砕する処理)の度合いを示す値である。繊維の叩解は、繊維を分散させた紙料(スラリー)に対して、ビーダー、ディスクリファイナー等の公知の叩解機を用いて常法に従って実施することができる。通常、繊維のフリーネスの値が小さいほど、叩解の度合いが強く、叩解による繊維の損傷が大きくてフィブリル化が進行している。前述したように、第1層は嵩高で疎な構造であるため、繊維の繊維間結合点が少なく、また、主たる構成繊維として嵩高繊維を用いるため、繊維間の結合力も弱い。従って、特定薄葉紙に良好な強度特性を持たせるには、第2層でいかに強度を発現させるかが重要となる。
【0027】
第2層に含有される繊維のフリーネス(第2層に含有される繊維がフィブリル化したセルロース繊維のみである場合は、フィブリル化したセルロース繊維のフリーネス)は、好ましくは500〜700mlであり、更に好ましくは550〜670mlである。フリーネスが前記範囲にある繊維は、フィブリル化が進行しているため繊維どうしが絡み合い易く、そのため、特定薄葉紙(第2層)の低坪量化を図った場合に、繊維の繊維間結合点の数が減少しても、各繊維間結合の強度は、フリーネスが700mlを超え相対的にフィブリル化が進行していない繊維に比して高い。一方、フリーネスが500ml未満の場合は、繊維の絡み合いによる強度改善効果は飽和しており、また、繊維の切断が促進され、透過時間が遅くなるおそれがある。従って、フリーネスが500〜700mlである繊維を含有する第2層は、良好な強度特性(引張強度)及び液透過性を有し得る。
【0028】
第2層の特性に関し特に重要なのは、前述したように、第1層に比して嵩が低く液透過速度が遅いことと良好な強度特性を有することであり、斯かる観点から、第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維は、第1層に含有される嵩高性セルロース繊維に比して繊維粗度の値が小さく、細い繊維が好ましい。第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維の繊維粗度は、好ましくは0.05〜0.20mg/m、更に好ましくは0.12〜0.20mg/mである。また、第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維の平均繊維長は、好ましくは0.5〜3mm、更に好ましくは1〜3mmである。
【0029】
第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維としては、例えば、NBKP、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ(NBSP)、サーモメカニカルパルプ(TMP)等の木材パルプ;楮、三椏、雁皮等の靱皮繊維;藁、竹、ケナフ、麻等の非木材パルプ;レーヨン、キュプラ、テンセル、リヨセル等の再生セルロース繊維;アセテート等の半合成セルロース繊維等が挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。これらのセルロース繊維の中でも、特にNBKPは、これを用いて製造される紙の強度が高いため、本発明で好ましく用いられる。本発明で用いるNBKPとしては、この種の紙において通常用いられるNBKPを特に制限無く用いることができる。NBKPとして、パルプの漂白に塩素化合物を使用しないECF(エレメンタリー・クロリンフリー)漂白パルプやTCF(トータル・クロリンフリー)漂白パルプを使用しても良い。
【0030】
第2層には、繊維として、フィブリル化したセルロース繊維以外の他の繊維を含有させることもできる。但し、特定薄葉紙全体として優れた液透過性及び液拡散性を得る観点から、嵩高性セルロース繊維をはじめとする、フィブリル化したセルロース繊維以外の他の繊維の含有率は、第2層中、30質量%以下とすることが好ましく、0質量%、即ち、第2層中の繊維としてはフィブリル化したセルロース繊維のみを用いることが更に好ましい。フィブリル化したセルロース繊維の含有率は、第2層中、好ましくは70〜100質量%、更に好ましくは80〜100質量%である。
【0031】
第2層は、フィブリル化したセルロース繊維等の繊維以外の他の成分を含有していても良い。他の成分としては、前述した、第1層に含有可能な他の成分と同様のものを用いることができる。第2層の主たる役割の1つは、特定薄葉紙の強度特性の向上であり、斯かる観点から、第2層には湿潤紙力増強剤を含有させることが好ましい。第2層に紙力増強剤を含有させる方法は、内添法でも外添法でも構わない。湿潤紙力増強剤の含有率は、第2層中の全繊維の乾燥質量に対して、好ましくは0.01〜2質量%、更に好ましくは0.02〜1質量%である。
【0032】
前述した第1層と第2層とから構成される特定薄葉紙は、厚みの薄い吸収体のコアラップシートに適したものとする等の観点から、坪量を比較的低く設定することが好ましく、具体的には、第1層と第2層との合計坪量を10〜30g/m2、特に10〜25g/m2とすることが好ましい。坪量がこのように低いと紙力の低下が懸念されるが、本発明では、前述した特定薄葉紙の構成(特に第2層の構成)の採用により斯かる懸念を払拭している。特定薄葉紙の坪量が10g/m2未満では、紙力が著しく低下するおそれがあり、また、特定薄葉紙の坪量が30g/m2超では、特定薄葉紙が硬くなるおそれがある。第1層の坪量は、好ましくは5〜20g/m2、更に好ましくは5〜15g/m2であり、第2層の坪量は、好ましくは5〜20g/m2、更に好ましくは5〜15g/m2である。
【0033】
薄葉紙(第1層、第2層)の坪量は、次のようにして測定される。JIS P8111の条件にてサンプル(薄葉紙又は第1層若しくは第2層)の調湿を行った後、サンプルから10cm四方(面積100cm2)の測定片を切り出し、該測定片の重量を少数点以下2桁の天秤にて測定し、その測定値を面積で除して該測定片の坪量を算出する。サンプルから切り出した10枚の測定片について、前記手順に従って坪量を算出し、それらの平均値をサンプルの坪量とする。第1層と第2層とが重層した状態で一体化して薄葉紙を構成している場合は、該薄葉紙から第1層を引き剥がし、残った第2層について、前記手順に従ってその坪量(第2層単独の坪量)を測定し、また、別途前記手順に従って測定した該薄葉紙の坪量から該第2層単独の坪量を差し引いて、引き剥がした第1層単独の坪量を算出する。
【0034】
特定薄葉紙は、クレープ(ちりめん状のシワ)を有していることが好ましい。クレープを有する薄葉紙は、クレープを有しない薄葉紙に比して液透過性が高く、また、クレープ率が高くなるほど液透過性が高まる。但し、クレープ率が高くなると、強度特性(引張強度)は低下する傾向がある。斯かる知見に基づき、液透過性と強度特性とのバランスの観点から、特定薄葉紙のクレープ率は5〜30%とすることが好ましく、5〜20%とすることが更に好ましい。また、特定薄葉紙におけるクレープは、ドライヤーパートにおけるヤンキードライヤー等から乾燥状態の繊維ウェブをドクターナイフ等で剥離する際に生じる、ドライクレープであることが好ましい。クレープ率は、次のようにして測定される。
【0035】
<クレープ率の測定方法>
測定対象シート(薄葉紙)から長さ方向(測定対象シートの製造時の搬送方向、MD)に200mm、幅方向(MDに直交する方向、CD)に100mmの矩形形状を切り出してサンプルとする。この矩形形状のサンプルを10分間水中に浸漬した直後のMDの長さCを測定し、次式によりクレープ率を算出する。 クレープ率(%)={(C−200)/200}×100 例えば、10分間浸漬後のMDの長さCが220mmであった場合、前記式により算出される当該シートのクレープ率は10%である。
【0036】
特定薄葉紙は、下記方法で測定される液透過時間が、1〜4秒、特に1〜3秒であることが好ましい。液透過時間は、液透過速度の指標となるものであり、液透過時間が短いほど液透過速度が速いとみなされ、液透過性に優れるとして高評価となる。液透過時間が前記範囲(1〜4秒)にある特定薄葉紙は、液透過性に優れており、例えば該特定薄葉紙を、使い捨ておむつ等の吸収性物品における吸収性コアを被覆するコアラップシートに適用した場合には、尿等の排泄液を、着用者の肌と表面シートの間に貯めることなく素早く透過させて吸収性コアに速やかに吸収させることが可能となり、吸収性物品の防漏性の向上が期待できる。また、前述したように、特に特定薄葉紙全体の液拡散性の向上に関しては、疎な構造の第1層及び密な構造の第2層に起因する、第1層、若しくは第1層と第2層との界面又はその近傍(第1層における該界面の近傍)での液体の面方向への拡散が重要であり、斯かる界面又はその近傍での液拡散をより確実に発現させる観点から、液透過時間が前記範囲(1〜4秒)にあることが好ましい。
【0037】
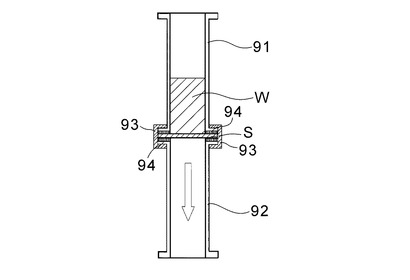
<液透過時間の測定方法>
図1に示すように、上下端が開口している内径35mmの2本の円筒91,92を、両円筒91,92の軸を一致させて上下に配し、8cm四方の測定サンプルS(薄葉紙)を上下の円筒91,92間に挟み込む。このとき、上側の円筒91の下端及び下側の円筒92の上端に設けられた環状のフランジ部にクリップ93を嵌合させ、上下の円筒91,92を連結させることが好ましい。符号94は、円筒91,92の内径と同径同形状の貫通孔を有するゴム製等のパッキンである。このように、上下の円筒91,92で測定サンプルSを挟持固定した状態で、上側の円筒91内に、図1中符合Wで示す生理食塩水(塩化ナトリウム濃度0.9質量%の水溶液)を40g±1g供給する。供給された生理食塩水は、測定サンプルSを透過して下側の円筒92内に透過するか又は測定サンプルSに吸収されて上側の円筒91内からなくなる。生理食塩水の供給開始時から、生理食塩水の水面が測定サンプルSの表面(上側の円筒91側の面)と同位置になるまでの時間を測定し、その時間を液透過時間とする。
【0038】
また、特定薄葉紙のクレム吸水量は、好ましくは0.2g/30sec・15mm以上、更に好ましくは0.2〜0.4g/30sec・15mmである。特定薄葉紙のクレム吸水量が斯かる範囲にあることは、その内部に高空隙な構造が形成されていることによるところが大きく、その高空隙な構造の形成は、特に第1層の嵩高性セルロース繊維の使用によるところが大きい。クレム吸水量が斯かる範囲にある特定薄葉紙は、実用上十分な液拡散性を有しており、例えば該特定薄葉紙を、使い捨ておむつ等の吸収性物品における吸収性コアを被覆するコアラップシートに適用した場合には、尿等の体液をコアラップシートの下方に配置された吸収性コアに速やかに吸収させることが可能となり、液吸収性が向上する。クレム吸水量は、JIS P8141に規定する、紙のクレム法による吸水度試験方法に準じ、次のようにして測定される。
【0039】
<クレム吸水量の測定方法>
測定対象シート(薄葉紙)を室温23℃±2℃、相対湿度50%RH±2%の環境下で12時間放置して一定状態になるよう調湿する。調湿後のシートから、MDに150mm、CDに15mmの寸法の長方形形状を切り出し、この切り出された長方形形状をサンプルとする。サンプルの一方の短辺から長手方向内方に5mm離間した位置に、該短辺と平行な直線(標線)を鉛筆で引く。そして、サンプルの長辺が垂直になるように該サンプルを電子天秤の下部に吊り下げ、この吊り下げ状態を保持したままで該サンプルを前記標線まで素早く測定液(生理食塩水)中に入れる。尚、サンプルは、前記標線(鉛筆で引いた直線)が前記測定液に近くなるように吊り下げる。そして、サンプルを測定液中に入れてから30秒後の該サンプルの重量増加分を電子天秤で測定し、その測定値をクレム吸水量(g/30sec.15mm)とする。クレム吸水量が多いほど高評価となる。尚、電子天秤には、市販の電子天秤データ取り込みソフト(商品名 RsCom Ver2.40:(株)エー・アンド・デイ社製)がインストールされたパーソナルコンピュータが電気的に接続されており、これによりサンプルの重量変化を記録することができる。
【0040】
