
薬物送達デバイスの直接的なインクジェット製造
【課題】薬物送達デバイス(DDD)の少なくとも一部分の1つ以上の層を形成する方法の提供。
【解決手段】基材を提供すること;1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される1つ以上のDDD成分を提供すること;基材に第1の層を形成するために、1つ以上の薬学的に適合性の相転移インクの第1の部分を1つ以上のノズルによって噴出すること;第1の層を覆って第2の層を形成するために、薬学的に適合性の相転移インクの第2の部分を1つ以上のノズルによって噴出することを含む方法。
【解決手段】基材を提供すること;1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される1つ以上のDDD成分を提供すること;基材に第1の層を形成するために、1つ以上の薬学的に適合性の相転移インクの第1の部分を1つ以上のノズルによって噴出すること;第1の層を覆って第2の層を形成するために、薬学的に適合性の相転移インクの第2の部分を1つ以上のノズルによって噴出することを含む方法。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は、薬物送達デバイスに関し、さらに詳細には、薬物送達デバイスの直接的なインクジェット製造のための方法およびシステムに関する。
【背景技術】
【0002】
処方薬全体の約3分の2が、固体の剤型であり、これらのうちの半分が、圧縮された錠剤である。錠剤は、それらの医療目的や新しさに応じて、何ポンドも、または何トンも、ほとんど同じ方法で生成される。さらなるラピッドプロトタイピングや、市場に投入するまでの時間をさらに迅速にすることを達成するためのより良い方法に対する要求も存在する。従来の錠剤製造方法はまた、錠剤内部のAPIまたは賦形剤の微細構造や空間分布の優れた制御を必要とする新たな薬物送達デバイス(DDD)を作成することに関しては非常に限定されている。三次元印刷(3DP)は、新たな錠剤ベースのDDDを製造する代替的な手法を提供するが、紛体層の必要性、交差汚染の可能性、機械的強度の不十分さ、薬物負荷の低さが、この技術の問題である。
【0003】
現在、3DPで製造された錠剤に関して、いくつかの問題が存在する。3DPは、薄くて均一な粉末の層を配置することが出来る紛体層を必要とする。微細粉末は、結合剤の効果をより良くし、表面をより滑らかにし、形状をより小さくし、そして、薄く切る際の欠陥、例えば、段を付けることを排除するより薄い層を与えるので、微細粉末が、好ましい。しかしながら、微細粉末は、凝集に対する親和性、壁への付着、および流動性の不十分さにより、広がって滑らかな層になることが、困難である。これらの材料の性質に関する問題が、層内での不均一な稠密化をもたらし、結果として最終的な錠剤における不均一な稠密化をもたらす。さらに、落錘衝撃弾道排出および腐食もまた、微細粉末を使用するときには問題となる。
【0004】
結合剤液体は、粉末を通って移動する傾向があり、これが、ブリーディングと呼ばれる。結合剤の過度のブリーディングは、空間分解能が不十分であるので、粗い表面を形成し、意図した薬物放出に失敗する。
【0005】
各製造サイクルの後、錠剤は、紛体層から取り除かれ、未使用粉末の大部分を捨てる。廃棄物を最小化するために、未使用粉末を再利用することは、交差汚染の可能性をもたらし得る。微細粒子をきれいにするのは困難であるので、異なる粉末が製造の際に使用された時には、交差汚染は、さらに悪くなる。
【0006】
多くの薬物療法のために錠剤を作るには、粉末は、本質的には必要とされない。粉末ベースの固体の剤型は、崩壊および溶解が速いので迅速な薬物の放出のためには有利であるが、薬物の徐放などの他の薬物放出の制御のためには、必ずしも最良の選択ではない。
【0007】
錠剤の機械的強度は、錠剤が、あとに続く操作手順に耐えることが出来ることを確かめるための品質制御パラメータとして使用される。圧縮された従来の錠剤とは異なり、3DPによって作られた錠剤は、液体結合剤によって結合された単純な粗い粉末であるので、3DPによって作られた錠剤は、機械的性能が不十分である。
【0008】
少ない用量が治療効果のために必要とされる非常に強力な薬物に対して、3DPは有効であるが、新しい化学的存在の大部分、および多くの既存の薬物粒子は、溶解性が低いか、または親油性である。所望の治療効果を達成するために、3DP製造において、多くの用量が、必要とされる場合が多い。積層粉末における限られた隙間、薬物の溶解性の低さ、およびDDDの寸法が、十分な薬物負荷を有するDDDの製造における3DPの不利な点である。
【0009】
さらに、溶媒ベースの水溶性インクを用いた3DPの従来的な使用は、DDDのための支援材料として余分の粉末を必要とする。さらに、溶媒ベースの水溶性インクは、水または溶媒を乾燥させるために他の手段を必要とし、噴射された材料のうちの5%未満が、最終的なDDDにおいて使用される。
【発明の概要】
【0010】
本開示のいくつかの態様に従って、方法が開示される。その方法は、薬物送達デバイス(DDD)の少なくとも一部分の1つ以上の層を形成することを含むことが出来、その層は、三次元印刷(3DP)システムの1つ以上のノズルを介して1つ以上のDDD成分を排出することによって形成され、その1つ以上のDDD成分は、1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される。
【0011】
本開示のいくつかの態様に従って、薬物送達デバイス(DDD)の少なくとも一部分の1つ以上の層を形成する方法が記載される。その方法は、基材を提供することと、1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される1つ以上のDDD成分を提供することと、基材に第1の層を形成するために、1つ以上の薬学的に適合性の相転移インクの第1の部分を1つ以上のノズルによって排出することと、第1の層を覆って第2の層を形成するために、薬学的に適合性の相転移インクの第2の部分を1つ以上のノズルによって排出することとを含んでもよい。
【0012】
いくつかの態様において、3DPシステムは、1つ以上のコントローラによって制御されるように備え付けられた1つ以上のノズルを含んでもよい。1つ以上のノズルは、1つ以上のDDD成分レザバに貯蔵されたDDD成分を投与することが出来る。1つ以上のDDD成分は、1つ以上の原薬(API)、1つ以上の賦形剤、または1つ以上のAPIと1つ以上の賦形剤との両方を含んでもよい。レザバはまた、他の成分を含んでもよく、例えば、ノズルによって投与される着色剤、染料、または顔料を含んでもよいが、それらには限定されない。
【0013】
いくつかの実施形態において、相転移インクは、例えば、40℃〜200℃の相転移温度、さらに詳細には、60℃〜120℃の相転移温度を有してもよいが、それらには限定されない。いくつかの態様において、相転移インクは、室温において固体であることが出来、相転移温度よりも高い温度において流体であることが出来る。いくつかの態様において、相転移インクは、噴射温度において、例えば、0.5cp〜50cpの粘度、さらに詳細には、5cp〜20cpの粘度を有することが出来るが、それらには限定されない。
【0014】
いくつかの態様において、例えば、錠剤などの製品であるが、それには限定されない製品が、そのプロセスによって形成されてもよい。例えば、錠剤などのDDDは、DDDが、特定の処置および/または特定の患者に対する特定の放出速度のために調整されるような様々な特性、例えば、線形薬物放出プロフィール、パルス状薬物放出プロフィール、1つ以上の病気の部位を特異的に標的化する標的化放出プロフィール、速崩壊性錠剤(FDT)プロフィール、単一の薬物または複数の薬物の制御放出プロフィール、液体部分を有するDDD、および個別化された他の薬物プロフィールなどを有してもよいが、様々な特性は、それらには限定されない。
【0015】
いくつかの態様において、方法は、コンピュータで援助される設計のコントローラによって排出を制御することを含んでもよい。コントローラは、例えば、ハードウェア、ソフトウェア、またはハードウェアとソフトウェアとの組み合わせなどの様々な方法で実装されてもよいが、様々な方法は、それらには限定されない。
【0016】
いくつかの態様において、DDDは、3DPシステム、およびコンピュータで援助される設計のコントローラを用いて足場型構造を印刷することによって形成されてもよい。足場型構造は、さらに個人化された患者治療処置を提供する別の薬物放出特性を有する様々なDDDが形成されるのを可能にすることが出来る。
【0017】
