
血管内移植切片を製造するための方法及び装置
【課題】医療装置、特に血管内移植体またはその切片をePTFE及び信頼性、効率性、コスト効率の高い同様の材料から製造するための装置及び方法を提供する。
【解決手段】可融材料の層113が成形部材上に配置され、移植体105の所望部分に膨張性チャネル116を形成する形態で層間にシーム123が形成される。シーム形成後、膨張性チャネルの可融材料は、チャネルの膨張中に可融材料の外側層を保持するためにモールド内に固定される。血管内移植体の可撓性材料部のフラップを拡張可能部材の一部回りで折り返してループ部を形成することによって、血管内移植体にジョイントを作ることができる。フラップは、拡張可能部材に対する張力をフラップの繋止部に対するせん断力に変えるようにループ状に繋止され得る。
【解決手段】可融材料の層113が成形部材上に配置され、移植体105の所望部分に膨張性チャネル116を形成する形態で層間にシーム123が形成される。シーム形成後、膨張性チャネルの可融材料は、チャネルの膨張中に可融材料の外側層を保持するためにモールド内に固定される。血管内移植体の可撓性材料部のフラップを拡張可能部材の一部回りで折り返してループ部を形成することによって、血管内移植体にジョイントを作ることができる。フラップは、拡張可能部材に対する張力をフラップの繋止部に対するせん断力に変えるようにループ状に繋止され得る。
【発明の詳細な説明】
【技術分野】
【0001】
関連出願に対する相互参照
本出願は、「血管内移植切片を製造するための方法及び装置(Method and Apparatus for Manufacturing an Endovascular Graft Section)」と題された米国特許出願第10/029,557号、チョボトフ等(Chobotov et al.)により出願されて「血管内移植材料を成形するための方法及び装置(Method and Apparatus for Shape Forming Endovascular Graft Material)」と題された米国特許出願第10/029,570号及びチョボトフ等により出願されて「血管内移植体ジョイント及び製造方法(Endovascular Graft Joint and Method for Manufacture)」と題された米国特許出願第10/029,584号の一部継続出願である。上記出願の全ては本出願人が所有すると共に、2001年12月20日に提出されている。また、上記各出願は参照したことでその全体が本出願に援用される。
【0002】
本出願は、また2001年12月20日に提出されたチョボトフ等により出願され「先進的血管内移植片」と題された米国特許出願第10/029,559号にも関連し、その全ての開示内容は参照したことで本出願に全面的に援用される。
【0003】
本明細書において論じられる装置及び方法の実施形態は、患者の体内管または管腔、特に腹部大動脈瘤などの症状の影響を受けている体内管または管腔を置換、強化またはバイパスするために使用される体内装置を製造するためのシステムに関するものである。
【背景技術】
【0004】
腹部大動脈瘤を治療するための既存の方法としては、動脈の患部を置換するように移植体を使用する侵襲的外科方法がある。外科及び麻酔技術の改良によって術前及び術後の羅病率及び死亡率は減少しているが、外科的修復に伴う大きなリスク(心筋梗塞及び冠動脈疾患に関連するその他の合併症を含む)は依然として存在する。
【0005】
かかる外科的処置固有の危険及び複雑さゆえに、大動脈瘤について移植体を血管内配備する別の修復方法を開発するために、様々な試みが行われてきた。このような方法のひとつとして、カテーテルを中心とするシステムによって移植体及びステント移植体を経皮的送り込む非侵襲的技法が挙げられる。かかる方法については非特許文献1に説明されている。ローレンス等は、上記非特許文献1の中で、ギアンターコ(Gianturco)に対して付与された特許文献1に開示されるギアンターコステントの使用について説明している。このステントは血管内にDacron(登録商標)布移植体を配置するために使用される。Dacron(登録商標)移植体はカテーテル内で圧縮された後、治療対象となる血管内に配備される。
【0006】
同様の処置が、非特許文献2に説明されている。ミリッチ等は、非特許文献2においてナイロン布によって被覆され且つ遠位端及び近位端で棘部(barb)によって繋止される自己拡張性金属構造体について説明している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第4,580,568号明細書
【非特許文献】
【0008】
【非特許文献1】ローレンス(Lawrence, Jr.)等、「経皮血管内移植体:実験評価(Percutaneous Endovascular Graft: Experimental Evaluation)」、Radiology、1987
【非特許文献2】ミリッチ(Mirich)等、「大動脈瘤用血管内移植体の経皮配置:実現可能性調査(Percutaneously Placed Endovascular Grafts for Aortic Aneurysms: Feasibility Study)」、Radiology、1989
【発明の概要】
【発明が解決しようとする課題】
【0009】
経皮的に送り込まれる移植体及びステント移植体の改良は、移植体本体に発泡ポリテトラフルオロエチレン(ePTFE)等の材料を使用した結果として行われている。この材料及びこれと同様の他の材料は、臨床的に有利な特性を持っている。しかし、ePTFEから移植体を製造するのは困難で高コストとなる可能性がある。例えば、ePTFEを接着剤等の従来の方法で接合するのは困難である。さらに、ePTFEのタイプに応じて、この材料は異方性の挙動を示す。移植体は一般に動脈系に配備されるが、この環境は動的であり、装置を大きな屈曲および流体圧力の流れの変化にさらすこととなる。このため、移植体の境界面、特に柔らかい材料と比較的硬いまたは高強度の材料との間の境界面に周期的な且つ場合によっては破壊的な応力が生じる。
【0010】
したがって、ePTFE及び信頼性、効率性、コスト効率の高い同様の材料から、患者の体内管または管腔を置換、強化またはバイパスするために使用される体内装置を製造するための方法及び装置が必要とされる。
【課題を解決するための手段】
【0011】
一つの態様においては、本発明の実施形態は、血管内移植切片の可融材料の重なる層間に一つまたはそれ以上のシームを作るように構成されるシーム形成装置を有する。この装置は、スタイラスと、制御可能なパターンでスタイラスに対して相対的に移動可能なマウントシステムとを有する。少なくとも1つのモータがマウントシステムに接続され、モータは予め定められたパターンでスタイラスに対して相対的にマウントシステムを移動させる予めプログラムされたデータベースによって制御可能である。一部の実施形態においては、スタイラスはばね荷重式であるか、または側方向、軸方向またはその両方に作動せしめられる。
【0012】
シーム形成装置の一つの特定の実施形態は、少なくとも5台のモータを有し、これらモータはマウントシステムに接続され各モータについて異なる自由度でスタイラスに対して相対的にマウントシステムを移動させるように構成されるコンピュータ数値制御(CNC)等の自動化技法を使用する予めプログラムされたデータベースによって制御される。この実施形態では上述した実施形態及びその他の実施形態と同様に、自動的にまたは半自動的にオペレータが血管内移植体の切片またはその他の装置を確実に形成できるようにする。
【0013】
使用に際して、オペレータは、血管内移植体を構成する可融材料の層をマウントシステムの上に配置する。予めプログラムされたデータベースは、所望の膨張性チャネル、膨張性カフまたはその他の望ましい形態を形成するために、可融材料の層に所定パターンのシームが形成されるようにスタイラス先端の動きを制御する。上述したように、このようなシステムは、シーム形成システムの自動化につながり、血管内移植体並びにその他の同様の装置の生産において大幅に時間及びコストを節約することができる。このようなシステムは、また、かかる医療装置の製造に正確性及び反復可能性をもたらす。
【0014】
血管内移植体の切片などを形成するための方法の一つの実施形態においては、可融材料の第一の層が成形部材すなわちマンドレル上に配置される。次に、可融材料の第二の層が第一の層の少なくとも一部上に配置されて層の重なり部分を形成する。次に、可融材料の第一の層と第二の層の重なり部分に少なくとも一つの膨張性チャネルを形成するように構成されるシームが可融材料の層に形成される。その後、膨張性チャネルを膨張させ、チャネルが膨張状態にある間にチャネルを構成する可融材料を定着させることができる。一つの実施形態においては、可融材料は発泡ポリテトラフルオロエチレン(ePTFE)であり、ePTFE材料は焼結法によって定着される。シーム形成前にフッ素化エチレンプロピレン共重合体(FEP)及びペルフルオロアルコキシ(PFA)等の材料を可融材料の層の間に配置することもできる。これによって、層間の接着を改善することができる。
【0015】
血管内移植体の切片などを形成するための方法の別の実施形態においては、可融材料の第一の層が成形部材上に配置される。可融材料の第一の層の上に少なくとも一つの拡張可能部材またはその一部が配置され、その後に可融材料の追加層が可融材料の第一の層及び拡張可能部材の少なくとも一部の上に配置される。拡張可能部材に隣接して可融材料の第一の層と追加層との間にシームが形成されて、よって拡張可能部材が可融材料の層に繋止される。次に、可融材料の層を選択的にシームで一緒に溶融して、可融材料の第一の層と第二の層との重なり部分に少なくとも一つの膨張性チャネルが形成され得る。その後、膨張性チャネルが膨張せしめられ、膨張性チャネルが膨張状態にあるときに膨張性チャネルを形成する材料を定着させる。
【0016】
一つの実施形態においては、第一の層上に可融材料の追加層を配置する前に、拡張可能部材及び可融材料の第一の層上またはこれに隣接して溶融加工可能な材料を配置することができる。かかる材料(例えば、FEP、PFA等)を使用することによって、可融材料の層間の接着を容易にすることができ、拡張可能部材と可融材料の層から作られる血管内移植切片との間の動的な相互作用において応力が緩和される。一部の実施形態においては、拡張可能部材は、拡張可能ステントに繋止されるように構成されるコネクタ・リングとされる。拡張可能部材は、また拡張可能ステントまたはこれと同様のものとすることができる。
【0017】
別の態様においては、本発明の実施形態は、少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドに関する。モールドは、少なくとも他の一つのモールド本体部と合わさって主キャビティ部を有する組立て済みモールドを作るように構成される複数のモールド本体部を有する。主キャビティ部は、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときの移植切片の外面輪郭と一致する内面輪郭を有する。一部の実施形態においては、主キャビティ部は、膨張状態にあるときに移植体の膨張性チャネル、膨張性カフ、膨張性長手チャネルまたは膨張性螺旋チャネルに対応するように構成されるチャネル用キャビティ、カフ用キャビティ、長手チャネル用キャビティまたは螺旋チャネル用キャビティを有する。別の実施形態においては、モールドは、複数の円周チャネル用キャビティと、これら円周チャネル用キャビティを横断する少なくとも一つの長手チャネル用キャビティまたは螺旋チャネル用キャビティとを有する。
【0018】
別の実施形態は、少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドの形態である外面抑制装置に関する。モールドは、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を備える主キャビティ部を有する第一のモールド主体部を具備する。また、モールドは、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を備える主キャビティ部を有すると共に第一のモールド主体部と合わさるように構成される第二のモールド主体部を具備する。
【0019】
本発明のさらなる実施形態は、血管内移植体またはその切片の製造に使用するための圧力管路に関する。圧力管路は、入力端と、出力端と、浸透部を有する細長い導管とを有する。浸透部は、入力端からの距離に伴って増大する浸透度勾配を有する。一つの実施形態においては、圧力管路の浸透度は、浸透部に沿って入力端から出力端に向かう方向に1センチメートル当たり約5パーセント〜約20パーセント増大する。一つの実施形態においては、浸透部における浸透度勾配は、細長い導管に設けられ且つ入力端からの距離の増大に伴って直径が増大する複数の出口孔によって得られる。さらに、血管内移植体の複数の膨張性円周チャネルの長手方向の間隔に一致するように、上記出口孔は長手方向に相互に間隔を置いて配置され得る。
【0020】
本発明の別の実施形態は、血管内移植体またはその切片を成形するためのマンドレルを有する。マンドレルは、中間部と、外側横断寸法が中間部の外側横断寸法よりも大きい部分を少なくとも一部有し且つ中間部の第一の端に取外し可能に繋止される第一の端部を有する。第二の端部は中間部の第二の端に配置され、少なくともその一部の外側横断寸法は中間部の外側横断外寸法よりも大きい。特定の実施形態においては、第一の端部及び第二の端部はねじ部によって中間部に取外し可能に繋止され、第一の端部、第二の端部及び中間部の長手軸線が実質的に同軸とされる。別の実施形態においては、中間部は、圧力管路を受容するように構成される中間部外面上の長手溝の形態である圧力管路用凹部を有する。
【0021】
本発明の実施形態は、その切片に少なくとも一つの膨張性カフまたはチャネルを有する血管内移植体またはその切片を製造するための集合体を有する。この集合体は、移植切片の内面を支持するよう構成される外面輪郭を持つ細長い胴体を有するマンドレルを備える。移植切片は、マンドレルの少なくとも一部周りに配置される少なくとも一つの膨張性カフまたは膨張性チャネルを有する。入力端と、出力端と、入力端からの距離に伴って増大する浸透度勾配を有する細長い導管とを備える圧力管路が、移植切片の膨張性カフまたは膨張性チャネルと流体的に連通する。モールドは、少なくとも部分的に移植切片、圧力管路及びマンドレル周りに配置される。モールドは、合わさることで主キャビティ部を有する組立てモールドを形成するように構成される複数のモールド主体部を有する。主キャビティ部は、少なくとも一つの膨張性カフまたは膨張性チャネルが膨張状態にあるときに移植切片の外面輪郭に一致する内面輪郭を有する。この内面輪郭は、少なくとも一つの膨張性カフまたは膨張性チャネルの膨張中にこのカフまたはチャネルの外層を半径方向に抑制するように構成される。一部の実施形態においては、圧力管路の細長い導管の複数の孔が、モールドの円周チャネル用キャビティと実質的に整列せしめられる。
【0022】
また、本発明の実施形態は、血管内移植体またはその切片の膨張性チャネルまたは膨張性カフを成形するための方法を有する。一つの実施形態においては、移植切片は、移植切片の移植材料の層間に形成される少なくとも一つの膨張性チャネルまたは膨張性カフが未膨張状態で用意される。少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応する内面輪郭を備えた主キャビティ部を有するモールドが用意される。次に、移植切片はモールドの主キャビティ部に配置され、未膨張状態の移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが主キャビティ部の対応するチャネル用キャビティまたはカフ用キャビティ内に膨張するように配置される。移植切片がモールドの主キャビティ部内に適切に配置されると、少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させるために、少なくとも一つの膨張性チャネルまたは膨張性カフに加圧ガスが注入される。その後、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに、少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料が定着せしめられる。
【0023】
この方法の特定の実施形態においては、ある浸透度勾配を有する浸透部を備える細長い導管を有する圧力管路が、移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフと流体的に連通せしめられる。その後、圧力管路の浸透部を通じて少なくとも一つの膨張性チャネルまたは膨張性カフに加圧ガスが注入される。さらに、少なくとも一つの膨張性チャネルまたは膨張性カフの膨張前に移植切片内に任意に内部半径方向支持物が配置される。内部半径方向支持物は、加圧ガスの注入中に移植切片の内面を半径方向に支持するために、移植切片をモールドに入れる前に移植切片内に配置されるマンドレルを含む。一つの実施形態においては、少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料が焼結によって定着せしめられる。血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを成形するための方法の一つの実施形態においては、移植切片の膨張性チャネルまたは膨張性カフに加圧液体が注入せしめられる。膨張性チャネルまたは膨張性カフの一部の膨張は、膨張性チャネルまたは膨張性カフに液体を注入した状態で移植材料の定着中に加圧液体を沸騰させて得られる蒸気圧によって行われる。
【0024】
別の態様においては、本発明の実施形態は、コネクタ部材と血管内移植体またはその切片の可撓性材料部との間のジョイントの形成に関する。可撓性材料部のフラップは、コネクタ部材に加えられる張力がフラップの定着部に対する力のせん断成分に変えられるように、コネクタ部材の少なくとも一部周りに定着せしめられる。このような形態によれば、凹凸が小さく且つ断面質量の小さい高強度のジョイントが得られ、よって患者の体内導管に柔軟且つ小さい凹凸で経皮的に送り込むために移植体を半径方向に圧縮することが可能になる。また、このような接合方法は、移植体の製造を容易にする。コネクタ部材は、拡張可能ステントまたはステント移植装置のその他の構成要素への連結に適する環状コネクタ部材とすることができる。
【0025】
本発明の別の実施形態は、可撓性材料部及びジョイントによって可撓性材料部に繋止される横向き部材または円周向き部材を有する血管内移植体またはその切片に関する。ジョイントは、横向き部材または円周向き部材周りにループ部を形成するように折り返される可撓性材料のフラップを少なくとも一つ有する。フラップは、ループ形態で繋止される。本実施形態及び本明細書において説明される他の実施形態のフラップは、接着及び熱機械的圧密またはシーム形成を含めて多様な方法によってループ状に繋止せしめられる。シーム形成を含めて熱機械的圧密は、可撓性材料部に可融材料が使用される場合に特に有益である。横向き部材または円周向き部材としては、コネクタ部材、拡張可能ステント、またはこれらの一部等が考えられる。
【0026】
横向き部材または円周向き部材を血管内移植体またはその切片の可撓性材料部に繋止するための方法の一つの実施形態について次に説明する。横向き部材または円周向き部材は、血管内移植体またはその切片の可撓性材料部のフラップ付近に配置される。次にフラップは横向き部材周りにフラップのループ部を形成するように横向き部材または円周向き部材の少なくとも一部上に折り返される。次にフラップはループ形態で繋止される。横向き部材または円周向き部材としては、拡張可能ステント、拡張可能ステントに繋止されるように構成されるコネクタ部材、またはステント移植装置のその他の構成要素が考えられる。
【0027】
本発明の実施形態の上記利点及びその他の利点は、例示的な添付図面を参照して以下の本発明の詳細な説明からさらに明らかになるであろう。
【図面の簡単な説明】
【0028】
【図1】可融材料の層が成形マンドレルに配置されるところを示す。
【図2】成形マンドレル上に配置された可融材料の第一の層を示す。
【図2A】図2の線2A−2Aに沿った図2の可融材料の第一の層及び成形マンドレルの横断面図である。
【図3】可融材料の追加層が成形マンドレル上に配置されるところを示す。
【図4】可融材料の第一の層が器具によってトリミングされるところを示す。
【図5】図4の線5−5に沿った図4の可融材料の層及び成形マンドレルの横断面図である。
【図6】可融材料の追加層が成形マンドレルに配置されるところを示す。
【図7】図6の可融材料の第一の層及び追加層に膨張管路が配置されるところを示す。
【図7A】図7の膨張管路の形成過程を示す。
【図7B】図7の膨張管路の形成過程を示す。
【図8】図7の可融材料の層に配置される二つの拡張可能部材を示す。
【図9】組立て中に移植本体部のコネクタ部材に隣接して接着剤または溶融加工可能材料を配するところを示す。
【図10】可融材料の追加層が移植本体部に配置されるところを示す。
【図11】コネクタ部材に隣接する移植本体部の第一の端及び第二の端から余分な可融材料がトリミングされるところを示す。
【図12】可融材料がトリミングされて取り除かれた後の移植本体部の立面図である。
【図13A】5軸シーム形成装置の右側から見た側面図である。
【図13B】5軸シーム形成装置の左側から見た側面図である。
【図13C】図13A及び図13Bの5軸シーム形成装置の正面図である。
【図13D】横断面図で描かれた円筒形成形部材と接するスタイラス先端を示しており、スタイラス先端の軸線が成形部材との接点において成形部材の接線に対して所定角度を成している。
【図13E】実質的に平坦な可融材料の複数の層と接触するスタイラス先端を示しており、スタイラス先端の長手軸線が可融材料の層の表面に直交する線に対して所定角度を成している。
【図13F】シーム形成装置の正面図であり、成形マンドレル及び成形マンドレル上の移植本体部がシーム形成部材のマウントシステムのチャックに配置されている。
【図13G】移植本体部の可融材料の層と接触するスタイラスの遠位端すなわち先端を示す。
【図13H】移植本体部の可融材料の層と接触するスタイラスの先端が該層にシームを形成しているところを示す。
【図14】シーム形成装置のスタイラス先端によって成形マンドレル上の可融材料の層に膨張チャネルが形成されるところを示す。
【図15】チャネル形成が完了した移植本体部、及び膨張性チャネルを膨張させるために膨張性チャネル網に注入されている加圧流体を示す。
【図16A】シーム形成装置によって形成される膨張性チャネルの膨張中に使用するための2体組みモールドの片方についての実施形態を示す。
【図16B】両方のモールド内の成形マンドレル及び移植本体部を示す端面図である。
【図16C】モールド・キャビティ内に配置される移植本体部及び成形マンドレルを示しており(図を明快にするためにモールドの片方は取り除かれている)、可融材料の定着または焼結中に膨張性チャネルを膨張状態に保つために流体が移植本体部の膨張性チャネルに注入されている。
【図17】点線で示されるように加圧流体によってモールドの一部のキャビティに可融材料の外側層が押し込まれるところを示す。
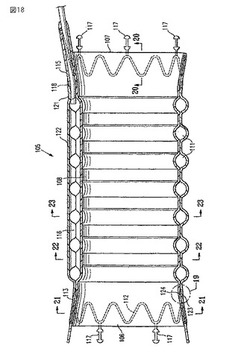
【図18】本発明の膨張性血管内移植体の実施形態の部分断面立面図である。
【図19】図18の番号19で示される破線の円の部分についての図18の移植体の拡大図である。
【図20】図18の線20−20に沿った拡大断面図である。
【図21】図18の線21−21に沿った図18の移植体の横断面図である。
【図22】図18の線22−22に沿った図18の移植体の横断面図である。
【図23】図18の線23−23に沿った図18の移植体の横断面図である。
【図24】圧力管路用凹部を有する成形マンドレルの実施形態の立面図である。
【図25】線25−25に沿った図24の成形マンドレルの横断面図である。
【図26】線26−26に沿った図24の成形マンドレルの横断面図である。
【図27】モールド本体部の端面図である。
【図28】モールド本体部の長手断面側面図である。
【図29】他方のモールド本体部から分離されているモールド本体部の斜視図である。
【図30】本発明の特徴を有する圧力管路の立面図を示す。
【図31】線31−31に沿った図30の圧力管路の横断面図である。
【図32】圧力管路の一部のD字状の形態を示す線32−32に沿った図30の圧力管路の横断面図である。
【図33】線33−33に沿って見た図30の出口ポートを備えた圧力管路の横断面図である。
【図34】モールド・キャビティ部に配置される移植切片及び成形マンドレルを示しており、図を明快にするためにモールド本体部の一方は図示されていない。
【図35】図34の線35−35に沿った、移植切片と、血管内移植体を成形するためのマンドレルと、可融材料の層内に埋め込まれた圧力管路との横断面図である。
【図36】図35の円で囲んだ領域36における可融材料の層内の圧力管路を示す拡大図である。
【図37】モールド・キャビティ部内に配置される移植切片及び成形マンドレルの部分切取り上面図であり、圧力管路が移植体の長手チャネル内に配置されており且つガスが移植切片の圧力管路内に注入されて膨張性チャネル及び膨張性カフを膨張させているところを示しており、図を明快にするためにモールド本体部の一方は図示されていない。
【図38】モールド・キャビティ部内に配置される移植切片及び成形マンドレルの部分切取り上面図であり、長手チャネル内に配置される圧力管路及び膨張状態の膨張性チャネル及び膨張性カフを示しており、図を明快にするためのモールド本体部の一方は図示されていない。
【図39】モールド・キャビティ部内に配置される移植切片及び成形マンドレルの別の実施形態の部分切取り上面図であり、膨張状態の膨張性螺旋チャネルと流体的に連通する一時的膨張チャネル内に配置される圧力線路を示しており、図を明快にするためのモールド本体部の一方は図示されていない。
【図40】一時膨張チャネルが密閉されている図39の移植切片を示す。
【図41】圧力管路が一時的膨張チャネル内に配置されている状態にある場合における、モールド・キャビティ部内に配置される移植切片及び成形マンドレルの別の実施形態の部分切取り上面図であり、図を明快にするためにモールド本体部の一方は図示されていない。
【図42】一時的膨張チャネルが選択された部分で密閉されている図41の移植切片を示す。
【図43】本発明の特徴を有する血管内移植体の実施形態の長手断面立面図である。
【図44A】図43の線44A−44Aに沿った図43の血管内移植体の一部の横断面図であり、血管内移植体の横向き部材と可撓性材料部との間のジョイントの実施形態を示している。
【図44B】図44Aのジョイントの斜視図である。
【図45】血管内移植体の一部の横断面図であり、血管内移植体の横向き部材と可撓性材料部との間のジョイントの実施形態を示している。
【図46】血管内移植体の一部の横断面図であり、血管内移植体の横向き部材と可撓性材料部との間のジョイントの実施形態を示している。
【図47】血管内移植体を製造するための方法の斜視図であり、血管内移植体の可撓性材料部のフラップが横向き部材周りにループ状に形成されている。
【図48】図47の血管内移植体の斜視図であり、血管内移植体の可撓性材料部の複数のフラップが横向き部材の一部周りにループ状に形成されている。
【図49】図47及び48の血管内移植体の斜視図であり、可撓性材料の外側層がフラップ部に被せて配置されている。
【図50】可撓性材料の第一の層及び可撓性材料の第二の層を有する血管内移植体の管状切片を示しており、可撓性材料のフラップが可撓性材料の第二の層に形成されると共に横向き部材周りのループ部に形成され、横向き部材周りにループ状に繋止されている。
【発明を実施するための形態】
【0029】
図1は、細長いドラム11上に貯蔵される可融材料10のシートを示す。ドラム11は回転可能であり、その横断面はほぼ円形であり、ドラムの長手方向中央12の横断寸法は両端の横断寸法よりも大きい。可融材料のシート10は、血管内移植体16の本体部15を形成するように、細長いドラムから単一層13で、円筒状またはテーパ(円錐)状の成形部材またはマンドレル14の形態の内面支持手段に巻き取られる。本体部15は、近位端17及び遠位端18を有する。本出願において、血管内移植装置に関して、近位端17とは、装置が患者体内の導管に配備されるときに、通常は血液である体液の対向する流れに向かう移植体の端を意味する。移植体の遠位端18は近位端の反対側の端である。
【0030】
可融材料の単一層13とは、一般に機械的操作によってそれ以上の層に容易には分離されない1枚のシートを意味する用語である。成形マンドレル14はほぼ円筒形であるが、他の形状にすることも可能である。図1および図2に示されるマンドレル14の中間部20の横断寸法は、第一の端部21及び第二の端部22の横断寸法より小さい。成形マンドレルは、第一の端部において第一のテーパ部を有し且つ第二の端部において第二のテーパ部を有する。可融材料のシート10は、細長いドラム11から矢印11aに示される方向に、可融材料の第一の層10の先端25が成形マンドレル14の外面14aに沿って長手方向に向けられた状態で、巻き取られる。
【0031】
図1に示される実施形態における可融材料は、厚みが約0.0127mm(0.0005inch)〜約0.254mm(0.010inch)、特に約0.0254mm(0.001inch)〜約0.0762mm(0.003inch)であるePTFEである。成形マンドレル14に配置されまたは巻き取られるシートの幅は、適応すべき療法及び最終製品のサイズに応じて約50.8mm(2inch)〜約254mm(10inch)、特に約76.2mm(3inch)〜約177.8mm(7inch)とされる。
【0032】
図1に示されるePTFEシートは、ノード&フィブリル(node and fibril)組成のフルオロポリマーであり、フィブリルは主に成形マンドレル14の長手軸と実質的に整列する一軸配向である。ePTFEの他のノード&フィブリル配向をこの層に使用してもよく、例えば、多軸配向フィブリル構成、成形マンドレル14の円周向きの一軸配向材料、または成形マンドレル14の長手軸とほぼ整列する角度と成形マンドレル14の円周線とほぼ整列する角度との間の任意の角度の配向の一軸配向材料が含まれる。一軸配向ePTFE材料は、フィブリル配向の方向に大きな引張強さを持つ傾向があるので、最大応力に適応させる必要のある完成製品の特定の層、層の組合せ及び製品の特定部分が完成製品に加えられる最大応力に適応するようにフィブリル配向を選択することができる。
【0033】
ePTFEで作られる可融材料の層は、一般に未焼結状態で巻かれる。未焼結状態または部分焼結状態のePTFE層を巻くことによって、完了時に、ePTFE層の全ての接触面が所定の層間接着レベルに達した状態で凝集一体構造を形成するために移植本体部15を全体として焼結または定着させることができる。ただし、目標の結果を得るためにまたは構成工程中の材料の取り扱いを容易にするために事前焼結または事前定着された可融材料の層を一部使用することが望ましい場合もある。例えば、一部の実施形態においては、大きなヒートシンクとして作用し得る成形マンドレル14と、膨張性チャネルを生成するために数箇所のシーム成形によって溶接される可融材料の後の層との間のより良い絶縁材として作用するように、成形マンドレル14に巻かれる可融材料の一つの層13を焼結することが望ましい。
【0034】
血管内移植体またはその他の装置の構成に使用されるePTFE材料のePTFEの膨張量は、材料及び完成品の目標特性に応じて大きく変化させることができる。典型的には、本明細書において論じられる装置及び方法によって処理されるePTFEの密度は、約0.4g/cm3(グラム/cc)〜約2g/cm3(グラム/cc)、特に約0.5g/cm3(グラム/cc)〜約0.9g/cm3(グラム/cc)である。一軸ePTFE材料のノード間隔は約0.5ミクロン〜約200ミクロン、特に約5ミクロン〜約35ミクロンである。多軸ePTFE材料のノード間隔は、約0.5ミクロン〜約20ミクロン、特に約1ミクロン〜約2ミクロンである。
【0035】
図1は、ePTFEから作られる可融材料の層を示しているが、本明細書において説明される方法は、その他の多様な可融材料にも適している。血管内移植体の構成に適する他の可融材料の例には、PTFE、多孔質PTFE、超高分子量ポリエチレン、ポリエステル等が含まれる。
【0036】
図2及び2Aは、成形マンドレル14に配置される可融材料の第一の層26を示しており、第一の層26には重なり部分27がある。第一の層26の終端28は成形マンドレル14の長さに沿って長手方向に延びる。可融材料の層が成形マンドレル14に巻かれるとき、細長いドラム11によって材料のシートに或る程度の張力が与えられる。この張力及びePTFE材料の可撓性及び整合特性の結果、可融材料の第一の層26は、図2に示されるように成形マンドレル14の外郭に正確に合致する。
【0037】
一部の実施形態においては、第一の層26の重なり部分27に沿ってシーム(図示せず)を形成するために、シーム形成工具または同様の装置(図示せず)の先端部を長手方向に第一の層26の重なり部分27に沿って動かすことが望ましい。このような長手方向のシームを形成するのに適する工具は、可融材料の層を引っ掛けたり裂いたりしない滑らかな丸い先端部を備えたはんだごてである。このような工具の先端部の使用温度は、摂氏約320度〜約550度、特に約380度〜約420度である。
【0038】
図3は、第一の層26について上述した形態と同様の形態で可融材料の追加層30が可融材料の第一の層26上に配置され、すなわち巻かれているのを示している。この追加層30には、一軸ePTFEおよび多軸ePTFEのいずれをも使用することができる。追加層の先端31は、第一の層26の終端28に隣接している。可融材料の追加層30に対する張力は、図示したように、追加層を成形マンドレル14に合致させるのを補助する。図3においては第一の層26の上に配置される追加層は1層だけ示されているが、この工程で可融材料の複数の追加層30を巻くことも本発明の範囲内に含まれる。多軸ePTFEの2層の追加層30を第一の層26の上に巻きつけると有益な移植本体部15を形成するのに役立つことが判明している。
【0039】
図4は、製造中の移植本体部15を形成する可融材料の第一の層26及び追加層30が、材料の層に押し当てられ且つ成形マンドレル14の円周に沿って動かされるナイフの刃32またはそれと同様の工具によってトリミングされる任意の工程を示す。図5は、図4の線5−5に沿って見た図4の成形マンドレル14及び移植本体部の横断面図である。可融材料の第一の層26の重なり部分27及び可融材料の追加層30の重なり部分33が示されている。上述した第一の層26と同様の形態で同一または同様の工具を用いて追加層30の重なり部分33に長手方向のシームを生成することが望ましい。
【0040】
図6は、可融材料の近位端ラップ34が、望ましくはある一定の張力下で、移植本体部15の追加層30に巻かれているのを示す。端ラップ34を一軸ePTFEにし且つ端ラップ材料のフィブリルが成形マンドレル14の円周方向に配向されることが有益であることが判明しているが、他の配向及びタイプのePTFEを用いることも可能である。端ラップ材料の厚みは、約0.0127mm(0.0005inch)〜約0.127mm(0.005inch)、特に約0.0254mm(0.001inch)〜約0.0508mm(0.002inch)である。端ラップ材料の幅は、約6.35mm(0.25inch)〜約50.8mm(2.0inch)、特に約12.7mm(0.5inch)〜約25.4mm(1.0inch)である。1層またはそれ以上の層(任意の所望配向のもの)の端ラップ34を成形マンドレル14上の移植本体部15の近位端17上に配設することができる。上述の第一の層26及び追加層30と同様の方法で追加の端ラップ層34が載置されてもよい。
【0041】
図7は、端ラップ層34が移植本体部の遠位端18にまたはその付近に配置された膨張管路36を備えている移植本体部15を示す。膨張管路36は、図7A及び7Bに示したように、円筒形のマンドレル37の周りにePTFE材料を1層またはそれ以上巻くことによって、ePTFEで構成される。次に、膨張管路の層の重なり部分に沿ってシームを形成するように、第一の層の重なり部分に沿って長手方向にシーム形成工具39の先端を動かすことで、重なり部分に長手方向のシーム38が形成される。このような長手方向のシームを形成するのに適する工具は、可融材料の層を引っ掛けたり裂いたりしない滑らかな丸い先端部を備えたはんだごてである。先端の使用温度は上述した範囲である。あるいは、膨張管路36はマンドレル上を覆うように配置されるePTFEの押出しを用いて形成されてもよい。
【0042】
膨張管路36にシーム38が形成されたら、予め定められた温度で予め定められた時間だけ加熱することによって膨張管路36の可融材料が定着または焼結される。ePTFEで作られる膨張管路36の実施形態の場合、層状集合体を摂氏約335度〜約380度(未焼結材料の場合)及び約320度〜約380度(以前に焼結された材料を焼結する場合)の温度にし、その後この集合体を摂氏約180度〜約220度の温度にまで冷却することによって、層が焼結される。その後マンドレル37から膨張管路36を取り外し、図7に示されるように移植本体部40に配置することができる。膨張管路36は、移植体の構成中及び処理中に膨張管路36の内面が互いに貼り付いて膨張管路36を塞ぐことのないようにするために事前に定着または焼結されてもよい。