また、特定薄葉紙の製造時の搬送方向(Machine Direction、略してMD)の乾燥引張強度は、好ましくは600cN/25mm以上、更に好ましくは650〜1500cN/25mmであり、MDに直交する方向(Cross machine Direction、略してCD)の乾燥引張強度は、好ましくは150cN/25mm以上、更に好ましくは150〜500cN/25mmである。また、特定薄葉紙のMDの湿潤引張強度は、好ましくは150cN/25mm以上、更に好ましくは150〜500cN/25mmであり、CDの湿潤引張強度は、好ましくは50cN/25mm以上、更に好ましくは60〜150cN/25mmである。乾燥引張強度及び湿潤引張強度がそれぞれ斯かる範囲にある特定薄葉紙は、実用上十分な強度を有しており、例えば該特定薄葉紙を、使い捨ておむつ等の吸収性物品における吸収性コアを被覆するコアラップシートに適用した場合には、吸収性物品の製造時及び使用時にコアラップシート(特定薄葉紙)が破れる等の不都合を起こし難い。特定薄葉紙の乾燥引張強度及び湿潤引張強度がそれぞれ前記範囲にあることは、特に第2層の存在によるところが大きく、第2層の優れた引張強度特性は、第2層の主成分がフィブリル化したセルロース繊維であることによるところが大きい。乾燥引張強度及び湿潤引張強度はそれぞれ次のようにして測定される。
【0041】
<乾燥引張強度の測定方法>
測定対象シート(薄葉紙)を室温23℃±2℃、相対湿度50%RH±2%の環境下で12時間放置して一定状態になるよう調湿する。調湿後のシートから、MDに150mm、CDに25mmの寸法の長方形形状を切り出し、この切り出された長方形形状をサンプルとする。このサンプルを、そのMDが引張方向となるように引張試験機(島津製作所製オートグラフAG−1kN)のチャックに無張力で取り付ける。チャック間距離は100mmとする。サンプルを300mm/分の引張速度で引っ張り、サンプルが破断するまでの最大強度を測定する。測定は5回行い、これらの平均値をMDの乾燥引張強度とする。また、CDの乾燥引張強度は、調湿後のシートから、CDに150mm、MDに25mmの寸法の長方形形状を切り出してこれをサンプルとし、このサンプルを、そのCDが引張方向となるように引張試験機のチャックに無張力で取り付け、前記と同様の手順により、CDの乾燥引張強度を求める。
【0042】
<湿潤引張強度の測定方法>
前記<乾燥引張強度の測定方法>と同様の手順で測定対象シート(薄葉紙)のサンプルを用意する。このサンプルを、そのMDが引張方向となるように引張試験機(島津製作所製オートグラフAG−1kN)のチャックに無張力で取り付け、筆先が水で湿らされた筆の該筆先により、サンプルの一面に引張方向の全長に亘って約10mmの幅で水を塗布してサンプルを湿潤状態とした後、サンプルを300mm/分の引張速度で引っ張り、サンプルが破断するまでの最大強度を測定する。測定は5回行い、これらの平均値をMDの湿潤引張強度とする。また、CDの乾燥引張強度は、調湿後のシートから、CDに150mm、MDに25mmの寸法の長方形形状を切り出してこれをサンプルとし、このサンプルを、そのCDが引張方向となるように引張試験機のチャックに無張力で取り付け、前記と同様の手順により、CDの湿潤引張強度を求める。
【0043】
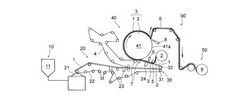
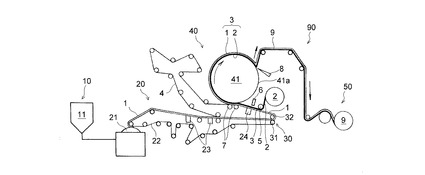
次に、前述した特定薄葉紙(嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙)を製造する方法、即ち、本発明の薄葉紙の製造方法の一実施態様について説明する。図2には、本実施態様の製造方法の実施に用いられる装置の一例である湿式抄紙機90が示されている。本実施態様の製造方法は、図2に示すように、湿潤状態の第1層ウェブ1と乾燥状態の第2層シート2とを重ね合わせて積層体3を得、積層体3の第2層シート2側をドライヤー表面41aに圧着させて積層体3を乾燥する工程を具備する。本実施態様においては、湿潤状態の第1層ウェブ1は、前記嵩高性セルロース繊維の分散液を湿式抄紙して湿潤状態の繊維ウェブを得、湿潤状態の該繊維ウェブを脱水することにより製造される。第1層ウェブ1は、前述した第1層の前駆体(所定の加工を経て最終的に第1層となるもの)であり、第2層シート2は、前述した第2層の前駆体(所定の加工を経て最終的に第2層となるもの)である。
【0044】
図2に示す湿式抄紙機90は、抄き網(円網21)を1枚備えた単層型円網抄紙機であり、紙料調整パート10と、フォーミングパート20と、第1ドライパート30と、第2ドライパート40と、ワインダーパート50とを含んで構成されている。紙料調整パート10は、調製装置11から供給された紙料(繊維の水分散液)を所定の濃度に調節してフォーミングパート20へ供給するものである。調製装置11は、パルプ繊維等の原料を離叩解する装置(図示せず)と、離叩解された原料にサイズ剤、顔料、紙力増強剤、漂白剤、凝集剤等の添加剤を添加する添加装置(図示せず)とを備え、第1層の特性に応じた所定濃度の原料からなる紙料を調製するように構成されている。フォーミングパート20は、紙料調整パート10から供給された紙料を抄き網(円網21)に湿潤状態の繊維ウェブ(湿紙)として形成するもので、湿紙を吸引脱水するサクションボックス23を備えている。第1ドライパート30は、フォーミングパート20において形成された湿潤状態の繊維ウェブを加圧して脱水するもので、湿紙を圧搾脱水するプレスロール31を備えている。第2ドライパート40は、第1ドライパート30を経た湿潤状態の繊維ウェブを加熱乾燥するもので、ヤンキードライヤー(回転シリンダー式抄紙乾燥機)41と、該繊維ウェブをドライヤー表面41a側に押圧するタッチロール7とを備えている。ワインダーパート50は、第2ドライパート40において乾燥された繊維ウェブをロール状に巻き取るものである。
【0045】
湿式抄紙機90を用いた本実施態様の薄葉紙の製造方法について説明すると、先ず、紙料調整パート10から供給された第1層用紙料(前記嵩高性セルロース繊維を含むスラリー)がフォーミングパート20において抄造され、ワイヤー22上に湿潤状態の連続帯状の第1層ウェブ1(繊維ウェブ)が形成される。より具体的には、先ず、軸心周りに回転駆動する円網21の外周面上に、紙料調整パート10から紙料が供給される。円網21の外周面上に供給された紙料は、円網21の回転に伴って移動する過程で、その水分が円網21内に排出されて脱水が進行する。円網21の回転に伴って脱水がある程度まで進行すると、円網21の外周面上には湿潤状態の第1層ウェブ1(繊維ウェブ)が形成され、この第1層ウェブ1はワイヤー22上に転移される。
【0046】
ワイヤー22上の湿潤状態の第1層ウェブ1は、フォーミングパート20に設置されているサクションボックス23による吸引によって水分が除去され、所定の含水率となされる。フォーミングパート20による吸引脱水工程後(次の第1ドライパート30による圧搾脱水工程前)の第1層ウェブ1の含水率は、好ましくは90〜99.9質量%、更に好ましくは90〜98質量%である。フォーミングパート20における含水率の調整は、サクションボックス23の吸引力の調整等によって実施可能である。ワイヤーパート20による吸引脱水工程後、ワイヤー22上の湿潤状態の第1層ウェブ1上にフェルト4が合流され、湿潤状態の第1層ウェブ1は、ワイヤー22とフェルト4とに挟まれた状態で、第1ドライパート30に導入される。
【0047】
本実施態様における第1ドライパート30は、軸心周りに回転駆動する円筒状のプレスロール31を含んで構成されている。プレスロール31は、円筒状の受けロール32に対し、両ロール31,32の外周面どうしが対向するように配置されており、湿潤状態の第1層ウェブ1を、フェルト4と共に両ロール31,32の間を通過させることにより、湿潤状態の第1層ウェブ1は圧搾脱水される。第1層ウェブ1から圧搾された水分はフェルト4に吸収される。第1ドライパート30による圧搾脱水工程後(後述する一体化工程前)の第1層ウェブ1の含水率は、好ましくは40〜80質量%、更に好ましくは50〜70質量%である。第1ドライパート30における含水率の調整は、プレスロール31の第1層ウェブ1に対する圧力(線圧)の調整等によって実施可能である。
【0048】
本実施態様の製造方法の主たる特長の1つとして、第1ドライパート30を通過し第2ドライパート40に導入される前の湿潤状態の第1層ウェブ1と、別途製造した乾燥状態の第2層シート2とを重ね合わせて積層体3を得、該積層体3の第2層シート2側をドライヤー表面41aに圧着させて積層体3を乾燥する点が挙げられる。本実施態様では、図2に示すように、ロール状に巻回された乾燥状態の連続帯状の第2層シート2を繰り出し、供給ロール5によって、フェルト4と共に第2ドライパート40に向けて搬送中の第1層ウェブ1上に供給して重ね合わせ、ウェブ1,シート2を一体化させている(一体化工程)。乾燥状態の第2層シート2と重ね合わされる第1層ウェブ1は湿潤状態であるため、第1層ウェブ1上に第2層シート2を重ねるだけでウェブ1,シート2は一体化する。
【0049】
本実施態様の製造方法の製造目的物である、第1層及び第2層からなる2層構造の特定薄葉紙の主たる特長の1つは、前述したように、第1層に嵩高性セルロース繊維を10質量%以上含有させることによって、第1層が第2層に比して嵩高となっている点である。しかしながら、このような組成上の工夫によって第1層が嵩高になるように設計しても、その製造過程における取り扱い如何によっては、設計通りの嵩高な第1層が得られず、液透過性及び液拡散性に優れた特定薄葉紙が得られないおそれがある。例えば、湿式抄紙法により設計通りの嵩高な連続帯状の第1層ウェブを得た場合でも、これを常方に従って巻き取ってロール状にすると、その保管中に第1層ウェブは厚み方向に潰され、それにより折角の嵩高構造が失われてしまうおそれがある。
【0050】
そこで、本実施態様では、第1層ウェブを湿紙抄紙法により製造する過程で得られる、湿潤状態の第1層ウェブに、別途製造した乾燥状態の第2層シートを重ね合わせて一体化させることにより、第1層ウェブ及び第2層シートからなる2層構造を形成するようにした。こうすることで、第1層のみが単独でロール状に巻き取られることがなくなるため、第1層の嵩高構造が潰されるおそれが低減される。前述したように、第2層は嵩高構造とはしないため、第2層シートを常法通り製造しロール状に巻き取って使用するまで保管しても、特定薄葉紙を得る上で特に問題は生じない。ここでいう「乾燥状態」とは、第2層シートの含水率が15質量%以下の状態を意味する。乾燥状態の第2層シートの含水率は、好ましくは3〜10質量%である。
【0051】
また、2層構造の薄葉紙の製造方法としては、本実施態様の如き、乾燥状態の繊維シート(第2層シート)と湿潤状態の繊維ウェブ(第1層ウェブ)とを重ね合わせて一体化させる方法(dry−wet法)の他に、特許文献1に記載されているように、抄き網を複数枚備えた多層型抄紙機を用い、湿式抄紙段階で多層抄紙を行って得られた2枚の湿潤状態の繊維ウェブどうしをそのまま重ね合わせて一体化させる方法(wet−wet法)がある。しかしながら、本発明者らの検討によれば、特定薄葉紙をwet−wet法によって製造した場合、dry−wet法によって製造した場合に比して、液透過性及び液拡散性の指標となるクレム吸水量や強度特性(引張強度)が低下することがわかった。その理由は定かではないが、wet−wet法がdry−wet法に比して、得られる特定薄葉紙のクレム吸水量が低い点については、wet−wet法では第1層と第2層との界面が明確にならないことによるものと推察される。前述したように、特定薄葉紙の優れた液拡散性は、疎な構造の第1層及び密な構造の第2層に起因する、第1層、若しくは第1層と第2層との界面又はその近傍での液体の面方向への拡散が重要であり、第1層と第2層との界面の存在が重要であるところ、共に湿潤状態の繊維ウェブを重ね合わせて2層構造を得るwet−wet法では、重ね合わされる前の段階において繊維の動きの自由度が高く、両繊維ウェブの形状が安定していないため、そのような両繊維ウェブを互いに重ね合わせると、各繊維ウェブの重ね合わせ面を形成する表層部の繊維が激しく動いて複雑に絡み合い、それによって該重ね合わせ面の輪郭が不明確になるため、両繊維層の界面(第1層と第2層との界面)が不明確になり易い。これに対し、dry−wet法は、重ね合わされる一方の繊維層が、繊維の動きの自由度がほぼゼロで形状が安定している乾燥状態の繊維シートであるため、両繊維層の界面(第1層と第2層との界面)が明確になり易い。
【0052】
また折角、dry−wet法により湿潤状態の第1層ウェブ1と乾燥状態の第2層シート2とを重ね合わせて積層体3を得ても、その後の第2ドライパート40において、嵩高な第1層ウェブ1側をヤンキードライヤー41のドライヤー表面41aに圧着させた場合は、ドライヤー表面41aからドクターブレード8を用いて積層体3を剥離する工程(クレープ形成工程)において、第1層ウェブ1の嵩高構造がドクターブレード8によって潰されるおそれがある。そこで、本実施態様では、図2に示すように、第2ドライパート40において、嵩高ではない積層体3の第2層シート2側をドライヤー表面41aに圧着させて積層体3を乾燥し、そうすることによって第1層の嵩高構造が安定的に得られるようにしている。
