
蛍光体含有シート、それを用いたLED発光装置およびその製造方法
【課題】LEDチップに波長変換層として貼り付ける蛍光体シートとして、形状加工性が良好で高い接着力を持つ蛍光体シートを提供する。
【解決手段】25℃での貯蔵弾性率が0.1MPa以上であり、100℃での貯蔵弾性率が0.1MPa未満である蛍光体含有シート。
【解決手段】25℃での貯蔵弾性率が0.1MPa以上であり、100℃での貯蔵弾性率が0.1MPa未満である蛍光体含有シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、LEDチップの発光波長を変換するためのシート状の蛍光材料に関する。
【背景技術】
【0002】
発光ダイオード(LED、Light Emitting Diode)は、その発光効率の目覚ましい向上を背景とし、低い消費電力、高寿命、意匠性などを特長として液晶ディスプレイ(LCD)のバックライト向けや、車のヘッドライト等の車載分野ばかりではなく一般照明向けでも急激に市場を拡大しつつある。
【0003】
LEDの発光スペクトルは、LEDチップを形成する半導体材料に依存するためその発光色は限られている。そのため、LEDを用いてLCDバックライトや一般照明向けの白色光を得るためにはLEDチップ上にそれぞれのチップに適合した蛍光体を配置し、発光波長を変換する必要がある。具体的には、青色発光するLEDチップ上に黄色蛍光体を設置する方法、青色発光するLEDチップ上に赤および緑の蛍光体を設置する方法、紫外線を発するLEDチップ上に赤、緑、青の蛍光体を設置する方法などが提案されている。これらの中で、LEDチップの発光効率やコストの面から青色LED上に黄色蛍光体を設置する方法、および青色LED上に赤および緑の蛍光体を設置する方法が現在最も広く採用されている。
【0004】
LEDチップ上に蛍光体を設置する具体的な方法の1つとして、LEDチップ上に、蛍光体を含有したシート(以下蛍光体シート)を貼り合わせる方法が提案されている(特許文献1〜3)。この方法は、従来実用化されている蛍光体を分散した液状樹脂をLEDチップ上にディスペンスして硬化する方法と比較して、一定量の蛍光体をLEDチップ上に配置することが容易であり、結果として得られる白色LEDの色や輝度を均一に出来る点で優れている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−235368号公報
【特許文献2】特開2010−123802号公報
【特許文献3】特許2011−102004号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
蛍光体シートをLEDチップに貼り合わせる方法は、前述のように液状蛍光体樹脂を用いるよりも色や輝度の安定化のためには優れた方法ではあるが、加工の難しさという問題を含んでいる。蛍光体シートをLEDチップの大きさに個片化するための切断加工が煩雑となる恐れがあり、また、LEDチップ上の電極部などに相当する部分には予め孔開け加工などを施す必要がある。そのために、加工性に優れる蛍光体シート材料を開発することが重要となる。
【0007】
一方で、蛍光体シートにはLEDチップ上に貼り合わせるために粘着性ないし接着性を付与することが必須である。例えば、特許文献1では、未硬化のシリコーン樹脂に蛍光体を分散させたシート材料を成形し、貼り合わせ後に熱硬化させて強固な接着を得る方法が開示されている。しかし、ここで開示された方法では、蛍光体シートに含まれる樹脂主成分を硬化後のシリコーン樹脂とすると接着性を得ることが難しいため、貼り合わせ前の蛍光体シートは未硬化状態であり、半固体状あるいは柔らかい固体状であり、切断や孔開け加工を高精度に行うことは非常に難しい。
【0008】
また、特許文献2では、接着性を確保するために蛍光体を含む層と、蛍光体を含まない接着層の2層構造としており、硬化前と硬化後のそれぞれにおける高温(150℃)弾性率を規定している。2層構造とすることで高濃度に蛍光体を含む層と、蛍光体を含まない接着層を機能分離しており、それぞれの高温時の弾性率を規定しているので貼り付け性には優れているが、常温での物性を特定しておらず貼り付け前の孔開けや切断と要った機械的な加工性は考慮されていない。
【0009】
さらに特許文献3では無機の蛍光体プレートと接着層を積層した複合シートが開示されており、無機の蛍光体プレートはダイシングで切断出来ることが開示されているが、接着層はシリコーン系エラストマーであり室温での機械加工性は不明である。
【0010】
このように、貼り合わせ前の加工性に優れ、かつ貼り合わせ時の接着性にも優れた蛍光体シートは得られていなかった。本発明はかかる特性を両立する蛍光体シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、25℃での貯蔵弾性率が0.1MPa以上であり、100℃での貯蔵弾性率が0.1MPa未満である蛍光体含有シートである。
【発明の効果】
【0012】
本発明によれば、蛍光体含有樹脂層は室温付近では高い貯蔵弾性率を持つために、切断、孔開けなどの機械的加工性に優れている。また高温では低い貯蔵弾性率を持つために、LED素子への貼り付けを高温で行うことで優れた接着性を持つ。
【図面の簡単な説明】
【0013】
【図1】本発明の樹脂積層シートによるLED発光装置製造工程の第1の例。
【図2】本発明の樹脂積層シートによるLED発光装置製造工程の第2の例。
【図3】本発明の樹脂積層シートによるLED発光装置製造工程の第3の例。
【発明を実施するための形態】
【0014】
本発明の蛍光体含有シートは、主として樹脂と蛍光体を含むものであれば、特に限定されることなく様々なものを使用することが可能である。必要に応じその他の成分を含んでいてもよい。以下、本発明の蛍光体含有シートを単に「蛍光体シート」という。
【0015】
本発明に使用される樹脂は、蛍光体を内部に含有させる樹脂であり、最終的にシートを形成する。よって、内部に蛍光体を均質に分散させられるものであり、シート形成できるものであれば、いかなる樹脂でも構わない。具体的には、シリコーン樹脂、エポキシ樹脂、ポリアリレート樹脂、PET変性ポリアリレート樹脂、ポリカーボネート樹脂、環状オレフィン、ポリエチレンテレフタレート樹脂、ポリメチルメタアクリレート樹脂、ポリプロピレン樹脂、変性アクリル、ポリスチレン樹脂及びアクリルニトリル・スチレン共重合体樹脂等が挙げられる。本発明においては、透明性の面からシリコーン樹脂やエポキシ樹脂が好ましく用いられる。更に耐熱性の面から、シリコーン樹脂が特に好ましく用いられる。
【0016】
本発明で用いられるシリコーン樹脂としては、硬化型シリコーンゴムが好ましい。一液型、二液型(三液型)のいずれの液構成を使用してもよい。硬化型シリコーンゴムには、空気中の水分あるいは触媒によって縮合反応を起こすタイプとして脱アルコール型、脱オキシム型、脱酢酸型、脱ヒドロキシルアミン型などがある。また、触媒によってヒドロシリル化反応を起こすタイプとして付加反応型がある。これらのいずれのタイプの硬化型シリコーンゴムを使用してもよい。特に、付加反応型のシリコーンゴムは硬化反応に伴う副成物がなく、硬化収縮が小さい点、加熱により硬化を早めることが容易な点でより好ましい。
【0017】
付加反応型のシリコーンゴムは、一例として、ケイ素原子に結合したアルケニル基を含有する化合物と、ケイ素原子に結合した水素原子を有する化合物のヒドロシリル化反応により形成される。このような材料としては、ビニルトリメトキシシラン、ビニルトリエトキシシラン、アリルトリメトキシシラン、プロペニルトリメトキシシラン、ノルボルネニルトリメトキシシラン、オクテニルトリメトキシシラン等のケイ素原子に結合したアルケニル基を含有する化合物と、メチルハイドロジェンポリシロキサン、ジメチルポリシロキサン-CO-メチルハイドロジェンポリシロキサン、エチルハイドロジェンポリシロキサン、メチルハイドロジェンポリシロキサン-CO-メチルフェニルポリシロキサン等のケイ素原子に結合した水素原子を有する化合物のヒドロシリル化反応により形成されるものが挙げられる。また、他にも、例えば特開2010−159411号公報に記載されているような公知のものを利用することができる。
【0018】
これらの樹脂を適宜設計することで、室温(25℃)での貯蔵弾性率と高温(100℃)での貯蔵弾性率を制御し、本発明の実施に有用な樹脂が得られる。
【0019】
また、市販されているものとして、一般的なLED用途のシリコーン封止材から適切な貯蔵弾性率を持つものを選択して使用することも可能である。具体例としては、東レ・ダウコーニング社製のOE−6630A/B、OE−6520A/Bなどがある。
【0020】
また、添加剤として塗布膜安定化のための分散剤やレベリング剤、シート表面の改質剤としてシランカップリング剤等の接着補助剤等を添加することも可能である。また、蛍光体沈降抑制剤としてシリコーン微粒子等の無機粒子を添加することも可能である。
【0021】
これらの樹脂に、蛍光体を分散させた蛍光体シートの貯蔵弾性率を、25℃で0.1MPa以上、100℃で0.1MPa未満にすることが本発明において必須である。より望ましくは、25℃で0.5MPa以上、100℃で0.05MPa未満である。
【0022】
ここで言う貯蔵弾性率とは、動的粘弾性測定を行った場合の貯蔵弾性率である。動的粘弾性とは、材料にある正弦周波数で剪断歪みを加えたときに、定常状態に達した場合に現れる剪断応力を歪みと位相の一致する成分(弾性的成分)と、歪みと位相が90°遅れた成分(粘性的成分)に分解して、材料の動的な力学特性を解析する手法である。ここで剪断歪みに位相が一致する応力成分を剪断歪みで除したものが、貯蔵弾性率G’であり、各温度における動的な歪みに対する材料の変形、追随を表すものであるので、材料の加工性や接着性に密接に関連している。
【0023】
本発明における蛍光体シートについての場合は、25℃で0.1MPa以上の貯蔵弾性率を有することにより、室温(25℃)での金型打ち抜きによる孔開け加工や、刃体による切断加工にといった早い剪断応力に対してもシートが周囲の変形無しに孔開け、切断されるので高い寸法精度での加工性が得られる。室温における貯蔵弾性率の上限は本発明の目的のためには特に制限されないが、LED素子と貼り合わせた後の応力歪みを提言する必要性を考慮すると1GPa以下であることが望ましい。また、100℃において貯蔵弾性率が0.1MPa未満であることによって、60℃〜250℃での加熱貼り付けを行えばLEDチップ表面の形状に対して素早く変形して追従し、高い接着力が得られるものである。100℃において0.1MPa未満の貯蔵弾性率が得られる蛍光体シートであれば、室温から温度を上げて行くに従い貯蔵弾性率が低下し、100℃未満でも貼り付け性は温度上昇と共に良好となるが実用的な接着性を得るためには60℃以上が好適である。またこのような蛍光体シートは100℃を超えて加熱することでさらに貯蔵弾性率の低下が進み、貼り付け性が良好になるが、250℃を超える温度では通常、樹脂の熱膨張、熱収縮や熱分解の問題が発生しやすい。従って好適な加熱貼り付け温度は60℃〜250℃である。100℃における貯蔵弾性率の下限は本発明の目的のためには特に制限されないが、LED素子上への加熱貼り付け時に流動性が高すぎると、貼り付け前に切断や孔開けで加工した形状が保持できなくなるので、0.001MPa以上であることが望ましい。
【0024】
蛍光体シートとして上記の貯蔵弾性率が得られるのであれば、そこに含まれる樹脂は未硬化または半硬化状態のものであってもよいが、以下の通りシートの取扱性・保存性等を考慮すると、含まれる樹脂は硬化後のものであることが好ましい。樹脂が未硬化、もしくは半硬化状態であると、蛍光体シートの保存中に室温で硬化反応が進み、貯蔵弾性率が適正な範囲から外れる恐れがある。これを防ぐためには樹脂は硬化完了しているかもしくは室温保存で1ヶ月程度の長期間、貯蔵弾性率が変化しない程度に硬化が進行していることが望ましい。
【0025】
蛍光体は、LEDチップから放出される青色光、紫色光、紫外光を吸収して波長を変換し、LEDチップの光と異なる波長の赤、橙色、黄色、緑色、青色領域の波長の光を放出するものである。これにより、LEDチップから放出される光の一部と、蛍光体から放出される光の一部とが混合して、白色を含む多色系のLEDが得られる。具体的には、青色系LEDにLEDからの光によって黄色系の発光色を発光する蛍光体を光学的に組み合わせることによって、単一のLEDチップを用いて白色系を発光させることができる。
【0026】
上述のような蛍光体には、緑色に発光する蛍光体、青色に発光する蛍光体、黄色に発光する蛍光体、赤色に発光する蛍光体等の種々の蛍光体がある。本発明に用いられる具体的な蛍光体としては、有機蛍光体、無機蛍光体、蛍光顔料、蛍光染料等公知の蛍光体が挙げられる。有機蛍光体としては、アリルスルホアミド・メラミンホルムアルデヒド共縮合染色物やペリレン系蛍光体等を挙げることができ、長期間使用可能な点からペリレン系蛍光体が好ましく用いられる。本発明に特に好ましく用いられる蛍光物質としては、無機蛍光体が挙げられる。以下に本発明に用いられる無機蛍光体について記載する。
【0027】
