
血液処理用フィルター装置の製造方法及び血液処理用フィルター装置
【課題】軟質ポリ塩化ビニル製シートとポリエステル製不織布の組み合わせのように、一般には同時溶融が困難な組み合わせである場合でも、スパークが発生し難く安定生産性に優れ、しかも時間を延ばさずに高周波溶着しても充分な耐破裂性を有する血液処理用フィルター装置が得られる製造方法、及び血液処理用フィルター装置を提供すること。
【解決手段】熱可塑性シート状非多孔質体と平均繊維直径が0.3μm以上3.0μm以下のメイン多孔質体との間にサブ多孔質体を配置し、この積層物を高周波溶着して第1シール区域を形成する工程を含み、血液の入口と出口とが多孔質体によって隔てられた血液処理用フィルター装置を製造する方法において、メイン多孔質体の一部あるいは全てに、チタン化合物を重合触媒としたチタン系ポリエステル製不織布を含む多孔質体を用いて、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように高周波溶着する。
【解決手段】熱可塑性シート状非多孔質体と平均繊維直径が0.3μm以上3.0μm以下のメイン多孔質体との間にサブ多孔質体を配置し、この積層物を高周波溶着して第1シール区域を形成する工程を含み、血液の入口と出口とが多孔質体によって隔てられた血液処理用フィルター装置を製造する方法において、メイン多孔質体の一部あるいは全てに、チタン化合物を重合触媒としたチタン系ポリエステル製不織布を含む多孔質体を用いて、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように高周波溶着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート状非多孔質体と多孔質体とを含む積層物を高周波ウェルダーによって溶着する血液処理用フィルター装置の製造方法及び血液処理用フィルター装置に関する。特に、実質的に接着性を持たない、または一般には同時溶融が困難であるシート状非多孔質体と多孔質体との接合部を含むが、その実使用条件下に於ては、充分な耐破裂性を有する血液処理用フィルター装置の製造方法、及び血液の流れ性に優れる白血球除去を主目的とした血液処理用フィルター装置に関する。
【背景技術】
【0002】
従来、浮き輪や血液バッグ、ポリ袋等に代表される軟質ポリ塩化ビニル製シートやポリオレフィンフィルム等のシート状非多孔質体同士の溶着物には、使用に際してその接合部に圧力や荷重が加わるために、優れた耐破裂性が要求されてきた。その要求に応える溶着物を生産する技術として、高周波溶着やヒートシール等の溶着技術が多用されてきた。例えば、融点が80℃〜250℃の範囲内にある樹脂材から構成される第1の層と、1MHzにおける誘電率をε2、誘電力率をtanδ2としたとき、ε2・tanδ2が0.05以上の樹脂材から構成される第2の層と、第1の層と同一の樹脂材から構成される第3の層からなる複合基材を高周波溶着またはヒートシールで溶着した医療容器が開示されている(特許文献1)。
【0003】
また、シート状非多孔質体と多孔質体からなるフィルター装置の溶着に際しても、これらの技術の応用展開が試みられている。例えば、シート状非多孔質体と多孔質体を高周波で直接一体化し、その一体化したシール区域の外側でも、入口側と出口側のシート状非多孔質体を溶着することで血液の漏れを防止したフィルター装置(特許文献2)や、シール区域からの多孔質体のはみ出し幅を一定の範囲とすることによって、遠心時のシール区域の耐割れ性を向上させたフィルター装置(特許文献3)が開示されている。
【0004】
さらに、血液の流れが阻害されることなくろ過できるフィルター装置として、シート状非多孔質体フレームと一旦溶着し、該フレームをさらに入口を有するシート状非多孔質体と出口を有するシート状非多孔質体で挟み、溶着して作製したフィルター装置(特許文献4)や、出口側容器側の間に厚み1cmに換算した時の通気度が3〜40cc/cm2/秒のフィルター要素を含む可撓性フィルター装置(特許文献5)が知られている。
【0005】
しかしながら、特許文献2から5の技術は遠心や血液ろ過における取り扱い性の改善に着目したものであり、本発明のように、生産時にはスパークが発生し難く安定生産が可能な条件で溶着しつつも、充分な耐破裂性を有する血液処理用フィルターを得るという新たな視点に着目した検討はなされていない。
【0006】
一方、シート状非多孔質体と多孔質体とを含む積層物を高周波によって溶着した際に、溶着部位の断面構造が、非多孔質体材料のみからなる層A、非多孔質体材料と多孔質体材料とが混在している複合材料層B、および多孔質体材料のみからなる層Cの少なくとも3層からなり、複合材料層Bと多孔質体材料層Cとの境界線長さLBCが1.2〜2.5mmの範囲であれば耐破裂性に優れるフィルター装置となることが知られている(特許文献6)。
【0007】
しかし、ここで開示されている多孔質体材料とシート状多孔質体で充分な耐破裂性を持たせる為には高周波溶着エネルギーを高める必要があり、そのような条件で生産を行うとスパークが発生しやすく不良率が増加する問題があった。また、スパークの発生を抑えるため印加する陽極電流値を下げると溶着に時間がかかり、生産性の低下を招くという問題が生じ、安定生産の面からの課題が残っていた。即ち、特許文献6の技術は高周波溶着によるフィルター装置の生産性向上の観点からの検討が充分ではなく、本発明者らが本検討によって見出したチタン系ポリエステル製不織布を充填することが血液処理用フィルター装置の生産性向上には極めて重要である、ということの記載及び示唆はない。
【0008】
現在市販されている、血液製剤に含まれる白血球の除去を目的としたフィルターには、不織布に代表される繊維、あるいは三次元網目状構造を有するスポンジ状構造物が充填されている。特に、不織布は生産性の観点より優れているため好ましい素材であるが、より安価な製品を実現するために、不織布の生産性のさらなる向上を目指した検討がなされている。本発明のチタン化合物を重縮合触媒として用いた不織布もその視点から検討されて見出されたものである(特許文献7)。しかしながら、ここでの生産性の検討は不織布の連続紡糸性向上を目的としたものであり、かかる不織布を用いると高周波溶着によるフィルターの生産性が格段に向上するとの記載及び示唆はない。
【特許文献1】特許第3112484号公報
【特許文献2】国際公開第02/03909号パンフレット
【特許文献3】国際公開第01/91880号パンフレット
【特許文献4】欧州特許出願公開第0526678号明細書
【特許文献5】国際公開第02/04045号パンフレット
【特許文献6】国際公開第03/059611号パンフレット
【特許文献7】特開2003−183967号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、シート状非多孔質体と多孔質体からなり、血液製剤に混入している白血球の除去を主目的とした血液処理用フィルター装置の製造方法、及び血液処理用フィルター装置を提供することを目的とする。
詳しくは、従来技術とは違って、スパークが発生し難く安定生産性に優れるように高周波溶着しても充分な耐破裂性を有する血液処理用フィルター装置が得られる製造方法、及び耐破裂性と良好な血液流れ性を具備する血液処理用フィルター装置を提供することを目的とする。
さらに詳しくは、軟質ポリ塩化ビニル製シートとポリエステル製不織布の組み合わせのように、一般には同時溶融が困難な組み合わせである場合でも、スパークが発生し難く安定生産性に優れ、しかも時間を延ばさずに高周波溶着しても充分な耐破裂性を有する血液処理用フィルター装置が得られる製造方法、及び血液処理用フィルター装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を解決するため、本発明者らは、充填する不織布の性状及び血液処理用フィルターの形状等に着目して鋭意検討を行った。その結果、従来の高周波溶着方法において、チタン化合物を重合触媒として得たポリエステル樹脂から成形した極細の不織布を充填し、さらに高周波による溶着部分の面積(S1)と、血液が流れる有効ろ過面積(S2)との比を適切な範囲に制御する製造方法、及びフィルター装置により上記目的を達成できることを見出し、本発明を完成するに至った。即ち、本発明は以下を含む。
【0011】
(1)熱可塑性シート状非多孔質体と平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体との間に平均繊維直径が3.0μmを超え50μm以下のサブ多孔質体を配置し、この積層物を高周波溶着して第1シール区域を形成する工程を含み、血液の入口と出口とが多孔質体によって隔てられた血液処理用フィルター装置を製造する方法において、メイン多孔質体にチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含む多孔質体を用いて、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように高周波溶着することを特徴とする血液処理用フィルター装置の製造方法。
(2)チタン含有量が3ppm以上100ppm未満で、ポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布を用いる、(1)に記載の血液処理用フィルター装置の製造方法。
(3)チタン系ポリエステル製不織布を30重量%以上含むメイン多孔質体を用いる、(1)または(2)に記載の血液処理用フィルター装置の製造方法。
(4)厚み方向中央部分にチタン系ポリエステル製不織布を配置したメイン多孔質体を用いる、(1)から(3)のいずれかに記載の血液処理用フィルター装置の製造方法。
(5)多孔質体の周縁部近傍とシート状非多孔質体とを全周に渡って溶着することにより第1シール区域を形成する、(1)に記載の血液処理用フィルター装置の製造方法。
(6)第1シール区域の厚みが1mm以上3mm未満となるように溶着する、(1)または(5)に記載の血液処理用フィルター装置の製造方法。
(7)第1シール区域の外周全周に渡って2枚以上のシート状非多孔質体同士が一体化された第2シール区域を形成する、(1)に記載の血液処理用フィルター装置の製造方法。
(8)軟質塩化ビニルからなるシート状非多孔質体を用いる、(1)に記載の血液処理用フィルター装置の製造方法。
(9)少なくとも血液の入口と出口、熱可塑性シート状非多孔質体、平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体、平均繊維直径が3.0μmを超え50μm以下のサブ多孔質体からなり、前記熱可塑性シート状非多孔質体と前記メイン多孔質体との間に前記サブ多孔質体が配置され高周波溶着された第1シール区域を有し、流体の入口と出口が多孔質体によって隔てられているフィルター装置であって、
前記メイン多孔質体はチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含み、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)が0.10以上0.35以下であることを特徴とする血液処理用フィルター装置。
(10)チタン含有量が3ppm以上100ppm未満でポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布である、(9)に記載の血液処理用フィルター装置。
(11)メイン多孔質体はチタン系ポリエステル製不織布を30重量%以上含む、(9)または(10)に記載の血液処理用フィルター装置。
(12)メイン多孔質体はその厚み方向中央部分にチタン系ポリエステル製不織布を配置している、(9)から(11)のいずれかに記載の血液処理用フィルター装置。
(13)第1シール区域がメイン多孔質体の周縁部近傍の全周に渡って形成された、(9)に記載の血液処理用フィルター装置。
(14)第1シール区域の厚みが1mm以上3mm未満である、(9)または(13)に記載の血液処理用フィルター装置。
(15)第1シール区域の外周全周に渡って血液の入口を有するシート状非多孔質体と血液の出口を有するシート状非多孔質体が一体化された第2シール区域を有する、(9)に記載の血液処理用フィルター装置。
(16)シート状非多孔質体が軟質塩化ビニルからなる、(9)に記載の血液処理用フィルター装置。
【発明の効果】
【0012】
本発明によれば、前記発明の構成を有することにより、スパークが発生し難く安定生産性に優れた高周波溶着が可能となると同時に、充分な耐破裂性と良好な血液流れ性を具備する血液処理用フィルター装置を得ることができる。さらに、軟質ポリ塩化ビニル製シートとポリエステル製不織布の組み合わせのように、一般には同時溶融が困難な組み合わせである場合でも、スパークが発生し難く安定生産性に優れ、しかも時間を延ばさずに溶着することが可能となると同時に、充分な耐破裂性を有する血液処理用フィルター装置を得ることができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明をさらに詳細に説明する。
本発明は、高周波溶着によって血液処理用フィルター装置を製造する方法であり、また血液処理用フィルター装置に関するものである。
【0014】
先ず、高周波による2材料以上の被溶着物の製造方法について簡単に説明する。高周波溶着は、高周波の印加エネルギーにより材料が内部で発熱し、溶融接着することで達成される。この際、材料の単位体積当たりの単位時間に発生する材料の発熱量P[W/m3]は次式(1)および(2)で表されることが知られている。