【0053】
また、第1層の嵩高構造がより安定的に得られるようにする観点から、第1ドライパート30による第1層ウェブ1の圧搾脱水工程〔第2層シート2と重ね合わされる前(一体化工程前)の湿潤状態の第1層ウェブ1を圧搾脱水する工程〕において、プレスロール31の第1層ウェブ1に対する圧力は、この種の湿式抄紙機において通常設定されるプレスロールの圧力よりも低く設定することが好ましく、具体的には0.02〜0.12MPaとすることが好ましい。同様の観点から、積層体3をドライヤー表面41a側に押圧するタッチロール7の圧力も、この種の湿式抄紙機において通常設定されるタッチロールの圧力よりも低く設定することが好ましく、具体的には0.02〜0.18MPaとすることが好ましい。通常の紙(嵩高構造を有しない紙)の抄造において、プレスロールの圧力は0.15〜0.3MPa程度とされ、タッチロールの圧力は0.2〜0.4MPa程度とされることが多い。
【0054】
また、このようにプレスロール31やタッチロール7の圧力を低く設定すると、湿潤状態の第1層ウェブ1の乾燥不足が懸念されるが、本実施態様では、図2に示すように、ヤンキードライヤー41よりも積層体3の搬送方向上流側にサクションボックス24(吸引手段)を設置し、積層体3をドライヤー表面41aに圧着させる前に、サクションボックス24を用いて積層体3(第1層ウェブ1)中の水分を吸引脱水することにより、斯かる懸念を払拭している。
【0055】
尚、本実施態様において湿潤状態の第1層ウェブ1に対して供給される、乾燥状態(含水率15質量%以下)の第2層シート2は、本実施態様の製造方法の製造目的物である特定薄葉紙における前述した第2層と基本的に同じものであり、公知の湿式抄紙法により抄造可能で、フィブリル化したセルロース繊維を主体とし、第2層シート2に含有される繊維のフリーネスは好ましくは500〜700mlであり、必要に応じPAE等の湿潤紙力増強剤を含有している。また、特定薄葉紙の乾燥引張強度を良好に保つこと、及び第2層シートを安定的に繰り出し重ね合わせる加工性の観点から、湿潤状態の第1層ウェブ1と重ね合わされる前の乾燥状態の第2層シート2は、実質的にクレープを有していないことが好ましく、より具体的には、該第2層シート2のクレープ率は5%以下であることが好ましい。
【0056】
本実施態様の製造方法では、dry−wet法により得られた連続帯状の積層体3を、その第2層シート2がドライヤー表面41aと対向するように該ドライヤー表面41aに圧着させる前に、該第2層シート2に液体を付与してこれを湿潤させる。こうすることで、第2層シート2のドライヤー表面41aへの貼り付き性が向上し、延いては積層体3の貼り付き性が向上する。乾燥状態の第2層シート2のままでは、積層体3がドライヤー表面41aに貼り付きにくく、積層体3(第1層ウェブ1)の乾燥が不十分となるおそれがある。湿式抄紙機90は、図2に示すように、ヤンキードライヤー41よりも積層体3の搬送方向上流側に、積層体3の第2層シート2に液体を付与する液体付与手段6を備えている。液体付与前の乾燥状態の第2層シート2の含水率は前述したように15質量%以下であり、液体付与手段6によって液体が付与された後の第2層シート2の含水率は、好ましくは5〜50質量%、更に好ましくは10〜30質量%である。液体付与手段6の設置位置は、前述したサクションボックス24(吸引手段)よりも積層体3の搬送方向上流側(図2参照)でも良く、あるいは搬送方向下流側でも良く、積層体3を挟んでサクションボックス24と対向する位置でも良い。また、液体付与手段6は、液体付与面(第2層シート2の外面)に接触しつつ液体を付与(塗布)する接触式のものでも良く、あるいは液体付与面に接触せずに液体を付与(噴霧、吐出)する非接触式のものでも良く、液体の種類等に応じて適宜選択できる。
【0057】
液体付与手段6によって第2層シート2に付与する液体としては、乾燥状態の第2層シート2を湿潤状態にし得るものであれば良く、例えば、水、イオン交換水等が挙げられる。前記液体には、必要に応じ、カチオン化澱粉等の添加剤を含有することができる。特に前記液体にカチオン化澱粉が含有されていると、第2層シート2(積層体3)のドライヤー表面41aへの貼り付き性が一層向上する。カチオン化澱粉の含有率は、前記液体中、好ましくは0.01〜1質量%である。
【0058】
積層体3は、第2ドライパート40において、図2に示すように、第2層シート2側がドライヤー表面41aに密着した状態でヤンキードライヤー41の回転により搬送され、その回転搬送中にドライヤー表面41aの熱により乾燥される。前述したように、第1層には、紙粉や毛羽の防止等の観点から、CMC等の乾燥紙力増強剤を含有させることが好ましいところ、本実施態様では、第2ドライパート40にて、図示しない紙力増強剤付与手段により、ドライヤー表面41aに密着している積層体3の第1層ウェブ1に乾燥紙力増強剤を付与(外添)する。前記紙力増強剤付与手段としては、この種の湿式抄紙機において紙力増強剤の外添に通常用いられているものを適宜用いることができる。
【0059】
図2に示すように、第2ドライパート40の出口にはドクターブレード8が設置されている。ドクターブレード8は、積層体3にクレープをかけながら、ドライヤー表面41aから積層体3を剥離させるものである。ドクターブレード8をドライヤー表面41aに当接させて積層体3を剥離することにより該積層体3にクレープ(ドライクレープ)が形成される。クレープ率については前述した通りである。こうして得られた連続帯状の薄葉紙(クレープ紙)9は、ワインダーパート50によってロール状に巻き取られる。
【0060】
以上の通り、本実施態様の製造方法によれば、第1層(第1層ウェブ1)の嵩高構造が製造過程で損なわれることのないように種々の工夫が施されているため、相対的に嵩高な第1層と相対的に嵩が低い第2層との組み合わせによる前述した効果が確実に奏され、強度特性が良好で液透過性及び液拡散性に優れた特定薄葉紙(嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙)を安定的に製造することができる。また、本実施態様の製造方法によれば、このような高品質の特定薄葉紙を製造するに当たり、汎用の単層型抄紙機を、大きな改造を施すことなくほぼそのまま使用することが可能であるため、製造コストを比較的低廉に抑えることが可能である。
【0061】
本発明の製造方法により製造される特定薄葉紙は、強度特性(引張強度)が良好で液透過性及び液拡散性に優れており、そのような特長が活かされる種々の用途に好適である。特に特定薄葉紙は、使い捨ておむつや生理用ナプキン等の吸収性物品において、液保持性の吸収性コアを被覆するコアラップシートとして好適であり、排泄液が、尿等の比較的低粘性の場合のみならず、軟便等の比較的高粘性の場合であっても、排泄液を素早く透過・拡散させて吸収性コアに吸収させることができ、吸収性物品の防漏性の向上に寄与し得る。特定薄葉紙は、特に排泄液が尿等の比較的低粘性の場合に有効であり、従って、使い捨ておむつにおけるコアラップシートとして特に有用である。
【0062】
特定薄葉紙を用いた吸収性物品の一例として、吸収性コア及びこれを被覆するコアラップシートを含んで構成される吸収性物品であって、該コアラップシートが特定薄葉紙であるものが挙げられる。より具体的には、特定薄葉紙を用いた吸収性物品は、肌対向面を形成する液透過性の表面シート、非肌対向面を形成する液不透過性ないし撥水性の裏面シート、及びこれら両シート間に配置された液保持性の吸収体を具備し、該吸収体が、前記吸収性コア及び前記コアラップシート(特定薄葉紙)を含んで構成されている。前記コアラップシート(特定薄葉紙)は、少なくとも前記吸収性コアの肌対向面を被覆することが好ましい。その場合、前記表面シートと前記吸収性コアとの間において、該表面シートと特定薄葉紙の第1層とが対向する(該吸収性コアと特定薄葉紙の第2層とが対向する)ように特定薄葉紙を配置することにより、該第1層が最初に液体(尿等の体液)と接することになる。尚、肌対向面は、吸収性物品又はその構成部材(例えば吸収性コア)における、吸収性物品の着用時に着用者の肌側に向けられる面であり、非肌対向面は、吸収性物品又はその構成部材における、吸収性物品の着用時に肌側とは反対側(着衣側)に向けられる面である。前記表面シート、前記裏面シート及び前記吸収性コアとしては、それぞれ、この種の吸収性物品において通常用いられているものを特に制限無く用いることができる。特定薄葉紙を用いた吸収性物品は、展開型あるいはパンツ型の使い捨ておむつ、生理用ナプキン、失禁パッド等に適用できる。
【0063】
以上、本発明の薄葉紙の製造方法について説明したが、本発明は、前述した実施態様に制限されず適宜変更可能である。本発明の実施に用いる湿式抄紙機の構成は、図2に示す湿式抄紙機90に制限されず、サクションボックスやプレスロールの設置数等は適宜変更可能である。また、湿式抄紙機90は単層型円網抄紙機であったが、本発明の実施にあたっては長網抄紙機等の他の単層型抄紙機を用いることもできる。
【実施例】
【0064】
以下、本発明を実施例により更に具体的に説明するが、本発明は斯かる実施例に限定されるものではない。特に断らない限り、「%」は「質量%」を意味する。
【0065】
〔実施例1〕
先ず、汎用の単層型抄紙機を用いて常法に従って、実質的にクレープを有しない乾燥状態の第2層シートを製造した。具体的には、パルプ繊維(NBKP)を水中に均一に分散させて、繊維濃度2質量%のスラリー(紙料)を調製し、該スラリーを叩解機にかけて、繊維のフリーネスを650mlに調整し、フィブリル化したパルプ繊維のスラリーを得た。更に、湿潤紙力増強剤としてPAEを、該スラリー中の全繊維の乾燥質量に対して0.7質量%投入し、各成分が均一になるように十分に撹拌し、固形分濃度0.1質量%の第2層用スラリーを調製した。この第2層用スラリーをワイヤー目開き径90μm(166メッシュ)の金網抄紙ワイヤー上に散布し、金網抄紙ワイヤー上に紙層(繊維ウェブ)を形成させ、サクションボックスを用いて6ml/(cm2・sec)の速度で該紙層を脱水した後、該紙層をドライヤーで乾燥させた。こうして得られたクレープ率0%の連続帯状の乾燥状態の第2層シートをロール状に巻き取って保管した。
【0066】
また別途、第1層用スラリーを調製した。具体的には、嵩高性セルロース繊維、パルプ繊維(NBKP)及びPVA繊維(熱融着性接着繊維)を、繊維の含有質量比(嵩高性セルロース繊維/パルプ繊維/PVA繊維)が76/19/5となるように混合して繊維の集合体を得、該集合体を水中に均一に分散させて、繊維濃度2質量%のスラリー(紙料)を調製し、第1層用スラリーとした。
【0067】
こうして得られた乾燥状態の第2層シートと第1層用スラリーとを用い、図2に示す如き単層型円網抄紙機により、前述した実施態様と同様の手順でdry−wet法により、2層構造の薄葉紙(クレープ紙)を製造した。この湿式抄紙においては、第2ドライパートにおいて、積層体(第1層ウェブと第2層シートとの積層体)の第2層シート側をドライヤー表面に圧着させた。また、積層体をヤンキードライヤー表面に圧着させる前に、該積層体の第2層シートに液体(カチオン化澱粉の0.1質量%水溶液)を付与して該第2層シートを湿潤させた。また、第2ドライパートにおいて、ヤンキードライヤー表面に密着している積層体の第1層ウェブに、乾燥紙力増強剤としてのCMC0.2質量%を外添法により付与した。抄紙条件は、抄紙幅(第1層ウェブの幅)1000mm、抄紙速度50m/min、プレスロールの圧力0.05MPa、タッチロールの圧力0.07MPaとした。
【0068】
〔実施例2〕
第1層の組成を下記表1に示すように変更した以外は実施例1と同様にして2層構造の薄葉紙(クレープ紙)を製造した。
【0069】
〔比較例1〕
抄き網を複数枚(円網と短網の2枚)備えた多層型抄紙機を用い、湿式抄紙段階で多層抄紙を行って得られた2枚の湿潤状態の繊維ウェブどうしをそのまま重ね合わせて一体化させるwet−wet法により、2層構造の薄葉紙(クレープ紙)を製造した。抄紙条件は実施例1と同じとした。
【0070】
〔比較例2〕
第2ドライパートにおいて、積層体の第1層ウェブ側をドライヤー表面に圧着させた以外は実施例1と同様にして2層構造の薄葉紙(クレープ紙)を製造した。
【0071】
〔比較例3〕
