
融着加工糸及びそれを用いてなる織編物の製造方法
【課題】 撚りを物理的に固定する手段を採用することで撚構造を安定なものとし、もって織編物の表面に多彩な意匠効果を再現性よく与えうる糸条を提供することを技術的課題とする。
【解決手段】 下撚りとしてSZ交互撚りを有する複数の撚糸条Yからなると共に上撚りとしてSZ交互撚りを有し、構成繊維の少なくとも一部がアルカリ易溶性ポリマーDを介して接着されてなる融着加工糸5であって、一方方向の強い上撚りAを不規則的に1mあたり2.0箇所以上有し、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あることを特徴とする融着加工糸5。
【解決手段】 下撚りとしてSZ交互撚りを有する複数の撚糸条Yからなると共に上撚りとしてSZ交互撚りを有し、構成繊維の少なくとも一部がアルカリ易溶性ポリマーDを介して接着されてなる融着加工糸5であって、一方方向の強い上撚りAを不規則的に1mあたり2.0箇所以上有し、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あることを特徴とする融着加工糸5。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、上下共にSZ交互撚りを有する新規な融着加工糸と、その融着加工糸を用いた織編物の製造方法に関するものである。
【背景技術】
【0002】
従来から外観変化に富む織編物に得るにあたり、SZ交互撚糸が採用されている。一例として、SZ交互撚りで各々下撚りされた2本の糸条が同じくSZ交互撚りの上撚りで撚り合わされた嵩高性意匠糸が開示されている(例えば、特許文献1参照)。
【0003】
この意匠糸は、長手方向において、ゆるやかな螺旋捲縮部分と緊密な螺旋捲縮部分とが、上撚りの消失した捲縮部分を介しながらSZの交互撚りを繰り返す、という特異な構造を呈していることから、織編物に外観変化を付与できるのは勿論、含気性、軽量感、保温性及び快適性といった特性をも付与できる。
【特許文献1】特許第2877830号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
一般に、撚糸された糸条(撚糸条)をパッケージから解舒すると、解撚トルクの発現により糸条は元のフラットな状態へ戻ろうとする。そこで、解撚トルクを抑制する手段として、一般に蒸熱による撚止めセットが広く採用されている。しかしながら、撚止めセットの効果としては、製織編工程及びその準備工程において、ある程度の工程通過性を達成できるものであれば十分であり、過度の撚止めセットは、かえって織編物の風合いを損なうことになり、好ましいものではない。
【0005】
撚糸条には、一方方向のみの撚りを有するものと、SZ交互撚りを有するものとがある。前者では、上記撚止めセットは解撚トルクを抑制する手段として非常に有効であるのに対し、後者では、あまり有効な手段とはいえない。これは、後者は前者に比べ、フラットな状態へ戻ろうとする傾向が強いことが要因にあげられる。
【0006】
ここで、上記嵩高性意匠糸を精査してみると、まず、糸条長手方向にSZ交互撚りを有するものである。そして、この糸条では、撚構造を安定性させるための手段が特段講じられていない。したがって、糸条を一旦パッケージから解舒すると当然ながら解撚トルクが発現する。SZ交互撚りを有する糸条は、一般に解撚による糸姿の変化が織編物の品位に大きく反映される傾向にあるので、解撚トルクを抑制するために何らかの手段を講じる必要がある。そこで、一般には、糸条に付加する張力を適宜加減したりガイドの設置位置を工夫するなどの手段が採用されている。しかしながら、このような手段では、パッケージの硬さに違いがあったりガイドの位置に僅かなズレがあっただけで、解撚トルクの抑制効果に大きな差が生じることがある。特に、糸条に付加する張力については、工程通過性に適した張力と、解撚トルク抑制に適した張力とが必ずしも一致しない場合もある。このように、上記手段を採用するにあたっては、相当程度の熟練技術を要する傾向が強く、代替技術の創造が強く望まれるところである。
【0007】
本発明は、上記のような従来技術の欠点を解消するものであり、撚りを物理的に固定する手段を採用することで撚構造を安定なものとし、もって織編物の表面に多彩な意匠効果を再現性よく与えうる糸条を提供することを技術的課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意研究の結果、糸条の構成繊維を融着させると共に、その融着部分を染色加工の段階で除去できれば、撚構造を十分安定なものとできるだけでなく、織編物の風合いを損なわずしかも織編物の表面に再現性よく意匠効果を与えるうること、並びに、上撚り態様を工夫することにより、当該意匠効果を飛躍的に向上させうることを知見して本発明に到達した。
【0009】
すなわち、第一の発明は、下撚りとしてSZ交互撚りを有する複数の撚糸条からなると共に上撚りとしてSZ交互撚りを有し、構成繊維の少なくとも一部がアルカリ易溶性ポリマーを介して接着されてなる融着加工糸であって、一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上有し、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あることを特徴とする融着加工糸を要旨とするものである。
【0010】
また、第二の発明は、上記の融着加工糸を用いて製織編した後、アルカリ減量加工することを特徴とする織編物の製造方法を要旨とするものである。
【発明の効果】
【0011】
本発明の融着加工糸は、糸条を構成する繊維の少なくとも一部が融着されているため、撚構造が安定しており、織編物の表面に多彩な意匠効果を再現性よく付与することができる。また、本発明の融着加工糸は、特異な上撚り態様を呈しているため、意匠効果のナチュラル感、メリハリ感などの向上に資するところが大きい。
【0012】
そして、このような融着加工糸を用いれば、意匠効果に優れた織編物を得ることができる。この織編物は、柔軟でふくらみ感があり、昨今の消費者ニーズにも十分対応できるものである。
【発明を実施するための最良の形態】
【0013】
以下、本発明を詳細に説明する。
【0014】
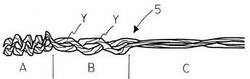
図1に、本発明の融着加工糸の基本的な構造を例示する。本発明の融着加工糸は、下撚り、上撚り共にSZ交互撚りを有するものである。下撚りとは、図1における撚糸条Y自体に入る撚りをいい、一方、上撚りとは、撚糸条Yを複数併せた合糸に入る撚りをいう。
