
薬剤溶出コーティングからの溶剤除去
薬剤溶出材料で医療デバイスをコーティングするコーティングデバイスに関する。このデバイスは、薬剤放出プロファイルを向上するためにコート間にインプロセス乾燥ステーションを使用する。乾燥ステーションは、均一な乾燥ガスを適用するために構成された熱ノズルを含む。
【発明の詳細な説明】
【技術分野】
【0001】
[0001]本発明は、薬剤溶出医療デバイスに関し、より詳細には、本発明は、ポリマー、薬剤および溶剤の間での相互作用と、薬剤溶出医療デバイスでの薬剤の放出速度とを制御するためのプロセスに関する。
【背景技術】
【0002】
[0002]薬剤の放出を確実に制御下で行うために、薬理学的に厳密で機械学的に優れた一体性を備えた薬剤溶出医療デバイスが要求されている。ステントなどの薬剤溶出医療デバイスの効果的かつ多用途性のあるコーティングを開発するさい、技術的に著しく困難な問題が存在する。
【0003】
[0003]コーティングは、スプレーコーティングプロセスによって塗布されたものであってもよい。溶剤に溶解する薬剤‐ポリマー組成物は、この方法を用いて医療デバイスの表面に適用される。適用される薬剤‐ポリマーの量は、目標コーティング重量として表され、相当量の溶剤が除去された後のコーティングの重量に相当する。
【発明の概要】
【発明が解決しようとする課題】
【0004】
[0004]薬剤溶出製品のさらに良好な制御が望まれる。詳細には、薬剤の放出速度、またはコーティングからの放出時の薬剤の効力をより良好に制御することが必要とされている。既知の従来技術では、十分な解決策が見出されていないのが現状である。
【課題を解決するための手段】
【0005】
[0005]本発明により、薬剤の放出速度をこれまでよりうまく制御し、担体溶剤と薬剤‐ポリマーマトリックスとの間の望ましくない相互作用を低減させる薬剤溶出コーティングの形成装置および方法を提供することによって技術改良がなされる。いくつかの実施形態によれば、コーティング材料を塗布するために、スプレーノズルが使用される。さらに、コーティングのパス間乾燥(inter‐pass drying)を適用するために、熱ノズルが使用される。「パス間乾燥」という用語は、1回、2回、3回、または4回以上のスプレー工程(spray pass)の間の溶剤の乾燥または除去を意味する。コーティング当たりの材料の重量は極めて軽量で、1つの実施形態によれば、全コーティング重量の約2%である。これは、この特定の実施形態の場合、100%のコーティング重量に達するには、50回のスプレー工程が必要とされるということを意味している。
【0006】
[0006]より一貫した安定性のある薬剤放出プロファイルを生成するこれまでの試みは、完全に満足できるものではない。より高精度で制御可能/予測可能な放出速度が求められる。薬剤の放出速度の制御能力および一貫性を高めるための試みは、ポリマーの構造、ポリマーの種類または構造および使用する溶剤の種類に焦点が当てられてきた。しかしながら、これらの改良は、ある種の臨床応用の需要を満足に満たすことができず、または広く使用可能な形態を備えたものではなかった。
【0007】
[0007]「薬剤放出プロファイル」または「放出プロファイル」とは、体内に配置した後に予想される治療挙動を与える薬剤溶出マトリックスの形態または特性を意味する。したがって、薬剤放出プロファイル、または放出プロファイルにより、このようなものの1つが、放出速度、時間の経過とともに(変動すれば)放出速度の変動、または薬剤溶出表面にわたった単位面積当たりの放出速度の予測可能なものとして伝えられる。
【0008】
[0008]固有放出速度の生成、薬剤溶出表面上にわたった放出速度の均一性、および/または生産設定(高スループット)の均一性などの特定の目標に合わせるために、薬剤放出プロファイルを適応させる能力が著しく改良されることで、存在する溶剤の量または溶剤除去速度がより高精度に制御されることが判明した。溶剤除去、分配などの臨界は、一般に、薬剤‐ポリマー‐溶剤調合物および求められる特定の目標に依存する。薬剤‐ポリマーマトリックスの形態は、溶剤の存在に影響されることが分かっているが、この相互作用が、これまで考えられていたものより重要な役割を担っていることが判明した。この結論に基づいて、溶剤‐ポリマー薬物相互作用の量を制御するためのより効果的なプロセスが求められる。スプレーサイクル当たりのコーティング重量および溶剤の除去方法は、コーティングの厚さとともに、重要な考慮すべき点であることが分かった。
【0009】
[0009]スプレーサイクル当たりのコーティング重量は比較的高いものが従来求められており、これは、プロセス時間を最小限に抑え、スループットを高めるためである。しかしながら、溶剤除去量または溶剤除去速度の制御を維持することは、塗布されるコーティング層が比較的薄くなければ困難である。塗布された層が厚すぎると、除去に対する溶剤の抵抗は急速に非線形になり、したがって、制御または予測しがたくなる。したがって、溶剤が厚い層から除去されると、溶剤、ポリマーおよび薬剤の間で望ましくない相互作用の可能性および関連する問題が生じ、放出プロファイルの制御を保持する能力の低下を招く。
【0010】
[0010]ステントなどの薬剤溶出医療デバイスに使用されるポリマーの生体適合性は必須である。ポリマーは、ステントからの剥離または層剥離のない膨張可能な非炎症性のもので、予測可能な速度で薬剤放出を制御可能でなければならない。これらの要件を満たしうるポリマー系はほとんどない。好ましくは、薬剤溶出ステント用の薬剤マトリックス材料として、EVALが選択される。この材料は、好ましい生物学的反応を示してきた。EVALは、半結晶性のランダムコポリマーであり、そのヒドロキシル基により吸湿性である。ステントに塗布されたEVALコーティングの結晶化度は、プロセス条件(プロセス温度、湿度または残留溶剤)に依存する。EVALを溶解するために使用する溶剤(DMAcまたはDMSO)の沸点は高い。このように、溶剤は、例えば、加熱によってコーティングから能動的に除去されなければならない。
【0011】
[0011]プロセス条件は、所望の形態に影響を及ぼしうる。例えば、過度の残留溶剤があれば、すなわち、スプレーサイクルの間、またはスプレーサイクル後に溶剤が除去されていなければ、この溶剤により可塑化効果が誘発されうることで、放出速度が著しく変更されうる。したがって、結晶化度、%溶剤残留率、%含水率などの特性が一貫したコーティングを生成するプロセスを有することが極めて重要となりうる。これらのパラメータの1つ以上が適切に制御されないことで、厚さにばらつきが生じ、または薬剤溶出デバイスの表面が一様でなくなると、放出プロファイルが影響を受ける。これらの考慮すべき点の1つ以上は、薬剤‐ポリマー‐溶剤調合物にとっては、他の調合物よりも重大でありうる。
【0012】
[0012]ステントへの薬剤の組込みを容易にするために、ステントに堆積される薬剤の量(マイクログラム範囲)および放出プロファイルを制御するさい、低固相率のポリマー/薬剤溶液をステントにスプレーした後、その溶液を除去することが実行可能になっている。今では、このスプレー技術を用いることから得られる良好なコーティング品質の利益、すなわち、結晶化度、%溶剤残留率、および%含水率などの特性は、数回のコーティング塗布でコーティング重量が蓄積されるため、より制御可能であることが判明している。しかしながら、(クリンプされたステントODサイズを最小限に抑えるために)密な幾何学的形状を有するステントの場合、この方法では著しい技術的困難が伴う。スプレーサイクルの間に効率的かつ予測可能な方法で、少なくとも溶剤の一部を除去することが必要となる(スプレーサイクルは、例えば、回転ステントの縦方向にわたってスプレーノズルを通過させる工程など、1回または2回以上のスプレー工程を含みうる)。好ましい実施形態において、スプレーサイクルは、スプレーサイクルにおいて2%コーティング重量を得るために、1回、2回、3回、または4回以上の工程を含む。理想的には、各コーティングの後に溶剤をすべて除去することが望ましい。しかしながら、これは現実的な解決策ではないことは容易に理解されるであろう。したがって、各スプレーサイクルの間にすべての溶剤を除去することは、当技術分野における必要性に応えるものではない。
【0013】
[0013]薬剤放出に及ぼす乾燥効果の研究(EVAL薬剤システム)によれば、各スプレーサイクル後、コーティングされたステントにある溶剤を除去するためのインプロセス乾燥技術がすぐに必要とされていることが示された。これは、高スループットを保持しながら、より安定した製品を生産するさいの重大なステップである。
【0014】
[0014]ポリマーを溶解するさいに使用される溶剤の特性、例えば、表面張力、蒸気圧または沸点、粘度、および誘電率は、コーティング品質、コーティングプロセスのスループット、薬剤の安定性およびコーティングプロセスに必要な機器に主に影響を及ぼすものである。溶剤は、言うまでもなく、ステントに加熱ガスを適用することによって除去されうる。しかしながら、予期せず驚くべきことに、所望の最終結果を達成するためには、この乾燥ステップを慎重に制御しなければならないことが分かった。また、ガスからコーティング表面への熱伝達が均一かつ効率的に生じる必要がある。
【0015】
[0015]適切な溶剤の蒸発速度は、薄膜コーティングのコーティング厚さと反比例関係にある(一般に、厚さと反比例)。さらに、抵抗は、コーティング厚さが増すにつれ、非線形に増大する。先に示唆したように、この非線形性は回避しなければならない。厚さが線形範囲内であれば、溶剤を除去するさい、より高い効率性、均一性およびより高い制御性が達成される。その結果、薬剤‐溶剤‐ポリマーの相互作用が最も少なく、溶剤の可塑化、および薬剤の抽出があるため、より一貫した薬剤放出プロファイルが得られる。したがって、厚さにわたった特性の均一性だけでなく、溶剤を除去する能力にもより高い制御を達成することが望まれる。これは、薬剤溶出ステントにある残留溶剤が、不都合な生物学的反応を誘発し、コーティング特性を損ない、薬剤劣化を誘発し、放出プロファイルを変化させてしまいかねないためである。各スプレーサイクル中に適用されるポリマーと薬剤の比は、1:1、2:1、3:1、4:1または5:1でありうる。
【0016】
[0016]このようにして、各スプレーサイクルの間に乾燥ステップを行い、低い割合の溶液、例えば、最終コーティング重量の2%のコートを多数塗布することによって、放出速度が良好に制御されうることが分かった。このようにして、この例では、目標コーティング重量を得るために、50回のコートが必要とされる。このコーティングプロセスを生産レベルの方法としてより実現可能なものにするために、溶剤および溶剤‐薬剤‐ポリマーの相互作用の制御を維持しながら、上述したように、効率的なインプロセス乾燥ステップが必要とされた。
【0017】
[0017]初期の実験では、通常、溶剤を除去するために想定されるものである末広ノズルを使用して乾燥ステップを含むようにプロセスを構成した。また、円筒状のドライヤノズルも使用された。これらのノズルタイプ(円筒状または末広チャネルタイプ)のいずれかが解決策として選択された。
【0018】
[0018]ガスの流れプロファイル、すなわち、ノズルからのガス出口速度および温度が、高速乾燥時間を生じるように選択された。いずれかのノズルを使用する、すなわち、適切な乾燥ガス速度および温度を選択する、ガスからステント表面へ適切な平均熱伝達によって、コーティングプロセスに効率的なインプロセス乾燥ステージが組み込まれ、これによって、薬剤‐ポリマー形態に及ぼす溶剤の効果の制御を維持しながら、多数回、低重量コーティングを塗布するプロセスを実現可能にすることが期待された。しかしながら、溶剤の除去に末広チャネルまたは円筒状のノズルタイプを使用することから結果的に得られる薬剤放出プロファイルは、所望の特性を呈しなかった。熱伝達をさらに制御する必要がありうるという仮説が立てられた。
【0019】
[0019]予期せず驚くべきことに、ノズル出口でガスの熱伝達容量が修正されると、すなわち、より均一にされると、最終的な目標に合わせるために薬剤放出プロファイルを制御または適応させる能力が著しく改善されたことが分かった。したがって、改良された薬剤放出プロファイルを生成するのに必要なのは、効率的なインプロセス乾燥ステップだけでなく、複数回塗布されたコーティングの各々の間におけるガスからコーティングされる表面へのより均一な熱伝達であるという結論が得られた。
【0020】
[0020]以上の点から、本発明により、以下の技術改良のうちの1つ以上が提供される。
【0021】
[0021]1つの態様によれば、インプロセス乾燥ステージを組み込んだマルチステップコーティングプロセスがある。
【0022】
[0022]本発明の別の態様によれば、ステントコーティング方法が、(a)約2〜5重量%のコーティングおよび95〜98重量%の溶剤を含む溶液でステントをスプレーするステップと、(b)熱ノズルを使用してコーティングされたステントから溶剤を除去し、溶剤除去ステップの後、約0.5〜8重量%のコーティングのみが、コーティングに残留する溶剤であるようにする溶剤除去ステップと、100%の所望のウェットコーティング重量に達するまで、ステップ(a)および(b)を繰り返すステップとを含む。