汎用の単層型抄紙機を用い、常法に従って単層抄きを行い、単層構造の薄葉紙(クレープ紙)を製造した。具体的には、NBKPを水中に均一に分散させて、繊維濃度2質量%のスラリー(紙料)を調製し、このスラリーを叩解機にかけて、NBKPのフリーネスを700mlに調整した。更に、このスラリーを希釈しながら、乾燥紙力増強剤としてPVAを、スラリー中の全繊維の乾燥質量に対して0.78質量%投入し、各成分が均一になるように十分に撹拌し、固形分濃度0.1質量%のスラリーに調整した。こうして得られたスラリーを、ワイヤー目開き径90μm(166メッシュ)の金網抄紙ワイヤー上に散布し、金網抄紙ワイヤー上に紙層を形成させ、サクションボックスを用いて6ml/(cm2・sec)の速度で該紙層を脱水した後、該紙層をドライヤーで乾燥させ、乾燥面からドクターブレードで紙層をはがしながら、ドライヤーと巻き取りの速比をつけてクレープを付与した。尚、下記表1及び表2では、比較例3によって得られた単層構造の薄葉紙における「単層」の組成等を、第1層の欄に記載した。
【0072】
下記表1中、繊維の欄における数値(質量%)は、第1層又は第2層中の全繊維に占める当該繊維の割合(質量基準)を意味し、繊維以外の成分(添加剤)の欄における数値(質量%)は、第1層又は第2層中の全繊維の乾燥質量に対する当該成分の割合(質量基準)を意味する。また、下記表1中の各成分の詳細は次の通り。
・嵩高性セルロース繊維:繊維粗度0.36mg/mのマーセル化パルプ(商品名「ポロセニア」、RAYONIER社製)。
・パルプ繊維:繊維粗度0.15mg/mのNBKP(商品名「Cariboo」、Cariboo Pulp and Paper Company製)。
・PVA繊維:クラレ株式会社製、商品名「VPB107−1」。
・乾燥紙力増強剤:CMC(第一工業製薬株式会社製、商品名「セロゲンWS−C」。
・湿潤紙力増強剤:PAE(星光PMC株式会社製、商品名「WS4030」)。
【0073】
【表1】
【0074】
〔評価〕
実施例及び比較例の製造方法によって得られた薄葉紙について、液透過時間、クレム吸水量、乾燥引張強度、湿潤引張強度を前記方法によって測定した。それらの結果を下記表2に示す。
【0075】
【表2】
【0076】
表2に示す通り、dry−wet法の実施例1及び2の薄葉紙は、液透過時間が最適にコントロールされ、クレム吸水量が高く液拡散能力に優れたものであり、更に、乾燥引張強度及び湿潤引張強度も優れたものであることがわかる。それに対し、wet−wet法の比較例1の薄葉紙は、実施例1〜2の薄葉紙に比べて、クレム吸水量が低く液拡散性能に劣るものであり、また、構成繊維のフリーネスの値が比較的大きいにもかかわらず、乾燥引張強度、湿潤引張強度も劣るものである。また、比較例2の薄葉紙は、dry−wet法によるものであるが、実施例1及び2とは異なり、第1層ウェブ側をドライヤー表面に圧着させたものであり、斯かる違いに起因して実施例1及び2の薄葉紙に比べて、液透過性、液拡散性に劣るものである。また、単層抄きの比較例3の薄葉紙は、実施例1及び2の薄葉紙に比べて、乾燥強度、湿潤強度が低く劣るものである。以上より、強度特性が良好で液透過性及び液拡散性に優れた薄葉紙を得るためには、本発明のように、湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備した製造方法であることが重要であることが明らかである。
【符号の説明】
【0077】
1 第1層ウェブ
2 第2層シート
3 積層体
10 紙料調整パート
20 フォーミングパート
21 円網
22 ワイヤー
23,24 サクションボックス
30 第1ドライパート
31 プレスロール
40 第2ドライパート
41 ヤンキードライヤー
41a ドライヤー表面
50 ワインダーパート
6 液体付与手段
7 タッチロール
8 ドクターブレード
9 薄葉紙
90 湿式抄紙機
【技術分野】
【0001】
本発明は、使い捨ておむつや生理用ナプキン等の吸収性物品において、吸収性コアを被覆するコアラップシートとして好適な薄葉紙の製造方法に関する。
【背景技術】
【0002】
使い捨ておむつや生理用ナプキン等の吸収性物品には、液保持性の吸収体を具備するものがあり、該吸収体として、木材パルプや高吸水性樹脂等を含む吸収性コアと、該吸収性コアの外面を被覆するコアラップシートとを含んで構成されているものが知られている。コアラップシートは、吸収体の製造時には木材パルプや高吸水性樹脂等の吸収体形成材料を受けるためのシートとして働き、製造後には吸収性コアを包んで吸収性コアの形状を安定化する役割などを果たす。コアラップシートとしては、従来、吸収紙、薄葉紙、不織布等の透水性シートが用いられている。
【0003】
また従来、液透過性や液拡散性の向上等の観点から、吸収紙を、構成・機能の異なる複数の層が積層してなる多層構造とすることが知られている。例えば特許文献1には、吸収性コアを被覆するコアラップシートとして好適な吸収紙として、嵩高性のセルロース繊維を混合して抄紙し、且つ液体が最初に接する表面層と、これに重層する一以上の基盤層とを有してなる吸収紙が記載されている。また、特許文献1には、特許文献1に記載の吸収紙の製造方法として、前記表面層及び前記基盤層をそれぞれ抄紙し、それらを親水性バインダーやエンボス等により接着する方法や、湿式抄紙段階で多層抄紙を行い、引き続き湿式抄紙段階で原料の水素結合や熱接着により各層を一体化させる方法が記載されている。特許文献1に記載の吸収紙においては、前記表面層で液体を素早く吸収して前記基盤層に移行させ、前記基盤層は前記表面層からの液体を強力に吸収しその全体に拡散させることができるため、吸収/透過/拡散という液体の流れが理想的であるとされている。
【0004】
また特許文献2には、嵩高性のセルロース繊維を主体とする、繊維集合体と繊維ウェブとが一体化しており、内部に高吸収性ポリマーが含まれている吸収性シートが記載されている。また、特許文献2には、特許文献2に記載の吸収性シートの製造方法として、嵩高性のセルロース繊維を含む湿潤した前記繊維ウェブ上に高吸収性ポリマーを散布し、その上に前記繊維集合体を重ね合わせた後、これらを乾燥し一体化する方法が記載されている。特許文献2に記載の技術によれば、高吸収性ポリマーがシート内に確実に固定され、高吸収性ポリマーの脱落がほとんどなく、且つ高吸収性ポリマーのゲルブロッキングが起こり難い吸収性シートが得られるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−287886号公報
【特許文献2】特開平9−156013号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
コアラップシートには、製造時に破れが生じない程度のシート強度と、使用時に液を素早く透過・拡散させ、コアラップシートの下方に配置された吸収性コアに速やかに吸収させる高い液透過性及び液拡散性が要求されるが、コアラップシートのシート強度と液透過性及び液拡散性とは二律背反の関係にあり、両者をバランス良く両立させることは難しいのが現状である。また、吸収体の薄型化が要望される中で、これを構成するコアラップシートにも低坪量化が要望されているところ、コアラップシートの低坪量化はシート強度の低下を招くおそれがあるため、現状のコアラップシートの構成では低坪量化は困難である。
【0007】
従って本発明の課題は、強度特性が良好で液透過性及び液拡散性に優れた薄葉紙を提供し得る薄葉紙の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、第1層とこれに重層する第2層とを具備する2層構造の薄葉紙について種々検討した結果、第1層に嵩高性セルロース繊維を含有させて第1層を相対的に嵩高にすると共に、第2層には嵩高性セルロース繊維を含有させず、フィブリル化したセルロース繊維を含有させることにより、強度特性が良好で液透過性及び液拡散性に優れた2層構造の薄葉紙が得られることを知見した。そして、この2層構造の薄葉紙を安定的に製造し得る製造方法について検討した結果、湿式抄紙により得られた湿潤状態の第1層ウェブに、別途製造した乾燥状態の第2層シートを重ね合わせて積層体を得、該積層体の第2層シート側をヤンキードライヤー表面に圧着させて該積層体を乾燥することにより、第1層の嵩高構造が安定的に得られ、前記の優れた特性を有する2層構造の薄葉紙が安定的に製造できることを知見した。
【0009】
本発明は、前記知見に基づきなされたもので、嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙の製造方法であって、湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備する、薄葉紙の製造方法を提供することにより、前記課題を解決したものである。
【発明の効果】
【0010】
本発明によれば、強度特性が良好で液透過性及び液拡散性に優れた薄葉紙を安定的に製造することができる。
【図面の簡単な説明】
【0011】
【図1】図1は、液透過時間の測定方法の説明図である。
【図2】図2は、本発明の製造方法の実施に用いられる装置の一例の概略図である。
【発明を実施するための形態】
【0012】
本発明の製造方法は、嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙(以下、特定薄葉紙ともいう)の製造方法である。この特定薄葉紙において、第1層と第2層とは一体化されている。以下、先ず、本発明の製造方法により製造される特定薄葉紙について説明する。
【0013】
第1層に含有される嵩高性セルロース繊維は、捻じれ構造、クリンプ構造、屈曲及び/又は分岐構造等の立体構造を有するセルロース繊維であり、その立体構造により該繊維自体が嵩高である。従って、このような嵩高性セルロース繊維を10質量%以上含有する第1層は、嵩高で比較的疎な構造であり、面方向への優れた液拡散能力を有する。しかしながら、第1層は、比較的疎な構造であり厚み方向への液透過速度が速すぎるため、第1層のみでは、面方向への液拡散性を発現する前に液が透過してしまい、十分な面方向への液拡散能力を発揮できない。一方、フィブリル化したセルロース繊維を含有する(嵩高性セルロース繊維を含有していない)第2層は、多数の繊維が比較的密な状態で存在している繊維層であり、液拡散能力は小さく液透過速度が遅い。従って、本発明の製造方法により得られる特定薄葉紙においては、相対的に嵩高な第1層は、相対的に密な第2層によって厚み方向へ液が速く透過し過ぎないよう液の透過速度がコントロールされ、第1層、若しくは第1層と第2層との界面又はその近傍での液拡散を引き起こし、それが特定薄葉紙による優れた液拡散性の発現に大きく寄与している。即ち、特定薄葉紙によれば、疎な構造の第1層と密な構造の第2層とに起因して、第1層、若しくは第1層と第2層との界面又はその近傍(第1層における該界面の近傍)で液体が面方向に拡散され、こうして拡散された液体は、第1層の毛管現象によって更に面方向に拡散されつつ、第2層に向けて厚み方向に透過していく。第2層自体も、第1層に比して液透過速度は遅いものの、良好な液透過性を有しているので、特定薄葉紙全体として優れた液透過性及び液拡散性を発現し得る。
【0014】
嵩高性セルロース繊維の繊維粗度は、好ましくは0.30mg/m以上、更に好ましくは0.30〜0.40mg/mである。繊維粗度は、木材パルプのように、繊維の太さが不均一な繊維において、繊維の太さを表す尺度として用いられるものであり、後述するように市販の繊維粗度計を用いて測定され、繊維粗度の値が大きいほど、太い繊維ということになる。嵩高性セルロース繊維の繊維粗度が0.30mg/m未満では、第1層の嵩高さが不足して、特定薄葉紙の液拡散性が不十分になるおそれがある。
【0015】
<繊維粗度及び平均繊維長の測定>
繊維粗度計FS−200(KAJAANI ELECTRONICS LTD.製)を用いて測定する。測定対象の繊維は未叩解のものとする。先ず、測定対象の繊維の真の重量を求めるために、該繊維を真空乾燥機内にて100℃で1時間乾燥させ、繊維中に存在している水分を除去する。こうして乾燥させた繊維から1gを正確に量りとる(誤差±0.1mg)。次に、量り取った繊維を、該繊維に極力損傷を与えないように注意しつつ、前記繊維粗度計に付属のミキサーで150mlの水中に完全に離解させ、これを全量が5000mlになるまで水で薄めて希釈液を得た。得られた希釈液から50mlを正確に量りとってこれを繊維粗度測定溶液とし、前記繊維粗度計の操作手順に従って目的とする繊維粗度及び平均繊維長をそれぞれ算出する。尚、平均繊維長の算出には、前記操作手順に基づき下記式により計算された値を用いる。
【0016】
【数1】
【0017】
