
薬液用プラスチックアンプルの製造方法及び薬液用プラスチックアンプル
【課題】 薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における支障がない適合品として扱うことができ、歩留まりを高めることができる薬液用プラスチックアンプルの製造方法及びその製造方法により製造された薬液用プラスチックアンプルを提供することを課題とする。
【解決手段】 パリソンの一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部2と切断補助部33を含む薬液排出筒部3の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部2の内部に薬液5を収容する薬液収容工程と、残りのパリソンの部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部3を成形する第2成形工程とを備えることを特徴とする。
【解決手段】 パリソンの一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部2と切断補助部33を含む薬液排出筒部3の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部2の内部に薬液5を収容する薬液収容工程と、残りのパリソンの部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部3を成形する第2成形工程とを備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薬液を収容した薬液用プラスチックアンプルの製造方法及び薬液用プラスチックアンプルに関する。
【背景技術】
【0002】
従来から、液体を収容するプラスチックアンプルには、液肥を収容するもの(特許文献1参照)や医療用の薬液を収容するもの(特許文献2参照)などのようにそれぞれの用途に合わせて成形されたアンプルが多数存在する。
【0003】
例えば、液肥を収容する液肥用プラスチックアンプルは、有底筒状の本体及び該本体より縮径された首部を備える。この液肥用プラスチックアンプルは、合成樹脂材料により本体及び首部を成形する成形工程と、該成形工程後に液肥を注入する注入工程と、首部を閉塞する閉塞工程とを経て製造される。
【0004】
また、医療用の薬液を収容する薬液用プラスチックアンプルは、図6(a)及び図6(b)に示すように、薬液5を収容するための薬液収容部2aと、該薬液収容部2aに連通すると共に薬液収容部2aから延出して先端が閉塞された薬液排出筒部3aと、該薬液排出筒部3aの先端側に連設された把持片4aとを備える。薬液排出筒部3aは、開封時に切断すべく周方向全周に亘って形成される切断補助部33aを備える。
【0005】
このような構成の薬液用プラスチックアンプル1aは、熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物(一般的には、「パリソン」と呼ばれる)を一対の第1割り型で挟んで薬液収容部2a及び薬液排出筒部3aの一部を成形する第1成形工程と、該薬液収容部2aの内部に薬液5を収容する薬液収容工程と、残りの樹脂成形物を一対の第2割り型で挟んで残りの薬液排出筒部3a及び把持片4aを成形する第2成形工程とを経て製造される。
【0006】
この製造方法が用いられることにより、薬液用プラスチックアンプル1aは、薬液収容部2aと薬液排出筒部3aとで画定される内部空間に薬液5が封入される。そして、薬液用プラスチックアンプル1aは、薬液5を使用するときに薬液排出筒部3aを切断補助部33aで折り曲げ又は捻じ曲げることで該薬液排出筒部3aを切断して開封することができる。このようにして、薬液用プラスチックアンプル1aは、注射器のノズル(注射針)を薬液排出筒部3aの開封された先端部から薬液収容部2aに挿入して薬液5が薬液収容部2aからシリンジ(注射筒)に吸い出される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平 9−238525号公報
【特許文献2】特開2008−104868号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、従来の薬液用プラスチックアンプル1aは、薬液排出筒部3aの切断補助部33aが、第1成形工程後の第2成形工程で成形されている。具体的には、薬液排出筒部3aは、第1成形工程で切断補助部33aよりも基端側(下方側)が成形され、第2成形工程で切断補助部33aを含む先端側(上方側)の残りが成形される。すなわち、薬液用プラスチックアンプル1aは、図6(c)及び図6(d)に示すように第1割り型で成形される部分と第2割り型で成形される部分との境界に相当する第1境界位置P1aが切断補助部33aよりも基端側に位置するように製造されている。故に、薬液排出筒部3aは、第1境界位置P1aより基端側の部分を硬化させた後に、第1境界位置P1aより先端側の部分が成形される。このように、薬液排出筒部3aは、第1割り型で成形される部分と、第2割り型で成形される部分とで樹脂が硬化するタイミングが異なっている。
【0009】
このため、第2成形工程で用いる樹脂成形物が残りの薬液排出筒部3aの成形に必要な量が超えて余る場合、その余分な樹脂が行き場を失うことになり、薬液排出筒部3aには、第1割り型で成形された部分と第2割り型で成形される部分との境界部分(第1境界位置P1a)の上方(第2割り型で成形される部分)内側に盛り上がった樹脂溜り35aが形成されることがある。
【0010】
この樹脂溜り35aは、この第1境界位置P1aから薬液排出筒部3aの先端側に形成され、特に、第1境界位置P1aの直近に形成される。薬液排出筒部3aは、この樹脂溜り35aによってノズルを挿入するための開口が狭められる。また、樹脂溜り35aは、切断補助部33aよりも薬液収容部2a側に形成されるため、薬液排出筒部3aを切断補助部33aで切断しても、ノズルを薬液排出筒部3aから薬液収容部2aに挿入する経路上に残り、ノズルの挿入の妨げとなる。このような薬液用プラスチックアンプル1aは使用できないため不適合品として扱われ、歩留まりを下げる原因となっていた。
【0011】
そこで、本発明は、かかる事情に鑑み、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる薬液用プラスチックアンプルの製造方法及びその製造方法により製造された薬液用プラスチックアンプルを提供することを課題とする。
【課題を解決するための手段】
【0012】
本発明に係る薬液用プラスチックアンプルの製造方法は、薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に切断すべく周方向全周に亘って形成される切断補助部を備える薬液用プラスチックアンプルの製造方法であって、熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物の一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部の内部に薬液を収容する薬液収容工程と、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形する第2成形工程とを備えることを特徴とする。
【0013】
かかる方法によれば、第1割り型で成形する薬液排出筒部の部分と第2割り型で成形する薬液排出筒部の部分との境界となる第1境界位置は、切断補助部よりも先端側(上方側)となる。すなわち、薬液用プラスチックアンプルの切断補助部は、第1境界位置よりも基端側(下方側)に位置され、第1成形工程で第1割り型により成形される。そして、樹脂溜りが第2成形工程でこの第1境界位置よりも先端側(上端側)に形成されることから、この方法により製造される薬液用プラスチックアンプルは、切断補助部を樹脂溜りよりも基端側に備える。
【0014】