【0015】
本発明において、下撚りされた撚糸条Yの本数としては、複数であれば特に限定されるものでないが、好ましくは図1のように2本とする。また、撚りの繰り返しについては、下撚り、上撚り共に純然たるSZの繰り返しは勿論、無撚部分もしくはそれに近い状態のものを介しながらの繰り返しでもよい。したがって、本発明は、一方方向の強い上撚り部分たるA部と、逆方向の比較的弱い上撚り部分たるB部とからなるSZの交互撚糸部を、上撚りのほとんど入っていないC部を介しながら糸条長手方向に繰り返し存在させる、図1のような態様も包含するのである。なお、いうまでもないが、本発明では、A、B、C各部の長さを必ずしも一致させずともよく、例えばA、B、Cの内、1つだけが他の2つに比べ著しく長いといった態様も本発明の対象に含まれる。
【0016】
また、本発明の融着加工糸では、糸条を構成する繊維(構成繊維)の少なくとも一部が融着されている必要がある。これにより、本発明の融着加工糸は、解撚トルクが発現し難く、張力を付加しても撚りを維持することでき、ひいては織編物の表面に再現性よく意匠効果を与えることができる。繊維同士の融着は、糸条長手方向の全長にわたるものでもよいが、可撓性の面では部分的なものが有利である。また、繊維間の融着と共に撚糸条(図1中のYに相当)間も融着されていてもよいが、同じく可撓性の点から好ましくは融着が撚糸条間に及ばないようにする。
【0017】
本発明では、繊維を融着させるための融着成分として、アルカリ易溶性ポリマーを用いることが重要である。アルカリ易溶性ポリマーとは、公知のアルカリ減量加工によって溶出しうるポリマーである。アルカリ減量加工は、製織編後に行う染色加工の段階で実施するのが一般的である。このアルカリ減量加工により、糸条中の融着部分が除去されるので、織編物には融着によるゴワゴワ感が残らず、織編物の風合いを優れたものとすることができる。
【0018】
本発明におけるアルカリ易溶性ポリマーとしては、低融点のポリエステルが好ましく採用できる。具体的には、エチレンテレフタレートを主たる繰り返し単位とし、イソフタル酸、ポリアルキレングリコール、スルホイソフタル酸アルカリ金属塩などを共重合させた共重合ポリエステルなどが好ましい。
【0019】
本発明の融着加工糸は、織編物へ優れた意匠効果を付与しうるものである。本発明における意匠効果とは、具体的にはムラ感、霜降り感、節糸感などを表現することをいう。そして、このような感覚の表現は、織編物表面に節を導入することにより達成できる。したがって、本発明では、融着加工糸の糸姿に織編物表面へ節を導入できる程度の形態変化を付す必要がある。この点、融着加工糸の糸姿は撚構造によるところが大きいが、下撚りの態様は融着加工糸の糸姿にあまり影響を及ぼさないことから、本発明においては、上撚りについては特定の態様を採用する。
【0020】
すなわち、融着加工糸における上撚り態様として、SZの繰り返しだけでなく上撚数に強弱を付す必要がある。具体的には、一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上、好ましくは2.0〜4.0箇所とし、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上、好ましくは1.6〜2.0倍とする。
【0021】
一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上有するとは、図1を例に説明すると、糸条1mあたりにA部が2.0箇所以上不規則的に配されることをいう。糸条長手方向において強い上撚りが規則的な間隔でもって配されてしまうと、織編物の意匠効果からナチュラル感が消失する。また、強い上撚りの個数が糸条1mあたり2.0箇所未満であると、織編物表面に現れる節の数が少なくなり過ぎて意匠効果を発現できなくなる。
【0022】
他方、10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あるとは、図1を例に説明すると、長手方向に沿って糸条10cmあたりの上撚数を連続して50回測定したとき、S撚数がZ撚数の1.5倍以上あることをいう。なお、本発明は、図1に限定されるものでないため、当然ながら、本発明には、Z撚数がS撚数の1.5倍以上となる態様も含まれる。
【0023】
本発明において、上記した一方方向の平均上撚数が他方に対し1.5倍未満になると、織編物の意匠効果からメリハリ感が消失する。
【0024】
上記のように本発明では、融着加工糸における上撚り態様を特定なものにする必要がある。これは、糸条は細長い形状をしており、通常、切断などせずにそのままの形状で使用することから、織編物の意匠効果から人工的な感覚を排除するには、糸条中の特定部分のみに着目するのではなく糸条全体としての撚構造を検討する必要があるとの思想による。
【0025】
次に、本発明の融着加工糸を製造する方法について説明する。
【0026】
基本的には、始めに合成繊維からなる複数の糸条を準備する。準備すべき糸条の合計本数としては、前述のように2本が好ましい。そして、準備すべき糸条として、少なくとも1本は、構成繊維の一部としてアルカリ易溶性ポリマーを含む繊維が用いられたものを採用する。これは、加工糸を構成する繊維の少なくとも一部が、アルカリ易溶性ポリマーを介して融着されているからである。
【0027】
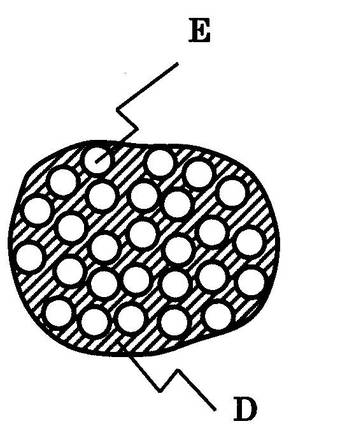
上記のアルカリ易溶性ポリマーを含む繊維としては、例えば、繊維の断面形状として図2、3のような形状を有するものが採用できる。中でも、外層部分に多くアルカリ易溶性ポリマーを含む繊維が好ましく、本発明では、特に図3に例示する繊維が好ましい。
【0028】
図2は、アルカリ易溶性ポリマーDとアルカリ難溶性ポリマーEとからなる海島型複合繊維の断面形状を、図3は、同D、Eからなる芯鞘型複合繊維の断面形状をそれぞれ模式的に示したものである。図3では、アルカリ難溶性ポリマーBの断面形状がギア形状をなしており、これにより織編物の風合いにスパンライクなシルキー感覚を付与することができる。勿論、用途によってスパンライクなシルキー感覚を必要としない場合もあるので、そのときは、ポリマーD、Eからなる一般的な同心円状の芯鞘型複合繊維を採用すればよい。
【0029】