P=(5/9)・E2・f・ε・tanδ・10-12[W/cm3] (1)
E=V/d[V/m] (2)
ここで、E[V/m]は電界強度、f[Hz]は印加周波数、εは材料の誘電率、tanδは材料の誘電力率、V[V]は印加電圧、d[m]は高周波溶着用の金型間距離である。
【0015】
以上のことから明らかなように、高周波溶着時に材料で発生する熱エネルギー、つまり材料の発熱量Pは、材料側因子の誘電率εと誘電力率tanδ、機械側因子の電界強度Eの2乗、周波数fに比例する。従って、材料が同じであるならば、電流を上げて電圧を高める、金型間距離を小さくする、溶着時間を長くする等によって材料内部で発生する熱量を制御できる。即ち、高周波溶着によって血液処理用フィルター装置を製造するには、金型にシート状非多孔質体と多孔質体との積層物をセットし、適切な金型間距離と周波数で電圧を所定時間印加して高周波を発生させ、熱溶融させる方法を例示することができる。
【0016】
これらの各因子のレベルは、用いる材料の特性や製造する血液処理用フィルター装置のサイズ、耐破裂性のレベル等を勘案して印加電圧、印加電流、印加周波数、金型間距離等が適宜設定される。
【0017】
本発明においては、先ず、熱可塑性シート状非多孔質体と平均繊維径繊維直径が0.3μm以上3.0μm以下のメイン多孔質体との間に平均繊維径繊維直径が3.0μmを超え50μm以下のサブ多孔質体を配置する。次に、この積層物を高周波溶着装置の金型にセットして一定の圧力でプレスした後、前述のとおり高周波溶着することにより第1シール区域を形成する。その際、前記メイン多孔質体の一部あるいは全てに、チタン化合物を重合触媒としたチタン系ポリエステル製不織布を用いること、及び前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように溶着することを特徴とする。
【0018】
本発明で言うシート状非多孔質体とは、熱可塑性のシート状もしくはフィルム状の軟質高分子であり、図4あるいは図5に示すような血液の流通部分に穴の開いたシート状非多孔質体(シート状非多孔質体フレーム)も含む。その素材を例示すると、軟質ポリ塩化ビニル、ポリウレタン、エチレン酢酸ビニル共重合体、ポリエチレンやポリプロピレンのようなポリオレフィン、スチレン−ブタジエン−スチレンの共重合体またはその水添物、スチレン−イソプレン−スチレン共重合体またはその水添物等の熱可塑性エラストマー、および、ポリオレフィン、エチレン−エチルアクリレート等の軟化剤と熱可塑性エラストマーの混合物等が挙げられ、中でも生産性の点および入手のしやすさから、軟質ポリ塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリオレフィン、およびこれらを主成分とする熱可塑性エラストマーが好ましく、更に軟質ポリ塩化ビニル、熱可塑性エラストマーが好ましい。
【0019】
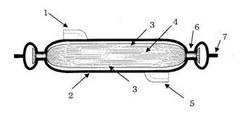
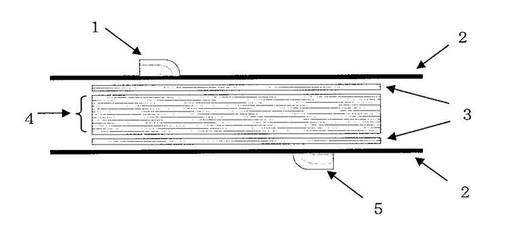
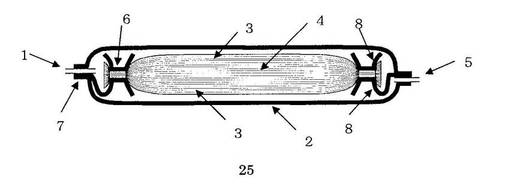
なお、シート状非多孔質体2に血液の入口1、出口5が設けられており、これらで多孔質体3,4を挟み込み(図1を参照)、その後溶着することによって血液処理フィルター装置を得ることができる(図2を参照)。または血液の入口1、出口5になる部品をシート状非多孔質体2と、多孔質体3,4と予め溶着させたシート状非多孔質体フレーム8との間に挟み込み、さらに溶着することによっても、血液の入口1と出口5が多孔質体によって隔てられた血液処理用フィルター装置が得られる(図3及び図4を参照)。
【0020】
本発明で言う血液の入口及び出口とは、血液処理用フィルター装置の外面に二箇所設けられた流通及び接続のための部分のことであり、一方は血液を該フィルター装置内部に導入する部分であり、他方は該フィルター装置内部の多孔質体を通過した血液を外部へ導出する部分である。これらの入口及び出口は、該フィルター装置内部の多孔質体によって隔てられて設置されている。
【0021】
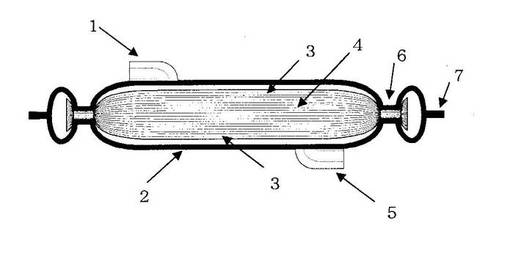
具体的には、図2あるいは図5に示すように、シート状非多孔質体2の外面に設置された部品を例示することができる。このような入口1と出口5は、シート状非多孔質体2上に穴やスリットを形成し、別途成形された流通及び接続のための部品を接着剤やヒートシールまたは高周波溶着により接着して作ることができる。または、図4に示すように、円形チューブ1,5をシート状非多孔質体2とシート状非多孔質体フレーム8の間に挿入し、シート状非多孔質体2とシート状非多孔質体フレーム8とは接着させるがチューブは開口したままとし、この部分に入口と出口としての機能を持たせても良い。あるいは、入口1と出口5がシート状非多孔質体を生産する段階で同時に一体成形されたものでも良い。血液の入口1及び出口5用の部品の素材は、例示すると、軟質ポリ塩化ビニル、ポリウレタン、エチレン酢酸ビニル共重合体、ポリエチレンやポリプロピレンのようなポリオレフィン、スチレン−ブタジエン−スチレンの共重合体またはその水添物、スチレン−イソプレン−スチレン共重合体またはその水添物等の熱可塑性エラストマー、および、ポリオレフィン、エチレン−エチルアクリレート等の軟化剤と熱可塑性エラストマーの混合物等が挙げられ、中でも生産性の点および入手のしやすさから軟質ポリ塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリオレフィン、およびこれらを主成分とする熱可塑性エラストマーが好ましく、更に軟質ポリ塩化ビニル、熱可塑性エラストマーが好ましい。一方でヒートシール、高周波溶着等でシート状非多孔質体に入口と出口となる部品を接着させて大量に生産する場合には、シート状非多孔質体と熱的、電気的性質が近く、素材間に接着性のあるものが好ましい。
【0022】
本発明で言うメイン多孔質体とは、採血された後に抗凝固剤や保存液を加える等の人的な処理がなされて調整された血液製剤を濾過することができる、連続する細孔を持つシート状多孔構造体であり、不織布、織布、編布、繊維塊等の繊維状多孔質体、あるいはスポンジ状多孔質体、多孔膜、粒子の焼結体等の三次元網目状連続細孔を有する非繊維状多孔質体を挙げることができる。この中でも、生産性と取り扱い性に優れる不織布あるいはスポンジ状多孔質体が好ましく、コストが低いことから不織布が最も好ましい。
【0023】
本発明の目的を達成するためには、血液処理用フィルター装置のメイン多孔質体の一部あるいは全てにチタン化合物を重縮合触媒としたチタン系ポリエステル製不織布を用いることが必要である。チタン系ポリエステル製不織布を充填することで、スパークが発生し難く安定生産性に優れた高周波溶着が可能となると同時に、充分な耐破裂性を有する血液処理用フィルター装置を得ることができるが、一方で、例えば、同様の諸物性を持つアンチモン系化合物を重縮合触媒として用いたポリエステル製不織布だけでは高周波で溶着した後に破裂強度の低下が生じたり、バラツキの増加を招く危険がある。これを解消するために溶着時間を長くする、または陽極電流値を上げて高周波の印加エネルギーを大きくすると、生産性の低下やスパークが発生し易くなり、スパークが発生したシール領域では穴が開く等の欠陥が生じ、その穴から流体が漏れるため血液処理用フィルター装置として機能しないといった不具合が発生する危険が高まる。またスパークした際には材料の焦げが付近に付着し、血液処理用フィルター装置内部に混入する恐れもある。しかしながら、このような問題はチタン系ポリエステル製不織布を用いることで解消できることを本発明者らがはじめて見出した。この理由は定かではないが、チタン系触媒で重合して得た樹脂の結晶構造が非常に微細であるならば、高周波による熱溶融が均質に起こりやすくなり、安定した生産を可能ならしめたと考えることもできる。
【0024】
メイン多孔質体のチタン系ポリエステル製不織布の平均繊維直径は0.3μm以上3.0μm以下であり、さらに0.8μm以上2.5μm以下であることがより好ましい。平均繊維直径が0.3μm未満である場合、均質な繊維直径のものが得られ難いばかりか、血液製剤をろ過する際に圧力損失が高すぎるために濾過流速が低下し、血球の目詰まりが増加する傾向にあるため好ましくない。平均繊維直径が3.0μmを超えると血液処理フィルターとして使用する場合、比表面積が小さくなることにより、白血球等のろ過により取り除きたい成分の除去能力が低下するため好ましくない。
【0025】
なお、繊維直径の測定は以下の手順によって行う。繊維状多孔質体から実質的に均一と認められる繊維状多孔質体の一部をサンプリングし、走査電子顕微鏡などを用いて写真に撮る。サンプリングに際しては、繊維状多孔質体を一辺が0.5cmの正方形によって区分し、その中から6箇所をランダムサンプリングする。ランダムサンプリングするには、例えば上記各区分に番号を設定した後、乱数表を使うなどの方法で必要個所の区分を選べば良い。また、繊維状多孔質体の表裏両面のうち、初めにサンプリングした3区分は一方の面(便宜上、以下X面と呼ぶ)について、また残りの3区分は他方の面(X面の裏面、便宜上、以下Y面と呼ぶ)について、その中央部分を拡大倍率500〜2500倍で写真に撮る。拡大倍率は繊維状多孔質体の平均繊維直径により、測定を行い易い繊維の直径が撮影できる倍率を選択する。
【0026】
サンプリングした各区分について中央部分及びその近傍の個所の写真を撮っていき、その写真に撮られた繊維の合計本数が100本を越えるまで写真を撮る。このようにして得た写真について、写っている全ての繊維の直径を測定する。ここで直径とは、繊維軸に対して直角方向の繊維の幅をいう。測定した全ての繊維の直径の和を、繊維の数で割った値を平均繊維直径とする。但し、複数の繊維が重なり合っており、他の繊維の陰になってその幅が測定できない場合、また、複数の繊維が溶融するなどして、太い繊維になっている場合、更に著しく直径の異なる繊維が混在している場合、等々の場合には、これらのデータは削除する。また、X面とY面とで明らかに平均繊維直径が異なる場合には、もはやこれを単一な繊維状多孔質体とは認めない。ここで「明らかに平均繊維直径が異なる」とは、統計的に有意差が認められる場合をいう。この場合は、X面側とY面側とを異なる繊維状多孔質体としてとらえ、両面の境界面を見つけた後、分別し、両者の平均繊維直径を別々に測定し直す。
【0027】
また、チタン系ポリエステル製不織布として、チタン含有量が3ppm以上100ppm以下のものを用いることが好ましく、より好ましくは6ppm以上50ppm以下、さらに好ましくは8ppm以上40ppm以下のものを用いることが相応しい。チタン含量が3ppm未満の場合、その不織布原料は重合が充分に進んでいなかった可能性が高く、その結果オリゴマ−等の低分子量成分が増加し、繊維状に成形しても溶出物が増加する危険が高まるため好ましくない。逆に100ppmを超えると、分子量が大きくなり、紡糸時の溶融粘度が高まるために繊維直径の制御が困難となったため好ましくない。なお、チタン含有量は、ICP発光分光分析より求めることができる。
【0028】
重縮合触媒のチタン化合物としては、微細粒酸化チタン、チタンテトライソプロポキシド、チタンテトラブトキシド等のチタン酸アルコラート化合物、及び酸化チタンと二酸化ケイ素の共沈物等が例示される。これらの化合物は重縮合活性が高く、ポリエステル系ポリマー中のチタン含有量として100ppm以下の添加量であっても、反応時間が1時間程度で、溶融紡糸による不織布の生産が可能な重合体を得ることができる。尚、これらのチタン化合物は単体で用いても、あるいは混合して用いても良い。
【0029】
不織布の原料であるポリエステル及び/又はコポリエステル重合体は、上記チタン化合物を触媒として、テレフタル酸、イソフタル酸、1,2−ビス(4−カルボフェノキシ)エタン、2,6−ナフタリンジカルボン酸などの芳香族ジカルボン酸やアジピン酸、セバシン酸、シュウ酸等の脂肪族ジカルボン酸と、エチレングリコール、プロピレングリコール、ブチレングリコール、2,2−ビス(4−β−ヒドロキシエトキシフェニル)プロパン、ネオペンチルグリコール、グリセリン、ペンタエリスリトールなどのグリコールを用いることにより得ることができる。また、これらのジカルボン酸及びグリコールの夫々1種づつを用いても良く、また、いずれか一方又は双方を2種以上用いても良い。より具体的な重合体の重合法としては特許文献7に記載の方法で重合することができる。
【0030】
チタン系ポリエステル製不織布として、ポリスチレン換算重量平均分子量が3000以上15000以下のものを用いることが好ましく、より好ましくは4000以上10000以下が相応しい。ポリスチレン換算重量平均分子量が3000未満のものを用いると、血液処理用フィルター装置を放射線滅菌する時に分解成分が増加し、溶出成分が増加する危険があるため好ましくない。一方、15000を超えると、溶融紡糸で不織布を製造する際に繊維直径の制御が困難となるため好ましくない。また、ここで生産される極細のポリエステル製不織布の目付量は、強度及び生産効率の観点より、5g/m2以上200g/m2以下の範囲が好ましい。
【0031】