緑色に発光する蛍光体として、例えば、SrAl2O4:Eu、Y2SiO5:Ce,Tb、MgAl11O19:Ce,Tb、Sr7Al12O25:Eu、(Mg、Ca、Sr、Baのうち少なくとも1以上)Ga2S4:Euなどがある。
【0028】
青色に発光する蛍光体として、例えば、Sr5(PO4)3Cl:Eu、(SrCaBa)5(PO4)3Cl:Eu、(BaCa)5(PO4)3Cl:Eu、(Mg、Ca、Sr、Baのうち少なくとも1以上)2B5O9Cl:Eu,Mn、(Mg、Ca、Sr、Baのうち少なくとも1以上)(PO4)6Cl2:Eu,Mnなどがある。
【0029】
緑色から黄色に発光する蛍光体として、少なくともセリウムで賦活されたイットリウム・アルミニウム酸化物蛍光体、少なくともセリウムで賦括されたイットリウム・ガドリニウム・アルミニウム酸化物蛍光体、少なくともセリウムで賦活されたイットリウム・アルミニウム・ガーネット酸化物蛍光体、及び、少なくともセリウムで賦活されたイットリウム・ガリウム・アルミニウム酸化物蛍光体などがある(いわゆるYAG系蛍光体)。具体的には、Ln3M5O12:R(Lnは、Y、Gd、Laから選ばれる少なくとも1以上である。Mは、Al、Caの少なくともいずれか一方を含む。Rは、ランタノイド系である。)、(Y1−xGax)3(Al1−yGay)5O12:R(Rは、Ce、Tb、Pr、Sm、Eu、Dy、Hoから選ばれる少なくとも1以上である。0<Rx<0.5、0<y<0.5である。)を使用することができる。
【0030】
赤色に発光する蛍光体として、例えば、Y2O2S:Eu、La2O2S:Eu、Y2O3:Eu、Gd2O2S:Euなどがある。
【0031】
また、現在主流の青色LEDに対応し発光する蛍光体としては、Y3(Al,Ga)5O12:Ce,(Y,Gd)3Al5O12:Ce,Lu3Al5O12:Ce,Y3Al5O12:CeなどのYAG系蛍光体、Tb3Al5O12:CeなどのTAG系蛍光体、(Ba,Sr)2SiO4:Eu系蛍光体やCa3Sc2Si3O12:Ce系蛍光体、(Sr,Ba,Mg)2SiO4:Euなどのシリケート系蛍光体、(Ca,Sr)2Si5N8:Eu、(Ca,Sr)AlSiN3:Eu、CaSiAlN3:Eu等のナイトライド系蛍光体、Cax(Si,Al)12(O,N)16:Euなどのオキシナイトライド系蛍光体、さらには(Ba,Sr,Ca)Si2O2N2:Eu系蛍光体、Ca8MgSi4O16Cl2:Eu系蛍光体、SrAl2O4:Eu,Sr4Al14O25:Eu等の蛍光体が挙げられる。
【0032】
これらの中では、YAG系蛍光体、TAG系蛍光体、シリケート系蛍光体が、発光効率や輝度などの点で好ましく用いられる。
【0033】
上記以外にも、用途や目的とする発光色に応じて公知の蛍光体を用いることができる。
【0034】
蛍光体の粒子サイズは、特に制限はないが、D50が0.05μm以上のものが好ましく、3μm以上のものがより好ましい。また、D50が30μm以下のものが好ましく、20μm以下のものがより好ましい。ここでD50とは、レーザー回折散乱式粒度分布測定法により測定して得られる体積基準粒度分布において、小粒径側からの通過分積算が50%となるときの粒子径のことをいう。D50が前記範囲であると、蛍光体シート中の蛍光体の分散性が良好で、安定な発光が得られる。
【0035】
本発明では、蛍光体の含有量が蛍光体シート全体の53重量%以上であることが好ましく、57重量%以上であることがより好ましく、60重量%であることがさらに好ましい。蛍光体シート中の蛍光体含有量を前記範囲とすることで、蛍光体シートの耐光性を高めることができる。なお、蛍光体含有量の上限は特に規定されないが、作業性に優れた蛍光体シートが作成しやすいという観点から、蛍光体シート全体の95重量%以下であることが好ましく、90重量%以下であることがより好ましく、85重量%以下であることがさらに好ましく、80重量%以下であることが特に好ましい。
【0036】
本発明の蛍光体シートは、後に詳しく説明するように、LEDの表面被覆用途に特に好ましく用いられる。その際、蛍光体シート中の蛍光体の含有量が上記範囲であることで、優れた性能を示すLED発光装置を得ることができる。
【0037】
本発明の蛍光体シートの膜厚は、蛍光体含有量と、所望の光学特性から決められる。蛍光体含有量は上述のように作業性の観点から限界があるので、膜厚は10μm以上あることが好ましい。また、本発明の蛍光体シートは蛍光体含有量が多いことから、膜厚が厚い場合でも耐光性に優れる。一方で、蛍光体シートの光学特性・耐熱性を高める観点からは、蛍光体シートの膜厚は1000μm以下であることが好ましく、200μm以下であることがより好ましく、100μm以下であることがさらに好ましい。蛍光体シートを1000μm以下の膜厚にすることによって、バインダ樹脂による光吸収や光散乱を提言することができるので、光学的に優れた蛍光体シートとなる。
【0038】
本発明における蛍光体シートの膜厚は、JIS K7130(1999)プラスチック−フィルム及びシート−厚さ測定方法における機械的走査による厚さの測定方法A法に基づいて測定される膜厚(平均膜厚)のことをいう。
【0039】
耐熱性とはLEDチップ内で発生した熱に対する耐性を示す。耐熱性は、LEDを室温で発光させた場合と高温で発光させた場合の輝度を比較し、高温での輝度がどの程度低下するかを測定することによって評価することができる。
【0040】
LEDは小さな空間で大量の熱が発生する環境にあり、特に、ハイパワーLEDの場合、発熱が顕著である。このような発熱によって蛍光体の温度が上昇することでLEDの輝度が低下する。したがって、発生した熱をいかに効率良く放熱するかが重要である。本発明においては、シート膜厚を前記範囲とすることで耐熱性に優れたシートを得ることができる。また、シート膜厚にバラツキがあると、LEDチップごとに蛍光体量に違いが生じ、結果として、発光スペクトル(色温度、輝度、色度)にバラツキが生じる。従って、シート膜厚のバラツキは、好ましくは±5%以内、さらに好ましくは±3%以内である。なお、ここでいう膜厚バラツキとは、JIS K7130(1999)プラスチック−フィルム及びシート−厚さ測定方法における機械的走査による厚さの測定方法A法に基づいて膜厚を測定し、下記に示す式にて算出される。
【0041】
より具体的には、機械的走査による厚さの測定方法A法の測定条件を用いて、市販されている接触式の厚み計などのマイクロメーターを使用して膜厚を測定して、得られた膜厚の最大値あるいは最小値と平均膜厚との差を計算し、この値を平均膜厚で除して100分率であらわした値が膜厚バラツキB(%)となる。
【0042】
膜厚バラツキB(%)={(最大膜厚ズレ値*−平均膜厚)/平均膜厚}×100
*最大膜厚ズレ値は最大値あるいは最小値で平均膜厚との差が最も大きいものを選択する。
【0043】
本発明の蛍光体シートの作製方法を説明する。なお、以下は一例であり蛍光体シートの作製方法はこれに限定されない。まず、蛍光体シート形成用の塗布液として蛍光体を樹脂に分散した溶液(以下「シート作成用蛍光体分散樹脂」という)を作製する。シート作成用蛍光体分散樹脂は蛍光体と樹脂を適当な溶媒中で混合することによって得られる。付加反応型シリコーン樹脂を用いる場合は、ケイ素原子に結合したアルケニル基を含有する化合物と、ケイ素原子に結合した水素原子を有する化合物を混合すると、室温でも硬化反応が始まることがあるので、さらにアセチレン化合物などのヒドロシリル化反応遅延剤をシート作成用蛍光体分散樹脂に配合して、ポットライフを延長することも可能である。また、添加剤として塗布膜安定化のための分散剤やレベリング剤、シート表面の改質剤としてシランカップリング剤等の接着補助剤等をシート作成用蛍光体分散樹脂に混合することも可能である。また、蛍光体沈降抑制剤としてアルミナ微粒子、シリカ微粒子、シリコーン微粒子等をシート作成用蛍光体分散樹脂に混合することも可能である。
【0044】
流動性を適切にするために溶媒を加えて溶液とすることもできる。溶媒は流動状態の樹脂の粘度を調整できるものであれば、特に限定されない。例えば、トルエン、メチルエチルケトン、メチルイソブチルケトン、ヘキサン、アセトン、テルピネオール等が挙げられる。
【0045】
これらの成分を所定の組成になるよう調合した後、ホモジナイザー、自公転型攪拌機、3本ローラー、ボールミル、遊星式ボールミル、ビーズミル等の撹拌・混練機で均質に混合分散することで、シート作成用蛍光体分散樹脂が得られる。混合分散後、もしくは混合分散の過程で、真空もしくは減圧条件下で脱泡することも好ましく行われる。
【0046】
次に、シート作成用蛍光体分散樹脂を基材上に塗布し、乾燥させる。塗布は、リバースロールコーター、ブレードコーター、スリットダイコーター、ダイレクトグラビアコーター、オフセットグラビアコーター、リバースロールコーター、ブレードコーター、キスコーター、ナチュラルロールコーター、エアーナイフコーター、ロールブレードコーター、バリバーロールブレードコーター、トゥーストリームコーター、ロッドコーター、ワイヤーバーコーター、アプリケーター、ディップコーター、カーテンコーター、スピンコーター、ナイフコーター等により行うことができる。蛍光体シート膜厚の均一性を得るためにはスリットダイコーターで塗布することが好ましい。また、本発明の蛍光体シートはスクリーン印刷やグラビア印刷、平版印刷などの印刷法を用いても作製することもできる。印刷法を用いる場合には、特にスクリーン印刷が好ましく用いられる。
【0047】
シートの乾燥は熱風乾燥機や赤外線乾燥機等の一般的な加熱装置を用いて行うことができる。シートの加熱硬化には、熱風乾燥機や赤外線乾燥機等の一般的な加熱装置が用いられる。この場合、加熱硬化条件は、通常、40〜250℃で1分〜5時間、好ましくは100℃〜200℃で2分〜3時間である。
【0048】
基材としては、特に制限無く公知の金属、フィルム、ガラス、セラミック、紙等を使用することができる。具体的には、アルミニウム(アルミニウム合金も含む)、亜鉛、銅、鉄などの金属板や箔、セルロースアセテート、ポリエチレンテレフタレート(PET)、ポリエチレン、ポリエステル、ポリアミド、ポリイミド、ポリフェニレンスルフィド、ポリスチレン、ポリプロピレン、ポリカーボネート、ポリビニルアセタール、アラミドなどのプラスチックのフィルム、前記プラスチックがラミネートされた紙、または前記プラスチックによりコーティングされた紙、前記金属がラミネートまたは蒸着された紙、前記金属がラミネートまたは蒸着されたプラスチックフイルムなどが挙げられる。また、基材が金属板の場合、表面にクロム系やニッケル系などのメッキ処理やセラミック処理されていてもよい。これらの中でも、蛍光体含有樹脂シートをLED素子に貼りつける際の密着性から、基材は柔軟なフィルム状であることが好ましい。また、フィルム状の基材を取り扱う際に破断などの恐れがないように強度が高いフィルムが好ましい。それらの要求特性や経済性の面で樹脂フィルムが好ましく、これらの中でも、経済性、取り扱い性の面でPETフィルムが好ましい。また、樹脂の硬化や蛍光体シートをLEDに貼り合わせる際に200℃以上の高温を必要とする場合は、耐熱性の面でポリイミドフィルムが好ましい。シートの剥離のし易さから、基材は、あらかじめ表面が離型処理されていてもよい。
【0049】
基材の厚さは特に制限はないが、下限としては40μm以上が好ましく、60μm以上がより好ましい。また、上限としては5000μm以下が好ましく、3000μm以下がより好ましい。
【0050】
本発明の蛍光体シートは、LED素子に波長変換層として貼り付けられ、発光装置として使用される。本発明ではLED素子にシートを貼り付ける際に、加熱して貼り付ける。加熱温度は、60℃以上250℃以下が望ましく、より望ましくは60℃以上150℃以下である。60℃以上にすることで、室温と貼り付け温度での弾性率差を大きくするための樹脂設計が容易となる。また、250℃以下にすることで、基材および蛍光体シートの熱膨張、熱収縮を小さくすることができるので、貼り合わせの精度を高めることができる。特に、蛍光体シートに予め孔開け加工を施して、LED素子上の所定部分と位置合わせを行う場合などには貼り合わせの位置精度は重要である。貼り合わせの精度を高めるためには150℃以下で貼り合わせることがより好適である。さらに、本発明によるLED発光装置の信頼性向上のためには、蛍光体シートとLED素子の間に応力歪みが無いことが好ましい。そのため、貼り合わせ温度はLED発光装置の動作温度近辺、好ましくは動作温度の±20℃以内にしておくことが好ましい。LED発光装置は、点灯時には80℃〜130℃まで温度が上昇する。よって、動作温度と貼り合わせ温度を近づける意味でも、貼り合わせ温度は60℃以上150℃以下が望ましい。従って、100℃で十分に低貯蔵弾性率化するように設計された蛍光体シートの特性が重要である。
【0051】
蛍光体シートを貼り合わせる方法としては、所望の温度で加熱加圧できる装置であれば既存の任意の装置が利用できる。後述するように、蛍光体シートを個片に切断してから、個別のLED素子に貼り合わせる方法と、ダイシング前のLED素子を作り付けたウェハに一括貼り合わせを経て、ウェハのダイシングと蛍光体シートの切断を一括して行う方法があるが、蛍光体シートを個片に分割してから貼り合わせる方法の場合は、フリップチップボンダーが利用できる。ウェハレベルのLED素子に一括して貼り付ける際には、100mm角程度の加熱部分を有する加熱圧着ツールなどで貼り合わせる。いずれの場合も、高温で蛍光体シートをLED素子に熱融着させてから、室温まで放冷し、基材を剥離する。本発明のような温度と弾性率の関係を持たせることで、熱融着後に室温まで放冷却したあとの蛍光体シートはLED素子に強固に密着しつつ、基材から容易に剥離することが可能となる。
