
蛇腹ゴムホースの製造方法及び蛇腹ゴムホース

【課題】樹脂内管,その外側の中間ゴム層,耐圧性をもたせるための補強層及び外面ゴム層を有する蛇腹ゴムホースを連続的に製造することが可能であり、生産性が高くて製造コストも安価となし得る蛇腹ゴムホースの製造方法を提供する。
【解決手段】蛇腹ゴムホース10の製造方法を、樹脂内管16を予め蛇腹管に且つ連続した長尺管10Aに成形する工程と、その後に樹脂内管16を芯体としてその外周面に中間ゴム層18を蛇腹形状に連続被覆して長尺管10Bを成形する工程と、その後において長尺管10Bの外周面に補強糸を連続的に編組して蛇腹形状の補強層20を有する長尺管10Cを成形する工程と、その後において長尺管10Cの外周面に外面ゴム層22を連続形成して長尺管10Dを成形する工程と、これを連続加硫した後、個々の蛇腹ゴムホース10に自動切断する切断工程とを含むものとする。
【解決手段】蛇腹ゴムホース10の製造方法を、樹脂内管16を予め蛇腹管に且つ連続した長尺管10Aに成形する工程と、その後に樹脂内管16を芯体としてその外周面に中間ゴム層18を蛇腹形状に連続被覆して長尺管10Bを成形する工程と、その後において長尺管10Bの外周面に補強糸を連続的に編組して蛇腹形状の補強層20を有する長尺管10Cを成形する工程と、その後において長尺管10Cの外周面に外面ゴム層22を連続形成して長尺管10Dを成形する工程と、これを連続加硫した後、個々の蛇腹ゴムホース10に自動切断する切断工程とを含むものとする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は自動車の配管用等として好適な蛇腹ゴムホースの製造方法及び蛇腹ゴムホースに関する。
【背景技術】
【0002】
従来より、ゴム層を主体として構成されたホースが自動車の配管用ホース等として広く使用されている。
このようなホースを用いる主たる目的は振動を吸収することにある。
例えば自動車のエンジンルーム内に配設される配管用ホースの場合、エンジン振動やエアコンのコンプレッサ振動(冷媒輸送用ホース、即ちエアコンホースの場合),車両の走行に伴って発生する各種の振動をホース部分で吸収し、ホースを介して接続されている一方の部材から他方の部材へと振動が伝達されるのを抑制する役割を担っている。
【0003】
この目的のためには、即ち良好な振動吸収性を確保するためにはこれら配管用ホースは一定の長さを必要とする。
特に燃料系や水系等の低圧用のホースに比べてオイル系(例えばパワーステアリング用ホース)や冷媒系(冷媒輸送用ホース)等の高圧用のホースではホース剛性が高い分、振動吸収,車室内への音,振動の伝播低減のための必要長さが長くなる。
例えば冷媒輸送用ホースの場合、その長さは接続しなければならない直線距離が200mmであったとしても、一般的に300〜600mmの長さのホースを用いて振動吸収や音,振動の伝播低減を行っている。
【0004】
しかしながらエンジンルーム内には各種の装置や部品がところ狭しと組み込まれており、特に近年にあってはエンジンルームが益々コンパクト化されて来ており、そのような中でそこに配設されるホース長が長いと、他との干渉を避けるためにホースの形状を複雑な曲り形状としておかなければならない。
【0005】
このような曲り形状のホース(曲りホース)の製造方法として、従来、図16及び図17に示すような曲げ型を用いた製造方法が行われている。
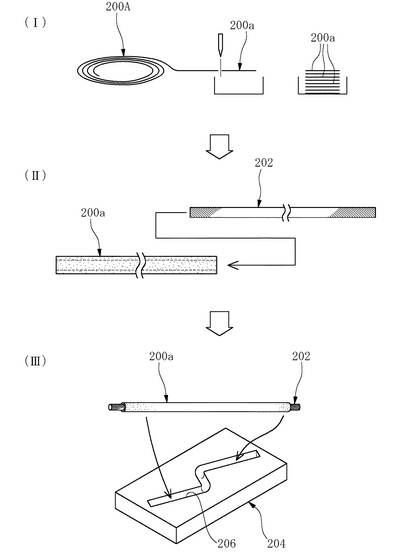
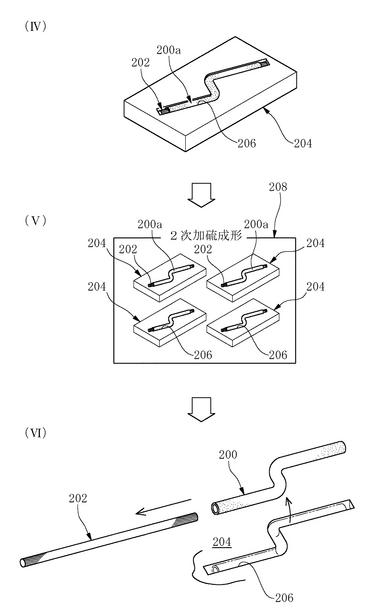
図示の製造方法では、未加硫のゴム材を押出機から長尺に連続押出しして、その後先ずこれを外観に傷が付かない程度に一旦半加硫しておき、そしてその半加硫状態の長尺のゴムホース200Aを、図16(I)に示しているように所定寸法で切断して1本ごとのゴムホース200aとする。
【0006】
その後、図16(II)に示しているように各半加硫状態の1本ごとのゴムホース200aの内部に扁平を抑制するため、挿入代のある可撓性のマンドレル(芯体)202を挿入し、その後図16(III)に示しているようにマンドレル202を挿入した状態で半加硫状態の1本ごとのゴムホース200aを、外枠型204の曲り形状且つ溝形状の凹所206にマンドレル202ごと曲げながら嵌め込む(図17(IV)参照)。
そして図17(V)に示しているように外枠型204ごとゴムホース200aを2次加硫炉208に入れて、そこでこれを所定時間かけて加熱し加硫処理を行う。
【0007】
そして加硫後のゴムホース200を、外枠型204とともに2次加硫炉208から取り出した上で、図17(VI)に示しているようにゴムホース200をマンドレル202ごと外枠型204から取り外し、更にそのゴムホース200からマンドレル202を抜き出す。
ここにおいて目的とする曲り形状のゴムホース200が得られる。
【0008】
しかしながらこの製造方法にあっては、半加硫状態のゴムホース200aへのマンドレル202の挿入作業,外枠型204への嵌込作業,加硫後のゴムホース200を外枠型204から取り出す作業,更にマンドレル202を抜き出す作業その他の作業を作業者が手作業で行わなければならず、連続生産のできないものであって生産性が悪く、必然的に製造コストが非常に高いものとなってしまう。
【0009】
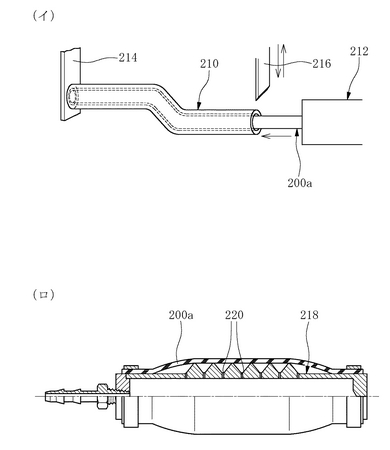
図18(イ)は下記特許文献1に開示された曲り形状のゴムホースの製造方法を示したもので、ここでは管状の曲げ型210を用い、押出機212から押し出した未加硫の直管状のゴムホース200aを、曲げ型210の内部に且つその先端がリミットスイッチ214に当るまで挿入し、その後カッタ216でこれを切断した上で、ゴムホース200aを曲げ型210ごと加硫炉に入れて所定時間かけて加熱を行い、加硫処理を行う。
しかしながらこの製造方法もまた、手作業にて加硫後のゴムホースを曲げ型210から抜き出すなど各種の作業が手作業とならざるを得ず、上記の製造方法と同様に連続生産が困難で生産性が悪く、製造コストも高いものとなってしまう。
【0010】
このようなことから、ホース形状が直線形状でしかも短尺であっても良好に振動吸収することのできるホースの開発が求められている。
ホースにおける振動吸収性を確保しながらこれを短尺化する手段として、ホースを蛇腹形状化することが考えられる。
ホースをこのような蛇腹形状としておけば、これを直線形状に成形した場合であっても、その可撓性を利用して自由に曲げた状態で配管することができ、しかも可撓性に優れていることから良好な振動吸収性も確保することができる。
【0011】
従来、この種蛇腹形状のゴムホースの製造方法の例が下記特許文献2,特許文献3等に開示されている。
図18(ロ)は、特許文献2に開示された製造方法を示したもので、ここでは外周形状が蛇腹形状を有するマンドレル型218を用い、未加硫状態のゴムホース200aをこのマンドレル型218に外装して、中空のマンドレル型218の吸引孔220を通じてゴムホース200aとマンドレル型218との間の空間を真空吸引し、その真空吸引力でゴムホース200aをマンドレル型218の外周面に密着させてその状態で加硫処理を行い、加硫後の形状を蛇腹形状となすものである。
【0012】
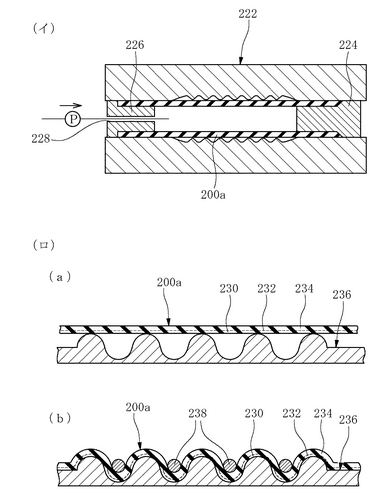
また図19(イ)は特許文献3に開示の製造方法を示したもので、断面円形且つ内周面が蛇腹形状に形成された外枠型222を成形型として用い、そしてその内部に直管状の未加硫状態のゴムホース200aを挿入して、両端部に密栓224,226を嵌めた上で、密栓226の吹込孔228からエアーをブローし、そのエアーの圧力でゴムホース200aを外枠型222の蛇腹形状部に密着させ、その状態でこれを加硫処理することによって、蛇腹形状の加硫後のゴムホースを得るといったものである。
しかしながらこれら図18(ロ),図19(イ)に示す製造方法もまた、ゴムホース200aを1本ずつ対応する成形型(マンドレル型218,外枠型222)を用いて所定の蛇腹形状に加工及び加硫処理するものであって、手作業に因らざるを得ず、連続生産が困難であって生産性が悪く、また製造コストが高くなるといった問題を内包している。
【0013】
ところで自動車の配管用ホース等として用いられるゴムホースは、例えば冷媒輸送用ホース等のように振動吸収性のほかに内部流体の不透過性が強く求められるものがあり、この要請に応えるためにゴムホースの内面層として樹脂内管を積層することが行われているが、上記の特許文献2,特許文献3に開示の製造方法は何れもゴム単体から成る蛇腹ゴムホースの製造方法を開示するにすぎないものであって、このような樹脂内管を有する複合ホースの製造方法については開示していない。
【0014】
更に、例えば冷媒輸送用ホース等にあっては振動吸収性,内部流体の不透過性のほかに耐圧性が求められ、このような耐圧性の求められるホースにあっては、通例、補強線材を編組して成る補強層を設けることが行われるが、蛇腹ゴムホースにあってこのような補強層を設ける場合、かかる補強層をも蛇腹形状に形成することが求められる。
補強層が蛇腹形状に正確に追従した断面波状をなしておらず、蛇腹形状の谷部において補強層がそこから浮いた状態にあると、補強層による補強効果がホース全長に亘って各部均一に及ぼされず、部分的に強度の弱い部分が生じて、そこから破断を生じてしまうといった問題を生ずる。
【0015】
また補強層が張力(テンション)の低い状態で編組されると、糸乱れの発生を誘起して耐圧性能の悪化につながるため、通常は糸乱れが発生しないようなレベルまで張力をかけて編組することが必要となるが、ホース内部は中空であり、内部に芯体のない状態では編組時にホースが潰れてしまうといった恐れがある。
このような課題に対して上記特許文献は何れもその解決手段を示してはいない。
【0016】
またこれら特許文献2及び特許文献3に開示の製造方法は、ゴムホース1本ごとにマンドレルや外枠型等の蛇腹形状成形のための成形型を用いるものであることから、蛇腹ゴムホースに補強層を設けるといったこと自体が困難である。
更にこのような補強層を有する蛇腹ゴムホースを製造するに際しては、各蛇腹ゴムホースを連続的に生産でき、生産性高く且つ低コストで製造できることが求められるが、これら課題に対して上記特許文献は何れもその解決手段を示してはいない。
【0017】
補強層を有する蛇腹ゴムホースの製造方法については、下記特許文献4にも開示がなされている。
図19(ロ)はこれを示したものである。
この製造方法は、内面ゴム層230と補強層232と外面ゴム層234とを有するゴムホースを製造するに際して、先ずこれを未加硫状態で直管状に成形しておき、そしてその直管状の未加硫状態のゴムホース200aの内部に、外周形状が蛇腹形状をなすマンドレル型236を挿入した後、ゴムホース200aを外周面から紐状体238で締め付けてこれをマンドレル型236の外周の蛇腹形状に沿わせ、その状態で加硫処理して、蛇腹形状をなす加硫後のゴムホースを得るものである。
【0018】
しかしながらこの製造方法では、蛇腹形状の谷部ごとに紐状体238の締付けを行って、各谷部ごとに未加硫状態の直管状のゴムホース200aを変形させる作業が必要であるとともに、ゴムホース200a1本ごとに対応したマンドレル型236を用いて蛇腹形状のゴムホースを製造するものであり、人手作業に因らざるを得ないものであって連続生産が困難であり、従って生産性が悪く、製造コストも高いものとなってしまう。
【0019】
またもしこの製造方法で補強層232を有する蛇腹形状のゴムホースを連続した長尺管に製造しておいて、1本ごとのゴムホースに切断しようとしても、その際の脱型を良好に行うことができず、実際上この特許文献4に開示の方法では、こうした補強層232を有する蛇腹形状のゴムホースを連続生産するといったことは難しい。
【0020】
更にこの特許文献4に開示の製造方法では、先ずゴムホース200aを直管状に成形しておいて、後から紐状態238で締め付けて未加硫状態の直管状のゴムホース200aを補強層232ごと蛇腹形状にするため、その際に補強層232における補強線材の配列が乱れてしまって、十分な補強効果を発揮できなくなるといった問題も内在している。
更にまたこの製造方法は、樹脂内管を有する複合の蛇腹ゴムホースの製造方法については開示するところがない。
【0021】
【特許文献1】特開昭53−126083号公報
【特許文献2】特開昭59−199235号公報
【特許文献3】特開平7−9542号公報
【特許文献4】特開昭57−204386号公報
【発明の開示】
【発明が解決しようとする課題】
【0022】
本発明は以上のような事情を背景とし、樹脂内管とその外周側のゴム層とを有する蛇腹ゴムホースを連続的に製造することが可能であり、生産性が高くて製造コストも安価となし得る蛇腹ゴムホースの製造方法を提供することを目的としてなされたものである。
本発明の他の目的は、ゴムホースに耐圧性を持たせるための補強層を樹脂内管とともに備えた蛇腹形状のゴムホースを連続的に製造でき、生産性が高くて製造コストも安価に抑えることのできる、補強層を備えた蛇腹ゴムホースの製造方法及び蛇腹ゴムホースを提供することにある。
【課題を解決するための手段】
【0023】