故に、たとえ、製造過程において薬液排出筒部に樹脂溜りが形成された場合であっても、切断補助部で薬液排出筒部を切断して開封したときに、樹脂溜りは、該樹脂溜りが形成された薬液排出筒部の一部と共に薬液収容部及び残りの薬液排出筒部の部分から取り除かれるため、開封された薬液排出筒部は、ノズルの挿入の妨げとなる樹脂溜りが残ることがない。よって、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0015】
また、本発明の一態様として、前記薬液用プラスチックアンプルは、薬液排出筒部の切断補助部より先端側の両端から張り出す把持片が形成されることが好ましい。
【0016】
かかる方法によれば、切断補助部で薬液排出筒部を切断して開封する際に把持する把持片を、薬液排出筒部の成形と同時に成形することができる。
【0017】
また、本発明の一態様として、前記把持片は、第1割り型と第2割り型とに跨って成形されることが好ましい。
【0018】
かかる方法によれば、加熱された樹脂成形物の一部は、一対の第1割り型の境界及び一対の第2割り型の境界で径方向両側から挟み込まれて形成される。このようにして形成された把持片は、一対の第1割り型の境界に対応する部分であり且つ一対の第2割り型の境界に対応する部分である第2境界位置を含むように設けられる。更に把持片は、第1割り型の境界と直角に形成される面と第2割り型の境界と直角に形成される面とを面密着する部分に対応する部分である第1境界位置を含むように設けられる。把持片のこの第1境界位置と第2境界位置とが交差する位置は、各割り型からの力が加わりにくく、成形不良となることがある。よって、この位置には、開口が形成されやすい。
【0019】
しかし、たとえ、製造過程において薬液排出筒部よりも外側に離れて成形された把持片の一部が局所的に開口した場合であっても、薬液排出筒部で薬液が閉塞されており、把持片の開口は、薬液排出筒部に連通されることはない。よって、薬液収容部に収容される薬液は、把持片の開口を介して外部に漏れ出すことはない。また、薬液収容部及び薬液排出筒部は、把持片をこのような開口ができやすい位置に配置することで、このような開口ができることがない。よって、把持片の一部が局所的に開口した場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0020】
また、本発明に係る薬液用プラスチックアンプルは、薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に周方向全周に亘って切断される切断補助部を備える薬液用プラスチックアンプルであって、熱可塑性樹脂で筒状に成形され、加熱された樹脂成形物の一部を残して残りの樹脂成形物の部分を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形し、一対の第1割り型で成形した薬液収容部の内部に薬液を収容し、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形することを特徴とする。
【0021】
かかる構成によれば、第1割り型で成形する薬液排出筒部の部分と第2割り型で成形する薬液排出筒部の部分との境界となる第1境界位置は、切断補助部よりも先端側(上方側)となる。すなわち、薬液用プラスチックアンプルの切断補助部は、第1境界位置よりも基端側(下方側)に位置され、第1成形工程で第1割り型により成形される。そして、樹脂溜りが第2成形工程でこの第1境界位置よりも先端側(上端側)に形成されることから、この方法により製造される薬液用プラスチックアンプルは、切断補助部を樹脂溜りよりも基端側に備える。
【0022】
故に、たとえ、製造過程において薬液排出筒部に樹脂溜りが形成された場合であっても、切断補助部で薬液排出筒部を切断して開封したときに、樹脂溜りは、該樹脂溜りが形成された薬液排出筒部の一部と共に薬液収容部及び残りの薬液排出筒部の部分から取り除かれるため、開封された薬液排出筒部は、ノズルの挿入の妨げとなる樹脂溜りが残ることがない。よって、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【発明の効果】
【0023】
以上の如く、本発明に係る薬液用プラスチックアンプルの製造方法及び薬液用プラスチックアンプルによれば、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができるという優れた効果を奏する。
【図面の簡単な説明】
【0024】
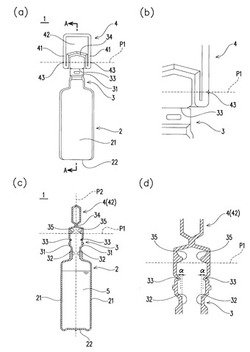
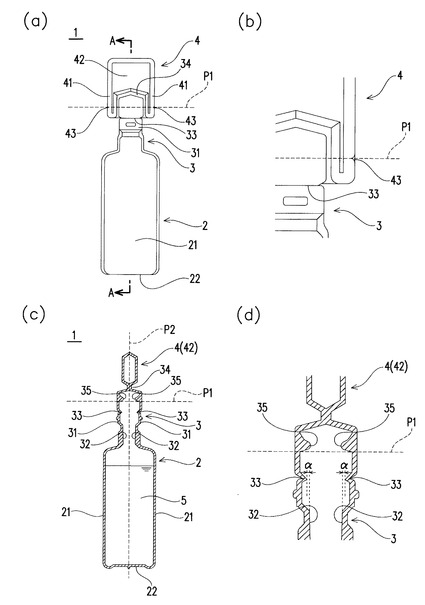
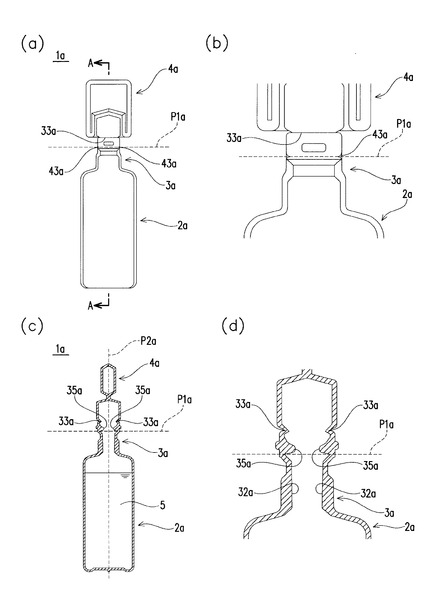
【図1】本発明に係る一実施形態の薬液用プラスチックアンプルであって、(a)は、正面から見た外観図を示し、(b)は、(a)の把持片が局所的に開口した部分を拡大した要部拡大図を示し、(c)は、(a)の矢視A−Aで切断した断面図を示し、(d)は、(c)の薬液排出筒部の樹脂溜りを拡大した要部拡大図を示す。
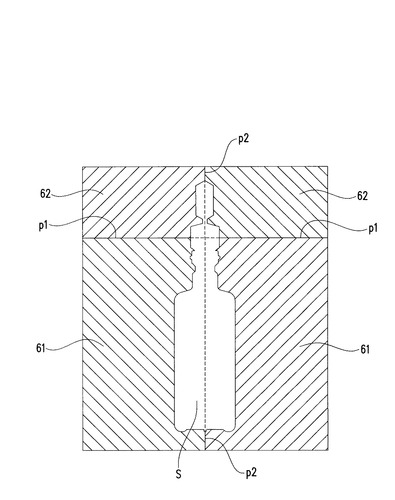
【図2】同実施形態の薬液用プラスチックアンプルの製造に用いる割り型(第1割り型と第2割り型)の断面図を示す。
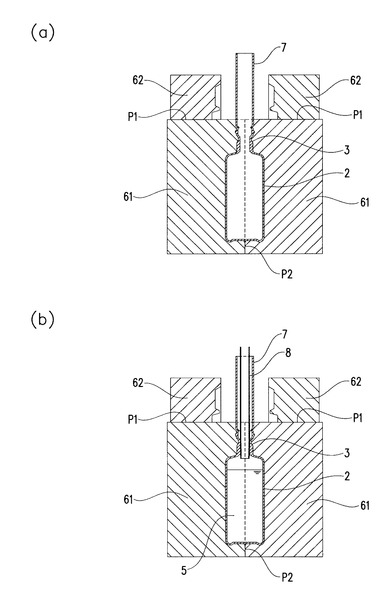
【図3】同実施形態の薬液用プラスチックアンプルの製造工程であって、(a)は、パリソン射出工程を示し、(b)は、パリソン保持工程を示す。
【図4】同実施形態の薬液用プラスチックアンプルの製造工程であって、(a)は、第1成形工程を示し、(b)は、薬液収容工程を示す。
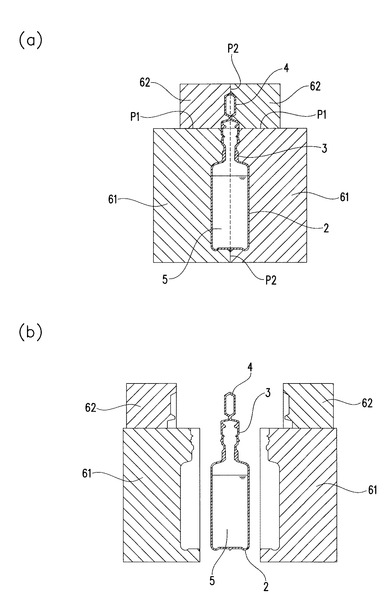
【図5】同実施形態の薬液用プラスチックアンプルの製造工程であって、(a)は、第2成形工程を示し、(b)は、割り型開放工程を示す。
【図6】従来の薬液用プラスチックアンプルであって、(a)は、正面から見た外観図を示し、(b)は、(a)の把持片が局所的に開口した部分を拡大した要部拡大図を示し、(c)は、(a)の矢視A−Aで切断した断面図を示し、(d)は、(c)の薬液排出筒部の樹脂溜りを拡大した要部拡大図を示す。
【発明を実施するための形態】
【0025】
以下、本発明の一実施形態に係る薬液用プラスチックアンプル(以下、単にアンプルという)について、添付図面を参照しつつ説明する。
【0026】
まず、本実施形態に係るアンプルの構成について、図1を参照して説明する。このアンプル1は、薬液を容器内に密封することで、容器内を無菌状態に保ち且つ薬液を安定して保管、保存することを目的に製造されている。アンプル1は、収容する薬剤の性質に応じた材質が適宜選択される。また、アンプル1は、薬剤の性質に応じた1以上の層を更に有する多層構造のものであってもよい。
【0027】
本実施形態に係るアンプル1は、図1(a)及び図1(b)に示すように、薬液5を収容するための薬液収容部2と、該薬液収容部2に連通すると共に薬液収容部2から延出して先端を閉塞する薬液排出筒部3と、該薬液排出筒部3の先端側に連設された把持片4とを備える。
【0028】
薬液収容部2は、薬液5を収容する筒形状の収容部本体21と、該収容部本体21の基端側(下方側)を閉塞する底部22とを備える。
【0029】
薬液排出筒部3は、図1(c)及び図1(d)に示すように、薬液収容部2と連通して形成される筒状の筒部本体31と、該筒部本体31に挿入される注射器のノズルの位置を位置決め可能に固定するノズル固定部32と、開封時に周方向全周に亘って切断される切断補助部33と、筒部本体31の先端を閉塞する閉塞部34とを備える。
【0030】
ノズル固定部32は、注射器のノズルを密着させることでノズルを所定の位置に固定させることができるように、ノズルの外形形状に合った形状をしている。本実施形態に係るノズル固定部32が固定を想定するノズルは、先端が薬液収容部2の底部22から所定高さ(位置)まで挿入することを想定している。ノズルの基端部は、先端側から基端に向かって径が拡大して形成されている。よって、ノズル固定部32は、ノズルの先端が薬液収容部2の底部22より所定高さ離れた位置に達するときのノズルの基端部の位置に設けられ、ノズルの基端部と同様に径が拡大されている。また、ノズル固定部32は、薬液収容部2に薬液5を収容するための筒形状の薬液収容手段の薬液収容用ノズルも注射器のノズル同様に位置決め可能に固定できるように構成されている。