【0052】
蛍光体シートを切断加工する方法について説明する。蛍光体シートは、LED素子への貼り付け前に予め個片に切断し、個別のLED素子に貼り付ける方法と、ウェハレベルのLED素子に蛍光体シートを貼り付けてからウェハのダイシングと同時に一括して蛍光体シートを切断する方法がある。貼りつけ前に予め切断する場合には、均一に形成された蛍光体シートを、レーザーによる加工、あるいは刃物による切削によって所定の形状に加工し、分割する。レーザーによる加工は、高エネルギーが付与されるので樹脂の焼け焦げや蛍光体の劣化を回避することが非常に難しく、刃物による切削が望ましい。刃物で切断する上で加工性を向上するために、蛍光体シートの25℃での貯蔵弾性率が0.1MPa以上であることが非常に重要となる。刃物での切削方法としては、単純な刃物を押し込んで切る方法と、回転刃によって切る方法があり、いずれも好適に使用できる。回転刃によって切断する装置としては、ダイサーと呼ばれる半導体基板を個別のチップに切断(ダイシング)するのに用いる装置が好適に利用できる。ダイサーを用いれば、回転刃の厚みや条件設定により、分割ラインの幅を精密に制御できるため、単純な刃物の押し込みにより切断するよりも高い加工精度が得られる。
【0053】
基材と積層された状態の蛍光体シートを切断する場合には、基材ごと個片化しても良いし、あるいは蛍光体シートは個片化しつつ、基材は切断しなくても構わない。あるいは基材は貫通しない切り込みラインが入る所謂ハーフカットでも良い。そのように個片化した蛍光体シートを、個別のLEDチップ上に加熱融着させる。蛍光体シートを基材ごと個片化する場合の、個片化・LED素子貼り合わせ・ダイシングの工程の一例を、図1に示す。図1の工程には、蛍光体シートを個片に切断する工程、および該個片に切断された蛍光体含有シートを加熱してLED素子に貼り付ける工程が含まれる。図1の(a)は、基材2と積層された状態の本発明の蛍光体シート1を仮固定シート3に固定したところである。図1に示した工程では、蛍光体シート1と基材2はいずれも個片化するので、取り扱いが容易なように仮固定シート3に固定しておく。次に(b)に示すように蛍光体シート1と基材2を切断して個片化する。続いて、(c)に示すように実装基板5に実装されたLED素子4の上に、個片化された蛍光体シート1と基材2を位置合わせし、(d)に示すように加熱圧着ツールで圧着する。このとき、蛍光体シート1とLED素子4の間に空気を噛み込まないように、圧着工程は真空下あるいは減圧下で行うことが好ましい。圧着後に室温まで放冷し、(e)に示すように基材2を剥離する。
【0054】
また、基材が連続したまま蛍光体シートを個片化した場合には、そのまま一括してダイシング前のウェハレベルのLED素子に熱融着させても良い。基材が連続したまま蛍光体シートを個片化する場合の、個片化・LED素子貼り合わせ・ダイシングの工程の一例を、図2に示す。図2の工程にも、蛍光体シートを個片に切断する工程、および該個片に切断された蛍光体含有シートを加熱してLED素子に貼り付ける工程が含まれる。図2に示す工程の例では、まず(b)に示す工程で蛍光体シート1を個片化する際に、基材2は個片化されない。図2の(b)では基材2は全く切断されていないが、基材2が連続している限りは、部分的に切断されても構わない。次に(c)に示すように、個片化された蛍光体シート1を、ダイシング前のLED素子を表面に形成したウェハ7に対向させ、位置合わせを行う。(d)に示す工程で加熱圧着ツールにより、蛍光体シート1とダイシング前のLED素子を表面に形成したウェハ7を圧着する。このとき、このとき、蛍光体シート1とLED素子4の間に空気を噛み込まないように、圧着工程は真空下あるいは減圧下で行うことが好ましい。圧着後に室温まで放冷し、(e)に示すように基材2を剥離した後、ウェハをダイシングして個片化し、(f)に示すように個片化された蛍光体シート付きLED素子を得る。
【0055】
ダイシング前のウェハレベルのLED素子に一括して蛍光体シートを熱融着する場合には、貼り合わせ後にLED素子ウェハのダイシングと共に、蛍光体シートを切断することもできる。ウェハのダイシングは上述のダイサーで行われ、切断するときの回転数や切断速度などの条件設定は半導体ウェハを切断する条件に最適化されるため、蛍光体シートを切断するために最適な条件にすることは難しいが、本発明の通り25℃で高い弾性率を持つ蛍光体シートを用いることによって好適に切断することができる。蛍光体シートとウェハを貼り合わせ後に一括してダイシングする場合の工程の一例を図3に示す。図3の工程には、複数のLED素子に蛍光体シートを加熱して一括して貼り付ける工程、および蛍光体シートとLED素子を一括ダイシングする工程が含まれる。図3の工程では、本発明の蛍光体シート1は予め切断加工することなく、図3の(a)に示すように蛍光体シート1の側をダイシング前のLED素子を表面に形成したウェハ7に対向させて位置合わせする。次に(b)に示すように、加熱圧着ツールにより蛍光体シート1とダイシング前のLED素子を表面に形成したウェハ7を圧着する。このとき、このとき、蛍光体シート1とLED素子4の間に空気を噛み込まないように、圧着工程は真空下あるいは減圧下で行うことが好ましい。圧着後に室温まで放冷し、(c)に示すように基材2を剥離した後、ウェハをダイシングすると同時に、蛍光体シート1を切断して個片化し、(d)に示すように個片化された蛍光体シート付きLED素子を得る。
【0056】
上述の図1〜3いずれの工程を採る場合でも、本発明の蛍光体シートを上面に電極があるLED素子に貼り付ける場合には、電極部分の蛍光体シートを除去するために蛍光体シートの貼り合わせ前に予めその部分に孔開け加工をしておくことが望ましい。孔開け加工はレーザー加工、金型パンチングなどの公知の方法が好適に使用できるが、レーザー加工は樹脂の焼け焦げや蛍光体の劣化を引き起こすので、金型によるパンチング加工がより望ましい。パンチング加工を実施する場合、蛍光体シートをLED素子に貼り付けた後ではパンチング加工は不可能であるので、蛍光体シートには貼り付け前にパンチング加工を施すことが必須となる。金型によるパンチング加工は、貼り合わせるLED素子の電極形状などにより任意の形状や大きさの孔を開けることができる。孔の大きさや形状は金型を設計すれば任意のものが形成できるが、1mm角内外のLED素子上の電極接合部分は、発光面の面積を小さくしないためには500μm以下であることが望ましく、孔はその大きさに合わせて500μm以下で形成される。また、ワイヤーボンディングなどを行う電極はある程度の大きさが必要であり、少なくとも50μm程度の大きさとなるので、孔はその大きさに合わせて50μm程度である。孔の大きさは電極より大きすぎると、発光面が露出して光漏れが発生し、LED発光装置の色特性が低下する。また、電極より小さすぎると、ワイヤーボンディング時にワイヤが触れて接合不良を起こす。従って、孔開け加工は50μm以上500μm以下という小さい孔を±10%以内の高精度で加工する必要があり、パンチング加工の精度を向上するためにも、蛍光体シートの25℃での貯蔵弾性率が0.1MPa以上であることが非常に重要となる。
【0057】
切断加工・孔開け加工を施した蛍光体シートを、LED素子の所定部分に位置合わせして貼り合わせる場合には、光学的な位置合わせ(アラインメント)機構を持つ、貼り合わせ装置が必要となる。このとき、蛍光体シートとLED素子を近接させて位置合わせすることは作業的に難しく、実用的には蛍光体シートとLED素子を軽く接触させた状態で位置合わせを行うことが良く行われる。このとき、蛍光体シートが粘着性を持っていると、LED素子に接触させて動かすことは非常に困難である。本発明の蛍光体シートであれば、室温で位置合わせを行えば粘着性がないので、蛍光体シートとLED素子を軽く接触した位置合わせを行うことが容易である。
【0058】
本発明により得られた蛍光体シートを貼り合わせたLED素子を用いる照明装置は、従来の液状蛍光体含有樹脂のディスペンスや、公知の蛍光体シートによる方法と比較して、正確に加工された蛍光体シートがLED素子上に設けられるので、一定の蛍光体がLED上に存在し、色や輝度のムラが非常に小さくなる。ディスペンスによる方法では、液状樹脂が供給されて表面張力で形状が決まるので一定の膜厚を形成することは難しい。また、本発明による弾性率範囲の設計の蛍光体シートによれば、高濃度に蛍光体を充填しても従来の蛍光体シートと比べて高精度に加工できるために、蛍光体シートの膜厚を薄くすることが可能となる。具体的には本発明による場合、LED素子上に、膜厚10〜1000μmであって、中心における膜厚と、中心と端部の中間地点での膜厚の差が、前記中心における膜厚±5%以内、より好ましくは±3%以内である蛍光体含有層が設けられたものが製造される。ここでLED素子上の中心点とは、LED素子発光面は矩形であるのでその対角線の交点を中心とする。その中心から、発光面の任意の端部に引いた線分の中点を、中心と端部の中間地点とし、本発明では、その任意の中間地点と中心点の膜厚差を±5%に納めることができる。より好ましくは±3%に納めることができる。
【実施例】
【0059】
以下に、本発明を実施例により具体的に説明する。ただし、本発明はこれらに限定されるものではない。
【0060】
<シリコーン樹脂>
シリコーン樹脂1:OE6520(東レ・ダウコーニングシリコーン)
シリコーン樹脂2:OE6630(東レ・ダウコーニングシリコーン)
シリコーン樹脂3:X−32−2528(信越化学工業)
シリコーン樹脂4:KER6075(信越化学工業)。
【0061】
<動的弾性率測定>
測定装置 :粘弾性測定装置ARES−G2(TAインスツルメンツ製)
ジオメトリー:平行円板型(15mm)
ひずみ :1%
角周波数 :1Hz
温度範囲 :25℃〜140℃
昇温速度 :5℃/分
測定雰囲気 :大気中。
【0062】
<動的粘弾性測定の測定サンプル調整>
シリコーン樹脂1〜4それぞれを30重量部、蛍光体“NYAG−02”(Intematix社製:CeドープのYAG系蛍光体、比重:4.8g/cm3、D50:7μm)を70重量部で混合した蛍光体シート用樹脂液を、“セラピール”BLK(東レフィルム加工株式会社製)を基材として、スリットダイコーターで塗布して厚さ100μmの膜を成膜した。この作業をシリコーン樹脂1〜4のそれぞれについて行った。成膜温度はシリコーン1,2,4は120℃で1時間。シリコーン3は、半硬化状態で使用するシリコーン接着剤であるので120℃で10分加熱した。
【0063】
得られた厚さ100μmの膜を8枚積層し、100℃のホットプレート上で加熱圧着して800μmの一体化した膜(シート)を作製し、直径15mmに切り抜いて測定サンプルとした。
【0064】
各シート(蛍光体70重量%含有)の室温(25℃)、100℃、140℃における貯蔵弾性率を表1に示した。
【0065】
<接着性試験>
基材に積層した蛍光体シートを、LED素子に100℃または150℃で貼り合わせて所定の時間圧着後に、室温に戻し、基材を剥がしたとき、蛍光体シートが全てLED素子に接着して基材上に残らない最小の時間を接着可能時間とした。加熱圧着時間が100℃、10分以内で蛍光体シートが全てLED素子に接着して基材上に残らないものを接着性Aとし、100℃、10分以内で接着しないが150℃で10分以内で接着するものを接着性Bとし、150℃で10分より長く加熱圧着してもLED素子上に接着しないかあるいは部分的に接着しても一部が基材上に残るような場合は、接着性C(接着不良)とした。
【0066】
(実施例1)
容積300mlのポリエチレン製容器を用いて、シリコーン樹脂1を30重量%、蛍光体として“NYAG−02”(Intematix社製:CeドープのYAG系蛍光体、比重:4.8g/cm3、D50:7μm)を70重量%の比率で混合した。
【0067】
その後、遊星式撹拌・脱泡装置“マゼルスターKK−400”(クラボウ製)を用い、1000rpmで20分間撹拌・脱泡してシート作成用蛍光体分散樹脂を得た。スリットダイコーターを用いてシート作成用蛍光体分散樹脂を、基材として“セラピール”BLK(東レフィルム加工株式会社製)上に塗布し、120℃で1時間加熱、乾燥して膜厚90μm、100mm角の蛍光体シートを得た。その後、蛍光体シートに金型パンチング装置(UHT社製)で直径200μmの孔を打ち抜いた。打ち抜いた孔の直径を、測長装置付き顕微鏡で10点検査してその寸法の平均値を求めた結果、表2に示すとおりほぼ設計通りの孔が得られた。次に、蛍光体シートをカッティング装置(UHT社製GCUT)により1mm角×10000個に個片化した。蛍光体シート、基材を共に切断して完全に個片化した。切断面はバリや欠けが無い良好な形状であり、切断箇所の再付着なども発生しなかった。10000個に個片化された中から任意に100個を選択し、その切断箇所が良好なものの個数を選び、切断加工性を評価した。