而して請求項1は蛇腹ゴムホースの製造方法に関するもので、この製造方法は蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状の外周側のゴム層とを有する蛇腹ゴムホースの製造方法であって、(イ)前記樹脂内管を予め蛇腹管に成形する樹脂内管の成形工程と、(ロ)その後に該樹脂内管を芯体として、その外周面にゴム材を筒状に且つ前記蛇腹形状に沿わせて押出機から押出成形し、該樹脂内管の蛇腹形状に全長に亘って追従した断面波状をなす蛇腹形状に前記ゴム層を成形するゴム層の成形工程と、(ハ)その後の加硫工程と、を含んでいることを特徴とする。
【0024】
請求項2の製造方法は、請求項1において、前記押出機から筒状に押し出されるゴム材とその内周側の前記樹脂内管との間を真空吸引することで、該押し出されたゴム材を該樹脂内管の蛇腹形状の山部と谷部とに沿って密着させ、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に前記ゴム層を成形することを特徴とする。
【0025】
請求項3の製造方法は、請求項1,2の何れかにおいて、前記樹脂内管の成形工程が、押出機から長尺に連続押出しした樹脂の直管をコルゲート成形機にて連続的に蛇腹管に成形するものであり、前記ゴム層の成形工程が、その後において連続的に送られて来る前記長尺の樹脂内管の外周側に前記ゴム材を連続押出しして前記蛇腹形状のゴム層を連続成形するものであり、前記製造方法が、前記加硫工程の後において長尺の加硫品を所定長さの1本ごとのホースに切断する切断工程を更に含んでいることを特徴とする。
【0026】
請求項4の製造方法は、請求項3において、前記加硫工程が、未加硫の長尺管を加硫炉に連続的に通して該長尺管を連続加硫するものであることを特徴とする。
【0027】
請求項5の製造方法は、請求項3,4の何れかにおいて、前記切断工程が、連続的に送られて来る加硫後の長尺管の特定部位の通過をセンサにて検出するとともに、該特定部位の通過の検出から該長尺管が設定距離送られた位置でカッタにより前記1本ごとのホースに次々と連続的に自動切断していくものであることを特徴とする。
【0028】
請求項6の製造方法は、請求項3,4の何れかにおいて、前記蛇腹ゴムホースが、前記樹脂内管の外周側に補強線材を編組して成り該樹脂内管の蛇腹形状に追従した波状をなす補強層を有するものであり、該補強層の形成工程が、前記樹脂内管を芯体として前記補強線材を該樹脂内管の蛇腹形状の山部と谷部とに沿って断面波状に連続して編組し、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に該補強層を連続的に形成していくものであり、前記切断工程が、該補強層ごと前記加硫品を切断するものであることを特徴とする。
【0029】
請求項7の製造方法は、請求項6において、前記樹脂内管の成形工程と、前記ゴム層の成形工程と、前記補強層の形成工程及び前記加硫工程が連続生産ライン上に略直線状に整列されていることを特徴とする。
【0030】
請求項8の製造方法は、請求項6,7の何れかにおいて、前記蛇腹ゴムホースが前記樹脂内管の外周側に前記ゴム層として中間ゴム層と外面ゴム層とを有していて、それら中間ゴム層と外面ゴム層との間に前記補強層を有するものであり、前記ゴム層の成形工程が該中間ゴム層の成形工程と該外面ゴム層の成形工程とを有していて、該中間ゴム層の成形工程が、前記樹脂内管を芯体としてその外周側に該中間ゴム層用のゴム材を該樹脂内管の蛇腹形状の山部と谷部に沿って連続押出しして、該中間ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであり、また前記外面ゴム層の成形工程が、該樹脂内管を芯体としてその蛇腹形状の山部と谷部とに沿って該外面ゴム層用のゴム材を連続押出しして、該外面ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであることを特徴とする。
【0031】
請求項9の製造方法は、請求項6〜8の何れかにおいて、前記補強線材として熱収縮性の補強線材を用いることを特徴とする。
【0032】
請求項10は蛇腹ゴムホースに関するもので、型成形により形成された蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した蛇腹形状の外周側の中間ゴム層と、該中間ゴム層の外周側の該蛇腹形状に追従した蛇腹形状の補強線材を編組して成る補強層と、該補強層の更に外周側の該蛇腹形状に追従した蛇腹形状の外面ゴム層とを有していることを特徴とする。
【0033】
請求項11のものは、請求項10において、前記樹脂内管は、該樹脂内管の外周側に前記補強線材をテンションをかけた状態で編組しても変形しない強度,厚みを有していることを特徴とする。
【発明の作用・効果】
【0034】
以上のように本発明は、蛇腹管をなす樹脂内管と、その外周側の蛇腹形状のゴム層とを有する蛇腹ゴムホースを製造するに際して、先ず樹脂内管を予め蛇腹管に成形しておき、その後製品の一部となる樹脂内管を芯体として利用し、その外周面にゴム材を筒状に且つ芯体として働く樹脂内管の蛇腹形状に沿わせて押出機から押出成形し、樹脂内管の蛇腹形状に全長に亘って追従した断面波状をなす蛇腹形状にゴム層を成形した上、その後において加硫処理を行うものである。
【0035】
かかる本発明の製造方法では、従来の製造方法のように製品とは別のマンドレルを用いなくても、或いはまた蛇腹形状を与えるための外枠型や紐状体といったものを用いなくても、樹脂内管を有するゴムホースを蛇腹形状に成形できる。
またマンドレルや外枠型或いは紐状体といったものを用いなくても良いので、また脱型作業も不要になるため、樹脂内管とゴム層とを有する蛇腹ゴムホースの連続生産,自動化を実現することが可能である。
【0036】
この場合において、予め成形した蛇腹管から成る樹脂内管の外周側にゴム層を成形するに際し、押出機から筒状に押し出されるゴム材と内周側の樹脂内管との間を真空吸引し、その真空吸引力に基づいてゴム材を樹脂内管の蛇腹形状の山部と谷部とに沿って密着させ、樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状にゴム層を成形するようになすことができる(請求項2)。
このようにすることで、ゴム層を容易に樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に成形することができ、且つその成形作業を人手作業に因らないで自動化することが可能となる。
【0037】
次に請求項3は、押出機から長尺に連続押出しした樹脂の直管をコルゲート成形機にて連続的に蛇腹管に成形するとともに、その後において長尺の樹脂内管の外周側にゴム材を連続押出しして蛇腹形状のゴム層を連続成形し、そして加硫後の長尺管を所定長さの1本ごとのホースに切断するもので、この製造方法によれば、蛇腹形状の樹脂内管及びその外周側のゴム層を含む蛇腹ゴムホースを連続的に製造することが可能となる。
この製造方法では、サイズや蛇腹形状の異なった異種類の蛇腹ゴムホースであっても、混流状態で容易に連続的に製造できる利点が得られる。
【0038】
この場合において上記加硫工程を、未加硫の長尺管を加硫炉に連続的に通して連続加硫するものとなしておくことができる(請求項4)。
このようにすれば、加硫工程自体も連続的に且つ自動的に行うことができる。
【0039】
請求項5は上記の切断工程自体も、加硫後の長尺管を連続的に送りながらこれを所定長さごとに連続的に切断するようになしたもので、この請求項5によれば、かかる切断工程を含む蛇腹ゴムホースの製造を連続化,自動化することができる。
この場合において、連続的に送られて来る加硫後の長尺管の特定部位の通過をセンサにて検出し、そして特定部位の通過の検出から長尺管が設定距離送られた位置でカッタにより1本ごとのホースに次々と連続的に自動切断していくようになすことができる。
【0040】
その際、長尺管における蛇腹ゴムホースのストレート形状部から蛇腹形状部の最初の山部又は谷部を特定部位として、これを検出するようになすことができる。このようにすることで、ホースの特定部位の検出を容易且つ精度高く行うことができる。
更にこの場合において、最初の山部又は谷部を蛇腹形状部の他の山部又は谷部とは別の特殊形状となしておくことができる。この場合、特定部位の検出を更に容易且つ高い精度で行うことが可能となる。
【0041】
次に請求項6は、補強線材を編組して成る補強層を有する蛇腹ゴムホースを製造するに際し、樹脂内管を芯体として補強線材を樹脂内管の蛇腹形状の山部と谷部とに沿って断面波状に連続して編組し、樹脂内管の蛇腹形状に追従した蛇腹形状に補強層を連続的に形成していくものである。
【0042】
例えば、単に蛇腹形状の未加硫のゴム層の外周面に補強線材を所定のテンションをかけて編組していくと、補強線材のテンションによって蛇腹形状のゴム層が形状を崩してしまう。
一方でこれを防止すべくテンションを著しく小さくして補強線材を編組していくと、補強線材を蛇腹形状の山部と谷部とに沿って波状に編組していくといったことができない。
【0043】
しかるにこの製造方法では、予め蛇腹管に成形してある樹脂内管を芯体として、即ちマンドレル代わりに用いて補強線材を編組していくため、補強線材を十分に大きなテンションをかけた状態で編組していくことが可能であり、これにより補強線材を蛇腹形状の山部と谷部とに沿って波状に編組していくことが可能となり、補強層を樹脂内管の蛇腹形状に良好に追従した蛇腹形状に形成することが可能となる。
またこの製造方法では、各ホース1本ごとに補強線材を編組して補強層を形成するといったものではなく、連続的に送られて来る長尺の押出品に対して補強線材を編組していくものであるため、補強層の形成を容易に且つ連続的に行うことができる。
【0044】
この場合において、樹脂内管の成形工程と、ゴム層の成形工程と、補強線材の編組による補強層の形成工程及び加硫工程を連続生産ラインに沿って、略直線状に整列しておくことができる(請求項7)。
【0045】
次に請求項8は、上記のゴム層として中間ゴム層と外面ゴム層とを有していて、その間に上記補強層を有する蛇腹ゴムホースを製造するに際し、蛇腹管をなす樹脂内管の外周側に先ず中間ゴム層を蛇腹形状に成形し、その後に補強層を蛇腹形状に形成した後、外面ゴム層を同じく蛇腹形状に且つ何れも樹脂内管を芯体として用いながらそれぞれを蛇腹形状に成形するものである。
この製造方法では、樹脂内管を芯体として用いることにより中間ゴム層,補強層,外面ゴム層の何れをも良好に蛇腹形状に且つ連続して形成していくことが可能である。
【0046】
また中間ゴム層の外周側に補強線材を編組して補強層を蛇腹形状に形成するに際し、樹脂内管が芯体として働くことから、補強線材に大きなテンションをかけて編組を行っても中間ゴム層が形状崩れを生じず、補強線材を中間ゴム層の蛇腹形状の山部と谷部とに沿って良好に編組していくことができる。
【0047】
これら請求項6〜8の製造方法では補強層を良好に蛇腹形状に形成できることから、蛇腹ゴムホースに対し補強層の補強効果を全長に亘り均等に及ぼすことができ、蛇腹ゴムホースの耐圧性,強度を効果的に高くすることができる。
また補強層自体の周辺からの剥離を防止し得て、蛇腹ゴムホースの耐久性を高めることができる。
【0048】
これらの場合において、上記補強線材として熱収縮性のものを用いることができる(請求項9)。
補強線材としてこのような熱収縮性のものを用いた場合、特に蛇腹形状の谷部において加硫時の加熱により補強線材を収縮させることで補強層の谷部形状を、樹脂内管における蛇腹形状の谷部形状に良好に追従させ、より密着させることができる。
即ち編組により補強層を形成した時点で、谷部において補強層が若干浮き上がりを生じていたとしても加硫時に補強層が熱収縮して補強線材を蛇腹形状の谷部に、より沈み込ませることができ、より密着させ得て密着力をも向上することができる。
【0049】
ここで熱収縮性の補強線材として、例えば加熱時(加硫時)の熱収縮率が5%以上のものを好適に用いることができる。
そのようなものとして、例えばポリエステル,PA(ポリアミド)66等を例示することができる。
【0050】
次に請求項10は蛇腹ゴムホースに関するもので、この蛇腹ゴムホースは、蛇腹管をなす樹脂内管と、その樹脂内管の蛇腹形状に追従した蛇腹形状の外周側の中間ゴム層と、更にその外周側の蛇腹形状の補強層と、その補強層の更に外周側の蛇腹形状の外面ゴム層とを有するもので、この蛇腹ゴムホースの場合、樹脂内管によって輸送流体に対する良好な耐透過性を与えることができるとともに、補強層によって大きな耐圧性を与えることができ、しかも全体として蛇腹形状をなしているため可撓性、従って良好な振動吸収性能を与えることができる。
【0051】
この場合において上記樹脂内管は、その外周側に補強線材をテンションをかけて編組しても変形しない強度,厚さを有するものとなしておくことができる(請求項11)。
【発明を実施するための最良の形態】
【0052】
次に本発明の実施形態を図面に基づいて詳しく説明する。
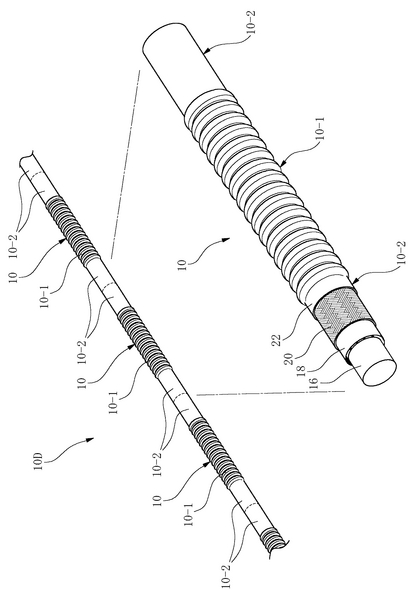
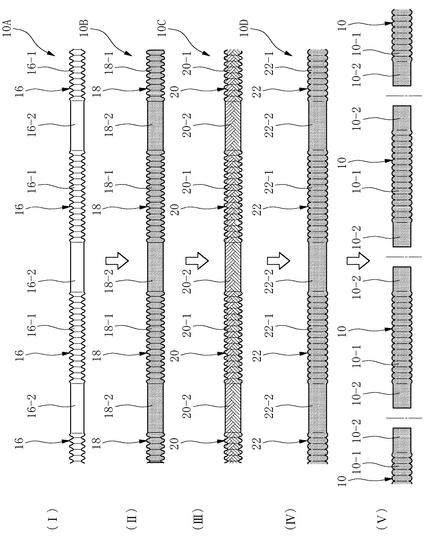
図1及び図2において、10は例えば冷媒輸送用ホース(エアコンホース)等として用いられる蛇腹ゴムホースで、そのほぼ全体をなす蛇腹形状部10-1と、両端部の直管状のストレート形状部10-2とを有している。