【0043】
図8において、近位コネクタ部材41及び遠位コネクタ部材42の形態をとる拡張可能部材は、それぞれ移植本体部の近位端17及び遠位端18に向かって移植本体部上に配置される。近位コネクタ部材41はリングとして構成される細長い可撓性の金属要素であり、リングはその円周の周りにジグザグのパターンまたは蛇状パターンを有する。遠位コネクタ部材42は同様の形状を有してもよい。なお、この要素は、移植切片15をさらに安定させるために延長頂点44が膨張管路36を覆うように配置されることを特徴とすることに留意すべきである。この形態によって、コネクタ部材41及び42は円形リング形状を維持しながらも半径方向に抑制されかつ半径方向に拡張することができる。図8に示されたの実施形態では、コネクタ部材41及び42は任意の適切な生体的適合性材料で構成される。最も適切な材料は、ニッケル−チタン(NiTi)等、塑性変形せずに高度のひずみに耐える超弾性特性を有することが知られている金属、合金、重合体及びそれらの合成物である。ステンレス鋼等、その他の合金を使用してもよい。図示されたコネクタ部材41及び42は、半径方向に抑制された状態から自己拡張するようにも構成される。コネクタ部材41及び42の蛇状パターンは、コネクタ部材41及び42の蛇状パターンの特定の頂点44に配置されるコネクタ要素43と同様に、移植本体部の基層を覆うように配置される。図8に示される実施形態では、コネクタ部材41及び42は、成形マンドレル14の外面の輪郭にほぼ正確に接するように成形されている。図8の実施形態は、コネクタ部材41及び42が移植本体部15上に配置されているのを示しているが、コネクタ部材41及び42の代わりにステント等を含む拡張可能部材が使用されてもよい。
【0044】
図9に示されるように、移植本体部15に可融材料の追加層を追加する前にFEPまたはPFA等、任意の接着剤または溶融加工可能材料がコネクタ部材41及び42に隣接して配置される。FEPまたはPFA等の材料は、可融材料の層がコネクタ部材41及び42並びに膨張管路36(遠位部材42の場合)に付着すること及び相互に付着することを補助する。さらに、このような材料は、コネクタ部材41及び42と、コネクタ部材41及び42のワイヤに隣接する接着または付着された可融材料の層(及び膨張管路36)との間のひずみの解放に役立つ。患者の動脈等の動的生体系内に配備されたときに、本明細書において説明されるような血管内構造体に最大集中応力の生じる領域の一つは、コネクタ41及び42と移植本体部15との間の接合部であることが分かっている。従って、この接合部付近にFEPまたはPFA等の材料または強度強化またはひずみ緩和用の他の形態を含めることが望ましい。
【0045】
その後、図10に示されるように移植本体部15及びコネクタ部材41及び42に外側全体ラップ層50が巻かれる。外側全体ラップ層50は、1層、2層、3層またはそれ以上の多軸ePTFE(通常は約2層〜約4層まで)を有してもよいし、一軸ePTFE、その他の適切な可融材料、フィブリル配向及び層数を使用することもできる。外側全体ラップ層50は、当該層が成形マンドレル14及び移植本体部15の外郭に最適に合致するようにするために、或る程度の張力を加えて巻くのが最も有益である。外側層50が多軸ePTFEを具備する場合、一般に材料のミクロ構造内で望ましいノード及びフィブリルの配向はない。その結果、引張強さなど機械的特性が全ての方向において一般的に類似する等方性材料となる(一軸発泡ePTFEの場合、方向によって特性が著しく異なる点で対照的である)。多軸材料の密度及び厚みは、上述した寸法と同一または同様とすることができる。
【0046】
図示されていないが、図10に関連して後述するように全体ラップ層50を追加する前に任意に1層またはそれ以上のカフ強化層を追加すると有益であることを発見した。典型的には、このカフ強化層(cuff-reinforcing layer)は、近位カフ(及び可能であれば近位リブ)が使用される設計において移植本体部の近位端17に強度を付加するために、移植本体部の近位端17にまたはその付近に移植本体部15の円周に沿って巻かれる。典型的には、移植体は、特に、大きいカフがある場合に、近位カフの領域に製造中及び使用中に大きなひずみを受ける。この任意のカフ強化層は、一般に多軸ePTFEであるが、一軸ePTFE及びその他の材料が使用されてもよい。幅が約20mm〜約100mm、特に約70mmであるカフ強化層が効果的であることが判明している。ただし、機能的には、移植本体部15の近位端を強化するのに充分であれば如何なる幅のものを使用してもよい。
【0047】
可融材料の追加層(1層またはそれ以上)、及びコネクタ部材41、42並びに膨張管路36等の付加的な移植体要素が配置されると、移植本体部15の近位端17及び遠位端18から余分な可融材料がトリミングされる。図11は、図12に示されるようにコネクタ部材41及び42を可融材料の層の間に埋め込んだままコネクタ要素43を露出させ且つ膨張管路36の遠位端51を露出させるように、移植本体部15の近位端17及び遠位端18から1層またはそれ以上の可融材料の層がトリミングされるところを示している。上述したように可融材料が近位端17及び遠位端18からトリミングされると、任意に、近位端17、遠位端18または近位端17及び遠位端18の両方に付加的処理が行われる。この任意の処理(図示せず)において、コネクタ部材41及び42の一部及びコネクタ部材の下にある可融材料の追加層30及びコネクタ部材41の下にある可融材料の近位端ラップ34が露出されるように、外側ラップ50がコネクタ部材41及び42の一部から取り除かれる。以下に詳細に説明するように、1層またはそれ以上の追加層30または近位端ラップ34が露出されると、各コネクタ部材42及び41上に折り返され且つ繋止されて結合部(図示せず)を形成するフラップを形成するように、1層またはそれ以上の追加層30または近位端ラップ34はカットを有する。次に、強度を増しジョイントを被覆するために、このジョイントの上に1層またはそれ以上の層の可融材料を配置することができる。この種のジョイントの構成については、参照により本明細書に既に援用されているチョボトフ等により出願されて「血管内移植体ジョイント及び製造方法」と題された同時係属中の米国特許出願第10/029,584号において説明されている。
【0048】
移植本体部15がトリミングされると、成形マンドレル14と移植本体部15との集合体全体が、図13A〜図13Hに示されるシーム形成装置52に移される。このシーム形成装置52は、基部53と、基部53の後縁から鉛直方向上向きに延びる鉛直支持プラットフォーム54とを有する。基部53にはマウントシステム55が繋止され、図示された実施形態の場合、マウントシステム55は、ライザ(riser)57に繋止されるモータ駆動式チャックユニット56と、ライザ59に繋止される回りセンタユニット(live center unit)58とを具備する。両方のライザ57及び59は、図示されるように基部53に取り付けられる。モータ駆動式チャックユニット56のチャック60の回転軸線55Aと回りセンタユニット58の回りセンタ61の回転軸線55Bとは、破線55Cで示されるように整列され、同心となっている。モータはモータ駆動式チャックユニット56のチャック60に機械的に連結され、制御可能な形態でチャックを回転させるのに用いられる。
【0049】
鉛直並進ラック62は、鉛直支持プラットフォーム54に繋止されると共に、基部53から鉛直支持プラットフォーム54の上端まで延びる。鉛直並進ラック62には鉛直車体63が摺動可能に係合し、鉛直車体63は、矢印63Aに示されるように、鉛直車体63に繋止されたモータとピニオンとの組立体(図示せず)によって制御可能な形態で鉛直並進ラック62に沿って移動可能である。鉛直車体63には水平並進ラック64が繋止され、水平並進ラック64は鉛直車体63の左側から鉛直車体63の右側まで延びる。水平並進ラック64には水平車体65が摺動可能に係合し、水平車体65は、矢印64Aによって示されるように、水平車体65に繋止されたモータとピニオンとの組立体(図示せず)によって制御可能な形態で水平ラック63に沿って移動可能である。
【0050】
水平車体65に配置される第二の水平並進ラック65Aにはスタイラス回転ユニット66が摺動可能に係合せしめられ、スタイラス回転ユニット66は、矢印66Aで示されるように鉛直車体63及び鉛直支持プラットフォーム54に向かってまたこれらから離れるように制御可能な形態で移動可能である。スタイラス回転シャフト67がスタイラス回転ユニット66から鉛直方向下向きに延び、破線67Bで示される軸線回りで矢印67Aの方向に制御可能な形態で回転する。回転シャフト67の下端にスタイラス・マウント68が取り付けられ、スタイラス・マウント68は本体部69とスタイラス揺動シャフト70とを有する。スタイラス・ハウジング71が、スタイラス揺動シャフト70によりスタイラス・マウント68に回転可能に繋止される。捻りばね72がスタイラス・ハウジングの近位端73とスタイラス・マウント68との間に配置され、スタイラス・ハウジング71の近位端73に予め定められた圧縮力またはばね荷重を加える。さらに、これは、(スタイラス・ハウジング71の遠位端部76に繋止される)スタイラス79の遠位端部78に配置されるスタイラス先端75の遠位端80によって加えられる先端圧力量を決定する。
【0051】
シーム形成装置52の基部53は制御ユニットハウジング77に取り付けられ、制御ユニットハウジング77は、移植体本体15とスタイラス先端75との間の動きを様々な自由度で制御するために自動的に使用される一つまたはそれ以上の電源、CPU及び記憶装置を収納する。上述のシーム形成装置52の実施形態は、チャック60及び回りセンタ61に繋止される対象物とスタイラス先端75との間に5つの運動軸(または自由度)を有する。ただし、6つ、7つまたはそれ以上等、追加の運動軸を持つことも可能である。また、一部の形態及びシーム形成工程の場合、2つ、3つまたは4つ等、上述したものよりも少ない運動軸を使用することが可能である。さらに、スタイラス79と、繋止される対象物との間に希望の数の自由度を得るために任意の数の形態を使用することができる。例えば、マウントシステムに追加の並進軸または回転軸を加え、スタイラス回転ユニット66の効果を下げてもよい。図1〜17に示される成形マンドレル14の実施形態は円筒形であるが、5軸または6軸のシーム形成装置は、多様な形状及びサイズの成形部材またはマンドレルにおいてほとんどの希望の形態のシームを正確に形成する能力及び汎用性を有する。例えば、本明細書で示される5軸シーム形成装置によって、二股移植本体部を生成するのに適するY字型マンドレルを他の形状の場合と同様に扱うことができるであろう。最後に、本明細書において例示されるシーム形成装置は、本発明のシームを得ることができる多数の装置及び形態のうちの一つに過ぎない。
【0052】
図13Dは、矢印86Aによって示されるように表面が時計回りに回転する回転円筒表面86Bに当てられるスタイラス先端75の拡大図を示している。円筒表面は、スタイラス先端75の遠位端80とシーム形成を必要とする表面86Bとの間に、1層またはそれ以上の層の可融材料(図示せず)を支持することができる。スタイラス先端75は、破線87によって示される円筒表面の接線と所定角度86を形成する長手軸線を有する。必要はないが、表面86B上での形状のがたつきまたは可融材料のゆがみを防止するために、スタイラス先端75と接する対象物を、角度86に対して相対的に図13Dに示される方向に回転または移動させることが有益であることを発見した。一つの実施形態においては、角度86は約5度〜約60度、特に約10度〜約20度である。また、スタイラス先端75の遠位端80が滑らかな表面であって丸みが付けられたものであると有益である。一つの実施形態に適する上記丸みの半径は、約0.254mm(0.01inch)〜約0.762mm(0.030inch)、特に約0.381mm(0.015inch)〜約0.508mm(0.02inch)である。
【0053】
図13Eは、スタイラス先端75と硬い表面81との間の同様の関係を示している。遠位端80と表面81との間には1層またはそれ以上の層の可融材料(図示せず)を配置することができる。スタイラス先端75の長手軸線75Aは、表面81に平行な破線89に対して所定角度88を成す。本実施形態においては、表面81と先端75との間の滑らかな相対運動を保証するために、角度88は、約5度〜約60度、特に約10度〜約20度である。また、表面81は、スタイラス先端75に対して相対的に矢印81Aに示される方向に移動するところが示されている。
【0054】
スタイラス先端75の遠位端80によって加工対象の材料に加えられる圧力は、可融材料の層に形成されるシームの質に影響を与え得るもう一つのパラメータである。スタイラス先端が加熱される実施形態においては、スタイラス先端75の遠位端80によって加えられる圧力は、約0.689kPa(100ポンド/平方インチ(psi))〜約41.3kPa(6,000psi)、特に約2.07kPa(300psi)〜約20.7kPa(3,000psi)である。移植本体部15の材料等の加工対象の材料に対する加熱スタイラス75の相対的な速度は、約0.2mm/秒〜約10mm/秒、特に約0.5mm/秒〜約1.5mm/秒とされる。本実施形態における加熱スタイラス先端75の遠位端80の温度は、摂氏約320度〜約550度、特に約380度〜約420度とされる。
【0055】
ePTFEの場合のシーム形成は、通常、熱と圧力の両方を加えることによって行われる。このようなシーム形成中の加熱スタイラス先端75の温度は、一般に、高結晶性ePTFEの融点より高く、材料が未使用材料であるか或いは以前に焼結されたことがあるかに幾分応じて、摂氏約327度〜約340度とされる。一つの実施形態においては、ePTFE溶接及びシーム形成のためのスタイラス先端の温度は摂氏約400度である。成形マンドレルの外面等の硬い表面に抗して上記加熱スタイラス先端75をePTFEの層に押し入れると、隣接する層が圧密され且つ加熱されて、全層ではないにしても少なくとも2つの層間の接着によってシームが形成される。シームの位置及びおそらくシームからある程度離れた点において、ePTFEは一般に、比重の低い発泡状態から比較的比重の高い非発泡状態(すなわちPTFE)に変態する。隣接するePTFEの層のノード及びフィブリルのかみ合い及びもつれが生じて、熱圧密によって形成されるシームの強度を増すことができる。2層またはそれ以上のePTFEの層の間に良好にシームが形成されると、全体的結果として、接着はシームに隣接する材料とほぼ同じまたは同一の強さを有する。層のミクロ構造は、シームが流体不浸透性である等、シーム付近において変化する場合がある。
【0056】
特に材料がePTFEである場合、多数のパラメータが可融材料のシームを作るのに適切な条件を決定することに留意する必要がある。このようなパラメータとしては、スタイラス先端75が材料と接している時間(または、連続シームの場合には先端の移動速度)、温度(先端遠位端80、材料及び基礎面81の温度及び室温)、先端接触圧力、材料、マンドレル及びその他の設備の熱容量、材料の特性(例えば、ノード及びフィブリルの間隔等)、材料の層の数、先端遠位端80と材料との間の接触角度、先端遠位端80の形状等が挙げられるが、これらに限定されるものではない。これら多様なパラメータを知ることは、最適のシームを形成するのに制御可能なパラメータの最適な組合せを決定する上で有益である。また、一般に熱と圧力との組合せはePTFEシームを形成する際に有益であるが、適切な条件下では、周囲温度で(その後焼結温度まで温度を上げて)圧力によって有益なシームを形成することができ、同様に温度を上げ且つ圧力をほとんどあるいは全く加えずに有益なシームを形成することもできる。
【0057】
例えば、我々はePTFEにシームを作ったが、このシームはePTFEのカフ領域の両側に締まり嵌めを呈するクラムシェル型モールドを使用することによって傷の無い膨張性カフを形成した。焼結前に温度を上げることなく圧力だけを加えることによって、有効なカフを作るのに充分なシームが形成された。
【0058】
図13Fは、成形マンドレル14がチャック60及び回りセンタユニット58に取り付けられているシーム形成装置52の正面図を示している。加熱スタイラス先端75の遠位端は、成形マンドレル14上に配置されている移植本体部15に接触している。チャック60は、移植本体部15の可融材料の層の間にシームを形成するために、成形マンドレル14及び移植本体部15を矢印60Aによって示される方向に回転させている。
【0059】
図13G及び13Hは、移植本体部15に細長い膨張性チャネルを形成するように構成される一つまたはそれ以上のシーム81を生成する工程において、移植本体部15と接触する加熱スタイラス先端75の拡大図を示している。「膨張性チャネル」という用語は、一般的に、本明細書において移植体または移植切片の可融材料の層の間のほぼ閉じられた容積または閉じられた容積であって、幾つかの実施形態において膨張材料を注入するための少なくとも一つの入口ポートと流体的に接続されるものとして説明することができる。膨張性チャネルまたはカフの閉鎖容積は、膨張性カフまたはチャネルが非膨張状態に潰されているときにはゼロになり得る。膨張性チャネルの閉鎖容積は移植本体部15の圧縮中または圧迫中に潰せても潰せなくてもよい。
【0060】
図13Hは、移植本体部15の可融材料の層と接触する加熱スタイラス先端75の遠位端80の拡大断面図である。可融材料の層は、層間にボンド15Aを形成するように加熱され圧縮されている。シーム形成装置は、制御ユニットハウジング77内の構成要素によって制御される5つのモータのうち一つまたはそれ以上を起動することによって、移植本体部15の任意の位置にスタイラス先端の遠位端80を配置することができる。5つのモータは、各々、一つの自由度で移植本体部15と遠位端80との間の相対的動きを制御する。このようにして、図13Gに示されるように移植本体部15の表面の上に遠位端80を配置し、抵抗加熱法またはその他の適切な方法によって上述したようにシーム形成に適する温度にする。遠位端80が目標温度に達すると、鉛直車体の動きを制御するモータを起動することによって遠位端を下げることができる。図13Fに示されるように、移植本体部15の予め定められた所望の位置において遠位端が移植本体部と接触するまで、遠位端80が下げられると共に他の制御モータによって水平方向に位置決めせしめられる。
【0061】
遠位端80が適切な圧力量で移植本体部15と接触すると、遠位端は図13Hに示されるように移植本体部の可融材料の層間にシームを形成し始める。遠位端80が移植本体部に加える圧力または力は、図13A及び13Bに示される捻りばね72のばね定数及び偏り量によって決定される。我々は、一般的に、遠位端80における力が約0.2グラム〜約100グラムであるのが有益であることを発見した。シーム形成工程の進行中、遠位端80と移植本体部の可融材料の層との間の予め定められた一定の圧力量を維持したまま、移植本体部15の表面を遠位端80に対して相対的に並進させることができる。制御ユニットハウジング77のCPU(または装置52の構成要素を制御できる同等の装置)には、例えば既知の成形部材またはマンドレルの外面輪郭の数学的表現等をプログラムすることができる。
【0062】
これにより、CPUは、遠位端80と成形部材との間に配置される可融材料の層に予め定められた一定の圧力量を加えながら遠位端80が成形部材の輪郭をたどるように、装置52の5台のモータの動きを制御することができる。シーム形成が行われる間、遠位端80によって成形部材に加えられる圧力は動的に調整することができる。所望のシーム・パターンに中断がある箇所では、遠位端80を移植本体部及び成形部材から持ち上げられる。遠位端が中断後に次のシームの開始点の上方に位置したら、可融材料の層に接触させるために遠位端80を下げてシーム形成工程が再開される。
【0063】
本明細書において説明されるシーム形成装置52を使用することは、本発明の移植本体部15に所望のシームを形成するための多数の方法のうちの一つに過ぎない。必要に応じて任意の適切な工程及び装置を使用することができ、本発明は例示したものに限定されるものではない。例えば、内面に隆起したシーム形成延長部を有する完全加熱または一部加熱のクラムシェル型モールドを使用することによって、移植本体部15にシームを形成してもよい。このような延長部は、対のモールドがマンドレルに配置される移植本体部15を囲んで閉じられるときに、延長部が当該延長部のすぐ下の移植本体部に熱及び圧力を加えて、一つの工程で所望のパターンのシームの「焼印」を移植本体部に押すように構成され且つ優先的または一般的には加熱される。これにより、シーム形成装置52に関して上述した方法より大幅に時間を節約することができる。
【0064】
可融材料がePTFEを具備する場合、接着剤(FEPまたはPFA)またはその他の材料がePTFEのフィブリル/ノード構造に流れ込んでその気孔を塞ぐように、ePTFEの層に接着剤またはその他の材料を注入することまたは滲み込ませることも可能である。この接着剤が硬化または乾燥すると、ePTFEの層内及びその間に存在する接着剤の連続的または半連続的網状構造によってePTFEの層が機械的に固着して、層が効果的に結合される。
【0065】
図14は、移植本体部15の可融材料の層に形成されるシーム81のほぼ完成したものを示しており、これらシームは膨張性チャネル82を形成する。図15は、矢印84Aで示されるように、流体(圧縮ガス等)が、膨張管路36に、その後移植本体部15の膨張性チャネル網84に注入されるところを示している。流体は、本体部15の膨張性チャネル82に予応力を加えて、これを半径方向外向きに膨張させるように注入される。流体は付加的な細長いガス収納手段を通じて供給または注入することができ、ガス収納手段はマニフォルドまたは圧力管路85の形態をとる所定の浸透度勾配を生成するための手段を有する。図15に示される圧力管路85は、膨張管路の外側に配置される入力端(図示せず)と、膨張性チャネル網84内に圧力を均等に分布させるように構成される複数の出口開口または出口孔(図示せず)とを備える構成を有する。その他の流体注入の仕組み及び構成を採用することも当然可能である。
【0066】
ePTFEは多孔質または半透過性の材料であるため、加圧ガス等、注入される流体によって加えられる圧力は、マニフォルドまたは圧力管路85の出口開口または出口孔(図示せず)からの距離が増大するに従って低下または減少する傾向がある。従って、一部の実施形態においては、膨張性チャネル網84内及びマニフォルドまたは圧力管路85内の両方における圧力の低下を補償するために、圧力管路85は、移植本体部15に配置されたときに移植本体部の近位端17に向かって圧力管路に沿って開口または孔(図示せず)が遠位方向に位置するにつれて徐々に大きくなる開口または孔を具備する。本発明の細長いガス収納手段については、以下に詳述する。
【0067】
膨張性チャネル82の一部または全部が予備膨張されると、または予応力が加えられると、膨張性チャネルの膨張工程及び焼結工程を容易にするために、移植本体部15と成形マンドレルとの集合体89がモールドの形態の外側抑制手段内に配置される。図15に示される実施形態等の移植本体部15の形成に適するモールド90の半体が図16Aに示されている。モールド半体部91は、2体構成のモールド90の一方である。組合せるように構成される任意の数のモールド構成部からモールド90と同様のモールドを作ることができる。例えば、モールド90は、組合せてチャネルの膨張及び焼結中に移植本体部15の形状を維持するのに適する主キャビティ部93を形成するように構成される3体、4体、5体またはそれ以上の数の構成のモールドとして設計される。或る形態では、1体構成のモールドを使用することができる。
【0068】
モールド本体部91は、接触面92と主キャビティ部93とを有する。主キャビティ部93は、膨張性チャネルが膨張状態にあるときの移植本体部の外側輪郭に合致するよう構成される内側輪郭を有する。付加的な排気チャネル92Aを接触面92に形成して、膨張性チャネル82の膨張中に膨張性チャネル網84に注入される加圧ガスの流出経路としてもよい。
【0069】
図16A〜16Bの実施形態の主キャビティ部93は、移植本体部15の様々な膨張性チャネル82を形成するために円周チャネル用キャビティ94を有するほぼ半円筒形状である。キャビティ93は、モールド90の近位端96にある第一のテーパ部と、モールド90の遠位端98にある第二のテーパ部97とを有する。図16Bは、モールド・キャビティ93に移植本体部15及び成形マンドレル14が配置され、2体のモールド本体部91及び100が互いに押し付けられている状態を示すモールド90の端面図である。
【0070】
図16Cは、モールド90内に配置されている移植本体部15と成形マンドレル14との集合体を示しており、移植本体部15の膨張性チャネル82は主キャビティ部93の円周チャネル用キャビティ94と整列する。モールド90のモールド本体部100の片方は、図を明快にするために図示されていない。矢印85Aによって加圧流体がマニフォルドまたは圧力管路85に送り込まれているまたは注入されているところが示されている。
【0071】
図17は、移植本体部15の可融材料の膨張性円周チャネル82の外側層94Aがモールド・キャビティ93の円周チャネル用キャビティ94内に如何に膨張するかを点線で示している。上記点線で示される位置への外側層94Aの膨張方向が矢印94Bで示されている。膨張性円周チャネルのシーム83の断面図も図17に示されている。
【0072】
移植本体部の膨張性チャネル網84が圧力管路85に送り込まれるまたは注入される加圧物質によって膨張状態にあるとき、移植本体部15の可融材料を定着または焼結させるために可融材料を適切な時間だけ適切な温度にするために、集合体全体がオーブンまたはその他の加熱装置(図示せず)内に載置される。一つの実施形態においては、可融材料はePTFEであり、焼結工程は、可融材料を摂氏約335度〜約380度、特に約350度〜約370度の温度にすることによって実施される。その後、モールドの温度が摂氏約250度まで下がるまでモールドが冷却され、任意に液体で急冷する(quench)ことができる。モールドは、さらに(取扱い上の理由で)任意に水等の周囲温度の流体で急冷することができる。その後、モールド90の二つの半体91及び100を引き離して、移植集合体を取り出すことができる。
【0073】
膨張性チャネルの膨張及び焼結工程を容易にするためにモールド90を使用することは、モールド・キャビティ93が移植本体部の安全装置(backstop)として作用するので、焼結中、膨張性チャネルを外側に膨張させる傾向を持つ注入流体によって生じる圧力が、モールド・キャビティ93を画成する表面の物理的障害によって加えられる制限圧力の抵抗を受けるという点で特有である。従って、一般的に、焼結中のチャネルの膨張度を部分的に決定するのは、膨張性チャネルのePTFE層全体における圧力差である。焼結工程中、モールド・キャビティ面によって加えられる外部圧力は、膨張性チャネル内部の流体圧力(焼結温度のときにePTFEの気孔を介する流体の漏出に対抗するレベルに維持される)と競合し、膨張性チャネルの形状及びサイズを制限し且つ画成するために最適の圧力差がePTFE層に亘って提供される。
【0074】
この概念に基づいて、我々は膨張性チャネルの膨張工程を容易にするためにモールドの代替物を使用することが可能であることを発見した。例えば、ePTFEの気孔から漏出しない作動流体をチャネル網に流入させ、その後、焼結中に外部制限なしに制御された形態でチャネル網を膨張させることが可能である。理想流体は、チャネルの膨張度を制御するために、膨張性チャネルの層に亘って必要な圧力差を生じさせる所望のePTFE焼結温度範囲、及び周囲空気、真空並びに部分真空環境において使用できる流体である。理想流体は、水銀またはナトリウム・カリウム等、高い沸点及び比較的低い蒸気圧を有し且つePTFEと反応しない流体である。これに対して、膨張性チャネル網84内に配される流体からの蒸気圧を利用することによって定着工程または焼結工程中に膨張性チャネル網84を膨張させることもできる。例えば、上述したようにオーブンに集合体を入れる前に膨張性チャネル網84に水または同様の流体が充填される。移植本体部15及び膨張性チャネル網84の温度が上昇し始めると、膨張性チャネル網84内の水が昇温し始め、最終的に沸騰する。膨張性チャネル網84内の沸騰している水からの蒸気圧は、蒸気が膨張管路85でブロックされればまたはその他の理由で膨張性チャネル網から漏出するのを妨げられれば、膨張性チャネル網84を膨張させる。
【0075】
図18は、上述した装置を使って上述した方法によって製造される血管内移植集合体105の長手断面の部分立面図である。血管内移植集合体105は、近位端106と、遠位端107と、図には膨張状態で示されている膨張性円周チャネル111とを備える移植本体部108を具備する。膨張性長手チャネル116が膨張性円周チャネル111と流体的に接続される。
【0076】
近位コネクタ部材112の形態をとる拡張可能部材は、可融材料の近位端ラップ層113の間に埋め込まれて示されている。遠位コネクタ部材114の形態をとる拡張可能部材は、同様に可融材料の遠位端ラップ層115の間に埋め込まれて示されている。本実施形態の近位コネクタ部材112及び遠位コネクタ部材114は、図示されていないがステント等を含む他の拡張可能部材に繋止または連結されるように構成される。図18の実施形態においては、かかる連結は、近位コネクタ部材112及び遠位コネクタ部材114のコネクタ要素117を介して行われ、これらコネクタ要素117は、近位端ラップ層113及び遠位端ラップ層115の外側に長手方向に移植本体部108から離れるように延びる。
【0077】
本発明の図18の実施形態は、可融材料の遠位端ラップ層115と移植集合体本体部122の遠位端121の可融材料の層との間の接合部118を特徴とする。同様に、近位端ラップ層113と移植集合体本体部122の近位端124の可融材料の層との間には接合部123が設けられる。接合部118及び123は、テーパ状にすることができ、重なり部分は、端ラップ層113及び115と本体部122の層との焼結または熱機械的圧密によって結合される。この接合部123は図19にさらに詳細に示されている。
【0078】
図19においては、6層の可融材料の近位端ラップ層113が本体部の近位端124における3層の可融材料の内側層125と3層の可融材料の外側層126との間に配置される。
【0079】
図20は、可融材料の遠位端ラップ層115内に配置される遠位コネクタ部材114の一部の断面図である。コネクタ部材114は3層の可融材料の外側層127と3層の可融部材の内側層128との間に配置される。上述した方法で形成される付加的なシーム127Aが遠位コネクタ部材114の両側に配置され、遠位コネクタ部材114を機械的に保持する。図21は、同様に、可融材料の近位端ラップ層113に埋め込まれる近位コネクタ部材112の横断面図である。
【0080】
図22は、本体部122の外側層131と本体部122の内側部132との間に形成される膨張性長手チャネル116の横断面を示している。図23は、膨張性長手チャネル116と流体的に連通する膨張性円周チャネル111を示す移植本体部122の横断面図である。膨張性円周チャネル111は、本体部122の可融材料の外側層131と本体部122の可融材料の内側層132との間に形成される。
【0081】
図24は、血管内移植体またはその切片を成形するための細長いマンドレル150の形態である内面支持手段の別の実施形態を示している。マンドレル150は、移植切片の内面を支持するように構成されるほぼ円筒形の外面輪郭151を有する。マンドレル150は第一の端153と第二の端154とを有する中間部152を有する。さらに、マンドレルの第一の端部155が中間部の第一の端153に配置され、マンドレルの第二の端部156が中間部152の第二の端154に配置される。第一の端部155及び第二の端部156は、典型的には、少なくともその一部が中間部152の外側横断寸法より大きい外側横断寸法を有する。第一の端部155はねじ部157によって中間部152の第一の端153に取外し可能に繋止される。あるいは、第一の端部155は、止めねじ、連動機構等によって取付けるといった他の適切な機構または手段によって取外し可能に繋止されてもよい。一部の実施形態においては、第二の端部156は、ねじ部158または別の繋止機構によって成形マンドレルの第二の端154に取外し可能に繋止される。マンドレル150の中間部152の長さは、典型的には約50mm〜約150mm、特に約75mm〜約100mmであり、その外側横断寸法は、典型的には約5mm〜約50mm、特に約15mm〜約25mmである。典型的には、第一の端部155及び第二の端部156は、それぞれ中間部152の第一の端153及び第二の端154に隣接するテーパ部161及び162を有する。第一の端部155は、ほぼ円筒形であり、その外側横断寸法は約15mm〜約40mm、例えば約20mm〜約30mmである。第二の端部156も同様の形態である。一般に、中間部152、第一の端部155及び第二の端部156の断面は、ほぼ円形または楕円形である。マンドレルは、ステンレス鋼で形成されるが、アルミニウム、チタン、ニッケル合金、セラミック材等、他の合金及び材料で形成されてもよい。図24の実施形態において、中間部152、第一の端部155及び第二の端部156は長手軸線に対してほぼ同軸である。
【0082】
圧力管路(図示せず)を受容するように構成される長手溝の形態の圧力管路用凹部163が、中間部152の外面151に形成される。長手溝または圧力管路用凹部163は、図25に示されるように一般に半円形またはC字型の横断面を有し、約0.127mm(0.005inch)〜約2.29mm(0.090inch)の曲率半径を有する。圧力管路用凹部163は、マンドレル150の中間部152に沿って延び、第一の端部155及び第二の端部156を終点とする。本発明の別の実施形態では、第一の端部155または第二の端部156に沿って延びる圧力管路用凹部163が設けられる。
【0083】
図27〜29を参照すると、血管内移植体またはその切片を製造するためのモールド165の形態である外面抑制手段が示されている。モールド165は、少なくとも一つの膨張性チャネルまたは膨張性カフを有する移植切片を製造するように構成され、図16A〜図16C及び図17に示されるモールド90と同一または同様の特徴を有する。第一のモールド本体部166は、近位端167と、遠位端168とを有し、図29に示される第二のモールド本体部171と一致するように構成される。第一のモールド本体部166及び第二のモールド本体部171は、それぞれモールド本体部166及び171に形成される主キャビティ部172、173を有する。主キャビティ部172及び173は、膨張性チャネルまたは膨張性カフが膨張状態にある時の移植切片の外面輪郭に対応するように構成される内面輪郭174及び175をそれぞれ有する。主キャビティ部172及び173の内面輪郭174及び175には円周チャネル用キャビティ176が配置され、円周チャネル用キャビティ176は血管内移植体または移植切片の膨張性円周チャネルを受容するように構成される。また、主キャビティ部172及び173の第一のテーパ部178及び第二のテーパ部179付近またはこれらに隣接して、主キャビティ部172および173の内面輪郭174及び175に膨張性円周カフ用キャビティ177が配置される。主キャビティ部172及び173の第一のテーパ部178は、モールドの近位端167に隣接して配置される。主キャビティ部172及び173の第二のテーパ部179は図28に示されるようにモールドの遠位端168に隣接して配置される。
【0084】
第一のモールド本体部166は、第二のモールド本体部171の接触面182と一致するように構成される接触面181を有する。図29の第二のモールド本体部171の接触面182には複数の排気溝183が形成され、これら排気溝183は主キャビティ部173からモールド165の外部まで延びている。排気溝183は、膨張性チャネル及び膨張性カフの膨張中モールドの主キャビティ部172及び173から加圧ガスまたはその他の物質が流出できるようにする。図29の実施形態においては、排気溝183は、第二のモールド本体部171の接触面182のみに形成され、それぞれモールド本体部171の主キャビティ部173の膨張性カフ用キャビティ177及び膨張性チャネル用キャビティ176に長手方向に整列するように構成される。排気溝183と膨張性チャネル用キャビティ176及び膨張性カフ用キャビティ177との長手方向の整列によって、膨張性チャネル及び膨張性カフがより効率よく膨張する。排気溝183は、膨張中、キャビティ176及び177内に配置される膨張性カフ及び膨張性チャネルの内部空間と、膨張性カフ及びチャネルの外面とモールド165の内面との間の空間との間の圧力差をより大きくすることができる。
【0085】
図27〜29に示されるモールド165は、2体のモールド本体部166及び171を有するが、他の実施形態では、モールド本体部のうち少なくとも一つが他のモールド本体部のうち少なくとも一つと一致して主キャビティ部を有する組立てモールドを形成するように構成される複数のモールド本体部を有する。主キャビティ部は、移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに血管内移植体またはその切片の外面輪郭に合致する内面輪郭を有する。かかる実施形態は、上述したとおり相互に一致するように構成される3つ、4つ、5つまたはそれ以上のモールド本体部を有する。形態によっては、単一のモールド本体部を使用してもよい。
