
血液吸着器の製造方法及び製造装置
【課題】所定の充填量で、吸着材をカラムに正確に充填する。
【解決手段】カラム12の内容積を最大値Aに対して低減させた状態においてカラム12内に吸着材14を充填する。
【解決手段】カラム12の内容積を最大値Aに対して低減させた状態においてカラム12内に吸着材14を充填する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、血液吸着器の製造方法及び製造装置に関する。
【背景技術】
【0002】
近年、「アフェレシス」と呼ばれる血液浄化技術が進歩しており、中でも特に直接血液灌流療法(DHP:Direct Hemo Perfusion)と呼ばれる治療技術が普及している。直接血液灌流療法は患者の血液を直接吸着材に接触させて血液を浄化させる治療技術である。当該療法は血液から血漿を分離して吸着材に吸着させる血漿分離法などの他の治療技術と比較して装置構成が簡便になることから、近年急速に普及している。
【0003】
直接血液灌流療法に用いられる医療機器として血液吸着器が知られている。血液吸着器は筒形状のカラムと、カラム内に充填された吸着材と、カラムの両端開口を封止するキャップを備えている。さらにキャップには体外循環血液回路に接続される通液ポートが設けられている。カラム両端の一方の通液ポートから血液を流入させ、カラム内を通過させた後に他方の通液ポートから血液を流出させる。血液をカラム内に通過させる際に吸着材により血液中の病因物質が吸着される。
【0004】
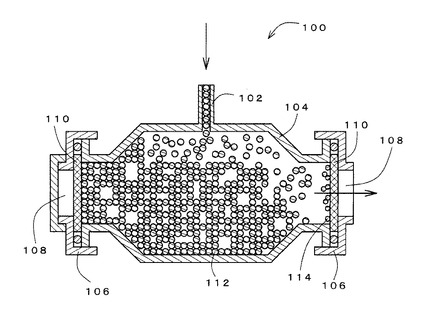
カラム内に吸着材を充填するには、図9に示すように、カラム104の両端開口部を塞ぐキャップ106の一方の通液ポート108を開放し、さらに水などの液体に吸着材を混合させた懸濁液(スラリー)を血液吸着器100の導入ポート102から導入する。キャップ106にはカラム104の開口部を覆うようにフィルタ110が設けられており、これにより吸着材112の通り抜けが防止されるとともに液体が通液ポート108から排出される。
【0005】
カラム内に充填される吸着材の充填量はカラム内の血液の流れや吸着効率などに基づいて決定される。すなわち、カラム内に吸着材を過密に充填させるとカラム内の血液の流れが滞る。一方、カラム内の吸着材を過度に低密度に充填させると吸着効率が下がる。そこで、血液の滞留を防ぐとともに吸着効率を確保するために吸着材の充填率には目標値が定められる。例えばカラムの内容積に対して吸着材のかさ体積が60%以上99%以下、好ましくは80%以上95%以下となるように吸着材の充填量が定められる。
【0006】
吸着材の充填率を求める手段として、例えば特許文献1のように圧力損失を利用する手段が知られている。すなわち、カラム104内に吸着材112が溜まるにつれてカラム内の圧力損失が増加して液体の排出量が低減する。ここで、吸着材112の充填率変化に対する液体の流量変化の関係が予め実測等により求められている。上記関係と、通液ポート108から排出される液体の流量変化とを用いることで、吸着材の充填率を推定することができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭63−160668号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、図9に示すように、カラム104内に残留する気泡114がフィルタ110に付着することにより液体の流れが妨げられ、その結果圧力損失が増加する場合がある。したがって、圧力損失に基づいて吸着材の充填率の推定を行う方法では、実際の充填率とは異なる推定値が算出され、吸着材の正確な充填を行うことができないおそれがあった。
【0009】
本発明は、このような事情に鑑みてなされたものであり、吸着材をカラム内に充填する際に、予め決められた所定充填量で正確に充填することが可能な血液吸着器の製造方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、カラム内に吸着材が充填された血液吸着器の製造方法に関するものである。当該製造方法においては、前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填する。
【0011】
また、上記発明において、前記カラム内に前記カラムの内容積の所定割合を占める内容積調整部材を配置した状態において前記カラム内に前記吸着材を充填することが好適である。
【0012】
また、上記発明において、前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることが好適である。
【0013】
また、上記発明において、前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有することが好適である。さらに、前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することが好適である。
【0014】
また、本発明は、カラム内に吸着材が充填された血液吸着器の製造装置に関するものである。当該製造装置においては、前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填する。
【0015】
また、上記発明において、前記カラム内に配置され、前記カラムの内容積の所定割合を占める内容積調整部材を備えることが好適である。
【0016】
また、上記発明において、前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることが好適である。
【0017】