【0031】
切断補助部33は、周方向全周に亘って内側に凹ませて形成されている。切断補助部33は、薬液収容部2に対して把持片4を折り曲げ又は捻じ曲げることでかかる応力を集中させて、下方の薬液収容部2と上方の把持片4とを切り離すために設けられている。また、薬液排出筒部3は、薬液収容用ノズルを通過させる通路となると共に、薬液を使用するときに薬液5を吸引するために注射器のノズルを通過させる通路ともなっている。そして、切断補助部33は、薬液収容用ノズル及びノズルの通路の入口に当たる薬液排出筒部3の先端から薬液排出筒部3の基端部に成形されるノズル固定部32との間に成形される。よって、切断補助部33は、ノズル固定部32まで挿入される薬液収容用ノズル及びノズルの通過の妨げとならないように構成されている。すなわち、切断補助部33は、ノズル固定部32の最も径の広がった部分よりも外側に設けられ(α分外側に位置している)、内側に突出しないようになっている。
【0032】
閉塞部34は、薬液収容部2及び該薬液収容部2と連通している薬液排出筒部3で画定される内部空間を密封する。よって、閉塞部34は、この内部空間と外部とを区画するとともに、この内部空間と把持片4とを区画する部分でもある。
【0033】
把持片4は、図1(a)及び図1(c)に示すように、薬液排出筒部3の切断補助部33より先端側の両端から張り出す側面把持部41,41と、該側面把持部41,41に連続して形成され、薬液排出筒部3の先端側から張り出す先端把持部42とを備える。なお、把持片41は、薬液排出筒部3の先端より下方側の部分を側面把持部41,41とし、薬液排出筒部3の先端より上方側の部分を先端把持部42とする。
【0034】
次に、本実施形態に係るアンプル1の製造方法について、図1〜図5を参照しつつ説明する。まず、本実施形態に係るアンプル1を製造するために用いる割り型について、図2を参照しつつ説明する。
【0035】
本実施形態に係るアンプル1は、薬液収容部2と該薬液収容部2に連通している薬液排出筒部3とで画定される内部空間に薬液5が封入されている。故に、製造工程は、薬液収容部2と薬液収容用ノズル若しくは注射器のノズルを固定するノズル固定部32を含む薬液排出筒部3とを成形する第1成形工程と、外側に開放されたままの薬液排出筒部3から薬液収容部2に薬液5を収容してから、薬液排出筒部3を閉塞する第2成形工程とに分けて成形される。
【0036】
よって、本実施形態に係るアンプル1の製造に用いる割り型は、第1成形工程で用いる第1割り型61,61と、第2成形工程で用いる第2割り型62,62とに分割される。第1割り型61,61は、下側に配置され、第2割り型62,62は、第1割り型61,61の上側に配置される。
【0037】
一対の第1割り型61,61は、それぞれ凹状の型に形成された平面状の合わせ面を対向させて配置され、接離可能となるように、相対移動可能に設けられている。第1割り型61,61は、薬液収容部2と、切断補助部33を含む薬液排出筒部3の一部と、把持片4の一部とを成形する金型である。よって、第1割り型61,61は、それぞれの合わせ面を面密着させると、それぞれ凹状の型が組み合わさって成形空間Sが形成される。その成形空間Sは、第1成形工程で成形する薬液収容部2と、切断補助部33を含む薬液排出筒部3の一部と、把持片4の一部との外形形状に対応するよう形成される。成形空間Sに形成される薬液排出筒部3の一部とは、少なくとも切断補助部33を含む基端側の筒部本体31と、ノズル固定部32と、切断補助部33とである。成形空間Sに成形される把持片4の一部とは、側面把持部41の一部である。
【0038】
一対の第2割り型62,62は、それぞれ凹状の型に形成された平面状の合わせ面を対向させて配置され、接離可能となるように、相対移動可能に設けられている。第2割り型62,62は、第1割り型61,61で成形されなかった、残りの薬液排出筒部3及び残りの把持片4とを成形する金型である。よって、第2割り型62,62は、それぞれの合わせ面を面密着させると、それぞれ凹状の型が組み合わさって成形空間Sが形成される。その成形空間Sは、第2割り型62,62で成形されなかった、残りの薬液排出筒部3及び残りの把持片4とに対応するよう形成される。成形空間Sに成形される薬液排出筒部3の残りの部分とは、切断補助部33よりも先端側の筒部本体31の部分と、閉塞部34とである。成形空間Sに成形される把持片4の一部とは、側面把持部41,41の残りの部分と、先端把持部42とである。
【0039】
更に、一対の第1割り型61,61の合わせ面と直角に形成される上面と一対の第2割り型62,62の合わせ面と直角に形成される下面とも、面密着可能に構成されている。一対の第2割り型62,62は、それぞれの合わせ面が面密着した状態の一対の第1割り型61,61の上面に下面を摺接させつつ接離するようになっている。
【0040】
故に、第1割り型61,61と第2割り型62,62との第1境界p1は、薬液排出筒部3の切断補助部33より先端側(上方側)に設けられると共に、把持片4の側面把持部41,41を跨いて設けられる。すなわち、第1境界p1は、把持片4の側面把持部41,41の下端から薬液排出筒部3の上端までの間に設けられる。また、一対の第1割り型61,61の一方と他方及び一対の第2割り型62,62の境界p2は、アンプル1が点対象となるように筒芯中心で切断され、少なくとも把持片4の側面把持部41,41を跨いで設けられる。
【0041】
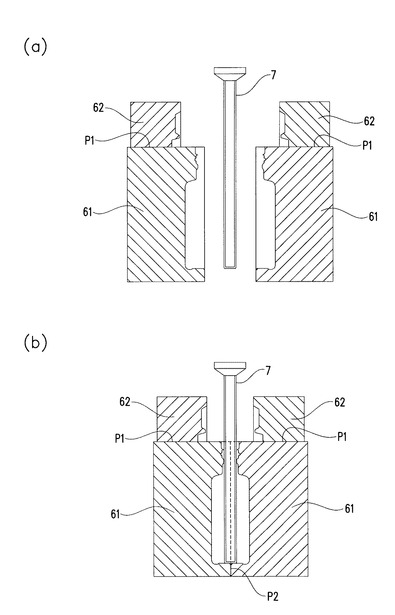
次に、本実施形態に係るアンプル1の製造方法について、図1、図3〜図5を参照しつつ説明する。まず、図3(a)に示すように、熱可塑性樹脂を筒状に射出して樹脂成形物(パリソン)7を加熱した状態に成形する(パリソン射出工程)。次に、図3(b)に示すように、一対の第1割り型61,61が閉じられることで、加熱された状態のままのパリソン7の外周の一部を把持して保持する(パリソン保持工程)。このとき、第2割り型62,62は、開かれたままである。
【0042】
この後、図4(a)に示すように、薬液排出筒部3の切断補助部33aより先端側(上側)及び把持片4の一部(側面把持部41の一部)に対応するパリソン7の一部(第1境界位置P1よりも基端側(下方側)のパリソン7)を一対の第1割り型61,61で径方向両側から挟み込み、該パリソン7の内部を陽圧にして(圧空成形)又は第1割り型61,61とパリソン7との隙間を陰圧にして(真空成形)、薬液収容部2と切断補助部33aを含む薬液排出筒部3の一部とを一体に成形する(第1成形工程)。なお、第1成形工程では、薬液排出筒部3は、第1境界位置P1より先端側(上端側)が成形されず、薬液排出筒部3の先端は、筒状のパリソン7のままであり、外部に開放された状態にある。この薬液排出筒部3の先端は、この後に行われる第2成形工程で閉塞部34が成形されることにより閉塞される。
【0043】
次に、図4(b)に示すように、第1成形工程で成形されずに筒状のままのパリソン7から第1成形工程で成形された薬液収容部2に薬液収容用ノズル8を挿入し、ノズル固定部32にその基端部を固定して薬液排出筒部3から薬液収容部2に薬液5を収容する(薬液収容工程)。
【0044】
次に、図5(a)に示すように、残りのパリソン7の部分(第1境界位置P1よりも先端側(上方側)のパリソン7)に一対の第2割り型62,62で径方向両側から挟み込み、パリソン7の内部を陽圧にして又は第2割り型62,62とパリソン7との隙間を陰圧にして残りの薬液排出筒部3を成形する(第2成形工程)。
【0045】
なお、第2成形工程の過程によって成形された薬液排出筒部3は、成形時に溶融したパリソン7の一部が筒状本体31の内側を伝って垂れて固まったコブ状の樹脂溜り35が形成される場合がある。この樹脂溜り35は、薬液排出筒部3の第1境界位置P1より先端側(上方側)にできる傾向がある。
【0046】
また、成形された把持片4は、図1(b)に示すように、第1割り型61,61及び第2割り型62,62にかかる力が加わりにくく、第1境界位置P1と第2境界位置P2とが交差する位置に開口43が形成されることがある。
【0047】