この蛇腹ゴムホース10は最内層としての樹脂内管16を有し、その外周側に中間ゴム層18,補強線材としての補強糸58(図9参照)を編組して成る補強層20,カバーゴム層としての外面ゴム層22を順次積層した構造をなしている。
【0053】
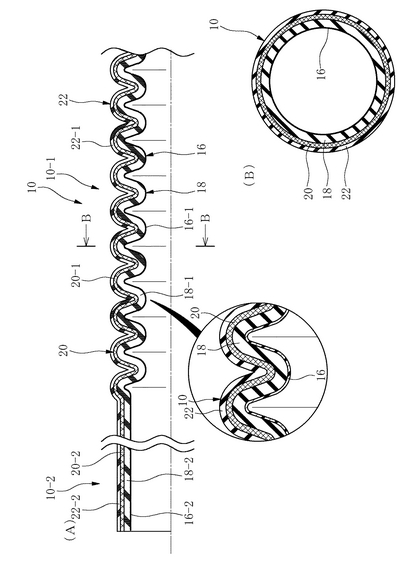
ここで樹脂内管16,中間ゴム層18,補強層20,外面ゴム層22は、図2に示しているように何れも蛇腹形状部10-1に対応する部分が蛇腹形状をなしており、また両端部のストレート形状部10-2に対応する部分が何れも直管状をなしている。
即ち樹脂内管16,中間ゴム層18,補強層20,外面ゴム層22の何れもが、それぞれのほぼ全体をなす蛇腹形状部16-1,18-1,20-1,22-1及び両端部のストレート形状部16-2,18-2,20-2,22-2をそれぞれ有している。
ここで中間ゴム層18,補強層20,外面ゴム層22の蛇腹形状部18-1,20-1,22-1は、何れも樹脂内管16の蛇腹形状部16-1に追従した断面波状をなす蛇腹形状をなしている。
【0054】
本実施形態において蛇腹ゴムホース10は、図1に示しているように蛇腹ゴムホース10を長手方向に連続して形成した長尺管10D(加硫後のもの)を1本の蛇腹ゴムホース10ごとに切断して得たものである。
【0055】
本実施形態において、蛇腹ゴムホース10は内径が5〜50mm程度のもので、このうち樹脂内管16は厚みが0.2mm程度、望ましくは0.15mm程度のものであり、また中間ゴム層18,外面ゴム層22はそれぞれ厚みが2mm,1mm程度のものである。
【0056】
また材質については樹脂内管16は、ここではポリアミド樹脂が用いられているが、その他にポリメチルペンテン等の樹脂を用いることができる。
【0057】
一方中間ゴム層18としては、IIR,ハロゲン化−IIR(Cl−IIR,Br−IIR),NBR,CR,EPDM,EPM,FKM,ECO,シリコーンゴム,ウレタンゴム,アクリルゴム等を用いることができる。
【0058】
また補強層20を構成する補強糸58としては熱収縮性を有するポリエステル,ポリアミド系のものが望ましい。
【0059】
更に外面ゴム層22としては上記中間ゴム層18で列挙した各種ゴム材を用いることができるが、それ以外にも熱収縮チューブやエラストマーゴムと称される熱可塑性エラストマー(TPE)を使用することも可能で、材質としてはアクリル系,スチレン系,オレフィン系,ジオレフィン系,塩化ビニル系,ウレタン系,エステル系,アミド系,フッ素系等を用いることができる。
【0060】
尚中間ゴム層18は内部を流通する流体に応じて適宜の材料を選択して用いることができる。
但しHFC系冷媒輸送用ホースの場合には、特にIIR,ハロゲン化−IIRの単独材又はブレンド材が好ましい。
この点は外面ゴム層22についても同様である。
【0061】
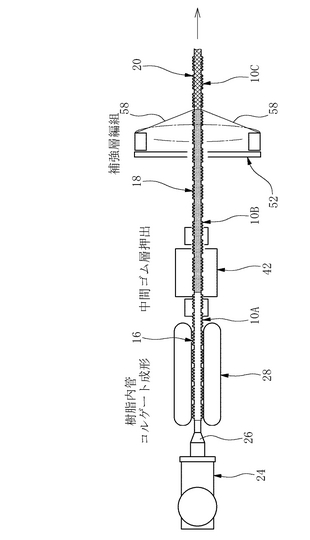
次に本実施形態の蛇腹ゴムホース10の製造方法を図3〜図13に基づいて以下に詳しく説明する。
先ず図3において24は樹脂材の押出機で、ノズル26から樹脂材が直管状に連続して長尺に押し出されていく。
図7において26A,26Bはノズル26のアウタ,インナで、それらアウタ26Aとインナ26Bとの間の環状の通路を通じて樹脂材が前方(図7中右方)に押し出されていく。
【0062】
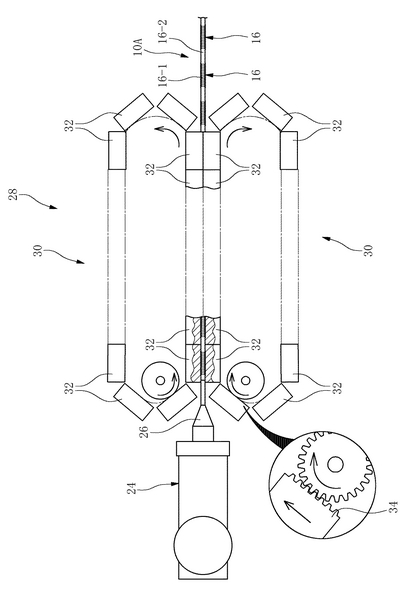
このように押出機24から連続して長尺に押し出された樹脂の直管は、続いて図3に示すコルゲート成形機28にて押出機24からの押出しに同期して連続的に蛇腹管に成形されていく。
即ち図5(I)に示す樹脂内管16が連続的に成形されて行く。図5(I)において、10Aは樹脂内管16が長手方向に連続した形態の長尺管を表している。
図5(I)に示しているように各樹脂内管16は、その大部分をなす蛇腹形状部16-1と両端部の直管状のストレート形状部16-2とを有する形状にコルゲート成形機28にて成形される。
【0063】
図6及び図7はコルゲート成形機28を表したもので、左右(図6中上下)一対の循環成形型30を有している。
32は個々の成形ブロックで、コルゲート成形機28の溝部に環状に複数配置されている。
この成形ブロック32にはギヤ部34が設けられており、成形ラインに形成された駆動部により順次送り出され、図6中矢印で示す方向に連続的に循環運動する。
【0064】
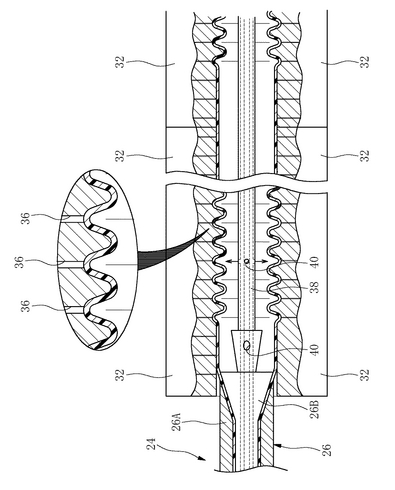
各成形ブロック32は成形内面が断面半円形状をなしており、左右(図中上下)一対の成形ブロック32を合せた状態で、それらの内側に断面円形状の成形内面を形成する。
これら成形ブロック32の成形内面は蛇腹形状部16-1,ストレート形状部16-2に対応した形状をなしている。
【0065】
図7に示しているように、各成形ブロック32には多数の吸引孔36が設けられており、それら吸引孔36を通じて成形ブロック32の成形内面で囲まれた空間、詳しくはその空間に挿通された樹脂の直管と成形内面との間の空間が真空吸引される。
そしてその真空吸引力により、樹脂の直管が成形ブロック32の成形内面に強制的に密着させられて、成形ブロック32の成形内面に対応した形状に成形される。即ち蛇腹形状部16-1とストレート形状部16-2とに成形される。
尚このとき、パイプ38の孔40を通じてエアーを吹き出すようにしておいても良い。
【0066】
図3に示しているように、コルゲート成形機28から出た樹脂内管16の長尺管10Aは、続いて押出機42に通されて、そこで長尺管10Aの外周面、即ち各樹脂内管16の外周面に中間ゴム層18が積層状態に押出成形されていく。
【0067】
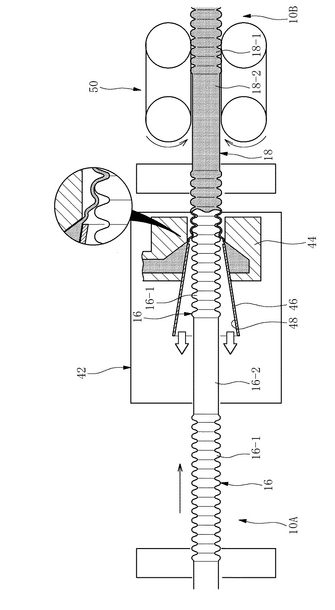
押出機42は、図8に示しているように樹脂内管16を長手方向に連続的に連ねた長尺管10Aの図中右方への進行に伴って、ダイス44からゴム材を長尺管10Aの外周面を被覆するようにして連続的に筒状に押し出していく。
この場合、単にゴム材を筒状に押し出すだけであると、押し出されたゴム材は直管状の円筒形状となってしまい、押出成形したゴムの筒体と樹脂内管16における蛇腹形状部16-1の谷部との間に隙間が生じてしまう。
【0068】
そこでこの実施形態ではラッパ状の筒体46を設けて、その内側空間48を真空吸引するようにしている。
これにより、ダイス44から筒状に押し出された中間ゴム層18のゴム材は、その真空吸引力により樹脂内管16における蛇腹形状部16-1の山部と谷部とに沿って密着し、樹脂内管16の蛇腹形状部16-1に追従した断面波状をなす蛇腹形状に成形される。
勿論樹脂内管16のストレート形状部16-2においてはその外周面に沿って密着し、対応する形状の直管状に成形される。
【0069】
この実施形態では樹脂内管16、即ちこれを連続的に連ねた長尺管10Aを芯体としてその外周面に中間ゴム層18を成形するものであることから、その中間ゴム層18を良好に蛇腹形状に成形することができる。
図8において、18はそのようにして樹脂内管16の外周面に沿って成形された中間ゴム層を、18-1は中間ゴム層18における蛇腹形状部を、18-2はストレート形状部をそれぞれ表している。
尚図8において50は引取機である。
【0070】
尚、樹脂内管16の外周面に予めプラズマ処理をしておくことで、樹脂内管16と中間ゴム層18との接着性をより高めるようになしても良い。
図8,図5(II)に示す10Bはこのようにして樹脂内管16の連結体、即ち長尺管10Aの外周面に中間ゴム層18を被覆成形した後の長尺管を表している。
【0071】
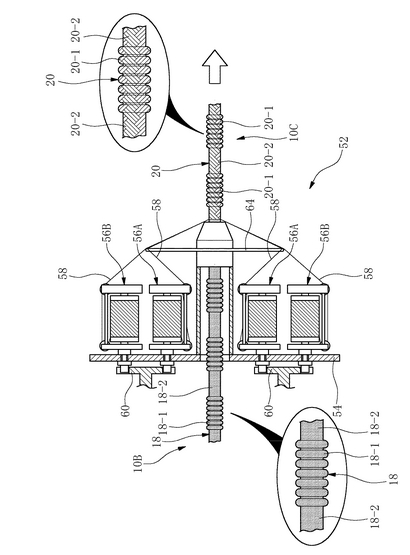
以上のようにして中間ゴム層18を被覆成形した後の長尺管10Bは、続いて図3に示しているように編組機52に通されて、そこで中間ゴム層18の外周面から後述の補強糸58が連続的に編組されていき、長尺管10Bの外周面に補強糸58を編組して成る補強層20が長手方向に沿って連続的に形成されていく。
【0072】
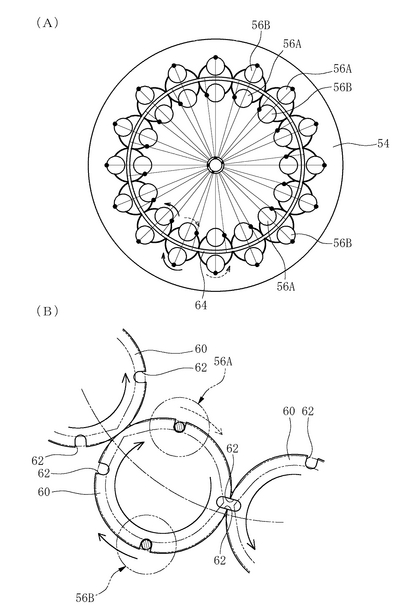
図9〜図12は編組機52の要部と編組の方法を示している。
この編組機52は、図9に示しているように円盤状のデッキ板54を有し、更に互いに対をなすキャリヤ56A,56Bを円周に沿って複数対有していて、互いに対をなすキャリヤ56A,56Bが8の字状に交叉運動しつつ、デッキ板54の中心周りを周回運動することで、補強糸58を中間ゴム層18の外周面にブレード編組していく。
【0073】
図9において、60は各対をなすキャリヤ56A,56Bを互いに8の字状に交叉運動させながらデッキ板54の中心周りに周回運動させるための円盤で、図11に示しているようにデッキ板54の中心周りの円周上にかかる円盤60が多数連設されている。
これら円盤60には、外周部にU字状の切欠62が設けられており(図11(B)参照)、円盤60の同方向の回転に伴ってキャリヤ56A,56Bが、一の円盤60から隣接する他の円盤60へとそれら切欠62において受け渡される。
【0074】
ここでキャリヤ56Aと56Bとは、一の円盤60から互いに逆の側に連設した円盤60へと受け渡され、それぞれがデッキ板54の中心周りに互いに逆方向に周回運動していく。
その結果として、キャリヤ56Aと56Bとが8の字状に交叉運動しながら、デッキ板54の中心周りに逆向きに周回運動していく。
【0075】
図10に示しているように、各円盤60には被動ギヤ66が対応する各円盤60と一体回転する状態で設けられている。
また各被動ギヤ66は、同図に示しているように隣接するもの同士が互いに噛み合わされている。
そして何れかの被動ギヤ66に対し駆動ギヤ68が噛み合っており、その駆動ギヤ68が駆動モータ70にて回転駆動される。
即ちこの駆動ギヤ68が駆動モータ70にて回転駆動されることで各被動ギヤ66、従って各円盤60が一斉に回転運動させられる。
尚、図9,図10及び図11において64は補強糸58のガイドリングを表している。
【0076】
本実施形態では、図9に示しているように中間ゴム層18を押出成形した後の長尺管10Bを編組機52に通して、中間ゴム層18の外周面に補強糸58をその長手方向に沿って連続的に編組していく。
図9において、10Cはそのようにして中間ゴム層18の外周面に補強層20を形成した後の長尺管を表している。
【0077】
この補強層20の形成工程において、長尺管10Bがその内部に樹脂内管16を有していない場合、即ち単にゴム層だけである場合、補強糸58を糸乱れが発生しないようなテンションをかけて編組していくと、補強糸58の編組によってゴム層の形状が崩れてしまい、良好に編組を行うことができない。
【0078】
しかるに本実施形態では、長尺管10Bがその内部に硬い樹脂内管16を有しているため、この樹脂内管16を芯体として即ちマンドレル代わりに用いて、良好に長尺管10Bの外周面に補強糸58を糸乱れが発生しないようなテンションでブレード編組していくことができる。
そのため長尺管10Bのストレート形状部18-2はもとより、蛇腹形状部18-1においても、補強糸58を樹脂内管16における蛇腹形状部16-1の山部と谷部とに沿って良好に断面波状に編組していくことができ、補強層20を樹脂内管16の蛇腹形状部16-1に追従した蛇腹形状(蛇腹形状部20-1)に良好に形成していくことができる。
【0079】
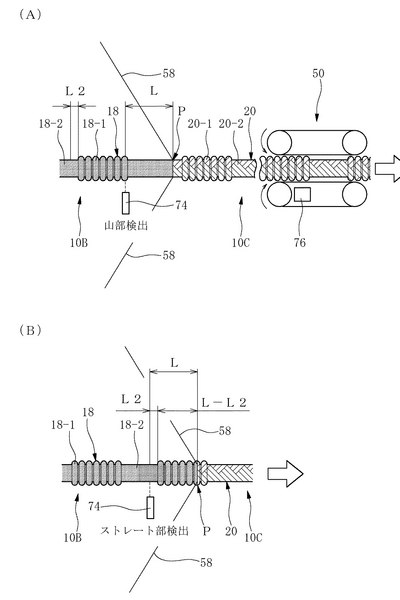
本実施形態ではまた、より密着性を高めるため長尺管10Bにおける蛇腹形状部18-1に対して編組を行う際、ストレート形状部18-2に対する編組のときよりもキャリヤ56A,56Bの回転速度を高くする(送り速度は一定)。
これによって補強糸58を蛇腹形状部18-1の谷部により落ち込ませることができるため密着性が向上し、良好に補強層20を形成できる。
【0080】
そのため本実施形態では、図10(A)に示しているように長尺管10Cの引取機50の駆動と編組機52におけるキャリヤ56A,56Bの駆動とを別駆動とし、それらを制御部72にて自動制御する。
具体的には、図12に示しているように長尺管10Bの蛇腹形状部18-1が編組点Pにさしかかったところで、キャリヤ56A,56Bの回転速度を速くし、そして蛇腹形状部18-1に続くストレート形状部18-2が編組点Pに到ったところで、キャリヤ56A,56Bの回転速度を通常の回転速度に戻すようにしている。
【0081】
その具体的な制御は次のようにして行う。
即ち、図12(A)に示しているように長尺管10Bの進行路に沿って定位置に設けたセンサ74が、蛇腹形状部18-1の最初の山部の通過を検知してから、編組点Pからの距離L分だけ長尺管10Bが前進送りされたところで、駆動モータ70(図10参照)の回転速度を上げてキャリヤ56A,56Bの回転速度を高め、補強糸58の編組密度,編組のピッチを高める。
ここで距離Lの送りの検出は、引取機50に設けたエンコーダ76による送り量の検出に基づいて行うことができる。
【0082】
一方図12(B)に示すようにセンサ74がストレート形状部18-2を検出したら、その後長尺管10BをL−L2分だけ前進送りしたところでキャリヤ56A,56Bの回転速度を通常の速度に戻す。