また、上記発明において、前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有することが好適である。さらに、前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することが好適である。
【発明の効果】
【0018】
本発明によれば、所定の充填量で、吸着材をカラムに正確に充填することが可能となる。
【図面の簡単な説明】
【0019】
【図1】本実施形態に係る血液吸着器を例示する図である。
【図2】本実施形態に係る充填装置を例示する図である。
【図3】充填工程を説明する図である。
【図4】充填工程を説明する図である。
【図5】充填工程を説明する図である。
【図6】充填工程を説明する図である。
【図7】本実施形態に係る充填装置を例示する図である。
【図8】充填工程を説明する図である。
【図9】従来の充填工程を説明する図である。
【発明を実施するための形態】
【0020】
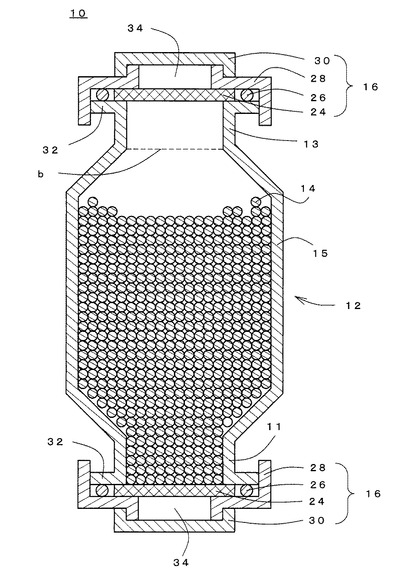
図1に、本実施形態に係る血液吸着器10を例示する。血液吸着器10は、カラム12と、吸着材14と、キャップ16とを含んで構成される。
【0021】
カラム12は、吸着材14を収容することのできる内容積を備えた部材である。カラム12は、例えば、両端に開口を備えた略筒形状の部材から構成することができる。また、カラム12は、吸着材14の重量に抗して形状を維持し得る程度の剛性を備える材料から構成してもよく、例えば、ポリカーボネートから構成することができる。
【0022】
また、カラム12は、供給管部11、排出管部13及び本体部15を備えることが好適である。本体部15は、吸着材14が充填される主要部分であり、供給管部11及び排出管部13は、本体部15の両端から突出するように形成された管状部分である。カラム12内に吸着材14を充填する際に、供給管部11には後述する供給ノズル42が挿入され、排出管部13には後述する排出ノズル44が挿入される。また、本体部15と供給管部11及び排出管部13とは境界bにおいて幅が変化しており、本体部15は供給管部11及び排出管部13よりも幅広に形成されている。
【0023】
吸着材14は血液中の病因物質に対する吸着能を備えた部材である。吸着材14は、例えば疎水性高分子樹脂を主成分とした高分子樹脂から構成することができる。具体的には、ポリアリレート樹脂(PAR)、ポリエーテルスルホン樹脂(PES)、ポリスルホン樹脂(PSF)からなる群から選択された少なくとも1種を用いることができる。また、吸着材14はカラム12内に充填可能な形状を備えており、例えば供給管部11の開口径よりも小さい径の粒状体(ビーズ)から構成することができる。このとき、吸着材14の平均粒経は、200μm以上3000μm以下とすることが好適である。
【0024】
キャップ16は、フィルタ24、Oリング26、カラム固定用リング28及び封止キャップ30を含んで構成される。キャップ16は、供給管部11及び排出管部13の開口を封止するための部材である。
【0025】
フィルタ24は、血液浄化時にカラム12内の吸着材14の漏出を防ぎつつ血液を通過可能とする部材である。フィルタ24は、例えば、通液ポート34と同径かそれよりも径を大きく構成するとともに、当該通液ポート34を覆うように配置することができる。Oリング26は、カラム内12を流れる血液の漏出を防止するための部材である。例えば、カラム固定用リング28が供給管部11及び排出管部13のフランジ32に装着される際に、カラム固定用リング28とフランジ32の間にOリング26を挟んで配置する。また、封止キャップ30は、カラム固定用リング28の通液ポート34を塞ぐ部材である。血液浄化を行う際には、カラム固定用リング28から封止キャップ30を取り外し、通液ポート34と体外循環血液回路(図示せず)とを接続して使用する。
【0026】
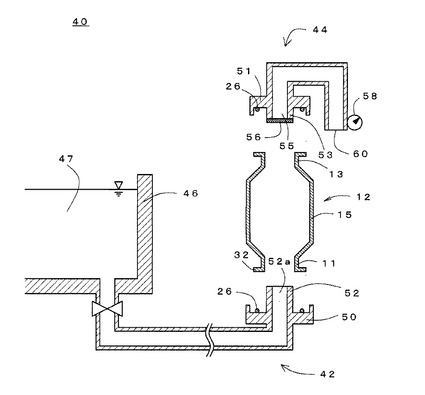
次に、カラム12内に吸着材14を充填する充填装置について図2を用いて説明する。充填装置40は、供給ノズル42、排出ノズル44及び貯留タンク46を含んで構成される。
【0027】
貯留タンク46は、吸着材14と水等の液体(分散媒)が混合された懸濁液47を貯留する。貯留タンク46からカラム12に向かって、所定の送液圧で懸濁液47が送り込まれる。送液圧は、吸着材14が潰れない程度の圧力であることが好適であり、例えば、10kPa以上100kPa以下の圧力に設定することが可能である。
【0028】
供給ノズル42は、カラム12に懸濁液を供給する部材である。供給ノズル42は、固定部50と挿入部52とを含んで構成される。固定部50は、供給管部11に供給ノズル42を固定する部材である。固定部50は、例えば、ねじ込みなどの手段によって供給管部11のフランジ32に固定部50を固定させるものとすることができる。このとき、固定部50とフランジ32との間にOリング26を挟むことで、吸着材14を充填する際に懸濁液の漏出を防止することができる。
【0029】
挿入部52は、供給管部11内に挿入される部材である。挿入部52が供給管部11内に挿入されることでカラム12の内容積(吸着材14を充填できる容積)が低減される。したがって、挿入部52はカラム12に対して内容積調整部材としての機能を有している。また、挿入部52の供給管部11への挿入長さは変更可能であることが好適である。例えば、挿入部52を大径ノズルと小径ノズル等の複数の径の異なるノズルから構成するとともに、大径ノズルの中に小径ノズルを収容可能とすることで挿入部52の長さが伸縮可能となるように構成する。このようにすることで、挿入部52がカラム12の内容積に占める割合を変更することが可能となる。また、挿入部52には開口52aが設けられ、当該開口52aからカラム12内に懸濁液を供給することが可能である。
【0030】