また、この第2成形工程は、薬液収容部2に収容された薬液5を薬液排出筒部3の先端側を閉塞することで密封(シール)するシール工程でもある。その後、図5(b)に示すように、第1割り型61,61及び第2割り型62,62を開いて成形されたアンプル1を離型する(割り型開放工程)。
【0048】
このように、第1割り型61,61で成形する薬液排出筒部3の部分と第2割り型62,62で成形する薬液排出筒部3の部分との境界となる第1境界位置P1は、切断補助部33よりも先端側(上方側)となる。すなわち、アンプル1の切断補助部33は、第1境界位置P1よりも基端側(下方側)に位置され、第1成形工程で第1割り型61,61により成形される。そして、樹脂溜り35が第2成形工程でこの第1境界位置P1よりも先端側(上端側)に形成されることから、この方法により製造されるアンプル1は、切断補助部33を樹脂溜り35よりも基端側に備える。
【0049】
故に、たとえ、製造過程において薬液排出筒部3に樹脂溜り35が形成された場合であっても、切断補助部33で薬液排出筒部3を切断して開封したときに、樹脂溜り35は、該樹脂溜り35が形成された薬液排出筒部3の一部と共に薬液収容部2及び残りの薬液排出筒部3の部分から取り除かれるため、開封された薬液排出筒部3は、ノズルの挿入の妨げとなる樹脂溜り35が残ることがない。よって、薬液排出筒部3に樹脂溜り35が形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0050】
また、切断補助部33で薬液排出筒部3を切断して開封する際に把持する把持片4を、薬液排出筒部3の成形と同時に成形することができる。パリソン7の一部は、一対の第1割り型61,61の境界及び一対の第2割り型62,62の境界で径方向両側から挟み込まれて形成される。このようにして成形された把持片4は、一対の第1割り型61,61の境界に対応する部分であり且つ一対の第2割り型62,62の境界に対応する部分である第2境界位置P2を含むように設けられる。更に把持片4は、第1割り型61,61の境界と直角に形成される面と第2割り型62,62の境界と直角に形成される面とを面密着する部分に対応する部分である第1境界位置P1を含むように設けられる。把持片4のこの第1境界位置P1と第2境界位置P2とが交差する位置は、第1割り型61,61及び第2割り型62,62に力が加わりにくく、成形不良となることがある。よって、この位置には、開口43,43が形成されやすい。
【0051】
しかし、たとえ、製造過程において薬液排出筒部3よりも外側に離れて成形された把持片4の一部が局所的に開口した場合であっても、薬液排出筒部3で薬液5が封入されており、把持片4の開口43は、薬液排出筒部3に連通されることはない。よって、薬液収容部2に収容される薬液5は、把持片4の開口43を介して外部に漏れ出すことはない。また、薬液収容部2及び薬液排出筒部3は、把持片4をこのような開口43ができやすい位置に配置することで、このような開口ができることがない。よって、把持片4の一部が局所的に開口した場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0052】
また、従来のアンプル1aの製造方法であれば、第1割り型61,61で切断補助部33aよりも基端側(下方側)の筒部本体31及びノズル固定部32を成形し、第2割り型62,62で切断補助部33aを含む先端側(上方側)の筒部本体31と、切断補助部33aと、閉塞部34とを成形していた。すなわち、第1境界位置P1aが切断補助部33aよりも基端側に設けられていた。よって、薬液収容工程で薬液収容用ノズルを薬液排出筒部3aから薬液収容部2aに挿入する際に、その薬液収容用ノズルの基端部がノズル固定部32aに達するまでにその通過の妨げとなる部位が存在しなかった。
【0053】
本実施形態に係るアンプル1の製造方法によれば、第1境界位置P1が切断補助部33より先端側(上方側)に設けられている。よって、薬液収容工程で薬液収容用ノズルを薬液排出筒部3から薬液収容部2に挿入する際に、その薬液収容用ノズルの基端部がノズル固定部32aに達するまでの間に切断補助部33が突出しており、内周径を狭めている。よって、薬液収容用ノズルの通過の妨げとなりえるが、本実施形態に係る切断補助部33は、ノズル固定部32よりも内側に突出しておらず(ノズル固定部32よりもα分外側に成形されている)、その通過の妨げとならないように構成されている。また、挿入される薬液収容用ノズルの通過の妨げとならないことから、まだ熱を持っており変形容易な状態の切断補助部33に接触して、内側に形成された凸条部分を下方に向かって歪めたり凹ませたりして、切断補助部33の成形不良となり、開封の妨げとなることも未然に防がれている。よって、従来の第1境界位置P1aから本実施形態のような位置に変更しても、開封に問題を残すことなく、従来同様に薬液5を収容することができるよう構成されている。
【0054】
なお、本発明に係る薬液用プラスチックアンプルの製造方法及び薬液用プラスチックアンプルは、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【0055】
上記実施形態に係る薬液用プラスチックアンプル1の製造方法は、円筒形状の薬液用プラスチックアンプル1を1個製造する例を説明したが、これに限定されるものではない。例えば、複数の薬液用プラスチックアンプル1,1,…を成形可能な割り型を用いる場合にも本発明の製造方法は適用することができる。すなわち、各薬液用プラスチックアンプル1,1,…のそれぞれの切断補助部33aよりも先端側に第1境界位置P1が設定され、それぞれの把持片4,4,…の側面把持部41,41,…を跨ぐように第2境界位置P2が設けられた割り型を用いることで同様の効果を有する薬液用プラスチックアンプル1,1,…を製造することができる。
【0056】
上記実施形態に係る薬液用プラスチックアンプル1の製造方法は、把持片4が薬液排出筒部3の両端部から先端側に亘って成形される例を説明したが、これに限定されるものではない。例えば、薬液用プラスチックアンプル1は、把持片4を備えてなくても、開封した際に、樹脂溜り35によってノズルと干渉しないようにすることができる。また、把持片4を備える場合であっても、薬液用プラスチックアンプル1は、側面把持部41,41のみを備えるものであってもよい。側面把持部41,41に開口43が形成されるように構成されているため、薬液排出筒部3は、開口43が形成されず、内部に封入した薬液5が外部に漏れ出すことはない。
【符号の説明】
【0057】
1,1a…薬液用プラスチックアンプル、2,2a…薬液収容部、21…収容部本体、22…底部、3,3a…薬液排出筒部、31…筒部本体、32…ノズル固定部、33,33a…切断補助部、34…閉塞部、35,35a…樹脂溜り、4,4a…把持片、41…側面把持部、42…先端把持部、43…開口、5…薬液、6…割り型、61…第1割り型(第1割り型)、62…第2割り型(第2割り型)、7…パリソン、8…薬液収容用ノズル、P1,P1a…第1境界位置、P2,P2a…第2境界位置、p1…第1境界、p2…第2境界、S…成形空間
【技術分野】
【0001】
本発明は、薬液を収容した薬液用プラスチックアンプルの製造方法及び薬液用プラスチックアンプルに関する。
【背景技術】
【0002】
従来から、液体を収容するプラスチックアンプルには、液肥を収容するもの(特許文献1参照)や医療用の薬液を収容するもの(特許文献2参照)などのようにそれぞれの用途に合わせて成形されたアンプルが多数存在する。
【0003】
例えば、液肥を収容する液肥用プラスチックアンプルは、有底筒状の本体及び該本体より縮径された首部を備える。この液肥用プラスチックアンプルは、合成樹脂材料により本体及び首部を成形する成形工程と、該成形工程後に液肥を注入する注入工程と、首部を閉塞する閉塞工程とを経て製造される。
【0004】
また、医療用の薬液を収容する薬液用プラスチックアンプルは、図6(a)及び図6(b)に示すように、薬液5を収容するための薬液収容部2aと、該薬液収容部2aに連通すると共に薬液収容部2aから延出して先端が閉塞された薬液排出筒部3aと、該薬液排出筒部3aの先端側に連設された把持片4aとを備える。薬液排出筒部3aは、開封時に切断すべく周方向全周に亘って形成される切断補助部33aを備える。