いくつかの態様において、方法は、DDDの1つ以上の層を乾燥させることを含んでもよい。乾燥させることは、温度制御された1つ以上のデバイスから熱を加えることを含んでもよい。温度制御されたデバイスは、例えば、オーブン、赤外線周波数またはマイクロ波周波数において放熱するように配置された装置を含んでもよいが、それらには限定されない。1つ以上の層の形成プロセスの間にDDDを乾燥または加熱することが、より堅実なDDDを提供することが出来る。
【0018】
いくつかの態様において、1つ以上の賦形剤は、蜜蝋、ラノリン、鯨蝋、セラック蝋、ミンク蝋を含む動物蝋と、りんご皮蝋、オレン皮蝋、アボカド蝋、ブラジルロウヤシ蝋、木蝋、カストリウム蝋、キャンデリラ蝋、ヤマモモ蝋、アフリカハネガヤ蝋、ホホバ蝋、オウリキュリー蝋、米ぬか蝋、大豆蝋、セチルエステル、パーム核蝋、使用済み穀物粒蝋、ひまわり蝋などを含む植物蝋と、セレシン、モンタン蝋、オゾケライト、泥炭蝋などを含む鉱物蝋と、微晶質蝋、パラフィン、ワセリンなどを含む石油蝋と、ポリエチレン蝋、PEG蝋、フィッシャー−トロプシュ合成蝋などを含む合成蝋と、ソルビトール、マルチトール、キシリトールなどを含む糖アルコールと、ステアリン酸亜鉛、タガトース、スクロース、ラフィノース、ポビドン、トリグリセリドなどを含む他の低融点物質およびそれらの誘導体と、を含むことができるが、これらに限定されない。
【0019】
いくつかの態様において、形成することは、DDDの中の所定の位置に、所定の量の1つ以上のDDD成分を配置することによって1つ以上のDDD成分の空間分布を制御することを含んでもよい。空間分布は、一定の薬物放出速度を有するAPIの空間分布でDDDを生成するように制御されることが出来る。
【0020】
いくつかの態様において、1つ以上の層を有するDDDが、複数層のシェルとして形成される。バッファ領域が、APIに対して所定の遅延放出時間を有するDDDを生成するように、複数層のシェルの間に形成されてもよい。保護被膜を提供するように配置される外側シェルが、DDDに形成されてもよい。保護被膜は、ポリマーおよび様々な他の成分を含んでもよく、様々な他の成分は、pHに依存した溶解度を有する成分、膨張速度、溶解速度、もしくは腐食速度の遅い成分またはpHに依存した膨張速度、溶解速度、もしくは腐食速度を有する成分を含んでもよいが、それらには限定されない。保護被膜は、生体接着特性を有するポリマーを含んでもよい。保護被膜は、ヒトの結腸において、例えば、微生物酵素によって分解可能である被膜を含んでもよいが、微生物酵素には限定されないものによって分解可能である被膜を含んでもよい。
【0021】
本開示の態様に従って、1つ以上の原薬と1つ以上の賦形剤とを収容するように配置された複数のレザバを含む三次元印刷装置を含むシステムが記述される。1つ以上の原薬および1つ以上の賦形剤は、相転移インクである。システムはまた、複数のレザバと連絡するように配置され、1つ以上の原薬および1つ以上の賦形剤を基材に噴射するように配置された複数のノズルと、噴射された1つ以上の原薬および噴射された1つ以上の賦形剤を受け入れるように配置された基材と、薬物送達デバイスを生成するように、複数のレザバおよび複数のノズルの動作を制御するように構成されたコントローラとを含む。
【0022】
本開示の態様に従って、薬物送達デバイスが、記述され、薬物送達デバイスは、1つ以上の相転移インクを備える固体マトリックスと、固体マトリックス全体に分散された1つ以上の原薬とを含んでもよい。
【0023】
本開示の態様に従って、1つ以上の相転移インクを備える固体マトリックスと、固体マトリックス全体に分散された1つ以上の原薬とを含む薬物送達デバイスが、記述される。
【図面の簡単な説明】
【0024】
【図1】図1は、本開示の複数の態様に従った、例示的な三次元印刷システムを示す図である。
【図2】図2は、本開示の複数の態様に従った、例示的な薬物送達デバイスを示す図である。
【図3】図3は、本開示の複数の態様に従った、別の薬物送達デバイスを示す図である。
【図4】図4は、本開示の複数の態様に従った、別の薬物送達デバイスを示す図である。
【発明を実施するための形態】
【0025】
本開示の態様に従って、インクジェット技術が、紛体層を用いることなく三次元で、個人化された錠剤を含む様々な薬物送達デバイス(DDD)を直接印刷するために使用される。相転移インクと、薬学的に適合性である水溶性/溶媒インクとが、DDDのための基本的な構築材料として使用される。原薬(API)と賦形剤とが、これらのインクに溶解または分散される。単一または複数のインクの液滴が配置される場所および量を制御することによって、DDDにおける局所的な微細構造と組成とが、特定の薬物放出プロフィールと、所望の物理的特性とを達成するように調整される。同様に、単一のDDDにおける、薬物量、放出速度、そして多薬剤ですら、異なる個人の要求を満たすように合わせることが出来る。
【0026】
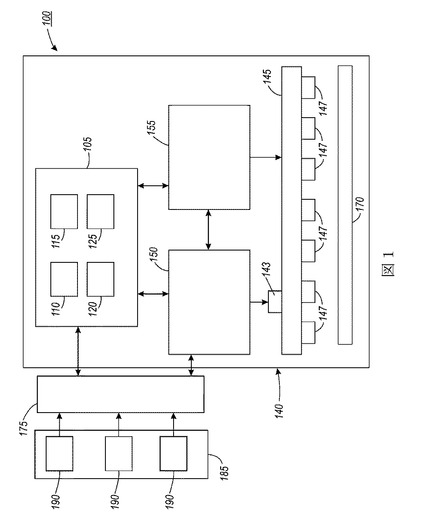
図1は、本開示の例示的な実施形態に従った、3Dプリンタシステム100のブロック図である。3Dプリンタシステム100は、例えば、コントローラ105と、印刷装置140と、レザバ装置185またはレザバアレイ190などの1つ以上の三次元モデリング材料供給源とを含んでもよい。
【0027】
コントローラ105は、例えば、プロセッサ110と、メモリユニット115と、ソフトウェアコード120と、通信ユニット125とを含んでもよい。他の構成が、コントローラまたは制御ユニットのために使用されてもよい。制御機能は、ユニット全体にわたって散在されてもよく、制御機能の全てが、システム100の中に存在しなくてもよい。例えば、パーソナルコンピュータもしくはワークステーションなどの別個のユニット、またはレザバなどの供給源の中の処理ユニットが、何らかの制御能力、または何らかの貯蔵能力を提供してもよい。例えば、通信ユニット125は、コントローラ105と印刷装置140との間で、および/またはコントローラ105と1つ以上のレザバ装置185もしくはレザバアレイ190との間で、データおよび命令の転送を可能にしてもよい。
【0028】
印刷装置140は、例えば、薬物送達デバイスを構築するために材料の液滴を排出する1つ以上の個々の印字ヘッドを含むことが出来る印字ヘッド145と、レザバから印字ヘッドに材料を送達する材料送達コントローラ150と、印刷トレイ170と、印字ヘッドおよび印刷トレイの両方の運動および場所を制御する運動コントローラ155と、バルブマトリックス175などの一組のバルブ(その組は、1つの部材を含んでもよい)と、薬物送達デバイスの各層の表面を水平にするレベラ(図示せず)と、薬物送達デバイスの各層を硬化させるか、または固定する硬化器(図示せず)と、その他任意の適切なコンポーネントとを含んでもよい。印字ヘッド145は、材料を噴射するためのバッファとして働く小さいインク貯蔵ユニット143をさらに含んでもよい。印刷装置140は、コンポーネントの他の適切な組み合わせを含んでもよい。
【0029】
レザバ装置185などの材料供給源は、印刷装置140の中に、または印刷装置140の外に置かれてもよく、印刷装置140に接続された別個のユニットに置かれてもよい。1つ以上のレザバアレイ190は、印刷装置140に接続可能な1つ以上の独立したユニットに置かれてもよい。1つ以上のレザバ装置185および/またはレザバアレイ190は、例えば、構築材料を運ぶチューブを介して、バルブ175または他のバルブの組に接続されてもよい。レザバ装置185および/またはレザバアレイ190は、1つ以上のレザバにおけるモデリング材料の状態を決定するために、各レザバに対して1つ以上のセンサ(図示せず)を含んでもよい。レザバ装置185は、3Dの物体を印刷するために、例えば、印刷装置140によって使用されるためのモデル材料および/または支援材料を提供してもよい。レザバは、例えば、カートリッジ、貯蔵タンク、詰め替え可能な内部タンク、バッグ、または外部ケーシングのない他のユニットなどの任意の適切な材料供給ユニットであり得る。1つ以上のセンサ(図示せず)は、レザバ装置185の一部であってもよい。
【0030】
