
衛生用紙及びそれを使用する衛生シーツ並びにそれらの製造方法
【課題】 コーヒー液抽出残留廃液又は残渣等を活用した安価な使い捨て用の衛生用紙及び衛生シーツ並びにその製造方法。
【解決手段】 衛生用紙は、コーヒー液抽出残留廃液の乾燥物又はコーヒー液抽出残渣の浸出液の乾燥物を含有する薄葉紙で形成する。衛生シーツ1は、上面を形成する透水性の不織布層部6、下面を形成するプラスチック製の不透水性膜層部2、不織布層部の下面に接して位置する吸水性の第一紙層部5、第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する吸水性層部4、並びに吸水性層部の下面に接して位置する吸水性の第二紙層部3とを備える。不透水性膜層部は第二紙層部の下方に位置して配置されており、吸水性の第一紙層部は、コーヒー液抽出残留廃液の乾燥物又はコーヒー液抽出残渣の浸出液の乾燥物或いはこれら乾燥物の混合物を含有する薄葉紙で形成する。
【解決手段】 衛生用紙は、コーヒー液抽出残留廃液の乾燥物又はコーヒー液抽出残渣の浸出液の乾燥物を含有する薄葉紙で形成する。衛生シーツ1は、上面を形成する透水性の不織布層部6、下面を形成するプラスチック製の不透水性膜層部2、不織布層部の下面に接して位置する吸水性の第一紙層部5、第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する吸水性層部4、並びに吸水性層部の下面に接して位置する吸水性の第二紙層部3とを備える。不透水性膜層部は第二紙層部の下方に位置して配置されており、吸水性の第一紙層部は、コーヒー液抽出残留廃液の乾燥物又はコーヒー液抽出残渣の浸出液の乾燥物或いはこれら乾燥物の混合物を含有する薄葉紙で形成する。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、衛生用紙及び該衛生用紙を使用する衛生シーツに関し、特に、本発明は、有機物廃材を利用した、特に、トイレットペーパ、ティッシュペーパー、紙タオル用紙、テーブルナプキン、紙おむつ、生理用紙、化粧用紙等の衛生用紙及び該衛生用紙を使用する紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツなどの衛生用品に使用できる衛生シーツに関し衛生用紙、及び寝具用補助シーツ、紙おむつ、衛生シーツ並びにその製造方法に関する。また、本発明は、長時間使用して衛生状態を保持することができる使い捨ての衛生用品に関し、特に、寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツに使用できる使い捨ての衛生用品及びその製造方法に関する。
【0002】さらに、本発明は、人又は動物用の衛生用品に使用される衛生シーツに関し、特に、プラスチック廃材、紙廃材、例えば紙おむつ廃材、尿パッド廃材、生理用ナプキン廃材、動物用紙おむつ廃材又は動物用シーツ廃材或いはそれら廃材の粉砕物を利用した衛生用品、即ち寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツに使用できる衛生シーツに関する。さらにまた、本発明は、特に、就寝時、休養時及び排泄時に使用する使い捨て用の衛生用品に関する。
【0003】
【従来の技術】一般に、衛生シーツは、寝具用補助シーツ、紙おむつ、生理用ナプキン、乳パッド、汗パッド、失禁パツド及びペット用シーツなどの衛生シーツに使用されている。例えば、寝具用補助シーツは、ベッドや敷布団の上に敷いて、ベッドや布団の耐久性を保ち、ベッドや布団を清潔に維持するために用いられている。就寝中にも、人間の皮膚からは、汗以外に水分が絶えず外に排泄されており、これらの水分は、寝床や寝衣に吸い取られるので、例えば、寝具用補助シーツには、保温性及び適度の吸湿性を備えることが要求される。
【0004】
【発明が解決しようとする課題】しかし、木綿製等の寝具用補助シーツの場合、取り替える度毎に、洗濯されるが、比較的嵩ばるのと、汚れの程度が相違し、また洗濯により清浄にできる程度も相違するので、自動洗濯機等によるとしても、希望するように清潔にすることは難しく、また、そのようにするには多くの手間を要して問題である。
【0005】一方、缶入りお茶や、インスタントティー製造業から排出される、茶殻は膨大な量に上っている。しかし、茶殻は、タンニン及びカテキンをを含み、その上、かなりの量の残留お茶を含むために、利用が難しく、しかも茶殻に含有されるお茶残留廃液の一部は、該茶殻を処理する抽出後の段階においても、該茶殼から滲出するために、滲出するお茶抽出残留廃液を集めて、活性汚泥法等により処理し、残る茶殻は、専ら全て焼却処理されている。また、紙おむつ、紙生理用ナプキン等の紙製の衛生シーツは、裁断屑や検査不良品が発生し、その処理が問題とされている。本発明は、従来の寝具用補助シーツ等の取り替え等の際に多くの手間を要する問題点を解決すると共に、お茶抽出残留廃液及び茶殻からの滲出液の処理を目的としている。