【0086】
モールド165が組み立てられると、主キャビティ部172および173は一般に各モールド本体部166及び171の長さに沿って延び、その長さは約50mm〜約400mm、特に約100mm〜約180mmである。主キャビティ部172及び173の内側横断寸法は、典型的には約3mm〜約50mmである。モールド本体部166および171は、ステンレス鋼等の焼結金属またはアルミニウム等のその他の適切な材料から形成される。焼結金属は多孔質なのでガスは閉鎖された焼結金属モールドのどこからでも流出することができるため、焼結金属で形成されたモールドの実施形態の場合には排気溝183はなくてもよい。
【0087】
別の実施形態においては、モールド本体部は、モールド主キャビティ部の内面輪郭に配置され且つ内面輪郭に沿って長手方向に延びる少なくとも一つの長手チャネル用キャビティを備える主キャビティ部を有する。長手チャネル用キャビティは、図34に示されるように膨張状態にあるときの血管内移植体の膨張性長手チャネルの外面輪郭に対応する内面輪郭を有する。別の実施形態では、モールド主キャビティ部の内面輪郭に少なくとも一つの螺旋チャネル用キャビティが配置される一つまたはそれ以上のモールド本体部が設けられる。螺旋チャネル用キャビティは、図39に示されるように膨張状態にあるときの血管内移植体の膨張性螺旋チャネルの外面輪郭に対応する内面輪郭を有する。
【0088】
移植切片の膨張性チャネル及び膨張性カフを膨張させる際に遭遇する支障の一つは、移植本体部に使用される可撓性材料の多孔性に由来する。例えば、ePTFEなど多孔質可撓性材料が移植本体部に使用される場合、多孔質材料からガスが流出するので、膨張ポートから注入されるガス等の加圧流体の圧力は膨張ポートからの距離が増すにつれて小さくなる。その結果、移植切片において膨張性チャネル及び膨張性カフが一貫性無く膨張及び定着されてしまう。図30は、血管内移植体またはその切片の製造に使用するための圧力管路190を示しており、この圧力管路190によれば膨張性チャネル及び膨張性カフの膨張及び定着中に膨張性チャネル及び膨張性カフの網状構造内において圧力分布をほぼ均一にすることができる。
【0089】
図示される圧力管路190は約50.8mm(2inch)〜約305mm(12inch)の長さの細長い導管191の形態である細長いガス収納手段である。細長い導管191は、近位端192と、遠位端193と、近位部194と、遠位部195とを有する。なお、本明細書においては導管191の遠位端193が移植本体部の近位端に配置される取決めとなっていることに留意すべきである。
【0090】
浸透部196の形態である浸透度勾配を生じるための手段は、導管の遠位部195に沿って配置される。典型的には、圧力管路の近位端192には、入力ポート198を有するルーア・アダプタ等、アダプタまたは結合金具197が配置される。加圧流体(気体および/または液体)は、入力ポート198を通じて圧力管路190に注入される。浸透部196には、概して近位端192からの距離を増すにつれて直径が大きくなる複数の孔201が配置され、その結果、浸透勾配は導管近位端192からの距離に応じて増大する。圧力管路190の遠位端193は、複数の出口孔201に加えて遠位ポート(図示せず)を有してもよいし、あるいは閉鎖されるかまたは部分的に閉鎖されてもよい。
【0091】
細長い導管191の近位部194は、典型的にはステンレス鋼から形成されるが、その代わりにアルミニウム、チタン、ニッケル合金、セラミック材、真鍮等の金属並びにポリイミド等の重合体チューブから形成されてもよい。近位部194の横断面は、図31に示されるように一般に円形である。近位部194は、図24に示されるようにマンドレル・テーパ部161または162と一致するように構成される第一の折曲部203及び第二の折曲部204を有する角度付き段差部(angled step down portion)202を有する。角度付き段差部202は、血管内移植本体部の形成中に圧力管路190がマンドレル150に配置されるときに移植体または移植体とマンドレルとの集合体のテーパ形状に一致する。角度付き段差部202の横断面はD字状であってもよく、これにより血管内移植体または移植集合体内に圧力管路190を納めるのに、より能率的な形状となる。段差部202は、細長い導管191の遠位部の長手軸線205に対して約2度〜約30度の角度を成す。
【0092】
図32に示されるように、段差部202より遠位において、近位部194はD字状断面を有し且つ遠位部195に向かって延びる。D字状断面の平坦な部分206は、成形マンドレル150のテーパ部161または162の外面等の表面上に載置されるときに、圧力管路190をより薄くすることができる。
【0093】
遠位部195は細長い管状形状を有し、接合部207で近位部に密着して繋止される。遠位部195は、通常、円形横断面を有し、その外側横断寸法(外径)は約0.254mm(0.01inch)〜約2.54mm(0.1inch)、特に約0.635mm(0.025inch)〜約0.889mm(0.035inch)である。遠位部195は、ポリイミド等、デュロメータ硬さの高い重合体から形成されるが、ステンレス鋼など他の適切な材料を使用することもできる。遠位部195では、図32の横断面図に示されるように近位部194の遠位部分209内で圧縮されるときには、その近位部分208がD字状となる。
【0094】
浸透部196は、近位端211及び遠位端212を有し、図30の実施形態の場合には圧力管路190の遠位端193から近位方向に延びる。浸透部196は、圧力管路190の遠位端193に向かって直径を増す複数の出口孔201を有する。圧力管路190の一つの実施形態においては、浸透部196の(一つまたは複数の)孔201の面積は、その近位側に配置される孔の面積よりも大きい。このような実施形態においては、最も近位にあって最も小さい孔213の直径は約0.0508mm(0.002inch)〜約0.179mm(0.007inch)であり、浸透部196の遠位端212に隣接する最も大きい孔214の直径は約0.457mm(0.018inch)〜約0.559mm(0.022inch)である。孔201の面積が異なることによって遠位に向かって浸透度を増すことができ、その結果、移植切片の膨張性チャネル及び膨張性カフの一貫性のない膨張を緩和するように設計または調整された予め定められた浸透度勾配を得られる。この浸透度勾配は、一部の実施形態においては、浸透部196の近位端211から浸透部196の遠位端212に向かう方向に沿って約5パーセント/センチメートル〜約20パーセント/センチメートル増大することができる。
【0095】
孔201は、各開口または孔201が血管内移植体または移植切片の円周、螺旋またはその他のタイプの膨張性チャネルまたは膨張性カフの長手方向の間隔及び位置に対応するように、浸透部196に沿って長手方向に離間される。孔201と移植切片の膨張性チャネルまたは膨張性カフとの整列によって、流体(液体または気体)が圧力管路190に沿って長手方向に流れると共に膨張性チャネル及び膨張性カフに充填されるときに全体に亘って一定の圧力を維持するので、膨張性チャネルを一貫して効果的に膨張させることができる。さらに、図30に示される圧力管路190の実施形態は、浸透部196が複数の孔201によって構成されるものであるが、他の形態を使用してもよい。例えば、浸透部196を焼結金属または多孔質重合体等の多孔質材料から形成し、浸透部196の全長に亘って目標の浸透度勾配を得られるように浸透部196の長手方向の長さに沿って気孔率を増大させる。
【0096】
図34は、成形マンドレル222の形態である内面支持手段の周りに配置され且つ第一のモールド本体部166の主キャビティ部172内に配置される血管内移植集合体221の上面図である。モールド165の第二のモールド本体部171は図を明快にするために示されていない。本実施形態の成形マンドレル222は、図24に示されるマンドレル150と同一または同様の特徴を有する。図34の実施形態の血管内移植集合体221は上述した図18の血管内移植集合体105と同一または同様の特徴を有する。
【0097】
血管内移植集合体221は移植本体部223を有し、移植本体部223は近位端224と、遠位端225と、膨張性長手チャネルまたはスパイン228と流体的に連通する複数の膨張性円周チャネル226及び膨張性カフ227とを有する。膨張ポート231が移植本体部223の遠位端225に配置され、膨張性長手チャネル228と流体的に連通する。圧力管路190は、移植本体部223の膨張性チャネル226が未膨張状態またはつぶれ状態にあるときに膨張ポート231及び膨張性長手チャネル228内に配置される。圧力管路190は、膨張ポート231から近位側の膨張性カフ232まで延びる。
【0098】
図35は、移植本体部223、マンドレル222及び圧力管路190の横断面図であり、図36は図35の丸で囲まれた部分の拡大図である。
【0099】
図36を参照すると、圧力管路190が膨張性長手チャネル228内に配置されているところが示されており、膨張性長手チャネルは移植本体部223の可撓性材料の外側層233と可撓性材料の内側層234との間に配置されている。可撓性材料の内側層234及び可撓性材料の外側層233は、膨張性長手チャネル228を形成及び画成するのに用いられる第一のシーム235及び第二のシーム236において密着せしめられる。
【0100】
図37は、図34の丸で囲まれる部分の拡大図であり、移植本体部223が図解のために一部切除されている。圧力管路190は、圧力管路190の浸透部196が膨張性長手チャネル228内に配置されると共に出口孔201が移植本体部223の膨張性円周チャネル226及び膨張性円周カフ227と整列してこれらと流体的に連通するように位置決めされる。さらに、非膨張のつぶれ状態で示される移植体の膨張性円周チャネル226は、モールド本体部166の対応する円周チャネル用キャビティ176と実質的に整列せしめられ且つこれに隣接して配置される。
【0101】
圧力管路190が移植本体部223の膨張性長手チャネル228内に適切に配置されると、加圧流体、典型的にはガスまたはその他の物質が膨張性チャネル及び膨張性カフの網状構造237に注入される。膨張性チャネル及び膨張性カフの網状構造237への加圧ガスの注入により、膨張性チャネル226及び膨張性カフ227の可撓性材料233が図37の矢印238で示されるように半径方向外向きに膨張せしめられる。可撓性材料233の半径方向外向きの膨張についてはさらに詳しく図17及びそれに対応する説明に示されている。浸透部196の浸透度勾配は、浸透部の近位端211の出口孔213から放出される加圧ガスの圧力及び質量流量が浸透部の遠位端212の出口孔214から放出される加圧ガスの圧力及び質量流量と実質的に同じになるように選択される。これによって、移植本体部223の近位端224の膨張性カフ232の膨張量が移植本体部223の遠位端225の膨張性カフ239の膨張量と実質的に同一となる。
【0102】
圧力勾配は、(膨張性カフ277の間に配置される)各膨張性円周チャネル226のガス圧力がほぼ同じ圧力となるように構成される。移植本体部223の一部の実施形態においては、膨張性カフ227は隣接する膨張性チャネル226よりも体積が大きいことに留意すべきである。従って、膨張性カフ227に対応する出口孔201からの質量流量は、同じ圧力を維持するために、膨張性円周チャネル226に対応する出口孔201からの質量流量よりも多い必要がある。
【0103】
加圧ガスが膨張性円周チャネル226及び膨張性カフ227の可撓性材料233を径方向外向きに押すとき、材料233の半径方向外向きの動きは、最終的に円周チャネル用キャビティ176及びカフ用キャビティ177の内面輪郭によって阻止される。可撓性材料233の半径方向内向きの動きまたは変位は、マンドレル222の外面241によって阻まれる。図38は、膨張状態の移植本体部223の膨張性円周チャネル226及び膨張性カフ227を示している。これによって、膨張性円周チャネル226及び膨張性カフ227を形成し、その後、膨張状態のまま膨張性チャネル226及び膨張性カフ227の可撓性材料233及び234を定着させることによってチャネル及びカフを定着させることができる。上述したように、可撓性材料がePTFEである場合、焼結工程により可撓性材料が定着せしめられる。
【0104】
二股でない移植本体部223の一部の実施形態の場合、加圧ガスは、約15.7cm3/s(2scfh)〜約118cm3/s(15scfh)、特に約39.3cm3/s(5scfh)〜約47.2cm3/s(6scfh)の流量で注入される。このような実施形態の場合、加圧ガスの圧力は、約34.5Pa(5psi)〜約207Pa(30psi)とされる。二股である移植本体部223の一部の実施形態の場合、加圧ガスは、約118cm3/s(15scfh)〜約236cm3/s(30scfh)、特に約142cm3/s(18scfh)〜約157cm3/s(20scfh)の流量で注入される。このような二股の実施形態の場合、加圧ガスの圧力は、約103Pa(15psi)〜約413Pa(60psi)とされる。別の実施形態においては、移植本体部223の膨張性チャネル及び膨張性カフの網状構造237に加圧ガスを注入する速度は、血管内移植本体部223の膨張する部分の表面積に基づいて標準化することができる。
【0105】
移植本体部223の一部の実施形態の場合、永久的な膨張性長手チャネル228は存在しない。このような実施形態の場合、加圧ガスの注入のために移植本体部の膨張性チャネルへアクセスできるように、移植本体部に一時的膨張性長手チャネルを備えることが望ましい。図39は、モールド本体部251内に配置される移植本体部250を示しており、移植本体部250は、近位側膨張性カフ252と、遠位側膨張性カフ253と、膨張性螺旋チャネル254と、一時的膨張性長手チャネル255とを有する。一時的膨張性長手チャネル255は、近位側膨張性カフ252と、遠位側膨張性カフ253と、膨張性螺旋チャネル254とに流体的に連通する。圧力管路256は、一時的膨張性長手チャネル255内に配置されると共に、近位膨張性カフ252と、遠位膨張性カフ253と、膨張性螺旋チャネル254とに整列し且つこれらに対応する出口孔257を有する。膨張性チャネル254及び膨張性カフ252及び253は、膨張状態で図示されている。出口孔257は、圧力管路256から膨張性カフ252並びに253及び膨張性螺旋チャネル254まで適切な質量流量を均等に配分する圧力勾配を生じるように構成することができる。
【0106】
膨張性チャネル254及び膨張性カフ252並びに253が膨張状態のまま膨張性チャネル254及び膨張性カフ252、253の可撓性材料が定着されると、圧力管路256が取り除かれ、膨張性カフ252並びに253及び膨張性螺旋チャネル254が開いたままとなるように、一時的膨張性長手チャネル255の所望部分258が密閉せしめられる。図40に示される一時的膨張性長手チャネル255の密閉部分258は、密閉部分の可撓性材料の層259を平らに押し下げて、接着剤結合、熱機械的密閉またはその他の適切な方法によって接着させることによって形成される。一時的膨張性長手チャネル255の密閉部分を密閉するために使用できる適切な材料はFEPであるが、シリコン・エラストマ等、他の適切な材料を使用してもよい。密閉部分258においては、一時的膨張性長手チャネル255の密閉部分が薄型で且つ高い可撓性を維持する接着方法を用いることが望ましい。
【0107】
図41は、永久的膨張性長手チャネルを有さない移植本体部261の別の実施形態を示している。移植切片261の一時的膨張性長手チャネル262は、加圧ガスを注入するために移植切片261の膨張性円周チャネル263及び膨張性長手チャネル・セグメント264へのアクセスを提供する。図41は、モールド本体部265内に配置されていて、近位側膨張性カフ266と、遠位側膨張性カフ267と、膨張性円周チャネル263と、不連続の膨張性長手チャネル・セグメント264と、一時的膨張性長手チャネル262とを有する移植切片261を示している。一時的膨張性長手チャネル262は、他の膨張性カフ266、267及び膨張性チャネル263と流体的に連通する。圧力管路268は、一時的膨張性長手チャネル262内に配置されると共に、近位側膨張性カフ266と遠位膨張性カフ267と膨張性円周チャネル263とに整列しこれらに対応する出口孔269を有する。膨張性チャネル263及び膨張性カフ266並びに267は、膨張状態で図示されている。出口孔269は、圧力管路268から膨張性カフ266並びに267及び膨張性円周チャネル263にまで均等に圧力及び適切な質量流量を配分する圧力勾配を生じるように構成される。
【0108】
膨張性チャネル263及び膨張性カフ266並びに267が膨張状態のまま膨張性チャネル263及び膨張性カフ266並びに267の可撓性材料270が定着されると、圧力管路268が取り除かれ、膨張性カフ266及び267、不連続スパイン264及び膨張性チャネル263が開かれたまま、一時的膨張性長手チャネル262が所望部分271において密閉される。図42に示される一時的膨張性長手チャネル262の密閉部分271は、図40の一時的膨張性長手チャネル255の密閉部分258と同様の方法で形成される。
【0109】
図43は、近位端306と、遠位端307と、膨張状態で示される膨張性円周チャネル311とを備えた移植本体部308を有する血管内移植集合体305を示している。近位コネクタ部材312は可撓性材料の近位端ラップ層313間に埋め込まれる。遠位コネクタ部材314は可撓性材料の遠位端ラップ層315間に埋め込まれる。近位コネクタ部材312及び遠位コネクタ部材314は、他の拡張可能部材またはステント(図示せず)に連結されるように構成される。膨張性長手チャネル316は、膨張性円周チャネル311と流体的に連通するよう配置され、移植本体部308に沿って長手方向に延びる。近位コネクタ部材312及び遠位コネクタ部材314のコネクタ要素317は、近位端ラップ層313及び遠位端ラップ層315の外側に移植本体部308から離れるように長手方向に延びる。
【0110】
移植集合体305の可撓性材料の遠位端ラップ層315と主本体部322の遠位端の可撓性材料の層321との間には接合部318が設けられる。また、移植集合体305の近位端ラップ層313と主本体部322の近位端の可撓性材料の層324との間にも接合部323が設けられる。接合部318及び323は、図示されるように重なり部分を有するテーパ接合部とすることができる。接合部318は、可撓性材料が可融材料等を具備する場合には接合部の焼結または熱機械的圧密によって繋止される。
【0111】
図44Aは、可撓性材料の遠位端ラップ層315内に配置され且つジョイント330によって遠位端ラップ層315に繋止される遠位コネクタ部材314の一部の横断面図を示している。ジョイント330は可撓性材料の第二の層332のループ部331内に配置される遠位コネクタ部材314またはその一部を有する。可撓性材料の第二の層332のループ部331は、遠位コネクタ部材314の周りにループ状に折り返されて繋止部334で可撓性材料の第二の層の一部に繋止されたフラップ333によって形成される。
【0112】
可撓性材料の第一の層335は、可撓性材料の第二の層332の内側にその内面336上に配置され、移植本体部308の遠位端307に向かって延びる。可撓性材料の第三の層337は可撓性材料の第二の層332の外面338上に配置され、移植本体部308の遠位端307に向かって延びる。可撓性材料の第一の層335及び可撓性材料の第三の層337は、ジョイント330の遠位側で互いに接触し且つ互いに接着または繋止される。フラップ333は接着、熱機械的圧密(例えばシーム形成、焼結、溶接を含む)等を含む多様な適切な方法によって可撓性材料の第二の層332に繋止される。繋止部334は、同一または同様の方法で、隣接する可撓性材料の第一の層335及び可撓性材料の第三の層337に接着または繋止される。ジョイント330は、特に、遠位端ラップ層315が近位方向に引張されるのに抗して遠位コネクタ部材314を遠位方向に引張しようとする力に対して強く、この力に抵抗する。かかる張力は、遠位コネクタ部材314の対応する部分の表面積に比べて大きい表面積で接着されるフラップ333の繋止部に加わるせん断荷重として分配される。
【0113】
図44Bは移植集合体305の外側から見たジョイント330の図であり、ジョイント330の構造を明示するために可撓性材料の第三の層337が示されていない。図44Bは、括線と陰影線で示されるように、フラップ333のほぼ全体に亘って延びる繋止部334において可撓性材料の第二の層332に繋止されるフラップ333を示している。ループ部331は遠位コネクタ部材314の対応する部分周りに配置される。フラップ333が可撓性材料の第二の層332から切除された後の空所341が可撓性材料の第一の層335を背にして示されている。
【0114】
図45は、いくつかの点で図43のジョイント330と同様のジョイント345であって、コネクタ部材346等の横向き部材と可撓性材料の遠位端ラップ層347との間のジョイント345の別の実施形態を示している。コネクタ部材346は、コネクタ部材346の周りで可撓性材料の第三の層349上に折り曲げられるフラップ351によって形成される可撓性材料の第三の層349のループ部348内に配置される。フラップ351は、繋止部352に亘って可撓性材料の第三の層349に繋止される。可撓性材料の第二の層354から形成される追加フラップ353が、コネクタ部材346、ループ部348、フラップ351及び繋止部352の周りで折り返される。追加フラップ353は、フラップ351に繋止されると共に追加繋止部355において可撓性材料の第三の層354に繋止される。
【0115】
追加フラップ353の近位側では、可撓性材料の第四の層358が可撓性材料の第二の層354の外面361に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント345の近位側では、可撓性材料の第一の層356が可撓性材料の第二の層354の内面357上に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント345の遠位では、可撓性材料の第一の層356と可撓性材料の第四の層358とが互いに接触して、互いに接着または繋止される。
【0116】
このような重合せジョイント(nested joint)の形態により二層ループ部362が形成され、この二層ループ部は弾力性の高い厚いループ部362を提供することによってジョイントに加えられる動的な反復的荷重に対してジョイント345の引張り強さを増大せしめる。このような形態を拡大して、コネクタ部材346等の横向き部材周りでループ部348に形成される3層、4層、5層またはそれ以上の可撓性材料の層を含む任意の数の重合せループ部を設けてもよい。
【0117】
図44A及び44Bに示される実施形態において、可撓性材料の第二の層349から形成されるフラップ333は主に同じ可撓性材料の第二の層349に繋止される。しかし、図46は、コネクタ部材366と可撓性材料のラップ層367との間のジョイント365の別の実施形態を示している。ジョイント365は、コネクタ部材366の周りで折り返される可撓性材料の第三の層371から形成されるフラップ368を有する。フラップ368は、フラップ386と可撓性材料の第三の層371との間に配置される可撓性材料の第二の層372に繋止される。フラップ368は、繋止部373に亘って可撓性材料の第二の層372に繋止される。フラップ368の近位側では、可撓性材料の第一の層374が可撓性材料の第二の層372の内面375上に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント365の近位側では、可撓性材料の第四の層376が可撓性材料の第三の層371の外面377上に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント365の遠位側では、可撓性材料の第一の層374と可撓性材料の第四の層376とが互いに接触し、互いに接着または繋止される。
【0118】
図47を参照すると、全体的に管状の血管内移植本体部380が示されており、この血管内移植本体部380は可撓性材料の近位端ラップ層382を備える近位端部381を有する。コネクタ部材383として構成される円周向きの部材が可撓性材料の近位端ラップ層の周りに配置され、この部材は、ヘビ状パターンで構成されるリング部材384と、リング部材384から移植本体部の近位端386を通り抜けて近位方向に延びるコネクタ要素385とを有する。
【0119】
管状の可撓性材料の第二の層387が、同様に全体的に管状の可撓性材料の第一の層389の外面388上に配置される。可撓性材料の第三の層391が可撓性材料の第二の層387の外面392上に配置される。可撓性材料の第三の層391の近位部394には長手方向のスリット393が形成され、スリット393は移植本体部380の近位端386からリング部材384まで延びる。可撓性材料の第三の層391から形成される第一のフラップ395は、可撓性材料の第二の層387の外面392上に載置された状態で図示されている。ループ部を形成するために、第一のフラップ395は矢印396で示される方向に折り返される。第二のフラップ397は、ループ部398を形成するためにコネクタ部材383のリング部材384周りでループ状に折り返されているところが示されている。
【0120】
図48においては、複数のフラップ398が折り返されてコネクタ部材383のリング部材384周りにループ部399を形成しているところが示されており、フラップ398はリング部材384のほぼ円周に亘って折り返されている。その後、フラップ398は上記の方法のいずれかによって繋止部400において可撓性材料の第三の層391に繋止される。フラップ398が繋止されると、図49に示されるように可撓性材料の第四の層401が可撓性材料の第三の層391の外面402、フラップ398、ループ部399及びコネクタ部材383上に配置される。血管内移植本体部380の一部の実施形態においては、コネクタ部材383の周りに配置されるフラップ398の数は約2枚〜約24枚とされる。実施形態によっては、フラップ398は、約1平方ミリメートル〜約25平方ミリメートルの間でそのサイズを変動させることができる。
【0121】
可撓性材料の第四の層401は、移植本体部380の近位端386まで延び、接着、焼結、溶接、熱機械的圧密またはその他の適切な手段によって所定位置に繋止される。一部の実施形態においては、可撓性材料の第四の層401は、移植本体部380のジョイント403上のみに配置される。このようなジョイント403は、コネクタ部材383を移植本体部380の近位端ラップ層382に繋止し、この繋止はこれら構成要素間の張力に対して非常に強い状態で行われる。可撓性材料の第四の層401が所定位置に繋止されると、フラップ398をループ状にロックすると共にコネクタ部材383と移植本体部380の近位端ラップ層382との間のジョイント403を強化するために、可撓性材料の第四の層401の内面404がフラップ398の外面405に繋止される。
【0122】
図50は、全体的に管状の移植切片410を示している。可撓性材料の第二の層411は可撓性材料の第一の層413の外面412上に配置され、両層は全体的に管状の形状を有する。金属棒の形態である第一の横向き部材414がフラップ416のループ部415内に配置される。フラップ416は、第一の横向き部材414回りに折り返される可撓性材料の第二の層411の一部から形成され、且つ繋止部418全体において可撓性材料の第二の層411に繋止されて、ジョイント420を形成する。
【0123】
ジョイント420は、第一の横向き部材414に対して矢印421の方向に加えられる張力に対して特に強い。金属棒の形態である第二の横向き部材422がフラップ424のループ部423内に配置される。フラップ424は第二の横向き部材422回りに折り返される可撓性材料の第二の層411の一部から形成され、繋止部426で可撓性材料の第二の層411に繋止されて、ジョイント427を形成する。ジョイント427は第二の横向き部材に対して矢印428の方向に加えられる張力に対して特に強い。
【0124】
図50は、フラップ及びフラップの繋止部の形態及び方位に応じて本発明の特定の特徴を有するジョイントによって特定の張力の荷重が分散され得ることを示している。図50に示される実施形態においては、反対方向の張力が第一の横向き部材414と第二の横向き部材422とに加えられると、可撓性材料の第二の層411の可撓性材料固有の相対的引張強さに応じて各繋止部418及び426における接着が外れる前に各ジョイント420及び427のループ部415及び423の可撓性材料が機能しなくなりそうな程度にまで、各繋止部418及び426に全体に適切に配分され得る。このことは、繋止部が熱機械的圧密によって繋止される可撓性材料の層のような一軸並びに多軸のePTFEで作られるジョイント420及び427について一般的に当てはまる。
【0125】
本発明の特定の実施形態について例示および説明したが、本発明の精神及び範囲から逸脱することなく様々な変更を加え得ることは明らかである。従って、本発明は特許請求の範囲以外のものによって限定されるものではない。
【符号の説明】
【0126】
10 可融材料のシート
11 ドラム
14 成形マンドレル
15 移植本体部
26 第一の層
30 追加層
33 重なり部分
330 ジョイント
331 ループ部
332 第二の層
333 フラップ
335 第一の層
【技術分野】
【0001】
関連出願に対する相互参照
本出願は、「血管内移植切片を製造するための方法及び装置(Method and Apparatus for Manufacturing an Endovascular Graft Section)」と題された米国特許出願第10/029,557号、チョボトフ等(Chobotov et al.)により出願されて「血管内移植材料を成形するための方法及び装置(Method and Apparatus for Shape Forming Endovascular Graft Material)」と題された米国特許出願第10/029,570号及びチョボトフ等により出願されて「血管内移植体ジョイント及び製造方法(Endovascular Graft Joint and Method for Manufacture)」と題された米国特許出願第10/029,584号の一部継続出願である。上記出願の全ては本出願人が所有すると共に、2001年12月20日に提出されている。また、上記各出願は参照したことでその全体が本出願に援用される。
【0002】
本出願は、また2001年12月20日に提出されたチョボトフ等により出願され「先進的血管内移植片」と題された米国特許出願第10/029,559号にも関連し、その全ての開示内容は参照したことで本出願に全面的に援用される。
【0003】
本明細書において論じられる装置及び方法の実施形態は、患者の体内管または管腔、特に腹部大動脈瘤などの症状の影響を受けている体内管または管腔を置換、強化またはバイパスするために使用される体内装置を製造するためのシステムに関するものである。
【背景技術】
【0004】
腹部大動脈瘤を治療するための既存の方法としては、動脈の患部を置換するように移植体を使用する侵襲的外科方法がある。外科及び麻酔技術の改良によって術前及び術後の羅病率及び死亡率は減少しているが、外科的修復に伴う大きなリスク(心筋梗塞及び冠動脈疾患に関連するその他の合併症を含む)は依然として存在する。
【0005】
かかる外科的処置固有の危険及び複雑さゆえに、大動脈瘤について移植体を血管内配備する別の修復方法を開発するために、様々な試みが行われてきた。このような方法のひとつとして、カテーテルを中心とするシステムによって移植体及びステント移植体を経皮的送り込む非侵襲的技法が挙げられる。かかる方法については非特許文献1に説明されている。ローレンス等は、上記非特許文献1の中で、ギアンターコ(Gianturco)に対して付与された特許文献1に開示されるギアンターコステントの使用について説明している。このステントは血管内にDacron(登録商標)布移植体を配置するために使用される。Dacron(登録商標)移植体はカテーテル内で圧縮された後、治療対象となる血管内に配備される。
【0006】
同様の処置が、非特許文献2に説明されている。ミリッチ等は、非特許文献2においてナイロン布によって被覆され且つ遠位端及び近位端で棘部(barb)によって繋止される自己拡張性金属構造体について説明している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第4,580,568号明細書
【非特許文献】
【0008】
【非特許文献1】ローレンス(Lawrence, Jr.)等、「経皮血管内移植体:実験評価(Percutaneous Endovascular Graft: Experimental Evaluation)」、Radiology、1987
【非特許文献2】ミリッチ(Mirich)等、「大動脈瘤用血管内移植体の経皮配置:実現可能性調査(Percutaneously Placed Endovascular Grafts for Aortic Aneurysms: Feasibility Study)」、Radiology、1989
【発明の概要】
【発明が解決しようとする課題】
【0009】
経皮的に送り込まれる移植体及びステント移植体の改良は、移植体本体に発泡ポリテトラフルオロエチレン(ePTFE)等の材料を使用した結果として行われている。この材料及びこれと同様の他の材料は、臨床的に有利な特性を持っている。しかし、ePTFEから移植体を製造するのは困難で高コストとなる可能性がある。例えば、ePTFEを接着剤等の従来の方法で接合するのは困難である。さらに、ePTFEのタイプに応じて、この材料は異方性の挙動を示す。移植体は一般に動脈系に配備されるが、この環境は動的であり、装置を大きな屈曲および流体圧力の流れの変化にさらすこととなる。このため、移植体の境界面、特に柔らかい材料と比較的硬いまたは高強度の材料との間の境界面に周期的な且つ場合によっては破壊的な応力が生じる。
【0010】
したがって、ePTFE及び信頼性、効率性、コスト効率の高い同様の材料から、患者の体内管または管腔を置換、強化またはバイパスするために使用される体内装置を製造するための方法及び装置が必要とされる。
【課題を解決するための手段】
【0011】
一つの態様においては、本発明の実施形態は、血管内移植切片の可融材料の重なる層間に一つまたはそれ以上のシームを作るように構成されるシーム形成装置を有する。この装置は、スタイラスと、制御可能なパターンでスタイラスに対して相対的に移動可能なマウントシステムとを有する。少なくとも1つのモータがマウントシステムに接続され、モータは予め定められたパターンでスタイラスに対して相対的にマウントシステムを移動させる予めプログラムされたデータベースによって制御可能である。一部の実施形態においては、スタイラスはばね荷重式であるか、または側方向、軸方向またはその両方に作動せしめられる。
【0012】
シーム形成装置の一つの特定の実施形態は、少なくとも5台のモータを有し、これらモータはマウントシステムに接続され各モータについて異なる自由度でスタイラスに対して相対的にマウントシステムを移動させるように構成されるコンピュータ数値制御(CNC)等の自動化技法を使用する予めプログラムされたデータベースによって制御される。この実施形態では上述した実施形態及びその他の実施形態と同様に、自動的にまたは半自動的にオペレータが血管内移植体の切片またはその他の装置を確実に形成できるようにする。
【0013】
使用に際して、オペレータは、血管内移植体を構成する可融材料の層をマウントシステムの上に配置する。予めプログラムされたデータベースは、所望の膨張性チャネル、膨張性カフまたはその他の望ましい形態を形成するために、可融材料の層に所定パターンのシームが形成されるようにスタイラス先端の動きを制御する。上述したように、このようなシステムは、シーム形成システムの自動化につながり、血管内移植体並びにその他の同様の装置の生産において大幅に時間及びコストを節約することができる。このようなシステムは、また、かかる医療装置の製造に正確性及び反復可能性をもたらす。
【0014】
血管内移植体の切片などを形成するための方法の一つの実施形態においては、可融材料の第一の層が成形部材すなわちマンドレル上に配置される。次に、可融材料の第二の層が第一の層の少なくとも一部上に配置されて層の重なり部分を形成する。次に、可融材料の第一の層と第二の層の重なり部分に少なくとも一つの膨張性チャネルを形成するように構成されるシームが可融材料の層に形成される。その後、膨張性チャネルを膨張させ、チャネルが膨張状態にある間にチャネルを構成する可融材料を定着させることができる。一つの実施形態においては、可融材料は発泡ポリテトラフルオロエチレン(ePTFE)であり、ePTFE材料は焼結法によって定着される。シーム形成前にフッ素化エチレンプロピレン共重合体(FEP)及びペルフルオロアルコキシ(PFA)等の材料を可融材料の層の間に配置することもできる。これによって、層間の接着を改善することができる。
【0015】