1つ以上のレザバアレイが、APIと、結合剤、希釈剤、減速剤、崩壊剤、および潤滑剤などの賦形剤(薬学的に不活性な成分)と、を含むことが出来る薬学的に適合性の相転移インクを含むことが出来る。本開示のいくつかの態様において、相転移インクは、室温においては固体であることが出来、DDDの足場またはDDD全体をも形成するために、より高い温度においては噴射可能な液体になることが出来る。本明細書において使用されるように、「相転移インク」という語句は、排出のために液体の状態で保持されるが、DDDへの塗布の際に凝固するインクを意味する。相転移インクは、40℃〜200℃における液体から固体への相転移である相転移温度を有してもよい。いくつかの態様において、相転移温度は、60℃〜120℃であってもよい。相転移インクによって形成されたDDDは、例えば、1重量%未満であるが、それには限定されない破砕性値、例えば、3kg〜20kgであるが、それには限定されない破砕強度、例えば、0.3MPa〜5MPaであるが、それには限定されない引張強度、例えば、0.1〜0.7であるが、それには限定されない脆性破壊指数を含む機械的特性を25℃において有することが出来る。噴射粘度は、0.5cP〜50cPであり得る。薬学的に適合性のさらなる相転移インク、または水溶性/溶媒インクが、DDDの内部構造および組成の制御を補助するために印字ヘッド145によって噴射されるように、レザバ装置185および/またはレザバアレイ190に貯蔵されてもよい。
【0031】
いくつかの態様において、水溶性/溶媒インクが、使用された場合には、1つ以上の層が、印刷された後に、素早い乾燥プロセスが必要とされ得る。APIおよび賦形剤は、これらのインクに溶解または分散される。例えば、水溶性/溶媒インクは、溶解性APIまたは賦形剤を含むことが出来、蝋ベースの相転移インクは、親油性のAPIおよび賦形剤を含むことが出来、不溶性薬物粒子は、これらのインクのうちの1つに分散されることが出来る。着色剤、染料、または顔料もまた、これらのインクに添加されてもよい。賦形剤はまた、相転移インクによって完全に交換されてもよい。賦形剤は、機械的強度もしくは構造の改善、または特別なDDDの目的を要求する環境下で使用される。DDDを製造するために必要とされる特性を有するインク成分は、FDAによって既に承認されたものを含み、当業者には明らかである。
【0032】
DDDにおける薬物濃度に関する空間分布は、液滴を含有する特定の量のAPIを特定の位置に正確に配置することによって達成されることが出来る。薬物放出プロフィールと、硬さ、もろさ、多孔性などのDDDの機械的特性とは、DDDにおいて所望の構造、幾何形状、および組成を形成するように三次元で1つ以上のインクの液滴をパターニングすることによって制御されることが出来る。色の見え、湿気、酸化、および光に対する耐性、ならびにDDDの表面仕上げが、もっとも外側の層に特別な被覆インクを印刷することによって達成されることが出来る。さもなければ、従来の被覆プロセスが、DDDを被覆するために後で使用されてもよい。薬物の名称、用量、バーコード、またはQRコード(登録商標)もまた、識別する目的のために錠剤の外側に印刷されてもよい。
【0033】
コントローラ105は、ステレオリソグラフィ(STL)の形式のCADデータなどの、物体またはモデルを表すコンピュータ・オブジェクト・データ(COD)を利用してもよい。他のデータタイプまたは他のデータフォーマットが、使用されてもよい。コントローラ105は、3Dの物体を印刷するために、そのようなデータを、3Dプリンタシステム100中の様々なユニットに対する命令に変換してもよい。コントローラ105は、印刷装置140の内側、または印刷装置100の外側に配置されてもよい。コントローラ105は、印刷システム100の外側に配置されてもよく、そして、例えば、有線で、および/またはワイヤレス通信を使用して印刷システム100と通信してもよい。いくつかの実施形態において、コントローラ105は、CADシステムを含んでもよい。代替の実施形態において、コントローラ105は、部分的には、3Dプリンタシステム100の外部にあってもよい。例えば、外部制御ユニットまたは外部処理ユニット(例えば、パーソナルコンピュータ、ワークステーション、コンピュータ計算プラットフォーム、または他の処理デバイス)が、印刷システムを制御する能力の一部または全部を提供してもよい。
【0034】
いくつかの実施形態において、印刷ファイル、または印刷データの他の収集物が、例えば、3Dプリンタシステム100に接続されたコンピュータ計算プラットフォームによって、準備および/または提供および/またはプログラミングされてもよい。印刷ファイルは、例えば、構築される3Dの物体に応じて、印字ヘッド145の1つ以上のノズル147の動き、および作動および/または停止によって、例えば、構築材料の堆積の順序および構成を決定するために使用されてもよい。
【0035】
コントローラ105は、ハードウェアおよび/またはソフトウェアの任意の適切な組み合わせを使用して実装されてもよい。いくつかの実施形態において、コントローラ105は、例えば、プロセッサ110と、メモリ115と、ソフトウェアまたは動作命令120とを含んでもよい。プロセッサ110は、例えば、中央処理装置(CPU)、マイクロプロセッサ、「コンピュータ・オン・ア・チップ」、マイクロコントローラなどの従来のデバイスを含んでもよい。メモリ115は、ランダム・アクセス・メモリ(RAM)、読み取り専用メモリ(ROM)、または他の格納デバイスなどの従来のデバイスを含んでもよく、CD−ROM、またはハードディスクなどのマスストレージを含んでもよい。コントローラ105は、パーソナルコンピュータ、デスクトップコンピュータ、モバイルコンピュータ、ラップトップコンピュータ、サーバコンピュータ、またはワークステーションなどのコンピュータ計算デバイスに含まれても、それらを含んでもよい(従って、コントローラ105の機能のいくつかまたは全部が、3Dプリンタシステム100の外部にあってもよい)。コントローラ105は、他の構成のものであってもよく、他の適切なコンポーネントを含んでもよい。
【0036】
コントローラ105は、1つ以上の材料供給源からデータを受信し、そして、例えば、印刷レザバなどの印刷材料源からの材料の抽出または流れを制御することによって印刷装置140への構築材料の供給を制御してもよい。例えば、コントローラ105は、構築材料、すなわち、1つ以上の物体を構成するために必要とされる材料に関する材料パラメータと、1つ以上のレザバにおける材料に関する供給パラメータとをコンピュータ計算するために1つ以上の供給源における構築材料の状態に関連するデータを処理するために、ソフトウェアコード120を使用してもよい。例えば、材料の状態のデータは、1つ以上の供給源における構築材料の種類、体積、質量、または他の測定単位、他の品質、他の状態などを示してもよい。例えば、材料パラメータは、印刷の使用中における生産力などを示してもよい。例えば、必要とされる材料のコンピュータ計算は、1つ以上の材料供給源からどの程度の材料が、1つ以上の物体を構成する際に使用され得るかを示してもよい。例えば、供給パラメータは、印刷されている特定の物体に関する印刷装置140の要求によって、(例えば、物体の構築の間の供給源の切り替えの必要性を防ぐために)少なくとも1つの選択されたレザバまたは他のレザバから構築材料を使用するか否か、1つ以上のレザバから構築材料をいつ抽出するか、そして、任意の所与の時間において1つ以上のレザバからどの程度の構築材料を抽出するかをコントローラ105および/または1つ以上のオペレータによって示しても、それらを決定するのを補助してもよい。コントローラ105は、印刷装置140の様々なコンポーネント、1つ以上のレザバ装置185、および1つ以上のレザバアレイ190に適切に結合および/または接続されてもよい。例えば、コントローラ105は、バルブ、ポンプ、スイッチ、圧縮または膨張デバイス、運動ユニット、送達ユニット、レベリングデバイス、硬化デバイス、またはその他任意のシステムコンポーネントを制御してもよい。
【0037】
本開示のいくつかの態様において、後処理が、DDDに対して使用されることが出来る。インクの液滴は、DDDにおいて十分に融合されないかもしれない。なぜならば、一滴の溶融液滴が、他の凝固した液滴、または部分的に凝固した液滴に衝突したときには、液滴は、同じ条件ではないからである。液滴と液滴との接点をわずかに溶融させることが、凝集力を増加させ、結果として、DDDの機械的強度を増加させる。いくつかの態様において、温度を制御された装置、例えば、オーブンが、DDDの内部構造を破壊することなく液滴を溶融するようにDDDを加熱するために使用されてもよい。代替え案は、DDDを内部で加熱するために、パルス状マイクロ波を使用することである。水溶性/溶媒インクが、使用される場合には、DDDの乾燥は、真空の条件で、または空気/気体の流れが循環する条件で、熱い空気熱、マイクロ波、および赤外線を適用することによって行われてもよい。
【0038】
異なる種類および/またはプロフィールのDDDが、図1のシステムを使用して作られてもよい。第1の例として、線形薬物放出DDDが、製造されてもよい。この例において、一方がAPIを含有する2種類の相転移インクは、DDDが腐食すると、一定の薬物放出速度(線形薬物放出プロフィール)をもたらす所望のAPI空間分布を有するDDDを構成するように交互に噴射されることが出来る。所与の時間における薬物放出速度は、DDDの全表面積と表面層における薬物濃度との積に比例する。DDDが、消化管において腐食されると、薬物放出速度は一定なので、より表面積が少なくなったことを相殺するために、薬物濃度は、増加されなければならない。必要とされるAPI空間濃度は、DDDの形状と、どのようにDDDが腐食されるかに依存する。