ここで、アルカリ難溶性ポリマーEとは、アルカリ減量加工を実施しても溶出し難いポリマーをいい、具体的には、90モル%以上がポリエチレンテレフタレート(PET)単位からなるポリエステルが好ましく採用できる。アルカリ難溶性ポリマーEは、アルカリ易溶性ポリマーDより融点や軟化点が高いポリマーであり、具体的な融点差としては2℃以上が好ましい。
【0030】
糸条を準備した後は、それぞれの糸条を間歇的に仮撚加工する。「間歇的に仮撚加工する」とは、仮撚加工を断続的に実施する態様は勿論、仮撚加工を停止せずに仮撚方向や噴射空気量などを変化させる態様も含む概念である。この間歇的な仮撚加工により、SZ交互に加撚することができる。
【0031】
上記の仮撚加工としては、機械式スピンドルなどの仮撚手段を用いる仮撚加工でもよいが、仮撚りの安定性を考慮し、旋回流による仮撚加工(以下、「旋回仮撚」ということがある)を採用することが好ましい。旋回仮撚とは、仮撚手段として所定の空気旋回ノズルを用いる仮撚加工をいう。そして、間歇的に旋回仮撚することは、ノズルに設けられた電磁弁を制御して旋回流を断続的に噴射することにより可能である。
【0032】
ただ、この仮撚加工の実施にあたっては、本発明の融着加工糸が特異な上撚り態様を呈していることを考慮すべきである。なぜなら、間歇的な仮撚加工によって得られた撚糸条が発するトルクを、そのまま利用して上撚りすることがあるからである。この場合、撚糸条長手方向に規則的にSZ交互撚りが付加されていると、融着加工糸も長手方向に規則的な上撚りを有してしまうことがある。同様に、撚糸条のSZ交互撚りに強弱が付されていないと、融着加工糸の上撚りにも強弱が付されないことがある。このような点から、本発明では、撚糸条長手方向に不規則的でかつ強弱のあるSZ交互撚りが付加されているのが好ましい。例えば旋回仮撚を採用する場合では、旋回流を断続的に噴射する際にコンピューターなどを用いて不規則信号を発信させながら自動制御すれば、所望のSZ交互撚りを具現できる。具体的には、旋回流の噴射時間を、好ましくは0.02〜0.90秒の間でまちまちのものとする。一方、旋回流の停止時間としては、噴射時間の設定と同様のものが好ましいが、噴射時間がまちまちであれば、一定時間に設定しても差し支えない。
【0033】
糸条を夫々間歇的に仮撚加工した後は、合糸する。合糸の手段としては、特に限定されるものでなく、SZ交互撚りを有する撚糸条を引き揃えさえすればよい。つまり、各撚
糸条がトルクを有しているため、撚糸条を引き揃えた直後にSZ交互の上撚りが必然的に入ることになる。
【0034】
撚糸条を合糸した後は、かかる合糸をアルカリ易溶性ポリマーの軟化点以上の温度で連続的にヒートセットする。このヒートセットにより、繊維中のアルカリ易溶性ポリマーを溶融させることができる。このとき、繊維中のアルカリ易溶性ポリマーを全て溶融させてもよいが、好ましくは部分的に溶融させる。これは、溶融したアルカリ易溶性ポリマーが繊維同士を融着させるための接着成分として機能するためであり、かかるポリマーを溶融させればさせるほど融着加工糸の可撓性が低下する傾向にある。その結果、糸条の巻き取りや解舒の際にトラブルが発生しやすくなる。逆に、アルカリ易溶性ポリマーを溶融させないでおくと、合糸に残留したトルクがそのまま解撚トルクとして作用してしまう結果、織編物に十分な意匠効果を与えきれなくなるばかりか、意匠効果の再現が困難となる。
【0035】
上記のアルカリ易溶性ポリマーを部分的に溶融させることは、ヒートセットの温度、時間などを適宜調整することにより可能である。例えば、ヒートセットの温度としては、アルカリ易溶性ポリマーの軟化点〜(融点+20)℃の温度であって、アルカリ難溶性ポリマーを溶融させない温度が好ましい。また、ヒートセットの時間を所望のものとするには、ヒーターを通過する合糸の糸速を適宜調整すればよく、具体的には100m/分以下が好ましい。
【0036】
このようなヒートセットを経て、本発明の融着加工糸を得ることができる。
【0037】
ここで、本発明の融着加工糸を製造するための好ましい方法につき、図面を用いてさらに説明する。
【0038】
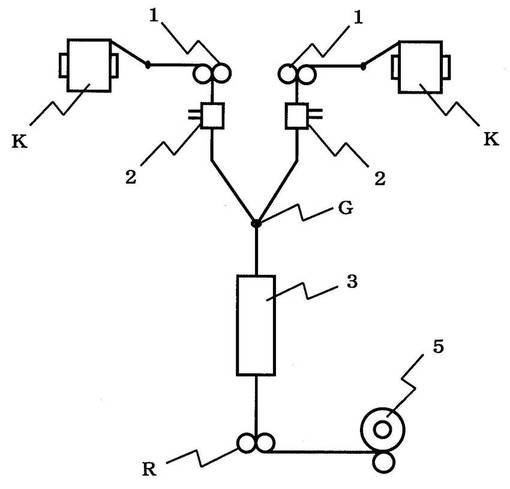
図4は、本発明の融着加工糸を製造するための一概略工程図である。
【0039】
図4において、まず、供給糸Kとして所定の糸条を準備し、フィードローラー1を通過させた後、夫々の糸条を仮撚手段2によって間歇的に仮撚加工する。これにより、糸条KはSZ交互に加撚される。
【0040】
ここで、仮撚手段2としては、供給糸Kを間歇的に仮撚加工できるものであれば特段の制約はないものの、どのような手段を採用してもオーバーフィードをかけながらの仮撚加工が好ましい。これは、オーバーフィードをかけることにより、供給糸Kに付加される張力を抑制することができるからである。つまり、供給糸Kへの付加張力が大きくなるにつれ、供給糸Kがだんだんと張った状態になるため、加撚するのが難しくなる傾向にある。図4に示す工程を採用する場合、オーバーフィードは、フィードローラー1のデリベリローラーRに対する超過表面速度比率(以下、「オーバーフィード率」ということがある)で定義されるが、好ましいオーバーフィード率としては、10〜30%である。
【0041】
また、フィードローラー1と仮撚手段2との距離としては、10〜30cmに設定にするのが好ましい。図1を例に取ると、かかる距離が10cm未満になると、A部の長さが短くなって織編物の意匠効果から節糸感が低減する傾向にあり、好ましくない。一方、30cmを超えると、A、B部の上撚数が互いに接近し、ひいては各方向の平均上撚数が所定の構成を満足しなくなることがあり、好ましくない。
【0042】
間歇的な仮撚加工の後は、SZ交互撚りを有する撚糸条をガイドGへ同時に供給し、トルクの特性を利用して上撚りする。
【0043】
そして、上撚りの後は、ヒーター3を通過させる。ヒーター3は、上撚りされた合糸をヒートセットするための装置であり、このヒートセットにより、構成繊維中のアルカリ易溶性ポリマーを溶融させることができる。
【0044】
ヒーター3を通過させた後は、デリベリローラーRを通過させ、本発明の融着加工糸5をパッケージへ巻き取る。
【0045】
次に、本発明の融着加工糸を用いて、意匠効果に富む織編物を製造する方法について説明する。
【0046】
この織編物は、基本的に融着加工糸を用いて製織編した後、アルカリ減量加工することにより得ることができる。製織編は、広く一般に使用されるレピア織機や丸編機、経編機などを用いて行うことができ、本発明の効果を損なわない範囲であれば融着加工糸以外の糸条を併用してもよい。そして、アルカリ減量加工は、繊維を融着させるための接着成分たるアルカリ易溶性ポリマーを除去するために行うものであり、染色加工の段階で実施するのが一般的である。アルカリ減量加工の条件としては、製織編同様、公知技術が準用できる。