【0068】
1mm角にカットした蛍光体シートを、青色LEDチップが実装された基板のチップ表面に蛍光体シート面が接触するように配置した。ダイボンディング装置(東レエンジニアリング製)を用いて、蛍光体シートの孔とLEDチップの表面電極を位置合わせして、基材側から100℃の加熱ヘッドで押圧して接着したところ、接着可能時間は5分間であった。5分間圧着した試料を室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔を介して問題なく接合できた。同一の蛍光体シート付LEDを透明樹脂で封止したものを10個作成し、直流電源につないで点灯させ、10個全てが点灯することを確認した。色彩照度計(コニカミノルタCL200A)で10個のサンプル全ての相関色温度(CCT)を計測し、その最大値と最小値の差を色温度ばらつきとして評価した。
【0069】
同様に作製した蛍光体シート付LED素子を切断して断面SEMを測定し、サンプル10個に関してLED素子発光面の中心点と、前記中心点と発光面端部を結ぶ線分の中点の膜厚の差を測定し、その2点の膜厚差を求め、その膜厚差の中心点の膜厚に対する割合をそのサンプルの膜厚差(%)とし、10個のサンプルにおいてその平均値を算出した。表2にばらつきとして示した。なお、負の値は中心点の膜厚より前記中点の膜厚の方が厚いことを示す。
【0070】
(実施例2)
シリコーン樹脂1の代わりにシリコーン樹脂2を用いて実施例1と同様にして蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜き、1mm角に個片化した。孔開け加工性、切断加工性はいずれも実施例1と同様に良好であった。実施例1と同様にして1mm角にカットした蛍光体シートをLED素子へ貼り付けたところ、100℃、10分では接着できず、150℃での接着可能時間は9分であった。また、実施例1と同様にしてLED点灯試験および蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0071】
(実施例3)
実施例1と同様にして蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜いたところ、孔開け加工性は良好であった。次に、蛍光体シートをカッティング装置(UHT社製GCUT)により1mm角に個片化した。このときに、蛍光体シートは完全に個片化しながら、基材はハーフカットとし、連続したままの状態に加工した。蛍光体シートの切断面はバリや欠けが無い良好な形状であり、切断箇所の再付着なども発生しなかった。
【0072】
蛍光体シートが1mm角に個片化され、基材は一体化した状態の100mm角の蛍光体シートを、個片にダイシングしていない青色LED素子4インチウェハ表面に蛍光体シート面が接触するように配置した。個片化した蛍光体シートと各LED素子を一致させ、加工孔とLEDチップの表面電極部分を一致させるように位置合わせして、基材側から100℃の加熱プレートで圧着したところ、接着可能時間は7分であった。7分間圧着させた試料を室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。
【0073】
次いで、青色LED素子のウェハを、ダイシング装置(DISCO製)でダイシングし、個片化したLEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔を介して問題なく接合できた。同一の蛍光体シート付LEDを透明樹脂で封止したものを10個作成し、直流電源につないで点灯させ、10個全てが点灯することを確認した。色彩照度計(コニカミノルタCL200A)で10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0074】
(実施例4)
実施例1と同様にして蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜いたところ、孔開け加工性は良好であった。
【0075】
100mm角の蛍光体シートを、個片にダイシングしていない青色LED素子4インチウェハ表面に蛍光体シート面が接触するように配置した。蛍光体シートの孔とLEDチップの表面電極を位置合わせして、基材側から100℃の加熱プレートで圧着したところ、接着可能時間は8分であった。8分間圧着させた試料を室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。
【0076】
次いで、青色LED素子のウェハを、裏面(蛍光体シートを貼り付けた面の反対面)から、ダイシング装置(DISCO製)で、ウェハと蛍光体シートを一括してダイシングした。切断面はバリや欠けが無い良好な形状であり、切断箇所の再付着なども発生しなかった。
【0077】
LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔を介して問題なく接合できた。同一の蛍光体シート付LEDを透明樹脂で封止したものを10個作成し、直流電源につないで点灯させ、10個全て点灯することを確認した。色彩照度計(コニカミノルタCL200A)でサンプル10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0078】
(比較例1)
シリコーン樹脂1の代わりにシリコーン樹脂3を用いて、シート作成用蛍光体含有シリコーン樹脂を作製し、基材として“セラピール”BLK(東レフィルム加工株式会社製)上に塗布し、120℃で10分加熱、乾燥して膜厚90μm、100mm角の蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜いたところ、シリコーン樹脂3の室温での弾性率が低すぎて粘着性を有するために金型に付着し、これにより加工後の孔の直径平均値は設計に対して大幅に小さくなった。実施例1と同様にして蛍光体シートを個片化したが、約半数が再付着して切り離すことができなかった。
【0079】
問題なく個片化できた蛍光体シートだけを用いて実施例1と同じダイボンディング装置を用い青色LED素子上に100℃で10秒間熱圧着を行い、基材を剥離し、150℃で30分間の熱硬化を行った。室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔のサイズが小さく、一部のワイヤボンダーが接触した。ワイヤーボンディング後に樹脂封止したものを10個作成し、直流電源につないで点灯させたが、10個のうち3つが接合不良で点灯できなかった。サンプルの作製個数を増やし、正常に点灯する蛍光体シート付きLED発光装置を10個得て、色彩照度計(コニカミノルタCL200A)でサンプル10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0080】
(比較例2)
シリコーン樹脂1の代わりにシリコーン樹脂4を用いて実施例1と同様に蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜き、1mm角に個片化した。孔開け加工性、切断加工性は、実施例1と同様に良好な結果であった。1mm角にカットした蛍光体シートを、青色LEDチップが実装された基板のチップ表面に蛍光体シート面が接触するように配置し、ダイボンディング装置(東レエンジニアリング製)を用いて、蛍光体シートの孔とLEDチップの表面電極を位置合わせして、基材側から100℃の加熱ヘッドで15分圧着させた。室温に戻した後、ベースフィルムを剥がしたところ、蛍光体シートは青色LEDとの接着が不完全で、基材と共にLED素子上から剥がれてしまい、LED素子としての評価は不可能であった。
【0081】
(比較例3)
シリコーン樹脂1の代わりにシリコーン樹脂4を用いて実施例1と同様に蛍光体シートを得た。その上に蛍光体を含まないシリコーン樹脂3をスリットダイコーターで塗布し、120℃で10分加熱、乾燥し、膜厚90μmの蛍光体シートの上に、膜厚10μmの接着層を形成した積層型の蛍光体シートを得た。
【0082】
その後、蛍光体シートに金型パンチング装置(UHT社製)で直径200μmの孔を打ち抜いた。打ち抜いた孔の直径を、測長装置付き顕微鏡で10点検査して平均値を求めた結果、表2に示すとおり設計に対して平均値はやや小さい寸法であり、部分的にシリコーン樹脂4のはみ出しが見られた。次に、樹脂シートをカッティング装置(UHT社製GCUT)により1mm角×10000個に個片化したが、約3分の1が再付着して切り離すことができなかった。
【0083】
問題なく個片化できた蛍光体シートだけを用いて実施例1と同じダイボンディング装置を用い青色LED素子上に100℃で10秒間熱圧着を行い、150℃で30分間の熱硬化を行った。室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができた。LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔に部分的にシリコーン樹脂4がはみ出しており、ワイヤボンダーが接触した。ワイヤーボンディング後に樹脂封止したものを10個作成し、直流電源につないで点灯させたが、10個のうち2つが接合不良で点灯できなかった。サンプルの作製個数を増やし、正常に点灯する蛍光体シート付きLED発光装置を10個得て、色彩照度計(コニカミノルタCL200A)でサンプル10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0084】
(比較例4)
容積300mlのポリエチレン製容器を用いて、シリコーン樹脂1を90重量%、蛍光体として“NYAG−02”(Intematix社製:CeドープのYAG系蛍光体、比重:4.8g/cm3、D50:7μm)を10重量%の比率で混合した。
【0085】
その後、遊星式撹拌・脱泡装置“マゼルスターKK−400”(クラボウ製)を用い、1000rpmで20分間撹拌・脱泡してディスペンス用蛍光体分散シリコーン樹脂を得た。
【0086】
ディスペンサを用いて、青色LEDチップが実装されワイヤボンディング済みの基板のチップ表面に蛍光体樹脂を一定量ディスペンスし、150℃で1時間加熱硬化した。蛍光体含有樹脂で封止されたLEDを10個作成し、直流電源につないで点灯させ、10個全てが点灯することを確認した。色彩照度計(コニカミノルタCL200A)で10個のサンプル全ての相関色温度(CCT)を計測し、その最大値と最小値の差を色温度ばらつきとして評価した。結果は表2に示した。なお、ディスペンスされた蛍光体含有樹脂はドーム形状に形成されているので中心点と中心点−端部中点での膜厚差は非常に大きかった。
【0087】
【表1】

【0088】
【表2】
【符号の説明】
【0089】
1 蛍光体シート
2 基材
3 仮固定シート
4 LED素子
5 実装基板
6 加熱圧着ツール
7 LED素子を表面に形成したウェハ
【技術分野】
【0001】
本発明は、LEDチップの発光波長を変換するためのシート状の蛍光材料に関する。
【背景技術】
【0002】
発光ダイオード(LED、Light Emitting Diode)は、その発光効率の目覚ましい向上を背景とし、低い消費電力、高寿命、意匠性などを特長として液晶ディスプレイ(LCD)のバックライト向けや、車のヘッドライト等の車載分野ばかりではなく一般照明向けでも急激に市場を拡大しつつある。
【0003】
LEDの発光スペクトルは、LEDチップを形成する半導体材料に依存するためその発光色は限られている。そのため、LEDを用いてLCDバックライトや一般照明向けの白色光を得るためにはLEDチップ上にそれぞれのチップに適合した蛍光体を配置し、発光波長を変換する必要がある。具体的には、青色発光するLEDチップ上に黄色蛍光体を設置する方法、青色発光するLEDチップ上に赤および緑の蛍光体を設置する方法、紫外線を発するLEDチップ上に赤、緑、青の蛍光体を設置する方法などが提案されている。これらの中で、LEDチップの発光効率やコストの面から青色LED上に黄色蛍光体を設置する方法、および青色LED上に赤および緑の蛍光体を設置する方法が現在最も広く採用されている。
【0004】
LEDチップ上に蛍光体を設置する具体的な方法の1つとして、LEDチップ上に、蛍光体を含有したシート(以下蛍光体シート)を貼り合わせる方法が提案されている(特許文献1〜3)。この方法は、従来実用化されている蛍光体を分散した液状樹脂をLEDチップ上にディスペンスして硬化する方法と比較して、一定量の蛍光体をLEDチップ上に配置することが容易であり、結果として得られる白色LEDの色や輝度を均一に出来る点で優れている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−235368号公報
【特許文献2】特開2010−123802号公報
【特許文献3】特許2011−102004号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