【0039】
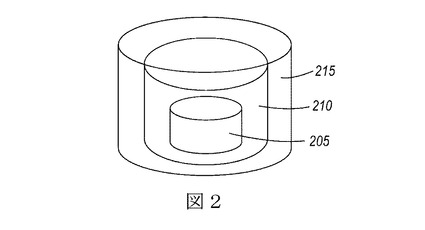
第2の例として、パルス状DDDが、製造されてもよい。図2に示されるような、パルス状薬物放出プロフィールが、本発明者等の方法を使用して複層のコア−シェル構造DDDによって達成されることが出来る。コア−シェル構造DDDにおいて、バッファ領域210が、所望の遅延放出時間を作るために、コア205とシェル215との間に形成されることが出来る。同様に、多重パルス状放出DDDもまた、DDDにおいて、薬物の豊富な隔離された層または領域を確立することによって容易に調製されることが出来る。
【0040】
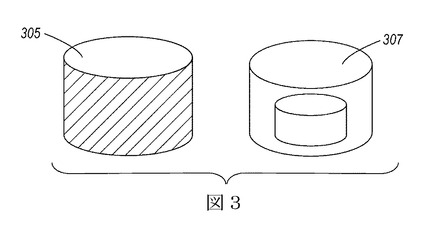
第3の例として、標的化DDDが、図3に示されるように製造されてもよい。病気の部位に特異的に薬物を標的化することの利点は、全身的な副作用の発生を減少させることと、薬物の用量をより少なくすることと、薬物が必要とされる時にだけ、生体相に薬物を供給することと、標的部位の出来るだけ近くに、完全なままの形態で維持されることとを含むことが出来る。例えば、結腸を標的化したDDDは、保護被膜305または保護外側層307を形成するように、DDD表面に特別なインクを噴射することによって実装されてもよい。これらの被覆インクは、pHに依存した溶解度を有するポリマー、膨張速度、溶解速度、もしくは腐食速度の遅いポリマーまたはpHに依存した膨張速度、溶解速度、もしくは腐食速度を有するポリマー、ヒトの結腸において微生物酵素によって分解可能であるポリマー、および生体接着特性を有するポリマーを含んでもよい。
【0041】
第4の例として、速崩壊性錠剤が、製造されてもよい。速崩壊性錠剤(FDT)は、APIを容易に投与するために、水を追加することなく口の中で溶解または崩壊する錠剤である。FDTの利点は、飲み込むことが困難な患者に投与することと、薬物の吸収がより迅速であることと、患者に対する利便性と、患者に対する適合性の改善とを含む。湿潤性と膨潤比とが高い賦形剤を有するインクが、相転移インクに加えて、FDTを構築するための主要な材料として使用されてもよい。FDTの内部構造と組成とは、最大の多孔性を獲得し、条件を満たした機械的強度を維持するように最適化される。形成された錠剤は、多孔性と湿潤性とに影響を与えることなく、必要以上の水/溶媒を取り除き、機械的強度を改善するための後処理を必要としてもよい。最終的な錠剤は、錠剤に速く吸収する特性または錠剤を速く湿潤する特性、および速く溶解するために錠剤を小片に崩壊させる特性を有する。いくつかの態様において、FDT錠剤は、中空の空間をいくつか有する強いシェルを作成することによって製造されてもよく、中空の空間においては、APIを含有する粗い粒子または流体が、液滴によって形成される。
【0042】
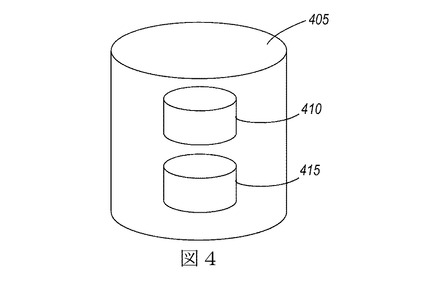
第5の例として、単一のDDDにおいて多薬剤を制御放出するものが、図4に示されるように製造されてもよい。組み合わせの剤型は、単一の剤型よりも、内科患者にとって便利である傾向にある。多くの場合に、多剤療法を用いた様々な疾患の処置は、各薬物に対して異なる放出速度を必要とし得る。異なるモデルまたは異なる速度において薬物を放出するために別個の領域を有することが出来る複数の薬物410、415を組み合わせる単一の剤型405が、製造されることが出来る。いくつかの態様において、余分の印字ヘッド145が、レザバ装置185および/またはレザバアレイ190における異なる薬物を含有するインクを排出するために追加されてもよい。いくつかの態様において、各薬物の放出プロフィールは、上記で記載されたような単一薬物DDDと同じ方法で達成されてもよい。
【0043】
第6の例として、液体含有DDDが、製造されてもよい。1つ以上のAPI含有液体材料が、固体製剤内部の小さな閉じたポケットの内部に密封されることが出来、これが、例えば、単一のDDDにおける、水溶性APIおよび/または溶媒溶解性API、および/または親油性API、および/または不溶性APIなどのAPIの選択にさらに柔軟性を与えることが出来、薬物の吸収を改善する。
【0044】
第7の例として、個人化DDDが、製造されてもよい。薬物含有量、放出速度、そして単一のDDDにおける多薬剤もが、異なる個人の要求を満たすように合わされることが出来る。いくつかの態様において、薬物療法における個人化の方法、特に、本物のデザイナー薬を提供すること、ラピッドプロトタイピングおよび治験の新たな方法、ならびに独自の市場が、作り出されることが出来る。患者および薬剤師にとっての利点は、薬物療法システムがより良く管理されることと、個人用のシステムの解決策を提供することとである。医師にとっては、患者に特異的な量と薬物療法の組み合わせとを用いて、統一した「全体」として患者を処置することが、利点である。社会に対する全体的な影響は、医学的な反応がより良いことと、医師と患者との関係をより容易にすることと、患者の治療が全体的により良くなることとであり得る。このように、薬物療法を個人化することが、「デザイナー」薬を真に現実にすることに出来る。
【技術分野】
【0001】
本出願は、薬物送達デバイスに関し、さらに詳細には、薬物送達デバイスの直接的なインクジェット製造のための方法およびシステムに関する。
【背景技術】
【0002】
処方薬全体の約3分の2が、固体の剤型であり、これらのうちの半分が、圧縮された錠剤である。錠剤は、それらの医療目的や新しさに応じて、何ポンドも、または何トンも、ほとんど同じ方法で生成される。さらなるラピッドプロトタイピングや、市場に投入するまでの時間をさらに迅速にすることを達成するためのより良い方法に対する要求も存在する。従来の錠剤製造方法はまた、錠剤内部のAPIまたは賦形剤の微細構造や空間分布の優れた制御を必要とする新たな薬物送達デバイス(DDD)を作成することに関しては非常に限定されている。三次元印刷(3DP)は、新たな錠剤ベースのDDDを製造する代替的な手法を提供するが、紛体層の必要性、交差汚染の可能性、機械的強度の不十分さ、薬物負荷の低さが、この技術の問題である。
【0003】
現在、3DPで製造された錠剤に関して、いくつかの問題が存在する。3DPは、薄くて均一な粉末の層を配置することが出来る紛体層を必要とする。微細粉末は、結合剤の効果をより良くし、表面をより滑らかにし、形状をより小さくし、そして、薄く切る際の欠陥、例えば、段を付けることを排除するより薄い層を与えるので、微細粉末が、好ましい。しかしながら、微細粉末は、凝集に対する親和性、壁への付着、および流動性の不十分さにより、広がって滑らかな層になることが、困難である。これらの材料の性質に関する問題が、層内での不均一な稠密化をもたらし、結果として最終的な錠剤における不均一な稠密化をもたらす。さらに、落錘衝撃弾道排出および腐食もまた、微細粉末を使用するときには問題となる。
【0004】
結合剤液体は、粉末を通って移動する傾向があり、これが、ブリーディングと呼ばれる。結合剤の過度のブリーディングは、空間分解能が不十分であるので、粗い表面を形成し、意図した薬物放出に失敗する。
【0005】
各製造サイクルの後、錠剤は、紛体層から取り除かれ、未使用粉末の大部分を捨てる。廃棄物を最小化するために、未使用粉末を再利用することは、交差汚染の可能性をもたらし得る。微細粒子をきれいにするのは困難であるので、異なる粉末が製造の際に使用された時には、交差汚染は、さらに悪くなる。
【0006】
多くの薬物療法のために錠剤を作るには、粉末は、本質的には必要とされない。粉末ベースの固体の剤型は、崩壊および溶解が速いので迅速な薬物の放出のためには有利であるが、薬物の徐放などの他の薬物放出の制御のためには、必ずしも最良の選択ではない。
【0007】
錠剤の機械的強度は、錠剤が、あとに続く操作手順に耐えることが出来ることを確かめるための品質制御パラメータとして使用される。圧縮された従来の錠剤とは異なり、3DPによって作られた錠剤は、液体結合剤によって結合された単純な粗い粉末であるので、3DPによって作られた錠剤は、機械的性能が不十分である。
【0008】
少ない用量が治療効果のために必要とされる非常に強力な薬物に対して、3DPは有効であるが、新しい化学的存在の大部分、および多くの既存の薬物粒子は、溶解性が低いか、または親油性である。所望の治療効果を達成するために、3DP製造において、多くの用量が、必要とされる場合が多い。積層粉末における限られた隙間、薬物の溶解性の低さ、およびDDDの寸法が、十分な薬物負荷を有するDDDの製造における3DPの不利な点である。