血管内移植体の切片などを形成するための方法の別の実施形態においては、可融材料の第一の層が成形部材上に配置される。可融材料の第一の層の上に少なくとも一つの拡張可能部材またはその一部が配置され、その後に可融材料の追加層が可融材料の第一の層及び拡張可能部材の少なくとも一部の上に配置される。拡張可能部材に隣接して可融材料の第一の層と追加層との間にシームが形成されて、よって拡張可能部材が可融材料の層に繋止される。次に、可融材料の層を選択的にシームで一緒に溶融して、可融材料の第一の層と第二の層との重なり部分に少なくとも一つの膨張性チャネルが形成され得る。その後、膨張性チャネルが膨張せしめられ、膨張性チャネルが膨張状態にあるときに膨張性チャネルを形成する材料を定着させる。
【0016】
一つの実施形態においては、第一の層上に可融材料の追加層を配置する前に、拡張可能部材及び可融材料の第一の層上またはこれに隣接して溶融加工可能な材料を配置することができる。かかる材料(例えば、FEP、PFA等)を使用することによって、可融材料の層間の接着を容易にすることができ、拡張可能部材と可融材料の層から作られる血管内移植切片との間の動的な相互作用において応力が緩和される。一部の実施形態においては、拡張可能部材は、拡張可能ステントに繋止されるように構成されるコネクタ・リングとされる。拡張可能部材は、また拡張可能ステントまたはこれと同様のものとすることができる。
【0017】
別の態様においては、本発明の実施形態は、少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドに関する。モールドは、少なくとも他の一つのモールド本体部と合わさって主キャビティ部を有する組立て済みモールドを作るように構成される複数のモールド本体部を有する。主キャビティ部は、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときの移植切片の外面輪郭と一致する内面輪郭を有する。一部の実施形態においては、主キャビティ部は、膨張状態にあるときに移植体の膨張性チャネル、膨張性カフ、膨張性長手チャネルまたは膨張性螺旋チャネルに対応するように構成されるチャネル用キャビティ、カフ用キャビティ、長手チャネル用キャビティまたは螺旋チャネル用キャビティを有する。別の実施形態においては、モールドは、複数の円周チャネル用キャビティと、これら円周チャネル用キャビティを横断する少なくとも一つの長手チャネル用キャビティまたは螺旋チャネル用キャビティとを有する。
【0018】
別の実施形態は、少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドの形態である外面抑制装置に関する。モールドは、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を備える主キャビティ部を有する第一のモールド主体部を具備する。また、モールドは、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を備える主キャビティ部を有すると共に第一のモールド主体部と合わさるように構成される第二のモールド主体部を具備する。
【0019】
本発明のさらなる実施形態は、血管内移植体またはその切片の製造に使用するための圧力管路に関する。圧力管路は、入力端と、出力端と、浸透部を有する細長い導管とを有する。浸透部は、入力端からの距離に伴って増大する浸透度勾配を有する。一つの実施形態においては、圧力管路の浸透度は、浸透部に沿って入力端から出力端に向かう方向に1センチメートル当たり約5パーセント〜約20パーセント増大する。一つの実施形態においては、浸透部における浸透度勾配は、細長い導管に設けられ且つ入力端からの距離の増大に伴って直径が増大する複数の出口孔によって得られる。さらに、血管内移植体の複数の膨張性円周チャネルの長手方向の間隔に一致するように、上記出口孔は長手方向に相互に間隔を置いて配置され得る。
【0020】
本発明の別の実施形態は、血管内移植体またはその切片を成形するためのマンドレルを有する。マンドレルは、中間部と、外側横断寸法が中間部の外側横断寸法よりも大きい部分を少なくとも一部有し且つ中間部の第一の端に取外し可能に繋止される第一の端部を有する。第二の端部は中間部の第二の端に配置され、少なくともその一部の外側横断寸法は中間部の外側横断外寸法よりも大きい。特定の実施形態においては、第一の端部及び第二の端部はねじ部によって中間部に取外し可能に繋止され、第一の端部、第二の端部及び中間部の長手軸線が実質的に同軸とされる。別の実施形態においては、中間部は、圧力管路を受容するように構成される中間部外面上の長手溝の形態である圧力管路用凹部を有する。
【0021】
本発明の実施形態は、その切片に少なくとも一つの膨張性カフまたはチャネルを有する血管内移植体またはその切片を製造するための集合体を有する。この集合体は、移植切片の内面を支持するよう構成される外面輪郭を持つ細長い胴体を有するマンドレルを備える。移植切片は、マンドレルの少なくとも一部周りに配置される少なくとも一つの膨張性カフまたは膨張性チャネルを有する。入力端と、出力端と、入力端からの距離に伴って増大する浸透度勾配を有する細長い導管とを備える圧力管路が、移植切片の膨張性カフまたは膨張性チャネルと流体的に連通する。モールドは、少なくとも部分的に移植切片、圧力管路及びマンドレル周りに配置される。モールドは、合わさることで主キャビティ部を有する組立てモールドを形成するように構成される複数のモールド主体部を有する。主キャビティ部は、少なくとも一つの膨張性カフまたは膨張性チャネルが膨張状態にあるときに移植切片の外面輪郭に一致する内面輪郭を有する。この内面輪郭は、少なくとも一つの膨張性カフまたは膨張性チャネルの膨張中にこのカフまたはチャネルの外層を半径方向に抑制するように構成される。一部の実施形態においては、圧力管路の細長い導管の複数の孔が、モールドの円周チャネル用キャビティと実質的に整列せしめられる。
【0022】
また、本発明の実施形態は、血管内移植体またはその切片の膨張性チャネルまたは膨張性カフを成形するための方法を有する。一つの実施形態においては、移植切片は、移植切片の移植材料の層間に形成される少なくとも一つの膨張性チャネルまたは膨張性カフが未膨張状態で用意される。少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応する内面輪郭を備えた主キャビティ部を有するモールドが用意される。次に、移植切片はモールドの主キャビティ部に配置され、未膨張状態の移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが主キャビティ部の対応するチャネル用キャビティまたはカフ用キャビティ内に膨張するように配置される。移植切片がモールドの主キャビティ部内に適切に配置されると、少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させるために、少なくとも一つの膨張性チャネルまたは膨張性カフに加圧ガスが注入される。その後、少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに、少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料が定着せしめられる。
【0023】
この方法の特定の実施形態においては、ある浸透度勾配を有する浸透部を備える細長い導管を有する圧力管路が、移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフと流体的に連通せしめられる。その後、圧力管路の浸透部を通じて少なくとも一つの膨張性チャネルまたは膨張性カフに加圧ガスが注入される。さらに、少なくとも一つの膨張性チャネルまたは膨張性カフの膨張前に移植切片内に任意に内部半径方向支持物が配置される。内部半径方向支持物は、加圧ガスの注入中に移植切片の内面を半径方向に支持するために、移植切片をモールドに入れる前に移植切片内に配置されるマンドレルを含む。一つの実施形態においては、少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料が焼結によって定着せしめられる。血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを成形するための方法の一つの実施形態においては、移植切片の膨張性チャネルまたは膨張性カフに加圧液体が注入せしめられる。膨張性チャネルまたは膨張性カフの一部の膨張は、膨張性チャネルまたは膨張性カフに液体を注入した状態で移植材料の定着中に加圧液体を沸騰させて得られる蒸気圧によって行われる。
【0024】
別の態様においては、本発明の実施形態は、コネクタ部材と血管内移植体またはその切片の可撓性材料部との間のジョイントの形成に関する。可撓性材料部のフラップは、コネクタ部材に加えられる張力がフラップの定着部に対する力のせん断成分に変えられるように、コネクタ部材の少なくとも一部周りに定着せしめられる。このような形態によれば、凹凸が小さく且つ断面質量の小さい高強度のジョイントが得られ、よって患者の体内導管に柔軟且つ小さい凹凸で経皮的に送り込むために移植体を半径方向に圧縮することが可能になる。また、このような接合方法は、移植体の製造を容易にする。コネクタ部材は、拡張可能ステントまたはステント移植装置のその他の構成要素への連結に適する環状コネクタ部材とすることができる。
【0025】
本発明の別の実施形態は、可撓性材料部及びジョイントによって可撓性材料部に繋止される横向き部材または円周向き部材を有する血管内移植体またはその切片に関する。ジョイントは、横向き部材または円周向き部材周りにループ部を形成するように折り返される可撓性材料のフラップを少なくとも一つ有する。フラップは、ループ形態で繋止される。本実施形態及び本明細書において説明される他の実施形態のフラップは、接着及び熱機械的圧密またはシーム形成を含めて多様な方法によってループ状に繋止せしめられる。シーム形成を含めて熱機械的圧密は、可撓性材料部に可融材料が使用される場合に特に有益である。横向き部材または円周向き部材としては、コネクタ部材、拡張可能ステント、またはこれらの一部等が考えられる。
【0026】
横向き部材または円周向き部材を血管内移植体またはその切片の可撓性材料部に繋止するための方法の一つの実施形態について次に説明する。横向き部材または円周向き部材は、血管内移植体またはその切片の可撓性材料部のフラップ付近に配置される。次にフラップは横向き部材周りにフラップのループ部を形成するように横向き部材または円周向き部材の少なくとも一部上に折り返される。次にフラップはループ形態で繋止される。横向き部材または円周向き部材としては、拡張可能ステント、拡張可能ステントに繋止されるように構成されるコネクタ部材、またはステント移植装置のその他の構成要素が考えられる。
【0027】
本発明の実施形態の上記利点及びその他の利点は、例示的な添付図面を参照して以下の本発明の詳細な説明からさらに明らかになるであろう。
【図面の簡単な説明】
【0028】
【図1】可融材料の層が成形マンドレルに配置されるところを示す。
【図2】成形マンドレル上に配置された可融材料の第一の層を示す。
【図2A】図2の線2A−2Aに沿った図2の可融材料の第一の層及び成形マンドレルの横断面図である。
【図3】可融材料の追加層が成形マンドレル上に配置されるところを示す。
【図4】可融材料の第一の層が器具によってトリミングされるところを示す。
【図5】図4の線5−5に沿った図4の可融材料の層及び成形マンドレルの横断面図である。
【図6】可融材料の追加層が成形マンドレルに配置されるところを示す。
【図7】図6の可融材料の第一の層及び追加層に膨張管路が配置されるところを示す。
【図7A】図7の膨張管路の形成過程を示す。
【図7B】図7の膨張管路の形成過程を示す。
【図8】図7の可融材料の層に配置される二つの拡張可能部材を示す。
【図9】組立て中に移植本体部のコネクタ部材に隣接して接着剤または溶融加工可能材料を配するところを示す。
【図10】可融材料の追加層が移植本体部に配置されるところを示す。
【図11】コネクタ部材に隣接する移植本体部の第一の端及び第二の端から余分な可融材料がトリミングされるところを示す。
【図12】可融材料がトリミングされて取り除かれた後の移植本体部の立面図である。
【図13A】5軸シーム形成装置の右側から見た側面図である。
【図13B】5軸シーム形成装置の左側から見た側面図である。
【図13C】図13A及び図13Bの5軸シーム形成装置の正面図である。
【図13D】横断面図で描かれた円筒形成形部材と接するスタイラス先端を示しており、スタイラス先端の軸線が成形部材との接点において成形部材の接線に対して所定角度を成している。
【図13E】実質的に平坦な可融材料の複数の層と接触するスタイラス先端を示しており、スタイラス先端の長手軸線が可融材料の層の表面に直交する線に対して所定角度を成している。
【図13F】シーム形成装置の正面図であり、成形マンドレル及び成形マンドレル上の移植本体部がシーム形成部材のマウントシステムのチャックに配置されている。
【図13G】移植本体部の可融材料の層と接触するスタイラスの遠位端すなわち先端を示す。
【図13H】移植本体部の可融材料の層と接触するスタイラスの先端が該層にシームを形成しているところを示す。
【図14】シーム形成装置のスタイラス先端によって成形マンドレル上の可融材料の層に膨張チャネルが形成されるところを示す。
【図15】チャネル形成が完了した移植本体部、及び膨張性チャネルを膨張させるために膨張性チャネル網に注入されている加圧流体を示す。
【図16A】シーム形成装置によって形成される膨張性チャネルの膨張中に使用するための2体組みモールドの片方についての実施形態を示す。
【図16B】両方のモールド内の成形マンドレル及び移植本体部を示す端面図である。
【図16C】モールド・キャビティ内に配置される移植本体部及び成形マンドレルを示しており(図を明快にするためにモールドの片方は取り除かれている)、可融材料の定着または焼結中に膨張性チャネルを膨張状態に保つために流体が移植本体部の膨張性チャネルに注入されている。
【図17】点線で示されるように加圧流体によってモールドの一部のキャビティに可融材料の外側層が押し込まれるところを示す。
【図18】本発明の膨張性血管内移植体の実施形態の部分断面立面図である。
【図19】図18の番号19で示される破線の円の部分についての図18の移植体の拡大図である。
【図20】図18の線20−20に沿った拡大断面図である。
【図21】図18の線21−21に沿った図18の移植体の横断面図である。
【図22】図18の線22−22に沿った図18の移植体の横断面図である。
【図23】図18の線23−23に沿った図18の移植体の横断面図である。
【図24】圧力管路用凹部を有する成形マンドレルの実施形態の立面図である。
【図25】線25−25に沿った図24の成形マンドレルの横断面図である。
【図26】線26−26に沿った図24の成形マンドレルの横断面図である。
【図27】モールド本体部の端面図である。
【図28】モールド本体部の長手断面側面図である。
【図29】他方のモールド本体部から分離されているモールド本体部の斜視図である。
【図30】本発明の特徴を有する圧力管路の立面図を示す。
【図31】線31−31に沿った図30の圧力管路の横断面図である。
【図32】圧力管路の一部のD字状の形態を示す線32−32に沿った図30の圧力管路の横断面図である。
【図33】線33−33に沿って見た図30の出口ポートを備えた圧力管路の横断面図である。
【図34】モールド・キャビティ部に配置される移植切片及び成形マンドレルを示しており、図を明快にするためにモールド本体部の一方は図示されていない。
【図35】図34の線35−35に沿った、移植切片と、血管内移植体を成形するためのマンドレルと、可融材料の層内に埋め込まれた圧力管路との横断面図である。
【図36】図35の円で囲んだ領域36における可融材料の層内の圧力管路を示す拡大図である。
【図37】モールド・キャビティ部内に配置される移植切片及び成形マンドレルの部分切取り上面図であり、圧力管路が移植体の長手チャネル内に配置されており且つガスが移植切片の圧力管路内に注入されて膨張性チャネル及び膨張性カフを膨張させているところを示しており、図を明快にするためにモールド本体部の一方は図示されていない。
【図38】モールド・キャビティ部内に配置される移植切片及び成形マンドレルの部分切取り上面図であり、長手チャネル内に配置される圧力管路及び膨張状態の膨張性チャネル及び膨張性カフを示しており、図を明快にするためのモールド本体部の一方は図示されていない。
【図39】モールド・キャビティ部内に配置される移植切片及び成形マンドレルの別の実施形態の部分切取り上面図であり、膨張状態の膨張性螺旋チャネルと流体的に連通する一時的膨張チャネル内に配置される圧力線路を示しており、図を明快にするためのモールド本体部の一方は図示されていない。
【図40】一時膨張チャネルが密閉されている図39の移植切片を示す。
【図41】圧力管路が一時的膨張チャネル内に配置されている状態にある場合における、モールド・キャビティ部内に配置される移植切片及び成形マンドレルの別の実施形態の部分切取り上面図であり、図を明快にするためにモールド本体部の一方は図示されていない。
【図42】一時的膨張チャネルが選択された部分で密閉されている図41の移植切片を示す。
【図43】本発明の特徴を有する血管内移植体の実施形態の長手断面立面図である。
【図44A】図43の線44A−44Aに沿った図43の血管内移植体の一部の横断面図であり、血管内移植体の横向き部材と可撓性材料部との間のジョイントの実施形態を示している。
【図44B】図44Aのジョイントの斜視図である。
【図45】血管内移植体の一部の横断面図であり、血管内移植体の横向き部材と可撓性材料部との間のジョイントの実施形態を示している。
【図46】血管内移植体の一部の横断面図であり、血管内移植体の横向き部材と可撓性材料部との間のジョイントの実施形態を示している。
【図47】血管内移植体を製造するための方法の斜視図であり、血管内移植体の可撓性材料部のフラップが横向き部材周りにループ状に形成されている。
【図48】図47の血管内移植体の斜視図であり、血管内移植体の可撓性材料部の複数のフラップが横向き部材の一部周りにループ状に形成されている。
【図49】図47及び48の血管内移植体の斜視図であり、可撓性材料の外側層がフラップ部に被せて配置されている。
【図50】可撓性材料の第一の層及び可撓性材料の第二の層を有する血管内移植体の管状切片を示しており、可撓性材料のフラップが可撓性材料の第二の層に形成されると共に横向き部材周りのループ部に形成され、横向き部材周りにループ状に繋止されている。
【発明を実施するための形態】
【0029】
図1は、細長いドラム11上に貯蔵される可融材料10のシートを示す。ドラム11は回転可能であり、その横断面はほぼ円形であり、ドラムの長手方向中央12の横断寸法は両端の横断寸法よりも大きい。可融材料のシート10は、血管内移植体16の本体部15を形成するように、細長いドラムから単一層13で、円筒状またはテーパ(円錐)状の成形部材またはマンドレル14の形態の内面支持手段に巻き取られる。本体部15は、近位端17及び遠位端18を有する。本出願において、血管内移植装置に関して、近位端17とは、装置が患者体内の導管に配備されるときに、通常は血液である体液の対向する流れに向かう移植体の端を意味する。移植体の遠位端18は近位端の反対側の端である。
【0030】
可融材料の単一層13とは、一般に機械的操作によってそれ以上の層に容易には分離されない1枚のシートを意味する用語である。成形マンドレル14はほぼ円筒形であるが、他の形状にすることも可能である。図1および図2に示されるマンドレル14の中間部20の横断寸法は、第一の端部21及び第二の端部22の横断寸法より小さい。成形マンドレルは、第一の端部において第一のテーパ部を有し且つ第二の端部において第二のテーパ部を有する。可融材料のシート10は、細長いドラム11から矢印11aに示される方向に、可融材料の第一の層10の先端25が成形マンドレル14の外面14aに沿って長手方向に向けられた状態で、巻き取られる。
【0031】
図1に示される実施形態における可融材料は、厚みが約0.0127mm(0.0005inch)〜約0.254mm(0.010inch)、特に約0.0254mm(0.001inch)〜約0.0762mm(0.003inch)であるePTFEである。成形マンドレル14に配置されまたは巻き取られるシートの幅は、適応すべき療法及び最終製品のサイズに応じて約50.8mm(2inch)〜約254mm(10inch)、特に約76.2mm(3inch)〜約177.8mm(7inch)とされる。
【0032】
図1に示されるePTFEシートは、ノード&フィブリル(node and fibril)組成のフルオロポリマーであり、フィブリルは主に成形マンドレル14の長手軸と実質的に整列する一軸配向である。ePTFEの他のノード&フィブリル配向をこの層に使用してもよく、例えば、多軸配向フィブリル構成、成形マンドレル14の円周向きの一軸配向材料、または成形マンドレル14の長手軸とほぼ整列する角度と成形マンドレル14の円周線とほぼ整列する角度との間の任意の角度の配向の一軸配向材料が含まれる。一軸配向ePTFE材料は、フィブリル配向の方向に大きな引張強さを持つ傾向があるので、最大応力に適応させる必要のある完成製品の特定の層、層の組合せ及び製品の特定部分が完成製品に加えられる最大応力に適応するようにフィブリル配向を選択することができる。
【0033】
ePTFEで作られる可融材料の層は、一般に未焼結状態で巻かれる。未焼結状態または部分焼結状態のePTFE層を巻くことによって、完了時に、ePTFE層の全ての接触面が所定の層間接着レベルに達した状態で凝集一体構造を形成するために移植本体部15を全体として焼結または定着させることができる。ただし、目標の結果を得るためにまたは構成工程中の材料の取り扱いを容易にするために事前焼結または事前定着された可融材料の層を一部使用することが望ましい場合もある。例えば、一部の実施形態においては、大きなヒートシンクとして作用し得る成形マンドレル14と、膨張性チャネルを生成するために数箇所のシーム成形によって溶接される可融材料の後の層との間のより良い絶縁材として作用するように、成形マンドレル14に巻かれる可融材料の一つの層13を焼結することが望ましい。
【0034】
血管内移植体またはその他の装置の構成に使用されるePTFE材料のePTFEの膨張量は、材料及び完成品の目標特性に応じて大きく変化させることができる。典型的には、本明細書において論じられる装置及び方法によって処理されるePTFEの密度は、約0.4g/cm3(グラム/cc)〜約2g/cm3(グラム/cc)、特に約0.5g/cm3(グラム/cc)〜約0.9g/cm3(グラム/cc)である。一軸ePTFE材料のノード間隔は約0.5ミクロン〜約200ミクロン、特に約5ミクロン〜約35ミクロンである。多軸ePTFE材料のノード間隔は、約0.5ミクロン〜約20ミクロン、特に約1ミクロン〜約2ミクロンである。
【0035】
図1は、ePTFEから作られる可融材料の層を示しているが、本明細書において説明される方法は、その他の多様な可融材料にも適している。血管内移植体の構成に適する他の可融材料の例には、PTFE、多孔質PTFE、超高分子量ポリエチレン、ポリエステル等が含まれる。
【0036】
図2及び2Aは、成形マンドレル14に配置される可融材料の第一の層26を示しており、第一の層26には重なり部分27がある。第一の層26の終端28は成形マンドレル14の長さに沿って長手方向に延びる。可融材料の層が成形マンドレル14に巻かれるとき、細長いドラム11によって材料のシートに或る程度の張力が与えられる。この張力及びePTFE材料の可撓性及び整合特性の結果、可融材料の第一の層26は、図2に示されるように成形マンドレル14の外郭に正確に合致する。
【0037】
一部の実施形態においては、第一の層26の重なり部分27に沿ってシーム(図示せず)を形成するために、シーム形成工具または同様の装置(図示せず)の先端部を長手方向に第一の層26の重なり部分27に沿って動かすことが望ましい。このような長手方向のシームを形成するのに適する工具は、可融材料の層を引っ掛けたり裂いたりしない滑らかな丸い先端部を備えたはんだごてである。このような工具の先端部の使用温度は、摂氏約320度〜約550度、特に約380度〜約420度である。
【0038】
図3は、第一の層26について上述した形態と同様の形態で可融材料の追加層30が可融材料の第一の層26上に配置され、すなわち巻かれているのを示している。この追加層30には、一軸ePTFEおよび多軸ePTFEのいずれをも使用することができる。追加層の先端31は、第一の層26の終端28に隣接している。可融材料の追加層30に対する張力は、図示したように、追加層を成形マンドレル14に合致させるのを補助する。図3においては第一の層26の上に配置される追加層は1層だけ示されているが、この工程で可融材料の複数の追加層30を巻くことも本発明の範囲内に含まれる。多軸ePTFEの2層の追加層30を第一の層26の上に巻きつけると有益な移植本体部15を形成するのに役立つことが判明している。
【0039】
図4は、製造中の移植本体部15を形成する可融材料の第一の層26及び追加層30が、材料の層に押し当てられ且つ成形マンドレル14の円周に沿って動かされるナイフの刃32またはそれと同様の工具によってトリミングされる任意の工程を示す。図5は、図4の線5−5に沿って見た図4の成形マンドレル14及び移植本体部の横断面図である。可融材料の第一の層26の重なり部分27及び可融材料の追加層30の重なり部分33が示されている。上述した第一の層26と同様の形態で同一または同様の工具を用いて追加層30の重なり部分33に長手方向のシームを生成することが望ましい。
【0040】
図6は、可融材料の近位端ラップ34が、望ましくはある一定の張力下で、移植本体部15の追加層30に巻かれているのを示す。端ラップ34を一軸ePTFEにし且つ端ラップ材料のフィブリルが成形マンドレル14の円周方向に配向されることが有益であることが判明しているが、他の配向及びタイプのePTFEを用いることも可能である。端ラップ材料の厚みは、約0.0127mm(0.0005inch)〜約0.127mm(0.005inch)、特に約0.0254mm(0.001inch)〜約0.0508mm(0.002inch)である。端ラップ材料の幅は、約6.35mm(0.25inch)〜約50.8mm(2.0inch)、特に約12.7mm(0.5inch)〜約25.4mm(1.0inch)である。1層またはそれ以上の層(任意の所望配向のもの)の端ラップ34を成形マンドレル14上の移植本体部15の近位端17上に配設することができる。上述の第一の層26及び追加層30と同様の方法で追加の端ラップ層34が載置されてもよい。
【0041】
図7は、端ラップ層34が移植本体部の遠位端18にまたはその付近に配置された膨張管路36を備えている移植本体部15を示す。膨張管路36は、図7A及び7Bに示したように、円筒形のマンドレル37の周りにePTFE材料を1層またはそれ以上巻くことによって、ePTFEで構成される。次に、膨張管路の層の重なり部分に沿ってシームを形成するように、第一の層の重なり部分に沿って長手方向にシーム形成工具39の先端を動かすことで、重なり部分に長手方向のシーム38が形成される。このような長手方向のシームを形成するのに適する工具は、可融材料の層を引っ掛けたり裂いたりしない滑らかな丸い先端部を備えたはんだごてである。先端の使用温度は上述した範囲である。あるいは、膨張管路36はマンドレル上を覆うように配置されるePTFEの押出しを用いて形成されてもよい。
【0042】
膨張管路36にシーム38が形成されたら、予め定められた温度で予め定められた時間だけ加熱することによって膨張管路36の可融材料が定着または焼結される。ePTFEで作られる膨張管路36の実施形態の場合、層状集合体を摂氏約335度〜約380度(未焼結材料の場合)及び約320度〜約380度(以前に焼結された材料を焼結する場合)の温度にし、その後この集合体を摂氏約180度〜約220度の温度にまで冷却することによって、層が焼結される。その後マンドレル37から膨張管路36を取り外し、図7に示されるように移植本体部40に配置することができる。膨張管路36は、移植体の構成中及び処理中に膨張管路36の内面が互いに貼り付いて膨張管路36を塞ぐことのないようにするために事前に定着または焼結されてもよい。
【0043】
図8において、近位コネクタ部材41及び遠位コネクタ部材42の形態をとる拡張可能部材は、それぞれ移植本体部の近位端17及び遠位端18に向かって移植本体部上に配置される。近位コネクタ部材41はリングとして構成される細長い可撓性の金属要素であり、リングはその円周の周りにジグザグのパターンまたは蛇状パターンを有する。遠位コネクタ部材42は同様の形状を有してもよい。なお、この要素は、移植切片15をさらに安定させるために延長頂点44が膨張管路36を覆うように配置されることを特徴とすることに留意すべきである。この形態によって、コネクタ部材41及び42は円形リング形状を維持しながらも半径方向に抑制されかつ半径方向に拡張することができる。図8に示されたの実施形態では、コネクタ部材41及び42は任意の適切な生体的適合性材料で構成される。最も適切な材料は、ニッケル−チタン(NiTi)等、塑性変形せずに高度のひずみに耐える超弾性特性を有することが知られている金属、合金、重合体及びそれらの合成物である。ステンレス鋼等、その他の合金を使用してもよい。図示されたコネクタ部材41及び42は、半径方向に抑制された状態から自己拡張するようにも構成される。コネクタ部材41及び42の蛇状パターンは、コネクタ部材41及び42の蛇状パターンの特定の頂点44に配置されるコネクタ要素43と同様に、移植本体部の基層を覆うように配置される。図8に示される実施形態では、コネクタ部材41及び42は、成形マンドレル14の外面の輪郭にほぼ正確に接するように成形されている。図8の実施形態は、コネクタ部材41及び42が移植本体部15上に配置されているのを示しているが、コネクタ部材41及び42の代わりにステント等を含む拡張可能部材が使用されてもよい。
【0044】
図9に示されるように、移植本体部15に可融材料の追加層を追加する前にFEPまたはPFA等、任意の接着剤または溶融加工可能材料がコネクタ部材41及び42に隣接して配置される。FEPまたはPFA等の材料は、可融材料の層がコネクタ部材41及び42並びに膨張管路36(遠位部材42の場合)に付着すること及び相互に付着することを補助する。さらに、このような材料は、コネクタ部材41及び42と、コネクタ部材41及び42のワイヤに隣接する接着または付着された可融材料の層(及び膨張管路36)との間のひずみの解放に役立つ。患者の動脈等の動的生体系内に配備されたときに、本明細書において説明されるような血管内構造体に最大集中応力の生じる領域の一つは、コネクタ41及び42と移植本体部15との間の接合部であることが分かっている。従って、この接合部付近にFEPまたはPFA等の材料または強度強化またはひずみ緩和用の他の形態を含めることが望ましい。
【0045】
その後、図10に示されるように移植本体部15及びコネクタ部材41及び42に外側全体ラップ層50が巻かれる。外側全体ラップ層50は、1層、2層、3層またはそれ以上の多軸ePTFE(通常は約2層〜約4層まで)を有してもよいし、一軸ePTFE、その他の適切な可融材料、フィブリル配向及び層数を使用することもできる。外側全体ラップ層50は、当該層が成形マンドレル14及び移植本体部15の外郭に最適に合致するようにするために、或る程度の張力を加えて巻くのが最も有益である。外側層50が多軸ePTFEを具備する場合、一般に材料のミクロ構造内で望ましいノード及びフィブリルの配向はない。その結果、引張強さなど機械的特性が全ての方向において一般的に類似する等方性材料となる(一軸発泡ePTFEの場合、方向によって特性が著しく異なる点で対照的である)。多軸材料の密度及び厚みは、上述した寸法と同一または同様とすることができる。
【0046】
図示されていないが、図10に関連して後述するように全体ラップ層50を追加する前に任意に1層またはそれ以上のカフ強化層を追加すると有益であることを発見した。典型的には、このカフ強化層(cuff-reinforcing layer)は、近位カフ(及び可能であれば近位リブ)が使用される設計において移植本体部の近位端17に強度を付加するために、移植本体部の近位端17にまたはその付近に移植本体部15の円周に沿って巻かれる。典型的には、移植体は、特に、大きいカフがある場合に、近位カフの領域に製造中及び使用中に大きなひずみを受ける。この任意のカフ強化層は、一般に多軸ePTFEであるが、一軸ePTFE及びその他の材料が使用されてもよい。幅が約20mm〜約100mm、特に約70mmであるカフ強化層が効果的であることが判明している。ただし、機能的には、移植本体部15の近位端を強化するのに充分であれば如何なる幅のものを使用してもよい。
【0047】
可融材料の追加層(1層またはそれ以上)、及びコネクタ部材41、42並びに膨張管路36等の付加的な移植体要素が配置されると、移植本体部15の近位端17及び遠位端18から余分な可融材料がトリミングされる。図11は、図12に示されるようにコネクタ部材41及び42を可融材料の層の間に埋め込んだままコネクタ要素43を露出させ且つ膨張管路36の遠位端51を露出させるように、移植本体部15の近位端17及び遠位端18から1層またはそれ以上の可融材料の層がトリミングされるところを示している。上述したように可融材料が近位端17及び遠位端18からトリミングされると、任意に、近位端17、遠位端18または近位端17及び遠位端18の両方に付加的処理が行われる。この任意の処理(図示せず)において、コネクタ部材41及び42の一部及びコネクタ部材の下にある可融材料の追加層30及びコネクタ部材41の下にある可融材料の近位端ラップ34が露出されるように、外側ラップ50がコネクタ部材41及び42の一部から取り除かれる。以下に詳細に説明するように、1層またはそれ以上の追加層30または近位端ラップ34が露出されると、各コネクタ部材42及び41上に折り返され且つ繋止されて結合部(図示せず)を形成するフラップを形成するように、1層またはそれ以上の追加層30または近位端ラップ34はカットを有する。次に、強度を増しジョイントを被覆するために、このジョイントの上に1層またはそれ以上の層の可融材料を配置することができる。この種のジョイントの構成については、参照により本明細書に既に援用されているチョボトフ等により出願されて「血管内移植体ジョイント及び製造方法」と題された同時係属中の米国特許出願第10/029,584号において説明されている。
【0048】
移植本体部15がトリミングされると、成形マンドレル14と移植本体部15との集合体全体が、図13A〜図13Hに示されるシーム形成装置52に移される。このシーム形成装置52は、基部53と、基部53の後縁から鉛直方向上向きに延びる鉛直支持プラットフォーム54とを有する。基部53にはマウントシステム55が繋止され、図示された実施形態の場合、マウントシステム55は、ライザ(riser)57に繋止されるモータ駆動式チャックユニット56と、ライザ59に繋止される回りセンタユニット(live center unit)58とを具備する。両方のライザ57及び59は、図示されるように基部53に取り付けられる。モータ駆動式チャックユニット56のチャック60の回転軸線55Aと回りセンタユニット58の回りセンタ61の回転軸線55Bとは、破線55Cで示されるように整列され、同心となっている。モータはモータ駆動式チャックユニット56のチャック60に機械的に連結され、制御可能な形態でチャックを回転させるのに用いられる。
【0049】
鉛直並進ラック62は、鉛直支持プラットフォーム54に繋止されると共に、基部53から鉛直支持プラットフォーム54の上端まで延びる。鉛直並進ラック62には鉛直車体63が摺動可能に係合し、鉛直車体63は、矢印63Aに示されるように、鉛直車体63に繋止されたモータとピニオンとの組立体(図示せず)によって制御可能な形態で鉛直並進ラック62に沿って移動可能である。鉛直車体63には水平並進ラック64が繋止され、水平並進ラック64は鉛直車体63の左側から鉛直車体63の右側まで延びる。水平並進ラック64には水平車体65が摺動可能に係合し、水平車体65は、矢印64Aによって示されるように、水平車体65に繋止されたモータとピニオンとの組立体(図示せず)によって制御可能な形態で水平ラック63に沿って移動可能である。
【0050】
水平車体65に配置される第二の水平並進ラック65Aにはスタイラス回転ユニット66が摺動可能に係合せしめられ、スタイラス回転ユニット66は、矢印66Aで示されるように鉛直車体63及び鉛直支持プラットフォーム54に向かってまたこれらから離れるように制御可能な形態で移動可能である。スタイラス回転シャフト67がスタイラス回転ユニット66から鉛直方向下向きに延び、破線67Bで示される軸線回りで矢印67Aの方向に制御可能な形態で回転する。回転シャフト67の下端にスタイラス・マウント68が取り付けられ、スタイラス・マウント68は本体部69とスタイラス揺動シャフト70とを有する。スタイラス・ハウジング71が、スタイラス揺動シャフト70によりスタイラス・マウント68に回転可能に繋止される。捻りばね72がスタイラス・ハウジングの近位端73とスタイラス・マウント68との間に配置され、スタイラス・ハウジング71の近位端73に予め定められた圧縮力またはばね荷重を加える。さらに、これは、(スタイラス・ハウジング71の遠位端部76に繋止される)スタイラス79の遠位端部78に配置されるスタイラス先端75の遠位端80によって加えられる先端圧力量を決定する。