【0005】
このような構成の薬液用プラスチックアンプル1aは、熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物(一般的には、「パリソン」と呼ばれる)を一対の第1割り型で挟んで薬液収容部2a及び薬液排出筒部3aの一部を成形する第1成形工程と、該薬液収容部2aの内部に薬液5を収容する薬液収容工程と、残りの樹脂成形物を一対の第2割り型で挟んで残りの薬液排出筒部3a及び把持片4aを成形する第2成形工程とを経て製造される。
【0006】
この製造方法が用いられることにより、薬液用プラスチックアンプル1aは、薬液収容部2aと薬液排出筒部3aとで画定される内部空間に薬液5が封入される。そして、薬液用プラスチックアンプル1aは、薬液5を使用するときに薬液排出筒部3aを切断補助部33aで折り曲げ又は捻じ曲げることで該薬液排出筒部3aを切断して開封することができる。このようにして、薬液用プラスチックアンプル1aは、注射器のノズル(注射針)を薬液排出筒部3aの開封された先端部から薬液収容部2aに挿入して薬液5が薬液収容部2aからシリンジ(注射筒)に吸い出される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平 9−238525号公報
【特許文献2】特開2008−104868号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、従来の薬液用プラスチックアンプル1aは、薬液排出筒部3aの切断補助部33aが、第1成形工程後の第2成形工程で成形されている。具体的には、薬液排出筒部3aは、第1成形工程で切断補助部33aよりも基端側(下方側)が成形され、第2成形工程で切断補助部33aを含む先端側(上方側)の残りが成形される。すなわち、薬液用プラスチックアンプル1aは、図6(c)及び図6(d)に示すように第1割り型で成形される部分と第2割り型で成形される部分との境界に相当する第1境界位置P1aが切断補助部33aよりも基端側に位置するように製造されている。故に、薬液排出筒部3aは、第1境界位置P1aより基端側の部分を硬化させた後に、第1境界位置P1aより先端側の部分が成形される。このように、薬液排出筒部3aは、第1割り型で成形される部分と、第2割り型で成形される部分とで樹脂が硬化するタイミングが異なっている。
【0009】
このため、第2成形工程で用いる樹脂成形物が残りの薬液排出筒部3aの成形に必要な量が超えて余る場合、その余分な樹脂が行き場を失うことになり、薬液排出筒部3aには、第1割り型で成形された部分と第2割り型で成形される部分との境界部分(第1境界位置P1a)の上方(第2割り型で成形される部分)内側に盛り上がった樹脂溜り35aが形成されることがある。
【0010】
この樹脂溜り35aは、この第1境界位置P1aから薬液排出筒部3aの先端側に形成され、特に、第1境界位置P1aの直近に形成される。薬液排出筒部3aは、この樹脂溜り35aによってノズルを挿入するための開口が狭められる。また、樹脂溜り35aは、切断補助部33aよりも薬液収容部2a側に形成されるため、薬液排出筒部3aを切断補助部33aで切断しても、ノズルを薬液排出筒部3aから薬液収容部2aに挿入する経路上に残り、ノズルの挿入の妨げとなる。このような薬液用プラスチックアンプル1aは使用できないため不適合品として扱われ、歩留まりを下げる原因となっていた。
【0011】
そこで、本発明は、かかる事情に鑑み、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる薬液用プラスチックアンプルの製造方法及びその製造方法により製造された薬液用プラスチックアンプルを提供することを課題とする。
【課題を解決するための手段】
【0012】
本発明に係る薬液用プラスチックアンプルの製造方法は、薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に切断すべく周方向全周に亘って形成される切断補助部を備える薬液用プラスチックアンプルの製造方法であって、熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物の一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部の内部に薬液を収容する薬液収容工程と、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形する第2成形工程とを備えることを特徴とする。
【0013】
かかる方法によれば、第1割り型で成形する薬液排出筒部の部分と第2割り型で成形する薬液排出筒部の部分との境界となる第1境界位置は、切断補助部よりも先端側(上方側)となる。すなわち、薬液用プラスチックアンプルの切断補助部は、第1境界位置よりも基端側(下方側)に位置され、第1成形工程で第1割り型により成形される。そして、樹脂溜りが第2成形工程でこの第1境界位置よりも先端側(上端側)に形成されることから、この方法により製造される薬液用プラスチックアンプルは、切断補助部を樹脂溜りよりも基端側に備える。
【0014】
故に、たとえ、製造過程において薬液排出筒部に樹脂溜りが形成された場合であっても、切断補助部で薬液排出筒部を切断して開封したときに、樹脂溜りは、該樹脂溜りが形成された薬液排出筒部の一部と共に薬液収容部及び残りの薬液排出筒部の部分から取り除かれるため、開封された薬液排出筒部は、ノズルの挿入の妨げとなる樹脂溜りが残ることがない。よって、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0015】
また、本発明の一態様として、前記薬液用プラスチックアンプルは、薬液排出筒部の切断補助部より先端側の両端から張り出す把持片が形成されることが好ましい。
【0016】
かかる方法によれば、切断補助部で薬液排出筒部を切断して開封する際に把持する把持片を、薬液排出筒部の成形と同時に成形することができる。
【0017】
また、本発明の一態様として、前記把持片は、第1割り型と第2割り型とに跨って成形されることが好ましい。
【0018】
かかる方法によれば、加熱された樹脂成形物の一部は、一対の第1割り型の境界及び一対の第2割り型の境界で径方向両側から挟み込まれて形成される。このようにして形成された把持片は、一対の第1割り型の境界に対応する部分であり且つ一対の第2割り型の境界に対応する部分である第2境界位置を含むように設けられる。更に把持片は、第1割り型の境界と直角に形成される面と第2割り型の境界と直角に形成される面とを面密着する部分に対応する部分である第1境界位置を含むように設けられる。把持片のこの第1境界位置と第2境界位置とが交差する位置は、各割り型からの力が加わりにくく、成形不良となることがある。よって、この位置には、開口が形成されやすい。
【0019】
しかし、たとえ、製造過程において薬液排出筒部よりも外側に離れて成形された把持片の一部が局所的に開口した場合であっても、薬液排出筒部で薬液が閉塞されており、把持片の開口は、薬液排出筒部に連通されることはない。よって、薬液収容部に収容される薬液は、把持片の開口を介して外部に漏れ出すことはない。また、薬液収容部及び薬液排出筒部は、把持片をこのような開口ができやすい位置に配置することで、このような開口ができることがない。よって、把持片の一部が局所的に開口した場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0020】
また、本発明に係る薬液用プラスチックアンプルは、薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に周方向全周に亘って切断される切断補助部を備える薬液用プラスチックアンプルであって、熱可塑性樹脂で筒状に成形され、加熱された樹脂成形物の一部を残して残りの樹脂成形物の部分を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形し、一対の第1割り型で成形した薬液収容部の内部に薬液を収容し、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形することを特徴とする。