嵩高性セルロース繊維としては親水性のものが好ましく、親水性の嵩高性セルロース繊維としては、例えば、セルロース繊維の分子内及び/又は分子間を架橋剤により架橋した架橋セルロース繊維(例えば、HBAとして知られている化学的に架橋されたセルロース繊維);セルロース繊維等をアルカリ処理し、繊維断面を膨潤増大させたマーセル化パルプ;(例えば、商品名「ポロセニア」)等が挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。これらの中でも、特に架橋セルロース繊維は、湿潤状態でもその嵩高性(立体構造)を維持し得るため、本発明で好ましく用いられる。架橋セルロース繊維は、セルロース繊維の分子内及び分子間の双方が架橋されていることが好ましい。嵩高性セルロース繊維の素材となるセルロース繊維としては、例えば、木材パルプ、綿等の天然セルロース繊維;レーヨン、キュプラ、テンセル、リヨセル等の再生セルロース繊維;アセテート等の半合成セルロース繊維等が挙げられる。
【0018】
嵩高性セルロース繊維の製造工程で使用されるセルロース繊維の架橋剤としては、例えば、ジメチロールエチレン尿素、ジメチロールジヒドロキシエチレン尿素等のN−メチロール系化合物;クエン酸、トリカルバリル酸、ブタンテトラカルボン酸等のポリカルボン酸;ポリグリシジルエーテル系化合物等が挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。
【0019】
架橋剤の使用量は、セルロース繊維100質量部に対して、0.2〜20質量部とすることが好ましい。0.2質量部未満であると、架橋密度が低いため、嵩高性セルロース繊維の湿潤時の弾性率が低く、ヨリ/ヘタリが生じるおそれがあり、20質量部を超えると、嵩高性セルロース繊維が剛直になり過ぎ、応力がかかった時、繊維が脆くなってしまうおそれがある。架橋剤を用いてセルロース繊維を架橋する方法としては、例えば下記i)及びii)の方法が挙げられる。i)架橋剤の水溶液に必要に応じて触媒を添加したものに、セルロース繊維を含浸し、架橋剤水溶液が設計付着量となるように該セルロース繊維を脱水した後、これを架橋温度に加熱する方法。ii)スプレー等により架橋剤水溶液をセルロース繊維に設計付着量となるように散布し、その後、該セルロース繊維を架橋温度に加熱し、架橋反応させる方法。
【0020】
第1層における嵩高性セルロース繊維の含有率は、前述したように10質量%以上であり、好ましくは20〜100質量%、更に好ましくは30〜95質量%である。
【0021】
第1層には、繊維として、嵩高性セルロース繊維以外の他の繊維(繊維粗度が0.30mg/m未満の繊維)、例えば、針葉樹晒クラフトパルプ(NBKP)等のパルプ繊維;ポリビニルアルコール(PVA)等の熱融着性接着繊維;レーヨン、キュプラ等の再生セルロース繊維;ポリエチレン繊維、ポリプロピレン繊維及びポリエステル繊維等の合成繊維を親水化処理したもの等を含有させることもできる。嵩高性セルロース繊維以外の他の繊維(例えばNBKP等のパルプ繊維)の含有率は、第1層の嵩高さを維持する等の観点から、第1層中、90質量%以下が好ましく、特に0〜80質量%、とりわけ5〜70質量%が好ましい。
【0022】
第1層に含有される繊維のフリーネス(第1層に含有される繊維が嵩高性セルロース繊維のみである場合は、嵩高性セルロース繊維のフリーネス)は、強度特性(引張強度)と液透過性とのバランスの観点から、好ましくは750〜900mlであり、更に好ましくは750〜850mlである。後述するように、フリーネスは、JIS P8121に規定するカナダ標準ろ水度(C.S.F.)で示される値である。
【0023】
第1層は、嵩高性セルロース繊維等の繊維以外の他の成分を含有していても良い。他の成分としては、例えば、ポリビニルアルコール(PVA)、カルボキシメチルセルロース(CMC)及びその塩、カチオン性又はアニオン性ポリアクリルアミド(PAM)等の乾燥紙力増強剤、あるいはエポキシ化ポリアミドポリアミン樹脂(PAE)等の湿潤紙力増強剤、あるいはタルク等の填料、染料、色顔料、抗菌剤、pH調整剤、歩留り向上剤、耐水化剤、消泡剤等の一般的に抄紙用原材料や添加物として使用されているものが挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。
【0024】
第1層は、嵩高性セルロース繊維を含有していることに起因して紙粉や毛羽が発生し易いため、これを防止すべく、第1層に乾燥紙力増強剤を含有させることが好ましい。後述するように第1層を湿式抄紙法により製造する場合、第1層に紙力増強剤を含有させる方法としては、紙料から繊維を抄いて繊維ウェブとする前に該紙料に紙力増強剤を添加する、いわゆる内添法と、紙料から繊維を抄いて得られた繊維ウェブに、塗布、含浸、噴霧等の種々の付与方法により紙力増強剤を付与する、いわゆる外添法とがあり、本発明では何れの添加方法も利用可能であるが、内添法では紙力増強剤の歩留まりが低下するおそれがあることから、第1層は外添法によって紙力増強剤(乾燥紙力増強剤)が付与されたものであることが好ましい。
【0025】
乾燥紙力増強剤の含有率は、第1層中の全繊維の乾燥質量に対して、好ましくは0.01〜5質量%、更に好ましくは0.02〜3質量%である。乾燥紙力増強剤の含有率が少なすぎると、乾燥紙力増強剤を使用する意義(紙粉や毛羽立ちの防止、乾燥引張強度等の強度特性の向上)が薄れ、乾燥紙力増強剤の含有率が多すぎると、特定薄葉紙の硬化(風合いの低下)の他、特定薄葉紙の製造時におけるヤンキードライヤーへの紙の張り付きやメッシュドラムへの紙力増強剤の付着等による、特定薄葉紙の地合の低下を招くおそれがある。
【0026】
第2層は、フィブリル化したセルロース繊維を含有する。フィブリル化したセルロース繊維は、セルロース繊維を湿潤状態において摩擦する等のいわゆる叩解により、そのセルロース繊維中のフィブリル(小繊維)を毛羽立たせたり、ささくれさせたりしたものである。フィブリル化の進行度合いは、フリーネスによって評価できる。フリーネスは、JIS P8121に規定するカナダ標準ろ水度(C.S.F.)で示される値であり、繊維の叩解(水の存在下で繊維を機械的に叩き、磨砕する処理)の度合いを示す値である。繊維の叩解は、繊維を分散させた紙料(スラリー)に対して、ビーダー、ディスクリファイナー等の公知の叩解機を用いて常法に従って実施することができる。通常、繊維のフリーネスの値が小さいほど、叩解の度合いが強く、叩解による繊維の損傷が大きくてフィブリル化が進行している。前述したように、第1層は嵩高で疎な構造であるため、繊維の繊維間結合点が少なく、また、主たる構成繊維として嵩高繊維を用いるため、繊維間の結合力も弱い。従って、特定薄葉紙に良好な強度特性を持たせるには、第2層でいかに強度を発現させるかが重要となる。
【0027】
第2層に含有される繊維のフリーネス(第2層に含有される繊維がフィブリル化したセルロース繊維のみである場合は、フィブリル化したセルロース繊維のフリーネス)は、好ましくは500〜700mlであり、更に好ましくは550〜670mlである。フリーネスが前記範囲にある繊維は、フィブリル化が進行しているため繊維どうしが絡み合い易く、そのため、特定薄葉紙(第2層)の低坪量化を図った場合に、繊維の繊維間結合点の数が減少しても、各繊維間結合の強度は、フリーネスが700mlを超え相対的にフィブリル化が進行していない繊維に比して高い。一方、フリーネスが500ml未満の場合は、繊維の絡み合いによる強度改善効果は飽和しており、また、繊維の切断が促進され、透過時間が遅くなるおそれがある。従って、フリーネスが500〜700mlである繊維を含有する第2層は、良好な強度特性(引張強度)及び液透過性を有し得る。
【0028】
第2層の特性に関し特に重要なのは、前述したように、第1層に比して嵩が低く液透過速度が遅いことと良好な強度特性を有することであり、斯かる観点から、第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維は、第1層に含有される嵩高性セルロース繊維に比して繊維粗度の値が小さく、細い繊維が好ましい。第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維の繊維粗度は、好ましくは0.05〜0.20mg/m、更に好ましくは0.12〜0.20mg/mである。また、第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維の平均繊維長は、好ましくは0.5〜3mm、更に好ましくは1〜3mmである。
【0029】
第2層に含有されるフィブリル化したセルロース繊維の素材となるセルロース繊維としては、例えば、NBKP、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ(NBSP)、サーモメカニカルパルプ(TMP)等の木材パルプ;楮、三椏、雁皮等の靱皮繊維;藁、竹、ケナフ、麻等の非木材パルプ;レーヨン、キュプラ、テンセル、リヨセル等の再生セルロース繊維;アセテート等の半合成セルロース繊維等が挙げられ、これらの1種を単独で又は2種以上を組み合わせて用いることができる。これらのセルロース繊維の中でも、特にNBKPは、これを用いて製造される紙の強度が高いため、本発明で好ましく用いられる。本発明で用いるNBKPとしては、この種の紙において通常用いられるNBKPを特に制限無く用いることができる。NBKPとして、パルプの漂白に塩素化合物を使用しないECF(エレメンタリー・クロリンフリー)漂白パルプやTCF(トータル・クロリンフリー)漂白パルプを使用しても良い。
【0030】
第2層には、繊維として、フィブリル化したセルロース繊維以外の他の繊維を含有させることもできる。但し、特定薄葉紙全体として優れた液透過性及び液拡散性を得る観点から、嵩高性セルロース繊維をはじめとする、フィブリル化したセルロース繊維以外の他の繊維の含有率は、第2層中、30質量%以下とすることが好ましく、0質量%、即ち、第2層中の繊維としてはフィブリル化したセルロース繊維のみを用いることが更に好ましい。フィブリル化したセルロース繊維の含有率は、第2層中、好ましくは70〜100質量%、更に好ましくは80〜100質量%である。
【0031】
第2層は、フィブリル化したセルロース繊維等の繊維以外の他の成分を含有していても良い。他の成分としては、前述した、第1層に含有可能な他の成分と同様のものを用いることができる。第2層の主たる役割の1つは、特定薄葉紙の強度特性の向上であり、斯かる観点から、第2層には湿潤紙力増強剤を含有させることが好ましい。第2層に紙力増強剤を含有させる方法は、内添法でも外添法でも構わない。湿潤紙力増強剤の含有率は、第2層中の全繊維の乾燥質量に対して、好ましくは0.01〜2質量%、更に好ましくは0.02〜1質量%である。
【0032】
前述した第1層と第2層とから構成される特定薄葉紙は、厚みの薄い吸収体のコアラップシートに適したものとする等の観点から、坪量を比較的低く設定することが好ましく、具体的には、第1層と第2層との合計坪量を10〜30g/m2、特に10〜25g/m2とすることが好ましい。坪量がこのように低いと紙力の低下が懸念されるが、本発明では、前述した特定薄葉紙の構成(特に第2層の構成)の採用により斯かる懸念を払拭している。特定薄葉紙の坪量が10g/m2未満では、紙力が著しく低下するおそれがあり、また、特定薄葉紙の坪量が30g/m2超では、特定薄葉紙が硬くなるおそれがある。第1層の坪量は、好ましくは5〜20g/m2、更に好ましくは5〜15g/m2であり、第2層の坪量は、好ましくは5〜20g/m2、更に好ましくは5〜15g/m2である。
【0033】
薄葉紙(第1層、第2層)の坪量は、次のようにして測定される。JIS P8111の条件にてサンプル(薄葉紙又は第1層若しくは第2層)の調湿を行った後、サンプルから10cm四方(面積100cm2)の測定片を切り出し、該測定片の重量を少数点以下2桁の天秤にて測定し、その測定値を面積で除して該測定片の坪量を算出する。サンプルから切り出した10枚の測定片について、前記手順に従って坪量を算出し、それらの平均値をサンプルの坪量とする。第1層と第2層とが重層した状態で一体化して薄葉紙を構成している場合は、該薄葉紙から第1層を引き剥がし、残った第2層について、前記手順に従ってその坪量(第2層単独の坪量)を測定し、また、別途前記手順に従って測定した該薄葉紙の坪量から該第2層単独の坪量を差し引いて、引き剥がした第1層単独の坪量を算出する。
【0034】
特定薄葉紙は、クレープ(ちりめん状のシワ)を有していることが好ましい。クレープを有する薄葉紙は、クレープを有しない薄葉紙に比して液透過性が高く、また、クレープ率が高くなるほど液透過性が高まる。但し、クレープ率が高くなると、強度特性(引張強度)は低下する傾向がある。斯かる知見に基づき、液透過性と強度特性とのバランスの観点から、特定薄葉紙のクレープ率は5〜30%とすることが好ましく、5〜20%とすることが更に好ましい。また、特定薄葉紙におけるクレープは、ドライヤーパートにおけるヤンキードライヤー等から乾燥状態の繊維ウェブをドクターナイフ等で剥離する際に生じる、ドライクレープであることが好ましい。クレープ率は、次のようにして測定される。