【0051】
シーム形成装置52の基部53は制御ユニットハウジング77に取り付けられ、制御ユニットハウジング77は、移植体本体15とスタイラス先端75との間の動きを様々な自由度で制御するために自動的に使用される一つまたはそれ以上の電源、CPU及び記憶装置を収納する。上述のシーム形成装置52の実施形態は、チャック60及び回りセンタ61に繋止される対象物とスタイラス先端75との間に5つの運動軸(または自由度)を有する。ただし、6つ、7つまたはそれ以上等、追加の運動軸を持つことも可能である。また、一部の形態及びシーム形成工程の場合、2つ、3つまたは4つ等、上述したものよりも少ない運動軸を使用することが可能である。さらに、スタイラス79と、繋止される対象物との間に希望の数の自由度を得るために任意の数の形態を使用することができる。例えば、マウントシステムに追加の並進軸または回転軸を加え、スタイラス回転ユニット66の効果を下げてもよい。図1〜17に示される成形マンドレル14の実施形態は円筒形であるが、5軸または6軸のシーム形成装置は、多様な形状及びサイズの成形部材またはマンドレルにおいてほとんどの希望の形態のシームを正確に形成する能力及び汎用性を有する。例えば、本明細書で示される5軸シーム形成装置によって、二股移植本体部を生成するのに適するY字型マンドレルを他の形状の場合と同様に扱うことができるであろう。最後に、本明細書において例示されるシーム形成装置は、本発明のシームを得ることができる多数の装置及び形態のうちの一つに過ぎない。
【0052】
図13Dは、矢印86Aによって示されるように表面が時計回りに回転する回転円筒表面86Bに当てられるスタイラス先端75の拡大図を示している。円筒表面は、スタイラス先端75の遠位端80とシーム形成を必要とする表面86Bとの間に、1層またはそれ以上の層の可融材料(図示せず)を支持することができる。スタイラス先端75は、破線87によって示される円筒表面の接線と所定角度86を形成する長手軸線を有する。必要はないが、表面86B上での形状のがたつきまたは可融材料のゆがみを防止するために、スタイラス先端75と接する対象物を、角度86に対して相対的に図13Dに示される方向に回転または移動させることが有益であることを発見した。一つの実施形態においては、角度86は約5度〜約60度、特に約10度〜約20度である。また、スタイラス先端75の遠位端80が滑らかな表面であって丸みが付けられたものであると有益である。一つの実施形態に適する上記丸みの半径は、約0.254mm(0.01inch)〜約0.762mm(0.030inch)、特に約0.381mm(0.015inch)〜約0.508mm(0.02inch)である。
【0053】
図13Eは、スタイラス先端75と硬い表面81との間の同様の関係を示している。遠位端80と表面81との間には1層またはそれ以上の層の可融材料(図示せず)を配置することができる。スタイラス先端75の長手軸線75Aは、表面81に平行な破線89に対して所定角度88を成す。本実施形態においては、表面81と先端75との間の滑らかな相対運動を保証するために、角度88は、約5度〜約60度、特に約10度〜約20度である。また、表面81は、スタイラス先端75に対して相対的に矢印81Aに示される方向に移動するところが示されている。
【0054】
スタイラス先端75の遠位端80によって加工対象の材料に加えられる圧力は、可融材料の層に形成されるシームの質に影響を与え得るもう一つのパラメータである。スタイラス先端が加熱される実施形態においては、スタイラス先端75の遠位端80によって加えられる圧力は、約0.689kPa(100ポンド/平方インチ(psi))〜約41.3kPa(6,000psi)、特に約2.07kPa(300psi)〜約20.7kPa(3,000psi)である。移植本体部15の材料等の加工対象の材料に対する加熱スタイラス75の相対的な速度は、約0.2mm/秒〜約10mm/秒、特に約0.5mm/秒〜約1.5mm/秒とされる。本実施形態における加熱スタイラス先端75の遠位端80の温度は、摂氏約320度〜約550度、特に約380度〜約420度とされる。
【0055】
ePTFEの場合のシーム形成は、通常、熱と圧力の両方を加えることによって行われる。このようなシーム形成中の加熱スタイラス先端75の温度は、一般に、高結晶性ePTFEの融点より高く、材料が未使用材料であるか或いは以前に焼結されたことがあるかに幾分応じて、摂氏約327度〜約340度とされる。一つの実施形態においては、ePTFE溶接及びシーム形成のためのスタイラス先端の温度は摂氏約400度である。成形マンドレルの外面等の硬い表面に抗して上記加熱スタイラス先端75をePTFEの層に押し入れると、隣接する層が圧密され且つ加熱されて、全層ではないにしても少なくとも2つの層間の接着によってシームが形成される。シームの位置及びおそらくシームからある程度離れた点において、ePTFEは一般に、比重の低い発泡状態から比較的比重の高い非発泡状態(すなわちPTFE)に変態する。隣接するePTFEの層のノード及びフィブリルのかみ合い及びもつれが生じて、熱圧密によって形成されるシームの強度を増すことができる。2層またはそれ以上のePTFEの層の間に良好にシームが形成されると、全体的結果として、接着はシームに隣接する材料とほぼ同じまたは同一の強さを有する。層のミクロ構造は、シームが流体不浸透性である等、シーム付近において変化する場合がある。
【0056】
特に材料がePTFEである場合、多数のパラメータが可融材料のシームを作るのに適切な条件を決定することに留意する必要がある。このようなパラメータとしては、スタイラス先端75が材料と接している時間(または、連続シームの場合には先端の移動速度)、温度(先端遠位端80、材料及び基礎面81の温度及び室温)、先端接触圧力、材料、マンドレル及びその他の設備の熱容量、材料の特性(例えば、ノード及びフィブリルの間隔等)、材料の層の数、先端遠位端80と材料との間の接触角度、先端遠位端80の形状等が挙げられるが、これらに限定されるものではない。これら多様なパラメータを知ることは、最適のシームを形成するのに制御可能なパラメータの最適な組合せを決定する上で有益である。また、一般に熱と圧力との組合せはePTFEシームを形成する際に有益であるが、適切な条件下では、周囲温度で(その後焼結温度まで温度を上げて)圧力によって有益なシームを形成することができ、同様に温度を上げ且つ圧力をほとんどあるいは全く加えずに有益なシームを形成することもできる。
【0057】
例えば、我々はePTFEにシームを作ったが、このシームはePTFEのカフ領域の両側に締まり嵌めを呈するクラムシェル型モールドを使用することによって傷の無い膨張性カフを形成した。焼結前に温度を上げることなく圧力だけを加えることによって、有効なカフを作るのに充分なシームが形成された。
【0058】
図13Fは、成形マンドレル14がチャック60及び回りセンタユニット58に取り付けられているシーム形成装置52の正面図を示している。加熱スタイラス先端75の遠位端は、成形マンドレル14上に配置されている移植本体部15に接触している。チャック60は、移植本体部15の可融材料の層の間にシームを形成するために、成形マンドレル14及び移植本体部15を矢印60Aによって示される方向に回転させている。
【0059】
図13G及び13Hは、移植本体部15に細長い膨張性チャネルを形成するように構成される一つまたはそれ以上のシーム81を生成する工程において、移植本体部15と接触する加熱スタイラス先端75の拡大図を示している。「膨張性チャネル」という用語は、一般的に、本明細書において移植体または移植切片の可融材料の層の間のほぼ閉じられた容積または閉じられた容積であって、幾つかの実施形態において膨張材料を注入するための少なくとも一つの入口ポートと流体的に接続されるものとして説明することができる。膨張性チャネルまたはカフの閉鎖容積は、膨張性カフまたはチャネルが非膨張状態に潰されているときにはゼロになり得る。膨張性チャネルの閉鎖容積は移植本体部15の圧縮中または圧迫中に潰せても潰せなくてもよい。
【0060】
図13Hは、移植本体部15の可融材料の層と接触する加熱スタイラス先端75の遠位端80の拡大断面図である。可融材料の層は、層間にボンド15Aを形成するように加熱され圧縮されている。シーム形成装置は、制御ユニットハウジング77内の構成要素によって制御される5つのモータのうち一つまたはそれ以上を起動することによって、移植本体部15の任意の位置にスタイラス先端の遠位端80を配置することができる。5つのモータは、各々、一つの自由度で移植本体部15と遠位端80との間の相対的動きを制御する。このようにして、図13Gに示されるように移植本体部15の表面の上に遠位端80を配置し、抵抗加熱法またはその他の適切な方法によって上述したようにシーム形成に適する温度にする。遠位端80が目標温度に達すると、鉛直車体の動きを制御するモータを起動することによって遠位端を下げることができる。図13Fに示されるように、移植本体部15の予め定められた所望の位置において遠位端が移植本体部と接触するまで、遠位端80が下げられると共に他の制御モータによって水平方向に位置決めせしめられる。
【0061】
遠位端80が適切な圧力量で移植本体部15と接触すると、遠位端は図13Hに示されるように移植本体部の可融材料の層間にシームを形成し始める。遠位端80が移植本体部に加える圧力または力は、図13A及び13Bに示される捻りばね72のばね定数及び偏り量によって決定される。我々は、一般的に、遠位端80における力が約0.2グラム〜約100グラムであるのが有益であることを発見した。シーム形成工程の進行中、遠位端80と移植本体部の可融材料の層との間の予め定められた一定の圧力量を維持したまま、移植本体部15の表面を遠位端80に対して相対的に並進させることができる。制御ユニットハウジング77のCPU(または装置52の構成要素を制御できる同等の装置)には、例えば既知の成形部材またはマンドレルの外面輪郭の数学的表現等をプログラムすることができる。
【0062】
これにより、CPUは、遠位端80と成形部材との間に配置される可融材料の層に予め定められた一定の圧力量を加えながら遠位端80が成形部材の輪郭をたどるように、装置52の5台のモータの動きを制御することができる。シーム形成が行われる間、遠位端80によって成形部材に加えられる圧力は動的に調整することができる。所望のシーム・パターンに中断がある箇所では、遠位端80を移植本体部及び成形部材から持ち上げられる。遠位端が中断後に次のシームの開始点の上方に位置したら、可融材料の層に接触させるために遠位端80を下げてシーム形成工程が再開される。
【0063】
本明細書において説明されるシーム形成装置52を使用することは、本発明の移植本体部15に所望のシームを形成するための多数の方法のうちの一つに過ぎない。必要に応じて任意の適切な工程及び装置を使用することができ、本発明は例示したものに限定されるものではない。例えば、内面に隆起したシーム形成延長部を有する完全加熱または一部加熱のクラムシェル型モールドを使用することによって、移植本体部15にシームを形成してもよい。このような延長部は、対のモールドがマンドレルに配置される移植本体部15を囲んで閉じられるときに、延長部が当該延長部のすぐ下の移植本体部に熱及び圧力を加えて、一つの工程で所望のパターンのシームの「焼印」を移植本体部に押すように構成され且つ優先的または一般的には加熱される。これにより、シーム形成装置52に関して上述した方法より大幅に時間を節約することができる。
【0064】
可融材料がePTFEを具備する場合、接着剤(FEPまたはPFA)またはその他の材料がePTFEのフィブリル/ノード構造に流れ込んでその気孔を塞ぐように、ePTFEの層に接着剤またはその他の材料を注入することまたは滲み込ませることも可能である。この接着剤が硬化または乾燥すると、ePTFEの層内及びその間に存在する接着剤の連続的または半連続的網状構造によってePTFEの層が機械的に固着して、層が効果的に結合される。
【0065】
図14は、移植本体部15の可融材料の層に形成されるシーム81のほぼ完成したものを示しており、これらシームは膨張性チャネル82を形成する。図15は、矢印84Aで示されるように、流体(圧縮ガス等)が、膨張管路36に、その後移植本体部15の膨張性チャネル網84に注入されるところを示している。流体は、本体部15の膨張性チャネル82に予応力を加えて、これを半径方向外向きに膨張させるように注入される。流体は付加的な細長いガス収納手段を通じて供給または注入することができ、ガス収納手段はマニフォルドまたは圧力管路85の形態をとる所定の浸透度勾配を生成するための手段を有する。図15に示される圧力管路85は、膨張管路の外側に配置される入力端(図示せず)と、膨張性チャネル網84内に圧力を均等に分布させるように構成される複数の出口開口または出口孔(図示せず)とを備える構成を有する。その他の流体注入の仕組み及び構成を採用することも当然可能である。
【0066】
ePTFEは多孔質または半透過性の材料であるため、加圧ガス等、注入される流体によって加えられる圧力は、マニフォルドまたは圧力管路85の出口開口または出口孔(図示せず)からの距離が増大するに従って低下または減少する傾向がある。従って、一部の実施形態においては、膨張性チャネル網84内及びマニフォルドまたは圧力管路85内の両方における圧力の低下を補償するために、圧力管路85は、移植本体部15に配置されたときに移植本体部の近位端17に向かって圧力管路に沿って開口または孔(図示せず)が遠位方向に位置するにつれて徐々に大きくなる開口または孔を具備する。本発明の細長いガス収納手段については、以下に詳述する。
【0067】
膨張性チャネル82の一部または全部が予備膨張されると、または予応力が加えられると、膨張性チャネルの膨張工程及び焼結工程を容易にするために、移植本体部15と成形マンドレルとの集合体89がモールドの形態の外側抑制手段内に配置される。図15に示される実施形態等の移植本体部15の形成に適するモールド90の半体が図16Aに示されている。モールド半体部91は、2体構成のモールド90の一方である。組合せるように構成される任意の数のモールド構成部からモールド90と同様のモールドを作ることができる。例えば、モールド90は、組合せてチャネルの膨張及び焼結中に移植本体部15の形状を維持するのに適する主キャビティ部93を形成するように構成される3体、4体、5体またはそれ以上の数の構成のモールドとして設計される。或る形態では、1体構成のモールドを使用することができる。
【0068】
モールド本体部91は、接触面92と主キャビティ部93とを有する。主キャビティ部93は、膨張性チャネルが膨張状態にあるときの移植本体部の外側輪郭に合致するよう構成される内側輪郭を有する。付加的な排気チャネル92Aを接触面92に形成して、膨張性チャネル82の膨張中に膨張性チャネル網84に注入される加圧ガスの流出経路としてもよい。
【0069】
図16A〜16Bの実施形態の主キャビティ部93は、移植本体部15の様々な膨張性チャネル82を形成するために円周チャネル用キャビティ94を有するほぼ半円筒形状である。キャビティ93は、モールド90の近位端96にある第一のテーパ部と、モールド90の遠位端98にある第二のテーパ部97とを有する。図16Bは、モールド・キャビティ93に移植本体部15及び成形マンドレル14が配置され、2体のモールド本体部91及び100が互いに押し付けられている状態を示すモールド90の端面図である。
【0070】
図16Cは、モールド90内に配置されている移植本体部15と成形マンドレル14との集合体を示しており、移植本体部15の膨張性チャネル82は主キャビティ部93の円周チャネル用キャビティ94と整列する。モールド90のモールド本体部100の片方は、図を明快にするために図示されていない。矢印85Aによって加圧流体がマニフォルドまたは圧力管路85に送り込まれているまたは注入されているところが示されている。
【0071】
図17は、移植本体部15の可融材料の膨張性円周チャネル82の外側層94Aがモールド・キャビティ93の円周チャネル用キャビティ94内に如何に膨張するかを点線で示している。上記点線で示される位置への外側層94Aの膨張方向が矢印94Bで示されている。膨張性円周チャネルのシーム83の断面図も図17に示されている。
【0072】
移植本体部の膨張性チャネル網84が圧力管路85に送り込まれるまたは注入される加圧物質によって膨張状態にあるとき、移植本体部15の可融材料を定着または焼結させるために可融材料を適切な時間だけ適切な温度にするために、集合体全体がオーブンまたはその他の加熱装置(図示せず)内に載置される。一つの実施形態においては、可融材料はePTFEであり、焼結工程は、可融材料を摂氏約335度〜約380度、特に約350度〜約370度の温度にすることによって実施される。その後、モールドの温度が摂氏約250度まで下がるまでモールドが冷却され、任意に液体で急冷する(quench)ことができる。モールドは、さらに(取扱い上の理由で)任意に水等の周囲温度の流体で急冷することができる。その後、モールド90の二つの半体91及び100を引き離して、移植集合体を取り出すことができる。
【0073】
膨張性チャネルの膨張及び焼結工程を容易にするためにモールド90を使用することは、モールド・キャビティ93が移植本体部の安全装置(backstop)として作用するので、焼結中、膨張性チャネルを外側に膨張させる傾向を持つ注入流体によって生じる圧力が、モールド・キャビティ93を画成する表面の物理的障害によって加えられる制限圧力の抵抗を受けるという点で特有である。従って、一般的に、焼結中のチャネルの膨張度を部分的に決定するのは、膨張性チャネルのePTFE層全体における圧力差である。焼結工程中、モールド・キャビティ面によって加えられる外部圧力は、膨張性チャネル内部の流体圧力(焼結温度のときにePTFEの気孔を介する流体の漏出に対抗するレベルに維持される)と競合し、膨張性チャネルの形状及びサイズを制限し且つ画成するために最適の圧力差がePTFE層に亘って提供される。
【0074】
この概念に基づいて、我々は膨張性チャネルの膨張工程を容易にするためにモールドの代替物を使用することが可能であることを発見した。例えば、ePTFEの気孔から漏出しない作動流体をチャネル網に流入させ、その後、焼結中に外部制限なしに制御された形態でチャネル網を膨張させることが可能である。理想流体は、チャネルの膨張度を制御するために、膨張性チャネルの層に亘って必要な圧力差を生じさせる所望のePTFE焼結温度範囲、及び周囲空気、真空並びに部分真空環境において使用できる流体である。理想流体は、水銀またはナトリウム・カリウム等、高い沸点及び比較的低い蒸気圧を有し且つePTFEと反応しない流体である。これに対して、膨張性チャネル網84内に配される流体からの蒸気圧を利用することによって定着工程または焼結工程中に膨張性チャネル網84を膨張させることもできる。例えば、上述したようにオーブンに集合体を入れる前に膨張性チャネル網84に水または同様の流体が充填される。移植本体部15及び膨張性チャネル網84の温度が上昇し始めると、膨張性チャネル網84内の水が昇温し始め、最終的に沸騰する。膨張性チャネル網84内の沸騰している水からの蒸気圧は、蒸気が膨張管路85でブロックされればまたはその他の理由で膨張性チャネル網から漏出するのを妨げられれば、膨張性チャネル網84を膨張させる。
【0075】
図18は、上述した装置を使って上述した方法によって製造される血管内移植集合体105の長手断面の部分立面図である。血管内移植集合体105は、近位端106と、遠位端107と、図には膨張状態で示されている膨張性円周チャネル111とを備える移植本体部108を具備する。膨張性長手チャネル116が膨張性円周チャネル111と流体的に接続される。
【0076】
近位コネクタ部材112の形態をとる拡張可能部材は、可融材料の近位端ラップ層113の間に埋め込まれて示されている。遠位コネクタ部材114の形態をとる拡張可能部材は、同様に可融材料の遠位端ラップ層115の間に埋め込まれて示されている。本実施形態の近位コネクタ部材112及び遠位コネクタ部材114は、図示されていないがステント等を含む他の拡張可能部材に繋止または連結されるように構成される。図18の実施形態においては、かかる連結は、近位コネクタ部材112及び遠位コネクタ部材114のコネクタ要素117を介して行われ、これらコネクタ要素117は、近位端ラップ層113及び遠位端ラップ層115の外側に長手方向に移植本体部108から離れるように延びる。
【0077】
本発明の図18の実施形態は、可融材料の遠位端ラップ層115と移植集合体本体部122の遠位端121の可融材料の層との間の接合部118を特徴とする。同様に、近位端ラップ層113と移植集合体本体部122の近位端124の可融材料の層との間には接合部123が設けられる。接合部118及び123は、テーパ状にすることができ、重なり部分は、端ラップ層113及び115と本体部122の層との焼結または熱機械的圧密によって結合される。この接合部123は図19にさらに詳細に示されている。
【0078】
図19においては、6層の可融材料の近位端ラップ層113が本体部の近位端124における3層の可融材料の内側層125と3層の可融材料の外側層126との間に配置される。
【0079】
図20は、可融材料の遠位端ラップ層115内に配置される遠位コネクタ部材114の一部の断面図である。コネクタ部材114は3層の可融材料の外側層127と3層の可融部材の内側層128との間に配置される。上述した方法で形成される付加的なシーム127Aが遠位コネクタ部材114の両側に配置され、遠位コネクタ部材114を機械的に保持する。図21は、同様に、可融材料の近位端ラップ層113に埋め込まれる近位コネクタ部材112の横断面図である。
【0080】
図22は、本体部122の外側層131と本体部122の内側部132との間に形成される膨張性長手チャネル116の横断面を示している。図23は、膨張性長手チャネル116と流体的に連通する膨張性円周チャネル111を示す移植本体部122の横断面図である。膨張性円周チャネル111は、本体部122の可融材料の外側層131と本体部122の可融材料の内側層132との間に形成される。
【0081】
図24は、血管内移植体またはその切片を成形するための細長いマンドレル150の形態である内面支持手段の別の実施形態を示している。マンドレル150は、移植切片の内面を支持するように構成されるほぼ円筒形の外面輪郭151を有する。マンドレル150は第一の端153と第二の端154とを有する中間部152を有する。さらに、マンドレルの第一の端部155が中間部の第一の端153に配置され、マンドレルの第二の端部156が中間部152の第二の端154に配置される。第一の端部155及び第二の端部156は、典型的には、少なくともその一部が中間部152の外側横断寸法より大きい外側横断寸法を有する。第一の端部155はねじ部157によって中間部152の第一の端153に取外し可能に繋止される。あるいは、第一の端部155は、止めねじ、連動機構等によって取付けるといった他の適切な機構または手段によって取外し可能に繋止されてもよい。一部の実施形態においては、第二の端部156は、ねじ部158または別の繋止機構によって成形マンドレルの第二の端154に取外し可能に繋止される。マンドレル150の中間部152の長さは、典型的には約50mm〜約150mm、特に約75mm〜約100mmであり、その外側横断寸法は、典型的には約5mm〜約50mm、特に約15mm〜約25mmである。典型的には、第一の端部155及び第二の端部156は、それぞれ中間部152の第一の端153及び第二の端154に隣接するテーパ部161及び162を有する。第一の端部155は、ほぼ円筒形であり、その外側横断寸法は約15mm〜約40mm、例えば約20mm〜約30mmである。第二の端部156も同様の形態である。一般に、中間部152、第一の端部155及び第二の端部156の断面は、ほぼ円形または楕円形である。マンドレルは、ステンレス鋼で形成されるが、アルミニウム、チタン、ニッケル合金、セラミック材等、他の合金及び材料で形成されてもよい。図24の実施形態において、中間部152、第一の端部155及び第二の端部156は長手軸線に対してほぼ同軸である。
【0082】
圧力管路(図示せず)を受容するように構成される長手溝の形態の圧力管路用凹部163が、中間部152の外面151に形成される。長手溝または圧力管路用凹部163は、図25に示されるように一般に半円形またはC字型の横断面を有し、約0.127mm(0.005inch)〜約2.29mm(0.090inch)の曲率半径を有する。圧力管路用凹部163は、マンドレル150の中間部152に沿って延び、第一の端部155及び第二の端部156を終点とする。本発明の別の実施形態では、第一の端部155または第二の端部156に沿って延びる圧力管路用凹部163が設けられる。
【0083】
図27〜29を参照すると、血管内移植体またはその切片を製造するためのモールド165の形態である外面抑制手段が示されている。モールド165は、少なくとも一つの膨張性チャネルまたは膨張性カフを有する移植切片を製造するように構成され、図16A〜図16C及び図17に示されるモールド90と同一または同様の特徴を有する。第一のモールド本体部166は、近位端167と、遠位端168とを有し、図29に示される第二のモールド本体部171と一致するように構成される。第一のモールド本体部166及び第二のモールド本体部171は、それぞれモールド本体部166及び171に形成される主キャビティ部172、173を有する。主キャビティ部172及び173は、膨張性チャネルまたは膨張性カフが膨張状態にある時の移植切片の外面輪郭に対応するように構成される内面輪郭174及び175をそれぞれ有する。主キャビティ部172及び173の内面輪郭174及び175には円周チャネル用キャビティ176が配置され、円周チャネル用キャビティ176は血管内移植体または移植切片の膨張性円周チャネルを受容するように構成される。また、主キャビティ部172及び173の第一のテーパ部178及び第二のテーパ部179付近またはこれらに隣接して、主キャビティ部172および173の内面輪郭174及び175に膨張性円周カフ用キャビティ177が配置される。主キャビティ部172及び173の第一のテーパ部178は、モールドの近位端167に隣接して配置される。主キャビティ部172及び173の第二のテーパ部179は図28に示されるようにモールドの遠位端168に隣接して配置される。
【0084】
第一のモールド本体部166は、第二のモールド本体部171の接触面182と一致するように構成される接触面181を有する。図29の第二のモールド本体部171の接触面182には複数の排気溝183が形成され、これら排気溝183は主キャビティ部173からモールド165の外部まで延びている。排気溝183は、膨張性チャネル及び膨張性カフの膨張中モールドの主キャビティ部172及び173から加圧ガスまたはその他の物質が流出できるようにする。図29の実施形態においては、排気溝183は、第二のモールド本体部171の接触面182のみに形成され、それぞれモールド本体部171の主キャビティ部173の膨張性カフ用キャビティ177及び膨張性チャネル用キャビティ176に長手方向に整列するように構成される。排気溝183と膨張性チャネル用キャビティ176及び膨張性カフ用キャビティ177との長手方向の整列によって、膨張性チャネル及び膨張性カフがより効率よく膨張する。排気溝183は、膨張中、キャビティ176及び177内に配置される膨張性カフ及び膨張性チャネルの内部空間と、膨張性カフ及びチャネルの外面とモールド165の内面との間の空間との間の圧力差をより大きくすることができる。
【0085】
図27〜29に示されるモールド165は、2体のモールド本体部166及び171を有するが、他の実施形態では、モールド本体部のうち少なくとも一つが他のモールド本体部のうち少なくとも一つと一致して主キャビティ部を有する組立てモールドを形成するように構成される複数のモールド本体部を有する。主キャビティ部は、移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに血管内移植体またはその切片の外面輪郭に合致する内面輪郭を有する。かかる実施形態は、上述したとおり相互に一致するように構成される3つ、4つ、5つまたはそれ以上のモールド本体部を有する。形態によっては、単一のモールド本体部を使用してもよい。
【0086】
モールド165が組み立てられると、主キャビティ部172および173は一般に各モールド本体部166及び171の長さに沿って延び、その長さは約50mm〜約400mm、特に約100mm〜約180mmである。主キャビティ部172及び173の内側横断寸法は、典型的には約3mm〜約50mmである。モールド本体部166および171は、ステンレス鋼等の焼結金属またはアルミニウム等のその他の適切な材料から形成される。焼結金属は多孔質なのでガスは閉鎖された焼結金属モールドのどこからでも流出することができるため、焼結金属で形成されたモールドの実施形態の場合には排気溝183はなくてもよい。
【0087】
別の実施形態においては、モールド本体部は、モールド主キャビティ部の内面輪郭に配置され且つ内面輪郭に沿って長手方向に延びる少なくとも一つの長手チャネル用キャビティを備える主キャビティ部を有する。長手チャネル用キャビティは、図34に示されるように膨張状態にあるときの血管内移植体の膨張性長手チャネルの外面輪郭に対応する内面輪郭を有する。別の実施形態では、モールド主キャビティ部の内面輪郭に少なくとも一つの螺旋チャネル用キャビティが配置される一つまたはそれ以上のモールド本体部が設けられる。螺旋チャネル用キャビティは、図39に示されるように膨張状態にあるときの血管内移植体の膨張性螺旋チャネルの外面輪郭に対応する内面輪郭を有する。
【0088】
移植切片の膨張性チャネル及び膨張性カフを膨張させる際に遭遇する支障の一つは、移植本体部に使用される可撓性材料の多孔性に由来する。例えば、ePTFEなど多孔質可撓性材料が移植本体部に使用される場合、多孔質材料からガスが流出するので、膨張ポートから注入されるガス等の加圧流体の圧力は膨張ポートからの距離が増すにつれて小さくなる。その結果、移植切片において膨張性チャネル及び膨張性カフが一貫性無く膨張及び定着されてしまう。図30は、血管内移植体またはその切片の製造に使用するための圧力管路190を示しており、この圧力管路190によれば膨張性チャネル及び膨張性カフの膨張及び定着中に膨張性チャネル及び膨張性カフの網状構造内において圧力分布をほぼ均一にすることができる。
【0089】
図示される圧力管路190は約50.8mm(2inch)〜約305mm(12inch)の長さの細長い導管191の形態である細長いガス収納手段である。細長い導管191は、近位端192と、遠位端193と、近位部194と、遠位部195とを有する。なお、本明細書においては導管191の遠位端193が移植本体部の近位端に配置される取決めとなっていることに留意すべきである。
【0090】
浸透部196の形態である浸透度勾配を生じるための手段は、導管の遠位部195に沿って配置される。典型的には、圧力管路の近位端192には、入力ポート198を有するルーア・アダプタ等、アダプタまたは結合金具197が配置される。加圧流体(気体および/または液体)は、入力ポート198を通じて圧力管路190に注入される。浸透部196には、概して近位端192からの距離を増すにつれて直径が大きくなる複数の孔201が配置され、その結果、浸透勾配は導管近位端192からの距離に応じて増大する。圧力管路190の遠位端193は、複数の出口孔201に加えて遠位ポート(図示せず)を有してもよいし、あるいは閉鎖されるかまたは部分的に閉鎖されてもよい。
【0091】
細長い導管191の近位部194は、典型的にはステンレス鋼から形成されるが、その代わりにアルミニウム、チタン、ニッケル合金、セラミック材、真鍮等の金属並びにポリイミド等の重合体チューブから形成されてもよい。近位部194の横断面は、図31に示されるように一般に円形である。近位部194は、図24に示されるようにマンドレル・テーパ部161または162と一致するように構成される第一の折曲部203及び第二の折曲部204を有する角度付き段差部(angled step down portion)202を有する。角度付き段差部202は、血管内移植本体部の形成中に圧力管路190がマンドレル150に配置されるときに移植体または移植体とマンドレルとの集合体のテーパ形状に一致する。角度付き段差部202の横断面はD字状であってもよく、これにより血管内移植体または移植集合体内に圧力管路190を納めるのに、より能率的な形状となる。段差部202は、細長い導管191の遠位部の長手軸線205に対して約2度〜約30度の角度を成す。
【0092】
図32に示されるように、段差部202より遠位において、近位部194はD字状断面を有し且つ遠位部195に向かって延びる。D字状断面の平坦な部分206は、成形マンドレル150のテーパ部161または162の外面等の表面上に載置されるときに、圧力管路190をより薄くすることができる。
【0093】
遠位部195は細長い管状形状を有し、接合部207で近位部に密着して繋止される。遠位部195は、通常、円形横断面を有し、その外側横断寸法(外径)は約0.254mm(0.01inch)〜約2.54mm(0.1inch)、特に約0.635mm(0.025inch)〜約0.889mm(0.035inch)である。遠位部195は、ポリイミド等、デュロメータ硬さの高い重合体から形成されるが、ステンレス鋼など他の適切な材料を使用することもできる。遠位部195では、図32の横断面図に示されるように近位部194の遠位部分209内で圧縮されるときには、その近位部分208がD字状となる。
【0094】
浸透部196は、近位端211及び遠位端212を有し、図30の実施形態の場合には圧力管路190の遠位端193から近位方向に延びる。浸透部196は、圧力管路190の遠位端193に向かって直径を増す複数の出口孔201を有する。圧力管路190の一つの実施形態においては、浸透部196の(一つまたは複数の)孔201の面積は、その近位側に配置される孔の面積よりも大きい。このような実施形態においては、最も近位にあって最も小さい孔213の直径は約0.0508mm(0.002inch)〜約0.179mm(0.007inch)であり、浸透部196の遠位端212に隣接する最も大きい孔214の直径は約0.457mm(0.018inch)〜約0.559mm(0.022inch)である。孔201の面積が異なることによって遠位に向かって浸透度を増すことができ、その結果、移植切片の膨張性チャネル及び膨張性カフの一貫性のない膨張を緩和するように設計または調整された予め定められた浸透度勾配を得られる。この浸透度勾配は、一部の実施形態においては、浸透部196の近位端211から浸透部196の遠位端212に向かう方向に沿って約5パーセント/センチメートル〜約20パーセント/センチメートル増大することができる。
【0095】
孔201は、各開口または孔201が血管内移植体または移植切片の円周、螺旋またはその他のタイプの膨張性チャネルまたは膨張性カフの長手方向の間隔及び位置に対応するように、浸透部196に沿って長手方向に離間される。孔201と移植切片の膨張性チャネルまたは膨張性カフとの整列によって、流体(液体または気体)が圧力管路190に沿って長手方向に流れると共に膨張性チャネル及び膨張性カフに充填されるときに全体に亘って一定の圧力を維持するので、膨張性チャネルを一貫して効果的に膨張させることができる。さらに、図30に示される圧力管路190の実施形態は、浸透部196が複数の孔201によって構成されるものであるが、他の形態を使用してもよい。例えば、浸透部196を焼結金属または多孔質重合体等の多孔質材料から形成し、浸透部196の全長に亘って目標の浸透度勾配を得られるように浸透部196の長手方向の長さに沿って気孔率を増大させる。
【0096】
図34は、成形マンドレル222の形態である内面支持手段の周りに配置され且つ第一のモールド本体部166の主キャビティ部172内に配置される血管内移植集合体221の上面図である。モールド165の第二のモールド本体部171は図を明快にするために示されていない。本実施形態の成形マンドレル222は、図24に示されるマンドレル150と同一または同様の特徴を有する。図34の実施形態の血管内移植集合体221は上述した図18の血管内移植集合体105と同一または同様の特徴を有する。
【0097】
血管内移植集合体221は移植本体部223を有し、移植本体部223は近位端224と、遠位端225と、膨張性長手チャネルまたはスパイン228と流体的に連通する複数の膨張性円周チャネル226及び膨張性カフ227とを有する。膨張ポート231が移植本体部223の遠位端225に配置され、膨張性長手チャネル228と流体的に連通する。圧力管路190は、移植本体部223の膨張性チャネル226が未膨張状態またはつぶれ状態にあるときに膨張ポート231及び膨張性長手チャネル228内に配置される。圧力管路190は、膨張ポート231から近位側の膨張性カフ232まで延びる。
【0098】
図35は、移植本体部223、マンドレル222及び圧力管路190の横断面図であり、図36は図35の丸で囲まれた部分の拡大図である。
【0099】