【0021】
かかる構成によれば、第1割り型で成形する薬液排出筒部の部分と第2割り型で成形する薬液排出筒部の部分との境界となる第1境界位置は、切断補助部よりも先端側(上方側)となる。すなわち、薬液用プラスチックアンプルの切断補助部は、第1境界位置よりも基端側(下方側)に位置され、第1成形工程で第1割り型により成形される。そして、樹脂溜りが第2成形工程でこの第1境界位置よりも先端側(上端側)に形成されることから、この方法により製造される薬液用プラスチックアンプルは、切断補助部を樹脂溜りよりも基端側に備える。
【0022】
故に、たとえ、製造過程において薬液排出筒部に樹脂溜りが形成された場合であっても、切断補助部で薬液排出筒部を切断して開封したときに、樹脂溜りは、該樹脂溜りが形成された薬液排出筒部の一部と共に薬液収容部及び残りの薬液排出筒部の部分から取り除かれるため、開封された薬液排出筒部は、ノズルの挿入の妨げとなる樹脂溜りが残ることがない。よって、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【発明の効果】
【0023】
以上の如く、本発明に係る薬液用プラスチックアンプルの製造方法及び薬液用プラスチックアンプルによれば、薬液排出筒部に樹脂溜りが形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができるという優れた効果を奏する。
【図面の簡単な説明】
【0024】
【図1】本発明に係る一実施形態の薬液用プラスチックアンプルであって、(a)は、正面から見た外観図を示し、(b)は、(a)の把持片が局所的に開口した部分を拡大した要部拡大図を示し、(c)は、(a)の矢視A−Aで切断した断面図を示し、(d)は、(c)の薬液排出筒部の樹脂溜りを拡大した要部拡大図を示す。
【図2】同実施形態の薬液用プラスチックアンプルの製造に用いる割り型(第1割り型と第2割り型)の断面図を示す。
【図3】同実施形態の薬液用プラスチックアンプルの製造工程であって、(a)は、パリソン射出工程を示し、(b)は、パリソン保持工程を示す。
【図4】同実施形態の薬液用プラスチックアンプルの製造工程であって、(a)は、第1成形工程を示し、(b)は、薬液収容工程を示す。
【図5】同実施形態の薬液用プラスチックアンプルの製造工程であって、(a)は、第2成形工程を示し、(b)は、割り型開放工程を示す。
【図6】従来の薬液用プラスチックアンプルであって、(a)は、正面から見た外観図を示し、(b)は、(a)の把持片が局所的に開口した部分を拡大した要部拡大図を示し、(c)は、(a)の矢視A−Aで切断した断面図を示し、(d)は、(c)の薬液排出筒部の樹脂溜りを拡大した要部拡大図を示す。
【発明を実施するための形態】
【0025】
以下、本発明の一実施形態に係る薬液用プラスチックアンプル(以下、単にアンプルという)について、添付図面を参照しつつ説明する。
【0026】
まず、本実施形態に係るアンプルの構成について、図1を参照して説明する。このアンプル1は、薬液を容器内に密封することで、容器内を無菌状態に保ち且つ薬液を安定して保管、保存することを目的に製造されている。アンプル1は、収容する薬剤の性質に応じた材質が適宜選択される。また、アンプル1は、薬剤の性質に応じた1以上の層を更に有する多層構造のものであってもよい。
【0027】
本実施形態に係るアンプル1は、図1(a)及び図1(b)に示すように、薬液5を収容するための薬液収容部2と、該薬液収容部2に連通すると共に薬液収容部2から延出して先端を閉塞する薬液排出筒部3と、該薬液排出筒部3の先端側に連設された把持片4とを備える。
【0028】
薬液収容部2は、薬液5を収容する筒形状の収容部本体21と、該収容部本体21の基端側(下方側)を閉塞する底部22とを備える。
【0029】
薬液排出筒部3は、図1(c)及び図1(d)に示すように、薬液収容部2と連通して形成される筒状の筒部本体31と、該筒部本体31に挿入される注射器のノズルの位置を位置決め可能に固定するノズル固定部32と、開封時に周方向全周に亘って切断される切断補助部33と、筒部本体31の先端を閉塞する閉塞部34とを備える。
【0030】
ノズル固定部32は、注射器のノズルを密着させることでノズルを所定の位置に固定させることができるように、ノズルの外形形状に合った形状をしている。本実施形態に係るノズル固定部32が固定を想定するノズルは、先端が薬液収容部2の底部22から所定高さ(位置)まで挿入することを想定している。ノズルの基端部は、先端側から基端に向かって径が拡大して形成されている。よって、ノズル固定部32は、ノズルの先端が薬液収容部2の底部22より所定高さ離れた位置に達するときのノズルの基端部の位置に設けられ、ノズルの基端部と同様に径が拡大されている。また、ノズル固定部32は、薬液収容部2に薬液5を収容するための筒形状の薬液収容手段の薬液収容用ノズルも注射器のノズル同様に位置決め可能に固定できるように構成されている。
【0031】
切断補助部33は、周方向全周に亘って内側に凹ませて形成されている。切断補助部33は、薬液収容部2に対して把持片4を折り曲げ又は捻じ曲げることでかかる応力を集中させて、下方の薬液収容部2と上方の把持片4とを切り離すために設けられている。また、薬液排出筒部3は、薬液収容用ノズルを通過させる通路となると共に、薬液を使用するときに薬液5を吸引するために注射器のノズルを通過させる通路ともなっている。そして、切断補助部33は、薬液収容用ノズル及びノズルの通路の入口に当たる薬液排出筒部3の先端から薬液排出筒部3の基端部に成形されるノズル固定部32との間に成形される。よって、切断補助部33は、ノズル固定部32まで挿入される薬液収容用ノズル及びノズルの通過の妨げとならないように構成されている。すなわち、切断補助部33は、ノズル固定部32の最も径の広がった部分よりも外側に設けられ(α分外側に位置している)、内側に突出しないようになっている。
【0032】
閉塞部34は、薬液収容部2及び該薬液収容部2と連通している薬液排出筒部3で画定される内部空間を密封する。よって、閉塞部34は、この内部空間と外部とを区画するとともに、この内部空間と把持片4とを区画する部分でもある。
【0033】
把持片4は、図1(a)及び図1(c)に示すように、薬液排出筒部3の切断補助部33より先端側の両端から張り出す側面把持部41,41と、該側面把持部41,41に連続して形成され、薬液排出筒部3の先端側から張り出す先端把持部42とを備える。なお、把持片41は、薬液排出筒部3の先端より下方側の部分を側面把持部41,41とし、薬液排出筒部3の先端より上方側の部分を先端把持部42とする。
【0034】
次に、本実施形態に係るアンプル1の製造方法について、図1〜図5を参照しつつ説明する。まず、本実施形態に係るアンプル1を製造するために用いる割り型について、図2を参照しつつ説明する。
【0035】
本実施形態に係るアンプル1は、薬液収容部2と該薬液収容部2に連通している薬液排出筒部3とで画定される内部空間に薬液5が封入されている。故に、製造工程は、薬液収容部2と薬液収容用ノズル若しくは注射器のノズルを固定するノズル固定部32を含む薬液排出筒部3とを成形する第1成形工程と、外側に開放されたままの薬液排出筒部3から薬液収容部2に薬液5を収容してから、薬液排出筒部3を閉塞する第2成形工程とに分けて成形される。
【0036】
よって、本実施形態に係るアンプル1の製造に用いる割り型は、第1成形工程で用いる第1割り型61,61と、第2成形工程で用いる第2割り型62,62とに分割される。第1割り型61,61は、下側に配置され、第2割り型62,62は、第1割り型61,61の上側に配置される。
【0037】
一対の第1割り型61,61は、それぞれ凹状の型に形成された平面状の合わせ面を対向させて配置され、接離可能となるように、相対移動可能に設けられている。第1割り型61,61は、薬液収容部2と、切断補助部33を含む薬液排出筒部3の一部と、把持片4の一部とを成形する金型である。よって、第1割り型61,61は、それぞれの合わせ面を面密着させると、それぞれ凹状の型が組み合わさって成形空間Sが形成される。その成形空間Sは、第1成形工程で成形する薬液収容部2と、切断補助部33を含む薬液排出筒部3の一部と、把持片4の一部との外形形状に対応するよう形成される。成形空間Sに形成される薬液排出筒部3の一部とは、少なくとも切断補助部33を含む基端側の筒部本体31と、ノズル固定部32と、切断補助部33とである。成形空間Sに成形される把持片4の一部とは、側面把持部41の一部である。