【0009】
さらに、溶媒ベースの水溶性インクを用いた3DPの従来的な使用は、DDDのための支援材料として余分の粉末を必要とする。さらに、溶媒ベースの水溶性インクは、水または溶媒を乾燥させるために他の手段を必要とし、噴射された材料のうちの5%未満が、最終的なDDDにおいて使用される。
【発明の概要】
【0010】
本開示のいくつかの態様に従って、方法が開示される。その方法は、薬物送達デバイス(DDD)の少なくとも一部分の1つ以上の層を形成することを含むことが出来、その層は、三次元印刷(3DP)システムの1つ以上のノズルを介して1つ以上のDDD成分を排出することによって形成され、その1つ以上のDDD成分は、1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される。
【0011】
本開示のいくつかの態様に従って、薬物送達デバイス(DDD)の少なくとも一部分の1つ以上の層を形成する方法が記載される。その方法は、基材を提供することと、1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される1つ以上のDDD成分を提供することと、基材に第1の層を形成するために、1つ以上の薬学的に適合性の相転移インクの第1の部分を1つ以上のノズルによって排出することと、第1の層を覆って第2の層を形成するために、薬学的に適合性の相転移インクの第2の部分を1つ以上のノズルによって排出することとを含んでもよい。
【0012】
いくつかの態様において、3DPシステムは、1つ以上のコントローラによって制御されるように備え付けられた1つ以上のノズルを含んでもよい。1つ以上のノズルは、1つ以上のDDD成分レザバに貯蔵されたDDD成分を投与することが出来る。1つ以上のDDD成分は、1つ以上の原薬(API)、1つ以上の賦形剤、または1つ以上のAPIと1つ以上の賦形剤との両方を含んでもよい。レザバはまた、他の成分を含んでもよく、例えば、ノズルによって投与される着色剤、染料、または顔料を含んでもよいが、それらには限定されない。
【0013】
いくつかの実施形態において、相転移インクは、例えば、40℃〜200℃の相転移温度、さらに詳細には、60℃〜120℃の相転移温度を有してもよいが、それらには限定されない。いくつかの態様において、相転移インクは、室温において固体であることが出来、相転移温度よりも高い温度において流体であることが出来る。いくつかの態様において、相転移インクは、噴射温度において、例えば、0.5cp〜50cpの粘度、さらに詳細には、5cp〜20cpの粘度を有することが出来るが、それらには限定されない。
【0014】
いくつかの態様において、例えば、錠剤などの製品であるが、それには限定されない製品が、そのプロセスによって形成されてもよい。例えば、錠剤などのDDDは、DDDが、特定の処置および/または特定の患者に対する特定の放出速度のために調整されるような様々な特性、例えば、線形薬物放出プロフィール、パルス状薬物放出プロフィール、1つ以上の病気の部位を特異的に標的化する標的化放出プロフィール、速崩壊性錠剤(FDT)プロフィール、単一の薬物または複数の薬物の制御放出プロフィール、液体部分を有するDDD、および個別化された他の薬物プロフィールなどを有してもよいが、様々な特性は、それらには限定されない。
【0015】
いくつかの態様において、方法は、コンピュータで援助される設計のコントローラによって排出を制御することを含んでもよい。コントローラは、例えば、ハードウェア、ソフトウェア、またはハードウェアとソフトウェアとの組み合わせなどの様々な方法で実装されてもよいが、様々な方法は、それらには限定されない。
【0016】
いくつかの態様において、DDDは、3DPシステム、およびコンピュータで援助される設計のコントローラを用いて足場型構造を印刷することによって形成されてもよい。足場型構造は、さらに個人化された患者治療処置を提供する別の薬物放出特性を有する様々なDDDが形成されるのを可能にすることが出来る。
【0017】
いくつかの態様において、方法は、DDDの1つ以上の層を乾燥させることを含んでもよい。乾燥させることは、温度制御された1つ以上のデバイスから熱を加えることを含んでもよい。温度制御されたデバイスは、例えば、オーブン、赤外線周波数またはマイクロ波周波数において放熱するように配置された装置を含んでもよいが、それらには限定されない。1つ以上の層の形成プロセスの間にDDDを乾燥または加熱することが、より堅実なDDDを提供することが出来る。
【0018】
いくつかの態様において、1つ以上の賦形剤は、蜜蝋、ラノリン、鯨蝋、セラック蝋、ミンク蝋を含む動物蝋と、りんご皮蝋、オレン皮蝋、アボカド蝋、ブラジルロウヤシ蝋、木蝋、カストリウム蝋、キャンデリラ蝋、ヤマモモ蝋、アフリカハネガヤ蝋、ホホバ蝋、オウリキュリー蝋、米ぬか蝋、大豆蝋、セチルエステル、パーム核蝋、使用済み穀物粒蝋、ひまわり蝋などを含む植物蝋と、セレシン、モンタン蝋、オゾケライト、泥炭蝋などを含む鉱物蝋と、微晶質蝋、パラフィン、ワセリンなどを含む石油蝋と、ポリエチレン蝋、PEG蝋、フィッシャー−トロプシュ合成蝋などを含む合成蝋と、ソルビトール、マルチトール、キシリトールなどを含む糖アルコールと、ステアリン酸亜鉛、タガトース、スクロース、ラフィノース、ポビドン、トリグリセリドなどを含む他の低融点物質およびそれらの誘導体と、を含むことができるが、これらに限定されない。
【0019】
いくつかの態様において、形成することは、DDDの中の所定の位置に、所定の量の1つ以上のDDD成分を配置することによって1つ以上のDDD成分の空間分布を制御することを含んでもよい。空間分布は、一定の薬物放出速度を有するAPIの空間分布でDDDを生成するように制御されることが出来る。
【0020】
いくつかの態様において、1つ以上の層を有するDDDが、複数層のシェルとして形成される。バッファ領域が、APIに対して所定の遅延放出時間を有するDDDを生成するように、複数層のシェルの間に形成されてもよい。保護被膜を提供するように配置される外側シェルが、DDDに形成されてもよい。保護被膜は、ポリマーおよび様々な他の成分を含んでもよく、様々な他の成分は、pHに依存した溶解度を有する成分、膨張速度、溶解速度、もしくは腐食速度の遅い成分またはpHに依存した膨張速度、溶解速度、もしくは腐食速度を有する成分を含んでもよいが、それらには限定されない。保護被膜は、生体接着特性を有するポリマーを含んでもよい。保護被膜は、ヒトの結腸において、例えば、微生物酵素によって分解可能である被膜を含んでもよいが、微生物酵素には限定されないものによって分解可能である被膜を含んでもよい。
【0021】
本開示の態様に従って、1つ以上の原薬と1つ以上の賦形剤とを収容するように配置された複数のレザバを含む三次元印刷装置を含むシステムが記述される。1つ以上の原薬および1つ以上の賦形剤は、相転移インクである。システムはまた、複数のレザバと連絡するように配置され、1つ以上の原薬および1つ以上の賦形剤を基材に噴射するように配置された複数のノズルと、噴射された1つ以上の原薬および噴射された1つ以上の賦形剤を受け入れるように配置された基材と、薬物送達デバイスを生成するように、複数のレザバおよび複数のノズルの動作を制御するように構成されたコントローラとを含む。
【0022】
本開示の態様に従って、薬物送達デバイスが、記述され、薬物送達デバイスは、1つ以上の相転移インクを備える固体マトリックスと、固体マトリックス全体に分散された1つ以上の原薬とを含んでもよい。
【0023】
本開示の態様に従って、1つ以上の相転移インクを備える固体マトリックスと、固体マトリックス全体に分散された1つ以上の原薬とを含む薬物送達デバイスが、記述される。
【図面の簡単な説明】
【0024】
【図1】図1は、本開示の複数の態様に従った、例示的な三次元印刷システムを示す図である。
【図2】図2は、本開示の複数の態様に従った、例示的な薬物送達デバイスを示す図である。
【図3】図3は、本開示の複数の態様に従った、別の薬物送達デバイスを示す図である。
【図4】図4は、本開示の複数の態様に従った、別の薬物送達デバイスを示す図である。
【発明を実施するための形態】
【0025】
本開示の態様に従って、インクジェット技術が、紛体層を用いることなく三次元で、個人化された錠剤を含む様々な薬物送達デバイス(DDD)を直接印刷するために使用される。相転移インクと、薬学的に適合性である水溶性/溶媒インクとが、DDDのための基本的な構築材料として使用される。原薬(API)と賦形剤とが、これらのインクに溶解または分散される。単一または複数のインクの液滴が配置される場所および量を制御することによって、DDDにおける局所的な微細構造と組成とが、特定の薬物放出プロフィールと、所望の物理的特性とを達成するように調整される。同様に、単一のDDDにおける、薬物量、放出速度、そして多薬剤ですら、異なる個人の要求を満たすように合わせることが出来る。