【0047】
得られる織編物は、上記融着加工糸からアルカリ易溶性ポリマーが除去されてなる糸条から構成されるものである。この糸条は、下撚りとしてSZ交互撚りを有すると共に上撚りとしてもSZ交互撚りを有しており、糸条を構成する繊維は、当然のことながら融着されていない。したがって、織編物の風合いとしては、融着によるゴワゴワとしたものではなく、柔軟で、しかも減量前にアルカリ易溶性ポリマーが存在していた部分が空気で満たされることになるから、ふくらみ感にも優れたものとなる。
【実施例】
【0048】
次に、本発明を実施例などにより具体的に説明する。なお、各特性値の測定は下記に準じた。
【0049】
(1)一方方向の強い上撚りの確認及び1mあたりの個数
まず、パッケージから試料を丁寧かつ十分に解舒しながら、一方方向の強い上撚りが不規則的に存在するか目視で確認する。次に、枠周1.125mの検尺機を用い、試料に0.294mN×表示デシテックス数の荷重を掛けつつ120回転/分の速度で20周巻き返す。そして、検尺機から丁寧に試料を取り出し、一方方向の強い上撚りが入った箇所を数えた後、その数値を22.5で除し、これを、試料1mあたりの当該上撚りの個数とした。
【0050】
(2)上撚り方向別の平均上撚数の対比
検撚機を用い、つかみ間隔を10cmとして、0.294mN×表示デシテックス数の荷重下で試料を取り付け、撚数を測定する。この操作を試料長手方向に連続的に50回行い、撚方向別に平均値を夫々算出した後、大きい数値を小さい数値で除し、これを、平均上撚数についての一方方向の他方方向に対する比とした。
【0051】
(実施例1、参考例1、比較例1〜3)
アルカリ難溶性ポリマーとしてPET(融点:255℃)を、アルカリ易溶性ポリマーとして、5−ナトリウムスルホイソフタル酸を2.5モル%及び平均分子量7000のポリエチレングリコールを12質量%共重合した共重合ポリエステル(融点:247℃、軟化点:228℃)を用いた。そして、繊維の断面形状が、図3に示すような、ギア形状の断面形状を有するアルカリ難溶性ポリマーをアルカリ易溶性ポリマーが取り囲んだ芯鞘型となるように設計された紡糸口金を用いて、両ポリマーを溶融紡糸した。次いで、得られた330dtex48fの未延伸糸を110℃で3.0倍に延伸し、110dtex48fの、芯鞘型複合繊維を含む糸条(以下、「芯鞘複合繊維糸条」ということがある)を得た。
【0052】
続いて、得られた芯鞘複合繊維糸条を供給糸とし、市販の仮撚機(三菱重工業(株)製、「LS−6型(商品名)」)を使用し、仮撚条件として下記表1記載の各条件を採用し、図4に示す工程を経て融着加工糸を得た。
【0053】
すなわち、まず、2本の供給糸Kとして芯鞘複合繊維糸条を所定のオーバーフィードをかけながらフィードローラー1へ供給した後、夫々を仮撚手段2により間歇的に旋回仮撚した。このとき、仮撚手段2としては、空気旋回ノズルを使用し、旋回流を断続的に発生させると共に各ノズル間で旋回流の方向及び噴射周期を同調させた。
【0054】
そして、上記旋回仮撚によってSZ交互に加撚された各撚糸条を、ガイドGへ同時に供給した。供給された各撚糸条は、ガイドGにおいて、引き揃えられると略同時にSZ交互に上撚りされた。
【0055】
続いて、得られた合糸をヒーター3に供給し、繊維中のアルカリ易溶性ポリマーを溶融させた。なお、ヒーター3中を通過する合糸の糸速は、デリベリローラーRの表面速度に略等しく、また、ヒーター3としては接触方式のものを用いた。
【0056】
ヒートセット後は、デリベリローラーRを通過させ、得られた融着加工糸4を巻き取った。そして、得られた加工糸の上撚り態様を、上記記載の手段に基づき評価した。その結果を表1に示す。
【0057】
次に、上記加工糸を使用してレピア織機で製織した後、水酸化ナトリウムを30g/L含む浴を用いて98℃で30分間アルカリ減量加工し、経糸密度92本/2.54cm、緯糸密度60本/2.54cmの2/1綾組織織編物を得た。
【0058】
【表1】

【0059】
上記の加工糸は、いずれも下撚りとしてSZ交互撚りを有すると共に、S方向の強い上撚りを有するものであった。しかしながら、上撚り態様として、実施例1、参考例1及び比較例1、2にかかる加工糸は、強い上撚りを加工糸長手方向に不規則的に有しているのに対し、比較例3ではそれを規則的に有している。これは、旋回仮撚における旋回流の噴射が、前者では不規則的であったのに対し、後者では一定周期の規則的なものであったことによる。
【0060】
また、実施例1及び参考例1にかかる加工糸は、加工糸を構成する繊維の少なくとも一部が融着されているのに対し、比較例1、2では、構成繊維間に融着が認められなかった。これは、後者ではヒートセットにつき、比較例1ではヒートセット時間が、比較例2では同温度が十分でなかったことによる。したがって、比較例1、2では、加工糸を作製する過程で解撚トルクが作用したため所望の上撚り構造が実現できず、また、織物に十分な意匠効果を与えることもできなかった。
【0061】
そして、実施例1及び参考例1にかかる加工糸は、本発明の構成を満足するものであった。しかしながら、織物の意匠効果として、前者はナチュラル感、メリハリ感などを有しており、ムラ感、霜降り感、節糸感などの感覚をバランスよく表現できるものあった。これに対し、後者では、フィードローラー1の設置位置と、仮撚手段2のそれとが離れすぎていたため、各方向の上撚数が互いに接近してしまい、結果、織編物の意匠効果として、メリハリ感にやや乏しいものとなった。
【図面の簡単な説明】
【0062】
【図1】本発明の融着加工糸の基本的な構造を例示する模式図である。
【図2】本発明に採用されうる繊維の断面形状を例示する模式図である。
【図3】本発明に好ましく採用される繊維の断面形状を例示する模式図である。
【図4】本発明の融着加工糸を製造するための一概略工程図である。
【符号の説明】
【0063】
5 融着加工糸
A 一方方向の強い上撚り部分
B 逆方向の比較的弱い上撚り部分
C 上撚りのほとんど入っていない部分
D アルカリ易溶性ポリマー
E アルカリ難溶性ポリマー
Y 撚糸条
【技術分野】
【0001】
本発明は、上下共にSZ交互撚りを有する新規な融着加工糸と、その融着加工糸を用いた織編物の製造方法に関するものである。
【背景技術】
【0002】