【0038】
一対の第2割り型62,62は、それぞれ凹状の型に形成された平面状の合わせ面を対向させて配置され、接離可能となるように、相対移動可能に設けられている。第2割り型62,62は、第1割り型61,61で成形されなかった、残りの薬液排出筒部3及び残りの把持片4とを成形する金型である。よって、第2割り型62,62は、それぞれの合わせ面を面密着させると、それぞれ凹状の型が組み合わさって成形空間Sが形成される。その成形空間Sは、第2割り型62,62で成形されなかった、残りの薬液排出筒部3及び残りの把持片4とに対応するよう形成される。成形空間Sに成形される薬液排出筒部3の残りの部分とは、切断補助部33よりも先端側の筒部本体31の部分と、閉塞部34とである。成形空間Sに成形される把持片4の一部とは、側面把持部41,41の残りの部分と、先端把持部42とである。
【0039】
更に、一対の第1割り型61,61の合わせ面と直角に形成される上面と一対の第2割り型62,62の合わせ面と直角に形成される下面とも、面密着可能に構成されている。一対の第2割り型62,62は、それぞれの合わせ面が面密着した状態の一対の第1割り型61,61の上面に下面を摺接させつつ接離するようになっている。
【0040】
故に、第1割り型61,61と第2割り型62,62との第1境界p1は、薬液排出筒部3の切断補助部33より先端側(上方側)に設けられると共に、把持片4の側面把持部41,41を跨いて設けられる。すなわち、第1境界p1は、把持片4の側面把持部41,41の下端から薬液排出筒部3の上端までの間に設けられる。また、一対の第1割り型61,61の一方と他方及び一対の第2割り型62,62の境界p2は、アンプル1が点対象となるように筒芯中心で切断され、少なくとも把持片4の側面把持部41,41を跨いで設けられる。
【0041】
次に、本実施形態に係るアンプル1の製造方法について、図1、図3〜図5を参照しつつ説明する。まず、図3(a)に示すように、熱可塑性樹脂を筒状に射出して樹脂成形物(パリソン)7を加熱した状態に成形する(パリソン射出工程)。次に、図3(b)に示すように、一対の第1割り型61,61が閉じられることで、加熱された状態のままのパリソン7の外周の一部を把持して保持する(パリソン保持工程)。このとき、第2割り型62,62は、開かれたままである。
【0042】
この後、図4(a)に示すように、薬液排出筒部3の切断補助部33aより先端側(上側)及び把持片4の一部(側面把持部41の一部)に対応するパリソン7の一部(第1境界位置P1よりも基端側(下方側)のパリソン7)を一対の第1割り型61,61で径方向両側から挟み込み、該パリソン7の内部を陽圧にして(圧空成形)又は第1割り型61,61とパリソン7との隙間を陰圧にして(真空成形)、薬液収容部2と切断補助部33aを含む薬液排出筒部3の一部とを一体に成形する(第1成形工程)。なお、第1成形工程では、薬液排出筒部3は、第1境界位置P1より先端側(上端側)が成形されず、薬液排出筒部3の先端は、筒状のパリソン7のままであり、外部に開放された状態にある。この薬液排出筒部3の先端は、この後に行われる第2成形工程で閉塞部34が成形されることにより閉塞される。
【0043】
次に、図4(b)に示すように、第1成形工程で成形されずに筒状のままのパリソン7から第1成形工程で成形された薬液収容部2に薬液収容用ノズル8を挿入し、ノズル固定部32にその基端部を固定して薬液排出筒部3から薬液収容部2に薬液5を収容する(薬液収容工程)。
【0044】
次に、図5(a)に示すように、残りのパリソン7の部分(第1境界位置P1よりも先端側(上方側)のパリソン7)に一対の第2割り型62,62で径方向両側から挟み込み、パリソン7の内部を陽圧にして又は第2割り型62,62とパリソン7との隙間を陰圧にして残りの薬液排出筒部3を成形する(第2成形工程)。
【0045】
なお、第2成形工程の過程によって成形された薬液排出筒部3は、成形時に溶融したパリソン7の一部が筒状本体31の内側を伝って垂れて固まったコブ状の樹脂溜り35が形成される場合がある。この樹脂溜り35は、薬液排出筒部3の第1境界位置P1より先端側(上方側)にできる傾向がある。
【0046】
また、成形された把持片4は、図1(b)に示すように、第1割り型61,61及び第2割り型62,62にかかる力が加わりにくく、第1境界位置P1と第2境界位置P2とが交差する位置に開口43が形成されることがある。
【0047】
また、この第2成形工程は、薬液収容部2に収容された薬液5を薬液排出筒部3の先端側を閉塞することで密封(シール)するシール工程でもある。その後、図5(b)に示すように、第1割り型61,61及び第2割り型62,62を開いて成形されたアンプル1を離型する(割り型開放工程)。
【0048】
このように、第1割り型61,61で成形する薬液排出筒部3の部分と第2割り型62,62で成形する薬液排出筒部3の部分との境界となる第1境界位置P1は、切断補助部33よりも先端側(上方側)となる。すなわち、アンプル1の切断補助部33は、第1境界位置P1よりも基端側(下方側)に位置され、第1成形工程で第1割り型61,61により成形される。そして、樹脂溜り35が第2成形工程でこの第1境界位置P1よりも先端側(上端側)に形成されることから、この方法により製造されるアンプル1は、切断補助部33を樹脂溜り35よりも基端側に備える。
【0049】
故に、たとえ、製造過程において薬液排出筒部3に樹脂溜り35が形成された場合であっても、切断補助部33で薬液排出筒部3を切断して開封したときに、樹脂溜り35は、該樹脂溜り35が形成された薬液排出筒部3の一部と共に薬液収容部2及び残りの薬液排出筒部3の部分から取り除かれるため、開封された薬液排出筒部3は、ノズルの挿入の妨げとなる樹脂溜り35が残ることがない。よって、薬液排出筒部3に樹脂溜り35が形成された場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0050】
また、切断補助部33で薬液排出筒部3を切断して開封する際に把持する把持片4を、薬液排出筒部3の成形と同時に成形することができる。パリソン7の一部は、一対の第1割り型61,61の境界及び一対の第2割り型62,62の境界で径方向両側から挟み込まれて形成される。このようにして成形された把持片4は、一対の第1割り型61,61の境界に対応する部分であり且つ一対の第2割り型62,62の境界に対応する部分である第2境界位置P2を含むように設けられる。更に把持片4は、第1割り型61,61の境界と直角に形成される面と第2割り型62,62の境界と直角に形成される面とを面密着する部分に対応する部分である第1境界位置P1を含むように設けられる。把持片4のこの第1境界位置P1と第2境界位置P2とが交差する位置は、第1割り型61,61及び第2割り型62,62に力が加わりにくく、成形不良となることがある。よって、この位置には、開口43,43が形成されやすい。
【0051】
しかし、たとえ、製造過程において薬液排出筒部3よりも外側に離れて成形された把持片4の一部が局所的に開口した場合であっても、薬液排出筒部3で薬液5が封入されており、把持片4の開口43は、薬液排出筒部3に連通されることはない。よって、薬液収容部2に収容される薬液5は、把持片4の開口43を介して外部に漏れ出すことはない。また、薬液収容部2及び薬液排出筒部3は、把持片4をこのような開口43ができやすい位置に配置することで、このような開口ができることがない。よって、把持片4の一部が局所的に開口した場合であっても、その使用様態における品質に支障がない適合品として扱うことができ、歩留まりを高めることができる。
【0052】