排出ノズル44は、固定部51、挿入部53、フィルタ56及び流量センサ58を含んで構成される。排出ノズル44は、カラム12内に供給される懸濁液のうち、分散媒である液体を排出する部材である。供給ノズル42の固定部50及び挿入部52と同様に、排出ノズル44の挿入部53を排出管部13へ挿入するとともに固定部51により排出管部13に固定した状態でカラム12内の液体を排出する。挿入部53が排出管部13内に挿入されることでカラム12の内容積(吸着材14を充填できる容積)が低減される。したがって、挿入部53はカラム12に対して内容積調整部材としての機能を有している。また、挿入部53の排出管部13への挿入長さは変更可能であることが好適である。こうすることで、排出管部13がカラム12の内容積に占める割合を変更することが可能となる。
【0031】
フィルタ56は、カラム12内の吸着材14の漏出を防ぎつつ、吸着材充填時に供給される液体(分散媒)を通過可能とする部材である。フィルタ56は、挿入部53から排出口60までの経路上に設けられ、例えば、挿入部53の開口55を覆うように設けることが好適である。なお、後述するようにカラム12内の気泡の除去を容易にするために、フィルタ56の孔径(オープニングサイズ)は、キャップ16のフィルタ24の孔径より大きくすることが好適である。
【0032】
流量センサ58は、排出口60からの液体の排出量を測定可能なセンサである。カラム12内の吸着材14の充填率が高まるにつれてカラム12内の圧力損失は増加する。その結果、吸着材14を含む懸濁液の供給圧力が一定とすると液体(分散媒)の排出量は吸着材14の充填率の増加とともに減少する。
【0033】
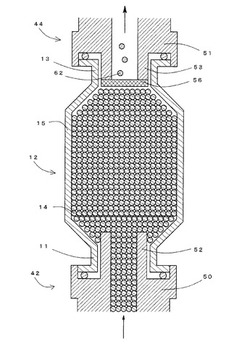
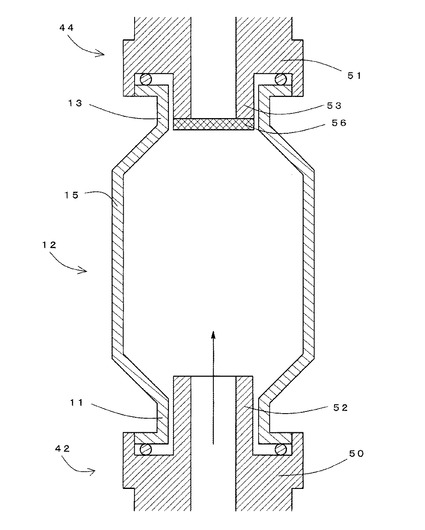
次に、吸着材14の充填工程について説明する。図3に示すように、供給ノズル42の挿入部52を供給管部11に挿入した後、固定部50を供給管部11に固定する。同様に、排出ノズル44の挿入部53を排出管部13に挿入した後、固定部51を排出管部13に固定する。なお、図3に示す例では、カラム12を直立状態に立てるとともに、カラム12の下側から上側に向かって吸着材14を溜めるために供給ノズル42を下側(床側)に配置し、排出ノズル44を上側(天側)に配置している。
【0034】
供給ノズル42の挿入部52及び排出ノズル44の挿入部53がカラム12内に挿入されることで、カラム12の内容積が最大値に対して低減された状態となる。この状態で吸着材14の充填が行われる。
【0035】
吸着材14の充填に先駆けて、図4に示すように充填側ノズルから液体を供給してカラム12内を水等の液体で満たしてもよい。吸着材14の充填前にカラム12内を液体で満たすことでカラム12内の気体の除去を効率よく行うことができる。
【0036】
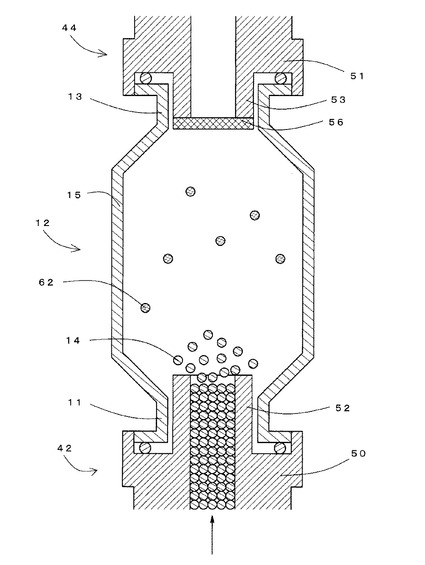
次に、図5に示すように、貯留タンク46の懸濁液をカラム12に供給する。懸濁液中の液体(分散媒)はフィルタ56から排出され、懸濁液中の吸着材14はフィルタ56に遮られてカラム12内に溜まる。これにより、カラム12内に吸着材14が充填される。
【0037】
本実施の形態では、排出ノズル44の挿入部53及び供給ノズル42の挿入部52がカラム12内に挿入された状態、すなわちカラム12内の内容積が挿入部52,53によって狭められた状態において充填材14が充填される。
【0038】
挿入部52,53によるカラム12内の占有容積は、カラム12の最大内容積とカラム12に充填される吸着材14の充填量に応じて設定することが好適である。ここで、カラム12の最大内容積とは、カラム12内に何も充填されていない状態の容積を指している。また、カラム12の最大内容積に対して吸着材14の充填率が定められる。カラム12の最大内容積をAとし、吸着材の目標充填率をαとすると、吸着材14の目標かさ体積(充填量)はαAと表すことができる。カラム12の内容積Aから目標かさ体積αAを引くと非充填容積(1−α)Aが求められる。この非充填容積の少なくとも一部を挿入部52,53によって占有されるカラム12内の占有容積として割り当てることが好適である。占有容積の非充填容積(1−α)Aに占める割合(以下これを占有割合と呼ぶ)をβとすると、占有容積はβ(1−α)Aで表すことができる。例えば、占有容積β(1−α)Aを供給ノズル42の挿入部52及び排出ノズル44の挿入部53のそれぞれに均等に分配すると、挿入部52及び挿入部53のそれぞれの占有容積はそれぞれβ(1−α)A/2とすればよい。
【0039】
なお、かさ体積とは、懸濁液をメスシリンダー等の液体計測器に移し取って所定時間(例えば1時間)静置させた後の、吸着材14の体積値を示す。
【0040】
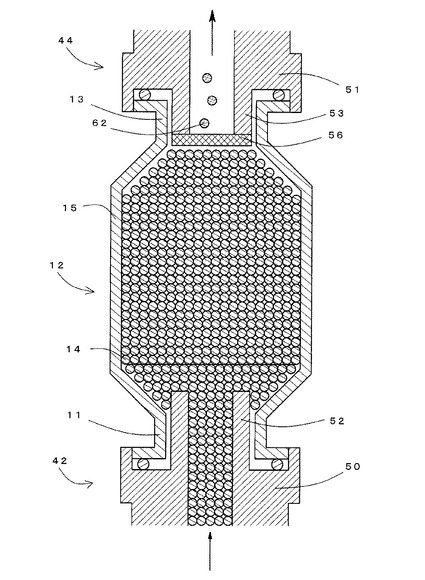
ここで、吸着材14を過密に充填するとカラム12内の血液の流れが滞り、他方で過度に低密度に充填すると吸着効率が低くなることから、吸着材14の充填率αはカラム12の最大内容積Aの60%以上99%以下、好ましくは80%以上95%以下とすることが好適である。吸着材14が詰め込まれることで図6に示すようにカラム12内に残留した気泡62がフィルタ56を介してカラム12外に追い出される。
【0041】
カラム12内へ懸濁液を供給し、流量センサ58による流量の測定値の変化に基づいて、吸着材14が所望量αA充填されるまで充填処理を行う。例えば、図6の場合では、非充填容積(1−α)Aのすべてを挿入部52、53の占有容積として割り当てており、吸着材14がαA充填された状態においてカラム12内の容積は吸着材14と挿入部52、53によって占められることになり、上述した送液圧のもとでは排液量は一定量に収束する。したがって、流量センサ58の測定値が一定値もしくは一定値近傍になった際に吸着材14の充填を終了する。