この結果、ストレート形状部18-2が編組点Pに到ったところから編組密度,編組ピッチが通常の密度,ピッチに変更される。
ここでL2を設定しているのは、センサ74によるストレート形状部18-2の検出を精度高く行うためには、一定距離(図中L2)に亘ってセンサ74が山部を検出しないことをもって、初めてストレート形状部18-2が到達したことを認識できるからである。
【0083】
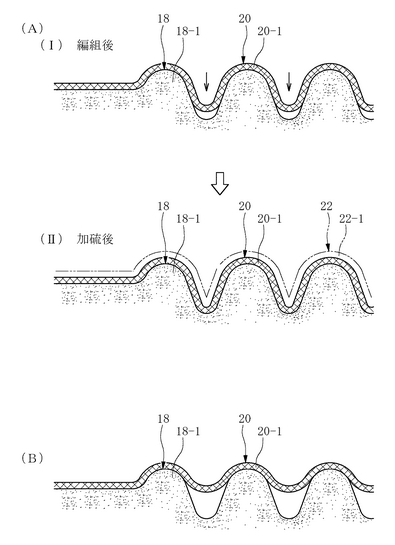
本実施形態では、以上のようにして長尺管10Bの蛇腹形状部18-1の山部及び谷部に沿って補強糸58を断面波状に即ち蛇腹形状に編組することができるが、但しこの編組工程のみで補強層20を樹脂内管16における蛇腹形状部16-1の谷部の底まで密着する状態に編組されない場合も生じ得る。
即ち図14(A)(I)に示しているように、補強層20の谷部が樹脂内管16の蛇腹形状部16-1の谷部、具体的にはその外周側の中間ゴム層18における蛇腹形状部18-1の谷部から若干浮いた状態となることがある。
【0084】
但し本実施形態では補強糸58として熱収縮性のものを用いているため、その後後述の加硫処理をすることで図14(A)(II)に示しているように熱収縮性の補強糸58が熱収縮し、これにより補強層20が中間ゴム層18における蛇腹形状部18-1の谷部に密着するまで十分に落ち込んで、補強層20の蛇腹形状部20-1が、中間ゴム層18の蛇腹形状部18-1に糸乱れなく良好に追従した蛇腹形状となる。
【0085】
尚、図14(B)は比較例として補強糸58に十分なテンションをかけないで編組を行ったときに補強層20が中間ゴム層18の蛇腹形状に正確に追従せず、補強層20の谷部が中間ゴム層18の谷部から浮いた状態となることを表している。
【0086】
図5(III)の10Cは、以上のようにして長尺管10Bの外周面に沿って補強層20を形成した後の長尺管を表している。
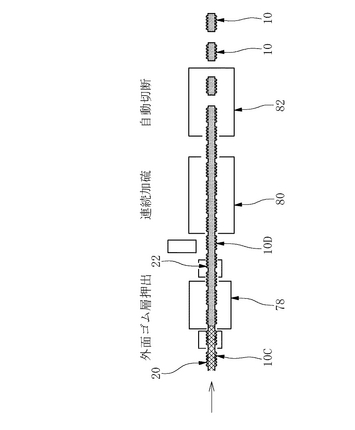
この長尺管10Cは、図4に示しているように続いて押出機78に通されて、そこで長尺管10Cの外周面に沿って外面ゴム層22が連続的に被覆状態に成形されていく。
このときにも外面ゴム層22は、長尺管10Cのストレート形状部20-2においてはそれに追従したストレート形状部22-2に、また蛇腹形状部20-1においてはその蛇腹形状に追従して蛇腹形状部22-1に成形されていく。
この押出機78の構成については、上記の中間ゴム層18の押出機42と同様であるのでここでは詳しい説明は省略する。
【0087】
図5(IV)の10Dは、以上のようにして長尺管10Cの外周面に沿って外面ゴム層22を形成した後の長尺管を表している。
この長尺管10Dは続いて図4のトンネル炉形式の連続加硫炉80に連続的に通されて、そこで例えば熱風や高圧蒸気等により長尺管10Dが連続的に加硫されて行く。
加硫後において長尺管10Dは続いて図4の自動切断機82で1本ごとの蛇腹ゴムホース10に切断されて行く。
ここで加硫後の長尺管10Dの切断は、互いに隣り合う蛇腹形状部10-1と10-1との丁度中間の1箇所で行われる。
【0088】
この自動切断機82では、図13に示しているように連続的に送られて来る長尺管10Dの蛇腹形状部10-1の山部の通過をレーザセンサ84にて検出するとともに、その特定の山部の通過の検出から長尺管10Dが一定距離送られた位置で、カッタ86により1本ごとの蛇腹ゴムホース10に次々と連続的に自動切断していく。
詳しくは、ここではレーザセンサ84で先に通過した蛇腹形状部10-1の最後の山部と、次の蛇腹形状部10-1の最初の山部とをそれぞれ位置検出し、カッタ86にてそれらの丁度中間の1箇所の位置で長尺管10Dを次々と切断していく。
【0089】
尚本実施形態では、補強糸58の糸乱れが生じないようなテンションをかけても潰れることのない樹脂内管16が形成されているので、良好な編組層即ち補強層20を形成することができる。
【0090】
以上のような本実施形態の蛇腹ゴムホースの製造方法では、先ず樹脂内管16を予め蛇腹管に成形しておき、その後製品の一部であるその樹脂内管16をマンドレル代わりとして用いて、樹脂内管16の外周面に中間ゴム層18,補強層20及び外面ゴム層22を順次に蛇腹形状に成形した上、加硫処理を行うものであり、この製造方法によれば、従来の製造方法のように製品とは別のマンドレルや蛇腹形状を与えるための外枠型や紐状体といったものを用いなくても樹脂内管16,中間ゴム層18,補強層20及び外面ゴム層22を有する蛇腹ゴムホース10を良好に成形することができる。
【0091】
また樹脂内管16の外周側に中間ゴム層18を成形するに際し、押出機42から筒状に押し出されるゴム材と内周側の樹脂内管16との間を真空吸引することで、その真空吸引力に基づいてゴム材を樹脂内管16の蛇腹形状部16-1の山部と谷部とに沿って密着させ得、蛇腹形状部16-1に追従した波状をなす蛇腹形状に中間ゴム層18を成形することができる。
しかもその成形作業を人手作業に因らないで自動的に行うことができる。
【0092】
更に本実施形態では、押出機24から長尺に連続押出しした樹脂の直管をコルゲート成形機28にて連続的に蛇腹管に成形するとともに、その後において長尺の樹脂内管16の外周側に蛇腹形状の中間ゴム層18,補強層20,外面ゴム層22を連続成形し、そして加硫後において長尺の加硫品(長尺管10D)を所定長さの1本ごとの蛇腹ゴムホース10に自動切断するもので、蛇腹ゴムホース10を連続的に製造することができる。
【0093】
この製造方法はまた、サイズや蛇腹形状の異なった異種類の蛇腹ゴムホース10であっても、混流状態で容易に連続的に製造することができる利点を有する。
詳しくは同一形状,同一種類の蛇腹ゴムホース10をそれぞれ連続成形するのではなく、図15に示しているように寸法の異なる2種類の蛇腹ゴムホース10,10を混在状態で混流生産することができる。
この場合、コルゲート成形機28において、各蛇腹ゴムホース10,10に対応した成形内面を有する成形ブロック32を混在状態で互いに連結しておくことで、このような異種類の蛇腹ゴムホース10,10を混在状態で連続的に製造することができる。
【0094】
本実施形態では、未加硫の長尺管10Dを連続加硫炉80に通して加硫するようになしていることから、加硫工程も自動化することができ、更にその後の切断工程も自動化することができる。
【0095】
ここで自動切断は、連続的に送られて来る長尺管10Dの蛇腹形状部10-1の山部の通過をレーザセンサ84にて検出するとともに、その特定の山部の通過の検出から長尺管10Dが一定距離送られた位置でカッタ86により1本ごとの蛇腹ゴムホース10に次々と連続的に自動切断をしていくことで容易に行うことができる。
【0096】
また本実施形態の製造方法によれば、補強層20を良好に蛇腹形状に形成できることから、蛇腹ゴムホース10に対し補強層20の補強効果を全長に亘り均等に及ぼすことができ、蛇腹ゴムホース10の耐圧性,強度を効果的に高めることができる。
また補強層20自体も中間ゴム層18の蛇腹形状部18-1及び外面ゴム層22の蛇腹形状部22-1に沿って全体的に密着接触した状態となるため、補強層20の剥離を防止して蛇腹ゴムホース10の耐久性を高めることができる。
【0097】
また本実施形態の蛇腹ゴムホース10は、樹脂内管16によって輸送流体に対する良好な耐透過性を与えることができるとともに、補強層20によって大きな耐圧性を与えることができ、しかも全体として蛇腹形状をなしているため可撓性、従って良好な振動吸収性能を与えることができる。
【0098】
以上本発明の実施形態を詳述したがこれはあくまで一例示であり、本発明はその趣旨を逸脱しない範囲において種々変更を加えた形態,態様で構成,実施可能である。
【図面の簡単な説明】
【0099】
【図1】本発明の一実施形態の蛇腹ゴムホースを示した図である。
【図2】図1に示す蛇腹ゴムホースの断面図である。
【図3】本発明の一実施形態の蛇腹ゴムホースの製造方法を示した工程説明図である。
【図4】図3に続く工程説明図である。
【図5】図3及び図4に示す各工程を経た蛇腹ゴムホースをそれぞれ示す図である。
【図6】樹脂内管を成形するコルゲート成形機を示す図である。
【図7】図6の要部を示す図である。
【図8】中間ゴム層の成形方法を示す図である。
【図9】補強層を形成する編組機を示す図である。
【図10】補強層の形成方法を示す図である。
【図11】図9及び図10の要部を示した図である。
【図12】補強層を編組する際の編組機におけるキャリヤの回転速度の制御方法を示す説明図である。
【図13】切断工程を示した図である。
【図14】補強糸の編組の状態を比較例とともに示した図である。
【図15】同実施形態の利点の説明図である。
【図16】従来の曲り形状のホースの製造方法の工程を示した図である。
【図17】図16に続く工程を示した図である。
【図18】図16,図17とは異なる曲り形状のホースの従来の製造方法及び蛇腹ゴムホースの従来の製造方法を示した図である。
【図19】図18とは異なる蛇腹ゴムホースの従来の製造方法を示した図である。
【符号の説明】
【0100】
10 蛇腹ゴムホース
10D 長尺管
16 樹脂内管
16-1,18-1,20-1,22-1 蛇腹形状部
18 中間ゴム層
20 補強層
22 外面ゴム層
24,42,78 押出機
28 コルゲート成形機
58 補強糸(補強線材)
80 連続加硫炉
82 自動切断機
84 レーザセンサ
86 カッタ
【技術分野】
【0001】
この発明は自動車の配管用等として好適な蛇腹ゴムホースの製造方法及び蛇腹ゴムホースに関する。
【背景技術】
【0002】
従来より、ゴム層を主体として構成されたホースが自動車の配管用ホース等として広く使用されている。
このようなホースを用いる主たる目的は振動を吸収することにある。
例えば自動車のエンジンルーム内に配設される配管用ホースの場合、エンジン振動やエアコンのコンプレッサ振動(冷媒輸送用ホース、即ちエアコンホースの場合),車両の走行に伴って発生する各種の振動をホース部分で吸収し、ホースを介して接続されている一方の部材から他方の部材へと振動が伝達されるのを抑制する役割を担っている。
【0003】
この目的のためには、即ち良好な振動吸収性を確保するためにはこれら配管用ホースは一定の長さを必要とする。
特に燃料系や水系等の低圧用のホースに比べてオイル系(例えばパワーステアリング用ホース)や冷媒系(冷媒輸送用ホース)等の高圧用のホースではホース剛性が高い分、振動吸収,車室内への音,振動の伝播低減のための必要長さが長くなる。
例えば冷媒輸送用ホースの場合、その長さは接続しなければならない直線距離が200mmであったとしても、一般的に300〜600mmの長さのホースを用いて振動吸収や音,振動の伝播低減を行っている。
【0004】
しかしながらエンジンルーム内には各種の装置や部品がところ狭しと組み込まれており、特に近年にあってはエンジンルームが益々コンパクト化されて来ており、そのような中でそこに配設されるホース長が長いと、他との干渉を避けるためにホースの形状を複雑な曲り形状としておかなければならない。
【0005】
このような曲り形状のホース(曲りホース)の製造方法として、従来、図16及び図17に示すような曲げ型を用いた製造方法が行われている。
図示の製造方法では、未加硫のゴム材を押出機から長尺に連続押出しして、その後先ずこれを外観に傷が付かない程度に一旦半加硫しておき、そしてその半加硫状態の長尺のゴムホース200Aを、図16(I)に示しているように所定寸法で切断して1本ごとのゴムホース200aとする。
【0006】
その後、図16(II)に示しているように各半加硫状態の1本ごとのゴムホース200aの内部に扁平を抑制するため、挿入代のある可撓性のマンドレル(芯体)202を挿入し、その後図16(III)に示しているようにマンドレル202を挿入した状態で半加硫状態の1本ごとのゴムホース200aを、外枠型204の曲り形状且つ溝形状の凹所206にマンドレル202ごと曲げながら嵌め込む(図17(IV)参照)。
そして図17(V)に示しているように外枠型204ごとゴムホース200aを2次加硫炉208に入れて、そこでこれを所定時間かけて加熱し加硫処理を行う。
【0007】
そして加硫後のゴムホース200を、外枠型204とともに2次加硫炉208から取り出した上で、図17(VI)に示しているようにゴムホース200をマンドレル202ごと外枠型204から取り外し、更にそのゴムホース200からマンドレル202を抜き出す。
ここにおいて目的とする曲り形状のゴムホース200が得られる。
【0008】
しかしながらこの製造方法にあっては、半加硫状態のゴムホース200aへのマンドレル202の挿入作業,外枠型204への嵌込作業,加硫後のゴムホース200を外枠型204から取り出す作業,更にマンドレル202を抜き出す作業その他の作業を作業者が手作業で行わなければならず、連続生産のできないものであって生産性が悪く、必然的に製造コストが非常に高いものとなってしまう。
【0009】
図18(イ)は下記特許文献1に開示された曲り形状のゴムホースの製造方法を示したもので、ここでは管状の曲げ型210を用い、押出機212から押し出した未加硫の直管状のゴムホース200aを、曲げ型210の内部に且つその先端がリミットスイッチ214に当るまで挿入し、その後カッタ216でこれを切断した上で、ゴムホース200aを曲げ型210ごと加硫炉に入れて所定時間かけて加熱を行い、加硫処理を行う。