【0023】
[0023]本発明の別の態様は、溶剤を均一に除去するための強制空気乾燥ステージを含む所望の放出プロファイルを生成する方法である。
【0024】
[0024]本発明の別の態様は、ステントと出口ノズルとの高精度な位置合わせである。1つの実施形態において、ステント本体の全長にわたって均一な溶剤除去速度および均一な特性を生じるように決定されたX、YおよびZ位置にステント本体を配置する位置合わせツールまたはガイドがある。1つの実施形態において、ステント本体とノズル先端とのオフセット(「Z」方向と呼ぶ)の位置合わせ許容誤差は、X−Y平面と呼ぶノズル平面、例えば、図4の紙面内での位置ずれの許容範囲より大きい。1つの実施形態において、ノズルの近位にある孔部位、例えば、垂直方向のレーザ溝50(図1A)により、X−Y平面においてステント本体を正確に位置合わせできる。1つの実施形態によれば、ステント本体が適切に位置合わせされなければ、乾燥効率が著しく損なわれ、蒸発乾燥プロセスがより不均一になってしまいかねない。
【0025】
[0025]本発明の別の態様は、低重量コーティングを除去するための大量の加圧ガスを調整する熱ノズルである。ノズルは、上流の未調整ガス流を加速および減速するための第1および第2の組のテーパ状壁を有する。他の実施形態において、ノズルは、ガスを減速する末広テーパを有する第1のステージと、ガスを加速する収束テーパを有する第2のステージとを有してもよい。熱ノズルは、混合スクリーンをさらに含んでもよい。
【0026】
[0026]本発明の別の態様は、低重量コーティングを除去するための大量の加圧ガスを調整する熱ノズルである。ノズルは、第1および第2の拡散部を有する。1つの拡散部は、第1の組の開口または穴を有し、第2の拡散部は、第1の組とは異なる第2の組の開口または穴を有する。
【0027】
[0027]本発明の別の態様は、軽量層を適用し、その層を乾燥し、その後、全コーティング重量に達するまで複数回これらのステップを繰り返すことによって、コーティング重量を生成することに関する。層の数は、20より多く、30より多く、40より多く、および20〜50の間でありうる。
【0028】
[0028]本発明の別の態様は、薬剤溶出ステントをコーティングするためのインプロセス乾燥ステップ中に使用するための熱ノズルに関する。この熱ノズルにより、均一な速度と温度分布を有するエアカーテンが得られうることで、溶剤の乾燥の均一性が高まり、コーティングからの薬剤放出のばらつきが低減される。
【0029】
[0029]本発明の1つの態様によれば、平均流れ方向と、流入ガス流を受ける入口エリアと、乾燥ガスを生成する出口エリアとを有する乾燥ノズルであって、入口の近位にあり出口の遠位にある第1の側面と、入口の遠位にあり出口の近位にある第2の側面と、第1の側面から第2の側面へ延伸する壁とを含むチャンバと、チャンバ壁が、ノズルの出口領域と、入口領域と、中間領域とを規定し、出口領域が、中間領域からノズル出口へのガスの流れの第1の容積部(内部空間)を規定し、中間領域が、入口領域から出口領域へのガスの流れの第2の容積部を規定し、中間領域が、少なくとも部分的に、流れ方向において互いから広がる壁によって形成され、出口領域が、少なくとも部分的に、流れ方向において互いの方へ収束する壁によって形成され、入口の近位にあり出口エリアの遠位に設けられ、第1の複数の開口部を形成する第1の拡散部と、出口エリアの近位にあり第1の拡散部エリアの遠位に設けられた第2の拡散部であって、第2のバッフルが第2の複数の開口部を形成し、コーティングされた医療デバイスの表面にわたってガスを方向付けるように構成された断面積を有することで、安定状態の流れの間、ノズルが出口エリアにわたって実質的に均一の速度および温度プロファイルを有するガスを出口に生成する、第2の拡散部とを備える乾燥ノズルを提供する。
【0030】
[0030]本発明の別の態様によれば、ステントをコーティングする装置が、ステントを保持するマンドレルと、マンドレルに保持されたまま、ステントの表面にコーティングを塗布するスプレーヤと、ステントの表面から制御された割合の溶剤を除去するように構成され、ノズルおよびガス調整チャンバを形成するノズルを含むドライヤとを含む。
【0031】
[0031]ガス調整チャンバは、ガス源から供給された加熱ガスを受ける入口と、入口の近位にあり出口の遠位にある末広セクションと、出口の近位にあり入口の遠位にある収束セクションと、入口の近位にあり出口の遠位にある第1の拡散部であって、第1のバッフルが、複数の開口部からなる第1の配列を有する第1の拡散部と、出口の近位にあり、複数の開口部からなる第2の配列を有する第2の拡散部とを含み、入口、末広セクション、収束セクション、および第1および第2の拡散部が、ガスからステントの表面への熱伝達容量が均一な分布を有する加速された乾燥ガス量を生成するように協働する。
【0032】
[0032]本発明の別の態様によれば、ステントコーティング方法が、ステントにコーティングを塗布するステップと、乾燥ノズルを用いてコーティングされたステントを乾燥するステップとを含む。乾燥ステップは、ノズルの出口の近位にあるコーティングされたステントを設ける工程と、ノズルにガスを通してコーティングにある溶剤を少なくとも部分的に除去する工程とを含み、除去ステップが、出口の上流にあるノズル入口を通して受けたガスを減速させることと、入口の近位にあり出口の遠位に設けられた第1の拡散部にガスを流すことを含む減速ガスを混合することと、第1の拡散部の下流でガスを加速することと、次に、ステントを乾燥させるために出口に設けられた第2の拡散部に加速ガスを流すこととを含み、出口の下流のガスが、ステントの全長にわたって実質的に均一な温度および速度を有する。
【0033】
[0033]本発明の別の態様によれば、スプレーステーションと、乾燥ステーションとを含むシステムがある。スプレーステーションおよび乾燥ステーションは、壁によって分離されてもよい。ステントが、カンチレバーまたはピン接続として端部で支持されるマンドレル上に保持される。まず、ステントが、コーティングが塗布されるスプレーゾーンに配置される。次に、ステントは、効率的かつ迅速な乾燥を提供するように均一な乾燥ガスにさらされる乾燥ゾーンに移動される。その後、ステントは、スプレーゾーンに戻され、最終コーティング重量に達するまで、このプロセスが繰り返される。好ましい実施形態において、図1に示すようなドライヤが使用される。本開示の点から他の実施形態も可能である。
【0034】
[0034]ステントおよびステントを支持するマンドレルは、スプレーヤと乾燥ノズルとの間を移動する手段によって、スプレーゾーンと乾燥ゾーンとの間で移動される。1つの実施形態において、この手段は、マンドレルを回転ドラムアセンブリに連結することによって、ドライヤとノズルセクションとの間にステントを配置するようにプログラミングされた回転機構である。別の実施形態において、スプレーヤおよびノズルが、溶剤の除去およびコーティングの塗布にさいし、それぞれ、医療デバイスにわたって乾燥ノズルおよびスプレーノズルを選択的に配置するリニアモータに連結される。
【0035】
[参照による援用]
[0035]本明細書において記載したすべての刊行物および特許出願は、各個々の刊行物または特許出願が参照により援用されるように明確かつ個別に示されているかのように、さらに、任意の図面を含み、上記各個別の刊行物または特許出願が、本明細書においてすべて示されているかのように、同程度まで参照により本明細書に援用されたものとする。
【図面の簡単な説明】
【0036】
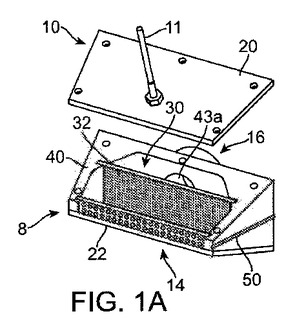
【図1A】本開示による乾燥ノズルの斜視図である。流れチャンバの内部を明らかにするために上部カバーを取り外した状態にある乾燥ノズルの斜視図である。
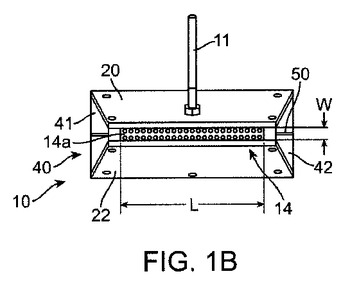
【図1B】本開示による乾燥ノズルの正面図である。ノズルの正面図、またはノズルから出るガスの流れの正味方向に垂直な平面の図を示す。ノズルの出口端部と、チャンバの収束部分を形成するテーパ側面とを示す。
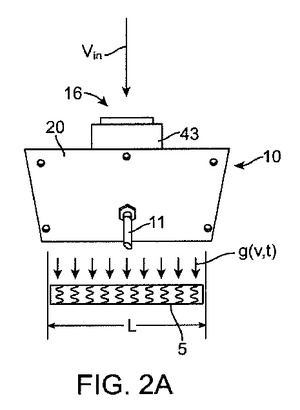
【図2A】図1A〜図1Bのノズルの平面図を示し、ノズルの出口端部に隣接して設けられたステントを示す。ノズルに対する流入および流出方向を示す。ノズルの出口での乾燥ガスの流れパラメータは、一般に量g(v,t)で表され、ここで、「v」および「t」は、それぞれ、ノズル出口のプロファイルのガス出口速度および温度を表す。
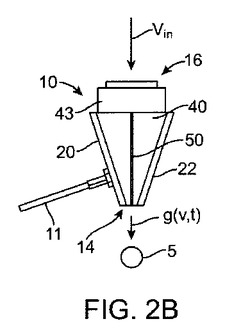
【図2B】図1A〜図1Bのノズルの側面図を示し、ノズルの出口端部に隣接して設けられたステントを示す。ノズルに対する流入および流出方向を示す。ノズルの出口での乾燥ガスの流れパラメータは、一般に量g(v,t)で表され、ここで、「v」および「t」は、それぞれ、ノズル出口のプロファイルのガス出口速度および温度を表す。
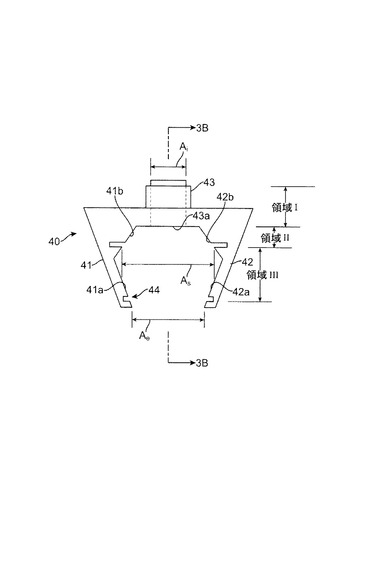
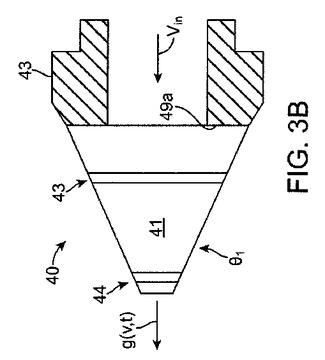
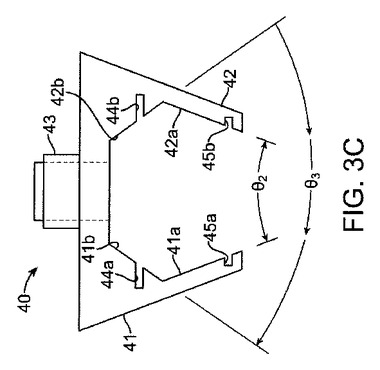
【図3A】図1〜図2のノズル本体のフレームの図を示す。医療デバイスに向けて流入ガスを方向付けるための流れ領域の間の関係を示す。
【図3B】図1〜図2のノズル本体のフレームの図を示す。医療デバイスに向けて流入ガスを方向付けるための流れ領域の間の関係を示す。
【図3C】図1〜図2のノズル本体のフレームの図を示す。医療デバイスに向けて流入ガスを方向付けるための流れ領域の間の関係を示す。
【図4】図1〜図2のノズルのバッフルを示す。
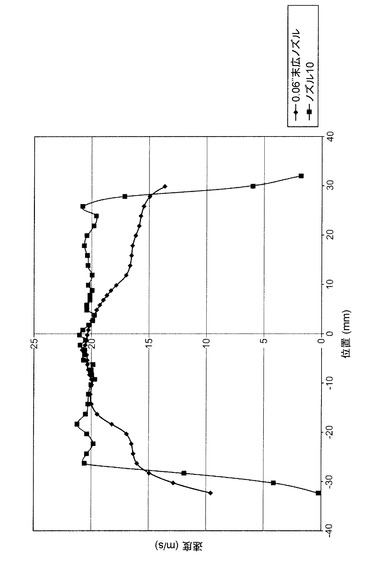
【図5】2つのタイプのノズルのノズル出口でのガスの温度および速度分布を示すプロットである。
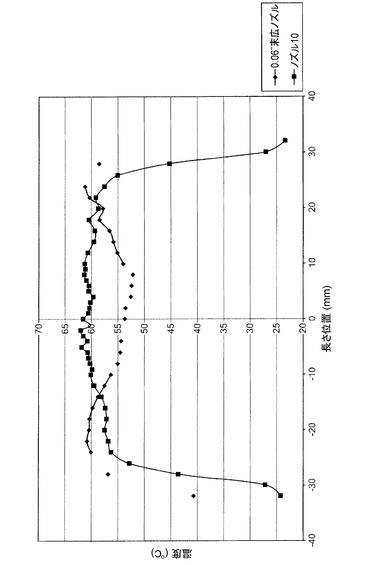
【図6】2つのタイプのノズルのノズル出口でのガスの温度および速度分布を示すプロットである。
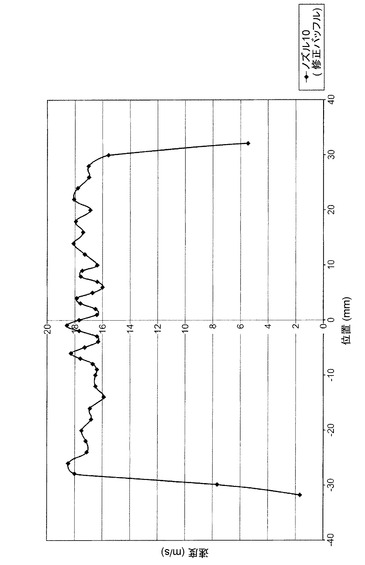
【図7】2つのタイプのノズルのノズル出口でのガスの温度および速度分布を示すプロットである。
【図8】本開示の態様を組み込んだノズルおよびスプレー・乾燥システムの図を示す。米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に、本開示に従って構成された熱ノズルとともに使用するのに適したスプレーシステムのさらなる例が見受けられる。
【図9】本開示の態様を組み込んだノズルおよびスプレー・乾燥システムの図を示す。米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に、本開示に従って構成された熱ノズルとともに使用するのに適したスプレーシステムのさらなる例が見受けられる。
【図10】本開示の態様を組み込んだノズルおよびスプレー・乾燥システムの図を示す。米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に、本開示に従って構成された熱ノズルとともに使用するのに適したスプレーシステムのさらなる例が見受けられる。
【発明を実施するための形態】
【0037】
[0042]本発明の好ましい実施態様によれば、ステントの表面に薬剤溶出コートを形成するために、スプレーおよび熱ノズルが使用される。ステントは、患者の脈管構造または他の体腔および管腔内にバルーンカテーテルによって送り出され埋め込まれる血管内人工器官である。ステントの構造は、典型的に、当技術分野においてストラットまたはバーアームと呼ばれることが多い相互接続構造要素のパターンまたはネットワークを含む骨格、基板、または基材から構成される。ステントは、典型的に、半径方向に剛性の複数の円筒状要素と、円筒状要素を接続するストラットとを有する。ステントは、縦方向にわたって、ほとんど、細長い梁のようなリンク要素の曲げ剛性のみで支持されることで、ステントが長手方向の可撓性を備えるようになる。米国特許第4,733,665号明細書、同第4,800,882号明細書、同第4,886,062号明細書、同第5,514,154号明細書、同第5,569,295号明細書および同第5,507,768号明細書に、ステントおよびカテーテルなどの医療デバイスの構造および表面トポロジーの例が開示されている。
【0038】