【0035】
<クレープ率の測定方法>
測定対象シート(薄葉紙)から長さ方向(測定対象シートの製造時の搬送方向、MD)に200mm、幅方向(MDに直交する方向、CD)に100mmの矩形形状を切り出してサンプルとする。この矩形形状のサンプルを10分間水中に浸漬した直後のMDの長さCを測定し、次式によりクレープ率を算出する。 クレープ率(%)={(C−200)/200}×100 例えば、10分間浸漬後のMDの長さCが220mmであった場合、前記式により算出される当該シートのクレープ率は10%である。
【0036】
特定薄葉紙は、下記方法で測定される液透過時間が、1〜4秒、特に1〜3秒であることが好ましい。液透過時間は、液透過速度の指標となるものであり、液透過時間が短いほど液透過速度が速いとみなされ、液透過性に優れるとして高評価となる。液透過時間が前記範囲(1〜4秒)にある特定薄葉紙は、液透過性に優れており、例えば該特定薄葉紙を、使い捨ておむつ等の吸収性物品における吸収性コアを被覆するコアラップシートに適用した場合には、尿等の排泄液を、着用者の肌と表面シートの間に貯めることなく素早く透過させて吸収性コアに速やかに吸収させることが可能となり、吸収性物品の防漏性の向上が期待できる。また、前述したように、特に特定薄葉紙全体の液拡散性の向上に関しては、疎な構造の第1層及び密な構造の第2層に起因する、第1層、若しくは第1層と第2層との界面又はその近傍(第1層における該界面の近傍)での液体の面方向への拡散が重要であり、斯かる界面又はその近傍での液拡散をより確実に発現させる観点から、液透過時間が前記範囲(1〜4秒)にあることが好ましい。
【0037】
<液透過時間の測定方法>
図1に示すように、上下端が開口している内径35mmの2本の円筒91,92を、両円筒91,92の軸を一致させて上下に配し、8cm四方の測定サンプルS(薄葉紙)を上下の円筒91,92間に挟み込む。このとき、上側の円筒91の下端及び下側の円筒92の上端に設けられた環状のフランジ部にクリップ93を嵌合させ、上下の円筒91,92を連結させることが好ましい。符号94は、円筒91,92の内径と同径同形状の貫通孔を有するゴム製等のパッキンである。このように、上下の円筒91,92で測定サンプルSを挟持固定した状態で、上側の円筒91内に、図1中符合Wで示す生理食塩水(塩化ナトリウム濃度0.9質量%の水溶液)を40g±1g供給する。供給された生理食塩水は、測定サンプルSを透過して下側の円筒92内に透過するか又は測定サンプルSに吸収されて上側の円筒91内からなくなる。生理食塩水の供給開始時から、生理食塩水の水面が測定サンプルSの表面(上側の円筒91側の面)と同位置になるまでの時間を測定し、その時間を液透過時間とする。
【0038】
また、特定薄葉紙のクレム吸水量は、好ましくは0.2g/30sec・15mm以上、更に好ましくは0.2〜0.4g/30sec・15mmである。特定薄葉紙のクレム吸水量が斯かる範囲にあることは、その内部に高空隙な構造が形成されていることによるところが大きく、その高空隙な構造の形成は、特に第1層の嵩高性セルロース繊維の使用によるところが大きい。クレム吸水量が斯かる範囲にある特定薄葉紙は、実用上十分な液拡散性を有しており、例えば該特定薄葉紙を、使い捨ておむつ等の吸収性物品における吸収性コアを被覆するコアラップシートに適用した場合には、尿等の体液をコアラップシートの下方に配置された吸収性コアに速やかに吸収させることが可能となり、液吸収性が向上する。クレム吸水量は、JIS P8141に規定する、紙のクレム法による吸水度試験方法に準じ、次のようにして測定される。
【0039】
<クレム吸水量の測定方法>
測定対象シート(薄葉紙)を室温23℃±2℃、相対湿度50%RH±2%の環境下で12時間放置して一定状態になるよう調湿する。調湿後のシートから、MDに150mm、CDに15mmの寸法の長方形形状を切り出し、この切り出された長方形形状をサンプルとする。サンプルの一方の短辺から長手方向内方に5mm離間した位置に、該短辺と平行な直線(標線)を鉛筆で引く。そして、サンプルの長辺が垂直になるように該サンプルを電子天秤の下部に吊り下げ、この吊り下げ状態を保持したままで該サンプルを前記標線まで素早く測定液(生理食塩水)中に入れる。尚、サンプルは、前記標線(鉛筆で引いた直線)が前記測定液に近くなるように吊り下げる。そして、サンプルを測定液中に入れてから30秒後の該サンプルの重量増加分を電子天秤で測定し、その測定値をクレム吸水量(g/30sec.15mm)とする。クレム吸水量が多いほど高評価となる。尚、電子天秤には、市販の電子天秤データ取り込みソフト(商品名 RsCom Ver2.40:(株)エー・アンド・デイ社製)がインストールされたパーソナルコンピュータが電気的に接続されており、これによりサンプルの重量変化を記録することができる。
【0040】
また、特定薄葉紙の製造時の搬送方向(Machine Direction、略してMD)の乾燥引張強度は、好ましくは600cN/25mm以上、更に好ましくは650〜1500cN/25mmであり、MDに直交する方向(Cross machine Direction、略してCD)の乾燥引張強度は、好ましくは150cN/25mm以上、更に好ましくは150〜500cN/25mmである。また、特定薄葉紙のMDの湿潤引張強度は、好ましくは150cN/25mm以上、更に好ましくは150〜500cN/25mmであり、CDの湿潤引張強度は、好ましくは50cN/25mm以上、更に好ましくは60〜150cN/25mmである。乾燥引張強度及び湿潤引張強度がそれぞれ斯かる範囲にある特定薄葉紙は、実用上十分な強度を有しており、例えば該特定薄葉紙を、使い捨ておむつ等の吸収性物品における吸収性コアを被覆するコアラップシートに適用した場合には、吸収性物品の製造時及び使用時にコアラップシート(特定薄葉紙)が破れる等の不都合を起こし難い。特定薄葉紙の乾燥引張強度及び湿潤引張強度がそれぞれ前記範囲にあることは、特に第2層の存在によるところが大きく、第2層の優れた引張強度特性は、第2層の主成分がフィブリル化したセルロース繊維であることによるところが大きい。乾燥引張強度及び湿潤引張強度はそれぞれ次のようにして測定される。
【0041】
<乾燥引張強度の測定方法>
測定対象シート(薄葉紙)を室温23℃±2℃、相対湿度50%RH±2%の環境下で12時間放置して一定状態になるよう調湿する。調湿後のシートから、MDに150mm、CDに25mmの寸法の長方形形状を切り出し、この切り出された長方形形状をサンプルとする。このサンプルを、そのMDが引張方向となるように引張試験機(島津製作所製オートグラフAG−1kN)のチャックに無張力で取り付ける。チャック間距離は100mmとする。サンプルを300mm/分の引張速度で引っ張り、サンプルが破断するまでの最大強度を測定する。測定は5回行い、これらの平均値をMDの乾燥引張強度とする。また、CDの乾燥引張強度は、調湿後のシートから、CDに150mm、MDに25mmの寸法の長方形形状を切り出してこれをサンプルとし、このサンプルを、そのCDが引張方向となるように引張試験機のチャックに無張力で取り付け、前記と同様の手順により、CDの乾燥引張強度を求める。
【0042】
<湿潤引張強度の測定方法>
前記<乾燥引張強度の測定方法>と同様の手順で測定対象シート(薄葉紙)のサンプルを用意する。このサンプルを、そのMDが引張方向となるように引張試験機(島津製作所製オートグラフAG−1kN)のチャックに無張力で取り付け、筆先が水で湿らされた筆の該筆先により、サンプルの一面に引張方向の全長に亘って約10mmの幅で水を塗布してサンプルを湿潤状態とした後、サンプルを300mm/分の引張速度で引っ張り、サンプルが破断するまでの最大強度を測定する。測定は5回行い、これらの平均値をMDの湿潤引張強度とする。また、CDの乾燥引張強度は、調湿後のシートから、CDに150mm、MDに25mmの寸法の長方形形状を切り出してこれをサンプルとし、このサンプルを、そのCDが引張方向となるように引張試験機のチャックに無張力で取り付け、前記と同様の手順により、CDの湿潤引張強度を求める。
【0043】
次に、前述した特定薄葉紙(嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙)を製造する方法、即ち、本発明の薄葉紙の製造方法の一実施態様について説明する。図2には、本実施態様の製造方法の実施に用いられる装置の一例である湿式抄紙機90が示されている。本実施態様の製造方法は、図2に示すように、湿潤状態の第1層ウェブ1と乾燥状態の第2層シート2とを重ね合わせて積層体3を得、積層体3の第2層シート2側をドライヤー表面41aに圧着させて積層体3を乾燥する工程を具備する。本実施態様においては、湿潤状態の第1層ウェブ1は、前記嵩高性セルロース繊維の分散液を湿式抄紙して湿潤状態の繊維ウェブを得、湿潤状態の該繊維ウェブを脱水することにより製造される。第1層ウェブ1は、前述した第1層の前駆体(所定の加工を経て最終的に第1層となるもの)であり、第2層シート2は、前述した第2層の前駆体(所定の加工を経て最終的に第2層となるもの)である。
【0044】
図2に示す湿式抄紙機90は、抄き網(円網21)を1枚備えた単層型円網抄紙機であり、紙料調整パート10と、フォーミングパート20と、第1ドライパート30と、第2ドライパート40と、ワインダーパート50とを含んで構成されている。紙料調整パート10は、調製装置11から供給された紙料(繊維の水分散液)を所定の濃度に調節してフォーミングパート20へ供給するものである。調製装置11は、パルプ繊維等の原料を離叩解する装置(図示せず)と、離叩解された原料にサイズ剤、顔料、紙力増強剤、漂白剤、凝集剤等の添加剤を添加する添加装置(図示せず)とを備え、第1層の特性に応じた所定濃度の原料からなる紙料を調製するように構成されている。フォーミングパート20は、紙料調整パート10から供給された紙料を抄き網(円網21)に湿潤状態の繊維ウェブ(湿紙)として形成するもので、湿紙を吸引脱水するサクションボックス23を備えている。第1ドライパート30は、フォーミングパート20において形成された湿潤状態の繊維ウェブを加圧して脱水するもので、湿紙を圧搾脱水するプレスロール31を備えている。第2ドライパート40は、第1ドライパート30を経た湿潤状態の繊維ウェブを加熱乾燥するもので、ヤンキードライヤー(回転シリンダー式抄紙乾燥機)41と、該繊維ウェブをドライヤー表面41a側に押圧するタッチロール7とを備えている。ワインダーパート50は、第2ドライパート40において乾燥された繊維ウェブをロール状に巻き取るものである。
【0045】
湿式抄紙機90を用いた本実施態様の薄葉紙の製造方法について説明すると、先ず、紙料調整パート10から供給された第1層用紙料(前記嵩高性セルロース繊維を含むスラリー)がフォーミングパート20において抄造され、ワイヤー22上に湿潤状態の連続帯状の第1層ウェブ1(繊維ウェブ)が形成される。より具体的には、先ず、軸心周りに回転駆動する円網21の外周面上に、紙料調整パート10から紙料が供給される。円網21の外周面上に供給された紙料は、円網21の回転に伴って移動する過程で、その水分が円網21内に排出されて脱水が進行する。円網21の回転に伴って脱水がある程度まで進行すると、円網21の外周面上には湿潤状態の第1層ウェブ1(繊維ウェブ)が形成され、この第1層ウェブ1はワイヤー22上に転移される。
【0046】
ワイヤー22上の湿潤状態の第1層ウェブ1は、フォーミングパート20に設置されているサクションボックス23による吸引によって水分が除去され、所定の含水率となされる。フォーミングパート20による吸引脱水工程後(次の第1ドライパート30による圧搾脱水工程前)の第1層ウェブ1の含水率は、好ましくは90〜99.9質量%、更に好ましくは90〜98質量%である。フォーミングパート20における含水率の調整は、サクションボックス23の吸引力の調整等によって実施可能である。ワイヤーパート20による吸引脱水工程後、ワイヤー22上の湿潤状態の第1層ウェブ1上にフェルト4が合流され、湿潤状態の第1層ウェブ1は、ワイヤー22とフェルト4とに挟まれた状態で、第1ドライパート30に導入される。
【0047】