しかしながらこの製造方法もまた、手作業にて加硫後のゴムホースを曲げ型210から抜き出すなど各種の作業が手作業とならざるを得ず、上記の製造方法と同様に連続生産が困難で生産性が悪く、製造コストも高いものとなってしまう。
【0010】
このようなことから、ホース形状が直線形状でしかも短尺であっても良好に振動吸収することのできるホースの開発が求められている。
ホースにおける振動吸収性を確保しながらこれを短尺化する手段として、ホースを蛇腹形状化することが考えられる。
ホースをこのような蛇腹形状としておけば、これを直線形状に成形した場合であっても、その可撓性を利用して自由に曲げた状態で配管することができ、しかも可撓性に優れていることから良好な振動吸収性も確保することができる。
【0011】
従来、この種蛇腹形状のゴムホースの製造方法の例が下記特許文献2,特許文献3等に開示されている。
図18(ロ)は、特許文献2に開示された製造方法を示したもので、ここでは外周形状が蛇腹形状を有するマンドレル型218を用い、未加硫状態のゴムホース200aをこのマンドレル型218に外装して、中空のマンドレル型218の吸引孔220を通じてゴムホース200aとマンドレル型218との間の空間を真空吸引し、その真空吸引力でゴムホース200aをマンドレル型218の外周面に密着させてその状態で加硫処理を行い、加硫後の形状を蛇腹形状となすものである。
【0012】
また図19(イ)は特許文献3に開示の製造方法を示したもので、断面円形且つ内周面が蛇腹形状に形成された外枠型222を成形型として用い、そしてその内部に直管状の未加硫状態のゴムホース200aを挿入して、両端部に密栓224,226を嵌めた上で、密栓226の吹込孔228からエアーをブローし、そのエアーの圧力でゴムホース200aを外枠型222の蛇腹形状部に密着させ、その状態でこれを加硫処理することによって、蛇腹形状の加硫後のゴムホースを得るといったものである。
しかしながらこれら図18(ロ),図19(イ)に示す製造方法もまた、ゴムホース200aを1本ずつ対応する成形型(マンドレル型218,外枠型222)を用いて所定の蛇腹形状に加工及び加硫処理するものであって、手作業に因らざるを得ず、連続生産が困難であって生産性が悪く、また製造コストが高くなるといった問題を内包している。
【0013】
ところで自動車の配管用ホース等として用いられるゴムホースは、例えば冷媒輸送用ホース等のように振動吸収性のほかに内部流体の不透過性が強く求められるものがあり、この要請に応えるためにゴムホースの内面層として樹脂内管を積層することが行われているが、上記の特許文献2,特許文献3に開示の製造方法は何れもゴム単体から成る蛇腹ゴムホースの製造方法を開示するにすぎないものであって、このような樹脂内管を有する複合ホースの製造方法については開示していない。
【0014】
更に、例えば冷媒輸送用ホース等にあっては振動吸収性,内部流体の不透過性のほかに耐圧性が求められ、このような耐圧性の求められるホースにあっては、通例、補強線材を編組して成る補強層を設けることが行われるが、蛇腹ゴムホースにあってこのような補強層を設ける場合、かかる補強層をも蛇腹形状に形成することが求められる。
補強層が蛇腹形状に正確に追従した断面波状をなしておらず、蛇腹形状の谷部において補強層がそこから浮いた状態にあると、補強層による補強効果がホース全長に亘って各部均一に及ぼされず、部分的に強度の弱い部分が生じて、そこから破断を生じてしまうといった問題を生ずる。
【0015】
また補強層が張力(テンション)の低い状態で編組されると、糸乱れの発生を誘起して耐圧性能の悪化につながるため、通常は糸乱れが発生しないようなレベルまで張力をかけて編組することが必要となるが、ホース内部は中空であり、内部に芯体のない状態では編組時にホースが潰れてしまうといった恐れがある。
このような課題に対して上記特許文献は何れもその解決手段を示してはいない。
【0016】
またこれら特許文献2及び特許文献3に開示の製造方法は、ゴムホース1本ごとにマンドレルや外枠型等の蛇腹形状成形のための成形型を用いるものであることから、蛇腹ゴムホースに補強層を設けるといったこと自体が困難である。
更にこのような補強層を有する蛇腹ゴムホースを製造するに際しては、各蛇腹ゴムホースを連続的に生産でき、生産性高く且つ低コストで製造できることが求められるが、これら課題に対して上記特許文献は何れもその解決手段を示してはいない。
【0017】
補強層を有する蛇腹ゴムホースの製造方法については、下記特許文献4にも開示がなされている。
図19(ロ)はこれを示したものである。
この製造方法は、内面ゴム層230と補強層232と外面ゴム層234とを有するゴムホースを製造するに際して、先ずこれを未加硫状態で直管状に成形しておき、そしてその直管状の未加硫状態のゴムホース200aの内部に、外周形状が蛇腹形状をなすマンドレル型236を挿入した後、ゴムホース200aを外周面から紐状体238で締め付けてこれをマンドレル型236の外周の蛇腹形状に沿わせ、その状態で加硫処理して、蛇腹形状をなす加硫後のゴムホースを得るものである。
【0018】
しかしながらこの製造方法では、蛇腹形状の谷部ごとに紐状体238の締付けを行って、各谷部ごとに未加硫状態の直管状のゴムホース200aを変形させる作業が必要であるとともに、ゴムホース200a1本ごとに対応したマンドレル型236を用いて蛇腹形状のゴムホースを製造するものであり、人手作業に因らざるを得ないものであって連続生産が困難であり、従って生産性が悪く、製造コストも高いものとなってしまう。
【0019】
またもしこの製造方法で補強層232を有する蛇腹形状のゴムホースを連続した長尺管に製造しておいて、1本ごとのゴムホースに切断しようとしても、その際の脱型を良好に行うことができず、実際上この特許文献4に開示の方法では、こうした補強層232を有する蛇腹形状のゴムホースを連続生産するといったことは難しい。
【0020】
更にこの特許文献4に開示の製造方法では、先ずゴムホース200aを直管状に成形しておいて、後から紐状態238で締め付けて未加硫状態の直管状のゴムホース200aを補強層232ごと蛇腹形状にするため、その際に補強層232における補強線材の配列が乱れてしまって、十分な補強効果を発揮できなくなるといった問題も内在している。
更にまたこの製造方法は、樹脂内管を有する複合の蛇腹ゴムホースの製造方法については開示するところがない。
【0021】
【特許文献1】特開昭53−126083号公報
【特許文献2】特開昭59−199235号公報
【特許文献3】特開平7−9542号公報
【特許文献4】特開昭57−204386号公報
【発明の開示】
【発明が解決しようとする課題】
【0022】
本発明は以上のような事情を背景とし、樹脂内管とその外周側のゴム層とを有する蛇腹ゴムホースを連続的に製造することが可能であり、生産性が高くて製造コストも安価となし得る蛇腹ゴムホースの製造方法を提供することを目的としてなされたものである。
本発明の他の目的は、ゴムホースに耐圧性を持たせるための補強層を樹脂内管とともに備えた蛇腹形状のゴムホースを連続的に製造でき、生産性が高くて製造コストも安価に抑えることのできる、補強層を備えた蛇腹ゴムホースの製造方法及び蛇腹ゴムホースを提供することにある。
【課題を解決するための手段】
【0023】
而して請求項1は蛇腹ゴムホースの製造方法に関するもので、この製造方法は蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状の外周側のゴム層とを有する蛇腹ゴムホースの製造方法であって、(イ)前記樹脂内管を予め蛇腹管に成形する樹脂内管の成形工程と、(ロ)その後に該樹脂内管を芯体として、その外周面にゴム材を筒状に且つ前記蛇腹形状に沿わせて押出機から押出成形し、該樹脂内管の蛇腹形状に全長に亘って追従した断面波状をなす蛇腹形状に前記ゴム層を成形するゴム層の成形工程と、(ハ)その後の加硫工程と、を含んでいることを特徴とする。
【0024】
請求項2の製造方法は、請求項1において、前記押出機から筒状に押し出されるゴム材とその内周側の前記樹脂内管との間を真空吸引することで、該押し出されたゴム材を該樹脂内管の蛇腹形状の山部と谷部とに沿って密着させ、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に前記ゴム層を成形することを特徴とする。
【0025】
請求項3の製造方法は、請求項1,2の何れかにおいて、前記樹脂内管の成形工程が、押出機から長尺に連続押出しした樹脂の直管をコルゲート成形機にて連続的に蛇腹管に成形するものであり、前記ゴム層の成形工程が、その後において連続的に送られて来る前記長尺の樹脂内管の外周側に前記ゴム材を連続押出しして前記蛇腹形状のゴム層を連続成形するものであり、前記製造方法が、前記加硫工程の後において長尺の加硫品を所定長さの1本ごとのホースに切断する切断工程を更に含んでいることを特徴とする。
【0026】
請求項4の製造方法は、請求項3において、前記加硫工程が、未加硫の長尺管を加硫炉に連続的に通して該長尺管を連続加硫するものであることを特徴とする。
【0027】
請求項5の製造方法は、請求項3,4の何れかにおいて、前記切断工程が、連続的に送られて来る加硫後の長尺管の特定部位の通過をセンサにて検出するとともに、該特定部位の通過の検出から該長尺管が設定距離送られた位置でカッタにより前記1本ごとのホースに次々と連続的に自動切断していくものであることを特徴とする。
【0028】
請求項6の製造方法は、請求項3,4の何れかにおいて、前記蛇腹ゴムホースが、前記樹脂内管の外周側に補強線材を編組して成り該樹脂内管の蛇腹形状に追従した波状をなす補強層を有するものであり、該補強層の形成工程が、前記樹脂内管を芯体として前記補強線材を該樹脂内管の蛇腹形状の山部と谷部とに沿って断面波状に連続して編組し、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に該補強層を連続的に形成していくものであり、前記切断工程が、該補強層ごと前記加硫品を切断するものであることを特徴とする。
【0029】
請求項7の製造方法は、請求項6において、前記樹脂内管の成形工程と、前記ゴム層の成形工程と、前記補強層の形成工程及び前記加硫工程が連続生産ライン上に略直線状に整列されていることを特徴とする。
【0030】
請求項8の製造方法は、請求項6,7の何れかにおいて、前記蛇腹ゴムホースが前記樹脂内管の外周側に前記ゴム層として中間ゴム層と外面ゴム層とを有していて、それら中間ゴム層と外面ゴム層との間に前記補強層を有するものであり、前記ゴム層の成形工程が該中間ゴム層の成形工程と該外面ゴム層の成形工程とを有していて、該中間ゴム層の成形工程が、前記樹脂内管を芯体としてその外周側に該中間ゴム層用のゴム材を該樹脂内管の蛇腹形状の山部と谷部に沿って連続押出しして、該中間ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであり、また前記外面ゴム層の成形工程が、該樹脂内管を芯体としてその蛇腹形状の山部と谷部とに沿って該外面ゴム層用のゴム材を連続押出しして、該外面ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであることを特徴とする。
【0031】
請求項9の製造方法は、請求項6〜8の何れかにおいて、前記補強線材として熱収縮性の補強線材を用いることを特徴とする。
【0032】
請求項10は蛇腹ゴムホースに関するもので、型成形により形成された蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した蛇腹形状の外周側の中間ゴム層と、該中間ゴム層の外周側の該蛇腹形状に追従した蛇腹形状の補強線材を編組して成る補強層と、該補強層の更に外周側の該蛇腹形状に追従した蛇腹形状の外面ゴム層とを有していることを特徴とする。
【0033】
請求項11のものは、請求項10において、前記樹脂内管は、該樹脂内管の外周側に前記補強線材をテンションをかけた状態で編組しても変形しない強度,厚みを有していることを特徴とする。
【発明の作用・効果】
【0034】
以上のように本発明は、蛇腹管をなす樹脂内管と、その外周側の蛇腹形状のゴム層とを有する蛇腹ゴムホースを製造するに際して、先ず樹脂内管を予め蛇腹管に成形しておき、その後製品の一部となる樹脂内管を芯体として利用し、その外周面にゴム材を筒状に且つ芯体として働く樹脂内管の蛇腹形状に沿わせて押出機から押出成形し、樹脂内管の蛇腹形状に全長に亘って追従した断面波状をなす蛇腹形状にゴム層を成形した上、その後において加硫処理を行うものである。
【0035】
かかる本発明の製造方法では、従来の製造方法のように製品とは別のマンドレルを用いなくても、或いはまた蛇腹形状を与えるための外枠型や紐状体といったものを用いなくても、樹脂内管を有するゴムホースを蛇腹形状に成形できる。
またマンドレルや外枠型或いは紐状体といったものを用いなくても良いので、また脱型作業も不要になるため、樹脂内管とゴム層とを有する蛇腹ゴムホースの連続生産,自動化を実現することが可能である。
【0036】