[0043]図1〜図3は、本開示による乾燥ノズル10の態様を示す。図1Aを参照すると、ノズル10は、バッフル14に形成された穴から乾燥ガスが出る下流出口部8と、加熱された流入ガス流を供給する加圧ガス源に接続された上流入口部16とを含む。ノズル10は、内側流れチャンバ30内に設置された内側スクリーン32(または複数のスクリーン32)を明らかにするために、部分分解図(上部カバー20を取り外した状態)で示されている。流れチャンバ30は、上部カバー20と、下部カバー22と、バッフル14の上流にあるチャンバ30の部分を取り囲むフレーム40とのアセンブリによって形成される。フレーム40は、対向する同様の形状のテーパ状の側面ないしは側壁を含む。フレーム40はまた、壁41および42と交わる中央の場所で、流入ガス流がチャンバ30に入るときに通る円形開口部43a(部分的に図示)を有する入口通路を形成する。フレーム40の構造は、図3A〜図3Cにさらに詳細に示されている。チャンバ30内のガスの温度をモニタするために、上部カバー20に熱電対11が取り付けられている。
【0039】
[0044]図1Bおよび図2Aは、ノズル10の正面図および平面図をそれぞれ示す。以下、さらに詳細に説明するように、ベクトル量g(v,t)で示すバッフル14から流出するガス流は、長さ「L」および幅「w」の積として規定される面積(図2A)にわたって実質的に均一な速度および温度で、バッフルから流出する。この面積は、ガスがチャンバ30から出るさいに通るバッフル14の穴14aの配列に及ぶ面積を表す。
【0040】
[0045]入力速度Vinを有する入口ガスは、円形開口43を通る流れ方向に入口端部16内に方向付けられる。また、流出ガスg(v,t)も流れ方向にある。ガスg(v,t)によって除去される溶剤を有するコーティングされたステント5が、図2Aおよび図2Bにおいて出口8に隣接して示されている。ステント5は、ステント5の長手軸線を有するバッフルの中心線の位置を特定するレーザ刻印溝50を用いて、バッフル14と位置合わせされる。1つの実施形態によれば、ステント5は、図2に示すように、コーティングステーションと、バッフル14の下方にステント5が配置された乾燥ステーションとの間にステントとともに移動されるマンドレルによって保持される。あるいは、ステント5は静止し、ノズルがステント5との位置合わせ状態に移動される。この位置合わせを助力するために、位置合わせ溝50が設けられてもよい。ステントおよびマンドレルは、ノズルが加熱ガスをステント表面5に適用するとき、一定の速度で、または断続的な速度で回転される。
【0041】
[0046]ノズル10は、円形開口部43aを通って流入するガスを、ステントの長さおよび直径に一致する矩形面積にわたって集中する大量の乾燥ガスに変換する。このようにして、バッフルにある穴14aの配列の長さおよび幅は、比較的狭く、ほぼステント5の長さである。乾燥ガスは、矩形面積L×wにわたって放出される熱質量および範囲を有する本体として考えられてもよい。本体は、ノズルデザインの性質により、層流を乱流の流体の流れに効率的に変換することにより、コーティングされたステント表面に熱または熱エネルギーを均一に伝達する能力を有する。この記述の目的のために、量g(v,t)は、速度および温度プロファイルとして、またはバッフル14から流出する大部分のガスの熱伝達プロファイルとして考えられてもよい。
【0042】
[0047]図2Bおよび図1Bは、ノズル10の図である。上部カバー20、下部カバー22、ならびにフレーム40の壁41および42によって形成された側面が、バッフル14で終端する収束セクションを形成することが分かる。チャンバ30のハウジングを形成する上側と下側の両方に対してテーパ状の側面がある。
【0043】
[0048]安定状態の流れ状況の間、図1Aの43aで示すチャンバ30への円形開口部での層流ガスのフラックスは、圧縮率係数がより小さいことを考慮した出口8での乱流ガスのフラックスとほぼ同じである。この「フラックス」とは、ノズル10の流れ領域の任意の断面積での流れ方向に垂直な断面積を通るガスの流量をさす。したがって、バッフル14の面積L×wを通過する単位時間当たりのガス量は、円形開口部43a、またはノズル出口8の上流にあるスクリーン32を通過する単位時間当たりのガスと同じである。結果的に、安定状態では、これらのセクションによって規定された面積(またはチャンバ30内の任意の他の断面)を通過するガスの平均速度が、流体が通過するそれぞれの断面積に対して反比例する。断面積が小さいほど、ガスの平均速度は高くなる。上記で参照した断面積は、量Ai(入口エリア)、Ae(出口エリア、すなわち、面積L×w)およびAs(すなわち、スクリーン32がチャンバ30に配置されるエリア)によって図3Aに示されている。これらのエリアの各々を通るフラックスは、安定状態の流れとほぼ同じである。エリアAeはAiより小さい。このように、Ae<Aiであるため、エリアAeを有する出口でのガス速度は、エリアAiを有するセクションでのガス速度より高い。
【0044】
[0049]フレーム40の平面図(図3Aおよび図3C)およびフレーム40の側面図(図3B)を参照すると、フレーム40は、入口開口部43a付近に位置しスクリーン32の上流にある第1の対向する末広状の側壁41bおよび42bを含む。第2の対向する収束形の側壁41a、42aが、出口付近に位置しスクリーン32の下流にある。したがって、安定状態では、円形開口部43aからチャンバ30に流入するガスが、末広のチャンバ壁によってスクリーン32の上流で減速した後、スクリーン32の下流にある収束チャンバ壁によって加速することが理解されるであろう。フレーム40は、チャンバ30にスクリーン32を保持するノッチ44a、44bと、バッフル14を保持するノッチ45a、45bとを含む。
【0045】
[0050]壁41a、42aのテーパは、角度Θ3で図3Cに示されている。壁41b、42bのテーパは、角度Θ2で示されている。同様に、バッフル14からチャンバ30の上流の後側面ないしは後側壁49aまで一定のチャンバ30の上側面および下側面のテーパは、角度Θ1で図3Bに示されている。
【0046】
[0051]図3Aの3B−3Bで切り取った側断面図を示す図3Bを参照すると、チャンバ30は、流体の流れの3つのセクションまたは領域を有するものとして記載されうる。流れ領域Iは、入口通路43a(または開口部43a)をさす。この通路は、1つの実施形態によれば、ノズル10をガス源に連結する係合円筒状パイプに一端で都合良く連結されてもよい円筒状孔である。領域Iは、チャンバ30の入口で終わる。ガスは、まず流れ領域IIに入ることによってチャンバ30に入る。この領域は、末広状の側壁41b、42b、上部および下部カバーならびにスクリーン32によって形成された空間をさす。流れ領域IIIは、スクリーン32の下流にあるチャンバ30の空間をさす。この領域は、収束形の側壁41a、42a、バッフル14、スクリーン32ならびに上部および下部カバー20、22によって形成される。1つの実施形態によれば、後側壁49aからスクリーン32までの距離は、スクリーン32からバッフル14までの距離より実質的に短い。図2に、領域IIおよび領域IIIのこのような相対サイズが描かれている。
【0047】
[0052]溝44に保持されたスクリーン32は、チャンバ30に流入する減速ガスに渦を形成させ、または乱流を誘発させるように適切に選択される。これにより、流入する減速ガス流が望ましく混合される。1つの実施形態において、溝44に2つのスクリーンが配置される。第1のスクリーンは、500×500×0.0008”の厚さのスクリーンであり、10×10×0.025”の厚さの第2のスクリーンが背中合わせに配置される。領域IIは、円形通路のガスの流れ(領域I)から矩形通路のガスの流れ(バッフル14)までの移行領域、いわゆるノズル10の混合領域として考えられてもよい。
【0048】
[0053]ノズル10の上記アセンブリの場合、出口8での流れ特性および/または熱伝達容量の所望の均一性、すなわち、均一な熱容量および効率的な乾燥が観察された。バッフル穴14aを出るガスの大部分は、図5(ガス速度とバッフルの中心からの距離との関係)および図6(ガス温度とバッフルの中心から距離との関係)に示すように、出口で0.06”の矩形開口を有する対応する末広チャネル(以降、「0.06ノズル」と呼ぶ)より均一の速度および温度プロファイルを有する。水平軸線は、ゼロ位置としてバッフルの中心を有する。距離+30および−30は、この例の場合、穴14aの配列の端部、すなわち、「L」を示し、60mmである。この距離は、ステント5の全長にほぼ相当する。プロットから分かるように、速度および温度プロファイルは、0.06”出口開口を有する末広ノズルの場合より均一である。
【0049】
[0054]減速ガスの混合、スクリーン32の上流に停滞しているガスの低減、および引き続き、スクリーン32の下流にある均一な熱容量のガスの加速は、好ましい結果を生むと信じられている。領域IIの末広壁は、円形開口部を通って入る流入ガスを減速させる。壁は、停留しているガスが領域IIに留まらないように、(角または直角の辺を形成するのではなく)外向きにテーパ状にされる。停留しているガスの蓄積は、ノズルの動作効率に影響を及ぼしうる。次に、ガスは、メッシュまたはスクリーン32を通して流されるときに混ざり合う。開口部43a付近にスクリーンを配置することによって、より多くの混合が起こると信じられる。ガスが領域IIIに入ると、収束壁はガスを加速する。次に、ガスは、バッフル14にある穴の配列を通って流される。チャンバ30の形状の効果、スクリーン32の配置、出口でのバッフルのデザイン14により、円形入口と矩形出口との間で空気が均一に拡散されることで、ガスからステント表面への熱伝達が比較的高く均一になる。スクリーンおよびバッフルは、プロセス固有の空気の流れパターンが可能になるように取り外し/相互交換可能なものであってもよい。
【0050】
[0055]例によれば、ガス出口幅(w)は、ノズルで乾燥されたステント直径と一致する0.188インチである。バッフル長さ(L)は、8〜38mmのステント長さに乾燥ガスを供給するために、2.36インチである。25℃〜110℃の動作温度(最高温度はヒータ要素の出力およびノズル基材の寸法安定性に依存)が、さまざまな溶剤の乾燥に対応するように選択された。バッフルの幅は、いくつかの実施形態において、ノズルを用いて乾燥した平均的なステントの外径の2倍である。バッフルのデザインは、空気出口からのある範囲の速度プロファイルを生み出すように変更可能である。均一な速度プロファイルは、スクリーン32にステンレス鋼メッシュ(好ましくは、1インチ当たり150〜500個の升目)および均一な間隔の0.060インチの穴のステンレス鋼加工されたより低いバッフルプレートを利用することによって達成されうる。
【0051】
[0056]1つの実施形態によれば、Θ2およびΘ1(テーパの量、図3Bおよび図3Cを参照されたい)より大きいΘ3および上記のスクリーンおよびバッフル選択により、所望の結果が得られた。特に、37度にほぼ等しいΘ1、21度にほぼ等しいΘ2および83度にほぼ等しいΘ3、1インチ当たり150〜500個の升目のスクリーンセクション、0.06インチのバッフル穴により、好ましい結果が得られたことが分かった。
【0052】
[0057]また、乾燥速度の制御変動が望ましければ、他の速度プロファイル(正弦波または鋸波、線形勾配、中心点またはステント端部で速度最小または最大)を生じるために、より低い拡散部プレートに可変直径の異なる穴パターンまたは複数の穴が利用されうる。図7は、バッフル14に2−1−2の交互の穴パターンを用いて形成された若干正弦波状の速度パターンを示す。
【0053】
[0058]コーティング実験によれば、末広チャネル0.06”ノズルと比較して、本発明によるノズルを使用した場合の方が、高い乾燥効率および薬剤放出速度の変動の低下が示された。インプロセスコーティング重量は、上述したノズルを使用した最終乾燥コーティング重量よりおよそ2%多かった。より一般には、インプロセスまたはパス間乾燥ステージは、薬剤‐ポリマー‐溶剤の調合物に応じて、0.5%〜8%の間でありうる。これは、0.06インチノズルを使用した場合の10%多いコーティング重量より好ましい(インプロセスコーティングにおいておおよそ80%より少ない溶剤)。生体外での24時間の薬剤放出も同様に変動が少なくなることが観察された(0.06インチノズルの場合の20%と比較して、およそ10%の相対標準偏差)。さらに、ノズル10を使用してコーティングされたステントは、放出された量の平均シフトが低減した(0.06インチノズルの場合の39%と比較して、ノズル10の場合はおよそ11%)。
【0054】
[0059]本発明の実施形態は、米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に記載されたスプレーコーティングデバイスを用いて実施されてもよい。
【0055】
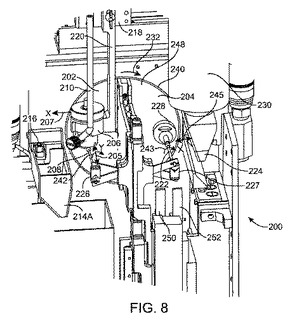
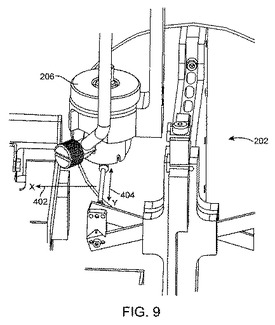