【0042】
吸着材14の充填が終了すると、供給ノズル42及び排出ノズル44の天地を逆転させる。さらに供給ノズル42をカラム12から引き抜く。さらに供給ノズル42が引き抜かれた側のカラム12の開口をキャップ16で封止する。
【0043】
さらにカラム12の天地を逆転させる。続いて排出ノズル44をカラム12から引き抜く。さらに排出ノズル44が引き抜かれた側のカラム12の開口をキャップ16で封止する。以上で充填工程が完了する。
【0044】
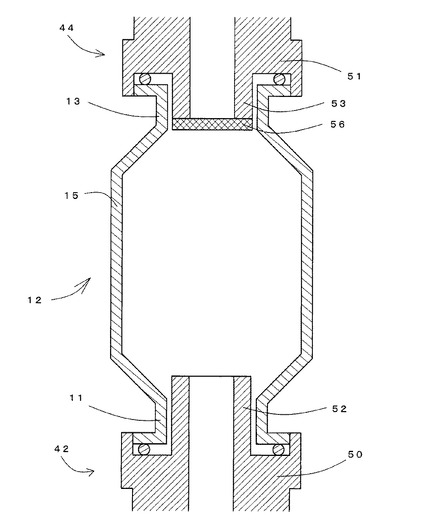
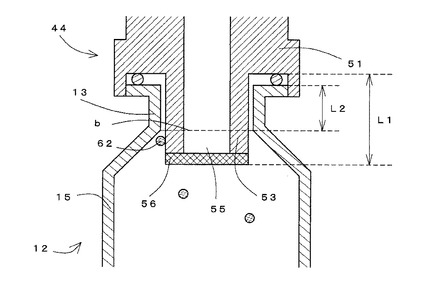
なお、図7に示すように、挿入部53が排出管部13と本体部15との境界bから突出してしまうと、排出管部13の突出部分とカラム12の本体部15の内壁との隙間に気泡62が滞留し、気泡62を挿入部53の開口55から排出し難くなる。そこで、挿入部53は、排出管部13に挿入された状態において排出管部13と本体部15の境界bから突出しない形状とすることが好適である。例えば、挿入部53のカラム長手方向の長さL1は、排出管部13のカラム長手方向の長さL2以下とすることが好適である。これにより、気泡62の除去がより確実となる。
【0045】
この場合、挿入部53の断面積をSとすると挿入部53のカラム12内の占有容積はL2×S以下となる。そこで、供給ノズル42及び排出ノズル44の占有容積β(1−α)Aから挿入部53の占有容積L1×Sを引いた値(β(1−α)A)−(L1×S)を供給ノズル42の挿入部52の占有容積として定めることが好適である。
【0046】
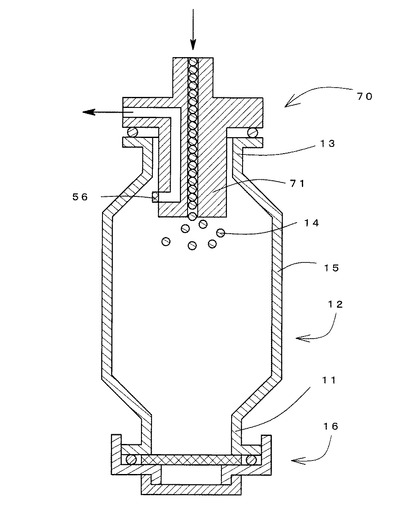
また、上述の実施形態においては吸着材14の充填と液体の排液を別々のノズルで行っていたが、これを統合させてもよい。すなわち、図8に例示するように、供給ノズルと排出ノズルが統合された供給/排出ノズル70により吸着材14の充填を行ってもよい。この場合、供給/排出ノズル70の挿入部71の占有容積は上述したβ(1−α)Aとすることが好適である。また、供給/排出ノズル70を使用する際には、カラム12の両端開口のうち、供給/排出ノズル70が挿入されていない側の開口はキャップ16により封止することが好適である。このようにすることで、吸着材14の充填完了後、供給/排出ノズル70を引き抜くとともに、引き抜きにより露出したカラム12の開口をキャップ16で封止すれば充填工程が終了するので、充填工程を短縮化することが可能となる。なお、挿入部71のうち、カラム12内の吸着材14と接触する部分については、シリコンゴム等の弾性部材で形成することが好適である。
【0047】
さらに、上述の実施形態においては、排出管部13よりも本体部15が幅広のカラムの場合を例に説明したが、このような形状に限るものではなく、例えば、円筒形状のカラムの場合にも本発明を適用可能である。
【符号の説明】
【0048】
10 血液吸着器、11 供給管部、12 カラム、13 排出管部、14 吸着材、15 本体部、16 キャップ、24 フィルタ、26 Oリング、28 カラム固定用リング、30 封止キャップ、32 フランジ、34 通液ポート、40 充填装置、42 供給ノズル、44 排出ノズル、46 貯留タンク、47 懸濁液、50 供給ノズルの固定部、51 排出ノズルの固定部、52 供給ノズルの挿入部、53 排出ノズルの挿入部、55 排出ノズルの開口、56 フィルタ、58 流量センサ、60 排出口、62 気泡、70 供給/排出ノズル、71供給/排出ノズルの挿入部。
【技術分野】
【0001】
本発明は、血液吸着器の製造方法及び製造装置に関する。
【背景技術】
【0002】
近年、「アフェレシス」と呼ばれる血液浄化技術が進歩しており、中でも特に直接血液灌流療法(DHP:Direct Hemo Perfusion)と呼ばれる治療技術が普及している。直接血液灌流療法は患者の血液を直接吸着材に接触させて血液を浄化させる治療技術である。当該療法は血液から血漿を分離して吸着材に吸着させる血漿分離法などの他の治療技術と比較して装置構成が簡便になることから、近年急速に普及している。
【0003】
直接血液灌流療法に用いられる医療機器として血液吸着器が知られている。血液吸着器は筒形状のカラムと、カラム内に充填された吸着材と、カラムの両端開口を封止するキャップを備えている。さらにキャップには体外循環血液回路に接続される通液ポートが設けられている。カラム両端の一方の通液ポートから血液を流入させ、カラム内を通過させた後に他方の通液ポートから血液を流出させる。血液をカラム内に通過させる際に吸着材により血液中の病因物質が吸着される。
【0004】
カラム内に吸着材を充填するには、図9に示すように、カラム104の両端開口部を塞ぐキャップ106の一方の通液ポート108を開放し、さらに水などの液体に吸着材を混合させた懸濁液(スラリー)を血液吸着器100の導入ポート102から導入する。キャップ106にはカラム104の開口部を覆うようにフィルタ110が設けられており、これにより吸着材112の通り抜けが防止されるとともに液体が通液ポート108から排出される。
【0005】
カラム内に充填される吸着材の充填量はカラム内の血液の流れや吸着効率などに基づいて決定される。すなわち、カラム内に吸着材を過密に充填させるとカラム内の血液の流れが滞る。一方、カラム内の吸着材を過度に低密度に充填させると吸着効率が下がる。そこで、血液の滞留を防ぐとともに吸着効率を確保するために吸着材の充填率には目標値が定められる。例えばカラムの内容積に対して吸着材のかさ体積が60%以上99%以下、好ましくは80%以上95%以下となるように吸着材の充填量が定められる。