従来から外観変化に富む織編物に得るにあたり、SZ交互撚糸が採用されている。一例として、SZ交互撚りで各々下撚りされた2本の糸条が同じくSZ交互撚りの上撚りで撚り合わされた嵩高性意匠糸が開示されている(例えば、特許文献1参照)。
【0003】
この意匠糸は、長手方向において、ゆるやかな螺旋捲縮部分と緊密な螺旋捲縮部分とが、上撚りの消失した捲縮部分を介しながらSZの交互撚りを繰り返す、という特異な構造を呈していることから、織編物に外観変化を付与できるのは勿論、含気性、軽量感、保温性及び快適性といった特性をも付与できる。
【特許文献1】特許第2877830号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
一般に、撚糸された糸条(撚糸条)をパッケージから解舒すると、解撚トルクの発現により糸条は元のフラットな状態へ戻ろうとする。そこで、解撚トルクを抑制する手段として、一般に蒸熱による撚止めセットが広く採用されている。しかしながら、撚止めセットの効果としては、製織編工程及びその準備工程において、ある程度の工程通過性を達成できるものであれば十分であり、過度の撚止めセットは、かえって織編物の風合いを損なうことになり、好ましいものではない。
【0005】
撚糸条には、一方方向のみの撚りを有するものと、SZ交互撚りを有するものとがある。前者では、上記撚止めセットは解撚トルクを抑制する手段として非常に有効であるのに対し、後者では、あまり有効な手段とはいえない。これは、後者は前者に比べ、フラットな状態へ戻ろうとする傾向が強いことが要因にあげられる。
【0006】
ここで、上記嵩高性意匠糸を精査してみると、まず、糸条長手方向にSZ交互撚りを有するものである。そして、この糸条では、撚構造を安定性させるための手段が特段講じられていない。したがって、糸条を一旦パッケージから解舒すると当然ながら解撚トルクが発現する。SZ交互撚りを有する糸条は、一般に解撚による糸姿の変化が織編物の品位に大きく反映される傾向にあるので、解撚トルクを抑制するために何らかの手段を講じる必要がある。そこで、一般には、糸条に付加する張力を適宜加減したりガイドの設置位置を工夫するなどの手段が採用されている。しかしながら、このような手段では、パッケージの硬さに違いがあったりガイドの位置に僅かなズレがあっただけで、解撚トルクの抑制効果に大きな差が生じることがある。特に、糸条に付加する張力については、工程通過性に適した張力と、解撚トルク抑制に適した張力とが必ずしも一致しない場合もある。このように、上記手段を採用するにあたっては、相当程度の熟練技術を要する傾向が強く、代替技術の創造が強く望まれるところである。
【0007】
本発明は、上記のような従来技術の欠点を解消するものであり、撚りを物理的に固定する手段を採用することで撚構造を安定なものとし、もって織編物の表面に多彩な意匠効果を再現性よく与えうる糸条を提供することを技術的課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意研究の結果、糸条の構成繊維を融着させると共に、その融着部分を染色加工の段階で除去できれば、撚構造を十分安定なものとできるだけでなく、織編物の風合いを損なわずしかも織編物の表面に再現性よく意匠効果を与えるうること、並びに、上撚り態様を工夫することにより、当該意匠効果を飛躍的に向上させうることを知見して本発明に到達した。
【0009】
すなわち、第一の発明は、下撚りとしてSZ交互撚りを有する複数の撚糸条からなると共に上撚りとしてSZ交互撚りを有し、構成繊維の少なくとも一部がアルカリ易溶性ポリマーを介して接着されてなる融着加工糸であって、一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上有し、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あることを特徴とする融着加工糸を要旨とするものである。
【0010】
また、第二の発明は、上記の融着加工糸を用いて製織編した後、アルカリ減量加工することを特徴とする織編物の製造方法を要旨とするものである。
【発明の効果】
【0011】
本発明の融着加工糸は、糸条を構成する繊維の少なくとも一部が融着されているため、撚構造が安定しており、織編物の表面に多彩な意匠効果を再現性よく付与することができる。また、本発明の融着加工糸は、特異な上撚り態様を呈しているため、意匠効果のナチュラル感、メリハリ感などの向上に資するところが大きい。
【0012】
そして、このような融着加工糸を用いれば、意匠効果に優れた織編物を得ることができる。この織編物は、柔軟でふくらみ感があり、昨今の消費者ニーズにも十分対応できるものである。
【発明を実施するための最良の形態】
【0013】
以下、本発明を詳細に説明する。
【0014】
図1に、本発明の融着加工糸の基本的な構造を例示する。本発明の融着加工糸は、下撚り、上撚り共にSZ交互撚りを有するものである。下撚りとは、図1における撚糸条Y自体に入る撚りをいい、一方、上撚りとは、撚糸条Yを複数併せた合糸に入る撚りをいう。
【0015】
本発明において、下撚りされた撚糸条Yの本数としては、複数であれば特に限定されるものでないが、好ましくは図1のように2本とする。また、撚りの繰り返しについては、下撚り、上撚り共に純然たるSZの繰り返しは勿論、無撚部分もしくはそれに近い状態のものを介しながらの繰り返しでもよい。したがって、本発明は、一方方向の強い上撚り部分たるA部と、逆方向の比較的弱い上撚り部分たるB部とからなるSZの交互撚糸部を、上撚りのほとんど入っていないC部を介しながら糸条長手方向に繰り返し存在させる、図1のような態様も包含するのである。なお、いうまでもないが、本発明では、A、B、C各部の長さを必ずしも一致させずともよく、例えばA、B、Cの内、1つだけが他の2つに比べ著しく長いといった態様も本発明の対象に含まれる。
【0016】
また、本発明の融着加工糸では、糸条を構成する繊維(構成繊維)の少なくとも一部が融着されている必要がある。これにより、本発明の融着加工糸は、解撚トルクが発現し難く、張力を付加しても撚りを維持することでき、ひいては織編物の表面に再現性よく意匠効果を与えることができる。繊維同士の融着は、糸条長手方向の全長にわたるものでもよいが、可撓性の面では部分的なものが有利である。また、繊維間の融着と共に撚糸条(図1中のYに相当)間も融着されていてもよいが、同じく可撓性の点から好ましくは融着が撚糸条間に及ばないようにする。
【0017】