[0060]以下、本発明の特徴のいくつかを組み込んだステントコーティングシステムの例について記載する。図8〜図10を参照すると、デバイス200が、2つのステントを同時に処理するように構成されている。しかしながら、デバイス200は、必要に応じて、1つのステントのみを処理しうる。デバイス200は、スプレーゾーン202と、乾燥ゾーン204とを有することで、一方のステントのコーティングと、もう一方のステントの乾燥とを同時に行うことができる。ステント支持アセンブリ、マンドレル208および222が、一方のステント支持アセンブリでステントをスプレーし、もう一方のステント支持アセンブリでもう一方のステントを乾燥させることを同時に行えるようにするために、回転ドラムを介してスプレーゾーン202と乾燥ゾーン204との間で移動可能である。
【0056】
[0061]スプレーゾーン202は、可動ステント支持アセンブリ208の上方に取り付けられたスプレーノズル206を有する。矢印242で示すように、ステント支持アセンブリ208は、コーティングプロセス中に回転される。スプレーノズル206は、両方向矢印205で示すように、ステント支持アセンブリ208の軸線に沿って、y方向に沿って並進可能である。スプレーノズル206はまた、矢印207で示すように、x軸方向に沿って移動可能である。
【0057】
[0062]スプレーノズル206は、取り付けブラケットブロック218に取り付けられたノズルホルダ220に存在する。取り付けブラケットブロック218は、ステントにわたってコーティング材料を塗布している間、ノズルホルダ220およびスプレーノズル206をx方向に前後に移動するのを制御可能な線形スライドに連結される。また、取り付けブラケットブロック218は、スプレーサイクルが完了した後、上側ファンネル214A上の位置まで、スプレーノズル206とともにノズルホルダ220がx方向(245/207)において前後にサイドシフトできるようにスライドステージに連結される。スプレーノズル206とともにノズルホルダ220がサイドシフトすると、ドラム240が回転して、乾燥ゾーン204にあるステントをスプレーゾーン202へ前進させてコーティング材料を受けることができるように、スプレーゾーンへの経路が開かれる。
【0058】
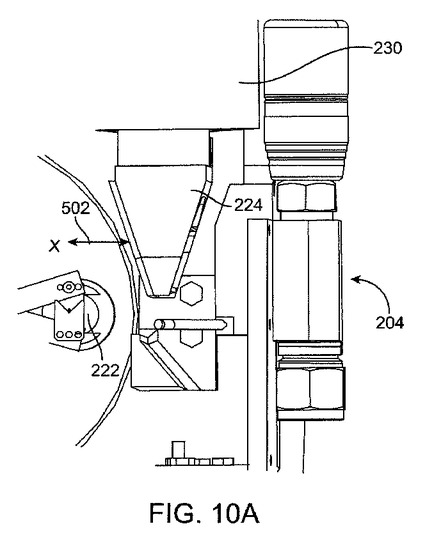
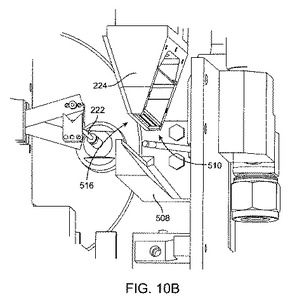
[0063]乾燥ゾーン204は、例えば、ノズル10などの前述した実施形態の1つ以上に従って構成され動作する乾燥ノズル224を含む。ノズル224は、乾燥中にコーティングされたステントを支持するための可動マンドレルアセンブリ222にわたって配置されうる。マンドレルアセンブリ222は、スピンドル228内に挿入され、スピンドル228は、矢印243で示すように、乾燥プロセス中にマンドレルアセンブリ222を回転する。いくつかの実施形態において、同じモータは、ステント支持アセンブリ208および222に回転運動を与えてもよい。乾燥ノズル224は、乾燥ノズル224に対して加熱ガスを発生するための電気ヒータ230を含む。乾燥ノズル224は移動可能であり、両方向矢印245で示すように、x方向にシフトしえ、または図2に示す位置からマンドレルアセンブリ222にわたって乾燥位置へ回転されうる(角度Θ)。乾燥ノズル224は、新しくコーティングされたステントにわたって温かいガスを吹きかけることによって、スプレーゾーン202においてコーティングされるステントを乾燥できるように、マンドレルアセンブリ222の上方に配置されうる。以下に詳細に記載するように、ステントを固定するためのステントグリッパ250および252が、マンドレルアセンブリ222の下方に設けられる。ヒータ230が、502で示すようにx方向に移動可能である(図10Aを参照)。
【0059】
[0064]乾燥ノズル224およびスプレーノズル206のサイドシフトは、空気圧スライドまたはモータ駆動線形スライドで達成されてもよい。このサイドシフトにより、割出しドラムが回転し、乾燥時間およびスプレー時間の差にも対応できる。過度の乾燥を防ぐためにステントから乾燥空気を逃す偏向プレート508へ乾燥ノズル224がサイドシフトすることで、スプレーサイクルが終了する。
【0060】
[0065]ステント支持アセンブリ208および222は、クランプ226および227のそれぞれによってステント支持アセンブリの末端部で支持される。マンドレルアセンブリ222の近端部は、スプレーゾーンと乾燥ゾーンの両方においてスピンドル228によって支持されるように示されている。ステント支持アセンブリ208の近端部は、同じ方法で支持されるが、スプレーノズル206によって隠れている。スピンドル228は、矢印232で示すように回転するドラム240に取り付けられ、または連結されている。回転可能ドラム240は、ステント支持アセンブリ208が乾燥ゾーン204にあり、マンドレルアセンブリ222がスプレーゾーン202にあるように、ステント支持アセンブリ208および222の位置を逆にするように回転可能である。
【0061】
[0066]図8を再度参照すると、デバイス200が、スプレーゾーン202ですでに塗布されたコーティング層が乾燥ゾーン204で乾燥されている間、スプレーゾーン202においてステントスプレー可能であるようにデザインされている。スプレーと乾燥とを同時に行うことで、連続したスプレーおよび乾燥動作の遊び時間が短縮され、またはなくなるため、コーティング動作のスループットが上がる。
【0062】
[0067]詳細には、コーティング材料層が、スプレーノズル206によってステント支持アセンブリ208上に取り付けられる第1のステントに塗布される。同時に、マンドレルアセンブリ222に取り付けられ、スプレーゾーン202においてコーティング材料がすでに塗布された第2のステントが、乾燥ノズル224によって乾燥される。第1のステントへのスプレーコーティングおよび第2のステントの乾燥の両方を完了させると、回転可能ドラム240が回転し、第2のステント(乾燥された)をスプレーゾーン202に配置し、第1のステント(新しくコーティングされた)を乾燥ゾーン204に配置する。次に、第1のステントは、乾燥ゾーン204で乾燥されてもよく、コーティング材料層が、スプレーゾーン202で第2のステントに塗布されうる。スプレーおよび乾燥は、ステントの各々に所望のコーティング容量を得るために、必要に応じて、所定回数繰り返されうる。回転可能ドラム240は、スプレーゾーン202と乾燥ゾーン204との間で第1のステントおよび第2のステントの位置を変更するために、時計回りまたは反時計回りに回転しうる。ステント支持アセンブリ208およびステントマンドレルアセンブリ222は、スプレーサイクルおよび乾燥サイクルの各々において回転される。矢印232で示すように、第1のステントはスプレーゾーン202まで回転され、第2のステントは乾燥ゾーン204まで回転され、スプレー/乾燥サイクルが完了した後、第1のステントは、ステントを乾燥するための乾燥ゾーン204に戻るように回転され、第2のステントは、コーティング材料を受けるために、スプレーゾーン202まで回転される。
【0063】
[0068]本発明の特定の実施形態について示し記載してきたが、当業者には、より広範な態様において本発明の範囲から逸脱することなく変更および修正が可能であることは明らかであろう。したがって、添付の特許請求の範囲は、本発明の真の趣旨および範囲内にあるこのようなすべての変更および修正をその範囲内に網羅することができる。
【技術分野】
【0001】
[0001]本発明は、薬剤溶出医療デバイスに関し、より詳細には、本発明は、ポリマー、薬剤および溶剤の間での相互作用と、薬剤溶出医療デバイスでの薬剤の放出速度とを制御するためのプロセスに関する。
【背景技術】
【0002】
[0002]薬剤の放出を確実に制御下で行うために、薬理学的に厳密で機械学的に優れた一体性を備えた薬剤溶出医療デバイスが要求されている。ステントなどの薬剤溶出医療デバイスの効果的かつ多用途性のあるコーティングを開発するさい、技術的に著しく困難な問題が存在する。
【0003】
[0003]コーティングは、スプレーコーティングプロセスによって塗布されたものであってもよい。溶剤に溶解する薬剤‐ポリマー組成物は、この方法を用いて医療デバイスの表面に適用される。適用される薬剤‐ポリマーの量は、目標コーティング重量として表され、相当量の溶剤が除去された後のコーティングの重量に相当する。
【発明の概要】
【発明が解決しようとする課題】
【0004】
[0004]薬剤溶出製品のさらに良好な制御が望まれる。詳細には、薬剤の放出速度、またはコーティングからの放出時の薬剤の効力をより良好に制御することが必要とされている。既知の従来技術では、十分な解決策が見出されていないのが現状である。
【課題を解決するための手段】
【0005】
[0005]本発明により、薬剤の放出速度をこれまでよりうまく制御し、担体溶剤と薬剤‐ポリマーマトリックスとの間の望ましくない相互作用を低減させる薬剤溶出コーティングの形成装置および方法を提供することによって技術改良がなされる。いくつかの実施形態によれば、コーティング材料を塗布するために、スプレーノズルが使用される。さらに、コーティングのパス間乾燥(inter‐pass drying)を適用するために、熱ノズルが使用される。「パス間乾燥」という用語は、1回、2回、3回、または4回以上のスプレー工程(spray pass)の間の溶剤の乾燥または除去を意味する。コーティング当たりの材料の重量は極めて軽量で、1つの実施形態によれば、全コーティング重量の約2%である。これは、この特定の実施形態の場合、100%のコーティング重量に達するには、50回のスプレー工程が必要とされるということを意味している。
【0006】
[0006]より一貫した安定性のある薬剤放出プロファイルを生成するこれまでの試みは、完全に満足できるものではない。より高精度で制御可能/予測可能な放出速度が求められる。薬剤の放出速度の制御能力および一貫性を高めるための試みは、ポリマーの構造、ポリマーの種類または構造および使用する溶剤の種類に焦点が当てられてきた。しかしながら、これらの改良は、ある種の臨床応用の需要を満足に満たすことができず、または広く使用可能な形態を備えたものではなかった。
【0007】
[0007]「薬剤放出プロファイル」または「放出プロファイル」とは、体内に配置した後に予想される治療挙動を与える薬剤溶出マトリックスの形態または特性を意味する。したがって、薬剤放出プロファイル、または放出プロファイルにより、このようなものの1つが、放出速度、時間の経過とともに(変動すれば)放出速度の変動、または薬剤溶出表面にわたった単位面積当たりの放出速度の予測可能なものとして伝えられる。
【0008】
[0008]固有放出速度の生成、薬剤溶出表面上にわたった放出速度の均一性、および/または生産設定(高スループット)の均一性などの特定の目標に合わせるために、薬剤放出プロファイルを適応させる能力が著しく改良されることで、存在する溶剤の量または溶剤除去速度がより高精度に制御されることが判明した。溶剤除去、分配などの臨界は、一般に、薬剤‐ポリマー‐溶剤調合物および求められる特定の目標に依存する。薬剤‐ポリマーマトリックスの形態は、溶剤の存在に影響されることが分かっているが、この相互作用が、これまで考えられていたものより重要な役割を担っていることが判明した。この結論に基づいて、溶剤‐ポリマー薬物相互作用の量を制御するためのより効果的なプロセスが求められる。スプレーサイクル当たりのコーティング重量および溶剤の除去方法は、コーティングの厚さとともに、重要な考慮すべき点であることが分かった。
【0009】
[0009]スプレーサイクル当たりのコーティング重量は比較的高いものが従来求められており、これは、プロセス時間を最小限に抑え、スループットを高めるためである。しかしながら、溶剤除去量または溶剤除去速度の制御を維持することは、塗布されるコーティング層が比較的薄くなければ困難である。塗布された層が厚すぎると、除去に対する溶剤の抵抗は急速に非線形になり、したがって、制御または予測しがたくなる。したがって、溶剤が厚い層から除去されると、溶剤、ポリマーおよび薬剤の間で望ましくない相互作用の可能性および関連する問題が生じ、放出プロファイルの制御を保持する能力の低下を招く。
【0010】
[0010]ステントなどの薬剤溶出医療デバイスに使用されるポリマーの生体適合性は必須である。ポリマーは、ステントからの剥離または層剥離のない膨張可能な非炎症性のもので、予測可能な速度で薬剤放出を制御可能でなければならない。これらの要件を満たしうるポリマー系はほとんどない。好ましくは、薬剤溶出ステント用の薬剤マトリックス材料として、EVALが選択される。この材料は、好ましい生物学的反応を示してきた。EVALは、半結晶性のランダムコポリマーであり、そのヒドロキシル基により吸湿性である。ステントに塗布されたEVALコーティングの結晶化度は、プロセス条件(プロセス温度、湿度または残留溶剤)に依存する。EVALを溶解するために使用する溶剤(DMAcまたはDMSO)の沸点は高い。このように、溶剤は、例えば、加熱によってコーティングから能動的に除去されなければならない。
【0011】