蛍光体シートをLEDチップに貼り合わせる方法は、前述のように液状蛍光体樹脂を用いるよりも色や輝度の安定化のためには優れた方法ではあるが、加工の難しさという問題を含んでいる。蛍光体シートをLEDチップの大きさに個片化するための切断加工が煩雑となる恐れがあり、また、LEDチップ上の電極部などに相当する部分には予め孔開け加工などを施す必要がある。そのために、加工性に優れる蛍光体シート材料を開発することが重要となる。
【0007】
一方で、蛍光体シートにはLEDチップ上に貼り合わせるために粘着性ないし接着性を付与することが必須である。例えば、特許文献1では、未硬化のシリコーン樹脂に蛍光体を分散させたシート材料を成形し、貼り合わせ後に熱硬化させて強固な接着を得る方法が開示されている。しかし、ここで開示された方法では、蛍光体シートに含まれる樹脂主成分を硬化後のシリコーン樹脂とすると接着性を得ることが難しいため、貼り合わせ前の蛍光体シートは未硬化状態であり、半固体状あるいは柔らかい固体状であり、切断や孔開け加工を高精度に行うことは非常に難しい。
【0008】
また、特許文献2では、接着性を確保するために蛍光体を含む層と、蛍光体を含まない接着層の2層構造としており、硬化前と硬化後のそれぞれにおける高温(150℃)弾性率を規定している。2層構造とすることで高濃度に蛍光体を含む層と、蛍光体を含まない接着層を機能分離しており、それぞれの高温時の弾性率を規定しているので貼り付け性には優れているが、常温での物性を特定しておらず貼り付け前の孔開けや切断と要った機械的な加工性は考慮されていない。
【0009】
さらに特許文献3では無機の蛍光体プレートと接着層を積層した複合シートが開示されており、無機の蛍光体プレートはダイシングで切断出来ることが開示されているが、接着層はシリコーン系エラストマーであり室温での機械加工性は不明である。
【0010】
このように、貼り合わせ前の加工性に優れ、かつ貼り合わせ時の接着性にも優れた蛍光体シートは得られていなかった。本発明はかかる特性を両立する蛍光体シートを提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、25℃での貯蔵弾性率が0.1MPa以上であり、100℃での貯蔵弾性率が0.1MPa未満である蛍光体含有シートである。
【発明の効果】
【0012】
本発明によれば、蛍光体含有樹脂層は室温付近では高い貯蔵弾性率を持つために、切断、孔開けなどの機械的加工性に優れている。また高温では低い貯蔵弾性率を持つために、LED素子への貼り付けを高温で行うことで優れた接着性を持つ。
【図面の簡単な説明】
【0013】
【図1】本発明の樹脂積層シートによるLED発光装置製造工程の第1の例。
【図2】本発明の樹脂積層シートによるLED発光装置製造工程の第2の例。
【図3】本発明の樹脂積層シートによるLED発光装置製造工程の第3の例。
【発明を実施するための形態】
【0014】
本発明の蛍光体含有シートは、主として樹脂と蛍光体を含むものであれば、特に限定されることなく様々なものを使用することが可能である。必要に応じその他の成分を含んでいてもよい。以下、本発明の蛍光体含有シートを単に「蛍光体シート」という。
【0015】
本発明に使用される樹脂は、蛍光体を内部に含有させる樹脂であり、最終的にシートを形成する。よって、内部に蛍光体を均質に分散させられるものであり、シート形成できるものであれば、いかなる樹脂でも構わない。具体的には、シリコーン樹脂、エポキシ樹脂、ポリアリレート樹脂、PET変性ポリアリレート樹脂、ポリカーボネート樹脂、環状オレフィン、ポリエチレンテレフタレート樹脂、ポリメチルメタアクリレート樹脂、ポリプロピレン樹脂、変性アクリル、ポリスチレン樹脂及びアクリルニトリル・スチレン共重合体樹脂等が挙げられる。本発明においては、透明性の面からシリコーン樹脂やエポキシ樹脂が好ましく用いられる。更に耐熱性の面から、シリコーン樹脂が特に好ましく用いられる。
【0016】
本発明で用いられるシリコーン樹脂としては、硬化型シリコーンゴムが好ましい。一液型、二液型(三液型)のいずれの液構成を使用してもよい。硬化型シリコーンゴムには、空気中の水分あるいは触媒によって縮合反応を起こすタイプとして脱アルコール型、脱オキシム型、脱酢酸型、脱ヒドロキシルアミン型などがある。また、触媒によってヒドロシリル化反応を起こすタイプとして付加反応型がある。これらのいずれのタイプの硬化型シリコーンゴムを使用してもよい。特に、付加反応型のシリコーンゴムは硬化反応に伴う副成物がなく、硬化収縮が小さい点、加熱により硬化を早めることが容易な点でより好ましい。
【0017】
付加反応型のシリコーンゴムは、一例として、ケイ素原子に結合したアルケニル基を含有する化合物と、ケイ素原子に結合した水素原子を有する化合物のヒドロシリル化反応により形成される。このような材料としては、ビニルトリメトキシシラン、ビニルトリエトキシシラン、アリルトリメトキシシラン、プロペニルトリメトキシシラン、ノルボルネニルトリメトキシシラン、オクテニルトリメトキシシラン等のケイ素原子に結合したアルケニル基を含有する化合物と、メチルハイドロジェンポリシロキサン、ジメチルポリシロキサン-CO-メチルハイドロジェンポリシロキサン、エチルハイドロジェンポリシロキサン、メチルハイドロジェンポリシロキサン-CO-メチルフェニルポリシロキサン等のケイ素原子に結合した水素原子を有する化合物のヒドロシリル化反応により形成されるものが挙げられる。また、他にも、例えば特開2010−159411号公報に記載されているような公知のものを利用することができる。
【0018】
これらの樹脂を適宜設計することで、室温(25℃)での貯蔵弾性率と高温(100℃)での貯蔵弾性率を制御し、本発明の実施に有用な樹脂が得られる。
【0019】
また、市販されているものとして、一般的なLED用途のシリコーン封止材から適切な貯蔵弾性率を持つものを選択して使用することも可能である。具体例としては、東レ・ダウコーニング社製のOE−6630A/B、OE−6520A/Bなどがある。
【0020】
また、添加剤として塗布膜安定化のための分散剤やレベリング剤、シート表面の改質剤としてシランカップリング剤等の接着補助剤等を添加することも可能である。また、蛍光体沈降抑制剤としてシリコーン微粒子等の無機粒子を添加することも可能である。
【0021】
これらの樹脂に、蛍光体を分散させた蛍光体シートの貯蔵弾性率を、25℃で0.1MPa以上、100℃で0.1MPa未満にすることが本発明において必須である。より望ましくは、25℃で0.5MPa以上、100℃で0.05MPa未満である。
【0022】
ここで言う貯蔵弾性率とは、動的粘弾性測定を行った場合の貯蔵弾性率である。動的粘弾性とは、材料にある正弦周波数で剪断歪みを加えたときに、定常状態に達した場合に現れる剪断応力を歪みと位相の一致する成分(弾性的成分)と、歪みと位相が90°遅れた成分(粘性的成分)に分解して、材料の動的な力学特性を解析する手法である。ここで剪断歪みに位相が一致する応力成分を剪断歪みで除したものが、貯蔵弾性率G’であり、各温度における動的な歪みに対する材料の変形、追随を表すものであるので、材料の加工性や接着性に密接に関連している。
【0023】
本発明における蛍光体シートについての場合は、25℃で0.1MPa以上の貯蔵弾性率を有することにより、室温(25℃)での金型打ち抜きによる孔開け加工や、刃体による切断加工にといった早い剪断応力に対してもシートが周囲の変形無しに孔開け、切断されるので高い寸法精度での加工性が得られる。室温における貯蔵弾性率の上限は本発明の目的のためには特に制限されないが、LED素子と貼り合わせた後の応力歪みを提言する必要性を考慮すると1GPa以下であることが望ましい。また、100℃において貯蔵弾性率が0.1MPa未満であることによって、60℃〜250℃での加熱貼り付けを行えばLEDチップ表面の形状に対して素早く変形して追従し、高い接着力が得られるものである。100℃において0.1MPa未満の貯蔵弾性率が得られる蛍光体シートであれば、室温から温度を上げて行くに従い貯蔵弾性率が低下し、100℃未満でも貼り付け性は温度上昇と共に良好となるが実用的な接着性を得るためには60℃以上が好適である。またこのような蛍光体シートは100℃を超えて加熱することでさらに貯蔵弾性率の低下が進み、貼り付け性が良好になるが、250℃を超える温度では通常、樹脂の熱膨張、熱収縮や熱分解の問題が発生しやすい。従って好適な加熱貼り付け温度は60℃〜250℃である。100℃における貯蔵弾性率の下限は本発明の目的のためには特に制限されないが、LED素子上への加熱貼り付け時に流動性が高すぎると、貼り付け前に切断や孔開けで加工した形状が保持できなくなるので、0.001MPa以上であることが望ましい。
【0024】
蛍光体シートとして上記の貯蔵弾性率が得られるのであれば、そこに含まれる樹脂は未硬化または半硬化状態のものであってもよいが、以下の通りシートの取扱性・保存性等を考慮すると、含まれる樹脂は硬化後のものであることが好ましい。樹脂が未硬化、もしくは半硬化状態であると、蛍光体シートの保存中に室温で硬化反応が進み、貯蔵弾性率が適正な範囲から外れる恐れがある。これを防ぐためには樹脂は硬化完了しているかもしくは室温保存で1ヶ月程度の長期間、貯蔵弾性率が変化しない程度に硬化が進行していることが望ましい。
【0025】
蛍光体は、LEDチップから放出される青色光、紫色光、紫外光を吸収して波長を変換し、LEDチップの光と異なる波長の赤、橙色、黄色、緑色、青色領域の波長の光を放出するものである。これにより、LEDチップから放出される光の一部と、蛍光体から放出される光の一部とが混合して、白色を含む多色系のLEDが得られる。具体的には、青色系LEDにLEDからの光によって黄色系の発光色を発光する蛍光体を光学的に組み合わせることによって、単一のLEDチップを用いて白色系を発光させることができる。
【0026】
上述のような蛍光体には、緑色に発光する蛍光体、青色に発光する蛍光体、黄色に発光する蛍光体、赤色に発光する蛍光体等の種々の蛍光体がある。本発明に用いられる具体的な蛍光体としては、有機蛍光体、無機蛍光体、蛍光顔料、蛍光染料等公知の蛍光体が挙げられる。有機蛍光体としては、アリルスルホアミド・メラミンホルムアルデヒド共縮合染色物やペリレン系蛍光体等を挙げることができ、長期間使用可能な点からペリレン系蛍光体が好ましく用いられる。本発明に特に好ましく用いられる蛍光物質としては、無機蛍光体が挙げられる。以下に本発明に用いられる無機蛍光体について記載する。
【0027】
緑色に発光する蛍光体として、例えば、SrAl2O4:Eu、Y2SiO5:Ce,Tb、MgAl11O19:Ce,Tb、Sr7Al12O25:Eu、(Mg、Ca、Sr、Baのうち少なくとも1以上)Ga2S4:Euなどがある。
【0028】
青色に発光する蛍光体として、例えば、Sr5(PO4)3Cl:Eu、(SrCaBa)5(PO4)3Cl:Eu、(BaCa)5(PO4)3Cl:Eu、(Mg、Ca、Sr、Baのうち少なくとも1以上)2B5O9Cl:Eu,Mn、(Mg、Ca、Sr、Baのうち少なくとも1以上)(PO4)6Cl2:Eu,Mnなどがある。
【0029】
緑色から黄色に発光する蛍光体として、少なくともセリウムで賦活されたイットリウム・アルミニウム酸化物蛍光体、少なくともセリウムで賦括されたイットリウム・ガドリニウム・アルミニウム酸化物蛍光体、少なくともセリウムで賦活されたイットリウム・アルミニウム・ガーネット酸化物蛍光体、及び、少なくともセリウムで賦活されたイットリウム・ガリウム・アルミニウム酸化物蛍光体などがある(いわゆるYAG系蛍光体)。具体的には、Ln3M5O12:R(Lnは、Y、Gd、Laから選ばれる少なくとも1以上である。Mは、Al、Caの少なくともいずれか一方を含む。Rは、ランタノイド系である。)、(Y1−xGax)3(Al1−yGay)5O12:R(Rは、Ce、Tb、Pr、Sm、Eu、Dy、Hoから選ばれる少なくとも1以上である。0<Rx<0.5、0<y<0.5である。)を使用することができる。
【0030】
赤色に発光する蛍光体として、例えば、Y2O2S:Eu、La2O2S:Eu、Y2O3:Eu、Gd2O2S:Euなどがある。
【0031】
また、現在主流の青色LEDに対応し発光する蛍光体としては、Y3(Al,Ga)5O12:Ce,(Y,Gd)3Al5O12:Ce,Lu3Al5O12:Ce,Y3Al5O12:CeなどのYAG系蛍光体、Tb3Al5O12:CeなどのTAG系蛍光体、(Ba,Sr)2SiO4:Eu系蛍光体やCa3Sc2Si3O12:Ce系蛍光体、(Sr,Ba,Mg)2SiO4:Euなどのシリケート系蛍光体、(Ca,Sr)2Si5N8:Eu、(Ca,Sr)AlSiN3:Eu、CaSiAlN3:Eu等のナイトライド系蛍光体、Cax(Si,Al)12(O,N)16:Euなどのオキシナイトライド系蛍光体、さらには(Ba,Sr,Ca)Si2O2N2:Eu系蛍光体、Ca8MgSi4O16Cl2:Eu系蛍光体、SrAl2O4:Eu,Sr4Al14O25:Eu等の蛍光体が挙げられる。
【0032】
これらの中では、YAG系蛍光体、TAG系蛍光体、シリケート系蛍光体が、発光効率や輝度などの点で好ましく用いられる。
【0033】
上記以外にも、用途や目的とする発光色に応じて公知の蛍光体を用いることができる。
【0034】