本発明では、繊維を融着させるための融着成分として、アルカリ易溶性ポリマーを用いることが重要である。アルカリ易溶性ポリマーとは、公知のアルカリ減量加工によって溶出しうるポリマーである。アルカリ減量加工は、製織編後に行う染色加工の段階で実施するのが一般的である。このアルカリ減量加工により、糸条中の融着部分が除去されるので、織編物には融着によるゴワゴワ感が残らず、織編物の風合いを優れたものとすることができる。
【0018】
本発明におけるアルカリ易溶性ポリマーとしては、低融点のポリエステルが好ましく採用できる。具体的には、エチレンテレフタレートを主たる繰り返し単位とし、イソフタル酸、ポリアルキレングリコール、スルホイソフタル酸アルカリ金属塩などを共重合させた共重合ポリエステルなどが好ましい。
【0019】
本発明の融着加工糸は、織編物へ優れた意匠効果を付与しうるものである。本発明における意匠効果とは、具体的にはムラ感、霜降り感、節糸感などを表現することをいう。そして、このような感覚の表現は、織編物表面に節を導入することにより達成できる。したがって、本発明では、融着加工糸の糸姿に織編物表面へ節を導入できる程度の形態変化を付す必要がある。この点、融着加工糸の糸姿は撚構造によるところが大きいが、下撚りの態様は融着加工糸の糸姿にあまり影響を及ぼさないことから、本発明においては、上撚りについては特定の態様を採用する。
【0020】
すなわち、融着加工糸における上撚り態様として、SZの繰り返しだけでなく上撚数に強弱を付す必要がある。具体的には、一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上、好ましくは2.0〜4.0箇所とし、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上、好ましくは1.6〜2.0倍とする。
【0021】
一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上有するとは、図1を例に説明すると、糸条1mあたりにA部が2.0箇所以上不規則的に配されることをいう。糸条長手方向において強い上撚りが規則的な間隔でもって配されてしまうと、織編物の意匠効果からナチュラル感が消失する。また、強い上撚りの個数が糸条1mあたり2.0箇所未満であると、織編物表面に現れる節の数が少なくなり過ぎて意匠効果を発現できなくなる。
【0022】
他方、10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あるとは、図1を例に説明すると、長手方向に沿って糸条10cmあたりの上撚数を連続して50回測定したとき、S撚数がZ撚数の1.5倍以上あることをいう。なお、本発明は、図1に限定されるものでないため、当然ながら、本発明には、Z撚数がS撚数の1.5倍以上となる態様も含まれる。
【0023】
本発明において、上記した一方方向の平均上撚数が他方に対し1.5倍未満になると、織編物の意匠効果からメリハリ感が消失する。
【0024】
上記のように本発明では、融着加工糸における上撚り態様を特定なものにする必要がある。これは、糸条は細長い形状をしており、通常、切断などせずにそのままの形状で使用することから、織編物の意匠効果から人工的な感覚を排除するには、糸条中の特定部分のみに着目するのではなく糸条全体としての撚構造を検討する必要があるとの思想による。
【0025】
次に、本発明の融着加工糸を製造する方法について説明する。
【0026】
基本的には、始めに合成繊維からなる複数の糸条を準備する。準備すべき糸条の合計本数としては、前述のように2本が好ましい。そして、準備すべき糸条として、少なくとも1本は、構成繊維の一部としてアルカリ易溶性ポリマーを含む繊維が用いられたものを採用する。これは、加工糸を構成する繊維の少なくとも一部が、アルカリ易溶性ポリマーを介して融着されているからである。
【0027】
上記のアルカリ易溶性ポリマーを含む繊維としては、例えば、繊維の断面形状として図2、3のような形状を有するものが採用できる。中でも、外層部分に多くアルカリ易溶性ポリマーを含む繊維が好ましく、本発明では、特に図3に例示する繊維が好ましい。
【0028】
図2は、アルカリ易溶性ポリマーDとアルカリ難溶性ポリマーEとからなる海島型複合繊維の断面形状を、図3は、同D、Eからなる芯鞘型複合繊維の断面形状をそれぞれ模式的に示したものである。図3では、アルカリ難溶性ポリマーBの断面形状がギア形状をなしており、これにより織編物の風合いにスパンライクなシルキー感覚を付与することができる。勿論、用途によってスパンライクなシルキー感覚を必要としない場合もあるので、そのときは、ポリマーD、Eからなる一般的な同心円状の芯鞘型複合繊維を採用すればよい。
【0029】
ここで、アルカリ難溶性ポリマーEとは、アルカリ減量加工を実施しても溶出し難いポリマーをいい、具体的には、90モル%以上がポリエチレンテレフタレート(PET)単位からなるポリエステルが好ましく採用できる。アルカリ難溶性ポリマーEは、アルカリ易溶性ポリマーDより融点や軟化点が高いポリマーであり、具体的な融点差としては2℃以上が好ましい。
【0030】
糸条を準備した後は、それぞれの糸条を間歇的に仮撚加工する。「間歇的に仮撚加工する」とは、仮撚加工を断続的に実施する態様は勿論、仮撚加工を停止せずに仮撚方向や噴射空気量などを変化させる態様も含む概念である。この間歇的な仮撚加工により、SZ交互に加撚することができる。
【0031】
上記の仮撚加工としては、機械式スピンドルなどの仮撚手段を用いる仮撚加工でもよいが、仮撚りの安定性を考慮し、旋回流による仮撚加工(以下、「旋回仮撚」ということがある)を採用することが好ましい。旋回仮撚とは、仮撚手段として所定の空気旋回ノズルを用いる仮撚加工をいう。そして、間歇的に旋回仮撚することは、ノズルに設けられた電磁弁を制御して旋回流を断続的に噴射することにより可能である。
【0032】
ただ、この仮撚加工の実施にあたっては、本発明の融着加工糸が特異な上撚り態様を呈していることを考慮すべきである。なぜなら、間歇的な仮撚加工によって得られた撚糸条が発するトルクを、そのまま利用して上撚りすることがあるからである。この場合、撚糸条長手方向に規則的にSZ交互撚りが付加されていると、融着加工糸も長手方向に規則的な上撚りを有してしまうことがある。同様に、撚糸条のSZ交互撚りに強弱が付されていないと、融着加工糸の上撚りにも強弱が付されないことがある。このような点から、本発明では、撚糸条長手方向に不規則的でかつ強弱のあるSZ交互撚りが付加されているのが好ましい。例えば旋回仮撚を採用する場合では、旋回流を断続的に噴射する際にコンピューターなどを用いて不規則信号を発信させながら自動制御すれば、所望のSZ交互撚りを具現できる。具体的には、旋回流の噴射時間を、好ましくは0.02〜0.90秒の間でまちまちのものとする。一方、旋回流の停止時間としては、噴射時間の設定と同様のものが好ましいが、噴射時間がまちまちであれば、一定時間に設定しても差し支えない。