[0011]プロセス条件は、所望の形態に影響を及ぼしうる。例えば、過度の残留溶剤があれば、すなわち、スプレーサイクルの間、またはスプレーサイクル後に溶剤が除去されていなければ、この溶剤により可塑化効果が誘発されうることで、放出速度が著しく変更されうる。したがって、結晶化度、%溶剤残留率、%含水率などの特性が一貫したコーティングを生成するプロセスを有することが極めて重要となりうる。これらのパラメータの1つ以上が適切に制御されないことで、厚さにばらつきが生じ、または薬剤溶出デバイスの表面が一様でなくなると、放出プロファイルが影響を受ける。これらの考慮すべき点の1つ以上は、薬剤‐ポリマー‐溶剤調合物にとっては、他の調合物よりも重大でありうる。
【0012】
[0012]ステントへの薬剤の組込みを容易にするために、ステントに堆積される薬剤の量(マイクログラム範囲)および放出プロファイルを制御するさい、低固相率のポリマー/薬剤溶液をステントにスプレーした後、その溶液を除去することが実行可能になっている。今では、このスプレー技術を用いることから得られる良好なコーティング品質の利益、すなわち、結晶化度、%溶剤残留率、および%含水率などの特性は、数回のコーティング塗布でコーティング重量が蓄積されるため、より制御可能であることが判明している。しかしながら、(クリンプされたステントODサイズを最小限に抑えるために)密な幾何学的形状を有するステントの場合、この方法では著しい技術的困難が伴う。スプレーサイクルの間に効率的かつ予測可能な方法で、少なくとも溶剤の一部を除去することが必要となる(スプレーサイクルは、例えば、回転ステントの縦方向にわたってスプレーノズルを通過させる工程など、1回または2回以上のスプレー工程を含みうる)。好ましい実施形態において、スプレーサイクルは、スプレーサイクルにおいて2%コーティング重量を得るために、1回、2回、3回、または4回以上の工程を含む。理想的には、各コーティングの後に溶剤をすべて除去することが望ましい。しかしながら、これは現実的な解決策ではないことは容易に理解されるであろう。したがって、各スプレーサイクルの間にすべての溶剤を除去することは、当技術分野における必要性に応えるものではない。
【0013】
[0013]薬剤放出に及ぼす乾燥効果の研究(EVAL薬剤システム)によれば、各スプレーサイクル後、コーティングされたステントにある溶剤を除去するためのインプロセス乾燥技術がすぐに必要とされていることが示された。これは、高スループットを保持しながら、より安定した製品を生産するさいの重大なステップである。
【0014】
[0014]ポリマーを溶解するさいに使用される溶剤の特性、例えば、表面張力、蒸気圧または沸点、粘度、および誘電率は、コーティング品質、コーティングプロセスのスループット、薬剤の安定性およびコーティングプロセスに必要な機器に主に影響を及ぼすものである。溶剤は、言うまでもなく、ステントに加熱ガスを適用することによって除去されうる。しかしながら、予期せず驚くべきことに、所望の最終結果を達成するためには、この乾燥ステップを慎重に制御しなければならないことが分かった。また、ガスからコーティング表面への熱伝達が均一かつ効率的に生じる必要がある。
【0015】
[0015]適切な溶剤の蒸発速度は、薄膜コーティングのコーティング厚さと反比例関係にある(一般に、厚さと反比例)。さらに、抵抗は、コーティング厚さが増すにつれ、非線形に増大する。先に示唆したように、この非線形性は回避しなければならない。厚さが線形範囲内であれば、溶剤を除去するさい、より高い効率性、均一性およびより高い制御性が達成される。その結果、薬剤‐溶剤‐ポリマーの相互作用が最も少なく、溶剤の可塑化、および薬剤の抽出があるため、より一貫した薬剤放出プロファイルが得られる。したがって、厚さにわたった特性の均一性だけでなく、溶剤を除去する能力にもより高い制御を達成することが望まれる。これは、薬剤溶出ステントにある残留溶剤が、不都合な生物学的反応を誘発し、コーティング特性を損ない、薬剤劣化を誘発し、放出プロファイルを変化させてしまいかねないためである。各スプレーサイクル中に適用されるポリマーと薬剤の比は、1:1、2:1、3:1、4:1または5:1でありうる。
【0016】
[0016]このようにして、各スプレーサイクルの間に乾燥ステップを行い、低い割合の溶液、例えば、最終コーティング重量の2%のコートを多数塗布することによって、放出速度が良好に制御されうることが分かった。このようにして、この例では、目標コーティング重量を得るために、50回のコートが必要とされる。このコーティングプロセスを生産レベルの方法としてより実現可能なものにするために、溶剤および溶剤‐薬剤‐ポリマーの相互作用の制御を維持しながら、上述したように、効率的なインプロセス乾燥ステップが必要とされた。
【0017】
[0017]初期の実験では、通常、溶剤を除去するために想定されるものである末広ノズルを使用して乾燥ステップを含むようにプロセスを構成した。また、円筒状のドライヤノズルも使用された。これらのノズルタイプ(円筒状または末広チャネルタイプ)のいずれかが解決策として選択された。
【0018】
[0018]ガスの流れプロファイル、すなわち、ノズルからのガス出口速度および温度が、高速乾燥時間を生じるように選択された。いずれかのノズルを使用する、すなわち、適切な乾燥ガス速度および温度を選択する、ガスからステント表面へ適切な平均熱伝達によって、コーティングプロセスに効率的なインプロセス乾燥ステージが組み込まれ、これによって、薬剤‐ポリマー形態に及ぼす溶剤の効果の制御を維持しながら、多数回、低重量コーティングを塗布するプロセスを実現可能にすることが期待された。しかしながら、溶剤の除去に末広チャネルまたは円筒状のノズルタイプを使用することから結果的に得られる薬剤放出プロファイルは、所望の特性を呈しなかった。熱伝達をさらに制御する必要がありうるという仮説が立てられた。
【0019】
[0019]予期せず驚くべきことに、ノズル出口でガスの熱伝達容量が修正されると、すなわち、より均一にされると、最終的な目標に合わせるために薬剤放出プロファイルを制御または適応させる能力が著しく改善されたことが分かった。したがって、改良された薬剤放出プロファイルを生成するのに必要なのは、効率的なインプロセス乾燥ステップだけでなく、複数回塗布されたコーティングの各々の間におけるガスからコーティングされる表面へのより均一な熱伝達であるという結論が得られた。
【0020】
[0020]以上の点から、本発明により、以下の技術改良のうちの1つ以上が提供される。
【0021】
[0021]1つの態様によれば、インプロセス乾燥ステージを組み込んだマルチステップコーティングプロセスがある。
【0022】
[0022]本発明の別の態様によれば、ステントコーティング方法が、(a)約2〜5重量%のコーティングおよび95〜98重量%の溶剤を含む溶液でステントをスプレーするステップと、(b)熱ノズルを使用してコーティングされたステントから溶剤を除去し、溶剤除去ステップの後、約0.5〜8重量%のコーティングのみが、コーティングに残留する溶剤であるようにする溶剤除去ステップと、100%の所望のウェットコーティング重量に達するまで、ステップ(a)および(b)を繰り返すステップとを含む。
【0023】
[0023]本発明の別の態様は、溶剤を均一に除去するための強制空気乾燥ステージを含む所望の放出プロファイルを生成する方法である。
【0024】
[0024]本発明の別の態様は、ステントと出口ノズルとの高精度な位置合わせである。1つの実施形態において、ステント本体の全長にわたって均一な溶剤除去速度および均一な特性を生じるように決定されたX、YおよびZ位置にステント本体を配置する位置合わせツールまたはガイドがある。1つの実施形態において、ステント本体とノズル先端とのオフセット(「Z」方向と呼ぶ)の位置合わせ許容誤差は、X−Y平面と呼ぶノズル平面、例えば、図4の紙面内での位置ずれの許容範囲より大きい。1つの実施形態において、ノズルの近位にある孔部位、例えば、垂直方向のレーザ溝50(図1A)により、X−Y平面においてステント本体を正確に位置合わせできる。1つの実施形態によれば、ステント本体が適切に位置合わせされなければ、乾燥効率が著しく損なわれ、蒸発乾燥プロセスがより不均一になってしまいかねない。
【0025】
[0025]本発明の別の態様は、低重量コーティングを除去するための大量の加圧ガスを調整する熱ノズルである。ノズルは、上流の未調整ガス流を加速および減速するための第1および第2の組のテーパ状壁を有する。他の実施形態において、ノズルは、ガスを減速する末広テーパを有する第1のステージと、ガスを加速する収束テーパを有する第2のステージとを有してもよい。熱ノズルは、混合スクリーンをさらに含んでもよい。
【0026】
[0026]本発明の別の態様は、低重量コーティングを除去するための大量の加圧ガスを調整する熱ノズルである。ノズルは、第1および第2の拡散部を有する。1つの拡散部は、第1の組の開口または穴を有し、第2の拡散部は、第1の組とは異なる第2の組の開口または穴を有する。
【0027】
[0027]本発明の別の態様は、軽量層を適用し、その層を乾燥し、その後、全コーティング重量に達するまで複数回これらのステップを繰り返すことによって、コーティング重量を生成することに関する。層の数は、20より多く、30より多く、40より多く、および20〜50の間でありうる。
【0028】
[0028]本発明の別の態様は、薬剤溶出ステントをコーティングするためのインプロセス乾燥ステップ中に使用するための熱ノズルに関する。この熱ノズルにより、均一な速度と温度分布を有するエアカーテンが得られうることで、溶剤の乾燥の均一性が高まり、コーティングからの薬剤放出のばらつきが低減される。
【0029】
[0029]本発明の1つの態様によれば、平均流れ方向と、流入ガス流を受ける入口エリアと、乾燥ガスを生成する出口エリアとを有する乾燥ノズルであって、入口の近位にあり出口の遠位にある第1の側面と、入口の遠位にあり出口の近位にある第2の側面と、第1の側面から第2の側面へ延伸する壁とを含むチャンバと、チャンバ壁が、ノズルの出口領域と、入口領域と、中間領域とを規定し、出口領域が、中間領域からノズル出口へのガスの流れの第1の容積部(内部空間)を規定し、中間領域が、入口領域から出口領域へのガスの流れの第2の容積部を規定し、中間領域が、少なくとも部分的に、流れ方向において互いから広がる壁によって形成され、出口領域が、少なくとも部分的に、流れ方向において互いの方へ収束する壁によって形成され、入口の近位にあり出口エリアの遠位に設けられ、第1の複数の開口部を形成する第1の拡散部と、出口エリアの近位にあり第1の拡散部エリアの遠位に設けられた第2の拡散部であって、第2のバッフルが第2の複数の開口部を形成し、コーティングされた医療デバイスの表面にわたってガスを方向付けるように構成された断面積を有することで、安定状態の流れの間、ノズルが出口エリアにわたって実質的に均一の速度および温度プロファイルを有するガスを出口に生成する、第2の拡散部とを備える乾燥ノズルを提供する。
【0030】
[0030]本発明の別の態様によれば、ステントをコーティングする装置が、ステントを保持するマンドレルと、マンドレルに保持されたまま、ステントの表面にコーティングを塗布するスプレーヤと、ステントの表面から制御された割合の溶剤を除去するように構成され、ノズルおよびガス調整チャンバを形成するノズルを含むドライヤとを含む。
【0031】
[0031]ガス調整チャンバは、ガス源から供給された加熱ガスを受ける入口と、入口の近位にあり出口の遠位にある末広セクションと、出口の近位にあり入口の遠位にある収束セクションと、入口の近位にあり出口の遠位にある第1の拡散部であって、第1のバッフルが、複数の開口部からなる第1の配列を有する第1の拡散部と、出口の近位にあり、複数の開口部からなる第2の配列を有する第2の拡散部とを含み、入口、末広セクション、収束セクション、および第1および第2の拡散部が、ガスからステントの表面への熱伝達容量が均一な分布を有する加速された乾燥ガス量を生成するように協働する。
【0032】
[0032]本発明の別の態様によれば、ステントコーティング方法が、ステントにコーティングを塗布するステップと、乾燥ノズルを用いてコーティングされたステントを乾燥するステップとを含む。乾燥ステップは、ノズルの出口の近位にあるコーティングされたステントを設ける工程と、ノズルにガスを通してコーティングにある溶剤を少なくとも部分的に除去する工程とを含み、除去ステップが、出口の上流にあるノズル入口を通して受けたガスを減速させることと、入口の近位にあり出口の遠位に設けられた第1の拡散部にガスを流すことを含む減速ガスを混合することと、第1の拡散部の下流でガスを加速することと、次に、ステントを乾燥させるために出口に設けられた第2の拡散部に加速ガスを流すこととを含み、出口の下流のガスが、ステントの全長にわたって実質的に均一な温度および速度を有する。
【0033】
[0033]本発明の別の態様によれば、スプレーステーションと、乾燥ステーションとを含むシステムがある。スプレーステーションおよび乾燥ステーションは、壁によって分離されてもよい。ステントが、カンチレバーまたはピン接続として端部で支持されるマンドレル上に保持される。まず、ステントが、コーティングが塗布されるスプレーゾーンに配置される。次に、ステントは、効率的かつ迅速な乾燥を提供するように均一な乾燥ガスにさらされる乾燥ゾーンに移動される。その後、ステントは、スプレーゾーンに戻され、最終コーティング重量に達するまで、このプロセスが繰り返される。好ましい実施形態において、図1に示すようなドライヤが使用される。本開示の点から他の実施形態も可能である。