本発明においては、メイン多孔質体として、チタン系ポリエステル製不織布を30重量%以上含むものを用いることが好ましい。高周波を誘電性材料に印加すると、材料内部で発熱し、この熱エネルギーで材料同士が溶融接着されて溶着する。従って、内部で発生する熱での溶融のしやすさが溶着の成否を決める重要な因子となるが、チタン系ポリエステル製不織布は熱溶融しやすい性質であることが判明し、高周波溶着には至極適した材料であることを見出した。しかしながら、30重量%より少ないものを用いると、高周波による溶融が不十分となり、溶着された装置の耐圧強度の低下、あるいはバラツキが大きくなる、といった不具合が懸念される。メイン多孔質体におけるチタン系ポリエステル製不織布の占める割合が80重量%以上のものを用いることがより好ましく、全てがチタン系ポリエステル製不織布であるものを用いることが最も好ましい。
【0032】
さらに本発明においては、メイン多孔質体として、チタン系ポリエステル製不織布をその厚み方向中央部分に配置して用いることが好ましい。高周波溶着を行った場合、メイン多孔質体は厚み方向の中央部分から昇温し始める。この中央部分にチタン系ポリエステル製不織布を配置すると、チタン系ポリエステル製不織布で発生した熱が中央部分周囲へより早く伝わり、溶融すべきメイン多孔質体全体を素早く、より均一に昇温、溶融させることができる事が判明したためである。ここで、厚み方向中央とは、血液処理用フィルター装置に積層されたメイン多孔質体を、シート状非多孔質体の面に対し直角方向に切断してその断面を見たとき、メイン多孔質体の断面厚み方向で、その中央を含む部分を言う。
【0033】
チタン系ポリエステル不織布以外の不織布、例えばアンチモン化合物を重合触媒としたポリエステル製不織布をメイン多孔質体の一部として併用することもできる。この場合、用いる不織布のその平均繊維直径はチタン系ポリエステル不織布と同様の範囲であることが好ましい。
【0034】
また、メイン多孔質体の一部にスポンジ状多孔質体を用いることもできる。この場合、その平均細孔径は1μm以上25μm以下が好ましく、2μm以上20μm以下、さらには5μm以上15μm以下であることが最も好ましい。平均細孔径が1μm未満である場合、安定して製造することが難しく、血液を濾過する際の圧力損失が高すぎるために濾過流速が低下し、血球の目詰まりが増加する傾向にあるため好ましくない。平均細孔径が25μmを超えると、多孔質体の比表面積が小さくなることにより、白血球等のろ過により取除きたい成分の除去能力が低下するため好ましくない。
【0035】
なお、平均細孔径は、水銀圧入法で測定した値を示す。即ち、水銀圧入圧0.1psiaの時の水銀圧入量を0%、水銀圧入圧180psiaの時の水銀圧入量を100%としたときの、50%の水銀圧入圧に相当する細孔径を平均細孔径とする。
【0036】
チタン系ポリエステル製不織布以外の不織布あるいはスポンジ状多孔質体をメイン多孔質体の一部として併用する場合、その素材としては特に限定はないが、ポリエステル、ポリプロピレン、ポリエチレン、ポリアミド、ポリアクリロニトリル、ポリスチレン、ポリビニルホルマール、ポリビニルアセタール、ポリスルホン、ポリウレタン、ポリ−4−メチルペンテン、セルロース、セルロールアセテート等を挙げることができる。この中でも生産性の点および入手のしやすさから、ポリエステル、ポリウレタン、ポリプロピレンは好ましい素材であり、特に不織布の場合には、ポリエステルが好ましい。
【0037】
また、チタン系ポリエステル製不織布を含むメイン多孔質体は、血液の流れ性改善や白血球との親和性向上を目的として、非イオン性親水基と塩基性含窒素官能基を有するポリマー材料により、その表面が改質されたものを用いても良い。この場合、塩基性窒素原子の含量は0.2重量%以上4.0重量%以下が好ましく、非イオン性親水基としては水酸基、アミド基、ポリエチレンオキシド鎖などを挙げることができる。
【0038】
非イオン性親水基を有するモノマーとしては、例えば、2−ヒドロキシエチルメタクリレート、2−ヒドロキシエチルアクリレート、ビニルアルコール(酢酸ビニルを重合して得られた高分子を加水分解することにより調製したもの)、メタクリルアミド、N−ビニルピロリドンなどが挙げられる。上記モノマーの中でも、入手の容易さ、重合時の取り扱い易さ、白血球含有液の処理性能などの観点から、2−ヒドロキシエチルメタクリレート及び2−ヒドロキシエチルアクリレートが好ましい。塩基性含窒素官能基としては、第1級アミノ基、第2級アミノ基、第3級アミノ基、4級アンモニウム基など、及びピリジル基、イミダゾル基等の含窒素芳香環基等が挙げられる。
【0039】
塩基性含窒素官能基を有するモノマーとしては、ジメチルアミノエチルメタクリレート、ジエチルアミノエチルメタクリレート、ジメチルアミノプロピルメタクリレート、3−ジメチルアミノ−2−ヒドロキシプロピルメタクリレート等のメタクリル酸の誘導体、アリルアミン、p−ビニルピリジン、4−ビニルイミダゾール等の含窒素芳香族化合物のビニル誘導体、及び上記のビニル化合物をハロゲン化アルキル等と反応させることにより得られる4級アンモニウム塩などが挙げられる。
【0040】
表面改質の方法としては、例えばコーティング、表面グラフト重合等が挙げられるが、操作が簡便であること、コストを低く抑えることができること等により、コーティングが好ましい。
【0041】
表面改質によるポリマーの存在量は、多孔質体の単位表面積あたり、好ましくは2mg/m2以上35mg/m2以下、さらには3mg/m2以上23mg/m2以下、最も好ましくは4mg/m2以上11mg/m2以下が相応しい。
【0042】
多孔質体表面にあるポリマー材料の存在量の算出方法は、表面改質前後の重量変化から簡易的に求めることができる。また、コーティング等の物理的方法によって多孔質体表面にポリマー材料を導入している場合には、ポリマー材料のみを溶解する良溶媒でポリマー材料を溶解させ、溶解量を定量することでポリマー材料の存在量を算出することも可能である。また、多孔質体材そのものを溶媒により全溶解させて核磁気共鳴分光法(NMR)により算出する方法や、ポリマー材料中にアミノ基などの荷電性官能基が含まれていて、その共重合組成が既知の場合には、その荷電性官能基にイオン的に吸着する色素を用いる色素吸着法による算出も可能である。
【0043】
例えば、正の荷電を有するアミノ基などの塩基性基を有するポリマーの場合、負の荷電を有するトリパンブルーのような色素をその塩基性部分に吸着させ、その吸着量または吸光度の変化量から多孔質体表面にある塩基性基の量を定量化することができる。より具体的には、トリパンブルーを含む、pHが約6の水溶液を調製してこれを元液とする。次にこの元液を多孔質体に適当量含浸させ、16時間以上室温で接触させた後、元液を多孔質体に含浸させた後の上清液を波長578nmの可視光で測定し、元液と上清液の吸光度の差から多孔質体単位重量当たり、または多孔質体単位表面積当たりのポリマー材料の存在量を算出する。
【0044】
なお、多孔質体の比表面積は、自動比表面積測定装置(SHIMADZU TriStar3000)のセルに約0.3gの多孔質体セットし、BET吸着法により算出する。
【0045】
本発明のサブ多孔質体は、血液中に含まれる微小凝集物の除去と、高周波による溶融時にその細孔部分に溶融した材料を保持し、アンカー構造を形成して接合部分の耐破裂性を確保する機能がある。従って、本発明の血液処理用フィルター装置においては、図1および図3で示すように、シート状非多孔質体2とメイン多孔質体4の間にサブ多孔質体3を配置する。かかる機能を満足するサブ多孔質体は、平均繊維直径が3μmを超え50μm以下の繊維状多孔質体であり、さらに8μm以上36μm以下がさらに好ましく、10μm以上28μm以下が最も好ましい。
【0046】
サブ多孔質体の形態としては、織布、編布、繊維塊等の繊維状多孔質体を挙げることができるが、生産性と取り扱い性の点から、不織布が好ましい。またサブ多孔質体は、その機能から必ずしもチタン化合物を重縮合触媒とした繊維を用いなくても良く、素材としても特に限定はない。使用しうる素材の例として、ポリエステル、ポリプロピレン、ポリエチレン、ポリアミド、ポリアクリロニトリル、ポリスチレン、ポリビニルホルマール、ポリビニルアセタール、ポリスルホン、ポリウレタン、ポリ−4−メチルペンテン、セルロース、セルロールアセテート等を挙げることができる。この中でも生産性の点および入手のしやすさから、ポリエステル、ポリウレタン、ポリプロピレンが好ましく、特にポリエステルが好ましい。
【0047】
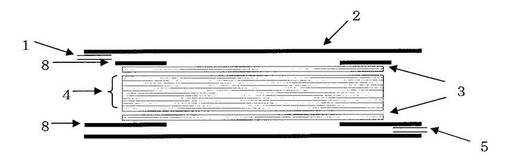
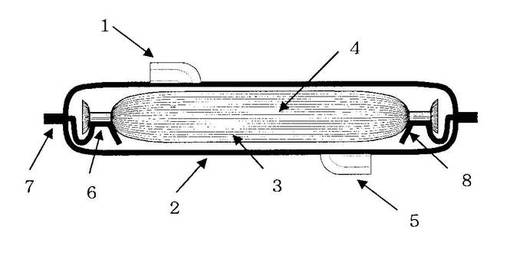
本発明においては、シート状非多孔質体2とメイン多孔質体4との間にサブ多孔質体3を配置した後、この積層物を高周波溶着することにより、帯状の第1シール区域6を形成する(図2、4、5を参照)。具体的には、図2に示すように、メイン多孔質体4をサブ多孔質体3で挟み、更に2枚のシート状非多孔質体2で挟むように配置し一体化する、あるいは図4に示すように、メイン多孔質体4をサブ多孔質体3で挟み、更に2枚のシート状非多孔質体フレーム8で挟むように配置し一体化する、あるいは図5に示すように、シート状非多孔質体フレーム8とメイン多孔質体4の間にサブ多孔質体3を配置し一体化した形態を例示することができる。
【0048】
その際、本発明においては、第1シール区域6の面積(S1)と、血液が流れ得るメイン多孔質体の有効ろ過面積(S2)9との比(S1/S2)を0.10以上0.35以下になるように高周波溶着することが必要である。ここで、第1シール区域6の面積(S1)とは、前記帯状の溶着幅とその全長との積であり、血液処理用フィルター装置片面分について算出したものである。
【0049】
S1の値が小さいと過溶着となりやすく、溶着部着色等の外観不良やスパーク発生数の増加を招く危険がある。一方でS1の値が大きい場合には溶着不足による耐破裂性の低下が懸念され、溶着強度を高めようと大きな高周波エネルギーを負荷すると生産時間の延長による生産性低下を招く危険や、フィルター装置を遠心機に入れて遠心する用途で使用する場合には溶着部分で遠心力による折れやリークが発生し、フィルターとしての機能を失う危険がある。また、S2の値が小さいと血液ろ過時間の延長や、目詰まりによるろ過停止等の不具合が発生する危険がある。このようにS1とS2はフィルター装置の生産性や、耐破裂性やろ過性能等の様々なフィルター装置に求められる機能を発現させる上で非常に重要な因子であるが、好適な範囲は明確ではなかった。本発明者らは数多くの実験を積み重ねた結果、かかる重要因子の好適な範囲は単独で存在するのではなく、連動していることを見出し、S1とS2の好適な比は0.1以上0.35以下の範囲であることを突き止めたのである。好ましくは、0.25以上0.30以下となるように高周波溶着する。(図6を参照)。
【0050】
なお、S1及びS2の値はフィルター装置から直接測定しても良いし、画像解析装置等を駆使して割り出しても良い。S1とS2の境界としては、例えば、塩化ビニルシートと繊維を溶着させてこれを割断した場合、塩化ビニルシートが溶融して繊維と接着している部分(塩化ビニルシートが繊維と混合し、塩化ビニルシート単独の厚みが測定できない部分)とする。
【0051】
本発明においては、第1シール区域の厚みを1mm以上3mm以下、さらには1.2mm以上2.5mm以下となるように高周波溶着することが好ましい。厚みが1mm未満であると、ろ過部分のろ材の厚みが薄すぎて血液の均一な流れが得られない、あるいは強く溶着しすぎて溶着部分が変色し、外観上好ましくない等の不具合が考えられるため好ましくない。また3mmを超えるとろ過部分のろ材の厚みが厚すぎてろ過時間が延長したり、あるいは溶着強度が弱くなり耐破裂性が劣る危険が生じるため好ましくない。
【0052】
以上述べた第1シール区域は、シート状非多孔質体と多孔質体とを高周波溶着して一体化する際に、強度の観点から多孔質体の周縁部近傍の全周に渡って形成することが好ましい。
【0053】
さらに、本発明においては、第1シール区域6の外側全周に渡って2枚以上のシート状非多孔質体同士を溶着し一体化することにより、第2シール区域7を形成することが好ましい。第2シール区域7を形成することにより、例えば図2に示すように、第1シール区域からはみ出る多孔質体が外界に露出することが防がれるので、本フィルター装置を医療用具として使用する場合には、無菌性の確保の観点からも好ましい。
【0054】
また、図4あるいは図5で示すような第1シール区域6のみでは多孔質体をシート状非多孔質体で密封できない場合、第1シール区域6を形成した多孔質体を両面から覆うようにさらに別の2枚のシート状非多孔質体2を配置し、これと第1シール区域6を持つシート状非多孔質体フレーム8とを一体化させて第2シール区域7を形成することにより、多孔質体は密封され、無菌性を保つことが可能となる。第2シール区域7は、高周波溶着やヒートシールなどで溶融接着することにより行うことができる。
【0055】
[実施例]
以下、実施例により本発明を更に詳細に説明するが、本発明はこれらによって範囲を限定されるものではない。なお、実施例及び比較例における共通の血液処理用フィルター装置の作製方法、測定方法を下記に示す。
【0056】
[血液処理用フィルター装置耐圧時間測定方法]
(1)血液処理用フィルター装置の作製方法
メイン多孔質体、サブ多孔質体を積層し、図2に示すように、この積層物の上下に血液の入口および出口を有するシート状非多孔質体を配置した。これを高周波溶着用の金型に挟み、高周波を印加した。高周波溶着は、最大高周波出力5KW、発振周波数40.46MHz、また温調機として溶着金型を取り付けている定盤内に20℃の冷却水を循環させる冷却水循環装置を備えた高周波溶着機を使用した。
(2)血液処理用フィルター装置耐圧時間測定方法