【0006】
吸着材の充填率を求める手段として、例えば特許文献1のように圧力損失を利用する手段が知られている。すなわち、カラム104内に吸着材112が溜まるにつれてカラム内の圧力損失が増加して液体の排出量が低減する。ここで、吸着材112の充填率変化に対する液体の流量変化の関係が予め実測等により求められている。上記関係と、通液ポート108から排出される液体の流量変化とを用いることで、吸着材の充填率を推定することができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭63−160668号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、図9に示すように、カラム104内に残留する気泡114がフィルタ110に付着することにより液体の流れが妨げられ、その結果圧力損失が増加する場合がある。したがって、圧力損失に基づいて吸着材の充填率の推定を行う方法では、実際の充填率とは異なる推定値が算出され、吸着材の正確な充填を行うことができないおそれがあった。
【0009】
本発明は、このような事情に鑑みてなされたものであり、吸着材をカラム内に充填する際に、予め決められた所定充填量で正確に充填することが可能な血液吸着器の製造方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、カラム内に吸着材が充填された血液吸着器の製造方法に関するものである。当該製造方法においては、前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填する。
【0011】
また、上記発明において、前記カラム内に前記カラムの内容積の所定割合を占める内容積調整部材を配置した状態において前記カラム内に前記吸着材を充填することが好適である。
【0012】
また、上記発明において、前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることが好適である。
【0013】
また、上記発明において、前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有することが好適である。さらに、前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することが好適である。
【0014】
また、本発明は、カラム内に吸着材が充填された血液吸着器の製造装置に関するものである。当該製造装置においては、前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填する。
【0015】
また、上記発明において、前記カラム内に配置され、前記カラムの内容積の所定割合を占める内容積調整部材を備えることが好適である。
【0016】
また、上記発明において、前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることが好適である。
【0017】
また、上記発明において、前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有することが好適である。さらに、前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することが好適である。
【発明の効果】
【0018】
本発明によれば、所定の充填量で、吸着材をカラムに正確に充填することが可能となる。
【図面の簡単な説明】
【0019】
【図1】本実施形態に係る血液吸着器を例示する図である。
【図2】本実施形態に係る充填装置を例示する図である。
【図3】充填工程を説明する図である。
【図4】充填工程を説明する図である。
【図5】充填工程を説明する図である。
【図6】充填工程を説明する図である。
【図7】本実施形態に係る充填装置を例示する図である。
【図8】充填工程を説明する図である。
【図9】従来の充填工程を説明する図である。
【発明を実施するための形態】
【0020】
図1に、本実施形態に係る血液吸着器10を例示する。血液吸着器10は、カラム12と、吸着材14と、キャップ16とを含んで構成される。
【0021】
カラム12は、吸着材14を収容することのできる内容積を備えた部材である。カラム12は、例えば、両端に開口を備えた略筒形状の部材から構成することができる。また、カラム12は、吸着材14の重量に抗して形状を維持し得る程度の剛性を備える材料から構成してもよく、例えば、ポリカーボネートから構成することができる。
【0022】
また、カラム12は、供給管部11、排出管部13及び本体部15を備えることが好適である。本体部15は、吸着材14が充填される主要部分であり、供給管部11及び排出管部13は、本体部15の両端から突出するように形成された管状部分である。カラム12内に吸着材14を充填する際に、供給管部11には後述する供給ノズル42が挿入され、排出管部13には後述する排出ノズル44が挿入される。また、本体部15と供給管部11及び排出管部13とは境界bにおいて幅が変化しており、本体部15は供給管部11及び排出管部13よりも幅広に形成されている。
【0023】
吸着材14は血液中の病因物質に対する吸着能を備えた部材である。吸着材14は、例えば疎水性高分子樹脂を主成分とした高分子樹脂から構成することができる。具体的には、ポリアリレート樹脂(PAR)、ポリエーテルスルホン樹脂(PES)、ポリスルホン樹脂(PSF)からなる群から選択された少なくとも1種を用いることができる。また、吸着材14はカラム12内に充填可能な形状を備えており、例えば供給管部11の開口径よりも小さい径の粒状体(ビーズ)から構成することができる。このとき、吸着材14の平均粒経は、200μm以上3000μm以下とすることが好適である。