【0033】
糸条を夫々間歇的に仮撚加工した後は、合糸する。合糸の手段としては、特に限定されるものでなく、SZ交互撚りを有する撚糸条を引き揃えさえすればよい。つまり、各撚
糸条がトルクを有しているため、撚糸条を引き揃えた直後にSZ交互の上撚りが必然的に入ることになる。
【0034】
撚糸条を合糸した後は、かかる合糸をアルカリ易溶性ポリマーの軟化点以上の温度で連続的にヒートセットする。このヒートセットにより、繊維中のアルカリ易溶性ポリマーを溶融させることができる。このとき、繊維中のアルカリ易溶性ポリマーを全て溶融させてもよいが、好ましくは部分的に溶融させる。これは、溶融したアルカリ易溶性ポリマーが繊維同士を融着させるための接着成分として機能するためであり、かかるポリマーを溶融させればさせるほど融着加工糸の可撓性が低下する傾向にある。その結果、糸条の巻き取りや解舒の際にトラブルが発生しやすくなる。逆に、アルカリ易溶性ポリマーを溶融させないでおくと、合糸に残留したトルクがそのまま解撚トルクとして作用してしまう結果、織編物に十分な意匠効果を与えきれなくなるばかりか、意匠効果の再現が困難となる。
【0035】
上記のアルカリ易溶性ポリマーを部分的に溶融させることは、ヒートセットの温度、時間などを適宜調整することにより可能である。例えば、ヒートセットの温度としては、アルカリ易溶性ポリマーの軟化点〜(融点+20)℃の温度であって、アルカリ難溶性ポリマーを溶融させない温度が好ましい。また、ヒートセットの時間を所望のものとするには、ヒーターを通過する合糸の糸速を適宜調整すればよく、具体的には100m/分以下が好ましい。
【0036】
このようなヒートセットを経て、本発明の融着加工糸を得ることができる。
【0037】
ここで、本発明の融着加工糸を製造するための好ましい方法につき、図面を用いてさらに説明する。
【0038】
図4は、本発明の融着加工糸を製造するための一概略工程図である。
【0039】
図4において、まず、供給糸Kとして所定の糸条を準備し、フィードローラー1を通過させた後、夫々の糸条を仮撚手段2によって間歇的に仮撚加工する。これにより、糸条KはSZ交互に加撚される。
【0040】
ここで、仮撚手段2としては、供給糸Kを間歇的に仮撚加工できるものであれば特段の制約はないものの、どのような手段を採用してもオーバーフィードをかけながらの仮撚加工が好ましい。これは、オーバーフィードをかけることにより、供給糸Kに付加される張力を抑制することができるからである。つまり、供給糸Kへの付加張力が大きくなるにつれ、供給糸Kがだんだんと張った状態になるため、加撚するのが難しくなる傾向にある。図4に示す工程を採用する場合、オーバーフィードは、フィードローラー1のデリベリローラーRに対する超過表面速度比率(以下、「オーバーフィード率」ということがある)で定義されるが、好ましいオーバーフィード率としては、10〜30%である。
【0041】
また、フィードローラー1と仮撚手段2との距離としては、10〜30cmに設定にするのが好ましい。図1を例に取ると、かかる距離が10cm未満になると、A部の長さが短くなって織編物の意匠効果から節糸感が低減する傾向にあり、好ましくない。一方、30cmを超えると、A、B部の上撚数が互いに接近し、ひいては各方向の平均上撚数が所定の構成を満足しなくなることがあり、好ましくない。
【0042】
間歇的な仮撚加工の後は、SZ交互撚りを有する撚糸条をガイドGへ同時に供給し、トルクの特性を利用して上撚りする。
【0043】
そして、上撚りの後は、ヒーター3を通過させる。ヒーター3は、上撚りされた合糸をヒートセットするための装置であり、このヒートセットにより、構成繊維中のアルカリ易溶性ポリマーを溶融させることができる。
【0044】
ヒーター3を通過させた後は、デリベリローラーRを通過させ、本発明の融着加工糸5をパッケージへ巻き取る。
【0045】
次に、本発明の融着加工糸を用いて、意匠効果に富む織編物を製造する方法について説明する。
【0046】
この織編物は、基本的に融着加工糸を用いて製織編した後、アルカリ減量加工することにより得ることができる。製織編は、広く一般に使用されるレピア織機や丸編機、経編機などを用いて行うことができ、本発明の効果を損なわない範囲であれば融着加工糸以外の糸条を併用してもよい。そして、アルカリ減量加工は、繊維を融着させるための接着成分たるアルカリ易溶性ポリマーを除去するために行うものであり、染色加工の段階で実施するのが一般的である。アルカリ減量加工の条件としては、製織編同様、公知技術が準用できる。
【0047】
得られる織編物は、上記融着加工糸からアルカリ易溶性ポリマーが除去されてなる糸条から構成されるものである。この糸条は、下撚りとしてSZ交互撚りを有すると共に上撚りとしてもSZ交互撚りを有しており、糸条を構成する繊維は、当然のことながら融着されていない。したがって、織編物の風合いとしては、融着によるゴワゴワとしたものではなく、柔軟で、しかも減量前にアルカリ易溶性ポリマーが存在していた部分が空気で満たされることになるから、ふくらみ感にも優れたものとなる。
【実施例】
【0048】
次に、本発明を実施例などにより具体的に説明する。なお、各特性値の測定は下記に準じた。
【0049】
(1)一方方向の強い上撚りの確認及び1mあたりの個数
まず、パッケージから試料を丁寧かつ十分に解舒しながら、一方方向の強い上撚りが不規則的に存在するか目視で確認する。次に、枠周1.125mの検尺機を用い、試料に0.294mN×表示デシテックス数の荷重を掛けつつ120回転/分の速度で20周巻き返す。そして、検尺機から丁寧に試料を取り出し、一方方向の強い上撚りが入った箇所を数えた後、その数値を22.5で除し、これを、試料1mあたりの当該上撚りの個数とした。
【0050】
(2)上撚り方向別の平均上撚数の対比
検撚機を用い、つかみ間隔を10cmとして、0.294mN×表示デシテックス数の荷重下で試料を取り付け、撚数を測定する。この操作を試料長手方向に連続的に50回行い、撚方向別に平均値を夫々算出した後、大きい数値を小さい数値で除し、これを、平均上撚数についての一方方向の他方方向に対する比とした。
【0051】
(実施例1、参考例1、比較例1〜3)