【0034】
[0034]ステントおよびステントを支持するマンドレルは、スプレーヤと乾燥ノズルとの間を移動する手段によって、スプレーゾーンと乾燥ゾーンとの間で移動される。1つの実施形態において、この手段は、マンドレルを回転ドラムアセンブリに連結することによって、ドライヤとノズルセクションとの間にステントを配置するようにプログラミングされた回転機構である。別の実施形態において、スプレーヤおよびノズルが、溶剤の除去およびコーティングの塗布にさいし、それぞれ、医療デバイスにわたって乾燥ノズルおよびスプレーノズルを選択的に配置するリニアモータに連結される。
【0035】
[参照による援用]
[0035]本明細書において記載したすべての刊行物および特許出願は、各個々の刊行物または特許出願が参照により援用されるように明確かつ個別に示されているかのように、さらに、任意の図面を含み、上記各個別の刊行物または特許出願が、本明細書においてすべて示されているかのように、同程度まで参照により本明細書に援用されたものとする。
【図面の簡単な説明】
【0036】
【図1A】本開示による乾燥ノズルの斜視図である。流れチャンバの内部を明らかにするために上部カバーを取り外した状態にある乾燥ノズルの斜視図である。
【図1B】本開示による乾燥ノズルの正面図である。ノズルの正面図、またはノズルから出るガスの流れの正味方向に垂直な平面の図を示す。ノズルの出口端部と、チャンバの収束部分を形成するテーパ側面とを示す。
【図2A】図1A〜図1Bのノズルの平面図を示し、ノズルの出口端部に隣接して設けられたステントを示す。ノズルに対する流入および流出方向を示す。ノズルの出口での乾燥ガスの流れパラメータは、一般に量g(v,t)で表され、ここで、「v」および「t」は、それぞれ、ノズル出口のプロファイルのガス出口速度および温度を表す。
【図2B】図1A〜図1Bのノズルの側面図を示し、ノズルの出口端部に隣接して設けられたステントを示す。ノズルに対する流入および流出方向を示す。ノズルの出口での乾燥ガスの流れパラメータは、一般に量g(v,t)で表され、ここで、「v」および「t」は、それぞれ、ノズル出口のプロファイルのガス出口速度および温度を表す。
【図3A】図1〜図2のノズル本体のフレームの図を示す。医療デバイスに向けて流入ガスを方向付けるための流れ領域の間の関係を示す。
【図3B】図1〜図2のノズル本体のフレームの図を示す。医療デバイスに向けて流入ガスを方向付けるための流れ領域の間の関係を示す。
【図3C】図1〜図2のノズル本体のフレームの図を示す。医療デバイスに向けて流入ガスを方向付けるための流れ領域の間の関係を示す。
【図4】図1〜図2のノズルのバッフルを示す。
【図5】2つのタイプのノズルのノズル出口でのガスの温度および速度分布を示すプロットである。
【図6】2つのタイプのノズルのノズル出口でのガスの温度および速度分布を示すプロットである。
【図7】2つのタイプのノズルのノズル出口でのガスの温度および速度分布を示すプロットである。
【図8】本開示の態様を組み込んだノズルおよびスプレー・乾燥システムの図を示す。米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に、本開示に従って構成された熱ノズルとともに使用するのに適したスプレーシステムのさらなる例が見受けられる。
【図9】本開示の態様を組み込んだノズルおよびスプレー・乾燥システムの図を示す。米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に、本開示に従って構成された熱ノズルとともに使用するのに適したスプレーシステムのさらなる例が見受けられる。
【図10】本開示の態様を組み込んだノズルおよびスプレー・乾燥システムの図を示す。米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に、本開示に従って構成された熱ノズルとともに使用するのに適したスプレーシステムのさらなる例が見受けられる。
【発明を実施するための形態】
【0037】
[0042]本発明の好ましい実施態様によれば、ステントの表面に薬剤溶出コートを形成するために、スプレーおよび熱ノズルが使用される。ステントは、患者の脈管構造または他の体腔および管腔内にバルーンカテーテルによって送り出され埋め込まれる血管内人工器官である。ステントの構造は、典型的に、当技術分野においてストラットまたはバーアームと呼ばれることが多い相互接続構造要素のパターンまたはネットワークを含む骨格、基板、または基材から構成される。ステントは、典型的に、半径方向に剛性の複数の円筒状要素と、円筒状要素を接続するストラットとを有する。ステントは、縦方向にわたって、ほとんど、細長い梁のようなリンク要素の曲げ剛性のみで支持されることで、ステントが長手方向の可撓性を備えるようになる。米国特許第4,733,665号明細書、同第4,800,882号明細書、同第4,886,062号明細書、同第5,514,154号明細書、同第5,569,295号明細書および同第5,507,768号明細書に、ステントおよびカテーテルなどの医療デバイスの構造および表面トポロジーの例が開示されている。
【0038】
[0043]図1〜図3は、本開示による乾燥ノズル10の態様を示す。図1Aを参照すると、ノズル10は、バッフル14に形成された穴から乾燥ガスが出る下流出口部8と、加熱された流入ガス流を供給する加圧ガス源に接続された上流入口部16とを含む。ノズル10は、内側流れチャンバ30内に設置された内側スクリーン32(または複数のスクリーン32)を明らかにするために、部分分解図(上部カバー20を取り外した状態)で示されている。流れチャンバ30は、上部カバー20と、下部カバー22と、バッフル14の上流にあるチャンバ30の部分を取り囲むフレーム40とのアセンブリによって形成される。フレーム40は、対向する同様の形状のテーパ状の側面ないしは側壁を含む。フレーム40はまた、壁41および42と交わる中央の場所で、流入ガス流がチャンバ30に入るときに通る円形開口部43a(部分的に図示)を有する入口通路を形成する。フレーム40の構造は、図3A〜図3Cにさらに詳細に示されている。チャンバ30内のガスの温度をモニタするために、上部カバー20に熱電対11が取り付けられている。
【0039】
[0044]図1Bおよび図2Aは、ノズル10の正面図および平面図をそれぞれ示す。以下、さらに詳細に説明するように、ベクトル量g(v,t)で示すバッフル14から流出するガス流は、長さ「L」および幅「w」の積として規定される面積(図2A)にわたって実質的に均一な速度および温度で、バッフルから流出する。この面積は、ガスがチャンバ30から出るさいに通るバッフル14の穴14aの配列に及ぶ面積を表す。
【0040】
[0045]入力速度Vinを有する入口ガスは、円形開口43を通る流れ方向に入口端部16内に方向付けられる。また、流出ガスg(v,t)も流れ方向にある。ガスg(v,t)によって除去される溶剤を有するコーティングされたステント5が、図2Aおよび図2Bにおいて出口8に隣接して示されている。ステント5は、ステント5の長手軸線を有するバッフルの中心線の位置を特定するレーザ刻印溝50を用いて、バッフル14と位置合わせされる。1つの実施形態によれば、ステント5は、図2に示すように、コーティングステーションと、バッフル14の下方にステント5が配置された乾燥ステーションとの間にステントとともに移動されるマンドレルによって保持される。あるいは、ステント5は静止し、ノズルがステント5との位置合わせ状態に移動される。この位置合わせを助力するために、位置合わせ溝50が設けられてもよい。ステントおよびマンドレルは、ノズルが加熱ガスをステント表面5に適用するとき、一定の速度で、または断続的な速度で回転される。
【0041】
[0046]ノズル10は、円形開口部43aを通って流入するガスを、ステントの長さおよび直径に一致する矩形面積にわたって集中する大量の乾燥ガスに変換する。このようにして、バッフルにある穴14aの配列の長さおよび幅は、比較的狭く、ほぼステント5の長さである。乾燥ガスは、矩形面積L×wにわたって放出される熱質量および範囲を有する本体として考えられてもよい。本体は、ノズルデザインの性質により、層流を乱流の流体の流れに効率的に変換することにより、コーティングされたステント表面に熱または熱エネルギーを均一に伝達する能力を有する。この記述の目的のために、量g(v,t)は、速度および温度プロファイルとして、またはバッフル14から流出する大部分のガスの熱伝達プロファイルとして考えられてもよい。
【0042】
[0047]図2Bおよび図1Bは、ノズル10の図である。上部カバー20、下部カバー22、ならびにフレーム40の壁41および42によって形成された側面が、バッフル14で終端する収束セクションを形成することが分かる。チャンバ30のハウジングを形成する上側と下側の両方に対してテーパ状の側面がある。
【0043】
[0048]安定状態の流れ状況の間、図1Aの43aで示すチャンバ30への円形開口部での層流ガスのフラックスは、圧縮率係数がより小さいことを考慮した出口8での乱流ガスのフラックスとほぼ同じである。この「フラックス」とは、ノズル10の流れ領域の任意の断面積での流れ方向に垂直な断面積を通るガスの流量をさす。したがって、バッフル14の面積L×wを通過する単位時間当たりのガス量は、円形開口部43a、またはノズル出口8の上流にあるスクリーン32を通過する単位時間当たりのガスと同じである。結果的に、安定状態では、これらのセクションによって規定された面積(またはチャンバ30内の任意の他の断面)を通過するガスの平均速度が、流体が通過するそれぞれの断面積に対して反比例する。断面積が小さいほど、ガスの平均速度は高くなる。上記で参照した断面積は、量Ai(入口エリア)、Ae(出口エリア、すなわち、面積L×w)およびAs(すなわち、スクリーン32がチャンバ30に配置されるエリア)によって図3Aに示されている。これらのエリアの各々を通るフラックスは、安定状態の流れとほぼ同じである。エリアAeはAiより小さい。このように、Ae<Aiであるため、エリアAeを有する出口でのガス速度は、エリアAiを有するセクションでのガス速度より高い。
【0044】
[0049]フレーム40の平面図(図3Aおよび図3C)およびフレーム40の側面図(図3B)を参照すると、フレーム40は、入口開口部43a付近に位置しスクリーン32の上流にある第1の対向する末広状の側壁41bおよび42bを含む。第2の対向する収束形の側壁41a、42aが、出口付近に位置しスクリーン32の下流にある。したがって、安定状態では、円形開口部43aからチャンバ30に流入するガスが、末広のチャンバ壁によってスクリーン32の上流で減速した後、スクリーン32の下流にある収束チャンバ壁によって加速することが理解されるであろう。フレーム40は、チャンバ30にスクリーン32を保持するノッチ44a、44bと、バッフル14を保持するノッチ45a、45bとを含む。
【0045】
[0050]壁41a、42aのテーパは、角度Θ3で図3Cに示されている。壁41b、42bのテーパは、角度Θ2で示されている。同様に、バッフル14からチャンバ30の上流の後側面ないしは後側壁49aまで一定のチャンバ30の上側面および下側面のテーパは、角度Θ1で図3Bに示されている。
【0046】
[0051]図3Aの3B−3Bで切り取った側断面図を示す図3Bを参照すると、チャンバ30は、流体の流れの3つのセクションまたは領域を有するものとして記載されうる。流れ領域Iは、入口通路43a(または開口部43a)をさす。この通路は、1つの実施形態によれば、ノズル10をガス源に連結する係合円筒状パイプに一端で都合良く連結されてもよい円筒状孔である。領域Iは、チャンバ30の入口で終わる。ガスは、まず流れ領域IIに入ることによってチャンバ30に入る。この領域は、末広状の側壁41b、42b、上部および下部カバーならびにスクリーン32によって形成された空間をさす。流れ領域IIIは、スクリーン32の下流にあるチャンバ30の空間をさす。この領域は、収束形の側壁41a、42a、バッフル14、スクリーン32ならびに上部および下部カバー20、22によって形成される。1つの実施形態によれば、後側壁49aからスクリーン32までの距離は、スクリーン32からバッフル14までの距離より実質的に短い。図2に、領域IIおよび領域IIIのこのような相対サイズが描かれている。
【0047】
[0052]溝44に保持されたスクリーン32は、チャンバ30に流入する減速ガスに渦を形成させ、または乱流を誘発させるように適切に選択される。これにより、流入する減速ガス流が望ましく混合される。1つの実施形態において、溝44に2つのスクリーンが配置される。第1のスクリーンは、500×500×0.0008”の厚さのスクリーンであり、10×10×0.025”の厚さの第2のスクリーンが背中合わせに配置される。領域IIは、円形通路のガスの流れ(領域I)から矩形通路のガスの流れ(バッフル14)までの移行領域、いわゆるノズル10の混合領域として考えられてもよい。