血液処理用フィルター装置に一定圧力をかけた時、破裂するまでの時間を測定する方法である。血液入口に軟質ポリ塩化ビニル製チューブを溶剤で接着し、金属の導管を接続する接続部を作成した。一方、出口は、片止めした軟質ポリ塩化ビニル製チューブを接着させて密封した。血液入口のチューブに金属導管を接続し、この導管に圧気ラインを接続した。その後、フィルター装置を水温30℃の水中に沈め、フィルター装置が水面上に出ないように水面に網状固定板を取り付け1分間待機した。フィルター装置を水中に沈めたままの状態で、導管から70kPaの空気を注入し、フィルター装置の第1シール区域から空気が漏れるまでの時間を測定した。時間は秒単位とし、その対数値を評価値とした。同様の操作を2回行い、血液処理用フィルター装置の耐圧時間とした。
【0057】
[スパーク頻度]
上述した血液処理用フィルター装置を100個毎、高周波溶着し、そのときのスパークの頻度をカウントした。
【0058】
[血液処理用フィルター装置の血液流れ性評価方法]
ACD加牛全血を用いて、下記の方法によって血液処理用フィルター装置の血液流れ性の評価を行った。上述の方法でフィルターを作成し、血液の入口と出口に内径2.5mmの軟質チューブを接続した。ACD加牛全血(1日4℃保存血、450ml)を含む血液バッグ(元バッグ)に血液の入口側の軟質チューブを接続し、血液出口側の軟質チューブにはフィルターを通じてろ過された血液を回収する回収バッグを接続した。元バッグをよく混和後、ろ過台に吊るし、回収バッグは回収重量が計測できるように天秤の上に置いた。入口側チューブに取り付けられた、ろ過開始のためのクランプを操作することで1.5mの自然落差によるろ過を開始し、元バッグ中の血液がなくなるまでに要した時間、及びその時の回収血液重量を計測した。測定した時間と回収重量より、平均ろ過流速(回収重量/時間、g/分)を求め、流れ性の指標とした。なお、ろ過開始時の血液の温度は10±2℃になるように制御し、ろ過前のACD加牛全血のヘマトクリット(Hct)も自動血球装置(Sysmex社製、K−4500)で測定した。
【実施例1】
【0059】
シート状非多孔質体として厚み0.41mmの軟質ポリ塩化ビニル製シートを用いた。血液の入口および出口は軟質ポリ塩化ビニル製シートに穴を形成し、別途成型した軟質ポリ塩化ビニル製の部品を高周波溶着により接続することで作製した。
サブ多孔質体として、平均繊維直径が12μm、目付が30g/m2、厚みが0.21mmのポリエステル製不織布を用いた。メイン多孔質体は、チタン(Ti)触媒で重合して得た樹脂を原料とし、溶融紡糸によって作製したチタン系ポリエステル製不織布を2種類用いた(以下、それぞれをメインA、メインBと略す)。メインAは平均繊維直径が1.68μm、目付が66g/m2、厚み0.40mmのチタン系ポリエステル製不織布であり、メインBは平均繊維直径が1.19μm、目付が40g/m2、厚みが0.23mmのチタン系ポリエステル製不織布であった。なお、メインBのポリスチレン換算重量平均分子量は10,030、Ti含有量は40ppmであった。
サブ多孔質体、メインA、メインBを104mm×84mmの長方形に切断し、サブ多孔質体(4枚)−メインA(2枚)−メインB(22枚)−メインA(2枚)−サブ多孔質体(4枚)の順に積層した。その積層物を図1のように、血液の入口と出口を有する軟質ポリ塩化ビニル製シートで挟み、高周波溶着することによって図2のような血液処理用フィルター装置を作製した(但し、第2シール区域はなし)。
なお、陽極電流を0.55A、溶着時間を6.0秒とした条件で高周波溶着を行った。また、溶着部位の長方形形状のうち、長辺の内周長さは85mm、短辺の内周長さは65mm、第1シール区域のシール幅は4.5mmとした。
得られた血液処理用フィルター装置の耐圧時間、スパーク発生数を測定した。また、ACD加牛全血による血液の流れ性評価を行った。その結果を表1に示す。
【実施例2】
【0060】
第1シール区域のシール幅を2.5mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【実施例3】
【0061】
第1シール区域のシール幅を5.5mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【実施例4】
【0062】
メインB22枚のうち上下各2枚(計4枚)をアンチモン(Sb)触媒によって紡糸した、平均繊維直径が1.18μm、目付が40g/m2、厚みが0.22mmのポリエステル製不織布(ポリスチレン換算重量平均分子量が9,800、Ti含有量が0ppm)に変更し、残り18枚は実施例1と同じチタン系ポリエステル製不織布を使用した(メイン多孔質体におけるチタン系不織布の割合は86重量%とした)。それ以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0063】
[比較例1]
第1シール区域のシール幅を6.5mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0064】
[比較例2]
第1シール区域のシール幅を1.0mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0065】
[比較例3]
メインB22枚全てを実施例4で用いたアンチモン系ポリエステル製不織布(ポリスチレン換算重量平均分子量が9,800、Ti含有量が0ppm)に変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0066】
【表1】

【0067】
[比較例4]
陽極電流を0.57、溶着時間を7.0秒に変更して比較例3と同様の血液処理用フィルター装置を作製し、実施例1と同じ試験を行った。その結果、耐圧時間(Log)は2.70に高めることができたが、スパークは8個発生した。牛全血による流れ性評価において、ろ過流速は20.2g/分であった。
【0068】
[比較例5]
溶着部位の長方形形状のうち、長辺の内周長さを52mm、短辺の内周長さを40mmとし、第1シール区域の溶着幅を4.0mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作製した(S1は8.0cm2、S2は20.8cm2であり、S1/S2は0.38)実施例1と同様の実験を行ったところ、耐圧時間(Log)は3.23、スパークは18個発生した。牛全血による流れ性評価において、ろ過流速は5.2g/分であった。
【実施例5】
【0069】
チタン系ポリエステル製不織布であるメインA及びBを、2−ヒドロキシエチルメタクリレート(97モル%)とN,N−ジメチルアミノエチルメタクリレート(3モル%)からなるコポリマー(以下、HM−3と略す)でコーティングした。コーティングは以下の方法で行った。まずHM−3を水/エタノールの混合溶媒(水/エタノールの重量比が5/95)に溶解し、0.1重量%の溶液を調整した。この溶液にメインA及びBを浸し、余分な液を除去して後、40℃で16時間真空乾燥を行った。このようにしてコーティングしたメインA及びBのコート量を測定したところ、それぞれ7.3mg/m2、6.4mg/m2であった。実施例1と構成で積層し、同じ溶着条件で血液処理用フィルターを作製し試験を行った。その結果、耐圧時間(Log)は2.54、スパーク数は0個、ろ過流速は20.3g/分であった。
【実施例6】
【0070】
実施例5と同じコーティングしたメインA及びBを用い、サブ多孔質体、メインA、メインBを91mm×74mmの長方形に切断し、サブ多孔質体(4枚)−メインA(1枚)−メインB(32枚)−メインA(1枚)−サブ多孔質体(4枚)の順に積層した。
ポリ塩化ビニル製シートで挟み、陽極電流を0.55A、溶着時間を6.0秒の条件で高周波溶着を行った。なお、なお、溶着部位の長方形形状のうち、長辺の内周長さは74mm、短辺の内周長さは57mm、第1シール区域のシール幅は3.5mmとした(S1は9.7cm2、S2は42.2cm2であり、S1/S2は0.23)。実施例1と同じ試験を行った結果、耐圧時間(Log)は3.10、スパーク数は1個、ろ過流速は14.6g/分であった。
【実施例7】
【0071】
実施例5と同じ血液処理用フィルター装置を用い、第1シール区域の外周全周に渡って血液の入口を有する軟質塩化ビニルと血液の出口を有する軟質塩化ビニルとを高周波で溶着し、第2シール区域を有するフィルター装置とした。第2シール区域は、陽極電流0.55A、溶着時間2.5秒で溶着し、シール幅を3mmとした。耐圧時間(Log)を測定した結果、2.55であり、実施例5と同等であった。また牛全血による流れ性評価において、ろ過流速は20.2g/分であった。
【産業上の利用可能性】
【0072】
本発明は、輸血用の血液から微小凝集物や白血球のような好ましくない成分を除去する血液処理用フィルター装置の製造方法として有用であり、この血液処理用フィルター装置は、血液の微小凝集物の除去フィルター装置、血液中の特定の細胞を捕捉するフィルター装置等、血液処理用フィルター装置として有用である。特に、血液中の白血球を除去する白血球除去フィルター装置として有用である。
【図面の簡単な説明】
【0073】
【図1】本発明の血液処理用フィルター装置を高周波溶着で作製する前の、各部品が積層された断面図。
【図2】図1を高周波溶着して作製された、本発明の血液処理用フィルター装置の例を示す断面図。
【図3】本発明の別仕様の血液処理用フィルター装置を高周波溶着する前の、シート状非多孔質体フレームを含む高周波溶着前の各部品が積層された断面図。
【図4】図3を高周波溶着し作製された、本発明の血液処理用フィルター装置の別仕様の例を示す断面図。
【図5】本発明のさらに別仕様の、シート状非多孔質体フレームを含む血液処理用フィルター装置の例を示す断面図。
【図6】図2の血液処理用フィルター装置の平面図。
【符号の説明】
【0074】
1:血液の入口
2:シート状非多孔質体
3:サブ多孔質体
4:チタン系ポリエステル製不織布を含むメイン多孔質体
5:血液の出口
6:第1シール区域
7:第2シール区域
8:シート状非多孔質体フレーム
9:有効ろ過面積(S2)
【技術分野】
【0001】
本発明は、シート状非多孔質体と多孔質体とを含む積層物を高周波ウェルダーによって溶着する血液処理用フィルター装置の製造方法及び血液処理用フィルター装置に関する。特に、実質的に接着性を持たない、または一般には同時溶融が困難であるシート状非多孔質体と多孔質体との接合部を含むが、その実使用条件下に於ては、充分な耐破裂性を有する血液処理用フィルター装置の製造方法、及び血液の流れ性に優れる白血球除去を主目的とした血液処理用フィルター装置に関する。
【背景技術】
【0002】
従来、浮き輪や血液バッグ、ポリ袋等に代表される軟質ポリ塩化ビニル製シートやポリオレフィンフィルム等のシート状非多孔質体同士の溶着物には、使用に際してその接合部に圧力や荷重が加わるために、優れた耐破裂性が要求されてきた。その要求に応える溶着物を生産する技術として、高周波溶着やヒートシール等の溶着技術が多用されてきた。例えば、融点が80℃〜250℃の範囲内にある樹脂材から構成される第1の層と、1MHzにおける誘電率をε2、誘電力率をtanδ2としたとき、ε2・tanδ2が0.05以上の樹脂材から構成される第2の層と、第1の層と同一の樹脂材から構成される第3の層からなる複合基材を高周波溶着またはヒートシールで溶着した医療容器が開示されている(特許文献1)。
【0003】
また、シート状非多孔質体と多孔質体からなるフィルター装置の溶着に際しても、これらの技術の応用展開が試みられている。例えば、シート状非多孔質体と多孔質体を高周波で直接一体化し、その一体化したシール区域の外側でも、入口側と出口側のシート状非多孔質体を溶着することで血液の漏れを防止したフィルター装置(特許文献2)や、シール区域からの多孔質体のはみ出し幅を一定の範囲とすることによって、遠心時のシール区域の耐割れ性を向上させたフィルター装置(特許文献3)が開示されている。
【0004】
さらに、血液の流れが阻害されることなくろ過できるフィルター装置として、シート状非多孔質体フレームと一旦溶着し、該フレームをさらに入口を有するシート状非多孔質体と出口を有するシート状非多孔質体で挟み、溶着して作製したフィルター装置(特許文献4)や、出口側容器側の間に厚み1cmに換算した時の通気度が3〜40cc/cm2/秒のフィルター要素を含む可撓性フィルター装置(特許文献5)が知られている。
【0005】
しかしながら、特許文献2から5の技術は遠心や血液ろ過における取り扱い性の改善に着目したものであり、本発明のように、生産時にはスパークが発生し難く安定生産が可能な条件で溶着しつつも、充分な耐破裂性を有する血液処理用フィルターを得るという新たな視点に着目した検討はなされていない。
【0006】
一方、シート状非多孔質体と多孔質体とを含む積層物を高周波によって溶着した際に、溶着部位の断面構造が、非多孔質体材料のみからなる層A、非多孔質体材料と多孔質体材料とが混在している複合材料層B、および多孔質体材料のみからなる層Cの少なくとも3層からなり、複合材料層Bと多孔質体材料層Cとの境界線長さLBCが1.2〜2.5mmの範囲であれば耐破裂性に優れるフィルター装置となることが知られている(特許文献6)。
【0007】
しかし、ここで開示されている多孔質体材料とシート状多孔質体で充分な耐破裂性を持たせる為には高周波溶着エネルギーを高める必要があり、そのような条件で生産を行うとスパークが発生しやすく不良率が増加する問題があった。また、スパークの発生を抑えるため印加する陽極電流値を下げると溶着に時間がかかり、生産性の低下を招くという問題が生じ、安定生産の面からの課題が残っていた。即ち、特許文献6の技術は高周波溶着によるフィルター装置の生産性向上の観点からの検討が充分ではなく、本発明者らが本検討によって見出したチタン系ポリエステル製不織布を充填することが血液処理用フィルター装置の生産性向上には極めて重要である、ということの記載及び示唆はない。