【0024】
キャップ16は、フィルタ24、Oリング26、カラム固定用リング28及び封止キャップ30を含んで構成される。キャップ16は、供給管部11及び排出管部13の開口を封止するための部材である。
【0025】
フィルタ24は、血液浄化時にカラム12内の吸着材14の漏出を防ぎつつ血液を通過可能とする部材である。フィルタ24は、例えば、通液ポート34と同径かそれよりも径を大きく構成するとともに、当該通液ポート34を覆うように配置することができる。Oリング26は、カラム内12を流れる血液の漏出を防止するための部材である。例えば、カラム固定用リング28が供給管部11及び排出管部13のフランジ32に装着される際に、カラム固定用リング28とフランジ32の間にOリング26を挟んで配置する。また、封止キャップ30は、カラム固定用リング28の通液ポート34を塞ぐ部材である。血液浄化を行う際には、カラム固定用リング28から封止キャップ30を取り外し、通液ポート34と体外循環血液回路(図示せず)とを接続して使用する。
【0026】
次に、カラム12内に吸着材14を充填する充填装置について図2を用いて説明する。充填装置40は、供給ノズル42、排出ノズル44及び貯留タンク46を含んで構成される。
【0027】
貯留タンク46は、吸着材14と水等の液体(分散媒)が混合された懸濁液47を貯留する。貯留タンク46からカラム12に向かって、所定の送液圧で懸濁液47が送り込まれる。送液圧は、吸着材14が潰れない程度の圧力であることが好適であり、例えば、10kPa以上100kPa以下の圧力に設定することが可能である。
【0028】
供給ノズル42は、カラム12に懸濁液を供給する部材である。供給ノズル42は、固定部50と挿入部52とを含んで構成される。固定部50は、供給管部11に供給ノズル42を固定する部材である。固定部50は、例えば、ねじ込みなどの手段によって供給管部11のフランジ32に固定部50を固定させるものとすることができる。このとき、固定部50とフランジ32との間にOリング26を挟むことで、吸着材14を充填する際に懸濁液の漏出を防止することができる。
【0029】
挿入部52は、供給管部11内に挿入される部材である。挿入部52が供給管部11内に挿入されることでカラム12の内容積(吸着材14を充填できる容積)が低減される。したがって、挿入部52はカラム12に対して内容積調整部材としての機能を有している。また、挿入部52の供給管部11への挿入長さは変更可能であることが好適である。例えば、挿入部52を大径ノズルと小径ノズル等の複数の径の異なるノズルから構成するとともに、大径ノズルの中に小径ノズルを収容可能とすることで挿入部52の長さが伸縮可能となるように構成する。このようにすることで、挿入部52がカラム12の内容積に占める割合を変更することが可能となる。また、挿入部52には開口52aが設けられ、当該開口52aからカラム12内に懸濁液を供給することが可能である。
【0030】
排出ノズル44は、固定部51、挿入部53、フィルタ56及び流量センサ58を含んで構成される。排出ノズル44は、カラム12内に供給される懸濁液のうち、分散媒である液体を排出する部材である。供給ノズル42の固定部50及び挿入部52と同様に、排出ノズル44の挿入部53を排出管部13へ挿入するとともに固定部51により排出管部13に固定した状態でカラム12内の液体を排出する。挿入部53が排出管部13内に挿入されることでカラム12の内容積(吸着材14を充填できる容積)が低減される。したがって、挿入部53はカラム12に対して内容積調整部材としての機能を有している。また、挿入部53の排出管部13への挿入長さは変更可能であることが好適である。こうすることで、排出管部13がカラム12の内容積に占める割合を変更することが可能となる。
【0031】
フィルタ56は、カラム12内の吸着材14の漏出を防ぎつつ、吸着材充填時に供給される液体(分散媒)を通過可能とする部材である。フィルタ56は、挿入部53から排出口60までの経路上に設けられ、例えば、挿入部53の開口55を覆うように設けることが好適である。なお、後述するようにカラム12内の気泡の除去を容易にするために、フィルタ56の孔径(オープニングサイズ)は、キャップ16のフィルタ24の孔径より大きくすることが好適である。
【0032】
流量センサ58は、排出口60からの液体の排出量を測定可能なセンサである。カラム12内の吸着材14の充填率が高まるにつれてカラム12内の圧力損失は増加する。その結果、吸着材14を含む懸濁液の供給圧力が一定とすると液体(分散媒)の排出量は吸着材14の充填率の増加とともに減少する。
【0033】
次に、吸着材14の充填工程について説明する。図3に示すように、供給ノズル42の挿入部52を供給管部11に挿入した後、固定部50を供給管部11に固定する。同様に、排出ノズル44の挿入部53を排出管部13に挿入した後、固定部51を排出管部13に固定する。なお、図3に示す例では、カラム12を直立状態に立てるとともに、カラム12の下側から上側に向かって吸着材14を溜めるために供給ノズル42を下側(床側)に配置し、排出ノズル44を上側(天側)に配置している。
【0034】
供給ノズル42の挿入部52及び排出ノズル44の挿入部53がカラム12内に挿入されることで、カラム12の内容積が最大値に対して低減された状態となる。この状態で吸着材14の充填が行われる。
【0035】
吸着材14の充填に先駆けて、図4に示すように充填側ノズルから液体を供給してカラム12内を水等の液体で満たしてもよい。吸着材14の充填前にカラム12内を液体で満たすことでカラム12内の気体の除去を効率よく行うことができる。
【0036】