蛍光体の粒子サイズは、特に制限はないが、D50が0.05μm以上のものが好ましく、3μm以上のものがより好ましい。また、D50が30μm以下のものが好ましく、20μm以下のものがより好ましい。ここでD50とは、レーザー回折散乱式粒度分布測定法により測定して得られる体積基準粒度分布において、小粒径側からの通過分積算が50%となるときの粒子径のことをいう。D50が前記範囲であると、蛍光体シート中の蛍光体の分散性が良好で、安定な発光が得られる。
【0035】
本発明では、蛍光体の含有量が蛍光体シート全体の53重量%以上であることが好ましく、57重量%以上であることがより好ましく、60重量%であることがさらに好ましい。蛍光体シート中の蛍光体含有量を前記範囲とすることで、蛍光体シートの耐光性を高めることができる。なお、蛍光体含有量の上限は特に規定されないが、作業性に優れた蛍光体シートが作成しやすいという観点から、蛍光体シート全体の95重量%以下であることが好ましく、90重量%以下であることがより好ましく、85重量%以下であることがさらに好ましく、80重量%以下であることが特に好ましい。
【0036】
本発明の蛍光体シートは、後に詳しく説明するように、LEDの表面被覆用途に特に好ましく用いられる。その際、蛍光体シート中の蛍光体の含有量が上記範囲であることで、優れた性能を示すLED発光装置を得ることができる。
【0037】
本発明の蛍光体シートの膜厚は、蛍光体含有量と、所望の光学特性から決められる。蛍光体含有量は上述のように作業性の観点から限界があるので、膜厚は10μm以上あることが好ましい。また、本発明の蛍光体シートは蛍光体含有量が多いことから、膜厚が厚い場合でも耐光性に優れる。一方で、蛍光体シートの光学特性・耐熱性を高める観点からは、蛍光体シートの膜厚は1000μm以下であることが好ましく、200μm以下であることがより好ましく、100μm以下であることがさらに好ましい。蛍光体シートを1000μm以下の膜厚にすることによって、バインダ樹脂による光吸収や光散乱を提言することができるので、光学的に優れた蛍光体シートとなる。
【0038】
本発明における蛍光体シートの膜厚は、JIS K7130(1999)プラスチック−フィルム及びシート−厚さ測定方法における機械的走査による厚さの測定方法A法に基づいて測定される膜厚(平均膜厚)のことをいう。
【0039】
耐熱性とはLEDチップ内で発生した熱に対する耐性を示す。耐熱性は、LEDを室温で発光させた場合と高温で発光させた場合の輝度を比較し、高温での輝度がどの程度低下するかを測定することによって評価することができる。
【0040】
LEDは小さな空間で大量の熱が発生する環境にあり、特に、ハイパワーLEDの場合、発熱が顕著である。このような発熱によって蛍光体の温度が上昇することでLEDの輝度が低下する。したがって、発生した熱をいかに効率良く放熱するかが重要である。本発明においては、シート膜厚を前記範囲とすることで耐熱性に優れたシートを得ることができる。また、シート膜厚にバラツキがあると、LEDチップごとに蛍光体量に違いが生じ、結果として、発光スペクトル(色温度、輝度、色度)にバラツキが生じる。従って、シート膜厚のバラツキは、好ましくは±5%以内、さらに好ましくは±3%以内である。なお、ここでいう膜厚バラツキとは、JIS K7130(1999)プラスチック−フィルム及びシート−厚さ測定方法における機械的走査による厚さの測定方法A法に基づいて膜厚を測定し、下記に示す式にて算出される。
【0041】
より具体的には、機械的走査による厚さの測定方法A法の測定条件を用いて、市販されている接触式の厚み計などのマイクロメーターを使用して膜厚を測定して、得られた膜厚の最大値あるいは最小値と平均膜厚との差を計算し、この値を平均膜厚で除して100分率であらわした値が膜厚バラツキB(%)となる。
【0042】
膜厚バラツキB(%)={(最大膜厚ズレ値*−平均膜厚)/平均膜厚}×100
*最大膜厚ズレ値は最大値あるいは最小値で平均膜厚との差が最も大きいものを選択する。
【0043】
本発明の蛍光体シートの作製方法を説明する。なお、以下は一例であり蛍光体シートの作製方法はこれに限定されない。まず、蛍光体シート形成用の塗布液として蛍光体を樹脂に分散した溶液(以下「シート作成用蛍光体分散樹脂」という)を作製する。シート作成用蛍光体分散樹脂は蛍光体と樹脂を適当な溶媒中で混合することによって得られる。付加反応型シリコーン樹脂を用いる場合は、ケイ素原子に結合したアルケニル基を含有する化合物と、ケイ素原子に結合した水素原子を有する化合物を混合すると、室温でも硬化反応が始まることがあるので、さらにアセチレン化合物などのヒドロシリル化反応遅延剤をシート作成用蛍光体分散樹脂に配合して、ポットライフを延長することも可能である。また、添加剤として塗布膜安定化のための分散剤やレベリング剤、シート表面の改質剤としてシランカップリング剤等の接着補助剤等をシート作成用蛍光体分散樹脂に混合することも可能である。また、蛍光体沈降抑制剤としてアルミナ微粒子、シリカ微粒子、シリコーン微粒子等をシート作成用蛍光体分散樹脂に混合することも可能である。
【0044】
流動性を適切にするために溶媒を加えて溶液とすることもできる。溶媒は流動状態の樹脂の粘度を調整できるものであれば、特に限定されない。例えば、トルエン、メチルエチルケトン、メチルイソブチルケトン、ヘキサン、アセトン、テルピネオール等が挙げられる。
【0045】
これらの成分を所定の組成になるよう調合した後、ホモジナイザー、自公転型攪拌機、3本ローラー、ボールミル、遊星式ボールミル、ビーズミル等の撹拌・混練機で均質に混合分散することで、シート作成用蛍光体分散樹脂が得られる。混合分散後、もしくは混合分散の過程で、真空もしくは減圧条件下で脱泡することも好ましく行われる。
【0046】
次に、シート作成用蛍光体分散樹脂を基材上に塗布し、乾燥させる。塗布は、リバースロールコーター、ブレードコーター、スリットダイコーター、ダイレクトグラビアコーター、オフセットグラビアコーター、リバースロールコーター、ブレードコーター、キスコーター、ナチュラルロールコーター、エアーナイフコーター、ロールブレードコーター、バリバーロールブレードコーター、トゥーストリームコーター、ロッドコーター、ワイヤーバーコーター、アプリケーター、ディップコーター、カーテンコーター、スピンコーター、ナイフコーター等により行うことができる。蛍光体シート膜厚の均一性を得るためにはスリットダイコーターで塗布することが好ましい。また、本発明の蛍光体シートはスクリーン印刷やグラビア印刷、平版印刷などの印刷法を用いても作製することもできる。印刷法を用いる場合には、特にスクリーン印刷が好ましく用いられる。
【0047】
シートの乾燥は熱風乾燥機や赤外線乾燥機等の一般的な加熱装置を用いて行うことができる。シートの加熱硬化には、熱風乾燥機や赤外線乾燥機等の一般的な加熱装置が用いられる。この場合、加熱硬化条件は、通常、40〜250℃で1分〜5時間、好ましくは100℃〜200℃で2分〜3時間である。
【0048】
基材としては、特に制限無く公知の金属、フィルム、ガラス、セラミック、紙等を使用することができる。具体的には、アルミニウム(アルミニウム合金も含む)、亜鉛、銅、鉄などの金属板や箔、セルロースアセテート、ポリエチレンテレフタレート(PET)、ポリエチレン、ポリエステル、ポリアミド、ポリイミド、ポリフェニレンスルフィド、ポリスチレン、ポリプロピレン、ポリカーボネート、ポリビニルアセタール、アラミドなどのプラスチックのフィルム、前記プラスチックがラミネートされた紙、または前記プラスチックによりコーティングされた紙、前記金属がラミネートまたは蒸着された紙、前記金属がラミネートまたは蒸着されたプラスチックフイルムなどが挙げられる。また、基材が金属板の場合、表面にクロム系やニッケル系などのメッキ処理やセラミック処理されていてもよい。これらの中でも、蛍光体含有樹脂シートをLED素子に貼りつける際の密着性から、基材は柔軟なフィルム状であることが好ましい。また、フィルム状の基材を取り扱う際に破断などの恐れがないように強度が高いフィルムが好ましい。それらの要求特性や経済性の面で樹脂フィルムが好ましく、これらの中でも、経済性、取り扱い性の面でPETフィルムが好ましい。また、樹脂の硬化や蛍光体シートをLEDに貼り合わせる際に200℃以上の高温を必要とする場合は、耐熱性の面でポリイミドフィルムが好ましい。シートの剥離のし易さから、基材は、あらかじめ表面が離型処理されていてもよい。
【0049】
基材の厚さは特に制限はないが、下限としては40μm以上が好ましく、60μm以上がより好ましい。また、上限としては5000μm以下が好ましく、3000μm以下がより好ましい。
【0050】
本発明の蛍光体シートは、LED素子に波長変換層として貼り付けられ、発光装置として使用される。本発明ではLED素子にシートを貼り付ける際に、加熱して貼り付ける。加熱温度は、60℃以上250℃以下が望ましく、より望ましくは60℃以上150℃以下である。60℃以上にすることで、室温と貼り付け温度での弾性率差を大きくするための樹脂設計が容易となる。また、250℃以下にすることで、基材および蛍光体シートの熱膨張、熱収縮を小さくすることができるので、貼り合わせの精度を高めることができる。特に、蛍光体シートに予め孔開け加工を施して、LED素子上の所定部分と位置合わせを行う場合などには貼り合わせの位置精度は重要である。貼り合わせの精度を高めるためには150℃以下で貼り合わせることがより好適である。さらに、本発明によるLED発光装置の信頼性向上のためには、蛍光体シートとLED素子の間に応力歪みが無いことが好ましい。そのため、貼り合わせ温度はLED発光装置の動作温度近辺、好ましくは動作温度の±20℃以内にしておくことが好ましい。LED発光装置は、点灯時には80℃〜130℃まで温度が上昇する。よって、動作温度と貼り合わせ温度を近づける意味でも、貼り合わせ温度は60℃以上150℃以下が望ましい。従って、100℃で十分に低貯蔵弾性率化するように設計された蛍光体シートの特性が重要である。
【0051】
蛍光体シートを貼り合わせる方法としては、所望の温度で加熱加圧できる装置であれば既存の任意の装置が利用できる。後述するように、蛍光体シートを個片に切断してから、個別のLED素子に貼り合わせる方法と、ダイシング前のLED素子を作り付けたウェハに一括貼り合わせを経て、ウェハのダイシングと蛍光体シートの切断を一括して行う方法があるが、蛍光体シートを個片に分割してから貼り合わせる方法の場合は、フリップチップボンダーが利用できる。ウェハレベルのLED素子に一括して貼り付ける際には、100mm角程度の加熱部分を有する加熱圧着ツールなどで貼り合わせる。いずれの場合も、高温で蛍光体シートをLED素子に熱融着させてから、室温まで放冷し、基材を剥離する。本発明のような温度と弾性率の関係を持たせることで、熱融着後に室温まで放冷却したあとの蛍光体シートはLED素子に強固に密着しつつ、基材から容易に剥離することが可能となる。
【0052】
蛍光体シートを切断加工する方法について説明する。蛍光体シートは、LED素子への貼り付け前に予め個片に切断し、個別のLED素子に貼り付ける方法と、ウェハレベルのLED素子に蛍光体シートを貼り付けてからウェハのダイシングと同時に一括して蛍光体シートを切断する方法がある。貼りつけ前に予め切断する場合には、均一に形成された蛍光体シートを、レーザーによる加工、あるいは刃物による切削によって所定の形状に加工し、分割する。レーザーによる加工は、高エネルギーが付与されるので樹脂の焼け焦げや蛍光体の劣化を回避することが非常に難しく、刃物による切削が望ましい。刃物で切断する上で加工性を向上するために、蛍光体シートの25℃での貯蔵弾性率が0.1MPa以上であることが非常に重要となる。刃物での切削方法としては、単純な刃物を押し込んで切る方法と、回転刃によって切る方法があり、いずれも好適に使用できる。回転刃によって切断する装置としては、ダイサーと呼ばれる半導体基板を個別のチップに切断(ダイシング)するのに用いる装置が好適に利用できる。ダイサーを用いれば、回転刃の厚みや条件設定により、分割ラインの幅を精密に制御できるため、単純な刃物の押し込みにより切断するよりも高い加工精度が得られる。
【0053】
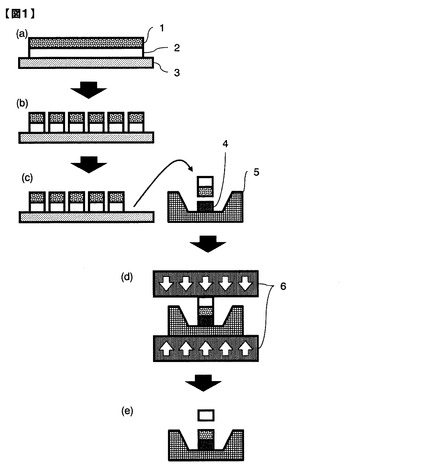
基材と積層された状態の蛍光体シートを切断する場合には、基材ごと個片化しても良いし、あるいは蛍光体シートは個片化しつつ、基材は切断しなくても構わない。あるいは基材は貫通しない切り込みラインが入る所謂ハーフカットでも良い。そのように個片化した蛍光体シートを、個別のLEDチップ上に加熱融着させる。蛍光体シートを基材ごと個片化する場合の、個片化・LED素子貼り合わせ・ダイシングの工程の一例を、図1に示す。図1の工程には、蛍光体シートを個片に切断する工程、および該個片に切断された蛍光体含有シートを加熱してLED素子に貼り付ける工程が含まれる。図1の(a)は、基材2と積層された状態の本発明の蛍光体シート1を仮固定シート3に固定したところである。図1に示した工程では、蛍光体シート1と基材2はいずれも個片化するので、取り扱いが容易なように仮固定シート3に固定しておく。次に(b)に示すように蛍光体シート1と基材2を切断して個片化する。続いて、(c)に示すように実装基板5に実装されたLED素子4の上に、個片化された蛍光体シート1と基材2を位置合わせし、(d)に示すように加熱圧着ツールで圧着する。このとき、蛍光体シート1とLED素子4の間に空気を噛み込まないように、圧着工程は真空下あるいは減圧下で行うことが好ましい。圧着後に室温まで放冷し、(e)に示すように基材2を剥離する。