この場合において、予め成形した蛇腹管から成る樹脂内管の外周側にゴム層を成形するに際し、押出機から筒状に押し出されるゴム材と内周側の樹脂内管との間を真空吸引し、その真空吸引力に基づいてゴム材を樹脂内管の蛇腹形状の山部と谷部とに沿って密着させ、樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状にゴム層を成形するようになすことができる(請求項2)。
このようにすることで、ゴム層を容易に樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に成形することができ、且つその成形作業を人手作業に因らないで自動化することが可能となる。
【0037】
次に請求項3は、押出機から長尺に連続押出しした樹脂の直管をコルゲート成形機にて連続的に蛇腹管に成形するとともに、その後において長尺の樹脂内管の外周側にゴム材を連続押出しして蛇腹形状のゴム層を連続成形し、そして加硫後の長尺管を所定長さの1本ごとのホースに切断するもので、この製造方法によれば、蛇腹形状の樹脂内管及びその外周側のゴム層を含む蛇腹ゴムホースを連続的に製造することが可能となる。
この製造方法では、サイズや蛇腹形状の異なった異種類の蛇腹ゴムホースであっても、混流状態で容易に連続的に製造できる利点が得られる。
【0038】
この場合において上記加硫工程を、未加硫の長尺管を加硫炉に連続的に通して連続加硫するものとなしておくことができる(請求項4)。
このようにすれば、加硫工程自体も連続的に且つ自動的に行うことができる。
【0039】
請求項5は上記の切断工程自体も、加硫後の長尺管を連続的に送りながらこれを所定長さごとに連続的に切断するようになしたもので、この請求項5によれば、かかる切断工程を含む蛇腹ゴムホースの製造を連続化,自動化することができる。
この場合において、連続的に送られて来る加硫後の長尺管の特定部位の通過をセンサにて検出し、そして特定部位の通過の検出から長尺管が設定距離送られた位置でカッタにより1本ごとのホースに次々と連続的に自動切断していくようになすことができる。
【0040】
その際、長尺管における蛇腹ゴムホースのストレート形状部から蛇腹形状部の最初の山部又は谷部を特定部位として、これを検出するようになすことができる。このようにすることで、ホースの特定部位の検出を容易且つ精度高く行うことができる。
更にこの場合において、最初の山部又は谷部を蛇腹形状部の他の山部又は谷部とは別の特殊形状となしておくことができる。この場合、特定部位の検出を更に容易且つ高い精度で行うことが可能となる。
【0041】
次に請求項6は、補強線材を編組して成る補強層を有する蛇腹ゴムホースを製造するに際し、樹脂内管を芯体として補強線材を樹脂内管の蛇腹形状の山部と谷部とに沿って断面波状に連続して編組し、樹脂内管の蛇腹形状に追従した蛇腹形状に補強層を連続的に形成していくものである。
【0042】
例えば、単に蛇腹形状の未加硫のゴム層の外周面に補強線材を所定のテンションをかけて編組していくと、補強線材のテンションによって蛇腹形状のゴム層が形状を崩してしまう。
一方でこれを防止すべくテンションを著しく小さくして補強線材を編組していくと、補強線材を蛇腹形状の山部と谷部とに沿って波状に編組していくといったことができない。
【0043】
しかるにこの製造方法では、予め蛇腹管に成形してある樹脂内管を芯体として、即ちマンドレル代わりに用いて補強線材を編組していくため、補強線材を十分に大きなテンションをかけた状態で編組していくことが可能であり、これにより補強線材を蛇腹形状の山部と谷部とに沿って波状に編組していくことが可能となり、補強層を樹脂内管の蛇腹形状に良好に追従した蛇腹形状に形成することが可能となる。
またこの製造方法では、各ホース1本ごとに補強線材を編組して補強層を形成するといったものではなく、連続的に送られて来る長尺の押出品に対して補強線材を編組していくものであるため、補強層の形成を容易に且つ連続的に行うことができる。
【0044】
この場合において、樹脂内管の成形工程と、ゴム層の成形工程と、補強線材の編組による補強層の形成工程及び加硫工程を連続生産ラインに沿って、略直線状に整列しておくことができる(請求項7)。
【0045】
次に請求項8は、上記のゴム層として中間ゴム層と外面ゴム層とを有していて、その間に上記補強層を有する蛇腹ゴムホースを製造するに際し、蛇腹管をなす樹脂内管の外周側に先ず中間ゴム層を蛇腹形状に成形し、その後に補強層を蛇腹形状に形成した後、外面ゴム層を同じく蛇腹形状に且つ何れも樹脂内管を芯体として用いながらそれぞれを蛇腹形状に成形するものである。
この製造方法では、樹脂内管を芯体として用いることにより中間ゴム層,補強層,外面ゴム層の何れをも良好に蛇腹形状に且つ連続して形成していくことが可能である。
【0046】
また中間ゴム層の外周側に補強線材を編組して補強層を蛇腹形状に形成するに際し、樹脂内管が芯体として働くことから、補強線材に大きなテンションをかけて編組を行っても中間ゴム層が形状崩れを生じず、補強線材を中間ゴム層の蛇腹形状の山部と谷部とに沿って良好に編組していくことができる。
【0047】
これら請求項6〜8の製造方法では補強層を良好に蛇腹形状に形成できることから、蛇腹ゴムホースに対し補強層の補強効果を全長に亘り均等に及ぼすことができ、蛇腹ゴムホースの耐圧性,強度を効果的に高くすることができる。
また補強層自体の周辺からの剥離を防止し得て、蛇腹ゴムホースの耐久性を高めることができる。
【0048】
これらの場合において、上記補強線材として熱収縮性のものを用いることができる(請求項9)。
補強線材としてこのような熱収縮性のものを用いた場合、特に蛇腹形状の谷部において加硫時の加熱により補強線材を収縮させることで補強層の谷部形状を、樹脂内管における蛇腹形状の谷部形状に良好に追従させ、より密着させることができる。
即ち編組により補強層を形成した時点で、谷部において補強層が若干浮き上がりを生じていたとしても加硫時に補強層が熱収縮して補強線材を蛇腹形状の谷部に、より沈み込ませることができ、より密着させ得て密着力をも向上することができる。
【0049】
ここで熱収縮性の補強線材として、例えば加熱時(加硫時)の熱収縮率が5%以上のものを好適に用いることができる。
そのようなものとして、例えばポリエステル,PA(ポリアミド)66等を例示することができる。
【0050】
次に請求項10は蛇腹ゴムホースに関するもので、この蛇腹ゴムホースは、蛇腹管をなす樹脂内管と、その樹脂内管の蛇腹形状に追従した蛇腹形状の外周側の中間ゴム層と、更にその外周側の蛇腹形状の補強層と、その補強層の更に外周側の蛇腹形状の外面ゴム層とを有するもので、この蛇腹ゴムホースの場合、樹脂内管によって輸送流体に対する良好な耐透過性を与えることができるとともに、補強層によって大きな耐圧性を与えることができ、しかも全体として蛇腹形状をなしているため可撓性、従って良好な振動吸収性能を与えることができる。
【0051】
この場合において上記樹脂内管は、その外周側に補強線材をテンションをかけて編組しても変形しない強度,厚さを有するものとなしておくことができる(請求項11)。
【発明を実施するための最良の形態】
【0052】
次に本発明の実施形態を図面に基づいて詳しく説明する。
図1及び図2において、10は例えば冷媒輸送用ホース(エアコンホース)等として用いられる蛇腹ゴムホースで、そのほぼ全体をなす蛇腹形状部10-1と、両端部の直管状のストレート形状部10-2とを有している。
この蛇腹ゴムホース10は最内層としての樹脂内管16を有し、その外周側に中間ゴム層18,補強線材としての補強糸58(図9参照)を編組して成る補強層20,カバーゴム層としての外面ゴム層22を順次積層した構造をなしている。
【0053】
ここで樹脂内管16,中間ゴム層18,補強層20,外面ゴム層22は、図2に示しているように何れも蛇腹形状部10-1に対応する部分が蛇腹形状をなしており、また両端部のストレート形状部10-2に対応する部分が何れも直管状をなしている。
即ち樹脂内管16,中間ゴム層18,補強層20,外面ゴム層22の何れもが、それぞれのほぼ全体をなす蛇腹形状部16-1,18-1,20-1,22-1及び両端部のストレート形状部16-2,18-2,20-2,22-2をそれぞれ有している。
ここで中間ゴム層18,補強層20,外面ゴム層22の蛇腹形状部18-1,20-1,22-1は、何れも樹脂内管16の蛇腹形状部16-1に追従した断面波状をなす蛇腹形状をなしている。
【0054】
本実施形態において蛇腹ゴムホース10は、図1に示しているように蛇腹ゴムホース10を長手方向に連続して形成した長尺管10D(加硫後のもの)を1本の蛇腹ゴムホース10ごとに切断して得たものである。
【0055】
本実施形態において、蛇腹ゴムホース10は内径が5〜50mm程度のもので、このうち樹脂内管16は厚みが0.2mm程度、望ましくは0.15mm程度のものであり、また中間ゴム層18,外面ゴム層22はそれぞれ厚みが2mm,1mm程度のものである。
【0056】
また材質については樹脂内管16は、ここではポリアミド樹脂が用いられているが、その他にポリメチルペンテン等の樹脂を用いることができる。
【0057】
一方中間ゴム層18としては、IIR,ハロゲン化−IIR(Cl−IIR,Br−IIR),NBR,CR,EPDM,EPM,FKM,ECO,シリコーンゴム,ウレタンゴム,アクリルゴム等を用いることができる。
【0058】
また補強層20を構成する補強糸58としては熱収縮性を有するポリエステル,ポリアミド系のものが望ましい。
【0059】
更に外面ゴム層22としては上記中間ゴム層18で列挙した各種ゴム材を用いることができるが、それ以外にも熱収縮チューブやエラストマーゴムと称される熱可塑性エラストマー(TPE)を使用することも可能で、材質としてはアクリル系,スチレン系,オレフィン系,ジオレフィン系,塩化ビニル系,ウレタン系,エステル系,アミド系,フッ素系等を用いることができる。
【0060】
尚中間ゴム層18は内部を流通する流体に応じて適宜の材料を選択して用いることができる。
但しHFC系冷媒輸送用ホースの場合には、特にIIR,ハロゲン化−IIRの単独材又はブレンド材が好ましい。
この点は外面ゴム層22についても同様である。
【0061】
次に本実施形態の蛇腹ゴムホース10の製造方法を図3〜図13に基づいて以下に詳しく説明する。
先ず図3において24は樹脂材の押出機で、ノズル26から樹脂材が直管状に連続して長尺に押し出されていく。
図7において26A,26Bはノズル26のアウタ,インナで、それらアウタ26Aとインナ26Bとの間の環状の通路を通じて樹脂材が前方(図7中右方)に押し出されていく。
【0062】
このように押出機24から連続して長尺に押し出された樹脂の直管は、続いて図3に示すコルゲート成形機28にて押出機24からの押出しに同期して連続的に蛇腹管に成形されていく。
即ち図5(I)に示す樹脂内管16が連続的に成形されて行く。図5(I)において、10Aは樹脂内管16が長手方向に連続した形態の長尺管を表している。
図5(I)に示しているように各樹脂内管16は、その大部分をなす蛇腹形状部16-1と両端部の直管状のストレート形状部16-2とを有する形状にコルゲート成形機28にて成形される。
【0063】
図6及び図7はコルゲート成形機28を表したもので、左右(図6中上下)一対の循環成形型30を有している。
32は個々の成形ブロックで、コルゲート成形機28の溝部に環状に複数配置されている。
この成形ブロック32にはギヤ部34が設けられており、成形ラインに形成された駆動部により順次送り出され、図6中矢印で示す方向に連続的に循環運動する。
【0064】
各成形ブロック32は成形内面が断面半円形状をなしており、左右(図中上下)一対の成形ブロック32を合せた状態で、それらの内側に断面円形状の成形内面を形成する。
これら成形ブロック32の成形内面は蛇腹形状部16-1,ストレート形状部16-2に対応した形状をなしている。
【0065】
図7に示しているように、各成形ブロック32には多数の吸引孔36が設けられており、それら吸引孔36を通じて成形ブロック32の成形内面で囲まれた空間、詳しくはその空間に挿通された樹脂の直管と成形内面との間の空間が真空吸引される。
そしてその真空吸引力により、樹脂の直管が成形ブロック32の成形内面に強制的に密着させられて、成形ブロック32の成形内面に対応した形状に成形される。即ち蛇腹形状部16-1とストレート形状部16-2とに成形される。
尚このとき、パイプ38の孔40を通じてエアーを吹き出すようにしておいても良い。
【0066】
図3に示しているように、コルゲート成形機28から出た樹脂内管16の長尺管10Aは、続いて押出機42に通されて、そこで長尺管10Aの外周面、即ち各樹脂内管16の外周面に中間ゴム層18が積層状態に押出成形されていく。
【0067】
押出機42は、図8に示しているように樹脂内管16を長手方向に連続的に連ねた長尺管10Aの図中右方への進行に伴って、ダイス44からゴム材を長尺管10Aの外周面を被覆するようにして連続的に筒状に押し出していく。
この場合、単にゴム材を筒状に押し出すだけであると、押し出されたゴム材は直管状の円筒形状となってしまい、押出成形したゴムの筒体と樹脂内管16における蛇腹形状部16-1の谷部との間に隙間が生じてしまう。
【0068】