図36を参照すると、圧力管路190が膨張性長手チャネル228内に配置されているところが示されており、膨張性長手チャネルは移植本体部223の可撓性材料の外側層233と可撓性材料の内側層234との間に配置されている。可撓性材料の内側層234及び可撓性材料の外側層233は、膨張性長手チャネル228を形成及び画成するのに用いられる第一のシーム235及び第二のシーム236において密着せしめられる。
【0100】
図37は、図34の丸で囲まれる部分の拡大図であり、移植本体部223が図解のために一部切除されている。圧力管路190は、圧力管路190の浸透部196が膨張性長手チャネル228内に配置されると共に出口孔201が移植本体部223の膨張性円周チャネル226及び膨張性円周カフ227と整列してこれらと流体的に連通するように位置決めされる。さらに、非膨張のつぶれ状態で示される移植体の膨張性円周チャネル226は、モールド本体部166の対応する円周チャネル用キャビティ176と実質的に整列せしめられ且つこれに隣接して配置される。
【0101】
圧力管路190が移植本体部223の膨張性長手チャネル228内に適切に配置されると、加圧流体、典型的にはガスまたはその他の物質が膨張性チャネル及び膨張性カフの網状構造237に注入される。膨張性チャネル及び膨張性カフの網状構造237への加圧ガスの注入により、膨張性チャネル226及び膨張性カフ227の可撓性材料233が図37の矢印238で示されるように半径方向外向きに膨張せしめられる。可撓性材料233の半径方向外向きの膨張についてはさらに詳しく図17及びそれに対応する説明に示されている。浸透部196の浸透度勾配は、浸透部の近位端211の出口孔213から放出される加圧ガスの圧力及び質量流量が浸透部の遠位端212の出口孔214から放出される加圧ガスの圧力及び質量流量と実質的に同じになるように選択される。これによって、移植本体部223の近位端224の膨張性カフ232の膨張量が移植本体部223の遠位端225の膨張性カフ239の膨張量と実質的に同一となる。
【0102】
圧力勾配は、(膨張性カフ277の間に配置される)各膨張性円周チャネル226のガス圧力がほぼ同じ圧力となるように構成される。移植本体部223の一部の実施形態においては、膨張性カフ227は隣接する膨張性チャネル226よりも体積が大きいことに留意すべきである。従って、膨張性カフ227に対応する出口孔201からの質量流量は、同じ圧力を維持するために、膨張性円周チャネル226に対応する出口孔201からの質量流量よりも多い必要がある。
【0103】
加圧ガスが膨張性円周チャネル226及び膨張性カフ227の可撓性材料233を径方向外向きに押すとき、材料233の半径方向外向きの動きは、最終的に円周チャネル用キャビティ176及びカフ用キャビティ177の内面輪郭によって阻止される。可撓性材料233の半径方向内向きの動きまたは変位は、マンドレル222の外面241によって阻まれる。図38は、膨張状態の移植本体部223の膨張性円周チャネル226及び膨張性カフ227を示している。これによって、膨張性円周チャネル226及び膨張性カフ227を形成し、その後、膨張状態のまま膨張性チャネル226及び膨張性カフ227の可撓性材料233及び234を定着させることによってチャネル及びカフを定着させることができる。上述したように、可撓性材料がePTFEである場合、焼結工程により可撓性材料が定着せしめられる。
【0104】
二股でない移植本体部223の一部の実施形態の場合、加圧ガスは、約15.7cm3/s(2scfh)〜約118cm3/s(15scfh)、特に約39.3cm3/s(5scfh)〜約47.2cm3/s(6scfh)の流量で注入される。このような実施形態の場合、加圧ガスの圧力は、約34.5Pa(5psi)〜約207Pa(30psi)とされる。二股である移植本体部223の一部の実施形態の場合、加圧ガスは、約118cm3/s(15scfh)〜約236cm3/s(30scfh)、特に約142cm3/s(18scfh)〜約157cm3/s(20scfh)の流量で注入される。このような二股の実施形態の場合、加圧ガスの圧力は、約103Pa(15psi)〜約413Pa(60psi)とされる。別の実施形態においては、移植本体部223の膨張性チャネル及び膨張性カフの網状構造237に加圧ガスを注入する速度は、血管内移植本体部223の膨張する部分の表面積に基づいて標準化することができる。
【0105】
移植本体部223の一部の実施形態の場合、永久的な膨張性長手チャネル228は存在しない。このような実施形態の場合、加圧ガスの注入のために移植本体部の膨張性チャネルへアクセスできるように、移植本体部に一時的膨張性長手チャネルを備えることが望ましい。図39は、モールド本体部251内に配置される移植本体部250を示しており、移植本体部250は、近位側膨張性カフ252と、遠位側膨張性カフ253と、膨張性螺旋チャネル254と、一時的膨張性長手チャネル255とを有する。一時的膨張性長手チャネル255は、近位側膨張性カフ252と、遠位側膨張性カフ253と、膨張性螺旋チャネル254とに流体的に連通する。圧力管路256は、一時的膨張性長手チャネル255内に配置されると共に、近位膨張性カフ252と、遠位膨張性カフ253と、膨張性螺旋チャネル254とに整列し且つこれらに対応する出口孔257を有する。膨張性チャネル254及び膨張性カフ252及び253は、膨張状態で図示されている。出口孔257は、圧力管路256から膨張性カフ252並びに253及び膨張性螺旋チャネル254まで適切な質量流量を均等に配分する圧力勾配を生じるように構成することができる。
【0106】
膨張性チャネル254及び膨張性カフ252並びに253が膨張状態のまま膨張性チャネル254及び膨張性カフ252、253の可撓性材料が定着されると、圧力管路256が取り除かれ、膨張性カフ252並びに253及び膨張性螺旋チャネル254が開いたままとなるように、一時的膨張性長手チャネル255の所望部分258が密閉せしめられる。図40に示される一時的膨張性長手チャネル255の密閉部分258は、密閉部分の可撓性材料の層259を平らに押し下げて、接着剤結合、熱機械的密閉またはその他の適切な方法によって接着させることによって形成される。一時的膨張性長手チャネル255の密閉部分を密閉するために使用できる適切な材料はFEPであるが、シリコン・エラストマ等、他の適切な材料を使用してもよい。密閉部分258においては、一時的膨張性長手チャネル255の密閉部分が薄型で且つ高い可撓性を維持する接着方法を用いることが望ましい。
【0107】
図41は、永久的膨張性長手チャネルを有さない移植本体部261の別の実施形態を示している。移植切片261の一時的膨張性長手チャネル262は、加圧ガスを注入するために移植切片261の膨張性円周チャネル263及び膨張性長手チャネル・セグメント264へのアクセスを提供する。図41は、モールド本体部265内に配置されていて、近位側膨張性カフ266と、遠位側膨張性カフ267と、膨張性円周チャネル263と、不連続の膨張性長手チャネル・セグメント264と、一時的膨張性長手チャネル262とを有する移植切片261を示している。一時的膨張性長手チャネル262は、他の膨張性カフ266、267及び膨張性チャネル263と流体的に連通する。圧力管路268は、一時的膨張性長手チャネル262内に配置されると共に、近位側膨張性カフ266と遠位膨張性カフ267と膨張性円周チャネル263とに整列しこれらに対応する出口孔269を有する。膨張性チャネル263及び膨張性カフ266並びに267は、膨張状態で図示されている。出口孔269は、圧力管路268から膨張性カフ266並びに267及び膨張性円周チャネル263にまで均等に圧力及び適切な質量流量を配分する圧力勾配を生じるように構成される。
【0108】
膨張性チャネル263及び膨張性カフ266並びに267が膨張状態のまま膨張性チャネル263及び膨張性カフ266並びに267の可撓性材料270が定着されると、圧力管路268が取り除かれ、膨張性カフ266及び267、不連続スパイン264及び膨張性チャネル263が開かれたまま、一時的膨張性長手チャネル262が所望部分271において密閉される。図42に示される一時的膨張性長手チャネル262の密閉部分271は、図40の一時的膨張性長手チャネル255の密閉部分258と同様の方法で形成される。
【0109】
図43は、近位端306と、遠位端307と、膨張状態で示される膨張性円周チャネル311とを備えた移植本体部308を有する血管内移植集合体305を示している。近位コネクタ部材312は可撓性材料の近位端ラップ層313間に埋め込まれる。遠位コネクタ部材314は可撓性材料の遠位端ラップ層315間に埋め込まれる。近位コネクタ部材312及び遠位コネクタ部材314は、他の拡張可能部材またはステント(図示せず)に連結されるように構成される。膨張性長手チャネル316は、膨張性円周チャネル311と流体的に連通するよう配置され、移植本体部308に沿って長手方向に延びる。近位コネクタ部材312及び遠位コネクタ部材314のコネクタ要素317は、近位端ラップ層313及び遠位端ラップ層315の外側に移植本体部308から離れるように長手方向に延びる。
【0110】
移植集合体305の可撓性材料の遠位端ラップ層315と主本体部322の遠位端の可撓性材料の層321との間には接合部318が設けられる。また、移植集合体305の近位端ラップ層313と主本体部322の近位端の可撓性材料の層324との間にも接合部323が設けられる。接合部318及び323は、図示されるように重なり部分を有するテーパ接合部とすることができる。接合部318は、可撓性材料が可融材料等を具備する場合には接合部の焼結または熱機械的圧密によって繋止される。
【0111】
図44Aは、可撓性材料の遠位端ラップ層315内に配置され且つジョイント330によって遠位端ラップ層315に繋止される遠位コネクタ部材314の一部の横断面図を示している。ジョイント330は可撓性材料の第二の層332のループ部331内に配置される遠位コネクタ部材314またはその一部を有する。可撓性材料の第二の層332のループ部331は、遠位コネクタ部材314の周りにループ状に折り返されて繋止部334で可撓性材料の第二の層の一部に繋止されたフラップ333によって形成される。
【0112】
可撓性材料の第一の層335は、可撓性材料の第二の層332の内側にその内面336上に配置され、移植本体部308の遠位端307に向かって延びる。可撓性材料の第三の層337は可撓性材料の第二の層332の外面338上に配置され、移植本体部308の遠位端307に向かって延びる。可撓性材料の第一の層335及び可撓性材料の第三の層337は、ジョイント330の遠位側で互いに接触し且つ互いに接着または繋止される。フラップ333は接着、熱機械的圧密(例えばシーム形成、焼結、溶接を含む)等を含む多様な適切な方法によって可撓性材料の第二の層332に繋止される。繋止部334は、同一または同様の方法で、隣接する可撓性材料の第一の層335及び可撓性材料の第三の層337に接着または繋止される。ジョイント330は、特に、遠位端ラップ層315が近位方向に引張されるのに抗して遠位コネクタ部材314を遠位方向に引張しようとする力に対して強く、この力に抵抗する。かかる張力は、遠位コネクタ部材314の対応する部分の表面積に比べて大きい表面積で接着されるフラップ333の繋止部に加わるせん断荷重として分配される。
【0113】
図44Bは移植集合体305の外側から見たジョイント330の図であり、ジョイント330の構造を明示するために可撓性材料の第三の層337が示されていない。図44Bは、括線と陰影線で示されるように、フラップ333のほぼ全体に亘って延びる繋止部334において可撓性材料の第二の層332に繋止されるフラップ333を示している。ループ部331は遠位コネクタ部材314の対応する部分周りに配置される。フラップ333が可撓性材料の第二の層332から切除された後の空所341が可撓性材料の第一の層335を背にして示されている。
【0114】
図45は、いくつかの点で図43のジョイント330と同様のジョイント345であって、コネクタ部材346等の横向き部材と可撓性材料の遠位端ラップ層347との間のジョイント345の別の実施形態を示している。コネクタ部材346は、コネクタ部材346の周りで可撓性材料の第三の層349上に折り曲げられるフラップ351によって形成される可撓性材料の第三の層349のループ部348内に配置される。フラップ351は、繋止部352に亘って可撓性材料の第三の層349に繋止される。可撓性材料の第二の層354から形成される追加フラップ353が、コネクタ部材346、ループ部348、フラップ351及び繋止部352の周りで折り返される。追加フラップ353は、フラップ351に繋止されると共に追加繋止部355において可撓性材料の第三の層354に繋止される。
【0115】
追加フラップ353の近位側では、可撓性材料の第四の層358が可撓性材料の第二の層354の外面361に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント345の近位側では、可撓性材料の第一の層356が可撓性材料の第二の層354の内面357上に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント345の遠位では、可撓性材料の第一の層356と可撓性材料の第四の層358とが互いに接触して、互いに接着または繋止される。
【0116】
このような重合せジョイント(nested joint)の形態により二層ループ部362が形成され、この二層ループ部は弾力性の高い厚いループ部362を提供することによってジョイントに加えられる動的な反復的荷重に対してジョイント345の引張り強さを増大せしめる。このような形態を拡大して、コネクタ部材346等の横向き部材周りでループ部348に形成される3層、4層、5層またはそれ以上の可撓性材料の層を含む任意の数の重合せループ部を設けてもよい。
【0117】
図44A及び44Bに示される実施形態において、可撓性材料の第二の層349から形成されるフラップ333は主に同じ可撓性材料の第二の層349に繋止される。しかし、図46は、コネクタ部材366と可撓性材料のラップ層367との間のジョイント365の別の実施形態を示している。ジョイント365は、コネクタ部材366の周りで折り返される可撓性材料の第三の層371から形成されるフラップ368を有する。フラップ368は、フラップ386と可撓性材料の第三の層371との間に配置される可撓性材料の第二の層372に繋止される。フラップ368は、繋止部373に亘って可撓性材料の第二の層372に繋止される。フラップ368の近位側では、可撓性材料の第一の層374が可撓性材料の第二の層372の内面375上に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント365の近位側では、可撓性材料の第四の層376が可撓性材料の第三の層371の外面377上に配置され、遠位方向に移植本体部308の遠位端307まで延びる。ジョイント365の遠位側では、可撓性材料の第一の層374と可撓性材料の第四の層376とが互いに接触し、互いに接着または繋止される。
【0118】
図47を参照すると、全体的に管状の血管内移植本体部380が示されており、この血管内移植本体部380は可撓性材料の近位端ラップ層382を備える近位端部381を有する。コネクタ部材383として構成される円周向きの部材が可撓性材料の近位端ラップ層の周りに配置され、この部材は、ヘビ状パターンで構成されるリング部材384と、リング部材384から移植本体部の近位端386を通り抜けて近位方向に延びるコネクタ要素385とを有する。
【0119】
管状の可撓性材料の第二の層387が、同様に全体的に管状の可撓性材料の第一の層389の外面388上に配置される。可撓性材料の第三の層391が可撓性材料の第二の層387の外面392上に配置される。可撓性材料の第三の層391の近位部394には長手方向のスリット393が形成され、スリット393は移植本体部380の近位端386からリング部材384まで延びる。可撓性材料の第三の層391から形成される第一のフラップ395は、可撓性材料の第二の層387の外面392上に載置された状態で図示されている。ループ部を形成するために、第一のフラップ395は矢印396で示される方向に折り返される。第二のフラップ397は、ループ部398を形成するためにコネクタ部材383のリング部材384周りでループ状に折り返されているところが示されている。
【0120】
図48においては、複数のフラップ398が折り返されてコネクタ部材383のリング部材384周りにループ部399を形成しているところが示されており、フラップ398はリング部材384のほぼ円周に亘って折り返されている。その後、フラップ398は上記の方法のいずれかによって繋止部400において可撓性材料の第三の層391に繋止される。フラップ398が繋止されると、図49に示されるように可撓性材料の第四の層401が可撓性材料の第三の層391の外面402、フラップ398、ループ部399及びコネクタ部材383上に配置される。血管内移植本体部380の一部の実施形態においては、コネクタ部材383の周りに配置されるフラップ398の数は約2枚〜約24枚とされる。実施形態によっては、フラップ398は、約1平方ミリメートル〜約25平方ミリメートルの間でそのサイズを変動させることができる。
【0121】
可撓性材料の第四の層401は、移植本体部380の近位端386まで延び、接着、焼結、溶接、熱機械的圧密またはその他の適切な手段によって所定位置に繋止される。一部の実施形態においては、可撓性材料の第四の層401は、移植本体部380のジョイント403上のみに配置される。このようなジョイント403は、コネクタ部材383を移植本体部380の近位端ラップ層382に繋止し、この繋止はこれら構成要素間の張力に対して非常に強い状態で行われる。可撓性材料の第四の層401が所定位置に繋止されると、フラップ398をループ状にロックすると共にコネクタ部材383と移植本体部380の近位端ラップ層382との間のジョイント403を強化するために、可撓性材料の第四の層401の内面404がフラップ398の外面405に繋止される。
【0122】
図50は、全体的に管状の移植切片410を示している。可撓性材料の第二の層411は可撓性材料の第一の層413の外面412上に配置され、両層は全体的に管状の形状を有する。金属棒の形態である第一の横向き部材414がフラップ416のループ部415内に配置される。フラップ416は、第一の横向き部材414回りに折り返される可撓性材料の第二の層411の一部から形成され、且つ繋止部418全体において可撓性材料の第二の層411に繋止されて、ジョイント420を形成する。
【0123】
ジョイント420は、第一の横向き部材414に対して矢印421の方向に加えられる張力に対して特に強い。金属棒の形態である第二の横向き部材422がフラップ424のループ部423内に配置される。フラップ424は第二の横向き部材422回りに折り返される可撓性材料の第二の層411の一部から形成され、繋止部426で可撓性材料の第二の層411に繋止されて、ジョイント427を形成する。ジョイント427は第二の横向き部材に対して矢印428の方向に加えられる張力に対して特に強い。
【0124】
図50は、フラップ及びフラップの繋止部の形態及び方位に応じて本発明の特定の特徴を有するジョイントによって特定の張力の荷重が分散され得ることを示している。図50に示される実施形態においては、反対方向の張力が第一の横向き部材414と第二の横向き部材422とに加えられると、可撓性材料の第二の層411の可撓性材料固有の相対的引張強さに応じて各繋止部418及び426における接着が外れる前に各ジョイント420及び427のループ部415及び423の可撓性材料が機能しなくなりそうな程度にまで、各繋止部418及び426に全体に適切に配分され得る。このことは、繋止部が熱機械的圧密によって繋止される可撓性材料の層のような一軸並びに多軸のePTFEで作られるジョイント420及び427について一般的に当てはまる。
【0125】
本発明の特定の実施形態について例示および説明したが、本発明の精神及び範囲から逸脱することなく様々な変更を加え得ることは明らかである。従って、本発明は特許請求の範囲以外のものによって限定されるものではない。
【符号の説明】
【0126】
10 可融材料のシート
11 ドラム
14 成形マンドレル
15 移植本体部
26 第一の層
30 追加層
33 重なり部分
330 ジョイント
331 ループ部
332 第二の層
333 フラップ
335 第一の層
【特許請求の範囲】
【請求項1】
血管内移植体またはその切片を製造するための方法において、
成形部材上に可融材料の第一の層を配置する工程と、
上記第一の層の少なくとも一部上に可融材料の第二の層を配置し、前記可融材料の第一の層と上記第二の層との重なり部分を形成する工程と、
上記可融材料の第一の層と第二の層との重なり部分に少なくとも一つの膨張性チャネルを形成するために上記可融材料の層にシームを形成する工程と、
上記膨張性チャネルを膨張させる工程と、
上記チャネルが膨張状態にあるときに該チャネルを形成する可融材料を定着させる工程とを具備する方法。
【請求項2】
上記可融材料の第二の層を配置する工程の前に上記可融材料の第一の層上に接着剤または溶融加工可能材料を配する工程をさらに具備する請求項1に記載の方法。
【請求項3】
上記接着剤または溶融加工可能材料がペルフルオロアルコキシまたはフッ素化エチレンプロピレンから成るグループから選択される請求項2に記載の方法。
【請求項4】
上記膨張性チャネルを形成する可融材料が焼結によって定着される請求項1に記載の方法。
【請求項5】
上記焼結工程が上記膨張性チャネルの上記材料を摂氏約335度〜約380度の温度にする工程を具備する請求項4に記載の方法。
【請求項6】
上記第二の層を配置する工程の後に可融材料の第三、第四、第五及び第六の追加層が上記成形部材上に配置され、且つ上記膨張性チャネルが上記第三の層と上記第四の層との間にシームによって形成されるように該シームが上記層に形成される請求項1に記載の方法。
【請求項7】
上記可融材料がePTFEを具備する請求項1に記載の方法。
【請求項8】
上記成形部材が円筒形部材を具備し、上記重なり部分がほぼ管状の部材を具備する請求項1に記載の方法。
【請求項9】
血管内移植体またはその切片を製造するための方法において、
可融材料の第一の層と少なくとも1層の可融材料の追加層との重なり部分を形成する工程と、
上記可融材料の層の重なり部分に少なくとも一つの膨張性チャネルを形成する工程と、
上記膨張性チャネルを膨張させる工程と、
上記チャネルが膨張状態のときに該チャネルを形成する可融材料を定着させる工程とを具備する方法。
【請求項10】
血管内移植体またはその切片を製造するための方法において、
成形部材上に可融材料の第一の層を配置する工程と、
上記可融材料の第一の層上に少なくとも一つの拡張可能部材を配置する工程と、
上記可融材料の第一の層及び上記拡張可能部材の少なくとも一部の上に少なくとも1層の可融性材料の追加層を配置する工程と、
上記可融材料の第一の層及び上記少なくとも1層の追加層に上記拡張可能部材を繋止するために該拡張可能部材に隣接して上記第一の層と上記少なくとも1層の追加層との間にシームを形成する工程と、
上記可融材料の第一の層及び少なくとも1層の追加層に少なくとも一つの膨張性チャネルを形成するために上記可融材料の層に選択的にシームを形成する工程と、
上記膨張性チャネルを膨張させ、上記チャネルが膨張状態にあるときに前記膨張性チャネルを形成する材料を定着させる工程とを具備する方法。
【請求項11】
上記第一の層上に上記可融材料の追加層を配置する工程の前に上記拡張可能部材及び上記可融材料の第一の層上またはこれらに隣接して溶融加工可能材料または接着剤を配する工程をさらに具備する請求項10に記載の方法。
【請求項12】
上記接着剤がペルフルオロアルコキシまたはフッ素化エチレンプロピレンから成るグループから選択される請求項11に記載の方法。
【請求項13】
上記拡張可能部材が拡張可能ステントを具備する請求項10に記載の方法。
【請求項14】
上記拡張可能部材が、拡張可能ステントに取り付けられるように構成される拡張可能コネクタ・リングを具備する請求項10に記載の方法。
【請求項15】
上記膨張性チャネルを膨張させるために上記膨張性チャネルへの加圧流体の注入が用いられる請求項10に記載の方法。
【請求項16】
上記膨張性チャネルの膨張中に上記可融材料を抑制するためにモールドが使用される請求項15に記載の方法。
【請求項17】
上記膨張性チャネルの可融材料は、該膨張性チャネルが膨張状態のとき焼結することによって定着される請求項10に記載の方法。
【請求項18】
血管内移植体またはその切片を製造するための方法において、
可融材料の第一の層と可融材料の第二の層との重なり部分の層間に少なくとも一つの拡張可能部材を配置する工程と、
上記可融材料の第一の層及び第二の層内に上記拡張可能部材を機械的に捕捉するように該拡張可能部材に隣接してシームを形成する工程と、
上記可融部材の第一の層と第二の層との重なり部分に少なくとも一つの膨張性チャネルを形成する工程と、
上記膨張性チャネルを膨張させて、該膨張性チャネルが膨張状態にあるときに該膨張性チャネルを形成する上記材料を定着させる工程とを具備する方法。
【請求項19】
血管内移植体またはその切片を製造するための方法において、
可融材料の第一の層と可融材料の第二の層との少なくとも一部が重なって重なり部分を形成するように、上記可融材料の第一の層と少なくとも1層の可融材料の追加層とを成形部材上に配置する工程と、
上記可融材料の第一の層と追加層の重なり部分に少なくとも一つの膨張性チャネルを形成するために上記可融性材料の層を選択的に溶融してシームにする工程とを具備する方法。
【請求項20】
上記可融材料の第一の層と第二の層との間に複数の膨張性チャネルを形成する工程をさらに具備する請求項19に記載の方法。
【請求項21】
上記複数のチャネルが全て流体的に連通している請求項20に記載の方法。
【請求項22】
上記可融材料がePTFEを具備する請求項19に記載の方法。
【請求項23】
熱及び圧力を加えることによって上記膨張性チャネルが上記可融材料の第一の層と追加層との間に形成される請求項19に記載の方法。
【請求項24】
上記熱及び圧力が、上記重なり部分に押し当てられ且つ該重なり部分に対して相対的に並進する加熱スタイラスを使って加えられる請求項23に記載の方法。
【請求項25】
上記重なり部分に対する相対的な上記加熱スタイラスの移動が自動制御される請求項24に記載の方法。
【請求項26】
上記重なり部分に対する相対的な上記加熱スタイラスの移動が5軸までの移動を含む請求項25に記載の方法。
【請求項27】
上記加熱スタイラス先端の温度が摂氏約350度〜約525度である請求項24に記載の方法。
【請求項28】
上記シームを形成する際に上記層に加えられる圧力が約2.07kPa〜約20.7kPaである請求項24に記載の方法。
【請求項29】
上記成形部材が円筒形マンドレルを具備し、上記可融材料の第一の層及び上記少なくとも1層の追加層が、上記マンドレルの周りに該層を巻きつけることによって該マンドレル上に配置される請求項19に記載の方法。
【請求項30】
上記成形部材がマンドレルを具備し、上記可融材料の第一の層及び上記少なくとも1層の追加層は、上記マンドレルの周りに該層を巻きつけることによって上記マンドレル上に配置され、上記マンドレルは、第一の端部と、第二の端部と、該第一の端部と該第二の端部との間に配置される中間部とを備え、該中間部の横断寸法が上記第一の端部または第二の端部の横断寸法よりも小さい請求項19に記載の方法。
【請求項31】
可融材料の層の間に配置される少なくとも一つの膨張性チャネルを形成するために、可融材料の少なくとも2つの層の間に少なくとも2つのシームが形成される請求項19に記載の方法。
【請求項32】
上記膨張性チャネルが、形成後に内部圧力によって膨張せしめられる請求項31に記載の方法。
【請求項33】
流体を送り込むように構成される圧力管路が上記可融材料の第一の層と第二の層との間に挿入される請求項32に記載の方法。
【請求項34】
上記圧力管路が上記可融材料の第一の層と第二の層の間に配置されるように構成される管状部材を備え、該管状部材が、該管状部材に沿って遠位方向に向かって断面積が大きくなる複数の開口を有する請求項33に記載の方法。
【請求項35】
上記少なくとも一つの膨張性チャネルが膨張状態にあるときに上記血管内移植体を焼結する工程をさらに具備する請求項32に記載の方法。
【請求項36】
上記少なくとも一つの膨張性チャネルが焼結中にモールド内で膨張せしめられる請求項35に記載の方法。
【請求項37】
血管内移植体またはその切片を製造するための方法において、
可融材料の少なくとも2つの層の重なり部分を形成する工程と、
上記重なり部分に少なくとも一つの膨張性チャネルを形成する工程とを具備する方法。
【請求項38】
血管内移植切片の可融材料の重なる層間に一つまたはそれ以上のシームを形成するように構成されるシーム形成装置において、
スタイラスと、
制御可能なパターンで上記スタイラスに対して相対的に移動可能なマウントシステムと、
上記マウントシステムに連結された少なくとも1台のモータであって、予め定められたパターンで上記スタイラスに対して相対的に上記マウントシステムを移動させる予めプログラムされたデータベースによって制御可能なモータとを具備する装置。
【請求項39】
上記スタイラスが横方向にばね荷重を受ける請求項38に記載の装置。
【請求項40】
上記スタイラスが軸線方向にばね荷重を受ける請求項38に記載の装置。
【請求項41】
上記スタイラスが摂氏約330度〜約525度の温度で動作するように構成される請求項38に記載の装置。
【請求項42】
上記スタイラスがばね荷重張力を受けてピボット軸の回りを旋回する請求項38に記載の装置。
【請求項43】
上記スタイラスの遠位端におけるばね荷重の力が約0.5〜約100グラムである請求項42に記載の装置。
【請求項44】
コンピュータ数値制御を使用する予めプログラムされたデータベースによって制御される少なくとも5台のモータであって、各モータについて異なる自由度で上記スタイラスに対して相対的に上記マウントシステムを動かすように構成されるモータを具備する請求項38に記載の装置。
【請求項45】
上記マウントシステムに繋止されるマンドレルをさらに具備し、該マンドレルは上記可融材料の層の重なり部分を支持すると共に上記スタイラス先端の力に対抗するための基材となる請求項38に記載の装置。
【請求項46】
シーム形成のための上記予め定められたパターンが上記血管内移植体またはその切片の移植本体部の膨張性チャネル網を含む請求項38に記載の装置。
【請求項47】
シーム成形のための上記予め定められたパターンが上記血管内移植体またはその切片の移植本体部の少なくとも一つの膨張性円周チャネルを含む請求項38に記載の装置。
【請求項48】
血管内移植切片の可融材料の重なる層間に一つまたはそれ以上のシームを形成するように構成されるシーム形成装置において、
上記可融材料の層間にシームを形成するための手段と、
制御可能なパターンで前記シームを形成するための手段に対して相対的に移動可能なマウント手段と、
上記マウント手段に連結され且つ予めプログラムされるデータベースによって制御可能である少なくとも1つのモータであって、予め定められたパターンで上記加熱スタイラスに対して相対的に上記マウントシステムを移動するためのモータとを具備する装置。
【請求項49】
血管内移植体またはその切片を製造するために成形部材として使用される三体構成マンドレルにおいて、
ほぼ円形または楕円形の横断面を有する中間部と、
ほぼ楕円形または円形の横断面を有する第一の端部であって、少なくともその一部が上記中間部の横断寸法より大きい横断寸法を有すると共に上記中間部の第一の端に取外し可能に繋止される第一の端部と、
ほぼ楕円形または円形の横断面を有する第二の端部であって、少なくともその一部が上記中間部の横断寸法より大きい横断寸法を有すると共に上記中間部の第二の端に取外し可能に繋止される第二の端部と、を具備するマンドレル。
【請求項50】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドにおいて、
複数のモールド本体部であって、少なくとも一つの他のモールド本体部と合わさって、上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記血管内移植切片の外面輪郭と一致する内面輪郭を有する主キャビティ部を有する組立てモールドを形成するように構成されるモールド本体部を具備するモールド。
【請求項51】
上記少なくとも一つの膨張性チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのチャネル用キャビティをさらに具備する請求項50に記載のモールド。
【請求項52】
上記少なくとも一つの膨張性カフが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのカフ用キャビティをさらに具備する請求項50に記載のモールド。
【請求項53】
上記移植切片の膨張性長手チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの長手チャネル用キャビティをさらに具備する請求項50に記載のモールド。
【請求項54】
上記移植切片の膨張性螺旋チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの螺旋チャネル用キャビティをさらに具備する請求項50に記載のモールド。
【請求項55】
上記モールド本体部が焼結金属を具備する請求項50に記載のモールド。
【請求項56】
当該モールドの主キャビティ部及び該モールドの外部と流体的に連通する少なくとも一つの排気溝をさらに具備する請求項50に記載のモールド。
【請求項57】
上記排気溝がモールド本体部の接触面に配置される請求項56に記載のモールド。
【請求項58】
上記モールド本体部がアルミニウムを具備する請求項50に記載のモールド。
【請求項59】
上記主キャビティ部の長さが約50mm〜約300mmである請求項50に記載のモールド。
【請求項60】
上記主キャビティ部の内側横断寸法が約4〜約50mmである請求項50に記載のモールド。
【請求項61】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと前記円周チャネル用キャビティと流体的に連通する少なくとも一つの長手チャネル用キャビティとを具備する請求項51に記載のモールド。
【請求項62】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと前記円周チャネル用キャビティと流体的に連通する少なくとも一つの螺旋チャネル用キャビティとを具備する請求項51に記載のモールド。
【請求項63】
上記主キャビティ部の第一の端に配置される第一のテーパ部と前記主キャビティ部の第二の端に配置される第二のテーパ部とをさらに具備し、これら第一のテーパ部及び第二のテーパ部はそれぞれ当該モールドの第一の端及び第二の端に向かってその横断寸法が大きくなる請求項50に記載のモールド。
【請求項64】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドにおいて、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を有する主キャビティ部を有する第一のモールド本体部と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を有する主キャビティ部を有すると共に上記第一のモールド本体部と合わさるように構成される第二のモールド本体部とを具備するモールド。
【請求項65】
上記少なくとも一つの膨張性チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのチャネル用キャビティをさらに具備する請求項64に記載のモールド。
【請求項66】
上記少なくとも一つの膨張性カフが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのカフ用キャビティをさらに有する請求項64に記載のモールド。
【請求項67】
当該モールドの主キャビティ部の内面輪郭に沿って長手方向に延びると共に上記移植切片の膨張性長手チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの長手チャネル用キャビティをさらに有する請求項64に記載のモールド。
【請求項68】
当該モールドの主キャビティ部内に、上記移植切片の膨張性螺旋チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの螺旋チャネル用キャビティをさらに具備する請求項64に記載のモールド。
【請求項69】
上記モールド本体部が焼結金属を具備する請求項64に記載のモールド。
【請求項70】
上記主キャビティ部及び当該モールドの外部と流体的に連通する少なくとも一つの排気溝をさらに具備する請求項64に記載のモールド。
【請求項71】
上記排気溝が上記モールド本体部の接触面に配置される請求項64に記載のモールド。
【請求項72】
上記モールド本体部がアルミニウムを具備する請求項64に記載のモールド。
【請求項73】
上記主キャビティ部の長さが約50mm〜約300mmである請求項64に記載のモールド。
【請求項74】
上記主キャビティ部の内側横断寸法が約5mm〜約50mmである請求項64に記載のモールド。