【0026】
図1は、本開示の例示的な実施形態に従った、3Dプリンタシステム100のブロック図である。3Dプリンタシステム100は、例えば、コントローラ105と、印刷装置140と、レザバ装置185またはレザバアレイ190などの1つ以上の三次元モデリング材料供給源とを含んでもよい。
【0027】
コントローラ105は、例えば、プロセッサ110と、メモリユニット115と、ソフトウェアコード120と、通信ユニット125とを含んでもよい。他の構成が、コントローラまたは制御ユニットのために使用されてもよい。制御機能は、ユニット全体にわたって散在されてもよく、制御機能の全てが、システム100の中に存在しなくてもよい。例えば、パーソナルコンピュータもしくはワークステーションなどの別個のユニット、またはレザバなどの供給源の中の処理ユニットが、何らかの制御能力、または何らかの貯蔵能力を提供してもよい。例えば、通信ユニット125は、コントローラ105と印刷装置140との間で、および/またはコントローラ105と1つ以上のレザバ装置185もしくはレザバアレイ190との間で、データおよび命令の転送を可能にしてもよい。
【0028】
印刷装置140は、例えば、薬物送達デバイスを構築するために材料の液滴を排出する1つ以上の個々の印字ヘッドを含むことが出来る印字ヘッド145と、レザバから印字ヘッドに材料を送達する材料送達コントローラ150と、印刷トレイ170と、印字ヘッドおよび印刷トレイの両方の運動および場所を制御する運動コントローラ155と、バルブマトリックス175などの一組のバルブ(その組は、1つの部材を含んでもよい)と、薬物送達デバイスの各層の表面を水平にするレベラ(図示せず)と、薬物送達デバイスの各層を硬化させるか、または固定する硬化器(図示せず)と、その他任意の適切なコンポーネントとを含んでもよい。印字ヘッド145は、材料を噴射するためのバッファとして働く小さいインク貯蔵ユニット143をさらに含んでもよい。印刷装置140は、コンポーネントの他の適切な組み合わせを含んでもよい。
【0029】
レザバ装置185などの材料供給源は、印刷装置140の中に、または印刷装置140の外に置かれてもよく、印刷装置140に接続された別個のユニットに置かれてもよい。1つ以上のレザバアレイ190は、印刷装置140に接続可能な1つ以上の独立したユニットに置かれてもよい。1つ以上のレザバ装置185および/またはレザバアレイ190は、例えば、構築材料を運ぶチューブを介して、バルブ175または他のバルブの組に接続されてもよい。レザバ装置185および/またはレザバアレイ190は、1つ以上のレザバにおけるモデリング材料の状態を決定するために、各レザバに対して1つ以上のセンサ(図示せず)を含んでもよい。レザバ装置185は、3Dの物体を印刷するために、例えば、印刷装置140によって使用されるためのモデル材料および/または支援材料を提供してもよい。レザバは、例えば、カートリッジ、貯蔵タンク、詰め替え可能な内部タンク、バッグ、または外部ケーシングのない他のユニットなどの任意の適切な材料供給ユニットであり得る。1つ以上のセンサ(図示せず)は、レザバ装置185の一部であってもよい。
【0030】
1つ以上のレザバアレイが、APIと、結合剤、希釈剤、減速剤、崩壊剤、および潤滑剤などの賦形剤(薬学的に不活性な成分)と、を含むことが出来る薬学的に適合性の相転移インクを含むことが出来る。本開示のいくつかの態様において、相転移インクは、室温においては固体であることが出来、DDDの足場またはDDD全体をも形成するために、より高い温度においては噴射可能な液体になることが出来る。本明細書において使用されるように、「相転移インク」という語句は、排出のために液体の状態で保持されるが、DDDへの塗布の際に凝固するインクを意味する。相転移インクは、40℃〜200℃における液体から固体への相転移である相転移温度を有してもよい。いくつかの態様において、相転移温度は、60℃〜120℃であってもよい。相転移インクによって形成されたDDDは、例えば、1重量%未満であるが、それには限定されない破砕性値、例えば、3kg〜20kgであるが、それには限定されない破砕強度、例えば、0.3MPa〜5MPaであるが、それには限定されない引張強度、例えば、0.1〜0.7であるが、それには限定されない脆性破壊指数を含む機械的特性を25℃において有することが出来る。噴射粘度は、0.5cP〜50cPであり得る。薬学的に適合性のさらなる相転移インク、または水溶性/溶媒インクが、DDDの内部構造および組成の制御を補助するために印字ヘッド145によって噴射されるように、レザバ装置185および/またはレザバアレイ190に貯蔵されてもよい。
【0031】
いくつかの態様において、水溶性/溶媒インクが、使用された場合には、1つ以上の層が、印刷された後に、素早い乾燥プロセスが必要とされ得る。APIおよび賦形剤は、これらのインクに溶解または分散される。例えば、水溶性/溶媒インクは、溶解性APIまたは賦形剤を含むことが出来、蝋ベースの相転移インクは、親油性のAPIおよび賦形剤を含むことが出来、不溶性薬物粒子は、これらのインクのうちの1つに分散されることが出来る。着色剤、染料、または顔料もまた、これらのインクに添加されてもよい。賦形剤はまた、相転移インクによって完全に交換されてもよい。賦形剤は、機械的強度もしくは構造の改善、または特別なDDDの目的を要求する環境下で使用される。DDDを製造するために必要とされる特性を有するインク成分は、FDAによって既に承認されたものを含み、当業者には明らかである。
【0032】
DDDにおける薬物濃度に関する空間分布は、液滴を含有する特定の量のAPIを特定の位置に正確に配置することによって達成されることが出来る。薬物放出プロフィールと、硬さ、もろさ、多孔性などのDDDの機械的特性とは、DDDにおいて所望の構造、幾何形状、および組成を形成するように三次元で1つ以上のインクの液滴をパターニングすることによって制御されることが出来る。色の見え、湿気、酸化、および光に対する耐性、ならびにDDDの表面仕上げが、もっとも外側の層に特別な被覆インクを印刷することによって達成されることが出来る。さもなければ、従来の被覆プロセスが、DDDを被覆するために後で使用されてもよい。薬物の名称、用量、バーコード、またはQRコード(登録商標)もまた、識別する目的のために錠剤の外側に印刷されてもよい。
【0033】
コントローラ105は、ステレオリソグラフィ(STL)の形式のCADデータなどの、物体またはモデルを表すコンピュータ・オブジェクト・データ(COD)を利用してもよい。他のデータタイプまたは他のデータフォーマットが、使用されてもよい。コントローラ105は、3Dの物体を印刷するために、そのようなデータを、3Dプリンタシステム100中の様々なユニットに対する命令に変換してもよい。コントローラ105は、印刷装置140の内側、または印刷装置100の外側に配置されてもよい。コントローラ105は、印刷システム100の外側に配置されてもよく、そして、例えば、有線で、および/またはワイヤレス通信を使用して印刷システム100と通信してもよい。いくつかの実施形態において、コントローラ105は、CADシステムを含んでもよい。代替の実施形態において、コントローラ105は、部分的には、3Dプリンタシステム100の外部にあってもよい。例えば、外部制御ユニットまたは外部処理ユニット(例えば、パーソナルコンピュータ、ワークステーション、コンピュータ計算プラットフォーム、または他の処理デバイス)が、印刷システムを制御する能力の一部または全部を提供してもよい。
【0034】
いくつかの実施形態において、印刷ファイル、または印刷データの他の収集物が、例えば、3Dプリンタシステム100に接続されたコンピュータ計算プラットフォームによって、準備および/または提供および/またはプログラミングされてもよい。印刷ファイルは、例えば、構築される3Dの物体に応じて、印字ヘッド145の1つ以上のノズル147の動き、および作動および/または停止によって、例えば、構築材料の堆積の順序および構成を決定するために使用されてもよい。
【0035】