【0054】
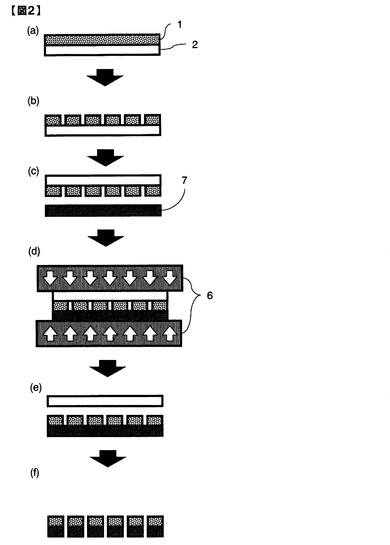
また、基材が連続したまま蛍光体シートを個片化した場合には、そのまま一括してダイシング前のウェハレベルのLED素子に熱融着させても良い。基材が連続したまま蛍光体シートを個片化する場合の、個片化・LED素子貼り合わせ・ダイシングの工程の一例を、図2に示す。図2の工程にも、蛍光体シートを個片に切断する工程、および該個片に切断された蛍光体含有シートを加熱してLED素子に貼り付ける工程が含まれる。図2に示す工程の例では、まず(b)に示す工程で蛍光体シート1を個片化する際に、基材2は個片化されない。図2の(b)では基材2は全く切断されていないが、基材2が連続している限りは、部分的に切断されても構わない。次に(c)に示すように、個片化された蛍光体シート1を、ダイシング前のLED素子を表面に形成したウェハ7に対向させ、位置合わせを行う。(d)に示す工程で加熱圧着ツールにより、蛍光体シート1とダイシング前のLED素子を表面に形成したウェハ7を圧着する。このとき、このとき、蛍光体シート1とLED素子4の間に空気を噛み込まないように、圧着工程は真空下あるいは減圧下で行うことが好ましい。圧着後に室温まで放冷し、(e)に示すように基材2を剥離した後、ウェハをダイシングして個片化し、(f)に示すように個片化された蛍光体シート付きLED素子を得る。
【0055】
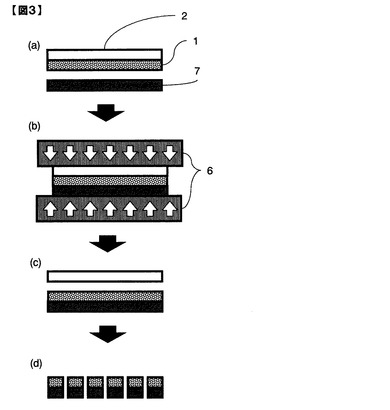
ダイシング前のウェハレベルのLED素子に一括して蛍光体シートを熱融着する場合には、貼り合わせ後にLED素子ウェハのダイシングと共に、蛍光体シートを切断することもできる。ウェハのダイシングは上述のダイサーで行われ、切断するときの回転数や切断速度などの条件設定は半導体ウェハを切断する条件に最適化されるため、蛍光体シートを切断するために最適な条件にすることは難しいが、本発明の通り25℃で高い弾性率を持つ蛍光体シートを用いることによって好適に切断することができる。蛍光体シートとウェハを貼り合わせ後に一括してダイシングする場合の工程の一例を図3に示す。図3の工程には、複数のLED素子に蛍光体シートを加熱して一括して貼り付ける工程、および蛍光体シートとLED素子を一括ダイシングする工程が含まれる。図3の工程では、本発明の蛍光体シート1は予め切断加工することなく、図3の(a)に示すように蛍光体シート1の側をダイシング前のLED素子を表面に形成したウェハ7に対向させて位置合わせする。次に(b)に示すように、加熱圧着ツールにより蛍光体シート1とダイシング前のLED素子を表面に形成したウェハ7を圧着する。このとき、このとき、蛍光体シート1とLED素子4の間に空気を噛み込まないように、圧着工程は真空下あるいは減圧下で行うことが好ましい。圧着後に室温まで放冷し、(c)に示すように基材2を剥離した後、ウェハをダイシングすると同時に、蛍光体シート1を切断して個片化し、(d)に示すように個片化された蛍光体シート付きLED素子を得る。
【0056】
上述の図1〜3いずれの工程を採る場合でも、本発明の蛍光体シートを上面に電極があるLED素子に貼り付ける場合には、電極部分の蛍光体シートを除去するために蛍光体シートの貼り合わせ前に予めその部分に孔開け加工をしておくことが望ましい。孔開け加工はレーザー加工、金型パンチングなどの公知の方法が好適に使用できるが、レーザー加工は樹脂の焼け焦げや蛍光体の劣化を引き起こすので、金型によるパンチング加工がより望ましい。パンチング加工を実施する場合、蛍光体シートをLED素子に貼り付けた後ではパンチング加工は不可能であるので、蛍光体シートには貼り付け前にパンチング加工を施すことが必須となる。金型によるパンチング加工は、貼り合わせるLED素子の電極形状などにより任意の形状や大きさの孔を開けることができる。孔の大きさや形状は金型を設計すれば任意のものが形成できるが、1mm角内外のLED素子上の電極接合部分は、発光面の面積を小さくしないためには500μm以下であることが望ましく、孔はその大きさに合わせて500μm以下で形成される。また、ワイヤーボンディングなどを行う電極はある程度の大きさが必要であり、少なくとも50μm程度の大きさとなるので、孔はその大きさに合わせて50μm程度である。孔の大きさは電極より大きすぎると、発光面が露出して光漏れが発生し、LED発光装置の色特性が低下する。また、電極より小さすぎると、ワイヤーボンディング時にワイヤが触れて接合不良を起こす。従って、孔開け加工は50μm以上500μm以下という小さい孔を±10%以内の高精度で加工する必要があり、パンチング加工の精度を向上するためにも、蛍光体シートの25℃での貯蔵弾性率が0.1MPa以上であることが非常に重要となる。
【0057】
切断加工・孔開け加工を施した蛍光体シートを、LED素子の所定部分に位置合わせして貼り合わせる場合には、光学的な位置合わせ(アラインメント)機構を持つ、貼り合わせ装置が必要となる。このとき、蛍光体シートとLED素子を近接させて位置合わせすることは作業的に難しく、実用的には蛍光体シートとLED素子を軽く接触させた状態で位置合わせを行うことが良く行われる。このとき、蛍光体シートが粘着性を持っていると、LED素子に接触させて動かすことは非常に困難である。本発明の蛍光体シートであれば、室温で位置合わせを行えば粘着性がないので、蛍光体シートとLED素子を軽く接触した位置合わせを行うことが容易である。
【0058】
本発明により得られた蛍光体シートを貼り合わせたLED素子を用いる照明装置は、従来の液状蛍光体含有樹脂のディスペンスや、公知の蛍光体シートによる方法と比較して、正確に加工された蛍光体シートがLED素子上に設けられるので、一定の蛍光体がLED上に存在し、色や輝度のムラが非常に小さくなる。ディスペンスによる方法では、液状樹脂が供給されて表面張力で形状が決まるので一定の膜厚を形成することは難しい。また、本発明による弾性率範囲の設計の蛍光体シートによれば、高濃度に蛍光体を充填しても従来の蛍光体シートと比べて高精度に加工できるために、蛍光体シートの膜厚を薄くすることが可能となる。具体的には本発明による場合、LED素子上に、膜厚10〜1000μmであって、中心における膜厚と、中心と端部の中間地点での膜厚の差が、前記中心における膜厚±5%以内、より好ましくは±3%以内である蛍光体含有層が設けられたものが製造される。ここでLED素子上の中心点とは、LED素子発光面は矩形であるのでその対角線の交点を中心とする。その中心から、発光面の任意の端部に引いた線分の中点を、中心と端部の中間地点とし、本発明では、その任意の中間地点と中心点の膜厚差を±5%に納めることができる。より好ましくは±3%に納めることができる。
【実施例】
【0059】
以下に、本発明を実施例により具体的に説明する。ただし、本発明はこれらに限定されるものではない。
【0060】
<シリコーン樹脂>
シリコーン樹脂1:OE6520(東レ・ダウコーニングシリコーン)
シリコーン樹脂2:OE6630(東レ・ダウコーニングシリコーン)
シリコーン樹脂3:X−32−2528(信越化学工業)
シリコーン樹脂4:KER6075(信越化学工業)。
【0061】
<動的弾性率測定>
測定装置 :粘弾性測定装置ARES−G2(TAインスツルメンツ製)
ジオメトリー:平行円板型(15mm)
ひずみ :1%
角周波数 :1Hz
温度範囲 :25℃〜140℃
昇温速度 :5℃/分
測定雰囲気 :大気中。
【0062】
<動的粘弾性測定の測定サンプル調整>
シリコーン樹脂1〜4それぞれを30重量部、蛍光体“NYAG−02”(Intematix社製:CeドープのYAG系蛍光体、比重:4.8g/cm3、D50:7μm)を70重量部で混合した蛍光体シート用樹脂液を、“セラピール”BLK(東レフィルム加工株式会社製)を基材として、スリットダイコーターで塗布して厚さ100μmの膜を成膜した。この作業をシリコーン樹脂1〜4のそれぞれについて行った。成膜温度はシリコーン1,2,4は120℃で1時間。シリコーン3は、半硬化状態で使用するシリコーン接着剤であるので120℃で10分加熱した。
【0063】
得られた厚さ100μmの膜を8枚積層し、100℃のホットプレート上で加熱圧着して800μmの一体化した膜(シート)を作製し、直径15mmに切り抜いて測定サンプルとした。
【0064】
各シート(蛍光体70重量%含有)の室温(25℃)、100℃、140℃における貯蔵弾性率を表1に示した。
【0065】
<接着性試験>
基材に積層した蛍光体シートを、LED素子に100℃または150℃で貼り合わせて所定の時間圧着後に、室温に戻し、基材を剥がしたとき、蛍光体シートが全てLED素子に接着して基材上に残らない最小の時間を接着可能時間とした。加熱圧着時間が100℃、10分以内で蛍光体シートが全てLED素子に接着して基材上に残らないものを接着性Aとし、100℃、10分以内で接着しないが150℃で10分以内で接着するものを接着性Bとし、150℃で10分より長く加熱圧着してもLED素子上に接着しないかあるいは部分的に接着しても一部が基材上に残るような場合は、接着性C(接着不良)とした。
【0066】
(実施例1)
容積300mlのポリエチレン製容器を用いて、シリコーン樹脂1を30重量%、蛍光体として“NYAG−02”(Intematix社製:CeドープのYAG系蛍光体、比重:4.8g/cm3、D50:7μm)を70重量%の比率で混合した。
【0067】
その後、遊星式撹拌・脱泡装置“マゼルスターKK−400”(クラボウ製)を用い、1000rpmで20分間撹拌・脱泡してシート作成用蛍光体分散樹脂を得た。スリットダイコーターを用いてシート作成用蛍光体分散樹脂を、基材として“セラピール”BLK(東レフィルム加工株式会社製)上に塗布し、120℃で1時間加熱、乾燥して膜厚90μm、100mm角の蛍光体シートを得た。その後、蛍光体シートに金型パンチング装置(UHT社製)で直径200μmの孔を打ち抜いた。打ち抜いた孔の直径を、測長装置付き顕微鏡で10点検査してその寸法の平均値を求めた結果、表2に示すとおりほぼ設計通りの孔が得られた。次に、蛍光体シートをカッティング装置(UHT社製GCUT)により1mm角×10000個に個片化した。蛍光体シート、基材を共に切断して完全に個片化した。切断面はバリや欠けが無い良好な形状であり、切断箇所の再付着なども発生しなかった。10000個に個片化された中から任意に100個を選択し、その切断箇所が良好なものの個数を選び、切断加工性を評価した。
【0068】
1mm角にカットした蛍光体シートを、青色LEDチップが実装された基板のチップ表面に蛍光体シート面が接触するように配置した。ダイボンディング装置(東レエンジニアリング製)を用いて、蛍光体シートの孔とLEDチップの表面電極を位置合わせして、基材側から100℃の加熱ヘッドで押圧して接着したところ、接着可能時間は5分間であった。5分間圧着した試料を室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔を介して問題なく接合できた。同一の蛍光体シート付LEDを透明樹脂で封止したものを10個作成し、直流電源につないで点灯させ、10個全てが点灯することを確認した。色彩照度計(コニカミノルタCL200A)で10個のサンプル全ての相関色温度(CCT)を計測し、その最大値と最小値の差を色温度ばらつきとして評価した。
【0069】
同様に作製した蛍光体シート付LED素子を切断して断面SEMを測定し、サンプル10個に関してLED素子発光面の中心点と、前記中心点と発光面端部を結ぶ線分の中点の膜厚の差を測定し、その2点の膜厚差を求め、その膜厚差の中心点の膜厚に対する割合をそのサンプルの膜厚差(%)とし、10個のサンプルにおいてその平均値を算出した。表2にばらつきとして示した。なお、負の値は中心点の膜厚より前記中点の膜厚の方が厚いことを示す。
【0070】
(実施例2)
シリコーン樹脂1の代わりにシリコーン樹脂2を用いて実施例1と同様にして蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜き、1mm角に個片化した。孔開け加工性、切断加工性はいずれも実施例1と同様に良好であった。実施例1と同様にして1mm角にカットした蛍光体シートをLED素子へ貼り付けたところ、100℃、10分では接着できず、150℃での接着可能時間は9分であった。また、実施例1と同様にしてLED点灯試験および蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0071】
(実施例3)
実施例1と同様にして蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜いたところ、孔開け加工性は良好であった。次に、蛍光体シートをカッティング装置(UHT社製GCUT)により1mm角に個片化した。このときに、蛍光体シートは完全に個片化しながら、基材はハーフカットとし、連続したままの状態に加工した。蛍光体シートの切断面はバリや欠けが無い良好な形状であり、切断箇所の再付着なども発生しなかった。