【0008】
現在市販されている、血液製剤に含まれる白血球の除去を目的としたフィルターには、不織布に代表される繊維、あるいは三次元網目状構造を有するスポンジ状構造物が充填されている。特に、不織布は生産性の観点より優れているため好ましい素材であるが、より安価な製品を実現するために、不織布の生産性のさらなる向上を目指した検討がなされている。本発明のチタン化合物を重縮合触媒として用いた不織布もその視点から検討されて見出されたものである(特許文献7)。しかしながら、ここでの生産性の検討は不織布の連続紡糸性向上を目的としたものであり、かかる不織布を用いると高周波溶着によるフィルターの生産性が格段に向上するとの記載及び示唆はない。
【特許文献1】特許第3112484号公報
【特許文献2】国際公開第02/03909号パンフレット
【特許文献3】国際公開第01/91880号パンフレット
【特許文献4】欧州特許出願公開第0526678号明細書
【特許文献5】国際公開第02/04045号パンフレット
【特許文献6】国際公開第03/059611号パンフレット
【特許文献7】特開2003−183967号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、シート状非多孔質体と多孔質体からなり、血液製剤に混入している白血球の除去を主目的とした血液処理用フィルター装置の製造方法、及び血液処理用フィルター装置を提供することを目的とする。
詳しくは、従来技術とは違って、スパークが発生し難く安定生産性に優れるように高周波溶着しても充分な耐破裂性を有する血液処理用フィルター装置が得られる製造方法、及び耐破裂性と良好な血液流れ性を具備する血液処理用フィルター装置を提供することを目的とする。
さらに詳しくは、軟質ポリ塩化ビニル製シートとポリエステル製不織布の組み合わせのように、一般には同時溶融が困難な組み合わせである場合でも、スパークが発生し難く安定生産性に優れ、しかも時間を延ばさずに高周波溶着しても充分な耐破裂性を有する血液処理用フィルター装置が得られる製造方法、及び血液処理用フィルター装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を解決するため、本発明者らは、充填する不織布の性状及び血液処理用フィルターの形状等に着目して鋭意検討を行った。その結果、従来の高周波溶着方法において、チタン化合物を重合触媒として得たポリエステル樹脂から成形した極細の不織布を充填し、さらに高周波による溶着部分の面積(S1)と、血液が流れる有効ろ過面積(S2)との比を適切な範囲に制御する製造方法、及びフィルター装置により上記目的を達成できることを見出し、本発明を完成するに至った。即ち、本発明は以下を含む。
【0011】
(1)熱可塑性シート状非多孔質体と平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体との間に平均繊維直径が3.0μmを超え50μm以下のサブ多孔質体を配置し、この積層物を高周波溶着して第1シール区域を形成する工程を含み、血液の入口と出口とが多孔質体によって隔てられた血液処理用フィルター装置を製造する方法において、メイン多孔質体にチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含む多孔質体を用いて、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように高周波溶着することを特徴とする血液処理用フィルター装置の製造方法。
(2)チタン含有量が3ppm以上100ppm未満で、ポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布を用いる、(1)に記載の血液処理用フィルター装置の製造方法。
(3)チタン系ポリエステル製不織布を30重量%以上含むメイン多孔質体を用いる、(1)または(2)に記載の血液処理用フィルター装置の製造方法。
(4)厚み方向中央部分にチタン系ポリエステル製不織布を配置したメイン多孔質体を用いる、(1)から(3)のいずれかに記載の血液処理用フィルター装置の製造方法。
(5)多孔質体の周縁部近傍とシート状非多孔質体とを全周に渡って溶着することにより第1シール区域を形成する、(1)に記載の血液処理用フィルター装置の製造方法。
(6)第1シール区域の厚みが1mm以上3mm未満となるように溶着する、(1)または(5)に記載の血液処理用フィルター装置の製造方法。
(7)第1シール区域の外周全周に渡って2枚以上のシート状非多孔質体同士が一体化された第2シール区域を形成する、(1)に記載の血液処理用フィルター装置の製造方法。
(8)軟質塩化ビニルからなるシート状非多孔質体を用いる、(1)に記載の血液処理用フィルター装置の製造方法。
(9)少なくとも血液の入口と出口、熱可塑性シート状非多孔質体、平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体、平均繊維直径が3.0μmを超え50μm以下のサブ多孔質体からなり、前記熱可塑性シート状非多孔質体と前記メイン多孔質体との間に前記サブ多孔質体が配置され高周波溶着された第1シール区域を有し、流体の入口と出口が多孔質体によって隔てられているフィルター装置であって、
前記メイン多孔質体はチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含み、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)が0.10以上0.35以下であることを特徴とする血液処理用フィルター装置。
(10)チタン含有量が3ppm以上100ppm未満でポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布である、(9)に記載の血液処理用フィルター装置。
(11)メイン多孔質体はチタン系ポリエステル製不織布を30重量%以上含む、(9)または(10)に記載の血液処理用フィルター装置。
(12)メイン多孔質体はその厚み方向中央部分にチタン系ポリエステル製不織布を配置している、(9)から(11)のいずれかに記載の血液処理用フィルター装置。
(13)第1シール区域がメイン多孔質体の周縁部近傍の全周に渡って形成された、(9)に記載の血液処理用フィルター装置。
(14)第1シール区域の厚みが1mm以上3mm未満である、(9)または(13)に記載の血液処理用フィルター装置。
(15)第1シール区域の外周全周に渡って血液の入口を有するシート状非多孔質体と血液の出口を有するシート状非多孔質体が一体化された第2シール区域を有する、(9)に記載の血液処理用フィルター装置。
(16)シート状非多孔質体が軟質塩化ビニルからなる、(9)に記載の血液処理用フィルター装置。
【発明の効果】
【0012】
本発明によれば、前記発明の構成を有することにより、スパークが発生し難く安定生産性に優れた高周波溶着が可能となると同時に、充分な耐破裂性と良好な血液流れ性を具備する血液処理用フィルター装置を得ることができる。さらに、軟質ポリ塩化ビニル製シートとポリエステル製不織布の組み合わせのように、一般には同時溶融が困難な組み合わせである場合でも、スパークが発生し難く安定生産性に優れ、しかも時間を延ばさずに溶着することが可能となると同時に、充分な耐破裂性を有する血液処理用フィルター装置を得ることができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明をさらに詳細に説明する。
本発明は、高周波溶着によって血液処理用フィルター装置を製造する方法であり、また血液処理用フィルター装置に関するものである。
【0014】
先ず、高周波による2材料以上の被溶着物の製造方法について簡単に説明する。高周波溶着は、高周波の印加エネルギーにより材料が内部で発熱し、溶融接着することで達成される。この際、材料の単位体積当たりの単位時間に発生する材料の発熱量P[W/m3]は次式(1)および(2)で表されることが知られている。
P=(5/9)・E2・f・ε・tanδ・10-12[W/cm3] (1)
E=V/d[V/m] (2)
ここで、E[V/m]は電界強度、f[Hz]は印加周波数、εは材料の誘電率、tanδは材料の誘電力率、V[V]は印加電圧、d[m]は高周波溶着用の金型間距離である。
【0015】
以上のことから明らかなように、高周波溶着時に材料で発生する熱エネルギー、つまり材料の発熱量Pは、材料側因子の誘電率εと誘電力率tanδ、機械側因子の電界強度Eの2乗、周波数fに比例する。従って、材料が同じであるならば、電流を上げて電圧を高める、金型間距離を小さくする、溶着時間を長くする等によって材料内部で発生する熱量を制御できる。即ち、高周波溶着によって血液処理用フィルター装置を製造するには、金型にシート状非多孔質体と多孔質体との積層物をセットし、適切な金型間距離と周波数で電圧を所定時間印加して高周波を発生させ、熱溶融させる方法を例示することができる。
【0016】
これらの各因子のレベルは、用いる材料の特性や製造する血液処理用フィルター装置のサイズ、耐破裂性のレベル等を勘案して印加電圧、印加電流、印加周波数、金型間距離等が適宜設定される。
【0017】
本発明においては、先ず、熱可塑性シート状非多孔質体と平均繊維径繊維直径が0.3μm以上3.0μm以下のメイン多孔質体との間に平均繊維径繊維直径が3.0μmを超え50μm以下のサブ多孔質体を配置する。次に、この積層物を高周波溶着装置の金型にセットして一定の圧力でプレスした後、前述のとおり高周波溶着することにより第1シール区域を形成する。その際、前記メイン多孔質体の一部あるいは全てに、チタン化合物を重合触媒としたチタン系ポリエステル製不織布を用いること、及び前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように溶着することを特徴とする。
【0018】
本発明で言うシート状非多孔質体とは、熱可塑性のシート状もしくはフィルム状の軟質高分子であり、図4あるいは図5に示すような血液の流通部分に穴の開いたシート状非多孔質体(シート状非多孔質体フレーム)も含む。その素材を例示すると、軟質ポリ塩化ビニル、ポリウレタン、エチレン酢酸ビニル共重合体、ポリエチレンやポリプロピレンのようなポリオレフィン、スチレン−ブタジエン−スチレンの共重合体またはその水添物、スチレン−イソプレン−スチレン共重合体またはその水添物等の熱可塑性エラストマー、および、ポリオレフィン、エチレン−エチルアクリレート等の軟化剤と熱可塑性エラストマーの混合物等が挙げられ、中でも生産性の点および入手のしやすさから、軟質ポリ塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリオレフィン、およびこれらを主成分とする熱可塑性エラストマーが好ましく、更に軟質ポリ塩化ビニル、熱可塑性エラストマーが好ましい。
【0019】
なお、シート状非多孔質体2に血液の入口1、出口5が設けられており、これらで多孔質体3,4を挟み込み(図1を参照)、その後溶着することによって血液処理フィルター装置を得ることができる(図2を参照)。または血液の入口1、出口5になる部品をシート状非多孔質体2と、多孔質体3,4と予め溶着させたシート状非多孔質体フレーム8との間に挟み込み、さらに溶着することによっても、血液の入口1と出口5が多孔質体によって隔てられた血液処理用フィルター装置が得られる(図3及び図4を参照)。
【0020】
本発明で言う血液の入口及び出口とは、血液処理用フィルター装置の外面に二箇所設けられた流通及び接続のための部分のことであり、一方は血液を該フィルター装置内部に導入する部分であり、他方は該フィルター装置内部の多孔質体を通過した血液を外部へ導出する部分である。これらの入口及び出口は、該フィルター装置内部の多孔質体によって隔てられて設置されている。
【0021】
具体的には、図2あるいは図5に示すように、シート状非多孔質体2の外面に設置された部品を例示することができる。このような入口1と出口5は、シート状非多孔質体2上に穴やスリットを形成し、別途成形された流通及び接続のための部品を接着剤やヒートシールまたは高周波溶着により接着して作ることができる。または、図4に示すように、円形チューブ1,5をシート状非多孔質体2とシート状非多孔質体フレーム8の間に挿入し、シート状非多孔質体2とシート状非多孔質体フレーム8とは接着させるがチューブは開口したままとし、この部分に入口と出口としての機能を持たせても良い。あるいは、入口1と出口5がシート状非多孔質体を生産する段階で同時に一体成形されたものでも良い。血液の入口1及び出口5用の部品の素材は、例示すると、軟質ポリ塩化ビニル、ポリウレタン、エチレン酢酸ビニル共重合体、ポリエチレンやポリプロピレンのようなポリオレフィン、スチレン−ブタジエン−スチレンの共重合体またはその水添物、スチレン−イソプレン−スチレン共重合体またはその水添物等の熱可塑性エラストマー、および、ポリオレフィン、エチレン−エチルアクリレート等の軟化剤と熱可塑性エラストマーの混合物等が挙げられ、中でも生産性の点および入手のしやすさから軟質ポリ塩化ビニル、ポリウレタン、エチレン−酢酸ビニル共重合体、ポリオレフィン、およびこれらを主成分とする熱可塑性エラストマーが好ましく、更に軟質ポリ塩化ビニル、熱可塑性エラストマーが好ましい。一方でヒートシール、高周波溶着等でシート状非多孔質体に入口と出口となる部品を接着させて大量に生産する場合には、シート状非多孔質体と熱的、電気的性質が近く、素材間に接着性のあるものが好ましい。