【0048】
[0053]ノズル10の上記アセンブリの場合、出口8での流れ特性および/または熱伝達容量の所望の均一性、すなわち、均一な熱容量および効率的な乾燥が観察された。バッフル穴14aを出るガスの大部分は、図5(ガス速度とバッフルの中心からの距離との関係)および図6(ガス温度とバッフルの中心から距離との関係)に示すように、出口で0.06”の矩形開口を有する対応する末広チャネル(以降、「0.06ノズル」と呼ぶ)より均一の速度および温度プロファイルを有する。水平軸線は、ゼロ位置としてバッフルの中心を有する。距離+30および−30は、この例の場合、穴14aの配列の端部、すなわち、「L」を示し、60mmである。この距離は、ステント5の全長にほぼ相当する。プロットから分かるように、速度および温度プロファイルは、0.06”出口開口を有する末広ノズルの場合より均一である。
【0049】
[0054]減速ガスの混合、スクリーン32の上流に停滞しているガスの低減、および引き続き、スクリーン32の下流にある均一な熱容量のガスの加速は、好ましい結果を生むと信じられている。領域IIの末広壁は、円形開口部を通って入る流入ガスを減速させる。壁は、停留しているガスが領域IIに留まらないように、(角または直角の辺を形成するのではなく)外向きにテーパ状にされる。停留しているガスの蓄積は、ノズルの動作効率に影響を及ぼしうる。次に、ガスは、メッシュまたはスクリーン32を通して流されるときに混ざり合う。開口部43a付近にスクリーンを配置することによって、より多くの混合が起こると信じられる。ガスが領域IIIに入ると、収束壁はガスを加速する。次に、ガスは、バッフル14にある穴の配列を通って流される。チャンバ30の形状の効果、スクリーン32の配置、出口でのバッフルのデザイン14により、円形入口と矩形出口との間で空気が均一に拡散されることで、ガスからステント表面への熱伝達が比較的高く均一になる。スクリーンおよびバッフルは、プロセス固有の空気の流れパターンが可能になるように取り外し/相互交換可能なものであってもよい。
【0050】
[0055]例によれば、ガス出口幅(w)は、ノズルで乾燥されたステント直径と一致する0.188インチである。バッフル長さ(L)は、8〜38mmのステント長さに乾燥ガスを供給するために、2.36インチである。25℃〜110℃の動作温度(最高温度はヒータ要素の出力およびノズル基材の寸法安定性に依存)が、さまざまな溶剤の乾燥に対応するように選択された。バッフルの幅は、いくつかの実施形態において、ノズルを用いて乾燥した平均的なステントの外径の2倍である。バッフルのデザインは、空気出口からのある範囲の速度プロファイルを生み出すように変更可能である。均一な速度プロファイルは、スクリーン32にステンレス鋼メッシュ(好ましくは、1インチ当たり150〜500個の升目)および均一な間隔の0.060インチの穴のステンレス鋼加工されたより低いバッフルプレートを利用することによって達成されうる。
【0051】
[0056]1つの実施形態によれば、Θ2およびΘ1(テーパの量、図3Bおよび図3Cを参照されたい)より大きいΘ3および上記のスクリーンおよびバッフル選択により、所望の結果が得られた。特に、37度にほぼ等しいΘ1、21度にほぼ等しいΘ2および83度にほぼ等しいΘ3、1インチ当たり150〜500個の升目のスクリーンセクション、0.06インチのバッフル穴により、好ましい結果が得られたことが分かった。
【0052】
[0057]また、乾燥速度の制御変動が望ましければ、他の速度プロファイル(正弦波または鋸波、線形勾配、中心点またはステント端部で速度最小または最大)を生じるために、より低い拡散部プレートに可変直径の異なる穴パターンまたは複数の穴が利用されうる。図7は、バッフル14に2−1−2の交互の穴パターンを用いて形成された若干正弦波状の速度パターンを示す。
【0053】
[0058]コーティング実験によれば、末広チャネル0.06”ノズルと比較して、本発明によるノズルを使用した場合の方が、高い乾燥効率および薬剤放出速度の変動の低下が示された。インプロセスコーティング重量は、上述したノズルを使用した最終乾燥コーティング重量よりおよそ2%多かった。より一般には、インプロセスまたはパス間乾燥ステージは、薬剤‐ポリマー‐溶剤の調合物に応じて、0.5%〜8%の間でありうる。これは、0.06インチノズルを使用した場合の10%多いコーティング重量より好ましい(インプロセスコーティングにおいておおよそ80%より少ない溶剤)。生体外での24時間の薬剤放出も同様に変動が少なくなることが観察された(0.06インチノズルの場合の20%と比較して、およそ10%の相対標準偏差)。さらに、ノズル10を使用してコーティングされたステントは、放出された量の平均シフトが低減した(0.06インチノズルの場合の39%と比較して、ノズル10の場合はおよそ11%)。
【0054】
[0059]本発明の実施形態は、米国特許出願第11/764,006号明細書(‘006出願)および同第12/027,947号明細書(‘947出願)に記載されたスプレーコーティングデバイスを用いて実施されてもよい。
【0055】
[0060]以下、本発明の特徴のいくつかを組み込んだステントコーティングシステムの例について記載する。図8〜図10を参照すると、デバイス200が、2つのステントを同時に処理するように構成されている。しかしながら、デバイス200は、必要に応じて、1つのステントのみを処理しうる。デバイス200は、スプレーゾーン202と、乾燥ゾーン204とを有することで、一方のステントのコーティングと、もう一方のステントの乾燥とを同時に行うことができる。ステント支持アセンブリ、マンドレル208および222が、一方のステント支持アセンブリでステントをスプレーし、もう一方のステント支持アセンブリでもう一方のステントを乾燥させることを同時に行えるようにするために、回転ドラムを介してスプレーゾーン202と乾燥ゾーン204との間で移動可能である。
【0056】
[0061]スプレーゾーン202は、可動ステント支持アセンブリ208の上方に取り付けられたスプレーノズル206を有する。矢印242で示すように、ステント支持アセンブリ208は、コーティングプロセス中に回転される。スプレーノズル206は、両方向矢印205で示すように、ステント支持アセンブリ208の軸線に沿って、y方向に沿って並進可能である。スプレーノズル206はまた、矢印207で示すように、x軸方向に沿って移動可能である。
【0057】
[0062]スプレーノズル206は、取り付けブラケットブロック218に取り付けられたノズルホルダ220に存在する。取り付けブラケットブロック218は、ステントにわたってコーティング材料を塗布している間、ノズルホルダ220およびスプレーノズル206をx方向に前後に移動するのを制御可能な線形スライドに連結される。また、取り付けブラケットブロック218は、スプレーサイクルが完了した後、上側ファンネル214A上の位置まで、スプレーノズル206とともにノズルホルダ220がx方向(245/207)において前後にサイドシフトできるようにスライドステージに連結される。スプレーノズル206とともにノズルホルダ220がサイドシフトすると、ドラム240が回転して、乾燥ゾーン204にあるステントをスプレーゾーン202へ前進させてコーティング材料を受けることができるように、スプレーゾーンへの経路が開かれる。
【0058】
[0063]乾燥ゾーン204は、例えば、ノズル10などの前述した実施形態の1つ以上に従って構成され動作する乾燥ノズル224を含む。ノズル224は、乾燥中にコーティングされたステントを支持するための可動マンドレルアセンブリ222にわたって配置されうる。マンドレルアセンブリ222は、スピンドル228内に挿入され、スピンドル228は、矢印243で示すように、乾燥プロセス中にマンドレルアセンブリ222を回転する。いくつかの実施形態において、同じモータは、ステント支持アセンブリ208および222に回転運動を与えてもよい。乾燥ノズル224は、乾燥ノズル224に対して加熱ガスを発生するための電気ヒータ230を含む。乾燥ノズル224は移動可能であり、両方向矢印245で示すように、x方向にシフトしえ、または図2に示す位置からマンドレルアセンブリ222にわたって乾燥位置へ回転されうる(角度Θ)。乾燥ノズル224は、新しくコーティングされたステントにわたって温かいガスを吹きかけることによって、スプレーゾーン202においてコーティングされるステントを乾燥できるように、マンドレルアセンブリ222の上方に配置されうる。以下に詳細に記載するように、ステントを固定するためのステントグリッパ250および252が、マンドレルアセンブリ222の下方に設けられる。ヒータ230が、502で示すようにx方向に移動可能である(図10Aを参照)。
【0059】
[0064]乾燥ノズル224およびスプレーノズル206のサイドシフトは、空気圧スライドまたはモータ駆動線形スライドで達成されてもよい。このサイドシフトにより、割出しドラムが回転し、乾燥時間およびスプレー時間の差にも対応できる。過度の乾燥を防ぐためにステントから乾燥空気を逃す偏向プレート508へ乾燥ノズル224がサイドシフトすることで、スプレーサイクルが終了する。
【0060】
[0065]ステント支持アセンブリ208および222は、クランプ226および227のそれぞれによってステント支持アセンブリの末端部で支持される。マンドレルアセンブリ222の近端部は、スプレーゾーンと乾燥ゾーンの両方においてスピンドル228によって支持されるように示されている。ステント支持アセンブリ208の近端部は、同じ方法で支持されるが、スプレーノズル206によって隠れている。スピンドル228は、矢印232で示すように回転するドラム240に取り付けられ、または連結されている。回転可能ドラム240は、ステント支持アセンブリ208が乾燥ゾーン204にあり、マンドレルアセンブリ222がスプレーゾーン202にあるように、ステント支持アセンブリ208および222の位置を逆にするように回転可能である。
【0061】
[0066]図8を再度参照すると、デバイス200が、スプレーゾーン202ですでに塗布されたコーティング層が乾燥ゾーン204で乾燥されている間、スプレーゾーン202においてステントスプレー可能であるようにデザインされている。スプレーと乾燥とを同時に行うことで、連続したスプレーおよび乾燥動作の遊び時間が短縮され、またはなくなるため、コーティング動作のスループットが上がる。
【0062】
[0067]詳細には、コーティング材料層が、スプレーノズル206によってステント支持アセンブリ208上に取り付けられる第1のステントに塗布される。同時に、マンドレルアセンブリ222に取り付けられ、スプレーゾーン202においてコーティング材料がすでに塗布された第2のステントが、乾燥ノズル224によって乾燥される。第1のステントへのスプレーコーティングおよび第2のステントの乾燥の両方を完了させると、回転可能ドラム240が回転し、第2のステント(乾燥された)をスプレーゾーン202に配置し、第1のステント(新しくコーティングされた)を乾燥ゾーン204に配置する。次に、第1のステントは、乾燥ゾーン204で乾燥されてもよく、コーティング材料層が、スプレーゾーン202で第2のステントに塗布されうる。スプレーおよび乾燥は、ステントの各々に所望のコーティング容量を得るために、必要に応じて、所定回数繰り返されうる。回転可能ドラム240は、スプレーゾーン202と乾燥ゾーン204との間で第1のステントおよび第2のステントの位置を変更するために、時計回りまたは反時計回りに回転しうる。ステント支持アセンブリ208およびステントマンドレルアセンブリ222は、スプレーサイクルおよび乾燥サイクルの各々において回転される。矢印232で示すように、第1のステントはスプレーゾーン202まで回転され、第2のステントは乾燥ゾーン204まで回転され、スプレー/乾燥サイクルが完了した後、第1のステントは、ステントを乾燥するための乾燥ゾーン204に戻るように回転され、第2のステントは、コーティング材料を受けるために、スプレーゾーン202まで回転される。
【0063】
[0068]本発明の特定の実施形態について示し記載してきたが、当業者には、より広範な態様において本発明の範囲から逸脱することなく変更および修正が可能であることは明らかであろう。したがって、添付の特許請求の範囲は、本発明の真の趣旨および範囲内にあるこのようなすべての変更および修正をその範囲内に網羅することができる。
【特許請求の範囲】
【請求項1】
平均流れ方向と、流入ガス流を受ける入口エリアと、乾燥ガスを生成する出口エリアとを有する乾燥ノズルであって、
前記入口の近位にあり前記出口の遠位にある第1の側面と、前記入口の遠位にあり前記出口の近位にある第2の側面と、前記第1の側面から前記第2の側面へ延伸するチャンバ壁とを含むチャンバと、