コントローラ105は、ハードウェアおよび/またはソフトウェアの任意の適切な組み合わせを使用して実装されてもよい。いくつかの実施形態において、コントローラ105は、例えば、プロセッサ110と、メモリ115と、ソフトウェアまたは動作命令120とを含んでもよい。プロセッサ110は、例えば、中央処理装置(CPU)、マイクロプロセッサ、「コンピュータ・オン・ア・チップ」、マイクロコントローラなどの従来のデバイスを含んでもよい。メモリ115は、ランダム・アクセス・メモリ(RAM)、読み取り専用メモリ(ROM)、または他の格納デバイスなどの従来のデバイスを含んでもよく、CD−ROM、またはハードディスクなどのマスストレージを含んでもよい。コントローラ105は、パーソナルコンピュータ、デスクトップコンピュータ、モバイルコンピュータ、ラップトップコンピュータ、サーバコンピュータ、またはワークステーションなどのコンピュータ計算デバイスに含まれても、それらを含んでもよい(従って、コントローラ105の機能のいくつかまたは全部が、3Dプリンタシステム100の外部にあってもよい)。コントローラ105は、他の構成のものであってもよく、他の適切なコンポーネントを含んでもよい。
【0036】
コントローラ105は、1つ以上の材料供給源からデータを受信し、そして、例えば、印刷レザバなどの印刷材料源からの材料の抽出または流れを制御することによって印刷装置140への構築材料の供給を制御してもよい。例えば、コントローラ105は、構築材料、すなわち、1つ以上の物体を構成するために必要とされる材料に関する材料パラメータと、1つ以上のレザバにおける材料に関する供給パラメータとをコンピュータ計算するために1つ以上の供給源における構築材料の状態に関連するデータを処理するために、ソフトウェアコード120を使用してもよい。例えば、材料の状態のデータは、1つ以上の供給源における構築材料の種類、体積、質量、または他の測定単位、他の品質、他の状態などを示してもよい。例えば、材料パラメータは、印刷の使用中における生産力などを示してもよい。例えば、必要とされる材料のコンピュータ計算は、1つ以上の材料供給源からどの程度の材料が、1つ以上の物体を構成する際に使用され得るかを示してもよい。例えば、供給パラメータは、印刷されている特定の物体に関する印刷装置140の要求によって、(例えば、物体の構築の間の供給源の切り替えの必要性を防ぐために)少なくとも1つの選択されたレザバまたは他のレザバから構築材料を使用するか否か、1つ以上のレザバから構築材料をいつ抽出するか、そして、任意の所与の時間において1つ以上のレザバからどの程度の構築材料を抽出するかをコントローラ105および/または1つ以上のオペレータによって示しても、それらを決定するのを補助してもよい。コントローラ105は、印刷装置140の様々なコンポーネント、1つ以上のレザバ装置185、および1つ以上のレザバアレイ190に適切に結合および/または接続されてもよい。例えば、コントローラ105は、バルブ、ポンプ、スイッチ、圧縮または膨張デバイス、運動ユニット、送達ユニット、レベリングデバイス、硬化デバイス、またはその他任意のシステムコンポーネントを制御してもよい。
【0037】
本開示のいくつかの態様において、後処理が、DDDに対して使用されることが出来る。インクの液滴は、DDDにおいて十分に融合されないかもしれない。なぜならば、一滴の溶融液滴が、他の凝固した液滴、または部分的に凝固した液滴に衝突したときには、液滴は、同じ条件ではないからである。液滴と液滴との接点をわずかに溶融させることが、凝集力を増加させ、結果として、DDDの機械的強度を増加させる。いくつかの態様において、温度を制御された装置、例えば、オーブンが、DDDの内部構造を破壊することなく液滴を溶融するようにDDDを加熱するために使用されてもよい。代替え案は、DDDを内部で加熱するために、パルス状マイクロ波を使用することである。水溶性/溶媒インクが、使用される場合には、DDDの乾燥は、真空の条件で、または空気/気体の流れが循環する条件で、熱い空気熱、マイクロ波、および赤外線を適用することによって行われてもよい。
【0038】
異なる種類および/またはプロフィールのDDDが、図1のシステムを使用して作られてもよい。第1の例として、線形薬物放出DDDが、製造されてもよい。この例において、一方がAPIを含有する2種類の相転移インクは、DDDが腐食すると、一定の薬物放出速度(線形薬物放出プロフィール)をもたらす所望のAPI空間分布を有するDDDを構成するように交互に噴射されることが出来る。所与の時間における薬物放出速度は、DDDの全表面積と表面層における薬物濃度との積に比例する。DDDが、消化管において腐食されると、薬物放出速度は一定なので、より表面積が少なくなったことを相殺するために、薬物濃度は、増加されなければならない。必要とされるAPI空間濃度は、DDDの形状と、どのようにDDDが腐食されるかに依存する。
【0039】
第2の例として、パルス状DDDが、製造されてもよい。図2に示されるような、パルス状薬物放出プロフィールが、本発明者等の方法を使用して複層のコア−シェル構造DDDによって達成されることが出来る。コア−シェル構造DDDにおいて、バッファ領域210が、所望の遅延放出時間を作るために、コア205とシェル215との間に形成されることが出来る。同様に、多重パルス状放出DDDもまた、DDDにおいて、薬物の豊富な隔離された層または領域を確立することによって容易に調製されることが出来る。
【0040】
第3の例として、標的化DDDが、図3に示されるように製造されてもよい。病気の部位に特異的に薬物を標的化することの利点は、全身的な副作用の発生を減少させることと、薬物の用量をより少なくすることと、薬物が必要とされる時にだけ、生体相に薬物を供給することと、標的部位の出来るだけ近くに、完全なままの形態で維持されることとを含むことが出来る。例えば、結腸を標的化したDDDは、保護被膜305または保護外側層307を形成するように、DDD表面に特別なインクを噴射することによって実装されてもよい。これらの被覆インクは、pHに依存した溶解度を有するポリマー、膨張速度、溶解速度、もしくは腐食速度の遅いポリマーまたはpHに依存した膨張速度、溶解速度、もしくは腐食速度を有するポリマー、ヒトの結腸において微生物酵素によって分解可能であるポリマー、および生体接着特性を有するポリマーを含んでもよい。
【0041】
第4の例として、速崩壊性錠剤が、製造されてもよい。速崩壊性錠剤(FDT)は、APIを容易に投与するために、水を追加することなく口の中で溶解または崩壊する錠剤である。FDTの利点は、飲み込むことが困難な患者に投与することと、薬物の吸収がより迅速であることと、患者に対する利便性と、患者に対する適合性の改善とを含む。湿潤性と膨潤比とが高い賦形剤を有するインクが、相転移インクに加えて、FDTを構築するための主要な材料として使用されてもよい。FDTの内部構造と組成とは、最大の多孔性を獲得し、条件を満たした機械的強度を維持するように最適化される。形成された錠剤は、多孔性と湿潤性とに影響を与えることなく、必要以上の水/溶媒を取り除き、機械的強度を改善するための後処理を必要としてもよい。最終的な錠剤は、錠剤に速く吸収する特性または錠剤を速く湿潤する特性、および速く溶解するために錠剤を小片に崩壊させる特性を有する。いくつかの態様において、FDT錠剤は、中空の空間をいくつか有する強いシェルを作成することによって製造されてもよく、中空の空間においては、APIを含有する粗い粒子または流体が、液滴によって形成される。
【0042】
第5の例として、単一のDDDにおいて多薬剤を制御放出するものが、図4に示されるように製造されてもよい。組み合わせの剤型は、単一の剤型よりも、内科患者にとって便利である傾向にある。多くの場合に、多剤療法を用いた様々な疾患の処置は、各薬物に対して異なる放出速度を必要とし得る。異なるモデルまたは異なる速度において薬物を放出するために別個の領域を有することが出来る複数の薬物410、415を組み合わせる単一の剤型405が、製造されることが出来る。いくつかの態様において、余分の印字ヘッド145が、レザバ装置185および/またはレザバアレイ190における異なる薬物を含有するインクを排出するために追加されてもよい。いくつかの態様において、各薬物の放出プロフィールは、上記で記載されたような単一薬物DDDと同じ方法で達成されてもよい。
【0043】
第6の例として、液体含有DDDが、製造されてもよい。1つ以上のAPI含有液体材料が、固体製剤内部の小さな閉じたポケットの内部に密封されることが出来、これが、例えば、単一のDDDにおける、水溶性APIおよび/または溶媒溶解性API、および/または親油性API、および/または不溶性APIなどのAPIの選択にさらに柔軟性を与えることが出来、薬物の吸収を改善する。
【0044】
第7の例として、個人化DDDが、製造されてもよい。薬物含有量、放出速度、そして単一のDDDにおける多薬剤もが、異なる個人の要求を満たすように合わされることが出来る。いくつかの態様において、薬物療法における個人化の方法、特に、本物のデザイナー薬を提供すること、ラピッドプロトタイピングおよび治験の新たな方法、ならびに独自の市場が、作り出されることが出来る。患者および薬剤師にとっての利点は、薬物療法システムがより良く管理されることと、個人用のシステムの解決策を提供することとである。医師にとっては、患者に特異的な量と薬物療法の組み合わせとを用いて、統一した「全体」として患者を処置することが、利点である。社会に対する全体的な影響は、医学的な反応がより良いことと、医師と患者との関係をより容易にすることと、患者の治療が全体的により良くなることとであり得る。このように、薬物療法を個人化することが、「デザイナー」薬を真に現実にすることに出来る。