また、従来のアンプル1aの製造方法であれば、第1割り型61,61で切断補助部33aよりも基端側(下方側)の筒部本体31及びノズル固定部32を成形し、第2割り型62,62で切断補助部33aを含む先端側(上方側)の筒部本体31と、切断補助部33aと、閉塞部34とを成形していた。すなわち、第1境界位置P1aが切断補助部33aよりも基端側に設けられていた。よって、薬液収容工程で薬液収容用ノズルを薬液排出筒部3aから薬液収容部2aに挿入する際に、その薬液収容用ノズルの基端部がノズル固定部32aに達するまでにその通過の妨げとなる部位が存在しなかった。
【0053】
本実施形態に係るアンプル1の製造方法によれば、第1境界位置P1が切断補助部33より先端側(上方側)に設けられている。よって、薬液収容工程で薬液収容用ノズルを薬液排出筒部3から薬液収容部2に挿入する際に、その薬液収容用ノズルの基端部がノズル固定部32aに達するまでの間に切断補助部33が突出しており、内周径を狭めている。よって、薬液収容用ノズルの通過の妨げとなりえるが、本実施形態に係る切断補助部33は、ノズル固定部32よりも内側に突出しておらず(ノズル固定部32よりもα分外側に成形されている)、その通過の妨げとならないように構成されている。また、挿入される薬液収容用ノズルの通過の妨げとならないことから、まだ熱を持っており変形容易な状態の切断補助部33に接触して、内側に形成された凸条部分を下方に向かって歪めたり凹ませたりして、切断補助部33の成形不良となり、開封の妨げとなることも未然に防がれている。よって、従来の第1境界位置P1aから本実施形態のような位置に変更しても、開封に問題を残すことなく、従来同様に薬液5を収容することができるよう構成されている。
【0054】
なお、本発明に係る薬液用プラスチックアンプルの製造方法及び薬液用プラスチックアンプルは、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【0055】
上記実施形態に係る薬液用プラスチックアンプル1の製造方法は、円筒形状の薬液用プラスチックアンプル1を1個製造する例を説明したが、これに限定されるものではない。例えば、複数の薬液用プラスチックアンプル1,1,…を成形可能な割り型を用いる場合にも本発明の製造方法は適用することができる。すなわち、各薬液用プラスチックアンプル1,1,…のそれぞれの切断補助部33aよりも先端側に第1境界位置P1が設定され、それぞれの把持片4,4,…の側面把持部41,41,…を跨ぐように第2境界位置P2が設けられた割り型を用いることで同様の効果を有する薬液用プラスチックアンプル1,1,…を製造することができる。
【0056】
上記実施形態に係る薬液用プラスチックアンプル1の製造方法は、把持片4が薬液排出筒部3の両端部から先端側に亘って成形される例を説明したが、これに限定されるものではない。例えば、薬液用プラスチックアンプル1は、把持片4を備えてなくても、開封した際に、樹脂溜り35によってノズルと干渉しないようにすることができる。また、把持片4を備える場合であっても、薬液用プラスチックアンプル1は、側面把持部41,41のみを備えるものであってもよい。側面把持部41,41に開口43が形成されるように構成されているため、薬液排出筒部3は、開口43が形成されず、内部に封入した薬液5が外部に漏れ出すことはない。
【符号の説明】
【0057】
1,1a…薬液用プラスチックアンプル、2,2a…薬液収容部、21…収容部本体、22…底部、3,3a…薬液排出筒部、31…筒部本体、32…ノズル固定部、33,33a…切断補助部、34…閉塞部、35,35a…樹脂溜り、4,4a…把持片、41…側面把持部、42…先端把持部、43…開口、5…薬液、6…割り型、61…第1割り型(第1割り型)、62…第2割り型(第2割り型)、7…パリソン、8…薬液収容用ノズル、P1,P1a…第1境界位置、P2,P2a…第2境界位置、p1…第1境界、p2…第2境界、S…成形空間
【特許請求の範囲】
【請求項1】
薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に切断すべく周方向全周に亘って形成される切断補助部を備える薬液用プラスチックアンプルの製造方法であって、
熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物の一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部の内部に薬液を収容する薬液収容工程と、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形する第2成形工程とを備えることを特徴とする薬液用プラスチックアンプルの製造方法。
【請求項2】
前記薬液用プラスチックアンプルは、薬液排出筒部の切断補助部より先端側の両端から張り出す把持片が形成される請求項1に記載の薬液用プラスチックアンプルの製造方法。
【請求項3】
前記把持片は、第1割り型と第2割り型とに跨って成形される、請求項2に記載の薬液用プラスチックアンプルの製造方法。
【請求項4】
薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に切断すべく周方向全周に亘って形成される切断補助部を備える薬液用プラスチックアンプルであって、
熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物の一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部の内部に薬液を収容する薬液収容工程と、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形する第2成形工程とを備えることを特徴とする薬液用プラスチックアンプル。
【請求項1】
薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に切断すべく周方向全周に亘って形成される切断補助部を備える薬液用プラスチックアンプルの製造方法であって、
熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物の一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部の内部に薬液を収容する薬液収容工程と、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形する第2成形工程とを備えることを特徴とする薬液用プラスチックアンプルの製造方法。
【請求項2】
前記薬液用プラスチックアンプルは、薬液排出筒部の切断補助部より先端側の両端から張り出す把持片が形成される請求項1に記載の薬液用プラスチックアンプルの製造方法。
【請求項3】
前記把持片は、第1割り型と第2割り型とに跨って成形される、請求項2に記載の薬液用プラスチックアンプルの製造方法。
【請求項4】
薬液を収容するための薬液収容部と、該薬液収容部に連通すると共に薬液収容部から延出して先端を閉塞する薬液排出筒部とを備え、該薬液排出筒部は、開封時に切断すべく周方向全周に亘って形成される切断補助部を備える薬液用プラスチックアンプルであって、
熱可塑性樹脂で筒状に成形されて加熱された樹脂成形物の一部を一対の第1割り型で径方向両側から挟み込み、薬液収容部と切断補助部を含む薬液排出筒部の一部とを一体に成形する第1成形工程と、一対の第1割り型で成形した薬液収容部の内部に薬液を収容する薬液収容工程と、残りの樹脂成形物の部分に一対の第2割り型で径方向両側から挟み込み、残りの薬液排出筒部を成形する第2成形工程とを備えることを特徴とする薬液用プラスチックアンプル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−100984(P2012−100984A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−253840(P2010−253840)
【出願日】平成22年11月12日(2010.11.12)
【出願人】(000149435)株式会社大塚製薬工場 (154)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月12日(2010.11.12)
【出願人】(000149435)株式会社大塚製薬工場 (154)
【Fターム(参考)】
[ Back to top ]