【0022】
本発明で言うメイン多孔質体とは、採血された後に抗凝固剤や保存液を加える等の人的な処理がなされて調整された血液製剤を濾過することができる、連続する細孔を持つシート状多孔構造体であり、不織布、織布、編布、繊維塊等の繊維状多孔質体、あるいはスポンジ状多孔質体、多孔膜、粒子の焼結体等の三次元網目状連続細孔を有する非繊維状多孔質体を挙げることができる。この中でも、生産性と取り扱い性に優れる不織布あるいはスポンジ状多孔質体が好ましく、コストが低いことから不織布が最も好ましい。
【0023】
本発明の目的を達成するためには、血液処理用フィルター装置のメイン多孔質体の一部あるいは全てにチタン化合物を重縮合触媒としたチタン系ポリエステル製不織布を用いることが必要である。チタン系ポリエステル製不織布を充填することで、スパークが発生し難く安定生産性に優れた高周波溶着が可能となると同時に、充分な耐破裂性を有する血液処理用フィルター装置を得ることができるが、一方で、例えば、同様の諸物性を持つアンチモン系化合物を重縮合触媒として用いたポリエステル製不織布だけでは高周波で溶着した後に破裂強度の低下が生じたり、バラツキの増加を招く危険がある。これを解消するために溶着時間を長くする、または陽極電流値を上げて高周波の印加エネルギーを大きくすると、生産性の低下やスパークが発生し易くなり、スパークが発生したシール領域では穴が開く等の欠陥が生じ、その穴から流体が漏れるため血液処理用フィルター装置として機能しないといった不具合が発生する危険が高まる。またスパークした際には材料の焦げが付近に付着し、血液処理用フィルター装置内部に混入する恐れもある。しかしながら、このような問題はチタン系ポリエステル製不織布を用いることで解消できることを本発明者らがはじめて見出した。この理由は定かではないが、チタン系触媒で重合して得た樹脂の結晶構造が非常に微細であるならば、高周波による熱溶融が均質に起こりやすくなり、安定した生産を可能ならしめたと考えることもできる。
【0024】
メイン多孔質体のチタン系ポリエステル製不織布の平均繊維直径は0.3μm以上3.0μm以下であり、さらに0.8μm以上2.5μm以下であることがより好ましい。平均繊維直径が0.3μm未満である場合、均質な繊維直径のものが得られ難いばかりか、血液製剤をろ過する際に圧力損失が高すぎるために濾過流速が低下し、血球の目詰まりが増加する傾向にあるため好ましくない。平均繊維直径が3.0μmを超えると血液処理フィルターとして使用する場合、比表面積が小さくなることにより、白血球等のろ過により取り除きたい成分の除去能力が低下するため好ましくない。
【0025】
なお、繊維直径の測定は以下の手順によって行う。繊維状多孔質体から実質的に均一と認められる繊維状多孔質体の一部をサンプリングし、走査電子顕微鏡などを用いて写真に撮る。サンプリングに際しては、繊維状多孔質体を一辺が0.5cmの正方形によって区分し、その中から6箇所をランダムサンプリングする。ランダムサンプリングするには、例えば上記各区分に番号を設定した後、乱数表を使うなどの方法で必要個所の区分を選べば良い。また、繊維状多孔質体の表裏両面のうち、初めにサンプリングした3区分は一方の面(便宜上、以下X面と呼ぶ)について、また残りの3区分は他方の面(X面の裏面、便宜上、以下Y面と呼ぶ)について、その中央部分を拡大倍率500〜2500倍で写真に撮る。拡大倍率は繊維状多孔質体の平均繊維直径により、測定を行い易い繊維の直径が撮影できる倍率を選択する。
【0026】
サンプリングした各区分について中央部分及びその近傍の個所の写真を撮っていき、その写真に撮られた繊維の合計本数が100本を越えるまで写真を撮る。このようにして得た写真について、写っている全ての繊維の直径を測定する。ここで直径とは、繊維軸に対して直角方向の繊維の幅をいう。測定した全ての繊維の直径の和を、繊維の数で割った値を平均繊維直径とする。但し、複数の繊維が重なり合っており、他の繊維の陰になってその幅が測定できない場合、また、複数の繊維が溶融するなどして、太い繊維になっている場合、更に著しく直径の異なる繊維が混在している場合、等々の場合には、これらのデータは削除する。また、X面とY面とで明らかに平均繊維直径が異なる場合には、もはやこれを単一な繊維状多孔質体とは認めない。ここで「明らかに平均繊維直径が異なる」とは、統計的に有意差が認められる場合をいう。この場合は、X面側とY面側とを異なる繊維状多孔質体としてとらえ、両面の境界面を見つけた後、分別し、両者の平均繊維直径を別々に測定し直す。
【0027】
また、チタン系ポリエステル製不織布として、チタン含有量が3ppm以上100ppm以下のものを用いることが好ましく、より好ましくは6ppm以上50ppm以下、さらに好ましくは8ppm以上40ppm以下のものを用いることが相応しい。チタン含量が3ppm未満の場合、その不織布原料は重合が充分に進んでいなかった可能性が高く、その結果オリゴマ−等の低分子量成分が増加し、繊維状に成形しても溶出物が増加する危険が高まるため好ましくない。逆に100ppmを超えると、分子量が大きくなり、紡糸時の溶融粘度が高まるために繊維直径の制御が困難となったため好ましくない。なお、チタン含有量は、ICP発光分光分析より求めることができる。
【0028】
重縮合触媒のチタン化合物としては、微細粒酸化チタン、チタンテトライソプロポキシド、チタンテトラブトキシド等のチタン酸アルコラート化合物、及び酸化チタンと二酸化ケイ素の共沈物等が例示される。これらの化合物は重縮合活性が高く、ポリエステル系ポリマー中のチタン含有量として100ppm以下の添加量であっても、反応時間が1時間程度で、溶融紡糸による不織布の生産が可能な重合体を得ることができる。尚、これらのチタン化合物は単体で用いても、あるいは混合して用いても良い。
【0029】
不織布の原料であるポリエステル及び/又はコポリエステル重合体は、上記チタン化合物を触媒として、テレフタル酸、イソフタル酸、1,2−ビス(4−カルボフェノキシ)エタン、2,6−ナフタリンジカルボン酸などの芳香族ジカルボン酸やアジピン酸、セバシン酸、シュウ酸等の脂肪族ジカルボン酸と、エチレングリコール、プロピレングリコール、ブチレングリコール、2,2−ビス(4−β−ヒドロキシエトキシフェニル)プロパン、ネオペンチルグリコール、グリセリン、ペンタエリスリトールなどのグリコールを用いることにより得ることができる。また、これらのジカルボン酸及びグリコールの夫々1種づつを用いても良く、また、いずれか一方又は双方を2種以上用いても良い。より具体的な重合体の重合法としては特許文献7に記載の方法で重合することができる。
【0030】
チタン系ポリエステル製不織布として、ポリスチレン換算重量平均分子量が3000以上15000以下のものを用いることが好ましく、より好ましくは4000以上10000以下が相応しい。ポリスチレン換算重量平均分子量が3000未満のものを用いると、血液処理用フィルター装置を放射線滅菌する時に分解成分が増加し、溶出成分が増加する危険があるため好ましくない。一方、15000を超えると、溶融紡糸で不織布を製造する際に繊維直径の制御が困難となるため好ましくない。また、ここで生産される極細のポリエステル製不織布の目付量は、強度及び生産効率の観点より、5g/m2以上200g/m2以下の範囲が好ましい。
【0031】
本発明においては、メイン多孔質体として、チタン系ポリエステル製不織布を30重量%以上含むものを用いることが好ましい。高周波を誘電性材料に印加すると、材料内部で発熱し、この熱エネルギーで材料同士が溶融接着されて溶着する。従って、内部で発生する熱での溶融のしやすさが溶着の成否を決める重要な因子となるが、チタン系ポリエステル製不織布は熱溶融しやすい性質であることが判明し、高周波溶着には至極適した材料であることを見出した。しかしながら、30重量%より少ないものを用いると、高周波による溶融が不十分となり、溶着された装置の耐圧強度の低下、あるいはバラツキが大きくなる、といった不具合が懸念される。メイン多孔質体におけるチタン系ポリエステル製不織布の占める割合が80重量%以上のものを用いることがより好ましく、全てがチタン系ポリエステル製不織布であるものを用いることが最も好ましい。
【0032】
さらに本発明においては、メイン多孔質体として、チタン系ポリエステル製不織布をその厚み方向中央部分に配置して用いることが好ましい。高周波溶着を行った場合、メイン多孔質体は厚み方向の中央部分から昇温し始める。この中央部分にチタン系ポリエステル製不織布を配置すると、チタン系ポリエステル製不織布で発生した熱が中央部分周囲へより早く伝わり、溶融すべきメイン多孔質体全体を素早く、より均一に昇温、溶融させることができる事が判明したためである。ここで、厚み方向中央とは、血液処理用フィルター装置に積層されたメイン多孔質体を、シート状非多孔質体の面に対し直角方向に切断してその断面を見たとき、メイン多孔質体の断面厚み方向で、その中央を含む部分を言う。
【0033】
チタン系ポリエステル不織布以外の不織布、例えばアンチモン化合物を重合触媒としたポリエステル製不織布をメイン多孔質体の一部として併用することもできる。この場合、用いる不織布のその平均繊維直径はチタン系ポリエステル不織布と同様の範囲であることが好ましい。
【0034】
また、メイン多孔質体の一部にスポンジ状多孔質体を用いることもできる。この場合、その平均細孔径は1μm以上25μm以下が好ましく、2μm以上20μm以下、さらには5μm以上15μm以下であることが最も好ましい。平均細孔径が1μm未満である場合、安定して製造することが難しく、血液を濾過する際の圧力損失が高すぎるために濾過流速が低下し、血球の目詰まりが増加する傾向にあるため好ましくない。平均細孔径が25μmを超えると、多孔質体の比表面積が小さくなることにより、白血球等のろ過により取除きたい成分の除去能力が低下するため好ましくない。
【0035】
なお、平均細孔径は、水銀圧入法で測定した値を示す。即ち、水銀圧入圧0.1psiaの時の水銀圧入量を0%、水銀圧入圧180psiaの時の水銀圧入量を100%としたときの、50%の水銀圧入圧に相当する細孔径を平均細孔径とする。
【0036】
チタン系ポリエステル製不織布以外の不織布あるいはスポンジ状多孔質体をメイン多孔質体の一部として併用する場合、その素材としては特に限定はないが、ポリエステル、ポリプロピレン、ポリエチレン、ポリアミド、ポリアクリロニトリル、ポリスチレン、ポリビニルホルマール、ポリビニルアセタール、ポリスルホン、ポリウレタン、ポリ−4−メチルペンテン、セルロース、セルロールアセテート等を挙げることができる。この中でも生産性の点および入手のしやすさから、ポリエステル、ポリウレタン、ポリプロピレンは好ましい素材であり、特に不織布の場合には、ポリエステルが好ましい。
【0037】
また、チタン系ポリエステル製不織布を含むメイン多孔質体は、血液の流れ性改善や白血球との親和性向上を目的として、非イオン性親水基と塩基性含窒素官能基を有するポリマー材料により、その表面が改質されたものを用いても良い。この場合、塩基性窒素原子の含量は0.2重量%以上4.0重量%以下が好ましく、非イオン性親水基としては水酸基、アミド基、ポリエチレンオキシド鎖などを挙げることができる。
【0038】
非イオン性親水基を有するモノマーとしては、例えば、2−ヒドロキシエチルメタクリレート、2−ヒドロキシエチルアクリレート、ビニルアルコール(酢酸ビニルを重合して得られた高分子を加水分解することにより調製したもの)、メタクリルアミド、N−ビニルピロリドンなどが挙げられる。上記モノマーの中でも、入手の容易さ、重合時の取り扱い易さ、白血球含有液の処理性能などの観点から、2−ヒドロキシエチルメタクリレート及び2−ヒドロキシエチルアクリレートが好ましい。塩基性含窒素官能基としては、第1級アミノ基、第2級アミノ基、第3級アミノ基、4級アンモニウム基など、及びピリジル基、イミダゾル基等の含窒素芳香環基等が挙げられる。
【0039】
塩基性含窒素官能基を有するモノマーとしては、ジメチルアミノエチルメタクリレート、ジエチルアミノエチルメタクリレート、ジメチルアミノプロピルメタクリレート、3−ジメチルアミノ−2−ヒドロキシプロピルメタクリレート等のメタクリル酸の誘導体、アリルアミン、p−ビニルピリジン、4−ビニルイミダゾール等の含窒素芳香族化合物のビニル誘導体、及び上記のビニル化合物をハロゲン化アルキル等と反応させることにより得られる4級アンモニウム塩などが挙げられる。
【0040】
表面改質の方法としては、例えばコーティング、表面グラフト重合等が挙げられるが、操作が簡便であること、コストを低く抑えることができること等により、コーティングが好ましい。
【0041】
表面改質によるポリマーの存在量は、多孔質体の単位表面積あたり、好ましくは2mg/m2以上35mg/m2以下、さらには3mg/m2以上23mg/m2以下、最も好ましくは4mg/m2以上11mg/m2以下が相応しい。
【0042】
多孔質体表面にあるポリマー材料の存在量の算出方法は、表面改質前後の重量変化から簡易的に求めることができる。また、コーティング等の物理的方法によって多孔質体表面にポリマー材料を導入している場合には、ポリマー材料のみを溶解する良溶媒でポリマー材料を溶解させ、溶解量を定量することでポリマー材料の存在量を算出することも可能である。また、多孔質体材そのものを溶媒により全溶解させて核磁気共鳴分光法(NMR)により算出する方法や、ポリマー材料中にアミノ基などの荷電性官能基が含まれていて、その共重合組成が既知の場合には、その荷電性官能基にイオン的に吸着する色素を用いる色素吸着法による算出も可能である。