前記チャンバの前記壁が、当該乾燥ノズルの出口領域と、入口領域と、中間領域とを画定し、前記出口領域が、前記中間領域から前記ノズル出口へのガスの流れの第1の容積部を画定し、前記中間領域が、前記入口領域から前記出口領域へのガスの流れの第2の容積部を画定し、
前記中間領域が、少なくとも部分的に、前記流れ方向において互いから離れていく複数の壁によって形成され、前記出口領域が、少なくとも部分的に、前記流れ方向において互に向かって収束していく複数の壁によって形成され、
前記入口の近位にあり前記出口エリアの遠位に設けられ、第1の複数の開口部を形成する第1の拡散部と、
前記出口エリアの近位にあり前記第1の拡散部エリアの遠位に設けられ、第2の複数の開口部を形成し、コーティングされた医療デバイスの表面にわたってガスを方向付けるように構成された断面積を有することで、流れが安定状態にある間、当該乾燥ノズルが前記出口エリアにわたって実質的に均一の速度および温度プロファイルを有するガスを前記出口に生成する、第2の拡散部と
を備える、乾燥ノズル。
【請求項2】
前記中間領域が、前記入口領域と流通状態にある円形開口部と、前記流れ方向に末広となる第1の組の壁と、前記流れ方向に収束する第2の組の壁と、前記第1の拡散部とによって形成される、請求項1に記載の乾燥ノズル。
【請求項3】
前記出口領域が、前記流れ方向において共に収束する第1の対の壁および第2の対の壁によって形成される、請求項2に記載の乾燥ノズル。
【請求項4】
前記出口領域が、第1の端部で前記第1の拡散部によって形成され、第2の端部で前記第2の拡散部によって形成される、請求項3に記載の乾燥ノズル。
【請求項5】
前記中間領域が、前記流れ方向において測定され、前記出口領域長の長さより実質的に短い長さを有する、請求項4に記載の乾燥ノズル。
【請求項6】
前記入口領域が、円筒状の孔によって形成され、前記出口領域が、前記出口に近位の矩形通路を形成し、前記矩形通路が、乾燥ガス量の大部分をステント表面へ方向付けるように選択された幅および長さを有する、請求項5に記載の乾燥ノズル。
【請求項7】
前記第2の拡散部が、約0.06インチのサイズである複数の穴の配列を有する、請求項6に記載の乾燥ノズル。
【請求項8】
前記第1の拡散部が、第1のスクリーンおよび第2のスクリーンを含み、前記スクリーンの一方のサイズが1インチ当たり150〜500個の升目であり、前記スクリーンサイズが、前記中間領域の減速ガス量と組み合わせて、前記ガス量の混合を生成可能なものである、請求項7に記載の乾燥ノズル。
【請求項9】
ステントをコーティングする装置であって、
前記ステントを保持するマンドレルと、
前記マンドレルに保持されたまま、前記ステントの表面にコーティングを塗布するスプレーヤと、
前記ステントの表面から制御された割合の溶剤を除去するように構成され、ノズルおよびガス調整チャンバを形成するノズルを含むドライヤであり、前記ガス調整チャンバが、
ガス源から供給された加熱ガスを受ける入口と、
前記入口の近位にあり前記出口の遠位にある末広セクションと、
前記出口の近位にあり前記入口の遠位にある収束セクションと、
前記入口の近位にあり前記出口の遠位にある第1の拡散部であり、第1のバッフルが第1の配列の開口部を有する、第1の拡散部と、
前記出口の近位にあり、第2の配列の開口部を有する第2の拡散部と、を備え、
前記入口、末広セクション、収束セクション、ならびに第1の拡散部および第2の拡散部が、ガスから前記ステントの表面への熱伝達容量が均一な分布を有する加速された乾燥ガス量を生成するように協働する、ドライヤと、
前記ドライヤと前記スプレーヤとの間で前記ステントおよびマンドレルを移動させる手段と
を備える、装置。
【請求項10】
ステントコーティング方法であって、
前記ステントにコーティングを塗布する塗布ステップと、
乾燥ノズルを用いて前記コーティングされたステントを乾燥する乾燥ステップと、
を含み、前記乾燥ステップが、
前記ノズルの出口の近位に前記コーティングされたステントを配置する配置工程と、
前記ノズルにガスを通して前記ステントを少なくとも部分的に乾燥する乾燥工程と
を含み、前記乾燥工程が、
前記出口の上流にあるノズル入口を通して受けたガスを減速させることと、
前記入口の近位にあり前記出口の遠位に設けられた第1の拡散部にガスを流すことを含む前記減速ガスを混合することと、
前記第1の拡散部の下流でガスを加速することと、
次いで、前記ステントを乾燥させるために前記出口に設けられた第2の拡散部に加速ガスを流すこと
とを含み、
前記出口の下流のガスが、前記ステントの全長にわたって実質的に均一な温度および速度を有する、方法。
【請求項11】
前記塗布ステップが、多くとも、全コーティング重量の0.5%、全コーティング重量の2%、全コーティング重量の5%、および全コーティング重量の10%よりなる組から選択された全コーティング重量の割合を塗布する塗布工程を含み、
前記全コーティング重量に達するまで、前記塗布ステップおよび前記乾燥ステップを繰り返すステップをさらに含む、請求項10に記載の方法。
【請求項12】
前記乾燥ステップの後、前記コーティング重量の約0.5%〜8%のみが溶剤で構成される、請求項11に記載の方法。
【請求項13】
ステント骨格表面にポリマー‐薬剤コーティングを塗布する方法であって、
(a)約2〜5重量%のコーティングおよび95〜98重量%の溶剤を含む溶液で前記ステントをスプレーするステップと、
(b)熱ノズルを使用して前記コーティングされたステントから溶剤を除去し、前記溶剤除去ステップの後、約0.5〜8重量%のコーティングのみが、前記コーティングに残留する溶剤であるようにする溶剤除去ステップと、
100%のウェットコーティング重量に達するまで、ステップ(a)および(b)を繰り返すステップと
を含む方法。
【請求項1】
平均流れ方向と、流入ガス流を受ける入口エリアと、乾燥ガスを生成する出口エリアとを有する乾燥ノズルであって、
前記入口の近位にあり前記出口の遠位にある第1の側面と、前記入口の遠位にあり前記出口の近位にある第2の側面と、前記第1の側面から前記第2の側面へ延伸するチャンバ壁とを含むチャンバと、
前記チャンバの前記壁が、当該乾燥ノズルの出口領域と、入口領域と、中間領域とを画定し、前記出口領域が、前記中間領域から前記ノズル出口へのガスの流れの第1の容積部を画定し、前記中間領域が、前記入口領域から前記出口領域へのガスの流れの第2の容積部を画定し、
前記中間領域が、少なくとも部分的に、前記流れ方向において互いから離れていく複数の壁によって形成され、前記出口領域が、少なくとも部分的に、前記流れ方向において互に向かって収束していく複数の壁によって形成され、
前記入口の近位にあり前記出口エリアの遠位に設けられ、第1の複数の開口部を形成する第1の拡散部と、
前記出口エリアの近位にあり前記第1の拡散部エリアの遠位に設けられ、第2の複数の開口部を形成し、コーティングされた医療デバイスの表面にわたってガスを方向付けるように構成された断面積を有することで、流れが安定状態にある間、当該乾燥ノズルが前記出口エリアにわたって実質的に均一の速度および温度プロファイルを有するガスを前記出口に生成する、第2の拡散部と
を備える、乾燥ノズル。
【請求項2】
前記中間領域が、前記入口領域と流通状態にある円形開口部と、前記流れ方向に末広となる第1の組の壁と、前記流れ方向に収束する第2の組の壁と、前記第1の拡散部とによって形成される、請求項1に記載の乾燥ノズル。
【請求項3】
前記出口領域が、前記流れ方向において共に収束する第1の対の壁および第2の対の壁によって形成される、請求項2に記載の乾燥ノズル。
【請求項4】
前記出口領域が、第1の端部で前記第1の拡散部によって形成され、第2の端部で前記第2の拡散部によって形成される、請求項3に記載の乾燥ノズル。
【請求項5】
前記中間領域が、前記流れ方向において測定され、前記出口領域長の長さより実質的に短い長さを有する、請求項4に記載の乾燥ノズル。
【請求項6】
前記入口領域が、円筒状の孔によって形成され、前記出口領域が、前記出口に近位の矩形通路を形成し、前記矩形通路が、乾燥ガス量の大部分をステント表面へ方向付けるように選択された幅および長さを有する、請求項5に記載の乾燥ノズル。
【請求項7】
前記第2の拡散部が、約0.06インチのサイズである複数の穴の配列を有する、請求項6に記載の乾燥ノズル。
【請求項8】
前記第1の拡散部が、第1のスクリーンおよび第2のスクリーンを含み、前記スクリーンの一方のサイズが1インチ当たり150〜500個の升目であり、前記スクリーンサイズが、前記中間領域の減速ガス量と組み合わせて、前記ガス量の混合を生成可能なものである、請求項7に記載の乾燥ノズル。
【請求項9】
ステントをコーティングする装置であって、
前記ステントを保持するマンドレルと、
前記マンドレルに保持されたまま、前記ステントの表面にコーティングを塗布するスプレーヤと、
前記ステントの表面から制御された割合の溶剤を除去するように構成され、ノズルおよびガス調整チャンバを形成するノズルを含むドライヤであり、前記ガス調整チャンバが、
ガス源から供給された加熱ガスを受ける入口と、
前記入口の近位にあり前記出口の遠位にある末広セクションと、
前記出口の近位にあり前記入口の遠位にある収束セクションと、
前記入口の近位にあり前記出口の遠位にある第1の拡散部であり、第1のバッフルが第1の配列の開口部を有する、第1の拡散部と、
前記出口の近位にあり、第2の配列の開口部を有する第2の拡散部と、を備え、
前記入口、末広セクション、収束セクション、ならびに第1の拡散部および第2の拡散部が、ガスから前記ステントの表面への熱伝達容量が均一な分布を有する加速された乾燥ガス量を生成するように協働する、ドライヤと、
前記ドライヤと前記スプレーヤとの間で前記ステントおよびマンドレルを移動させる手段と
を備える、装置。
【請求項10】
ステントコーティング方法であって、
前記ステントにコーティングを塗布する塗布ステップと、
乾燥ノズルを用いて前記コーティングされたステントを乾燥する乾燥ステップと、
を含み、前記乾燥ステップが、
前記ノズルの出口の近位に前記コーティングされたステントを配置する配置工程と、
前記ノズルにガスを通して前記ステントを少なくとも部分的に乾燥する乾燥工程と
を含み、前記乾燥工程が、
前記出口の上流にあるノズル入口を通して受けたガスを減速させることと、
前記入口の近位にあり前記出口の遠位に設けられた第1の拡散部にガスを流すことを含む前記減速ガスを混合することと、
前記第1の拡散部の下流でガスを加速することと、
次いで、前記ステントを乾燥させるために前記出口に設けられた第2の拡散部に加速ガスを流すこと
とを含み、
前記出口の下流のガスが、前記ステントの全長にわたって実質的に均一な温度および速度を有する、方法。
【請求項11】
前記塗布ステップが、多くとも、全コーティング重量の0.5%、全コーティング重量の2%、全コーティング重量の5%、および全コーティング重量の10%よりなる組から選択された全コーティング重量の割合を塗布する塗布工程を含み、
前記全コーティング重量に達するまで、前記塗布ステップおよび前記乾燥ステップを繰り返すステップをさらに含む、請求項10に記載の方法。
【請求項12】
前記乾燥ステップの後、前記コーティング重量の約0.5%〜8%のみが溶剤で構成される、請求項11に記載の方法。
【請求項13】
ステント骨格表面にポリマー‐薬剤コーティングを塗布する方法であって、
(a)約2〜5重量%のコーティングおよび95〜98重量%の溶剤を含む溶液で前記ステントをスプレーするステップと、
(b)熱ノズルを使用して前記コーティングされたステントから溶剤を除去し、前記溶剤除去ステップの後、約0.5〜8重量%のコーティングのみが、前記コーティングに残留する溶剤であるようにする溶剤除去ステップと、
100%のウェットコーティング重量に達するまで、ステップ(a)および(b)を繰り返すステップと
を含む方法。
【図1A】


【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【公表番号】特表2012−531957(P2012−531957A)
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2012−517925(P2012−517925)
【出願日】平成22年7月2日(2010.7.2)
【国際出願番号】PCT/US2010/040959
【国際公開番号】WO2011/003093
【国際公開日】平成23年1月6日(2011.1.6)
【出願人】(507135788)アボット カーディオヴァスキュラー システムズ インコーポレイテッド (92)
【Fターム(参考)】
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成22年7月2日(2010.7.2)
【国際出願番号】PCT/US2010/040959
【国際公開番号】WO2011/003093
【国際公開日】平成23年1月6日(2011.1.6)
【出願人】(507135788)アボット カーディオヴァスキュラー システムズ インコーポレイテッド (92)
【Fターム(参考)】
[ Back to top ]