本実施態様における第1ドライパート30は、軸心周りに回転駆動する円筒状のプレスロール31を含んで構成されている。プレスロール31は、円筒状の受けロール32に対し、両ロール31,32の外周面どうしが対向するように配置されており、湿潤状態の第1層ウェブ1を、フェルト4と共に両ロール31,32の間を通過させることにより、湿潤状態の第1層ウェブ1は圧搾脱水される。第1層ウェブ1から圧搾された水分はフェルト4に吸収される。第1ドライパート30による圧搾脱水工程後(後述する一体化工程前)の第1層ウェブ1の含水率は、好ましくは40〜80質量%、更に好ましくは50〜70質量%である。第1ドライパート30における含水率の調整は、プレスロール31の第1層ウェブ1に対する圧力(線圧)の調整等によって実施可能である。
【0048】
本実施態様の製造方法の主たる特長の1つとして、第1ドライパート30を通過し第2ドライパート40に導入される前の湿潤状態の第1層ウェブ1と、別途製造した乾燥状態の第2層シート2とを重ね合わせて積層体3を得、該積層体3の第2層シート2側をドライヤー表面41aに圧着させて積層体3を乾燥する点が挙げられる。本実施態様では、図2に示すように、ロール状に巻回された乾燥状態の連続帯状の第2層シート2を繰り出し、供給ロール5によって、フェルト4と共に第2ドライパート40に向けて搬送中の第1層ウェブ1上に供給して重ね合わせ、ウェブ1,シート2を一体化させている(一体化工程)。乾燥状態の第2層シート2と重ね合わされる第1層ウェブ1は湿潤状態であるため、第1層ウェブ1上に第2層シート2を重ねるだけでウェブ1,シート2は一体化する。
【0049】
本実施態様の製造方法の製造目的物である、第1層及び第2層からなる2層構造の特定薄葉紙の主たる特長の1つは、前述したように、第1層に嵩高性セルロース繊維を10質量%以上含有させることによって、第1層が第2層に比して嵩高となっている点である。しかしながら、このような組成上の工夫によって第1層が嵩高になるように設計しても、その製造過程における取り扱い如何によっては、設計通りの嵩高な第1層が得られず、液透過性及び液拡散性に優れた特定薄葉紙が得られないおそれがある。例えば、湿式抄紙法により設計通りの嵩高な連続帯状の第1層ウェブを得た場合でも、これを常方に従って巻き取ってロール状にすると、その保管中に第1層ウェブは厚み方向に潰され、それにより折角の嵩高構造が失われてしまうおそれがある。
【0050】
そこで、本実施態様では、第1層ウェブを湿紙抄紙法により製造する過程で得られる、湿潤状態の第1層ウェブに、別途製造した乾燥状態の第2層シートを重ね合わせて一体化させることにより、第1層ウェブ及び第2層シートからなる2層構造を形成するようにした。こうすることで、第1層のみが単独でロール状に巻き取られることがなくなるため、第1層の嵩高構造が潰されるおそれが低減される。前述したように、第2層は嵩高構造とはしないため、第2層シートを常法通り製造しロール状に巻き取って使用するまで保管しても、特定薄葉紙を得る上で特に問題は生じない。ここでいう「乾燥状態」とは、第2層シートの含水率が15質量%以下の状態を意味する。乾燥状態の第2層シートの含水率は、好ましくは3〜10質量%である。
【0051】
また、2層構造の薄葉紙の製造方法としては、本実施態様の如き、乾燥状態の繊維シート(第2層シート)と湿潤状態の繊維ウェブ(第1層ウェブ)とを重ね合わせて一体化させる方法(dry−wet法)の他に、特許文献1に記載されているように、抄き網を複数枚備えた多層型抄紙機を用い、湿式抄紙段階で多層抄紙を行って得られた2枚の湿潤状態の繊維ウェブどうしをそのまま重ね合わせて一体化させる方法(wet−wet法)がある。しかしながら、本発明者らの検討によれば、特定薄葉紙をwet−wet法によって製造した場合、dry−wet法によって製造した場合に比して、液透過性及び液拡散性の指標となるクレム吸水量や強度特性(引張強度)が低下することがわかった。その理由は定かではないが、wet−wet法がdry−wet法に比して、得られる特定薄葉紙のクレム吸水量が低い点については、wet−wet法では第1層と第2層との界面が明確にならないことによるものと推察される。前述したように、特定薄葉紙の優れた液拡散性は、疎な構造の第1層及び密な構造の第2層に起因する、第1層、若しくは第1層と第2層との界面又はその近傍での液体の面方向への拡散が重要であり、第1層と第2層との界面の存在が重要であるところ、共に湿潤状態の繊維ウェブを重ね合わせて2層構造を得るwet−wet法では、重ね合わされる前の段階において繊維の動きの自由度が高く、両繊維ウェブの形状が安定していないため、そのような両繊維ウェブを互いに重ね合わせると、各繊維ウェブの重ね合わせ面を形成する表層部の繊維が激しく動いて複雑に絡み合い、それによって該重ね合わせ面の輪郭が不明確になるため、両繊維層の界面(第1層と第2層との界面)が不明確になり易い。これに対し、dry−wet法は、重ね合わされる一方の繊維層が、繊維の動きの自由度がほぼゼロで形状が安定している乾燥状態の繊維シートであるため、両繊維層の界面(第1層と第2層との界面)が明確になり易い。
【0052】
また折角、dry−wet法により湿潤状態の第1層ウェブ1と乾燥状態の第2層シート2とを重ね合わせて積層体3を得ても、その後の第2ドライパート40において、嵩高な第1層ウェブ1側をヤンキードライヤー41のドライヤー表面41aに圧着させた場合は、ドライヤー表面41aからドクターブレード8を用いて積層体3を剥離する工程(クレープ形成工程)において、第1層ウェブ1の嵩高構造がドクターブレード8によって潰されるおそれがある。そこで、本実施態様では、図2に示すように、第2ドライパート40において、嵩高ではない積層体3の第2層シート2側をドライヤー表面41aに圧着させて積層体3を乾燥し、そうすることによって第1層の嵩高構造が安定的に得られるようにしている。
【0053】
また、第1層の嵩高構造がより安定的に得られるようにする観点から、第1ドライパート30による第1層ウェブ1の圧搾脱水工程〔第2層シート2と重ね合わされる前(一体化工程前)の湿潤状態の第1層ウェブ1を圧搾脱水する工程〕において、プレスロール31の第1層ウェブ1に対する圧力は、この種の湿式抄紙機において通常設定されるプレスロールの圧力よりも低く設定することが好ましく、具体的には0.02〜0.12MPaとすることが好ましい。同様の観点から、積層体3をドライヤー表面41a側に押圧するタッチロール7の圧力も、この種の湿式抄紙機において通常設定されるタッチロールの圧力よりも低く設定することが好ましく、具体的には0.02〜0.18MPaとすることが好ましい。通常の紙(嵩高構造を有しない紙)の抄造において、プレスロールの圧力は0.15〜0.3MPa程度とされ、タッチロールの圧力は0.2〜0.4MPa程度とされることが多い。
【0054】
また、このようにプレスロール31やタッチロール7の圧力を低く設定すると、湿潤状態の第1層ウェブ1の乾燥不足が懸念されるが、本実施態様では、図2に示すように、ヤンキードライヤー41よりも積層体3の搬送方向上流側にサクションボックス24(吸引手段)を設置し、積層体3をドライヤー表面41aに圧着させる前に、サクションボックス24を用いて積層体3(第1層ウェブ1)中の水分を吸引脱水することにより、斯かる懸念を払拭している。
【0055】
尚、本実施態様において湿潤状態の第1層ウェブ1に対して供給される、乾燥状態(含水率15質量%以下)の第2層シート2は、本実施態様の製造方法の製造目的物である特定薄葉紙における前述した第2層と基本的に同じものであり、公知の湿式抄紙法により抄造可能で、フィブリル化したセルロース繊維を主体とし、第2層シート2に含有される繊維のフリーネスは好ましくは500〜700mlであり、必要に応じPAE等の湿潤紙力増強剤を含有している。また、特定薄葉紙の乾燥引張強度を良好に保つこと、及び第2層シートを安定的に繰り出し重ね合わせる加工性の観点から、湿潤状態の第1層ウェブ1と重ね合わされる前の乾燥状態の第2層シート2は、実質的にクレープを有していないことが好ましく、より具体的には、該第2層シート2のクレープ率は5%以下であることが好ましい。
【0056】
本実施態様の製造方法では、dry−wet法により得られた連続帯状の積層体3を、その第2層シート2がドライヤー表面41aと対向するように該ドライヤー表面41aに圧着させる前に、該第2層シート2に液体を付与してこれを湿潤させる。こうすることで、第2層シート2のドライヤー表面41aへの貼り付き性が向上し、延いては積層体3の貼り付き性が向上する。乾燥状態の第2層シート2のままでは、積層体3がドライヤー表面41aに貼り付きにくく、積層体3(第1層ウェブ1)の乾燥が不十分となるおそれがある。湿式抄紙機90は、図2に示すように、ヤンキードライヤー41よりも積層体3の搬送方向上流側に、積層体3の第2層シート2に液体を付与する液体付与手段6を備えている。液体付与前の乾燥状態の第2層シート2の含水率は前述したように15質量%以下であり、液体付与手段6によって液体が付与された後の第2層シート2の含水率は、好ましくは5〜50質量%、更に好ましくは10〜30質量%である。液体付与手段6の設置位置は、前述したサクションボックス24(吸引手段)よりも積層体3の搬送方向上流側(図2参照)でも良く、あるいは搬送方向下流側でも良く、積層体3を挟んでサクションボックス24と対向する位置でも良い。また、液体付与手段6は、液体付与面(第2層シート2の外面)に接触しつつ液体を付与(塗布)する接触式のものでも良く、あるいは液体付与面に接触せずに液体を付与(噴霧、吐出)する非接触式のものでも良く、液体の種類等に応じて適宜選択できる。
【0057】
液体付与手段6によって第2層シート2に付与する液体としては、乾燥状態の第2層シート2を湿潤状態にし得るものであれば良く、例えば、水、イオン交換水等が挙げられる。前記液体には、必要に応じ、カチオン化澱粉等の添加剤を含有することができる。特に前記液体にカチオン化澱粉が含有されていると、第2層シート2(積層体3)のドライヤー表面41aへの貼り付き性が一層向上する。カチオン化澱粉の含有率は、前記液体中、好ましくは0.01〜1質量%である。
【0058】
積層体3は、第2ドライパート40において、図2に示すように、第2層シート2側がドライヤー表面41aに密着した状態でヤンキードライヤー41の回転により搬送され、その回転搬送中にドライヤー表面41aの熱により乾燥される。前述したように、第1層には、紙粉や毛羽の防止等の観点から、CMC等の乾燥紙力増強剤を含有させることが好ましいところ、本実施態様では、第2ドライパート40にて、図示しない紙力増強剤付与手段により、ドライヤー表面41aに密着している積層体3の第1層ウェブ1に乾燥紙力増強剤を付与(外添)する。前記紙力増強剤付与手段としては、この種の湿式抄紙機において紙力増強剤の外添に通常用いられているものを適宜用いることができる。
【0059】
図2に示すように、第2ドライパート40の出口にはドクターブレード8が設置されている。ドクターブレード8は、積層体3にクレープをかけながら、ドライヤー表面41aから積層体3を剥離させるものである。ドクターブレード8をドライヤー表面41aに当接させて積層体3を剥離することにより該積層体3にクレープ(ドライクレープ)が形成される。クレープ率については前述した通りである。こうして得られた連続帯状の薄葉紙(クレープ紙)9は、ワインダーパート50によってロール状に巻き取られる。
【0060】
以上の通り、本実施態様の製造方法によれば、第1層(第1層ウェブ1)の嵩高構造が製造過程で損なわれることのないように種々の工夫が施されているため、相対的に嵩高な第1層と相対的に嵩が低い第2層との組み合わせによる前述した効果が確実に奏され、強度特性が良好で液透過性及び液拡散性に優れた特定薄葉紙(嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙)を安定的に製造することができる。また、本実施態様の製造方法によれば、このような高品質の特定薄葉紙を製造するに当たり、汎用の単層型抄紙機を、大きな改造を施すことなくほぼそのまま使用することが可能であるため、製造コストを比較的低廉に抑えることが可能である。
【0061】
本発明の製造方法により製造される特定薄葉紙は、強度特性(引張強度)が良好で液透過性及び液拡散性に優れており、そのような特長が活かされる種々の用途に好適である。特に特定薄葉紙は、使い捨ておむつや生理用ナプキン等の吸収性物品において、液保持性の吸収性コアを被覆するコアラップシートとして好適であり、排泄液が、尿等の比較的低粘性の場合のみならず、軟便等の比較的高粘性の場合であっても、排泄液を素早く透過・拡散させて吸収性コアに吸収させることができ、吸収性物品の防漏性の向上に寄与し得る。特定薄葉紙は、特に排泄液が尿等の比較的低粘性の場合に有効であり、従って、使い捨ておむつにおけるコアラップシートとして特に有用である。