【0043】
例えば、正の荷電を有するアミノ基などの塩基性基を有するポリマーの場合、負の荷電を有するトリパンブルーのような色素をその塩基性部分に吸着させ、その吸着量または吸光度の変化量から多孔質体表面にある塩基性基の量を定量化することができる。より具体的には、トリパンブルーを含む、pHが約6の水溶液を調製してこれを元液とする。次にこの元液を多孔質体に適当量含浸させ、16時間以上室温で接触させた後、元液を多孔質体に含浸させた後の上清液を波長578nmの可視光で測定し、元液と上清液の吸光度の差から多孔質体単位重量当たり、または多孔質体単位表面積当たりのポリマー材料の存在量を算出する。
【0044】
なお、多孔質体の比表面積は、自動比表面積測定装置(SHIMADZU TriStar3000)のセルに約0.3gの多孔質体セットし、BET吸着法により算出する。
【0045】
本発明のサブ多孔質体は、血液中に含まれる微小凝集物の除去と、高周波による溶融時にその細孔部分に溶融した材料を保持し、アンカー構造を形成して接合部分の耐破裂性を確保する機能がある。従って、本発明の血液処理用フィルター装置においては、図1および図3で示すように、シート状非多孔質体2とメイン多孔質体4の間にサブ多孔質体3を配置する。かかる機能を満足するサブ多孔質体は、平均繊維直径が3μmを超え50μm以下の繊維状多孔質体であり、さらに8μm以上36μm以下がさらに好ましく、10μm以上28μm以下が最も好ましい。
【0046】
サブ多孔質体の形態としては、織布、編布、繊維塊等の繊維状多孔質体を挙げることができるが、生産性と取り扱い性の点から、不織布が好ましい。またサブ多孔質体は、その機能から必ずしもチタン化合物を重縮合触媒とした繊維を用いなくても良く、素材としても特に限定はない。使用しうる素材の例として、ポリエステル、ポリプロピレン、ポリエチレン、ポリアミド、ポリアクリロニトリル、ポリスチレン、ポリビニルホルマール、ポリビニルアセタール、ポリスルホン、ポリウレタン、ポリ−4−メチルペンテン、セルロース、セルロールアセテート等を挙げることができる。この中でも生産性の点および入手のしやすさから、ポリエステル、ポリウレタン、ポリプロピレンが好ましく、特にポリエステルが好ましい。
【0047】
本発明においては、シート状非多孔質体2とメイン多孔質体4との間にサブ多孔質体3を配置した後、この積層物を高周波溶着することにより、帯状の第1シール区域6を形成する(図2、4、5を参照)。具体的には、図2に示すように、メイン多孔質体4をサブ多孔質体3で挟み、更に2枚のシート状非多孔質体2で挟むように配置し一体化する、あるいは図4に示すように、メイン多孔質体4をサブ多孔質体3で挟み、更に2枚のシート状非多孔質体フレーム8で挟むように配置し一体化する、あるいは図5に示すように、シート状非多孔質体フレーム8とメイン多孔質体4の間にサブ多孔質体3を配置し一体化した形態を例示することができる。
【0048】
その際、本発明においては、第1シール区域6の面積(S1)と、血液が流れ得るメイン多孔質体の有効ろ過面積(S2)9との比(S1/S2)を0.10以上0.35以下になるように高周波溶着することが必要である。ここで、第1シール区域6の面積(S1)とは、前記帯状の溶着幅とその全長との積であり、血液処理用フィルター装置片面分について算出したものである。
【0049】
S1の値が小さいと過溶着となりやすく、溶着部着色等の外観不良やスパーク発生数の増加を招く危険がある。一方でS1の値が大きい場合には溶着不足による耐破裂性の低下が懸念され、溶着強度を高めようと大きな高周波エネルギーを負荷すると生産時間の延長による生産性低下を招く危険や、フィルター装置を遠心機に入れて遠心する用途で使用する場合には溶着部分で遠心力による折れやリークが発生し、フィルターとしての機能を失う危険がある。また、S2の値が小さいと血液ろ過時間の延長や、目詰まりによるろ過停止等の不具合が発生する危険がある。このようにS1とS2はフィルター装置の生産性や、耐破裂性やろ過性能等の様々なフィルター装置に求められる機能を発現させる上で非常に重要な因子であるが、好適な範囲は明確ではなかった。本発明者らは数多くの実験を積み重ねた結果、かかる重要因子の好適な範囲は単独で存在するのではなく、連動していることを見出し、S1とS2の好適な比は0.1以上0.35以下の範囲であることを突き止めたのである。好ましくは、0.25以上0.30以下となるように高周波溶着する。(図6を参照)。
【0050】
なお、S1及びS2の値はフィルター装置から直接測定しても良いし、画像解析装置等を駆使して割り出しても良い。S1とS2の境界としては、例えば、塩化ビニルシートと繊維を溶着させてこれを割断した場合、塩化ビニルシートが溶融して繊維と接着している部分(塩化ビニルシートが繊維と混合し、塩化ビニルシート単独の厚みが測定できない部分)とする。
【0051】
本発明においては、第1シール区域の厚みを1mm以上3mm以下、さらには1.2mm以上2.5mm以下となるように高周波溶着することが好ましい。厚みが1mm未満であると、ろ過部分のろ材の厚みが薄すぎて血液の均一な流れが得られない、あるいは強く溶着しすぎて溶着部分が変色し、外観上好ましくない等の不具合が考えられるため好ましくない。また3mmを超えるとろ過部分のろ材の厚みが厚すぎてろ過時間が延長したり、あるいは溶着強度が弱くなり耐破裂性が劣る危険が生じるため好ましくない。
【0052】
以上述べた第1シール区域は、シート状非多孔質体と多孔質体とを高周波溶着して一体化する際に、強度の観点から多孔質体の周縁部近傍の全周に渡って形成することが好ましい。
【0053】
さらに、本発明においては、第1シール区域6の外側全周に渡って2枚以上のシート状非多孔質体同士を溶着し一体化することにより、第2シール区域7を形成することが好ましい。第2シール区域7を形成することにより、例えば図2に示すように、第1シール区域からはみ出る多孔質体が外界に露出することが防がれるので、本フィルター装置を医療用具として使用する場合には、無菌性の確保の観点からも好ましい。
【0054】
また、図4あるいは図5で示すような第1シール区域6のみでは多孔質体をシート状非多孔質体で密封できない場合、第1シール区域6を形成した多孔質体を両面から覆うようにさらに別の2枚のシート状非多孔質体2を配置し、これと第1シール区域6を持つシート状非多孔質体フレーム8とを一体化させて第2シール区域7を形成することにより、多孔質体は密封され、無菌性を保つことが可能となる。第2シール区域7は、高周波溶着やヒートシールなどで溶融接着することにより行うことができる。
【0055】
[実施例]
以下、実施例により本発明を更に詳細に説明するが、本発明はこれらによって範囲を限定されるものではない。なお、実施例及び比較例における共通の血液処理用フィルター装置の作製方法、測定方法を下記に示す。
【0056】
[血液処理用フィルター装置耐圧時間測定方法]
(1)血液処理用フィルター装置の作製方法
メイン多孔質体、サブ多孔質体を積層し、図2に示すように、この積層物の上下に血液の入口および出口を有するシート状非多孔質体を配置した。これを高周波溶着用の金型に挟み、高周波を印加した。高周波溶着は、最大高周波出力5KW、発振周波数40.46MHz、また温調機として溶着金型を取り付けている定盤内に20℃の冷却水を循環させる冷却水循環装置を備えた高周波溶着機を使用した。
(2)血液処理用フィルター装置耐圧時間測定方法
血液処理用フィルター装置に一定圧力をかけた時、破裂するまでの時間を測定する方法である。血液入口に軟質ポリ塩化ビニル製チューブを溶剤で接着し、金属の導管を接続する接続部を作成した。一方、出口は、片止めした軟質ポリ塩化ビニル製チューブを接着させて密封した。血液入口のチューブに金属導管を接続し、この導管に圧気ラインを接続した。その後、フィルター装置を水温30℃の水中に沈め、フィルター装置が水面上に出ないように水面に網状固定板を取り付け1分間待機した。フィルター装置を水中に沈めたままの状態で、導管から70kPaの空気を注入し、フィルター装置の第1シール区域から空気が漏れるまでの時間を測定した。時間は秒単位とし、その対数値を評価値とした。同様の操作を2回行い、血液処理用フィルター装置の耐圧時間とした。
【0057】
[スパーク頻度]
上述した血液処理用フィルター装置を100個毎、高周波溶着し、そのときのスパークの頻度をカウントした。
【0058】
[血液処理用フィルター装置の血液流れ性評価方法]
ACD加牛全血を用いて、下記の方法によって血液処理用フィルター装置の血液流れ性の評価を行った。上述の方法でフィルターを作成し、血液の入口と出口に内径2.5mmの軟質チューブを接続した。ACD加牛全血(1日4℃保存血、450ml)を含む血液バッグ(元バッグ)に血液の入口側の軟質チューブを接続し、血液出口側の軟質チューブにはフィルターを通じてろ過された血液を回収する回収バッグを接続した。元バッグをよく混和後、ろ過台に吊るし、回収バッグは回収重量が計測できるように天秤の上に置いた。入口側チューブに取り付けられた、ろ過開始のためのクランプを操作することで1.5mの自然落差によるろ過を開始し、元バッグ中の血液がなくなるまでに要した時間、及びその時の回収血液重量を計測した。測定した時間と回収重量より、平均ろ過流速(回収重量/時間、g/分)を求め、流れ性の指標とした。なお、ろ過開始時の血液の温度は10±2℃になるように制御し、ろ過前のACD加牛全血のヘマトクリット(Hct)も自動血球装置(Sysmex社製、K−4500)で測定した。
【実施例1】
【0059】
シート状非多孔質体として厚み0.41mmの軟質ポリ塩化ビニル製シートを用いた。血液の入口および出口は軟質ポリ塩化ビニル製シートに穴を形成し、別途成型した軟質ポリ塩化ビニル製の部品を高周波溶着により接続することで作製した。
サブ多孔質体として、平均繊維直径が12μm、目付が30g/m2、厚みが0.21mmのポリエステル製不織布を用いた。メイン多孔質体は、チタン(Ti)触媒で重合して得た樹脂を原料とし、溶融紡糸によって作製したチタン系ポリエステル製不織布を2種類用いた(以下、それぞれをメインA、メインBと略す)。メインAは平均繊維直径が1.68μm、目付が66g/m2、厚み0.40mmのチタン系ポリエステル製不織布であり、メインBは平均繊維直径が1.19μm、目付が40g/m2、厚みが0.23mmのチタン系ポリエステル製不織布であった。なお、メインBのポリスチレン換算重量平均分子量は10,030、Ti含有量は40ppmであった。
サブ多孔質体、メインA、メインBを104mm×84mmの長方形に切断し、サブ多孔質体(4枚)−メインA(2枚)−メインB(22枚)−メインA(2枚)−サブ多孔質体(4枚)の順に積層した。その積層物を図1のように、血液の入口と出口を有する軟質ポリ塩化ビニル製シートで挟み、高周波溶着することによって図2のような血液処理用フィルター装置を作製した(但し、第2シール区域はなし)。
なお、陽極電流を0.55A、溶着時間を6.0秒とした条件で高周波溶着を行った。また、溶着部位の長方形形状のうち、長辺の内周長さは85mm、短辺の内周長さは65mm、第1シール区域のシール幅は4.5mmとした。
得られた血液処理用フィルター装置の耐圧時間、スパーク発生数を測定した。また、ACD加牛全血による血液の流れ性評価を行った。その結果を表1に示す。
【実施例2】
【0060】
第1シール区域のシール幅を2.5mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【実施例3】
【0061】
第1シール区域のシール幅を5.5mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【実施例4】
【0062】
メインB22枚のうち上下各2枚(計4枚)をアンチモン(Sb)触媒によって紡糸した、平均繊維直径が1.18μm、目付が40g/m2、厚みが0.22mmのポリエステル製不織布(ポリスチレン換算重量平均分子量が9,800、Ti含有量が0ppm)に変更し、残り18枚は実施例1と同じチタン系ポリエステル製不織布を使用した(メイン多孔質体におけるチタン系不織布の割合は86重量%とした)。それ以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0063】
[比較例1]
第1シール区域のシール幅を6.5mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0064】
[比較例2]
第1シール区域のシール幅を1.0mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0065】
[比較例3]
メインB22枚全てを実施例4で用いたアンチモン系ポリエステル製不織布(ポリスチレン換算重量平均分子量が9,800、Ti含有量が0ppm)に変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作成し、実施例1と同じ試験を行った。その結果を表1に示す。
【0066】
【表1】
【0067】
[比較例4]
陽極電流を0.57、溶着時間を7.0秒に変更して比較例3と同様の血液処理用フィルター装置を作製し、実施例1と同じ試験を行った。その結果、耐圧時間(Log)は2.70に高めることができたが、スパークは8個発生した。牛全血による流れ性評価において、ろ過流速は20.2g/分であった。