そこでこの実施形態ではラッパ状の筒体46を設けて、その内側空間48を真空吸引するようにしている。
これにより、ダイス44から筒状に押し出された中間ゴム層18のゴム材は、その真空吸引力により樹脂内管16における蛇腹形状部16-1の山部と谷部とに沿って密着し、樹脂内管16の蛇腹形状部16-1に追従した断面波状をなす蛇腹形状に成形される。
勿論樹脂内管16のストレート形状部16-2においてはその外周面に沿って密着し、対応する形状の直管状に成形される。
【0069】
この実施形態では樹脂内管16、即ちこれを連続的に連ねた長尺管10Aを芯体としてその外周面に中間ゴム層18を成形するものであることから、その中間ゴム層18を良好に蛇腹形状に成形することができる。
図8において、18はそのようにして樹脂内管16の外周面に沿って成形された中間ゴム層を、18-1は中間ゴム層18における蛇腹形状部を、18-2はストレート形状部をそれぞれ表している。
尚図8において50は引取機である。
【0070】
尚、樹脂内管16の外周面に予めプラズマ処理をしておくことで、樹脂内管16と中間ゴム層18との接着性をより高めるようになしても良い。
図8,図5(II)に示す10Bはこのようにして樹脂内管16の連結体、即ち長尺管10Aの外周面に中間ゴム層18を被覆成形した後の長尺管を表している。
【0071】
以上のようにして中間ゴム層18を被覆成形した後の長尺管10Bは、続いて図3に示しているように編組機52に通されて、そこで中間ゴム層18の外周面から後述の補強糸58が連続的に編組されていき、長尺管10Bの外周面に補強糸58を編組して成る補強層20が長手方向に沿って連続的に形成されていく。
【0072】
図9〜図12は編組機52の要部と編組の方法を示している。
この編組機52は、図9に示しているように円盤状のデッキ板54を有し、更に互いに対をなすキャリヤ56A,56Bを円周に沿って複数対有していて、互いに対をなすキャリヤ56A,56Bが8の字状に交叉運動しつつ、デッキ板54の中心周りを周回運動することで、補強糸58を中間ゴム層18の外周面にブレード編組していく。
【0073】
図9において、60は各対をなすキャリヤ56A,56Bを互いに8の字状に交叉運動させながらデッキ板54の中心周りに周回運動させるための円盤で、図11に示しているようにデッキ板54の中心周りの円周上にかかる円盤60が多数連設されている。
これら円盤60には、外周部にU字状の切欠62が設けられており(図11(B)参照)、円盤60の同方向の回転に伴ってキャリヤ56A,56Bが、一の円盤60から隣接する他の円盤60へとそれら切欠62において受け渡される。
【0074】
ここでキャリヤ56Aと56Bとは、一の円盤60から互いに逆の側に連設した円盤60へと受け渡され、それぞれがデッキ板54の中心周りに互いに逆方向に周回運動していく。
その結果として、キャリヤ56Aと56Bとが8の字状に交叉運動しながら、デッキ板54の中心周りに逆向きに周回運動していく。
【0075】
図10に示しているように、各円盤60には被動ギヤ66が対応する各円盤60と一体回転する状態で設けられている。
また各被動ギヤ66は、同図に示しているように隣接するもの同士が互いに噛み合わされている。
そして何れかの被動ギヤ66に対し駆動ギヤ68が噛み合っており、その駆動ギヤ68が駆動モータ70にて回転駆動される。
即ちこの駆動ギヤ68が駆動モータ70にて回転駆動されることで各被動ギヤ66、従って各円盤60が一斉に回転運動させられる。
尚、図9,図10及び図11において64は補強糸58のガイドリングを表している。
【0076】
本実施形態では、図9に示しているように中間ゴム層18を押出成形した後の長尺管10Bを編組機52に通して、中間ゴム層18の外周面に補強糸58をその長手方向に沿って連続的に編組していく。
図9において、10Cはそのようにして中間ゴム層18の外周面に補強層20を形成した後の長尺管を表している。
【0077】
この補強層20の形成工程において、長尺管10Bがその内部に樹脂内管16を有していない場合、即ち単にゴム層だけである場合、補強糸58を糸乱れが発生しないようなテンションをかけて編組していくと、補強糸58の編組によってゴム層の形状が崩れてしまい、良好に編組を行うことができない。
【0078】
しかるに本実施形態では、長尺管10Bがその内部に硬い樹脂内管16を有しているため、この樹脂内管16を芯体として即ちマンドレル代わりに用いて、良好に長尺管10Bの外周面に補強糸58を糸乱れが発生しないようなテンションでブレード編組していくことができる。
そのため長尺管10Bのストレート形状部18-2はもとより、蛇腹形状部18-1においても、補強糸58を樹脂内管16における蛇腹形状部16-1の山部と谷部とに沿って良好に断面波状に編組していくことができ、補強層20を樹脂内管16の蛇腹形状部16-1に追従した蛇腹形状(蛇腹形状部20-1)に良好に形成していくことができる。
【0079】
本実施形態ではまた、より密着性を高めるため長尺管10Bにおける蛇腹形状部18-1に対して編組を行う際、ストレート形状部18-2に対する編組のときよりもキャリヤ56A,56Bの回転速度を高くする(送り速度は一定)。
これによって補強糸58を蛇腹形状部18-1の谷部により落ち込ませることができるため密着性が向上し、良好に補強層20を形成できる。
【0080】
そのため本実施形態では、図10(A)に示しているように長尺管10Cの引取機50の駆動と編組機52におけるキャリヤ56A,56Bの駆動とを別駆動とし、それらを制御部72にて自動制御する。
具体的には、図12に示しているように長尺管10Bの蛇腹形状部18-1が編組点Pにさしかかったところで、キャリヤ56A,56Bの回転速度を速くし、そして蛇腹形状部18-1に続くストレート形状部18-2が編組点Pに到ったところで、キャリヤ56A,56Bの回転速度を通常の回転速度に戻すようにしている。
【0081】
その具体的な制御は次のようにして行う。
即ち、図12(A)に示しているように長尺管10Bの進行路に沿って定位置に設けたセンサ74が、蛇腹形状部18-1の最初の山部の通過を検知してから、編組点Pからの距離L分だけ長尺管10Bが前進送りされたところで、駆動モータ70(図10参照)の回転速度を上げてキャリヤ56A,56Bの回転速度を高め、補強糸58の編組密度,編組のピッチを高める。
ここで距離Lの送りの検出は、引取機50に設けたエンコーダ76による送り量の検出に基づいて行うことができる。
【0082】
一方図12(B)に示すようにセンサ74がストレート形状部18-2を検出したら、その後長尺管10BをL−L2分だけ前進送りしたところでキャリヤ56A,56Bの回転速度を通常の速度に戻す。
この結果、ストレート形状部18-2が編組点Pに到ったところから編組密度,編組ピッチが通常の密度,ピッチに変更される。
ここでL2を設定しているのは、センサ74によるストレート形状部18-2の検出を精度高く行うためには、一定距離(図中L2)に亘ってセンサ74が山部を検出しないことをもって、初めてストレート形状部18-2が到達したことを認識できるからである。
【0083】
本実施形態では、以上のようにして長尺管10Bの蛇腹形状部18-1の山部及び谷部に沿って補強糸58を断面波状に即ち蛇腹形状に編組することができるが、但しこの編組工程のみで補強層20を樹脂内管16における蛇腹形状部16-1の谷部の底まで密着する状態に編組されない場合も生じ得る。
即ち図14(A)(I)に示しているように、補強層20の谷部が樹脂内管16の蛇腹形状部16-1の谷部、具体的にはその外周側の中間ゴム層18における蛇腹形状部18-1の谷部から若干浮いた状態となることがある。
【0084】
但し本実施形態では補強糸58として熱収縮性のものを用いているため、その後後述の加硫処理をすることで図14(A)(II)に示しているように熱収縮性の補強糸58が熱収縮し、これにより補強層20が中間ゴム層18における蛇腹形状部18-1の谷部に密着するまで十分に落ち込んで、補強層20の蛇腹形状部20-1が、中間ゴム層18の蛇腹形状部18-1に糸乱れなく良好に追従した蛇腹形状となる。
【0085】
尚、図14(B)は比較例として補強糸58に十分なテンションをかけないで編組を行ったときに補強層20が中間ゴム層18の蛇腹形状に正確に追従せず、補強層20の谷部が中間ゴム層18の谷部から浮いた状態となることを表している。
【0086】
図5(III)の10Cは、以上のようにして長尺管10Bの外周面に沿って補強層20を形成した後の長尺管を表している。
この長尺管10Cは、図4に示しているように続いて押出機78に通されて、そこで長尺管10Cの外周面に沿って外面ゴム層22が連続的に被覆状態に成形されていく。
このときにも外面ゴム層22は、長尺管10Cのストレート形状部20-2においてはそれに追従したストレート形状部22-2に、また蛇腹形状部20-1においてはその蛇腹形状に追従して蛇腹形状部22-1に成形されていく。
この押出機78の構成については、上記の中間ゴム層18の押出機42と同様であるのでここでは詳しい説明は省略する。
【0087】
図5(IV)の10Dは、以上のようにして長尺管10Cの外周面に沿って外面ゴム層22を形成した後の長尺管を表している。
この長尺管10Dは続いて図4のトンネル炉形式の連続加硫炉80に連続的に通されて、そこで例えば熱風や高圧蒸気等により長尺管10Dが連続的に加硫されて行く。
加硫後において長尺管10Dは続いて図4の自動切断機82で1本ごとの蛇腹ゴムホース10に切断されて行く。
ここで加硫後の長尺管10Dの切断は、互いに隣り合う蛇腹形状部10-1と10-1との丁度中間の1箇所で行われる。
【0088】
この自動切断機82では、図13に示しているように連続的に送られて来る長尺管10Dの蛇腹形状部10-1の山部の通過をレーザセンサ84にて検出するとともに、その特定の山部の通過の検出から長尺管10Dが一定距離送られた位置で、カッタ86により1本ごとの蛇腹ゴムホース10に次々と連続的に自動切断していく。
詳しくは、ここではレーザセンサ84で先に通過した蛇腹形状部10-1の最後の山部と、次の蛇腹形状部10-1の最初の山部とをそれぞれ位置検出し、カッタ86にてそれらの丁度中間の1箇所の位置で長尺管10Dを次々と切断していく。
【0089】
尚本実施形態では、補強糸58の糸乱れが生じないようなテンションをかけても潰れることのない樹脂内管16が形成されているので、良好な編組層即ち補強層20を形成することができる。
【0090】
以上のような本実施形態の蛇腹ゴムホースの製造方法では、先ず樹脂内管16を予め蛇腹管に成形しておき、その後製品の一部であるその樹脂内管16をマンドレル代わりとして用いて、樹脂内管16の外周面に中間ゴム層18,補強層20及び外面ゴム層22を順次に蛇腹形状に成形した上、加硫処理を行うものであり、この製造方法によれば、従来の製造方法のように製品とは別のマンドレルや蛇腹形状を与えるための外枠型や紐状体といったものを用いなくても樹脂内管16,中間ゴム層18,補強層20及び外面ゴム層22を有する蛇腹ゴムホース10を良好に成形することができる。
【0091】
また樹脂内管16の外周側に中間ゴム層18を成形するに際し、押出機42から筒状に押し出されるゴム材と内周側の樹脂内管16との間を真空吸引することで、その真空吸引力に基づいてゴム材を樹脂内管16の蛇腹形状部16-1の山部と谷部とに沿って密着させ得、蛇腹形状部16-1に追従した波状をなす蛇腹形状に中間ゴム層18を成形することができる。
しかもその成形作業を人手作業に因らないで自動的に行うことができる。
【0092】
更に本実施形態では、押出機24から長尺に連続押出しした樹脂の直管をコルゲート成形機28にて連続的に蛇腹管に成形するとともに、その後において長尺の樹脂内管16の外周側に蛇腹形状の中間ゴム層18,補強層20,外面ゴム層22を連続成形し、そして加硫後において長尺の加硫品(長尺管10D)を所定長さの1本ごとの蛇腹ゴムホース10に自動切断するもので、蛇腹ゴムホース10を連続的に製造することができる。
【0093】
この製造方法はまた、サイズや蛇腹形状の異なった異種類の蛇腹ゴムホース10であっても、混流状態で容易に連続的に製造することができる利点を有する。
詳しくは同一形状,同一種類の蛇腹ゴムホース10をそれぞれ連続成形するのではなく、図15に示しているように寸法の異なる2種類の蛇腹ゴムホース10,10を混在状態で混流生産することができる。
この場合、コルゲート成形機28において、各蛇腹ゴムホース10,10に対応した成形内面を有する成形ブロック32を混在状態で互いに連結しておくことで、このような異種類の蛇腹ゴムホース10,10を混在状態で連続的に製造することができる。
【0094】
本実施形態では、未加硫の長尺管10Dを連続加硫炉80に通して加硫するようになしていることから、加硫工程も自動化することができ、更にその後の切断工程も自動化することができる。
【0095】
ここで自動切断は、連続的に送られて来る長尺管10Dの蛇腹形状部10-1の山部の通過をレーザセンサ84にて検出するとともに、その特定の山部の通過の検出から長尺管10Dが一定距離送られた位置でカッタ86により1本ごとの蛇腹ゴムホース10に次々と連続的に自動切断をしていくことで容易に行うことができる。
【0096】