次に、図5に示すように、貯留タンク46の懸濁液をカラム12に供給する。懸濁液中の液体(分散媒)はフィルタ56から排出され、懸濁液中の吸着材14はフィルタ56に遮られてカラム12内に溜まる。これにより、カラム12内に吸着材14が充填される。
【0037】
本実施の形態では、排出ノズル44の挿入部53及び供給ノズル42の挿入部52がカラム12内に挿入された状態、すなわちカラム12内の内容積が挿入部52,53によって狭められた状態において充填材14が充填される。
【0038】
挿入部52,53によるカラム12内の占有容積は、カラム12の最大内容積とカラム12に充填される吸着材14の充填量に応じて設定することが好適である。ここで、カラム12の最大内容積とは、カラム12内に何も充填されていない状態の容積を指している。また、カラム12の最大内容積に対して吸着材14の充填率が定められる。カラム12の最大内容積をAとし、吸着材の目標充填率をαとすると、吸着材14の目標かさ体積(充填量)はαAと表すことができる。カラム12の内容積Aから目標かさ体積αAを引くと非充填容積(1−α)Aが求められる。この非充填容積の少なくとも一部を挿入部52,53によって占有されるカラム12内の占有容積として割り当てることが好適である。占有容積の非充填容積(1−α)Aに占める割合(以下これを占有割合と呼ぶ)をβとすると、占有容積はβ(1−α)Aで表すことができる。例えば、占有容積β(1−α)Aを供給ノズル42の挿入部52及び排出ノズル44の挿入部53のそれぞれに均等に分配すると、挿入部52及び挿入部53のそれぞれの占有容積はそれぞれβ(1−α)A/2とすればよい。
【0039】
なお、かさ体積とは、懸濁液をメスシリンダー等の液体計測器に移し取って所定時間(例えば1時間)静置させた後の、吸着材14の体積値を示す。
【0040】
ここで、吸着材14を過密に充填するとカラム12内の血液の流れが滞り、他方で過度に低密度に充填すると吸着効率が低くなることから、吸着材14の充填率αはカラム12の最大内容積Aの60%以上99%以下、好ましくは80%以上95%以下とすることが好適である。吸着材14が詰め込まれることで図6に示すようにカラム12内に残留した気泡62がフィルタ56を介してカラム12外に追い出される。
【0041】
カラム12内へ懸濁液を供給し、流量センサ58による流量の測定値の変化に基づいて、吸着材14が所望量αA充填されるまで充填処理を行う。例えば、図6の場合では、非充填容積(1−α)Aのすべてを挿入部52、53の占有容積として割り当てており、吸着材14がαA充填された状態においてカラム12内の容積は吸着材14と挿入部52、53によって占められることになり、上述した送液圧のもとでは排液量は一定量に収束する。したがって、流量センサ58の測定値が一定値もしくは一定値近傍になった際に吸着材14の充填を終了する。
【0042】
吸着材14の充填が終了すると、供給ノズル42及び排出ノズル44の天地を逆転させる。さらに供給ノズル42をカラム12から引き抜く。さらに供給ノズル42が引き抜かれた側のカラム12の開口をキャップ16で封止する。
【0043】
さらにカラム12の天地を逆転させる。続いて排出ノズル44をカラム12から引き抜く。さらに排出ノズル44が引き抜かれた側のカラム12の開口をキャップ16で封止する。以上で充填工程が完了する。
【0044】
なお、図7に示すように、挿入部53が排出管部13と本体部15との境界bから突出してしまうと、排出管部13の突出部分とカラム12の本体部15の内壁との隙間に気泡62が滞留し、気泡62を挿入部53の開口55から排出し難くなる。そこで、挿入部53は、排出管部13に挿入された状態において排出管部13と本体部15の境界bから突出しない形状とすることが好適である。例えば、挿入部53のカラム長手方向の長さL1は、排出管部13のカラム長手方向の長さL2以下とすることが好適である。これにより、気泡62の除去がより確実となる。
【0045】
この場合、挿入部53の断面積をSとすると挿入部53のカラム12内の占有容積はL2×S以下となる。そこで、供給ノズル42及び排出ノズル44の占有容積β(1−α)Aから挿入部53の占有容積L1×Sを引いた値(β(1−α)A)−(L1×S)を供給ノズル42の挿入部52の占有容積として定めることが好適である。
【0046】
また、上述の実施形態においては吸着材14の充填と液体の排液を別々のノズルで行っていたが、これを統合させてもよい。すなわち、図8に例示するように、供給ノズルと排出ノズルが統合された供給/排出ノズル70により吸着材14の充填を行ってもよい。この場合、供給/排出ノズル70の挿入部71の占有容積は上述したβ(1−α)Aとすることが好適である。また、供給/排出ノズル70を使用する際には、カラム12の両端開口のうち、供給/排出ノズル70が挿入されていない側の開口はキャップ16により封止することが好適である。このようにすることで、吸着材14の充填完了後、供給/排出ノズル70を引き抜くとともに、引き抜きにより露出したカラム12の開口をキャップ16で封止すれば充填工程が終了するので、充填工程を短縮化することが可能となる。なお、挿入部71のうち、カラム12内の吸着材14と接触する部分については、シリコンゴム等の弾性部材で形成することが好適である。
【0047】
さらに、上述の実施形態においては、排出管部13よりも本体部15が幅広のカラムの場合を例に説明したが、このような形状に限るものではなく、例えば、円筒形状のカラムの場合にも本発明を適用可能である。
【符号の説明】
【0048】
10 血液吸着器、11 供給管部、12 カラム、13 排出管部、14 吸着材、15 本体部、16 キャップ、24 フィルタ、26 Oリング、28 カラム固定用リング、30 封止キャップ、32 フランジ、34 通液ポート、40 充填装置、42 供給ノズル、44 排出ノズル、46 貯留タンク、47 懸濁液、50 供給ノズルの固定部、51 排出ノズルの固定部、52 供給ノズルの挿入部、53 排出ノズルの挿入部、55 排出ノズルの開口、56 フィルタ、58 流量センサ、60 排出口、62 気泡、70 供給/排出ノズル、71供給/排出ノズルの挿入部。