【請求項75】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと、該円周チャネル用キャビティと流体的に連通する少なくとも一つの長手チャネル用キャビティとを具備する請求項65に記載のモールド。
【請求項76】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと、該円周チャネル用キャビティと流体的に連通する少なくとも一つの螺旋チャネル用キャビティとを具備する請求項65に記載のモールド。
【請求項77】
上記主キャビティ部の第一の端に配置される第一のテーパ部と上記主キャビティ部の第二の端に配置される第二のテーパ部とをさらに具備する請求項64に記載のモールド。
【請求項78】
血管内移植体またはその切片の製造に使用するための圧力管路において、
入力端と、出力端と、該入力端からの距離に伴って増大する浸透度勾配を有する浸透部を有する細長い導管とを具備する圧力管路。
【請求項79】
当該圧力管路の浸透度が上記浸透部に沿って上記入力端から上記出力端に向かう方向に1センチメートル当たり約5パーセント〜約20パーセント増大する請求項78に記載の圧力管路。
【請求項80】
上記浸透度勾配は、上記細長い導管に配置される複数の出口孔の直径が上記入力端からの距離の増大に伴って大きくなることによるものある請求項78に記載の圧力管路。
【請求項81】
上記出口孔が、上記血管内移植体の複数の膨張性円周チャネルの長手方向の間隔に一致するように互いに長手方向に離間される請求項80に記載の圧力管路。
【請求項82】
入力ポートと、近位部と、遠位部とを具備し、該近位部がステンレス鋼を具備し且つ前記遠位部が重合体を具備する請求項78に記載の圧力管路。
【請求項83】
上記遠位部の外側横断寸法が約0.254mm〜約2.54mmである請求項82に記載の圧力管路。
【請求項84】
当該圧力管路の長さが約50.8mm〜約305mmである請求項78に記載の圧力管路。
【請求項85】
上記近位部の少なくとも一部の横断面がD字型である請求項78に記載の圧力管路。
【請求項86】
血管内移植体またはその切片を成形するためのマンドレルにおいて、
中間部と、
少なくともその一部が上記中間部の外側横断寸法より大きい外側横断寸法を有し且つ上記中間部の第一の端に取外し可能に繋止される第一の端部と、
少なくともその一部が上記中間部の外側横断寸法より大きい外側横断寸法を有し且つ上記中間部の第二の端に配置される第二の端部とを具備するマンドレル。
【請求項87】
上記第二の端部が上記中間部の第二の端に取外し可能に繋止される請求項86に記載のマンドレル。
【請求項88】
上記第一の端部及び第二の端部がねじ部によって上記中間部に取外し可能に繋止される請求項87に記載のマンドレル。
【請求項89】
上記中間部の長さが約50〜約150mmである請求項86に記載のマンドレル。
【請求項90】
上記中間部の外側横断寸法が約5mm〜約50mmである請求項86に記載のマンドレル。
【請求項91】
上記中間部の外側横断寸法が約15mm〜約30mmである請求項86に記載のマンドレル。
【請求項92】
上記第一の端部の外側横断寸法が約15mm〜約40mmである請求項86に記載のマンドレル。
【請求項93】
上記中間部が、該中間部の外面に形成される長手方向の溝を有し且つ圧力管路を受容するように構成される圧力管路用凹部をさらに具備する請求項86に記載のマンドレル。
【請求項94】
上記第一の端部、第二の端部及び中間部がステンレス鋼を具備する請求項88に記載のマンドレル。
【請求項95】
上記第一の端部、第二の端部及び中間部の横断面がほぼ円形またはほぼ楕円形である請求項86に記載のマンドレル。
【請求項96】
上記長手方向の溝の横断面における曲率半径が約0.127mm〜約1.27mmである請求項93に記載のマンドレル。
【請求項97】
上記第一の端部、第二の端部及び中間部の長手軸線がほぼ同軸である請求項95に記載のマンドレル。
【請求項98】
少なくとも一つの膨張性カフまたは膨張性チャネルを有する血管内移植体またはその切片を製造するための集合体において、
上記血管内移植体の内面を支持するよう構成される外面輪郭を有する細長い本体を備えるマンドレルと、
上記マンドレルの少なくとも一部周りに配置される少なくとも一つの膨張性カフまたは膨張性チャネルを有する移植体と、
細長い導管を備える圧力管路であって、該細長い導管が入力端と出力端とを有すると共に該入力端からの距離に伴って増大する浸透度勾配を有し且つ上記血管内移植体の本体部の膨張性カフまたは膨張性チャネルと流体的に連通する、圧力管路と、
少なくとも部分的に上記移植体、上記圧力管路及び上記マンドレル周りに配置されるモールドであって、合わさることで上記少なくとも一つの膨張性カフまたは膨張性チャネルが膨張状態にあるときに上記移植切片の外面輪郭に一致する内面輪郭を有する主キャビティ部を有する組立てモールドを形成するように構成される複数のモールド本体部を備え、且つ上記少なくとも一つの膨張性カフまたは膨張性チャネルの膨張中に上記カフまたはチャネルの外層を半径方向に抑制するように構成されるモールドと、を具備する集合体。
【請求項99】
上記圧力管路が少なくとも部分的に上記移植体の膨張性カフまたは膨張性チャネル内に配置される請求項98に記載の集合体。
【請求項100】
上記圧力管路の浸透度勾配は、上記細長い導管に配置される複数の孔の直径が上記圧力管路の入力端からの距離の増大に伴って大きくなることによるものである請求項99に記載の集合体。
【請求項101】
上記複数の孔が、実質的に上記モールドの円周チャネル用キャビティと整列する請求項100に記載の集合体。
【請求項102】
上記マンドレルが、
中間部と、
少なくとも一部が上記中間部の外側横断寸法よりも大きい外側横断寸法を有し且つ上記中間部の第一の端に取外し可能に繋止される第一の端部と、
少なくとも一部が上記中間部の外側横断寸法よりも大きい外側横断寸法を有し且つ上記中間部の第二の端に配置される第二の端部と、を具備する請求項98に記載の集合体。
【請求項103】
上記マンドレルが、該マンドレルの外面に形成される長手溝を含む圧力管路用凹部をさらに具備する請求項102に記載の集合体。
【請求項104】
上記圧力管路の孔が実質的に上記主体部の膨張性チャネルと整列する請求項100に記載の集合体。
【請求項105】
血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを形成するための方法において、
移植切片の移植材料の層の間に少なくとも一つの膨張性チャネルまたは膨張性カフが形成されている移植切片を未膨張状態で用意する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭に対応する内面輪郭を有する主キャビティ部を有するモールドを用意する工程と、
未膨張状態の上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが上記主キャビティ部の該当するチャネル用キャビティまたはカフ用キャビティ内で膨張するように、上記移植切片を上記モールドの主キャビティ部内に配置する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させるために前記少なくとも一つの膨張性チャネルまたは膨張性カフに加圧流体を注入する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるまま前記少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料を定着させる工程と、を具備する方法。
【請求項106】
細長い導管を備える圧力管路であって、該細長い導管が上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフと流体的に連通し且つ所定の浸透度勾配を有する浸透部を有する圧力導管を配置する工程と、該圧力管路の浸透部を通じて上記少なくとも一つの膨張性チャネルまたは膨張性カフに上記加圧流体を注入する工程と、をさらに具備する請求項105に記載の方法。
【請求項107】
上記圧力管路が上記移植切片の少なくとも一つの膨張性チャネルと流体的に連通する上記移植切片の一時的膨張長手チャネル内に配置され、上記一時的膨張長手チャネルが、加圧ガスの注入によって上記少なくとも一つの膨張チャネルが膨張した後であって且つ上記少なくとも一つの膨張性チャネルの移植材料が定着された後に、上記少なくとも一つの膨張性チャネルの隣接する部分の間の位置で密閉される請求項106に記載の方法。
【請求項108】
上記少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させる前に、上記移植切片内に内径支持部を配置する工程をさらに具備する請求項105に記載の方法。
【請求項109】
上記内径支持部が、上記加圧流体の注入中に上記移植切片の内面を半径方向に支持するように、上記移植切片を上記モールドに配置する前に該移植切片内に配置されるマンドレルを具備する請求項108に記載の方法。
【請求項110】
上記少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料が焼結によって定着せしめられる請求項105に記載の方法。
【請求項111】
上記移植切片全体の移植材料が定着される請求項105に記載の方法。
【請求項112】
上記移植材料が、摂氏約335度〜約380度の温度に加熱することによって定着される請求項105に記載の方法。
【請求項113】
上記移植材料がePTFEを具備する請求項105に記載の方法。
【請求項114】
上記加圧流体が、約15.7cm3/s〜約236cm3/sの流量で上記圧力管路の入力端に注入される気体である請求項105に記載の方法。
【請求項115】
上記加圧流体が、約39.3cm3/s〜約47.2cm3/sの流量で上記圧力管路の入力端に注入される気体である請求項105に記載の方法。
【請求項116】
上記加圧流体が、約15.7cm3/s〜約118cm3/sの流量で注入される気体である請求項105に記載の方法。
【請求項117】
上記加圧流体が、約34.5Pa〜約207Paの圧力で上記圧力管路に注入される気体である請求項105に記載の方法。
【請求項118】
上記加圧流体が、約241Pa〜約448Paの圧力で上記圧力管路に注入される気体である請求項105に記載の方法。
【請求項119】
血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを形成するための方法において、
上記移植切片の移植材料の層間に少なくとも一つの膨張性チャネルまたは膨張性カフが形成されている移植切片を未膨張状態で用意する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭に対応する内面輪郭を有する主キャビティ部を有するモールドを用意する工程と、
未膨張状態の上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが上記主キャビティ部の対応するチャネル用キャビティまたはカフ用キャビティ内で膨張するように、上記移植切片を上記モールドの主キャビティ部に配置する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させるために上記少なくとも一つの膨張性チャネルまたは膨張性カフに加圧液体を注入する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるまま該少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料を定着させる工程と、を具備する方法。
【請求項120】
上記膨張性チャネルまたは膨張性カフの一部の膨張が上記移植材料の定着中に加圧液体の沸騰から生じる蒸気圧によって行われる請求項119に記載の方法。
【請求項121】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するための外面抑制手段において、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭を半径方向に抑制するように構成される主キャビティ手段を有する外面抑制手段を形成するように構成される一つまたはそれ以上の外面抑制体手段を具備する外面抑制手段。
【請求項122】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するための外面抑制手段において、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される主キャビティ手段を有する第一の外面抑制体手段と、
上記第一の外面抑制体手段と合わさるように構成され且つ上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭に対応するように構成される第二の外面抑制体手段と、を具備する外面抑制手段。
【請求項123】
血管内移植体またはその切片の製造に使用するための圧力管路において、
入力端と、出力端と、細長いガス収納手段の一区画に沿って前記入力端からの距離に伴って増大する浸透度勾配を生じさせるための手段とを有する細長いガス収納手段を具備する圧力管路。
【請求項124】
少なくとも一つの膨張性カフまたはチャネルを有する血管内移植体またはその切片を製造するための集合体において、
上記移植切片の内面を支持するように構成される内面支持手段と、
上記内面支持手段の少なくとも一部周りに配置される少なくとも一つの膨張性カフまたは膨張性チャネルを有する移植切片と、
入力端と、出力端と、細長いガス収納手段の一区間に沿って前記入力端からの距離に伴って増大する浸透度勾配を生じさせるための手段とを有する細長い導管を備える圧力管路と、
少なくとも部分的に上記移植切片、上記圧力管路及び上記内面支持手段の周りに配置される外面抑制手段であって、少なくとも一つの他の外面抑制体手段と合わさって、上記少なくとも一つの膨張性チャネルまたは膨張性カフの膨張中に、該チャネルまたはカフが膨張状態にある状態で上記移植切片の外面輪郭を半径方向に抑制するように構成される組立て式の外面抑制手段を形成するように構成される複数の外面抑制体手段を備える外面抑制手段と、を具備する集合体。
【請求項125】
血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを形成するための方法において、
上記移植切片の移植材料の層間に少なくとも一つの膨張性チャネルまたは膨張性カフが形成されている血管内移植切片を未膨張状態で用意する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフの膨張中に該カフまたはチャネルが膨張状態にある状態で上記移植切片の外面輪郭を半径方向に抑制するように構成される外面抑制手段を用意する工程と、
未膨張状態の上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが上記外面抑制手段の対応するチャネルまたはカフ用キャビティ内で膨張するように、前記外面抑制手段内に上記移植切片を配置する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフを加圧流体で膨張させる工程と、
上記少なくとも一つのチャネルまたはカフが膨張状態にあるときに上記少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料を定着させる工程と、を具備する方法。
【請求項126】
入力端と、出力端と、細長いガス収納手段の一区間に沿って前記入力端からの距離に伴って増大する浸透度勾配を生じさせるための手段とを有する細長いガス収納手段を備え且つ該浸透度勾配を生じさせるための手段を通じて上記少なくとも一つの膨張性チャネルまたは膨張性カフに膨張材料を送り込む圧力管路を配置する工程をさらに具備する請求項125に記載の方法。
【請求項127】
上記少なくとも一つの膨張性チャネルまたは膨張性カフの膨張前に上記移植切片の内面を支持するように構成される内面支持手段を上記移植切片内に配置する工程をさらに具備する請求項125に記載の方法。
【請求項128】
血管内移植体またはその切片において、
可撓性材料部と、
横向き部材であって、該横向き部材周りにループ部を形成するように折り返され且つ繋止された上記可撓性材料の少なくとも一つのフラップを含むジョイントにおいて上記可撓性材料部に繋止される横向き部材と、を具備する血管内移植体またはその切片。
【請求項129】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが自身に繋止される層から形成される請求項128に記載の血管内移植体またはその切片。
【請求項130】
上記横向き部材が、上記可撓性材料の強度に比べて大きい強度を有する材料を具備する請求項128に記載の血管内移植体またはその切片。
【請求項131】
上記横向き部材がニッケル・チタンを具備する請求項130に記載の血管内移植体またはその切片。
【請求項132】
上記フラップが接着剤による付着によって当該移植体またはその切片の可撓性材料に繋止される請求項128に記載の血管内移植体またはその切片。
【請求項133】
上記接着剤がFEPおよびPFAから成るグループから選択される請求項132に記載の血管内移植体またはその切片。
【請求項134】
上記可撓性材料部が可融材料を具備し、上記フラップが、該フラップと該フラップに接触する上記可融材料の部分とを熱機械的に圧密することによって繋止される請求項128に記載の血管内移植体またはその切片。
【請求項135】
上記可融材料がePTFEを具備する請求項134に記載の血管内移植体またはその切片。
【請求項136】
上記ePTFEの厚みが約0.0254mm〜約0.254mmである請求項135に記載の血管内移植体またはその切片。
【請求項137】
上記ePTFEが焼結される請求項135に記載の血管内移植体またはその切片。
【請求項138】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが別の層に繋止された層から形成される請求項128に記載の血管内移植体またはその切片。
【請求項139】
上記少なくとも一つのフラップが約1平方ミリメートル〜約25平方ミリメートルである請求項128に記載の血管内移植体またはその切片。
【請求項140】
上記ジョイントが、上記横向き部材周りにループ部を形成するように折り返され且つ繋止される複数の可撓性材料のフラップを具備する請求項128に記載の血管内移植体またはその切片。
【請求項141】
上記ジョイントが、上記横向き部材周りにループ部を形成するために折り返され且つ繋止される約2枚〜約24枚のフラップを具備する請求項128に記載の血管内移植体またはその切片。
【請求項142】
上記横向き部材が円周向き部材を具備する請求項128に記載の血管内移植体またはその切片。
【請求項143】
上記横向き部材がコネクタ部材またはその一部を具備する請求項128に記載の血管内移植体またはその切片。
【請求項144】
上記横向き部材が拡張可能ステントまたはその一部を具備する請求項128に記載の血管内移植体またはその切片。
【請求項145】
上記拡張可能ステントが自己拡張ステントを具備する請求項144に記載の血管内移植体またはその切片。
【請求項146】
血管内移植体またはその切片において、
可撓性材料部と、
上記可撓性材料の少なくとも一つのフラップ手段を有する接合手段によって上記可撓性材料部に繋止される横向き部材とを具備し、上記フラップ手段が該横向き部材に対する張力をフラップ手段及び上記可撓性材料部に対する力のせん断成分に変えるように構成される血管内移植体またはその切片。
【請求項147】
血管内移植体またはその切片において、
可撓性材料部と、ジョイントによって前記可撓性材料部に取り付けられるコネクタ部材とを具備し、上記ジョイントが上記コネクタ部材周りにループ部を形成するように折り返され且つ繋止される上記可撓性材料の少なくとも一つのフラップを有する血管内移植体またはその切片。
【請求項148】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが自身に繋止される層から形成される請求項147に記載の血管内移植体またはその切片。
【請求項149】
上記コネクタ部材が、上記可撓性材料の強度より大きい強度を有する材料から構成される請求項147に記載の血管内移植体またはその切片。
【請求項150】
上記コネクタ部材がニッケル・チタンを具備する請求項149に記載の血管内移植体またはその切片。
【請求項151】
上記フラップが、接着剤で付着することによって当該移植体またはその切片の可撓性材料に繋止される請求項147に記載の血管内移植体またはその切片。
【請求項152】
上記接着剤がFEP及びPFEから成るグループから選択される請求項151に記載の血管内移植体またはその切片。
【請求項153】
上記可撓性材料部が可融材料を具備し、上記フラップが、該フラップと該フラップに接触する上記可融材料の部分とを熱機械的に圧密することによって繋止される請求項147に記載の血管内移植体またはその切片。
【請求項154】
上記可融材料がePTFEを具備する請求項153に記載の血管内移植体またはその切片。
【請求項155】
上記ePTFEの厚みが約0.0254mm〜約0.254mmである請求項154に記載の血管内移植体またはその切片。
【請求項156】
上記ePTFEが焼結される請求項154に記載の血管内移植体またはその切片。
【請求項157】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが別の層に取り付けられる層から構成される請求項147に記載の血管内移植体またはその切片。
【請求項158】
上記少なくとも一つのフラップが約1平方ミリメートル〜約25平方ミリメートルである請求項147に記載の血管内移植体またはその切片。
【請求項159】
上記ジョイントが、上記コネクタ部材周りにループ部を形成するように折り返されてループ形態で繋止される複数の可撓性材料のフラップを具備する請求項147に記載の血管内移植体またはその切片。
【請求項160】
上記ジョイントが、上記コネクタ部材周りにループ部を形成するように折り返されてループ形態で繋止される約2枚〜約24枚のフラップを具備する請求項147に記載の血管内移植体またはその切片。
【請求項161】
血管内移植体またはその切片において、
可撓性材料部と、該可撓性材料の少なくとも一つのフラップ手段を含む接合手段によって上記可撓性材料部に取り付けられるコネクタ部材とを具備し、上記フラップ手段が上記コネクタ部材に対する張力を該フラップ手段及び上記可撓性材料部に対する力のせん断成分に変えるように構成される血管内移植体またはその切片。
【請求項162】
血管内移植体のコネクタ部材と可撓性材料部との間のジョイントを形成するための方法において、
上記コネクタ部材に対する張力をフラップの定着部分に対する力のせん断成分に変えるように上記コネクタ部材の少なくとも一部周りに上記可撓性材料のフラップを定着させる工程を具備する方法。
【請求項163】
上記血管内移植体の可撓性材料部がePTFEを具備し、上記フラップが熱機械的圧密によって上記コネクタ部材の少なくとも一部周りに定着せしめられる請求項162に記載の方法。
【請求項164】
上記血管内移植体の可撓性材料部がePTFEを具備し、上記フラップがFERまたはPFEによって上記コネクタ部材の少なくとも一部周りに定着せしめられる請求項162に記載の方法。
【請求項165】
血管内移植体またはその切片の可撓性材料部に部材を繋止するための方法において、
上記血管内移植体またはその切片の可撓性材料部のフラップ付近に上記部材を配置する工程と、
上記横向き部材周りに上記フラップのループ部を形成するように上記横向き部材の少なくとも一部上に上記フラップを折り返す工程と、
上記フラップをループ形態で繋止する工程と、を具備する方法。
【請求項166】
上記フラップが可撓性材料の層の一部から構成され、上記フラップが上記可撓性材料の層に繋止される請求項165に記載の方法。
【請求項167】
上記フラップが接着剤によってループ形態で繋止される請求項165に記載の方法。
【請求項168】
上記フラップが可撓性材料の第一の層の一部によって構成され、上記フラップが上記可撓性材料の第二の層の一部に繋止される請求項165に記載の方法。
【請求項169】
上記可撓性材料がePTFEを具備する請求項165に記載の方法。
【請求項170】
上記フラップが熱機械的圧密によってループ形態で繋止される請求項169に記載の方法。
【請求項171】
上記フラップがFERまたはPFAによってループ形態で繋止される請求項169に記載の方法。
【請求項172】
上記フラップのePTFE材料がループ形態で繋止された後に焼結される請求項169に記載の方法。
【請求項173】
上記部材が横向きである請求項165に記載の方法。
【請求項174】
上記部材が円周向きである請求項165に記載の方法。
【請求項175】
上記部材が拡張可能部材である請求項165に記載の方法。
【請求項1】
血管内移植体またはその切片を製造するための方法において、
成形部材上に可融材料の第一の層を配置する工程と、
上記第一の層の少なくとも一部上に可融材料の第二の層を配置し、前記可融材料の第一の層と上記第二の層との重なり部分を形成する工程と、
上記可融材料の第一の層と第二の層との重なり部分に少なくとも一つの膨張性チャネルを形成するために上記可融材料の層にシームを形成する工程と、
上記膨張性チャネルを膨張させる工程と、
上記チャネルが膨張状態にあるときに該チャネルを形成する可融材料を定着させる工程とを具備する方法。
【請求項2】
上記可融材料の第二の層を配置する工程の前に上記可融材料の第一の層上に接着剤または溶融加工可能材料を配する工程をさらに具備する請求項1に記載の方法。
【請求項3】
上記接着剤または溶融加工可能材料がペルフルオロアルコキシまたはフッ素化エチレンプロピレンから成るグループから選択される請求項2に記載の方法。
【請求項4】
上記膨張性チャネルを形成する可融材料が焼結によって定着される請求項1に記載の方法。
【請求項5】
上記焼結工程が上記膨張性チャネルの上記材料を摂氏約335度〜約380度の温度にする工程を具備する請求項4に記載の方法。
【請求項6】
上記第二の層を配置する工程の後に可融材料の第三、第四、第五及び第六の追加層が上記成形部材上に配置され、且つ上記膨張性チャネルが上記第三の層と上記第四の層との間にシームによって形成されるように該シームが上記層に形成される請求項1に記載の方法。
【請求項7】
上記可融材料がePTFEを具備する請求項1に記載の方法。
【請求項8】
上記成形部材が円筒形部材を具備し、上記重なり部分がほぼ管状の部材を具備する請求項1に記載の方法。
【請求項9】
血管内移植体またはその切片を製造するための方法において、
可融材料の第一の層と少なくとも1層の可融材料の追加層との重なり部分を形成する工程と、
上記可融材料の層の重なり部分に少なくとも一つの膨張性チャネルを形成する工程と、
上記膨張性チャネルを膨張させる工程と、
上記チャネルが膨張状態のときに該チャネルを形成する可融材料を定着させる工程とを具備する方法。
【請求項10】
血管内移植体またはその切片を製造するための方法において、
成形部材上に可融材料の第一の層を配置する工程と、
上記可融材料の第一の層上に少なくとも一つの拡張可能部材を配置する工程と、
上記可融材料の第一の層及び上記拡張可能部材の少なくとも一部の上に少なくとも1層の可融性材料の追加層を配置する工程と、
上記可融材料の第一の層及び上記少なくとも1層の追加層に上記拡張可能部材を繋止するために該拡張可能部材に隣接して上記第一の層と上記少なくとも1層の追加層との間にシームを形成する工程と、
上記可融材料の第一の層及び少なくとも1層の追加層に少なくとも一つの膨張性チャネルを形成するために上記可融材料の層に選択的にシームを形成する工程と、
上記膨張性チャネルを膨張させ、上記チャネルが膨張状態にあるときに前記膨張性チャネルを形成する材料を定着させる工程とを具備する方法。
【請求項11】
上記第一の層上に上記可融材料の追加層を配置する工程の前に上記拡張可能部材及び上記可融材料の第一の層上またはこれらに隣接して溶融加工可能材料または接着剤を配する工程をさらに具備する請求項10に記載の方法。
【請求項12】
上記接着剤がペルフルオロアルコキシまたはフッ素化エチレンプロピレンから成るグループから選択される請求項11に記載の方法。
【請求項13】
上記拡張可能部材が拡張可能ステントを具備する請求項10に記載の方法。
【請求項14】
上記拡張可能部材が、拡張可能ステントに取り付けられるように構成される拡張可能コネクタ・リングを具備する請求項10に記載の方法。
【請求項15】
上記膨張性チャネルを膨張させるために上記膨張性チャネルへの加圧流体の注入が用いられる請求項10に記載の方法。
【請求項16】
上記膨張性チャネルの膨張中に上記可融材料を抑制するためにモールドが使用される請求項15に記載の方法。
【請求項17】
上記膨張性チャネルの可融材料は、該膨張性チャネルが膨張状態のとき焼結することによって定着される請求項10に記載の方法。
【請求項18】
血管内移植体またはその切片を製造するための方法において、
可融材料の第一の層と可融材料の第二の層との重なり部分の層間に少なくとも一つの拡張可能部材を配置する工程と、
上記可融材料の第一の層及び第二の層内に上記拡張可能部材を機械的に捕捉するように該拡張可能部材に隣接してシームを形成する工程と、
上記可融部材の第一の層と第二の層との重なり部分に少なくとも一つの膨張性チャネルを形成する工程と、
上記膨張性チャネルを膨張させて、該膨張性チャネルが膨張状態にあるときに該膨張性チャネルを形成する上記材料を定着させる工程とを具備する方法。
【請求項19】
血管内移植体またはその切片を製造するための方法において、
可融材料の第一の層と可融材料の第二の層との少なくとも一部が重なって重なり部分を形成するように、上記可融材料の第一の層と少なくとも1層の可融材料の追加層とを成形部材上に配置する工程と、
上記可融材料の第一の層と追加層の重なり部分に少なくとも一つの膨張性チャネルを形成するために上記可融性材料の層を選択的に溶融してシームにする工程とを具備する方法。
【請求項20】
上記可融材料の第一の層と第二の層との間に複数の膨張性チャネルを形成する工程をさらに具備する請求項19に記載の方法。
【請求項21】
上記複数のチャネルが全て流体的に連通している請求項20に記載の方法。
【請求項22】
上記可融材料がePTFEを具備する請求項19に記載の方法。
【請求項23】
熱及び圧力を加えることによって上記膨張性チャネルが上記可融材料の第一の層と追加層との間に形成される請求項19に記載の方法。
【請求項24】
上記熱及び圧力が、上記重なり部分に押し当てられ且つ該重なり部分に対して相対的に並進する加熱スタイラスを使って加えられる請求項23に記載の方法。
【請求項25】
上記重なり部分に対する相対的な上記加熱スタイラスの移動が自動制御される請求項24に記載の方法。
【請求項26】
上記重なり部分に対する相対的な上記加熱スタイラスの移動が5軸までの移動を含む請求項25に記載の方法。
【請求項27】
上記加熱スタイラス先端の温度が摂氏約350度〜約525度である請求項24に記載の方法。
【請求項28】
上記シームを形成する際に上記層に加えられる圧力が約2.07kPa〜約20.7kPaである請求項24に記載の方法。
【請求項29】
上記成形部材が円筒形マンドレルを具備し、上記可融材料の第一の層及び上記少なくとも1層の追加層が、上記マンドレルの周りに該層を巻きつけることによって該マンドレル上に配置される請求項19に記載の方法。
【請求項30】
上記成形部材がマンドレルを具備し、上記可融材料の第一の層及び上記少なくとも1層の追加層は、上記マンドレルの周りに該層を巻きつけることによって上記マンドレル上に配置され、上記マンドレルは、第一の端部と、第二の端部と、該第一の端部と該第二の端部との間に配置される中間部とを備え、該中間部の横断寸法が上記第一の端部または第二の端部の横断寸法よりも小さい請求項19に記載の方法。
【請求項31】
可融材料の層の間に配置される少なくとも一つの膨張性チャネルを形成するために、可融材料の少なくとも2つの層の間に少なくとも2つのシームが形成される請求項19に記載の方法。
【請求項32】
上記膨張性チャネルが、形成後に内部圧力によって膨張せしめられる請求項31に記載の方法。
【請求項33】
流体を送り込むように構成される圧力管路が上記可融材料の第一の層と第二の層との間に挿入される請求項32に記載の方法。
【請求項34】
上記圧力管路が上記可融材料の第一の層と第二の層の間に配置されるように構成される管状部材を備え、該管状部材が、該管状部材に沿って遠位方向に向かって断面積が大きくなる複数の開口を有する請求項33に記載の方法。
【請求項35】
上記少なくとも一つの膨張性チャネルが膨張状態にあるときに上記血管内移植体を焼結する工程をさらに具備する請求項32に記載の方法。
【請求項36】
上記少なくとも一つの膨張性チャネルが焼結中にモールド内で膨張せしめられる請求項35に記載の方法。
【請求項37】
血管内移植体またはその切片を製造するための方法において、
可融材料の少なくとも2つの層の重なり部分を形成する工程と、
上記重なり部分に少なくとも一つの膨張性チャネルを形成する工程とを具備する方法。
【請求項38】
血管内移植切片の可融材料の重なる層間に一つまたはそれ以上のシームを形成するように構成されるシーム形成装置において、
スタイラスと、
制御可能なパターンで上記スタイラスに対して相対的に移動可能なマウントシステムと、
上記マウントシステムに連結された少なくとも1台のモータであって、予め定められたパターンで上記スタイラスに対して相対的に上記マウントシステムを移動させる予めプログラムされたデータベースによって制御可能なモータとを具備する装置。
【請求項39】
上記スタイラスが横方向にばね荷重を受ける請求項38に記載の装置。
【請求項40】
上記スタイラスが軸線方向にばね荷重を受ける請求項38に記載の装置。
【請求項41】
上記スタイラスが摂氏約330度〜約525度の温度で動作するように構成される請求項38に記載の装置。
【請求項42】
上記スタイラスがばね荷重張力を受けてピボット軸の回りを旋回する請求項38に記載の装置。
【請求項43】
上記スタイラスの遠位端におけるばね荷重の力が約0.5〜約100グラムである請求項42に記載の装置。
【請求項44】
コンピュータ数値制御を使用する予めプログラムされたデータベースによって制御される少なくとも5台のモータであって、各モータについて異なる自由度で上記スタイラスに対して相対的に上記マウントシステムを動かすように構成されるモータを具備する請求項38に記載の装置。
【請求項45】
上記マウントシステムに繋止されるマンドレルをさらに具備し、該マンドレルは上記可融材料の層の重なり部分を支持すると共に上記スタイラス先端の力に対抗するための基材となる請求項38に記載の装置。
【請求項46】
シーム形成のための上記予め定められたパターンが上記血管内移植体またはその切片の移植本体部の膨張性チャネル網を含む請求項38に記載の装置。
【請求項47】
シーム成形のための上記予め定められたパターンが上記血管内移植体またはその切片の移植本体部の少なくとも一つの膨張性円周チャネルを含む請求項38に記載の装置。
【請求項48】
血管内移植切片の可融材料の重なる層間に一つまたはそれ以上のシームを形成するように構成されるシーム形成装置において、
上記可融材料の層間にシームを形成するための手段と、
制御可能なパターンで前記シームを形成するための手段に対して相対的に移動可能なマウント手段と、
上記マウント手段に連結され且つ予めプログラムされるデータベースによって制御可能である少なくとも1つのモータであって、予め定められたパターンで上記加熱スタイラスに対して相対的に上記マウントシステムを移動するためのモータとを具備する装置。
【請求項49】
血管内移植体またはその切片を製造するために成形部材として使用される三体構成マンドレルにおいて、
ほぼ円形または楕円形の横断面を有する中間部と、
ほぼ楕円形または円形の横断面を有する第一の端部であって、少なくともその一部が上記中間部の横断寸法より大きい横断寸法を有すると共に上記中間部の第一の端に取外し可能に繋止される第一の端部と、
ほぼ楕円形または円形の横断面を有する第二の端部であって、少なくともその一部が上記中間部の横断寸法より大きい横断寸法を有すると共に上記中間部の第二の端に取外し可能に繋止される第二の端部と、を具備するマンドレル。
【請求項50】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドにおいて、
複数のモールド本体部であって、少なくとも一つの他のモールド本体部と合わさって、上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記血管内移植切片の外面輪郭と一致する内面輪郭を有する主キャビティ部を有する組立てモールドを形成するように構成されるモールド本体部を具備するモールド。
【請求項51】
上記少なくとも一つの膨張性チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのチャネル用キャビティをさらに具備する請求項50に記載のモールド。
【請求項52】
上記少なくとも一つの膨張性カフが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのカフ用キャビティをさらに具備する請求項50に記載のモールド。