【特許請求の範囲】
【請求項1】
薬物送達デバイス(DDD)の少なくとも一部分の1つ以上の層を形成する方法であって、
基材を提供することと、
1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される1つ以上のDDD成分を提供することと、
前記基材に第1の層を形成するために、前記1つ以上の薬学的に適合性の相転移インクの第1の部分を1つ以上のノズルによって噴出することと、
前記第1の層を覆って第2の層を形成するために、前記薬学的に適合性の相転移インクの第2の部分を前記1つ以上のノズルによって噴出することと
を包含する、方法。
【請求項2】
前記1つ以上のDDD成分は、1つ以上の原薬(API)、1つ以上の賦形剤、または両方を含む、請求項1に記載の方法。
【請求項3】
前記相転移インクは、室温で固体であり、相転移温度よりも高い温度で流体であり、そして、40℃と200℃との間の相転移温度を有する、請求項1に記載の方法。
【請求項4】
前記1つ以上の賦形剤は、蜜蝋、ラノリン、鯨蝋、セラック蝋、ミンク蝋を含む動物蝋と、りんご皮蝋、オレン皮蝋、アボカド蝋、ブラジルロウヤシ蝋、木蝋、カストリウム蝋、キャンデリラ蝋、ヤマモモ蝋、アフリカハネガヤ蝋、ホホバ蝋、オウリキュリー蝋、米ぬか蝋、大豆蝋、セチルエステル、パーム核蝋、使用済み穀物粒蝋、ひまわり蝋などを含む植物蝋と、セレシン、モンタン蝋、オゾケライト、泥炭蝋などを含む鉱物蝋と、微晶質蝋、パラフィン、ワセリンなどを含む石油蝋と、ポリエチレン蝋、PEG蝋、フィッシャー−トロプシュ合成蝋を含む合成蝋と、ソルビトール、マルチトール、キシリトールなどを含む糖アルコールと、ステアリン酸亜鉛、タガトース、スクロース、ラフィノース、ポビドン、トリグリセリドなどを含む他の低融点物質およびそれらの誘導体と、を含む群から選択される、請求項1に記載の方法。
【請求項5】
前記噴出することは、DDDの中の所定の位置に所定の量の前記1つ以上のDDD成分を配置することによって、前記1つ以上のDDD成分の空間分布を制御することを含む、請求項1に記載の方法。
【請求項6】
前記空間分布は、一定の薬物放出速度を有するAPIの空間分布を有するDDDを生成するように制御される、請求項5に記載の方法。
【請求項7】
前記1つ以上の層は、複数層シェルとして形成される、請求項1に記載の方法。
【請求項8】
APIに対する所定の遅延放出時間を有するDDDを生成するために、複数層シェルの間にバッファ領域を形成することをさらに備える、請求項7に記載の方法。
【請求項9】
保護被膜を提供するように配置されるDDDに層を形成することをさらに含み、前記保護被膜は、pHに依存した溶解度を有するポリマーおよび成分と、膨張速度、溶解速度、もしくは腐食速度の遅いポリマーおよび成分またはpHに依存した膨張速度、溶解速度、もしくは腐食速度を有するポリマーおよび成分と、生体接着特性のポリマー、ヒトの結腸において微生物酵素によって分解可能である生体分解性材料とからなる群から選択されるポリマーおよび成分を含む、請求項7に記載の方法。
【請求項10】
1つ以上の原薬と1つ以上の賦形剤とを収容するように配置された複数のレザバであって、前記1つ以上の原薬と前記1つ以上の賦形剤とは、相転移インクである、レザバと、
前記複数のレザバと連絡するように配置され、前記1つ以上の原薬および前記1つ以上の賦形剤を基材に噴射するように配置された複数のノズルと、
前記噴射された1つ以上の原薬および前記噴射された1つ以上の賦形剤を受け取るように配置された前記基材と、
薬物送達デバイスを生成するために、前記複数のレザバおよび前記複数のノズルの動作を制御するように構成されたコントローラと
を含む三次元印刷装置を備える、システム。
【請求項1】
薬物送達デバイス(DDD)の少なくとも一部分の1つ以上の層を形成する方法であって、
基材を提供することと、
1つ以上の薬学的に適合性の相転移インクにおいて溶解または分散される1つ以上のDDD成分を提供することと、
前記基材に第1の層を形成するために、前記1つ以上の薬学的に適合性の相転移インクの第1の部分を1つ以上のノズルによって噴出することと、
前記第1の層を覆って第2の層を形成するために、前記薬学的に適合性の相転移インクの第2の部分を前記1つ以上のノズルによって噴出することと
を包含する、方法。
【請求項2】
前記1つ以上のDDD成分は、1つ以上の原薬(API)、1つ以上の賦形剤、または両方を含む、請求項1に記載の方法。
【請求項3】
前記相転移インクは、室温で固体であり、相転移温度よりも高い温度で流体であり、そして、40℃と200℃との間の相転移温度を有する、請求項1に記載の方法。
【請求項4】
前記1つ以上の賦形剤は、蜜蝋、ラノリン、鯨蝋、セラック蝋、ミンク蝋を含む動物蝋と、りんご皮蝋、オレン皮蝋、アボカド蝋、ブラジルロウヤシ蝋、木蝋、カストリウム蝋、キャンデリラ蝋、ヤマモモ蝋、アフリカハネガヤ蝋、ホホバ蝋、オウリキュリー蝋、米ぬか蝋、大豆蝋、セチルエステル、パーム核蝋、使用済み穀物粒蝋、ひまわり蝋などを含む植物蝋と、セレシン、モンタン蝋、オゾケライト、泥炭蝋などを含む鉱物蝋と、微晶質蝋、パラフィン、ワセリンなどを含む石油蝋と、ポリエチレン蝋、PEG蝋、フィッシャー−トロプシュ合成蝋を含む合成蝋と、ソルビトール、マルチトール、キシリトールなどを含む糖アルコールと、ステアリン酸亜鉛、タガトース、スクロース、ラフィノース、ポビドン、トリグリセリドなどを含む他の低融点物質およびそれらの誘導体と、を含む群から選択される、請求項1に記載の方法。
【請求項5】
前記噴出することは、DDDの中の所定の位置に所定の量の前記1つ以上のDDD成分を配置することによって、前記1つ以上のDDD成分の空間分布を制御することを含む、請求項1に記載の方法。
【請求項6】
前記空間分布は、一定の薬物放出速度を有するAPIの空間分布を有するDDDを生成するように制御される、請求項5に記載の方法。
【請求項7】
前記1つ以上の層は、複数層シェルとして形成される、請求項1に記載の方法。
【請求項8】
APIに対する所定の遅延放出時間を有するDDDを生成するために、複数層シェルの間にバッファ領域を形成することをさらに備える、請求項7に記載の方法。
【請求項9】
保護被膜を提供するように配置されるDDDに層を形成することをさらに含み、前記保護被膜は、pHに依存した溶解度を有するポリマーおよび成分と、膨張速度、溶解速度、もしくは腐食速度の遅いポリマーおよび成分またはpHに依存した膨張速度、溶解速度、もしくは腐食速度を有するポリマーおよび成分と、生体接着特性のポリマー、ヒトの結腸において微生物酵素によって分解可能である生体分解性材料とからなる群から選択されるポリマーおよび成分を含む、請求項7に記載の方法。
【請求項10】
1つ以上の原薬と1つ以上の賦形剤とを収容するように配置された複数のレザバであって、前記1つ以上の原薬と前記1つ以上の賦形剤とは、相転移インクである、レザバと、
前記複数のレザバと連絡するように配置され、前記1つ以上の原薬および前記1つ以上の賦形剤を基材に噴射するように配置された複数のノズルと、
前記噴射された1つ以上の原薬および前記噴射された1つ以上の賦形剤を受け取るように配置された前記基材と、
薬物送達デバイスを生成するために、前記複数のレザバおよび前記複数のノズルの動作を制御するように構成されたコントローラと
を含む三次元印刷装置を備える、システム。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−254974(P2012−254974A)
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2012−111816(P2012−111816)
【出願日】平成24年5月15日(2012.5.15)
【出願人】(596170170)ゼロックス コーポレイション (1,961)
【氏名又は名称原語表記】XEROX CORPORATION
【Fターム(参考)】
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成24年5月15日(2012.5.15)
【出願人】(596170170)ゼロックス コーポレイション (1,961)
【氏名又は名称原語表記】XEROX CORPORATION
【Fターム(参考)】
[ Back to top ]