【0072】
蛍光体シートが1mm角に個片化され、基材は一体化した状態の100mm角の蛍光体シートを、個片にダイシングしていない青色LED素子4インチウェハ表面に蛍光体シート面が接触するように配置した。個片化した蛍光体シートと各LED素子を一致させ、加工孔とLEDチップの表面電極部分を一致させるように位置合わせして、基材側から100℃の加熱プレートで圧着したところ、接着可能時間は7分であった。7分間圧着させた試料を室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。
【0073】
次いで、青色LED素子のウェハを、ダイシング装置(DISCO製)でダイシングし、個片化したLEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔を介して問題なく接合できた。同一の蛍光体シート付LEDを透明樹脂で封止したものを10個作成し、直流電源につないで点灯させ、10個全てが点灯することを確認した。色彩照度計(コニカミノルタCL200A)で10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0074】
(実施例4)
実施例1と同様にして蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜いたところ、孔開け加工性は良好であった。
【0075】
100mm角の蛍光体シートを、個片にダイシングしていない青色LED素子4インチウェハ表面に蛍光体シート面が接触するように配置した。蛍光体シートの孔とLEDチップの表面電極を位置合わせして、基材側から100℃の加熱プレートで圧着したところ、接着可能時間は8分であった。8分間圧着させた試料を室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。
【0076】
次いで、青色LED素子のウェハを、裏面(蛍光体シートを貼り付けた面の反対面)から、ダイシング装置(DISCO製)で、ウェハと蛍光体シートを一括してダイシングした。切断面はバリや欠けが無い良好な形状であり、切断箇所の再付着なども発生しなかった。
【0077】
LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔を介して問題なく接合できた。同一の蛍光体シート付LEDを透明樹脂で封止したものを10個作成し、直流電源につないで点灯させ、10個全て点灯することを確認した。色彩照度計(コニカミノルタCL200A)でサンプル10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0078】
(比較例1)
シリコーン樹脂1の代わりにシリコーン樹脂3を用いて、シート作成用蛍光体含有シリコーン樹脂を作製し、基材として“セラピール”BLK(東レフィルム加工株式会社製)上に塗布し、120℃で10分加熱、乾燥して膜厚90μm、100mm角の蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜いたところ、シリコーン樹脂3の室温での弾性率が低すぎて粘着性を有するために金型に付着し、これにより加工後の孔の直径平均値は設計に対して大幅に小さくなった。実施例1と同様にして蛍光体シートを個片化したが、約半数が再付着して切り離すことができなかった。
【0079】
問題なく個片化できた蛍光体シートだけを用いて実施例1と同じダイボンディング装置を用い青色LED素子上に100℃で10秒間熱圧着を行い、基材を剥離し、150℃で30分間の熱硬化を行った。室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができ、接着性は良好であった。LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔のサイズが小さく、一部のワイヤボンダーが接触した。ワイヤーボンディング後に樹脂封止したものを10個作成し、直流電源につないで点灯させたが、10個のうち3つが接合不良で点灯できなかった。サンプルの作製個数を増やし、正常に点灯する蛍光体シート付きLED発光装置を10個得て、色彩照度計(コニカミノルタCL200A)でサンプル10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0080】
(比較例2)
シリコーン樹脂1の代わりにシリコーン樹脂4を用いて実施例1と同様に蛍光体シートを得た。実施例1と同様にして蛍光体シートに直径200μmの孔を打ち抜き、1mm角に個片化した。孔開け加工性、切断加工性は、実施例1と同様に良好な結果であった。1mm角にカットした蛍光体シートを、青色LEDチップが実装された基板のチップ表面に蛍光体シート面が接触するように配置し、ダイボンディング装置(東レエンジニアリング製)を用いて、蛍光体シートの孔とLEDチップの表面電極を位置合わせして、基材側から100℃の加熱ヘッドで15分圧着させた。室温に戻した後、ベースフィルムを剥がしたところ、蛍光体シートは青色LEDとの接着が不完全で、基材と共にLED素子上から剥がれてしまい、LED素子としての評価は不可能であった。
【0081】
(比較例3)
シリコーン樹脂1の代わりにシリコーン樹脂4を用いて実施例1と同様に蛍光体シートを得た。その上に蛍光体を含まないシリコーン樹脂3をスリットダイコーターで塗布し、120℃で10分加熱、乾燥し、膜厚90μmの蛍光体シートの上に、膜厚10μmの接着層を形成した積層型の蛍光体シートを得た。
【0082】
その後、蛍光体シートに金型パンチング装置(UHT社製)で直径200μmの孔を打ち抜いた。打ち抜いた孔の直径を、測長装置付き顕微鏡で10点検査して平均値を求めた結果、表2に示すとおり設計に対して平均値はやや小さい寸法であり、部分的にシリコーン樹脂4のはみ出しが見られた。次に、樹脂シートをカッティング装置(UHT社製GCUT)により1mm角×10000個に個片化したが、約3分の1が再付着して切り離すことができなかった。
【0083】
問題なく個片化できた蛍光体シートだけを用いて実施例1と同じダイボンディング装置を用い青色LED素子上に100℃で10秒間熱圧着を行い、150℃で30分間の熱硬化を行った。室温に戻した後、基材を剥がしたところ、蛍光体シートは青色LED上に完全に接着し、基材には蛍光体シートが全く残ること無くきれいに剥がすことができた。LEDチップの表面電極をワイヤーボンディングしたところ、予め蛍光体シートに加工してある孔に部分的にシリコーン樹脂4がはみ出しており、ワイヤボンダーが接触した。ワイヤーボンディング後に樹脂封止したものを10個作成し、直流電源につないで点灯させたが、10個のうち2つが接合不良で点灯できなかった。サンプルの作製個数を増やし、正常に点灯する蛍光体シート付きLED発光装置を10個得て、色彩照度計(コニカミノルタCL200A)でサンプル10個の相関色温度(CCT)を計測し最大値と最小値の差を評価した。また、実施例1と同様にして蛍光体シート膜厚の評価を行い、結果を表2に示した。
【0084】
(比較例4)
容積300mlのポリエチレン製容器を用いて、シリコーン樹脂1を90重量%、蛍光体として“NYAG−02”(Intematix社製:CeドープのYAG系蛍光体、比重:4.8g/cm3、D50:7μm)を10重量%の比率で混合した。
【0085】
その後、遊星式撹拌・脱泡装置“マゼルスターKK−400”(クラボウ製)を用い、1000rpmで20分間撹拌・脱泡してディスペンス用蛍光体分散シリコーン樹脂を得た。
【0086】
ディスペンサを用いて、青色LEDチップが実装されワイヤボンディング済みの基板のチップ表面に蛍光体樹脂を一定量ディスペンスし、150℃で1時間加熱硬化した。蛍光体含有樹脂で封止されたLEDを10個作成し、直流電源につないで点灯させ、10個全てが点灯することを確認した。色彩照度計(コニカミノルタCL200A)で10個のサンプル全ての相関色温度(CCT)を計測し、その最大値と最小値の差を色温度ばらつきとして評価した。結果は表2に示した。なお、ディスペンスされた蛍光体含有樹脂はドーム形状に形成されているので中心点と中心点−端部中点での膜厚差は非常に大きかった。
【0087】
【表1】
【0088】
【表2】
【符号の説明】
【0089】
1 蛍光体シート
2 基材
3 仮固定シート
4 LED素子
5 実装基板
6 加熱圧着ツール
7 LED素子を表面に形成したウェハ
【特許請求の範囲】
【請求項1】
25℃での貯蔵弾性率が0.1MPa以上であり、100℃での貯蔵弾性率が0.1MPa未満である蛍光体含有シート。
【請求項2】
シリコーン樹脂を含有する請求項1記載の蛍光体含有シート。
【請求項3】
蛍光体含有率が53重量%以上である請求項1または2記載の蛍光体含有シート。
【請求項4】
LED素子の波長変換層として用いられる請求項1〜3のいずれかに記載の蛍光体含有シート。
【請求項5】
貫通孔が形成されている請求項1〜4のいずれかに記載の蛍光体シート。
【請求項6】
請求項1〜5のいずれかに記載の蛍光体シートを、LED素子を表面に形成した半導体ウェハに積層した積層体。
【請求項7】
請求項1〜5のいずれかに記載の蛍光体含有シートを用いて得られる発光装置であって、LED素子上に、膜厚10〜1000μmであって、中心における膜厚と、中心から発光面端部の任意の点に引いた線分の中点での膜厚の差が、前記中心における膜厚±5%以内である蛍光体含有層が設けられた発光装置。
【請求項8】
少なくとも、LED素子の発光面に、請求項1〜5のいずれかに記載の蛍光体含有シートを、加熱して貼り付ける工程を含むことを特徴とする発光装置の製造方法。
【請求項9】
貼り付ける温度が60℃以上250℃以下であることを特徴とする請求項8に記載の発光装置の製造方法。
【請求項10】
請求項1〜5のいずれかに記載の蛍光体含有シートを個片に切断する工程、および該個片に切断された蛍光体含有シートを加熱してLED素子に貼り付ける工程を含む請求項8または9記載の発光装置の製造方法。
【請求項11】
複数のLED素子に、請求項1〜5のいずれかに記載の蛍光体含有シートを、加熱して一括して貼り付ける工程、および蛍光体含有シートとLED素子を一括ダイシングする工程を含む請求項8または9記載の発光装置の製造方法。
【請求項12】
請求項1〜5のいずれかに記載の蛍光体シートをLED素子に貼り付ける前に、蛍光体シートに孔開け加工を施すことを特徴とする請求項8〜11のいずれかに記載の発光装置の製造方法。
【請求項1】
25℃での貯蔵弾性率が0.1MPa以上であり、100℃での貯蔵弾性率が0.1MPa未満である蛍光体含有シート。
【請求項2】
シリコーン樹脂を含有する請求項1記載の蛍光体含有シート。
【請求項3】
蛍光体含有率が53重量%以上である請求項1または2記載の蛍光体含有シート。
【請求項4】
LED素子の波長変換層として用いられる請求項1〜3のいずれかに記載の蛍光体含有シート。
【請求項5】
貫通孔が形成されている請求項1〜4のいずれかに記載の蛍光体シート。
【請求項6】
請求項1〜5のいずれかに記載の蛍光体シートを、LED素子を表面に形成した半導体ウェハに積層した積層体。
【請求項7】
請求項1〜5のいずれかに記載の蛍光体含有シートを用いて得られる発光装置であって、LED素子上に、膜厚10〜1000μmであって、中心における膜厚と、中心から発光面端部の任意の点に引いた線分の中点での膜厚の差が、前記中心における膜厚±5%以内である蛍光体含有層が設けられた発光装置。
【請求項8】
少なくとも、LED素子の発光面に、請求項1〜5のいずれかに記載の蛍光体含有シートを、加熱して貼り付ける工程を含むことを特徴とする発光装置の製造方法。
【請求項9】
貼り付ける温度が60℃以上250℃以下であることを特徴とする請求項8に記載の発光装置の製造方法。
【請求項10】
請求項1〜5のいずれかに記載の蛍光体含有シートを個片に切断する工程、および該個片に切断された蛍光体含有シートを加熱してLED素子に貼り付ける工程を含む請求項8または9記載の発光装置の製造方法。
【請求項11】
複数のLED素子に、請求項1〜5のいずれかに記載の蛍光体含有シートを、加熱して一括して貼り付ける工程、および蛍光体含有シートとLED素子を一括ダイシングする工程を含む請求項8または9記載の発光装置の製造方法。
【請求項12】
請求項1〜5のいずれかに記載の蛍光体シートをLED素子に貼り付ける前に、蛍光体シートに孔開け加工を施すことを特徴とする請求項8〜11のいずれかに記載の発光装置の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−1792(P2013−1792A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−133956(P2011−133956)
【出願日】平成23年6月16日(2011.6.16)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月16日(2011.6.16)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]