【請求項53】
上記移植切片の膨張性長手チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの長手チャネル用キャビティをさらに具備する請求項50に記載のモールド。
【請求項54】
上記移植切片の膨張性螺旋チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの螺旋チャネル用キャビティをさらに具備する請求項50に記載のモールド。
【請求項55】
上記モールド本体部が焼結金属を具備する請求項50に記載のモールド。
【請求項56】
当該モールドの主キャビティ部及び該モールドの外部と流体的に連通する少なくとも一つの排気溝をさらに具備する請求項50に記載のモールド。
【請求項57】
上記排気溝がモールド本体部の接触面に配置される請求項56に記載のモールド。
【請求項58】
上記モールド本体部がアルミニウムを具備する請求項50に記載のモールド。
【請求項59】
上記主キャビティ部の長さが約50mm〜約300mmである請求項50に記載のモールド。
【請求項60】
上記主キャビティ部の内側横断寸法が約4〜約50mmである請求項50に記載のモールド。
【請求項61】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと前記円周チャネル用キャビティと流体的に連通する少なくとも一つの長手チャネル用キャビティとを具備する請求項51に記載のモールド。
【請求項62】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと前記円周チャネル用キャビティと流体的に連通する少なくとも一つの螺旋チャネル用キャビティとを具備する請求項51に記載のモールド。
【請求項63】
上記主キャビティ部の第一の端に配置される第一のテーパ部と前記主キャビティ部の第二の端に配置される第二のテーパ部とをさらに具備し、これら第一のテーパ部及び第二のテーパ部はそれぞれ当該モールドの第一の端及び第二の端に向かってその横断寸法が大きくなる請求項50に記載のモールド。
【請求項64】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するためのモールドにおいて、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を有する主キャビティ部を有する第一のモールド本体部と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される内面輪郭を有する主キャビティ部を有すると共に上記第一のモールド本体部と合わさるように構成される第二のモールド本体部とを具備するモールド。
【請求項65】
上記少なくとも一つの膨張性チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのチャネル用キャビティをさらに具備する請求項64に記載のモールド。
【請求項66】
上記少なくとも一つの膨張性カフが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つのカフ用キャビティをさらに有する請求項64に記載のモールド。
【請求項67】
当該モールドの主キャビティ部の内面輪郭に沿って長手方向に延びると共に上記移植切片の膨張性長手チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの長手チャネル用キャビティをさらに有する請求項64に記載のモールド。
【請求項68】
当該モールドの主キャビティ部内に、上記移植切片の膨張性螺旋チャネルが膨張状態にあるときに外面輪郭に対応する内面輪郭を有する少なくとも一つの螺旋チャネル用キャビティをさらに具備する請求項64に記載のモールド。
【請求項69】
上記モールド本体部が焼結金属を具備する請求項64に記載のモールド。
【請求項70】
上記主キャビティ部及び当該モールドの外部と流体的に連通する少なくとも一つの排気溝をさらに具備する請求項64に記載のモールド。
【請求項71】
上記排気溝が上記モールド本体部の接触面に配置される請求項64に記載のモールド。
【請求項72】
上記モールド本体部がアルミニウムを具備する請求項64に記載のモールド。
【請求項73】
上記主キャビティ部の長さが約50mm〜約300mmである請求項64に記載のモールド。
【請求項74】
上記主キャビティ部の内側横断寸法が約5mm〜約50mmである請求項64に記載のモールド。
【請求項75】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと、該円周チャネル用キャビティと流体的に連通する少なくとも一つの長手チャネル用キャビティとを具備する請求項65に記載のモールド。
【請求項76】
円周チャネル用キャビティとして構成される複数のチャネル用キャビティと、該円周チャネル用キャビティと流体的に連通する少なくとも一つの螺旋チャネル用キャビティとを具備する請求項65に記載のモールド。
【請求項77】
上記主キャビティ部の第一の端に配置される第一のテーパ部と上記主キャビティ部の第二の端に配置される第二のテーパ部とをさらに具備する請求項64に記載のモールド。
【請求項78】
血管内移植体またはその切片の製造に使用するための圧力管路において、
入力端と、出力端と、該入力端からの距離に伴って増大する浸透度勾配を有する浸透部を有する細長い導管とを具備する圧力管路。
【請求項79】
当該圧力管路の浸透度が上記浸透部に沿って上記入力端から上記出力端に向かう方向に1センチメートル当たり約5パーセント〜約20パーセント増大する請求項78に記載の圧力管路。
【請求項80】
上記浸透度勾配は、上記細長い導管に配置される複数の出口孔の直径が上記入力端からの距離の増大に伴って大きくなることによるものある請求項78に記載の圧力管路。
【請求項81】
上記出口孔が、上記血管内移植体の複数の膨張性円周チャネルの長手方向の間隔に一致するように互いに長手方向に離間される請求項80に記載の圧力管路。
【請求項82】
入力ポートと、近位部と、遠位部とを具備し、該近位部がステンレス鋼を具備し且つ前記遠位部が重合体を具備する請求項78に記載の圧力管路。
【請求項83】
上記遠位部の外側横断寸法が約0.254mm〜約2.54mmである請求項82に記載の圧力管路。
【請求項84】
当該圧力管路の長さが約50.8mm〜約305mmである請求項78に記載の圧力管路。
【請求項85】
上記近位部の少なくとも一部の横断面がD字型である請求項78に記載の圧力管路。
【請求項86】
血管内移植体またはその切片を成形するためのマンドレルにおいて、
中間部と、
少なくともその一部が上記中間部の外側横断寸法より大きい外側横断寸法を有し且つ上記中間部の第一の端に取外し可能に繋止される第一の端部と、
少なくともその一部が上記中間部の外側横断寸法より大きい外側横断寸法を有し且つ上記中間部の第二の端に配置される第二の端部とを具備するマンドレル。
【請求項87】
上記第二の端部が上記中間部の第二の端に取外し可能に繋止される請求項86に記載のマンドレル。
【請求項88】
上記第一の端部及び第二の端部がねじ部によって上記中間部に取外し可能に繋止される請求項87に記載のマンドレル。
【請求項89】
上記中間部の長さが約50〜約150mmである請求項86に記載のマンドレル。
【請求項90】
上記中間部の外側横断寸法が約5mm〜約50mmである請求項86に記載のマンドレル。
【請求項91】
上記中間部の外側横断寸法が約15mm〜約30mmである請求項86に記載のマンドレル。
【請求項92】
上記第一の端部の外側横断寸法が約15mm〜約40mmである請求項86に記載のマンドレル。
【請求項93】
上記中間部が、該中間部の外面に形成される長手方向の溝を有し且つ圧力管路を受容するように構成される圧力管路用凹部をさらに具備する請求項86に記載のマンドレル。
【請求項94】
上記第一の端部、第二の端部及び中間部がステンレス鋼を具備する請求項88に記載のマンドレル。
【請求項95】
上記第一の端部、第二の端部及び中間部の横断面がほぼ円形またはほぼ楕円形である請求項86に記載のマンドレル。
【請求項96】
上記長手方向の溝の横断面における曲率半径が約0.127mm〜約1.27mmである請求項93に記載のマンドレル。
【請求項97】
上記第一の端部、第二の端部及び中間部の長手軸線がほぼ同軸である請求項95に記載のマンドレル。
【請求項98】
少なくとも一つの膨張性カフまたは膨張性チャネルを有する血管内移植体またはその切片を製造するための集合体において、
上記血管内移植体の内面を支持するよう構成される外面輪郭を有する細長い本体を備えるマンドレルと、
上記マンドレルの少なくとも一部周りに配置される少なくとも一つの膨張性カフまたは膨張性チャネルを有する移植体と、
細長い導管を備える圧力管路であって、該細長い導管が入力端と出力端とを有すると共に該入力端からの距離に伴って増大する浸透度勾配を有し且つ上記血管内移植体の本体部の膨張性カフまたは膨張性チャネルと流体的に連通する、圧力管路と、
少なくとも部分的に上記移植体、上記圧力管路及び上記マンドレル周りに配置されるモールドであって、合わさることで上記少なくとも一つの膨張性カフまたは膨張性チャネルが膨張状態にあるときに上記移植切片の外面輪郭に一致する内面輪郭を有する主キャビティ部を有する組立てモールドを形成するように構成される複数のモールド本体部を備え、且つ上記少なくとも一つの膨張性カフまたは膨張性チャネルの膨張中に上記カフまたはチャネルの外層を半径方向に抑制するように構成されるモールドと、を具備する集合体。
【請求項99】
上記圧力管路が少なくとも部分的に上記移植体の膨張性カフまたは膨張性チャネル内に配置される請求項98に記載の集合体。
【請求項100】
上記圧力管路の浸透度勾配は、上記細長い導管に配置される複数の孔の直径が上記圧力管路の入力端からの距離の増大に伴って大きくなることによるものである請求項99に記載の集合体。
【請求項101】
上記複数の孔が、実質的に上記モールドの円周チャネル用キャビティと整列する請求項100に記載の集合体。
【請求項102】
上記マンドレルが、
中間部と、
少なくとも一部が上記中間部の外側横断寸法よりも大きい外側横断寸法を有し且つ上記中間部の第一の端に取外し可能に繋止される第一の端部と、
少なくとも一部が上記中間部の外側横断寸法よりも大きい外側横断寸法を有し且つ上記中間部の第二の端に配置される第二の端部と、を具備する請求項98に記載の集合体。
【請求項103】
上記マンドレルが、該マンドレルの外面に形成される長手溝を含む圧力管路用凹部をさらに具備する請求項102に記載の集合体。
【請求項104】
上記圧力管路の孔が実質的に上記主体部の膨張性チャネルと整列する請求項100に記載の集合体。
【請求項105】
血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを形成するための方法において、
移植切片の移植材料の層の間に少なくとも一つの膨張性チャネルまたは膨張性カフが形成されている移植切片を未膨張状態で用意する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭に対応する内面輪郭を有する主キャビティ部を有するモールドを用意する工程と、
未膨張状態の上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが上記主キャビティ部の該当するチャネル用キャビティまたはカフ用キャビティ内で膨張するように、上記移植切片を上記モールドの主キャビティ部内に配置する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させるために前記少なくとも一つの膨張性チャネルまたは膨張性カフに加圧流体を注入する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるまま前記少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料を定着させる工程と、を具備する方法。
【請求項106】
細長い導管を備える圧力管路であって、該細長い導管が上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフと流体的に連通し且つ所定の浸透度勾配を有する浸透部を有する圧力導管を配置する工程と、該圧力管路の浸透部を通じて上記少なくとも一つの膨張性チャネルまたは膨張性カフに上記加圧流体を注入する工程と、をさらに具備する請求項105に記載の方法。
【請求項107】
上記圧力管路が上記移植切片の少なくとも一つの膨張性チャネルと流体的に連通する上記移植切片の一時的膨張長手チャネル内に配置され、上記一時的膨張長手チャネルが、加圧ガスの注入によって上記少なくとも一つの膨張チャネルが膨張した後であって且つ上記少なくとも一つの膨張性チャネルの移植材料が定着された後に、上記少なくとも一つの膨張性チャネルの隣接する部分の間の位置で密閉される請求項106に記載の方法。
【請求項108】
上記少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させる前に、上記移植切片内に内径支持部を配置する工程をさらに具備する請求項105に記載の方法。
【請求項109】
上記内径支持部が、上記加圧流体の注入中に上記移植切片の内面を半径方向に支持するように、上記移植切片を上記モールドに配置する前に該移植切片内に配置されるマンドレルを具備する請求項108に記載の方法。
【請求項110】
上記少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料が焼結によって定着せしめられる請求項105に記載の方法。
【請求項111】
上記移植切片全体の移植材料が定着される請求項105に記載の方法。
【請求項112】
上記移植材料が、摂氏約335度〜約380度の温度に加熱することによって定着される請求項105に記載の方法。
【請求項113】
上記移植材料がePTFEを具備する請求項105に記載の方法。
【請求項114】
上記加圧流体が、約15.7cm3/s〜約236cm3/sの流量で上記圧力管路の入力端に注入される気体である請求項105に記載の方法。
【請求項115】
上記加圧流体が、約39.3cm3/s〜約47.2cm3/sの流量で上記圧力管路の入力端に注入される気体である請求項105に記載の方法。
【請求項116】
上記加圧流体が、約15.7cm3/s〜約118cm3/sの流量で注入される気体である請求項105に記載の方法。
【請求項117】
上記加圧流体が、約34.5Pa〜約207Paの圧力で上記圧力管路に注入される気体である請求項105に記載の方法。
【請求項118】
上記加圧流体が、約241Pa〜約448Paの圧力で上記圧力管路に注入される気体である請求項105に記載の方法。
【請求項119】
血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを形成するための方法において、
上記移植切片の移植材料の層間に少なくとも一つの膨張性チャネルまたは膨張性カフが形成されている移植切片を未膨張状態で用意する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭に対応する内面輪郭を有する主キャビティ部を有するモールドを用意する工程と、
未膨張状態の上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが上記主キャビティ部の対応するチャネル用キャビティまたはカフ用キャビティ内で膨張するように、上記移植切片を上記モールドの主キャビティ部に配置する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフを膨張させるために上記少なくとも一つの膨張性チャネルまたは膨張性カフに加圧液体を注入する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるまま該少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料を定着させる工程と、を具備する方法。
【請求項120】
上記膨張性チャネルまたは膨張性カフの一部の膨張が上記移植材料の定着中に加圧液体の沸騰から生じる蒸気圧によって行われる請求項119に記載の方法。
【請求項121】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するための外面抑制手段において、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭を半径方向に抑制するように構成される主キャビティ手段を有する外面抑制手段を形成するように構成される一つまたはそれ以上の外面抑制体手段を具備する外面抑制手段。
【請求項122】
少なくとも一つの膨張性チャネルまたは膨張性カフを有する血管内移植体またはその切片を製造するための外面抑制手段において、
上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに移植切片の外面輪郭に対応するように構成される主キャビティ手段を有する第一の外面抑制体手段と、
上記第一の外面抑制体手段と合わさるように構成され且つ上記少なくとも一つの膨張性チャネルまたは膨張性カフが膨張状態にあるときに上記移植切片の外面輪郭に対応するように構成される第二の外面抑制体手段と、を具備する外面抑制手段。
【請求項123】
血管内移植体またはその切片の製造に使用するための圧力管路において、
入力端と、出力端と、細長いガス収納手段の一区画に沿って前記入力端からの距離に伴って増大する浸透度勾配を生じさせるための手段とを有する細長いガス収納手段を具備する圧力管路。
【請求項124】
少なくとも一つの膨張性カフまたはチャネルを有する血管内移植体またはその切片を製造するための集合体において、
上記移植切片の内面を支持するように構成される内面支持手段と、
上記内面支持手段の少なくとも一部周りに配置される少なくとも一つの膨張性カフまたは膨張性チャネルを有する移植切片と、
入力端と、出力端と、細長いガス収納手段の一区間に沿って前記入力端からの距離に伴って増大する浸透度勾配を生じさせるための手段とを有する細長い導管を備える圧力管路と、
少なくとも部分的に上記移植切片、上記圧力管路及び上記内面支持手段の周りに配置される外面抑制手段であって、少なくとも一つの他の外面抑制体手段と合わさって、上記少なくとも一つの膨張性チャネルまたは膨張性カフの膨張中に、該チャネルまたはカフが膨張状態にある状態で上記移植切片の外面輪郭を半径方向に抑制するように構成される組立て式の外面抑制手段を形成するように構成される複数の外面抑制体手段を備える外面抑制手段と、を具備する集合体。
【請求項125】
血管内移植体またはその切片の少なくとも一つの膨張性チャネルまたは膨張性カフを形成するための方法において、
上記移植切片の移植材料の層間に少なくとも一つの膨張性チャネルまたは膨張性カフが形成されている血管内移植切片を未膨張状態で用意する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフの膨張中に該カフまたはチャネルが膨張状態にある状態で上記移植切片の外面輪郭を半径方向に抑制するように構成される外面抑制手段を用意する工程と、
未膨張状態の上記移植切片の少なくとも一つの膨張性チャネルまたは膨張性カフが上記外面抑制手段の対応するチャネルまたはカフ用キャビティ内で膨張するように、前記外面抑制手段内に上記移植切片を配置する工程と、
上記少なくとも一つの膨張性チャネルまたは膨張性カフを加圧流体で膨張させる工程と、
上記少なくとも一つのチャネルまたはカフが膨張状態にあるときに上記少なくとも一つの膨張性チャネルまたは膨張性カフの移植材料を定着させる工程と、を具備する方法。
【請求項126】
入力端と、出力端と、細長いガス収納手段の一区間に沿って前記入力端からの距離に伴って増大する浸透度勾配を生じさせるための手段とを有する細長いガス収納手段を備え且つ該浸透度勾配を生じさせるための手段を通じて上記少なくとも一つの膨張性チャネルまたは膨張性カフに膨張材料を送り込む圧力管路を配置する工程をさらに具備する請求項125に記載の方法。
【請求項127】
上記少なくとも一つの膨張性チャネルまたは膨張性カフの膨張前に上記移植切片の内面を支持するように構成される内面支持手段を上記移植切片内に配置する工程をさらに具備する請求項125に記載の方法。
【請求項128】
血管内移植体またはその切片において、
可撓性材料部と、
横向き部材であって、該横向き部材周りにループ部を形成するように折り返され且つ繋止された上記可撓性材料の少なくとも一つのフラップを含むジョイントにおいて上記可撓性材料部に繋止される横向き部材と、を具備する血管内移植体またはその切片。
【請求項129】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが自身に繋止される層から形成される請求項128に記載の血管内移植体またはその切片。
【請求項130】
上記横向き部材が、上記可撓性材料の強度に比べて大きい強度を有する材料を具備する請求項128に記載の血管内移植体またはその切片。
【請求項131】
上記横向き部材がニッケル・チタンを具備する請求項130に記載の血管内移植体またはその切片。
【請求項132】
上記フラップが接着剤による付着によって当該移植体またはその切片の可撓性材料に繋止される請求項128に記載の血管内移植体またはその切片。
【請求項133】
上記接着剤がFEPおよびPFAから成るグループから選択される請求項132に記載の血管内移植体またはその切片。
【請求項134】
上記可撓性材料部が可融材料を具備し、上記フラップが、該フラップと該フラップに接触する上記可融材料の部分とを熱機械的に圧密することによって繋止される請求項128に記載の血管内移植体またはその切片。
【請求項135】
上記可融材料がePTFEを具備する請求項134に記載の血管内移植体またはその切片。
【請求項136】
上記ePTFEの厚みが約0.0254mm〜約0.254mmである請求項135に記載の血管内移植体またはその切片。
【請求項137】
上記ePTFEが焼結される請求項135に記載の血管内移植体またはその切片。
【請求項138】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが別の層に繋止された層から形成される請求項128に記載の血管内移植体またはその切片。
【請求項139】
上記少なくとも一つのフラップが約1平方ミリメートル〜約25平方ミリメートルである請求項128に記載の血管内移植体またはその切片。
【請求項140】
上記ジョイントが、上記横向き部材周りにループ部を形成するように折り返され且つ繋止される複数の可撓性材料のフラップを具備する請求項128に記載の血管内移植体またはその切片。
【請求項141】
上記ジョイントが、上記横向き部材周りにループ部を形成するために折り返され且つ繋止される約2枚〜約24枚のフラップを具備する請求項128に記載の血管内移植体またはその切片。
【請求項142】
上記横向き部材が円周向き部材を具備する請求項128に記載の血管内移植体またはその切片。
【請求項143】
上記横向き部材がコネクタ部材またはその一部を具備する請求項128に記載の血管内移植体またはその切片。
【請求項144】
上記横向き部材が拡張可能ステントまたはその一部を具備する請求項128に記載の血管内移植体またはその切片。
【請求項145】
上記拡張可能ステントが自己拡張ステントを具備する請求項144に記載の血管内移植体またはその切片。
【請求項146】
血管内移植体またはその切片において、
可撓性材料部と、
上記可撓性材料の少なくとも一つのフラップ手段を有する接合手段によって上記可撓性材料部に繋止される横向き部材とを具備し、上記フラップ手段が該横向き部材に対する張力をフラップ手段及び上記可撓性材料部に対する力のせん断成分に変えるように構成される血管内移植体またはその切片。
【請求項147】
血管内移植体またはその切片において、
可撓性材料部と、ジョイントによって前記可撓性材料部に取り付けられるコネクタ部材とを具備し、上記ジョイントが上記コネクタ部材周りにループ部を形成するように折り返され且つ繋止される上記可撓性材料の少なくとも一つのフラップを有する血管内移植体またはその切片。
【請求項148】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが自身に繋止される層から形成される請求項147に記載の血管内移植体またはその切片。
【請求項149】
上記コネクタ部材が、上記可撓性材料の強度より大きい強度を有する材料から構成される請求項147に記載の血管内移植体またはその切片。
【請求項150】
上記コネクタ部材がニッケル・チタンを具備する請求項149に記載の血管内移植体またはその切片。
【請求項151】
上記フラップが、接着剤で付着することによって当該移植体またはその切片の可撓性材料に繋止される請求項147に記載の血管内移植体またはその切片。
【請求項152】
上記接着剤がFEP及びPFEから成るグループから選択される請求項151に記載の血管内移植体またはその切片。
【請求項153】
上記可撓性材料部が可融材料を具備し、上記フラップが、該フラップと該フラップに接触する上記可融材料の部分とを熱機械的に圧密することによって繋止される請求項147に記載の血管内移植体またはその切片。
【請求項154】
上記可融材料がePTFEを具備する請求項153に記載の血管内移植体またはその切片。
【請求項155】
上記ePTFEの厚みが約0.0254mm〜約0.254mmである請求項154に記載の血管内移植体またはその切片。
【請求項156】
上記ePTFEが焼結される請求項154に記載の血管内移植体またはその切片。
【請求項157】
上記可撓性材料部がさらに複数の層を具備し、上記フラップが別の層に取り付けられる層から構成される請求項147に記載の血管内移植体またはその切片。
【請求項158】
上記少なくとも一つのフラップが約1平方ミリメートル〜約25平方ミリメートルである請求項147に記載の血管内移植体またはその切片。
【請求項159】
上記ジョイントが、上記コネクタ部材周りにループ部を形成するように折り返されてループ形態で繋止される複数の可撓性材料のフラップを具備する請求項147に記載の血管内移植体またはその切片。
【請求項160】
上記ジョイントが、上記コネクタ部材周りにループ部を形成するように折り返されてループ形態で繋止される約2枚〜約24枚のフラップを具備する請求項147に記載の血管内移植体またはその切片。
【請求項161】
血管内移植体またはその切片において、
可撓性材料部と、該可撓性材料の少なくとも一つのフラップ手段を含む接合手段によって上記可撓性材料部に取り付けられるコネクタ部材とを具備し、上記フラップ手段が上記コネクタ部材に対する張力を該フラップ手段及び上記可撓性材料部に対する力のせん断成分に変えるように構成される血管内移植体またはその切片。
【請求項162】
血管内移植体のコネクタ部材と可撓性材料部との間のジョイントを形成するための方法において、
上記コネクタ部材に対する張力をフラップの定着部分に対する力のせん断成分に変えるように上記コネクタ部材の少なくとも一部周りに上記可撓性材料のフラップを定着させる工程を具備する方法。
【請求項163】
上記血管内移植体の可撓性材料部がePTFEを具備し、上記フラップが熱機械的圧密によって上記コネクタ部材の少なくとも一部周りに定着せしめられる請求項162に記載の方法。
【請求項164】
上記血管内移植体の可撓性材料部がePTFEを具備し、上記フラップがFERまたはPFEによって上記コネクタ部材の少なくとも一部周りに定着せしめられる請求項162に記載の方法。
【請求項165】
血管内移植体またはその切片の可撓性材料部に部材を繋止するための方法において、
上記血管内移植体またはその切片の可撓性材料部のフラップ付近に上記部材を配置する工程と、
上記横向き部材周りに上記フラップのループ部を形成するように上記横向き部材の少なくとも一部上に上記フラップを折り返す工程と、
上記フラップをループ形態で繋止する工程と、を具備する方法。
【請求項166】
上記フラップが可撓性材料の層の一部から構成され、上記フラップが上記可撓性材料の層に繋止される請求項165に記載の方法。
【請求項167】
上記フラップが接着剤によってループ形態で繋止される請求項165に記載の方法。
【請求項168】
上記フラップが可撓性材料の第一の層の一部によって構成され、上記フラップが上記可撓性材料の第二の層の一部に繋止される請求項165に記載の方法。
【請求項169】
上記可撓性材料がePTFEを具備する請求項165に記載の方法。
【請求項170】
上記フラップが熱機械的圧密によってループ形態で繋止される請求項169に記載の方法。
【請求項171】
上記フラップがFERまたはPFAによってループ形態で繋止される請求項169に記載の方法。
【請求項172】
上記フラップのePTFE材料がループ形態で繋止された後に焼結される請求項169に記載の方法。
【請求項173】
上記部材が横向きである請求項165に記載の方法。
【請求項174】
上記部材が円周向きである請求項165に記載の方法。
【請求項175】
上記部材が拡張可能部材である請求項165に記載の方法。
【図1】


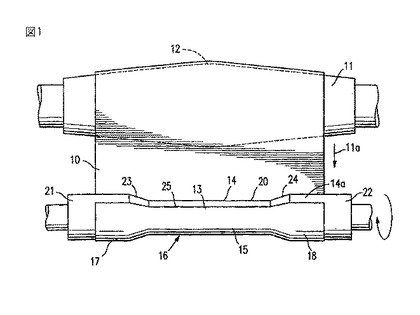
【図2】
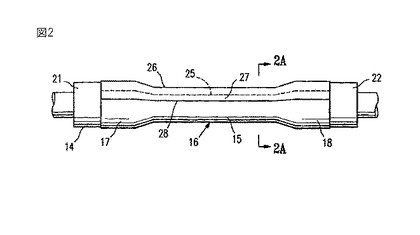
【図2A】
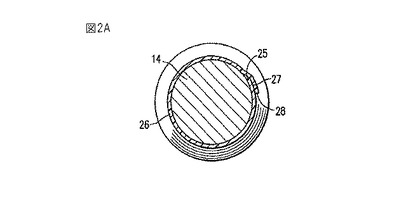
【図3】
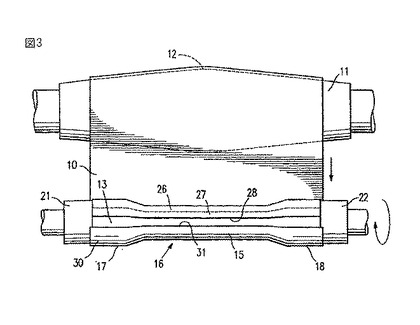
【図4】
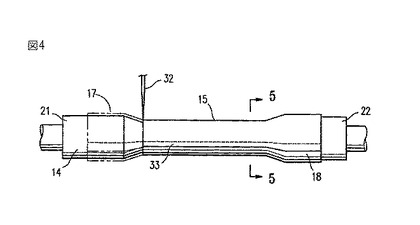
【図5】
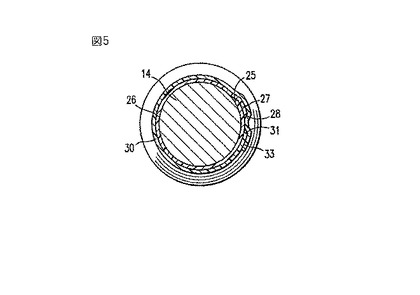
【図6】
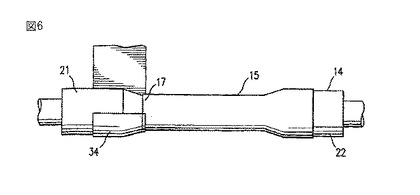
【図7】
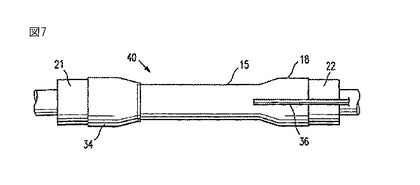
【図7A】
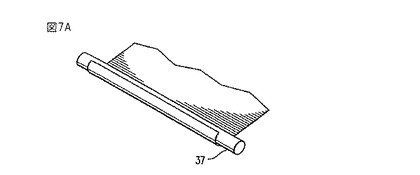
【図7B】
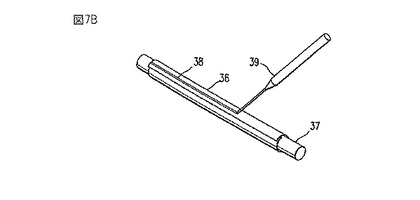
【図8】
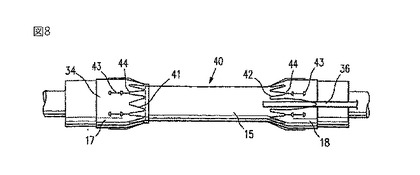
【図9】
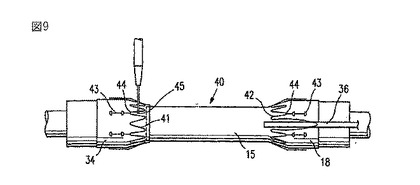
【図10】
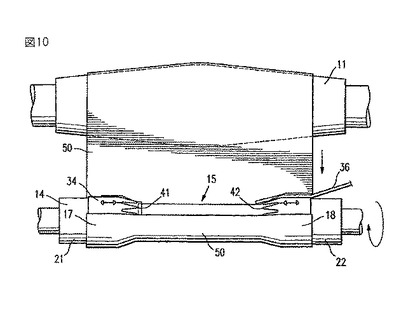
【図11】
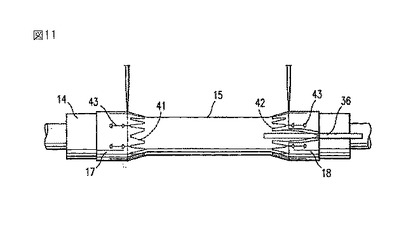
【図12】
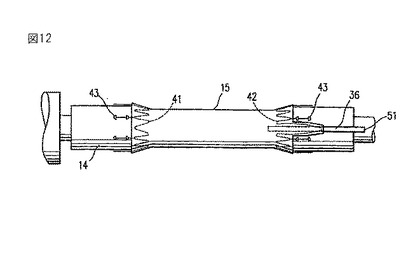
【図13A】
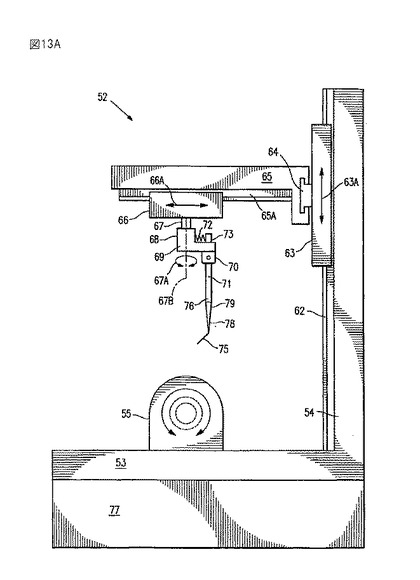
【図13B】
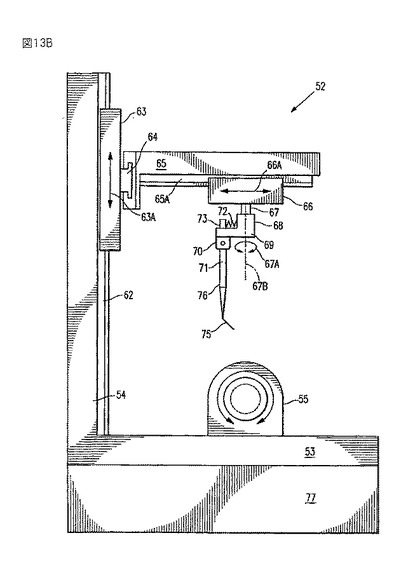
【図13C】
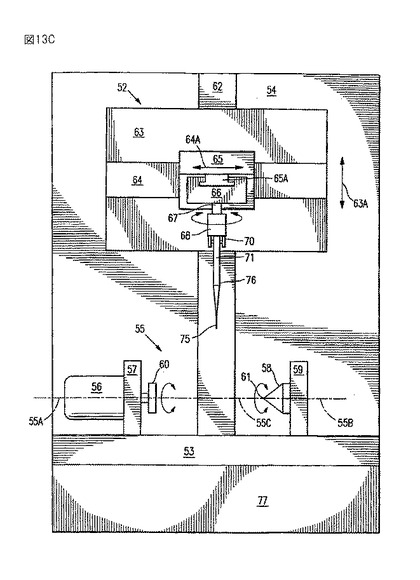
【図13D】
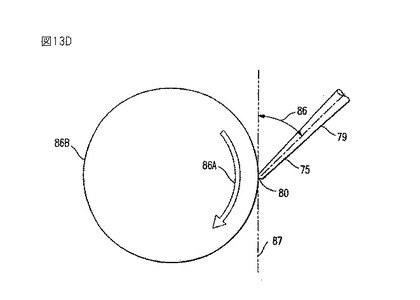
【図13E】
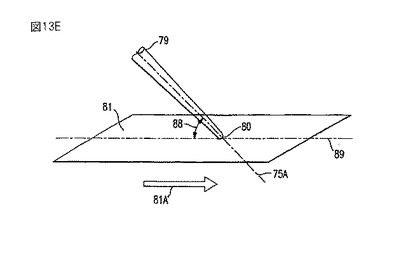
【図13F】
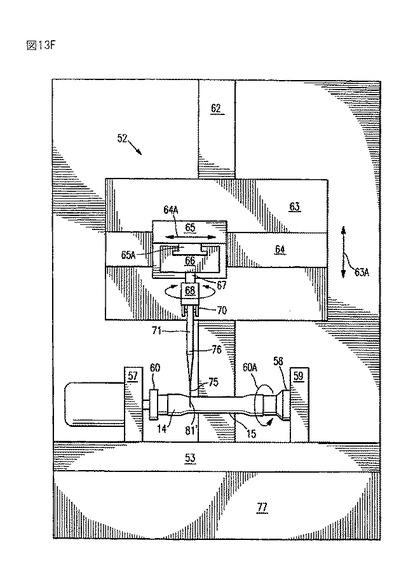
【図13G】
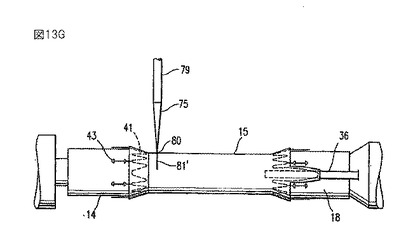
【図13H】
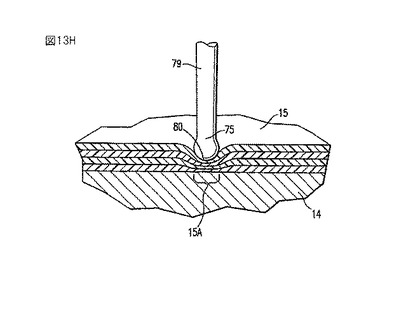
【図14】
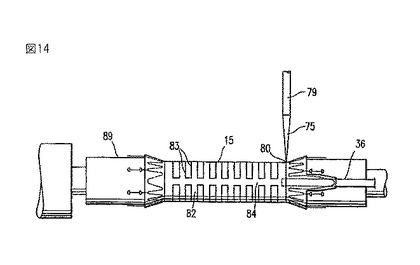
【図15】
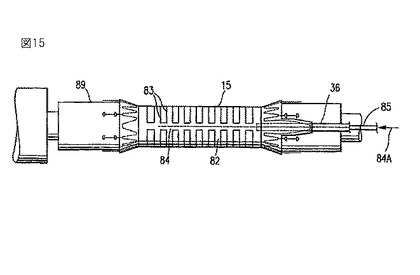
【図16A】
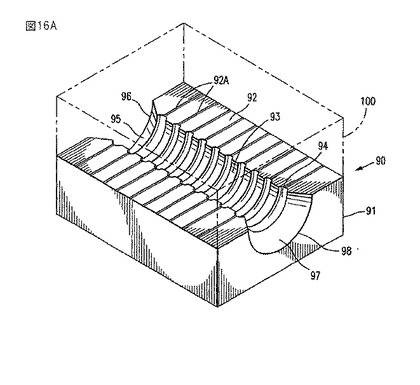
【図16B】
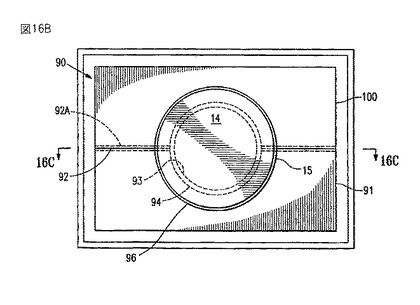
【図16C】
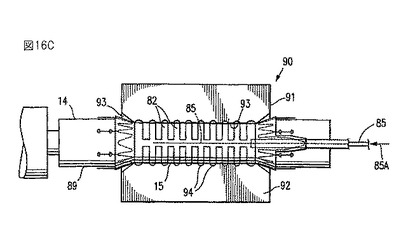
【図17】
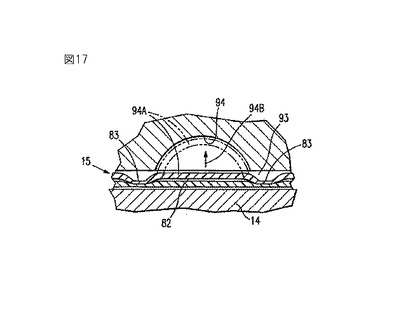
【図18】
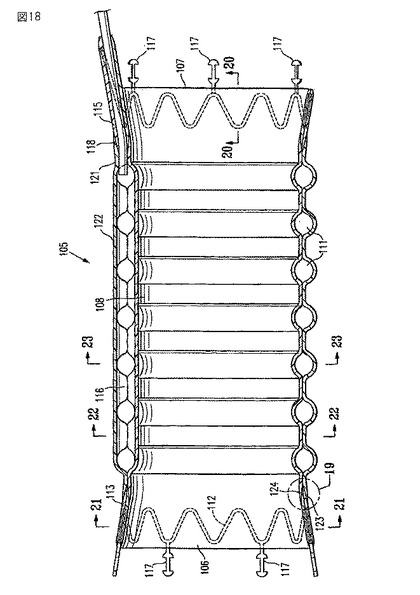
【図19】
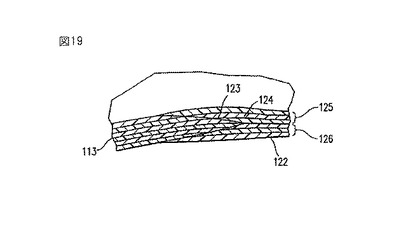
【図20】
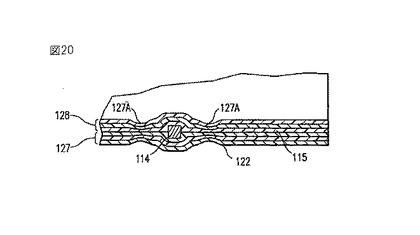
【図21】
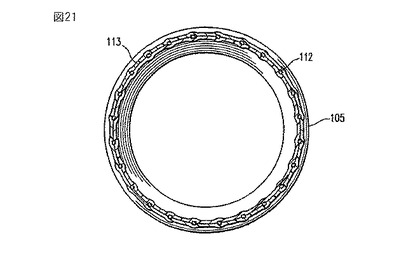
【図22】
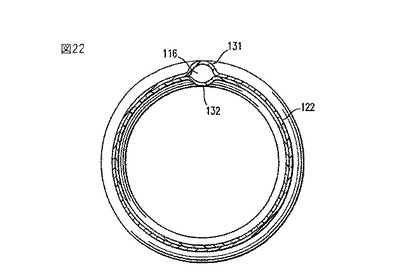
【図23】
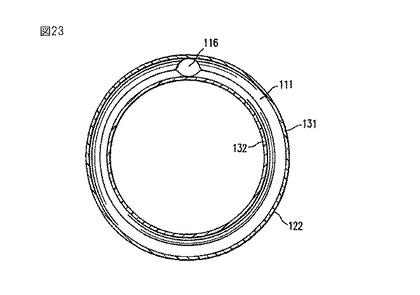
【図24】
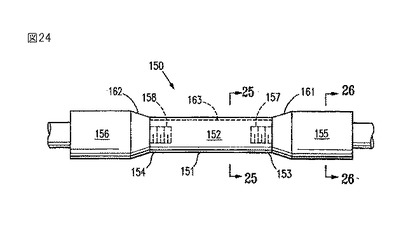
【図25】
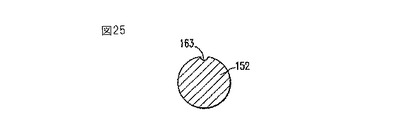
【図26】
【図27】
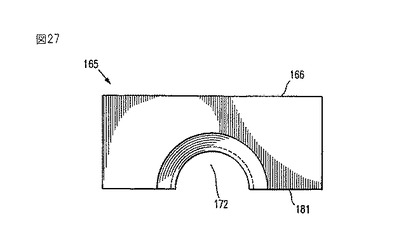
【図28】
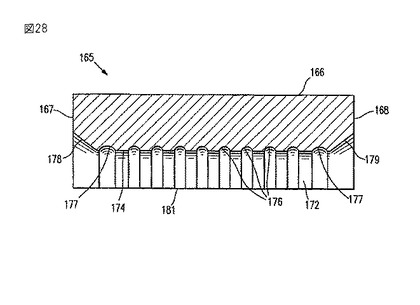
【図29】
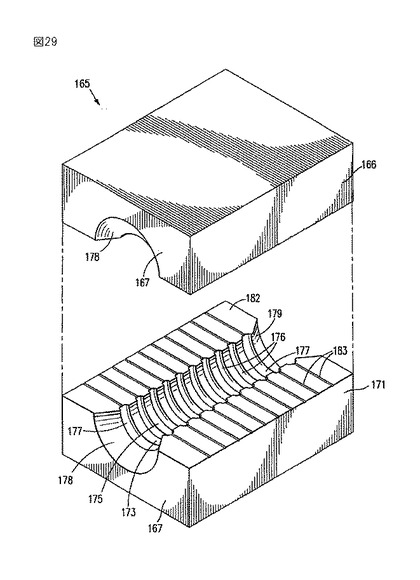
【図30】
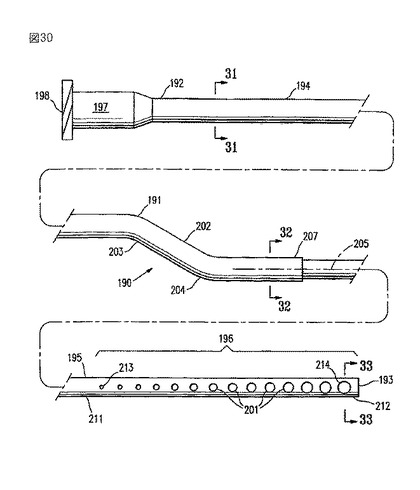
【図31】
【図32】
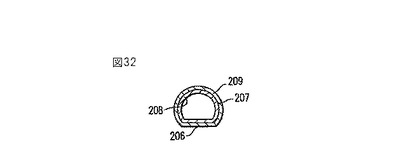
【図33】
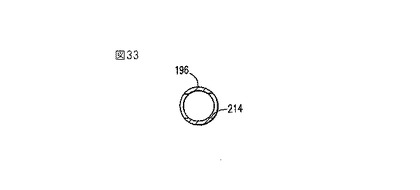
【図34】
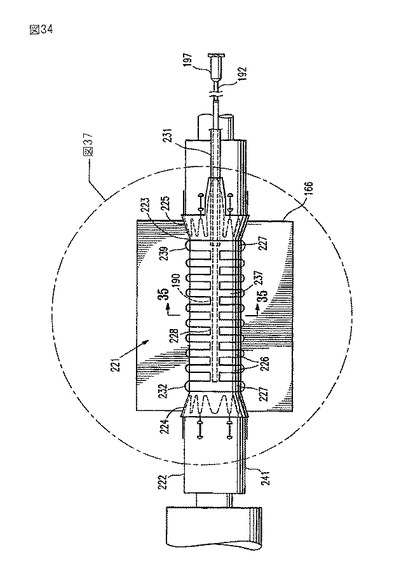
【図35】
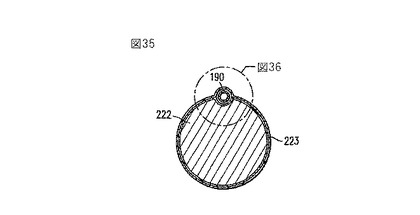
【図36】
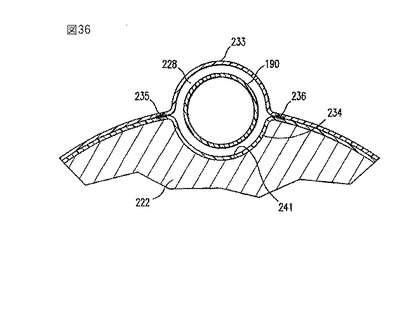
【図37】
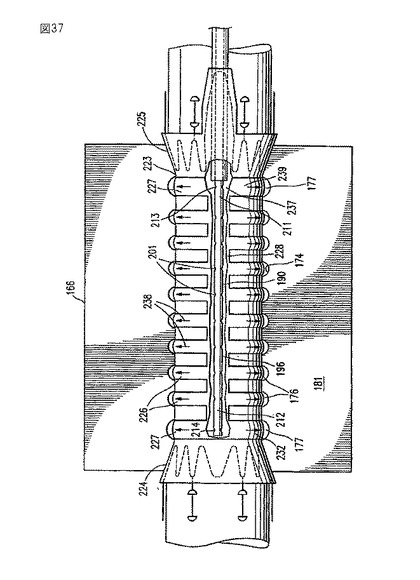
【図38】
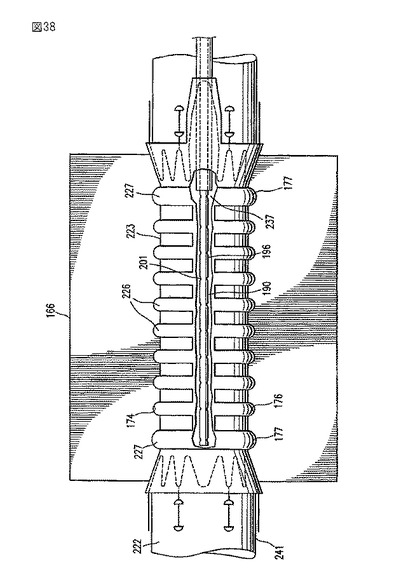
【図39】
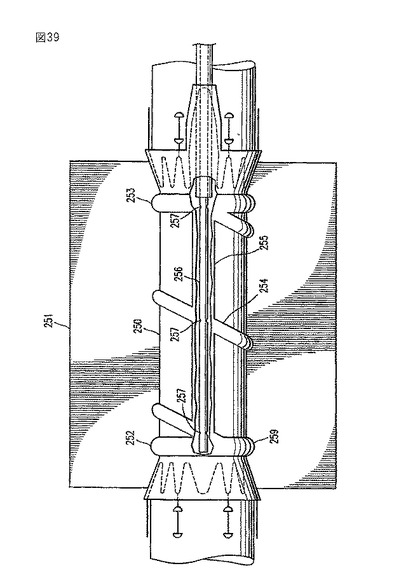
【図40】
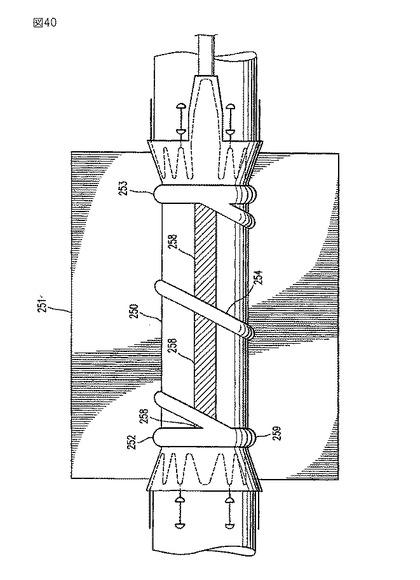
【図41】
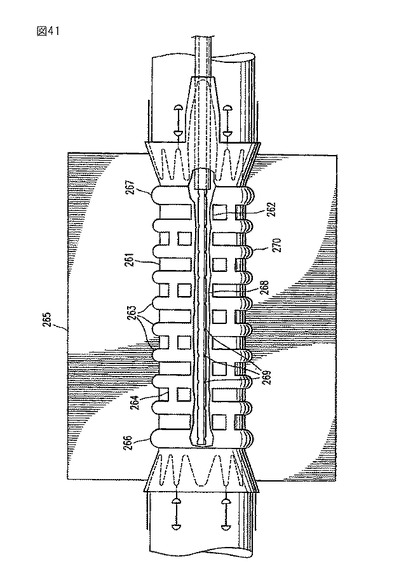
【図42】
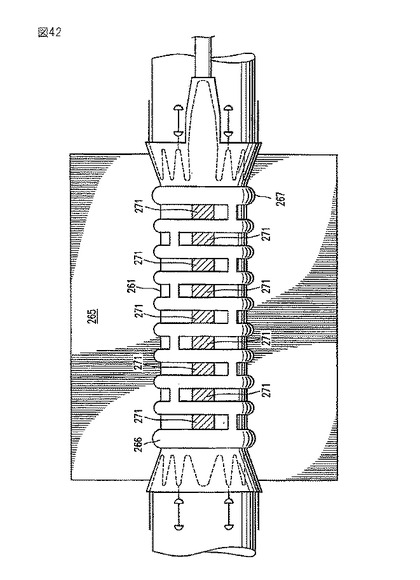
【図43】
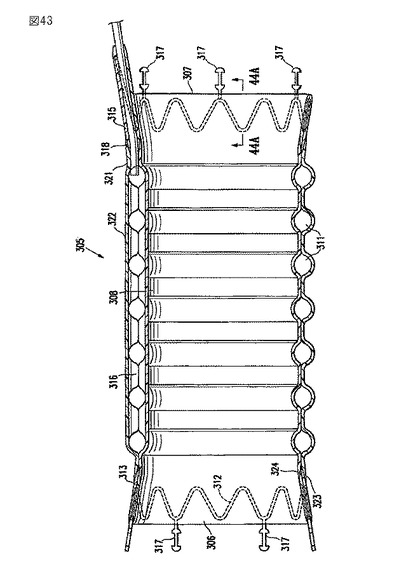
【図44A】
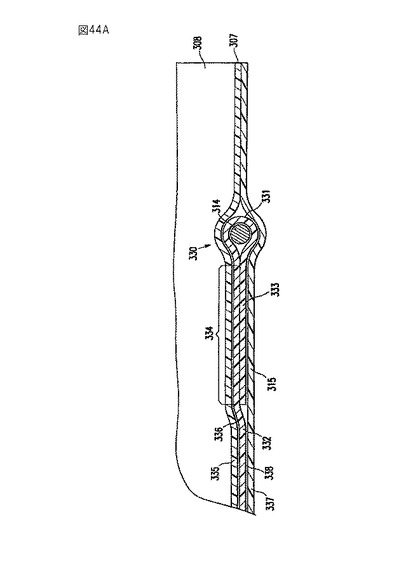
【図44B】
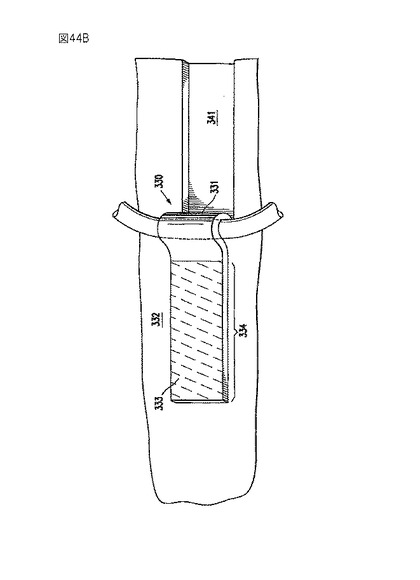
【図45】
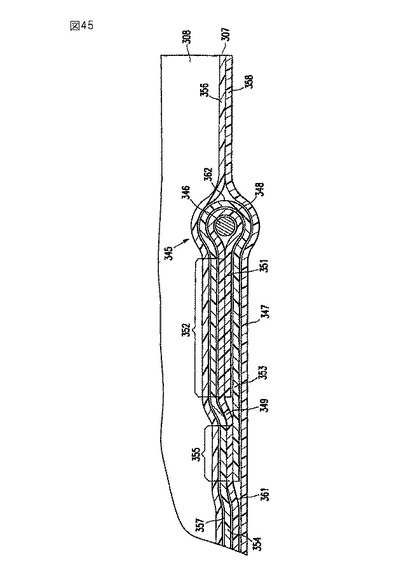
【図46】
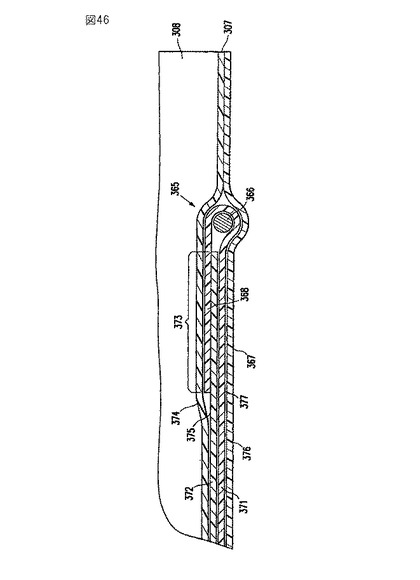
【図47】
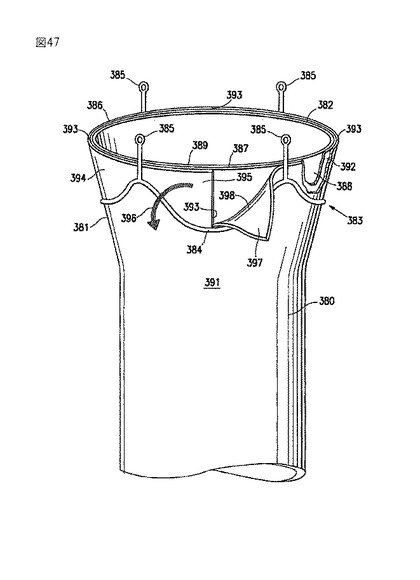
【図48】
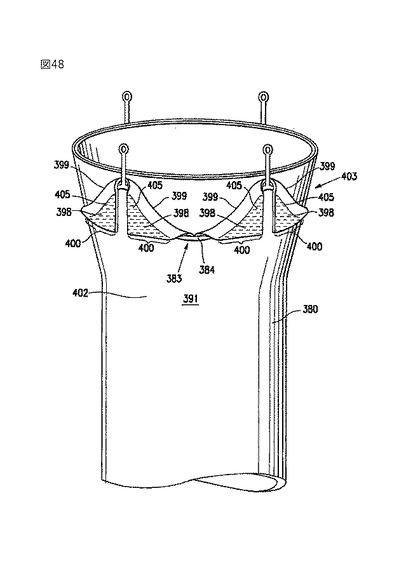
【図49】
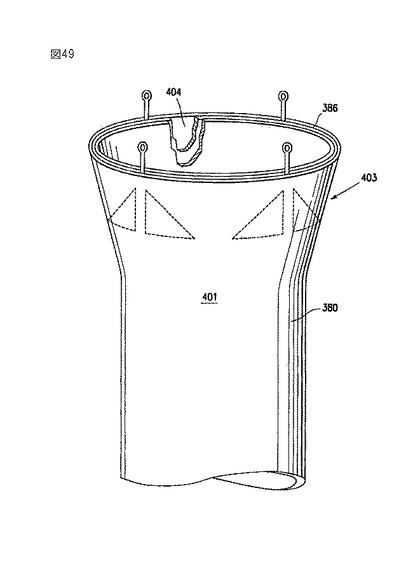
【図50】
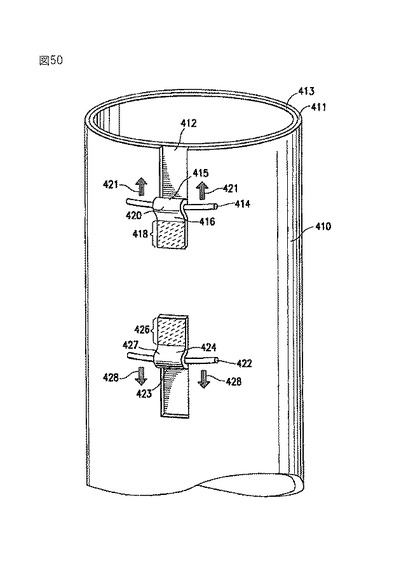
【図2】
【図2A】
【図3】
【図4】
【図5】
【図6】
【図7】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図13C】
【図13D】
【図13E】
【図13F】
【図13G】
【図13H】
【図14】
【図15】
【図16A】
【図16B】
【図16C】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44A】
【図44B】
【図45】
【図46】
【図47】
【図48】
【図49】
【図50】
【公開番号】特開2012−232184(P2012−232184A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−184952(P2012−184952)
【出願日】平成24年8月24日(2012.8.24)
【分割の表示】特願2009−170917(P2009−170917)の分割
【原出願日】平成14年12月20日(2002.12.20)
【出願人】(504234657)トリバスキュラー,インコーポレイティド (7)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2012−184952(P2012−184952)
【出願日】平成24年8月24日(2012.8.24)
【分割の表示】特願2009−170917(P2009−170917)の分割
【原出願日】平成14年12月20日(2002.12.20)
【出願人】(504234657)トリバスキュラー,インコーポレイティド (7)
【Fターム(参考)】
[ Back to top ]