【特許請求の範囲】
【請求項1】
カラム内に吸着材が充填された血液吸着器の製造方法であって、
前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造方法。
【請求項2】
請求項1に記載の血液吸着器の製造方法であって、
前記カラム内に前記カラムの内容積の所定割合を占める内容積調整部材を配置した状態において前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造方法。
【請求項3】
請求項2に記載の血液吸着器の製造方法であって、
前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることを特徴とする血液吸着器の製造方法。
【請求項4】
請求項3に記載の血液吸着器の製造方法であって、
前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、
前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有し、
前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造方法。
【請求項5】
カラム内に吸着材が充填された血液吸着器の製造装置であって、
前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造装置。
【請求項6】
請求項5に記載の血液吸着器の製造装置であって、
前記カラム内に配置され、前記カラムの内容積の所定割合を占める内容積調整部材を備えることを特徴とする血液吸着器の製造装置。
【請求項7】
請求項6に記載の血液吸着器の製造装置であって、
前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることを特徴とする、血液吸着器の製造装置。
【請求項8】
請求項7に記載の血液吸着器の製造装置であって、
前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、
前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有し、
前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造装置。
【請求項1】
カラム内に吸着材が充填された血液吸着器の製造方法であって、
前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造方法。
【請求項2】
請求項1に記載の血液吸着器の製造方法であって、
前記カラム内に前記カラムの内容積の所定割合を占める内容積調整部材を配置した状態において前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造方法。
【請求項3】
請求項2に記載の血液吸着器の製造方法であって、
前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることを特徴とする血液吸着器の製造方法。
【請求項4】
請求項3に記載の血液吸着器の製造方法であって、
前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、
前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有し、
前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造方法。
【請求項5】
カラム内に吸着材が充填された血液吸着器の製造装置であって、
前記カラムの内容積を最大値に対して低減させた状態において前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造装置。
【請求項6】
請求項5に記載の血液吸着器の製造装置であって、
前記カラム内に配置され、前記カラムの内容積の所定割合を占める内容積調整部材を備えることを特徴とする血液吸着器の製造装置。
【請求項7】
請求項6に記載の血液吸着器の製造装置であって、
前記内容積調整部材は、前記カラムへの挿入長さを可変にすることで、前記カラムの内容積に占める割合を変更可能であることを特徴とする、血液吸着器の製造装置。
【請求項8】
請求項7に記載の血液吸着器の製造装置であって、
前記内容積調整部材は、前記吸着材と共に前記カラム内に供給される流体を排出するノズル部を備え、
前記カラムは、排出管部と、前記排出管部より幅広である本体部と、を有し、
前記吸着材の充填時において、前記ノズル部が前記排出管部と前記本体部との境界から突出しないように前記ノズル部を前記排出管部に挿入した状態で前記カラム内に前記吸着材を充填することを特徴とする血液吸着器の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−95682(P2013−95682A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−238221(P2011−238221)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000226242)日機装株式会社 (383)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000226242)日機装株式会社 (383)
【Fターム(参考)】
[ Back to top ]