【0068】
[比較例5]
溶着部位の長方形形状のうち、長辺の内周長さを52mm、短辺の内周長さを40mmとし、第1シール区域の溶着幅を4.0mmに変更した以外は実施例1と同じ条件で血液処理用フィルター装置を作製した(S1は8.0cm2、S2は20.8cm2であり、S1/S2は0.38)実施例1と同様の実験を行ったところ、耐圧時間(Log)は3.23、スパークは18個発生した。牛全血による流れ性評価において、ろ過流速は5.2g/分であった。
【実施例5】
【0069】
チタン系ポリエステル製不織布であるメインA及びBを、2−ヒドロキシエチルメタクリレート(97モル%)とN,N−ジメチルアミノエチルメタクリレート(3モル%)からなるコポリマー(以下、HM−3と略す)でコーティングした。コーティングは以下の方法で行った。まずHM−3を水/エタノールの混合溶媒(水/エタノールの重量比が5/95)に溶解し、0.1重量%の溶液を調整した。この溶液にメインA及びBを浸し、余分な液を除去して後、40℃で16時間真空乾燥を行った。このようにしてコーティングしたメインA及びBのコート量を測定したところ、それぞれ7.3mg/m2、6.4mg/m2であった。実施例1と構成で積層し、同じ溶着条件で血液処理用フィルターを作製し試験を行った。その結果、耐圧時間(Log)は2.54、スパーク数は0個、ろ過流速は20.3g/分であった。
【実施例6】
【0070】
実施例5と同じコーティングしたメインA及びBを用い、サブ多孔質体、メインA、メインBを91mm×74mmの長方形に切断し、サブ多孔質体(4枚)−メインA(1枚)−メインB(32枚)−メインA(1枚)−サブ多孔質体(4枚)の順に積層した。
ポリ塩化ビニル製シートで挟み、陽極電流を0.55A、溶着時間を6.0秒の条件で高周波溶着を行った。なお、なお、溶着部位の長方形形状のうち、長辺の内周長さは74mm、短辺の内周長さは57mm、第1シール区域のシール幅は3.5mmとした(S1は9.7cm2、S2は42.2cm2であり、S1/S2は0.23)。実施例1と同じ試験を行った結果、耐圧時間(Log)は3.10、スパーク数は1個、ろ過流速は14.6g/分であった。
【実施例7】
【0071】
実施例5と同じ血液処理用フィルター装置を用い、第1シール区域の外周全周に渡って血液の入口を有する軟質塩化ビニルと血液の出口を有する軟質塩化ビニルとを高周波で溶着し、第2シール区域を有するフィルター装置とした。第2シール区域は、陽極電流0.55A、溶着時間2.5秒で溶着し、シール幅を3mmとした。耐圧時間(Log)を測定した結果、2.55であり、実施例5と同等であった。また牛全血による流れ性評価において、ろ過流速は20.2g/分であった。
【産業上の利用可能性】
【0072】
本発明は、輸血用の血液から微小凝集物や白血球のような好ましくない成分を除去する血液処理用フィルター装置の製造方法として有用であり、この血液処理用フィルター装置は、血液の微小凝集物の除去フィルター装置、血液中の特定の細胞を捕捉するフィルター装置等、血液処理用フィルター装置として有用である。特に、血液中の白血球を除去する白血球除去フィルター装置として有用である。
【図面の簡単な説明】
【0073】
【図1】本発明の血液処理用フィルター装置を高周波溶着で作製する前の、各部品が積層された断面図。
【図2】図1を高周波溶着して作製された、本発明の血液処理用フィルター装置の例を示す断面図。
【図3】本発明の別仕様の血液処理用フィルター装置を高周波溶着する前の、シート状非多孔質体フレームを含む高周波溶着前の各部品が積層された断面図。
【図4】図3を高周波溶着し作製された、本発明の血液処理用フィルター装置の別仕様の例を示す断面図。
【図5】本発明のさらに別仕様の、シート状非多孔質体フレームを含む血液処理用フィルター装置の例を示す断面図。
【図6】図2の血液処理用フィルター装置の平面図。
【符号の説明】
【0074】
1:血液の入口
2:シート状非多孔質体
3:サブ多孔質体
4:チタン系ポリエステル製不織布を含むメイン多孔質体
5:血液の出口
6:第1シール区域
7:第2シール区域
8:シート状非多孔質体フレーム
9:有効ろ過面積(S2)
【特許請求の範囲】
【請求項1】
熱可塑性シート状非多孔質体と平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体との間に平均繊維直径が3.0μmを超え50μm以下のサブ多孔質体を配置し、この積層物を高周波溶着して第1シール区域を形成する工程を含み、血液の入口と出口とが多孔質体によって隔てられた血液処理用フィルター装置を製造する方法において、メイン多孔質体にチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含む多孔質体を用いて、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように高周波溶着することを特徴とする血液処理用フィルター装置の製造方法。
【請求項2】
チタン含有量が3ppm以上100ppm未満で、ポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布を用いる、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項3】
チタン系ポリエステル製不織布を30重量%以上含むメイン多孔質体を用いる、請求項1または2に記載の血液処理用フィルター装置の製造方法。
【請求項4】
厚み方向中央部分にチタン系ポリエステル製不織布を配置したメイン多孔質体を用いる、請求項1から3のいずれかに記載の血液処理用フィルター装置の製造方法。
【請求項5】
多孔質体の周縁部近傍とシート状非多孔質体とを全周に渡って溶着することにより第1シール区域を形成する、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項6】
第1シール区域の厚みが1mm以上3mm未満となるように溶着する、請求項1または5に記載の血液処理用フィルター装置の製造方法。
【請求項7】
第1シール区域の外周全周に渡って2枚以上のシート状非多孔質体同士が一体化された第2シール区域を形成する、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項8】
軟質塩化ビニルからなるシート状非多孔質体を用いる、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項9】
少なくとも血液の入口と出口、熱可塑性シート状非多孔質体、平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体、平均繊維直径が3μmを超え50μm以下のサブ多孔質体からなり、前記熱可塑性シート状非多孔質体と前記メイン多孔質体との間に前記サブ多孔質体が配置され高周波溶着された第1シール区域を有し、流体の入口と出口が多孔質体によって隔てられているフィルター装置であって、
前記メイン多孔質体はチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含み、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)が0.10以上0.35以下であることを特徴とする血液処理用フィルター装置。
【請求項10】
チタン含有量が3ppm以上100ppm未満でポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布である、請求項9に記載の血液処理用フィルター装置。
【請求項11】
メイン多孔質体がチタン系ポリエステル製不織布を30重量%以上含む、請求項9または10に記載の血液処理用フィルター装置。
【請求項12】
メイン多孔質体がその厚み方向中央部分にチタン系ポリエステル製不織布を配置している、請求項9から11のいずれかに記載の血液処理用フィルター装置。
【請求項13】
第1シール区域がメイン多孔質体の周縁部近傍の全周に渡って形成された、請求項9に記載の血液処理用フィルター装置。
【請求項14】
第1シール区域の厚みが1mm以上3mm未満である、請求項9または13に記載の血液処理用フィルター装置。
【請求項15】
第1シール区域の外周全周に渡って血液の入口を有するシート状非多孔質体と血液の出口を有するシート状非多孔質体が一体化された第2シール区域を有する、請求項9に記載の血液処理用フィルター装置。
【請求項16】
シート状非多孔質体が軟質塩化ビニルからなる、請求項9に記載の血液処理用フィルター装置。
【請求項1】
熱可塑性シート状非多孔質体と平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体との間に平均繊維直径が3.0μmを超え50μm以下のサブ多孔質体を配置し、この積層物を高周波溶着して第1シール区域を形成する工程を含み、血液の入口と出口とが多孔質体によって隔てられた血液処理用フィルター装置を製造する方法において、メイン多孔質体にチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含む多孔質体を用いて、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)を0.10以上0.35以下となるように高周波溶着することを特徴とする血液処理用フィルター装置の製造方法。
【請求項2】
チタン含有量が3ppm以上100ppm未満で、ポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布を用いる、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項3】
チタン系ポリエステル製不織布を30重量%以上含むメイン多孔質体を用いる、請求項1または2に記載の血液処理用フィルター装置の製造方法。
【請求項4】
厚み方向中央部分にチタン系ポリエステル製不織布を配置したメイン多孔質体を用いる、請求項1から3のいずれかに記載の血液処理用フィルター装置の製造方法。
【請求項5】
多孔質体の周縁部近傍とシート状非多孔質体とを全周に渡って溶着することにより第1シール区域を形成する、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項6】
第1シール区域の厚みが1mm以上3mm未満となるように溶着する、請求項1または5に記載の血液処理用フィルター装置の製造方法。
【請求項7】
第1シール区域の外周全周に渡って2枚以上のシート状非多孔質体同士が一体化された第2シール区域を形成する、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項8】
軟質塩化ビニルからなるシート状非多孔質体を用いる、請求項1に記載の血液処理用フィルター装置の製造方法。
【請求項9】
少なくとも血液の入口と出口、熱可塑性シート状非多孔質体、平均繊維直径が0.3μm以上3.0μm以下の不織布を含むメイン多孔質体、平均繊維直径が3μmを超え50μm以下のサブ多孔質体からなり、前記熱可塑性シート状非多孔質体と前記メイン多孔質体との間に前記サブ多孔質体が配置され高周波溶着された第1シール区域を有し、流体の入口と出口が多孔質体によって隔てられているフィルター装置であって、
前記メイン多孔質体はチタン化合物を重合触媒としたチタン系ポリエステル製不織布を含み、前記第1シール区域の面積(S1)とメイン多孔質体の有効ろ過面積(S2)の比(S1/S2)が0.10以上0.35以下であることを特徴とする血液処理用フィルター装置。
【請求項10】
チタン含有量が3ppm以上100ppm未満でポリスチレン換算重量平均分子量が3000以上15000未満のチタン系ポリエステル製不織布である、請求項9に記載の血液処理用フィルター装置。
【請求項11】
メイン多孔質体がチタン系ポリエステル製不織布を30重量%以上含む、請求項9または10に記載の血液処理用フィルター装置。
【請求項12】
メイン多孔質体がその厚み方向中央部分にチタン系ポリエステル製不織布を配置している、請求項9から11のいずれかに記載の血液処理用フィルター装置。
【請求項13】
第1シール区域がメイン多孔質体の周縁部近傍の全周に渡って形成された、請求項9に記載の血液処理用フィルター装置。
【請求項14】
第1シール区域の厚みが1mm以上3mm未満である、請求項9または13に記載の血液処理用フィルター装置。
【請求項15】
第1シール区域の外周全周に渡って血液の入口を有するシート状非多孔質体と血液の出口を有するシート状非多孔質体が一体化された第2シール区域を有する、請求項9に記載の血液処理用フィルター装置。
【請求項16】
シート状非多孔質体が軟質塩化ビニルからなる、請求項9に記載の血液処理用フィルター装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−253374(P2007−253374A)
【公開日】平成19年10月4日(2007.10.4)
【国際特許分類】
【出願番号】特願2006−78224(P2006−78224)
【出願日】平成18年3月22日(2006.3.22)
【出願人】(000116806)旭化成メディカル株式会社 (133)
【Fターム(参考)】
【公開日】平成19年10月4日(2007.10.4)
【国際特許分類】
【出願日】平成18年3月22日(2006.3.22)
【出願人】(000116806)旭化成メディカル株式会社 (133)
【Fターム(参考)】
[ Back to top ]