また本実施形態の製造方法によれば、補強層20を良好に蛇腹形状に形成できることから、蛇腹ゴムホース10に対し補強層20の補強効果を全長に亘り均等に及ぼすことができ、蛇腹ゴムホース10の耐圧性,強度を効果的に高めることができる。
また補強層20自体も中間ゴム層18の蛇腹形状部18-1及び外面ゴム層22の蛇腹形状部22-1に沿って全体的に密着接触した状態となるため、補強層20の剥離を防止して蛇腹ゴムホース10の耐久性を高めることができる。
【0097】
また本実施形態の蛇腹ゴムホース10は、樹脂内管16によって輸送流体に対する良好な耐透過性を与えることができるとともに、補強層20によって大きな耐圧性を与えることができ、しかも全体として蛇腹形状をなしているため可撓性、従って良好な振動吸収性能を与えることができる。
【0098】
以上本発明の実施形態を詳述したがこれはあくまで一例示であり、本発明はその趣旨を逸脱しない範囲において種々変更を加えた形態,態様で構成,実施可能である。
【図面の簡単な説明】
【0099】
【図1】本発明の一実施形態の蛇腹ゴムホースを示した図である。
【図2】図1に示す蛇腹ゴムホースの断面図である。
【図3】本発明の一実施形態の蛇腹ゴムホースの製造方法を示した工程説明図である。
【図4】図3に続く工程説明図である。
【図5】図3及び図4に示す各工程を経た蛇腹ゴムホースをそれぞれ示す図である。
【図6】樹脂内管を成形するコルゲート成形機を示す図である。
【図7】図6の要部を示す図である。
【図8】中間ゴム層の成形方法を示す図である。
【図9】補強層を形成する編組機を示す図である。
【図10】補強層の形成方法を示す図である。
【図11】図9及び図10の要部を示した図である。
【図12】補強層を編組する際の編組機におけるキャリヤの回転速度の制御方法を示す説明図である。
【図13】切断工程を示した図である。
【図14】補強糸の編組の状態を比較例とともに示した図である。
【図15】同実施形態の利点の説明図である。
【図16】従来の曲り形状のホースの製造方法の工程を示した図である。
【図17】図16に続く工程を示した図である。
【図18】図16,図17とは異なる曲り形状のホースの従来の製造方法及び蛇腹ゴムホースの従来の製造方法を示した図である。
【図19】図18とは異なる蛇腹ゴムホースの従来の製造方法を示した図である。
【符号の説明】
【0100】
10 蛇腹ゴムホース
10D 長尺管
16 樹脂内管
16-1,18-1,20-1,22-1 蛇腹形状部
18 中間ゴム層
20 補強層
22 外面ゴム層
24,42,78 押出機
28 コルゲート成形機
58 補強糸(補強線材)
80 連続加硫炉
82 自動切断機
84 レーザセンサ
86 カッタ
【特許請求の範囲】
【請求項1】
蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状の外周側のゴム層とを有する蛇腹ゴムホースの製造方法であって、
(イ)前記樹脂内管を予め蛇腹管に成形する樹脂内管の成形工程と、
(ロ)その後に該樹脂内管を芯体として、その外周面にゴム材を筒状に且つ前記蛇腹形状に沿わせて押出機から押出成形し、該樹脂内管の蛇腹形状に全長に亘って追従した断面波状をなす蛇腹形状に前記ゴム層を成形するゴム層の成形工程と、
(ハ)その後の加硫工程と、
を含んでいることを特徴とする蛇腹ゴムホースの製造方法。
【請求項2】
請求項1において、前記押出機から筒状に押し出されるゴム材とその内周側の前記樹脂内管との間を真空吸引することで、該押し出されたゴム材を該樹脂内管の蛇腹形状の山部と谷部とに沿って密着させ、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に前記ゴム層を成形することを特徴とする蛇腹ゴムホースの製造方法。
【請求項3】
請求項1,2の何れかにおいて、前記樹脂内管の成形工程が、押出機から長尺に連続押出しした樹脂の直管をコルゲート成形機にて連続的に蛇腹管に成形するものであり、
前記ゴム層の成形工程が、その後において連続的に送られて来る前記長尺の樹脂内管の外周側に前記ゴム材を連続押出しして前記蛇腹形状のゴム層を連続成形するものであり、前記製造方法が、前記加硫工程の後において長尺の加硫品を所定長さの1本ごとのホースに切断する切断工程を更に含んでいることを特徴とする蛇腹ゴムホースの製造方法。
【請求項4】
請求項3において、前記加硫工程が、未加硫の長尺管を加硫炉に連続的に通して該長尺管を連続加硫するものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項5】
請求項3,4の何れかにおいて、前記切断工程が、連続的に送られて来る加硫後の長尺管の特定部位の通過をセンサにて検出するとともに、該特定部位の通過の検出から該長尺管が設定距離送られた位置でカッタにより前記1本ごとのホースに次々と連続的に自動切断していくものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項6】
請求項3,4の何れかにおいて、前記蛇腹ゴムホースが、前記樹脂内管の外周側に補強線材を編組して成り該樹脂内管の蛇腹形状に追従した波状をなす補強層を有するものであり、
該補強層の形成工程が、前記樹脂内管を芯体として前記補強線材を該樹脂内管の蛇腹形状の山部と谷部とに沿って断面波状に連続して編組し、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に該補強層を連続的に形成していくものであり、
前記切断工程が、該補強層ごと前記加硫品を切断するものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項7】
請求項6において、前記樹脂内管の成形工程と、前記ゴム層の成形工程と、前記補強層の形成工程及び前記加硫工程が連続生産ライン上に略直線状に整列されていることを特徴とする蛇腹ゴムホースの製造方法。
【請求項8】
請求項6,7の何れかにおいて、前記蛇腹ゴムホースが前記樹脂内管の外周側に前記ゴム層として中間ゴム層と外面ゴム層とを有していて、それら中間ゴム層と外面ゴム層との間に前記補強層を有するものであり、
前記ゴム層の成形工程が該中間ゴム層の成形工程と該外面ゴム層の成形工程とを有していて、該中間ゴム層の成形工程が、前記樹脂内管を芯体としてその外周側に該中間ゴム層用のゴム材を該樹脂内管の蛇腹形状の山部と谷部に沿って連続押出しして、該中間ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであり、
また前記外面ゴム層の成形工程が、該樹脂内管を芯体としてその蛇腹形状の山部と谷部とに沿って該外面ゴム層用のゴム材を連続押出しして、該外面ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項9】
請求項6〜8の何れかにおいて、前記補強線材として熱収縮性の補強線材を用いることを特徴とする蛇腹ゴムホースの製造方法。
【請求項10】
型成形により形成された蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した蛇腹形状の外周側の中間ゴム層と、該中間ゴム層の外周側の該蛇腹形状に追従した蛇腹形状の補強線材を編組して成る補強層と、該補強層の更に外周側の該蛇腹形状に追従した蛇腹形状の外面ゴム層とを有していることを特徴とする蛇腹ゴムホース。
【請求項11】
請求項10において、前記樹脂内管は、該樹脂内管の外周側に前記補強線材をテンションをかけた状態で編組しても変形しない強度,厚みを有していることを特徴とする蛇腹ゴムホース。
【請求項1】
蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状の外周側のゴム層とを有する蛇腹ゴムホースの製造方法であって、
(イ)前記樹脂内管を予め蛇腹管に成形する樹脂内管の成形工程と、
(ロ)その後に該樹脂内管を芯体として、その外周面にゴム材を筒状に且つ前記蛇腹形状に沿わせて押出機から押出成形し、該樹脂内管の蛇腹形状に全長に亘って追従した断面波状をなす蛇腹形状に前記ゴム層を成形するゴム層の成形工程と、
(ハ)その後の加硫工程と、
を含んでいることを特徴とする蛇腹ゴムホースの製造方法。
【請求項2】
請求項1において、前記押出機から筒状に押し出されるゴム材とその内周側の前記樹脂内管との間を真空吸引することで、該押し出されたゴム材を該樹脂内管の蛇腹形状の山部と谷部とに沿って密着させ、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に前記ゴム層を成形することを特徴とする蛇腹ゴムホースの製造方法。
【請求項3】
請求項1,2の何れかにおいて、前記樹脂内管の成形工程が、押出機から長尺に連続押出しした樹脂の直管をコルゲート成形機にて連続的に蛇腹管に成形するものであり、
前記ゴム層の成形工程が、その後において連続的に送られて来る前記長尺の樹脂内管の外周側に前記ゴム材を連続押出しして前記蛇腹形状のゴム層を連続成形するものであり、前記製造方法が、前記加硫工程の後において長尺の加硫品を所定長さの1本ごとのホースに切断する切断工程を更に含んでいることを特徴とする蛇腹ゴムホースの製造方法。
【請求項4】
請求項3において、前記加硫工程が、未加硫の長尺管を加硫炉に連続的に通して該長尺管を連続加硫するものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項5】
請求項3,4の何れかにおいて、前記切断工程が、連続的に送られて来る加硫後の長尺管の特定部位の通過をセンサにて検出するとともに、該特定部位の通過の検出から該長尺管が設定距離送られた位置でカッタにより前記1本ごとのホースに次々と連続的に自動切断していくものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項6】
請求項3,4の何れかにおいて、前記蛇腹ゴムホースが、前記樹脂内管の外周側に補強線材を編組して成り該樹脂内管の蛇腹形状に追従した波状をなす補強層を有するものであり、
該補強層の形成工程が、前記樹脂内管を芯体として前記補強線材を該樹脂内管の蛇腹形状の山部と谷部とに沿って断面波状に連続して編組し、該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に該補強層を連続的に形成していくものであり、
前記切断工程が、該補強層ごと前記加硫品を切断するものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項7】
請求項6において、前記樹脂内管の成形工程と、前記ゴム層の成形工程と、前記補強層の形成工程及び前記加硫工程が連続生産ライン上に略直線状に整列されていることを特徴とする蛇腹ゴムホースの製造方法。
【請求項8】
請求項6,7の何れかにおいて、前記蛇腹ゴムホースが前記樹脂内管の外周側に前記ゴム層として中間ゴム層と外面ゴム層とを有していて、それら中間ゴム層と外面ゴム層との間に前記補強層を有するものであり、
前記ゴム層の成形工程が該中間ゴム層の成形工程と該外面ゴム層の成形工程とを有していて、該中間ゴム層の成形工程が、前記樹脂内管を芯体としてその外周側に該中間ゴム層用のゴム材を該樹脂内管の蛇腹形状の山部と谷部に沿って連続押出しして、該中間ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであり、
また前記外面ゴム層の成形工程が、該樹脂内管を芯体としてその蛇腹形状の山部と谷部とに沿って該外面ゴム層用のゴム材を連続押出しして、該外面ゴム層を該樹脂内管の蛇腹形状に追従した断面波状をなす蛇腹形状に連続成形するものであることを特徴とする蛇腹ゴムホースの製造方法。
【請求項9】
請求項6〜8の何れかにおいて、前記補強線材として熱収縮性の補強線材を用いることを特徴とする蛇腹ゴムホースの製造方法。
【請求項10】
型成形により形成された蛇腹管をなす樹脂内管と、該樹脂内管の蛇腹形状に追従した蛇腹形状の外周側の中間ゴム層と、該中間ゴム層の外周側の該蛇腹形状に追従した蛇腹形状の補強線材を編組して成る補強層と、該補強層の更に外周側の該蛇腹形状に追従した蛇腹形状の外面ゴム層とを有していることを特徴とする蛇腹ゴムホース。
【請求項11】
請求項10において、前記樹脂内管は、該樹脂内管の外周側に前記補強線材をテンションをかけた状態で編組しても変形しない強度,厚みを有していることを特徴とする蛇腹ゴムホース。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図13】

【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2006−35749(P2006−35749A)
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願番号】特願2004−221810(P2004−221810)
【出願日】平成16年7月29日(2004.7.29)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成18年2月9日(2006.2.9)
【国際特許分類】
【出願日】平成16年7月29日(2004.7.29)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]