アルカリ難溶性ポリマーとしてPET(融点:255℃)を、アルカリ易溶性ポリマーとして、5−ナトリウムスルホイソフタル酸を2.5モル%及び平均分子量7000のポリエチレングリコールを12質量%共重合した共重合ポリエステル(融点:247℃、軟化点:228℃)を用いた。そして、繊維の断面形状が、図3に示すような、ギア形状の断面形状を有するアルカリ難溶性ポリマーをアルカリ易溶性ポリマーが取り囲んだ芯鞘型となるように設計された紡糸口金を用いて、両ポリマーを溶融紡糸した。次いで、得られた330dtex48fの未延伸糸を110℃で3.0倍に延伸し、110dtex48fの、芯鞘型複合繊維を含む糸条(以下、「芯鞘複合繊維糸条」ということがある)を得た。
【0052】
続いて、得られた芯鞘複合繊維糸条を供給糸とし、市販の仮撚機(三菱重工業(株)製、「LS−6型(商品名)」)を使用し、仮撚条件として下記表1記載の各条件を採用し、図4に示す工程を経て融着加工糸を得た。
【0053】
すなわち、まず、2本の供給糸Kとして芯鞘複合繊維糸条を所定のオーバーフィードをかけながらフィードローラー1へ供給した後、夫々を仮撚手段2により間歇的に旋回仮撚した。このとき、仮撚手段2としては、空気旋回ノズルを使用し、旋回流を断続的に発生させると共に各ノズル間で旋回流の方向及び噴射周期を同調させた。
【0054】
そして、上記旋回仮撚によってSZ交互に加撚された各撚糸条を、ガイドGへ同時に供給した。供給された各撚糸条は、ガイドGにおいて、引き揃えられると略同時にSZ交互に上撚りされた。
【0055】
続いて、得られた合糸をヒーター3に供給し、繊維中のアルカリ易溶性ポリマーを溶融させた。なお、ヒーター3中を通過する合糸の糸速は、デリベリローラーRの表面速度に略等しく、また、ヒーター3としては接触方式のものを用いた。
【0056】
ヒートセット後は、デリベリローラーRを通過させ、得られた融着加工糸4を巻き取った。そして、得られた加工糸の上撚り態様を、上記記載の手段に基づき評価した。その結果を表1に示す。
【0057】
次に、上記加工糸を使用してレピア織機で製織した後、水酸化ナトリウムを30g/L含む浴を用いて98℃で30分間アルカリ減量加工し、経糸密度92本/2.54cm、緯糸密度60本/2.54cmの2/1綾組織織編物を得た。
【0058】
【表1】
【0059】
上記の加工糸は、いずれも下撚りとしてSZ交互撚りを有すると共に、S方向の強い上撚りを有するものであった。しかしながら、上撚り態様として、実施例1、参考例1及び比較例1、2にかかる加工糸は、強い上撚りを加工糸長手方向に不規則的に有しているのに対し、比較例3ではそれを規則的に有している。これは、旋回仮撚における旋回流の噴射が、前者では不規則的であったのに対し、後者では一定周期の規則的なものであったことによる。
【0060】
また、実施例1及び参考例1にかかる加工糸は、加工糸を構成する繊維の少なくとも一部が融着されているのに対し、比較例1、2では、構成繊維間に融着が認められなかった。これは、後者ではヒートセットにつき、比較例1ではヒートセット時間が、比較例2では同温度が十分でなかったことによる。したがって、比較例1、2では、加工糸を作製する過程で解撚トルクが作用したため所望の上撚り構造が実現できず、また、織物に十分な意匠効果を与えることもできなかった。
【0061】
そして、実施例1及び参考例1にかかる加工糸は、本発明の構成を満足するものであった。しかしながら、織物の意匠効果として、前者はナチュラル感、メリハリ感などを有しており、ムラ感、霜降り感、節糸感などの感覚をバランスよく表現できるものあった。これに対し、後者では、フィードローラー1の設置位置と、仮撚手段2のそれとが離れすぎていたため、各方向の上撚数が互いに接近してしまい、結果、織編物の意匠効果として、メリハリ感にやや乏しいものとなった。
【図面の簡単な説明】
【0062】
【図1】本発明の融着加工糸の基本的な構造を例示する模式図である。
【図2】本発明に採用されうる繊維の断面形状を例示する模式図である。
【図3】本発明に好ましく採用される繊維の断面形状を例示する模式図である。
【図4】本発明の融着加工糸を製造するための一概略工程図である。
【符号の説明】
【0063】
5 融着加工糸
A 一方方向の強い上撚り部分
B 逆方向の比較的弱い上撚り部分
C 上撚りのほとんど入っていない部分
D アルカリ易溶性ポリマー
E アルカリ難溶性ポリマー
Y 撚糸条
【特許請求の範囲】
【請求項1】
下撚りとしてSZ交互撚りを有する複数の撚糸条からなると共に上撚りとしてSZ交互撚りを有し、構成繊維の少なくとも一部がアルカリ易溶性ポリマーを介して接着されてなる融着加工糸であって、一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上有し、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あることを特徴とする融着加工糸。
【請求項2】
請求項1記載の融着加工糸を用いて製織編した後、アルカリ減量加工することを特徴とする織編物の製造方法。
【請求項1】
下撚りとしてSZ交互撚りを有する複数の撚糸条からなると共に上撚りとしてSZ交互撚りを有し、構成繊維の少なくとも一部がアルカリ易溶性ポリマーを介して接着されてなる融着加工糸であって、一方方向の強い上撚りを不規則的に1mあたり2.0箇所以上有し、かつ10cmあたりの上撚数を連続的に50回測定したとき、当該一方方向の平均上撚数が他方に対し1.5倍以上あることを特徴とする融着加工糸。
【請求項2】
請求項1記載の融着加工糸を用いて製織編した後、アルカリ減量加工することを特徴とする織編物の製造方法。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−102754(P2009−102754A)
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願番号】特願2007−272972(P2007−272972)
【出願日】平成19年10月19日(2007.10.19)
【出願人】(399065497)ユニチカファイバー株式会社 (190)
【Fターム(参考)】
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願日】平成19年10月19日(2007.10.19)
【出願人】(399065497)ユニチカファイバー株式会社 (190)
【Fターム(参考)】
[ Back to top ]