【0062】
特定薄葉紙を用いた吸収性物品の一例として、吸収性コア及びこれを被覆するコアラップシートを含んで構成される吸収性物品であって、該コアラップシートが特定薄葉紙であるものが挙げられる。より具体的には、特定薄葉紙を用いた吸収性物品は、肌対向面を形成する液透過性の表面シート、非肌対向面を形成する液不透過性ないし撥水性の裏面シート、及びこれら両シート間に配置された液保持性の吸収体を具備し、該吸収体が、前記吸収性コア及び前記コアラップシート(特定薄葉紙)を含んで構成されている。前記コアラップシート(特定薄葉紙)は、少なくとも前記吸収性コアの肌対向面を被覆することが好ましい。その場合、前記表面シートと前記吸収性コアとの間において、該表面シートと特定薄葉紙の第1層とが対向する(該吸収性コアと特定薄葉紙の第2層とが対向する)ように特定薄葉紙を配置することにより、該第1層が最初に液体(尿等の体液)と接することになる。尚、肌対向面は、吸収性物品又はその構成部材(例えば吸収性コア)における、吸収性物品の着用時に着用者の肌側に向けられる面であり、非肌対向面は、吸収性物品又はその構成部材における、吸収性物品の着用時に肌側とは反対側(着衣側)に向けられる面である。前記表面シート、前記裏面シート及び前記吸収性コアとしては、それぞれ、この種の吸収性物品において通常用いられているものを特に制限無く用いることができる。特定薄葉紙を用いた吸収性物品は、展開型あるいはパンツ型の使い捨ておむつ、生理用ナプキン、失禁パッド等に適用できる。
【0063】
以上、本発明の薄葉紙の製造方法について説明したが、本発明は、前述した実施態様に制限されず適宜変更可能である。本発明の実施に用いる湿式抄紙機の構成は、図2に示す湿式抄紙機90に制限されず、サクションボックスやプレスロールの設置数等は適宜変更可能である。また、湿式抄紙機90は単層型円網抄紙機であったが、本発明の実施にあたっては長網抄紙機等の他の単層型抄紙機を用いることもできる。
【実施例】
【0064】
以下、本発明を実施例により更に具体的に説明するが、本発明は斯かる実施例に限定されるものではない。特に断らない限り、「%」は「質量%」を意味する。
【0065】
〔実施例1〕
先ず、汎用の単層型抄紙機を用いて常法に従って、実質的にクレープを有しない乾燥状態の第2層シートを製造した。具体的には、パルプ繊維(NBKP)を水中に均一に分散させて、繊維濃度2質量%のスラリー(紙料)を調製し、該スラリーを叩解機にかけて、繊維のフリーネスを650mlに調整し、フィブリル化したパルプ繊維のスラリーを得た。更に、湿潤紙力増強剤としてPAEを、該スラリー中の全繊維の乾燥質量に対して0.7質量%投入し、各成分が均一になるように十分に撹拌し、固形分濃度0.1質量%の第2層用スラリーを調製した。この第2層用スラリーをワイヤー目開き径90μm(166メッシュ)の金網抄紙ワイヤー上に散布し、金網抄紙ワイヤー上に紙層(繊維ウェブ)を形成させ、サクションボックスを用いて6ml/(cm2・sec)の速度で該紙層を脱水した後、該紙層をドライヤーで乾燥させた。こうして得られたクレープ率0%の連続帯状の乾燥状態の第2層シートをロール状に巻き取って保管した。
【0066】
また別途、第1層用スラリーを調製した。具体的には、嵩高性セルロース繊維、パルプ繊維(NBKP)及びPVA繊維(熱融着性接着繊維)を、繊維の含有質量比(嵩高性セルロース繊維/パルプ繊維/PVA繊維)が76/19/5となるように混合して繊維の集合体を得、該集合体を水中に均一に分散させて、繊維濃度2質量%のスラリー(紙料)を調製し、第1層用スラリーとした。
【0067】
こうして得られた乾燥状態の第2層シートと第1層用スラリーとを用い、図2に示す如き単層型円網抄紙機により、前述した実施態様と同様の手順でdry−wet法により、2層構造の薄葉紙(クレープ紙)を製造した。この湿式抄紙においては、第2ドライパートにおいて、積層体(第1層ウェブと第2層シートとの積層体)の第2層シート側をドライヤー表面に圧着させた。また、積層体をヤンキードライヤー表面に圧着させる前に、該積層体の第2層シートに液体(カチオン化澱粉の0.1質量%水溶液)を付与して該第2層シートを湿潤させた。また、第2ドライパートにおいて、ヤンキードライヤー表面に密着している積層体の第1層ウェブに、乾燥紙力増強剤としてのCMC0.2質量%を外添法により付与した。抄紙条件は、抄紙幅(第1層ウェブの幅)1000mm、抄紙速度50m/min、プレスロールの圧力0.05MPa、タッチロールの圧力0.07MPaとした。
【0068】
〔実施例2〕
第1層の組成を下記表1に示すように変更した以外は実施例1と同様にして2層構造の薄葉紙(クレープ紙)を製造した。
【0069】
〔比較例1〕
抄き網を複数枚(円網と短網の2枚)備えた多層型抄紙機を用い、湿式抄紙段階で多層抄紙を行って得られた2枚の湿潤状態の繊維ウェブどうしをそのまま重ね合わせて一体化させるwet−wet法により、2層構造の薄葉紙(クレープ紙)を製造した。抄紙条件は実施例1と同じとした。
【0070】
〔比較例2〕
第2ドライパートにおいて、積層体の第1層ウェブ側をドライヤー表面に圧着させた以外は実施例1と同様にして2層構造の薄葉紙(クレープ紙)を製造した。
【0071】
〔比較例3〕
汎用の単層型抄紙機を用い、常法に従って単層抄きを行い、単層構造の薄葉紙(クレープ紙)を製造した。具体的には、NBKPを水中に均一に分散させて、繊維濃度2質量%のスラリー(紙料)を調製し、このスラリーを叩解機にかけて、NBKPのフリーネスを700mlに調整した。更に、このスラリーを希釈しながら、乾燥紙力増強剤としてPVAを、スラリー中の全繊維の乾燥質量に対して0.78質量%投入し、各成分が均一になるように十分に撹拌し、固形分濃度0.1質量%のスラリーに調整した。こうして得られたスラリーを、ワイヤー目開き径90μm(166メッシュ)の金網抄紙ワイヤー上に散布し、金網抄紙ワイヤー上に紙層を形成させ、サクションボックスを用いて6ml/(cm2・sec)の速度で該紙層を脱水した後、該紙層をドライヤーで乾燥させ、乾燥面からドクターブレードで紙層をはがしながら、ドライヤーと巻き取りの速比をつけてクレープを付与した。尚、下記表1及び表2では、比較例3によって得られた単層構造の薄葉紙における「単層」の組成等を、第1層の欄に記載した。
【0072】
下記表1中、繊維の欄における数値(質量%)は、第1層又は第2層中の全繊維に占める当該繊維の割合(質量基準)を意味し、繊維以外の成分(添加剤)の欄における数値(質量%)は、第1層又は第2層中の全繊維の乾燥質量に対する当該成分の割合(質量基準)を意味する。また、下記表1中の各成分の詳細は次の通り。
・嵩高性セルロース繊維:繊維粗度0.36mg/mのマーセル化パルプ(商品名「ポロセニア」、RAYONIER社製)。
・パルプ繊維:繊維粗度0.15mg/mのNBKP(商品名「Cariboo」、Cariboo Pulp and Paper Company製)。
・PVA繊維:クラレ株式会社製、商品名「VPB107−1」。
・乾燥紙力増強剤:CMC(第一工業製薬株式会社製、商品名「セロゲンWS−C」。
・湿潤紙力増強剤:PAE(星光PMC株式会社製、商品名「WS4030」)。
【0073】
【表1】
【0074】
〔評価〕
実施例及び比較例の製造方法によって得られた薄葉紙について、液透過時間、クレム吸水量、乾燥引張強度、湿潤引張強度を前記方法によって測定した。それらの結果を下記表2に示す。
【0075】
【表2】
【0076】
表2に示す通り、dry−wet法の実施例1及び2の薄葉紙は、液透過時間が最適にコントロールされ、クレム吸水量が高く液拡散能力に優れたものであり、更に、乾燥引張強度及び湿潤引張強度も優れたものであることがわかる。それに対し、wet−wet法の比較例1の薄葉紙は、実施例1〜2の薄葉紙に比べて、クレム吸水量が低く液拡散性能に劣るものであり、また、構成繊維のフリーネスの値が比較的大きいにもかかわらず、乾燥引張強度、湿潤引張強度も劣るものである。また、比較例2の薄葉紙は、dry−wet法によるものであるが、実施例1及び2とは異なり、第1層ウェブ側をドライヤー表面に圧着させたものであり、斯かる違いに起因して実施例1及び2の薄葉紙に比べて、液透過性、液拡散性に劣るものである。また、単層抄きの比較例3の薄葉紙は、実施例1及び2の薄葉紙に比べて、乾燥強度、湿潤強度が低く劣るものである。以上より、強度特性が良好で液透過性及び液拡散性に優れた薄葉紙を得るためには、本発明のように、湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備した製造方法であることが重要であることが明らかである。
【符号の説明】
【0077】
1 第1層ウェブ
2 第2層シート
3 積層体
10 紙料調整パート
20 フォーミングパート
21 円網
22 ワイヤー
23,24 サクションボックス
30 第1ドライパート
31 プレスロール
40 第2ドライパート
41 ヤンキードライヤー
41a ドライヤー表面
50 ワインダーパート
6 液体付与手段
7 タッチロール
8 ドクターブレード
9 薄葉紙
90 湿式抄紙機
【特許請求の範囲】
【請求項1】
嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙の製造方法であって、
湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備する、薄葉紙の製造方法。
【請求項2】
前記積層体を前記ドライヤー表面に圧着させる前に、該積層体の前記第2層シートに液体を付与して該第2層シートを湿潤させる請求項1記載の薄葉紙の製造方法。
【請求項3】
前記液体にカチオン化澱粉が含有されている請求項2記載の薄葉紙の製造方法。
【請求項4】
前記積層体を前記ドライヤー表面に圧着させる前に、吸引手段を用いて該積層体中の水分を吸引脱水する請求項1〜3の何れか一項に記載の薄葉紙の製造方法。
【請求項5】
前記積層体の前記第1層ウェブに乾燥紙力増強剤を付与する請求項1〜4の何れか一項に記載の薄葉紙の製造方法。
【請求項6】
ドクターブレードを前記ドライヤー表面に当接させて前記積層体を剥離することにより該積層体にクレープを形成する工程を具備する請求項1〜5の何れか一項に記載の薄葉紙の製造方法。
【請求項7】
前記第2層に含有される繊維のフリーネスが500〜700mlである請求項1〜6の何れか一項に記載の薄葉紙の製造方法。
【請求項8】
前記第1層ウェブと重ね合わされる前の乾燥状態の前記第2層シートのクレープ率が5%以下である請求項1〜7の何れか一項に記載の薄葉紙の製造方法。
【請求項1】
嵩高性セルロース繊維を10質量%以上含有する第1層と、該第1層に重層し且つフィブリル化したセルロース繊維を含有する第2層とを具備する薄葉紙の製造方法であって、
湿潤状態の第1層ウェブと乾燥状態の第2層シートとを重ね合わせて積層体を得、該積層体の第2層シート側をドライヤー表面に圧着させて該積層体を乾燥する工程を具備する、薄葉紙の製造方法。
【請求項2】
前記積層体を前記ドライヤー表面に圧着させる前に、該積層体の前記第2層シートに液体を付与して該第2層シートを湿潤させる請求項1記載の薄葉紙の製造方法。
【請求項3】
前記液体にカチオン化澱粉が含有されている請求項2記載の薄葉紙の製造方法。
【請求項4】
前記積層体を前記ドライヤー表面に圧着させる前に、吸引手段を用いて該積層体中の水分を吸引脱水する請求項1〜3の何れか一項に記載の薄葉紙の製造方法。
【請求項5】
前記積層体の前記第1層ウェブに乾燥紙力増強剤を付与する請求項1〜4の何れか一項に記載の薄葉紙の製造方法。
【請求項6】
ドクターブレードを前記ドライヤー表面に当接させて前記積層体を剥離することにより該積層体にクレープを形成する工程を具備する請求項1〜5の何れか一項に記載の薄葉紙の製造方法。
【請求項7】
前記第2層に含有される繊維のフリーネスが500〜700mlである請求項1〜6の何れか一項に記載の薄葉紙の製造方法。
【請求項8】
前記第1層ウェブと重ね合わされる前の乾燥状態の前記第2層シートのクレープ率が5%以下である請求項1〜7の何れか一項に記載の薄葉紙の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−108185(P2013−108185A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−251868(P2011−251868)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]