【0006】
【課題を解決するための手段】本発明者は、缶入りお茶やインスタントティーの製造時に大量に排出されるウーロン茶の茶殻の浸出液が、緑膿菌、黄色ブドウ球菌、レジオネラ菌及び連鎖球菌の増殖を72時間以上に亙って阻害することを発見し、また緑茶の茶殻からの浸出液が、黄色ブドウ球菌、レジオネラ菌及び連鎖球菌の増殖を72時間に亙って阻害することを発見し、さらにまた、紅茶の茶殻の浸出液が、黄色ブドウ球菌及び連鎖球菌の増殖を72時間に亙って阻害することを発見し、これらウーロン茶の茶殻からの浸出液、緑茶の茶殻からの浸出液又は紅茶の茶殻からの浸出液を含浸後、乾燥したシーツが、何れも緑膿菌、黄色ブドウ球菌、レジオネラ菌及び連鎖球菌の増殖を72時間以上に亙って阻害することを発見し、本発明に至った。本発明は、抽出残留廃液及び/又は茶殻から抽出したお茶を、吸水性の上部紙層部及び/又は上部紙層部に接する吸水性樹脂及び吸水性材料粉の混合層に含浸させて乾燥して得られる衛生的に優れた衛生シーツ及びその製造方法を提供するものであり、また、缶入りお茶や、インスタントティーの製造業から排出される廃棄物のお茶抽出残留廃物及び茶殻を活用できる、安価な使い捨て衛生シーツ及びその製造方法を提供することを目的としている。
【0007】即ち、本発明は、一種以上のお茶の抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生用紙にあり、また、本発明は、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する吸水性層部と、該吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殼の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツにあり、さらに、本発明は、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部と、該第一吸水性層部の下面に接して位置する吸水性の第三紙層部と、該第三紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部と、該第二吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの乾燥物の二種以上の混合物と、お茶抽出残留廃液の乾燥物若しくは茶殻の浸出液の乾燥物又はこれら乾燥物の混合物とを含む混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツにある。
【0008】そしてまた、本発明は、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する吸水性層部を形成し、該吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液又は茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法にあり、さらに本発明は、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部を形成し、該第二の吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第三紙層部を形成し、該第三紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部を形成し、該上部吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、該第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、前記第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液又は茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法にある。
【0009】
【発明の実施の形態】本発明において、衛生用紙は、トイレットペーパー、紙タオル、ナプキン紙、化粧紙、ちり紙、ワッデイング(紙綿)、薄葉紙−等を意味し、木材パルプを原料とし、坪量25g以下で、例えば14g程度でドライクレープ加工された、柔軟で湿紙強さを有する薄葉紙を原料とする。また、本発明において、衛生用紙の使用時において、緑濃菌、連鎖球菌、黄色ブドウ球菌、レジオネラ菌、ポツリヌス菌等の細菌の増殖を避けるために、衛生用紙を構成する少なくとも一枚の薄葉紙に、一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら乾燥物の二種以上の混合物を含ませて製造される。前記一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら乾燥物の二種以上の混合物を薄葉紙に含ませるには、一種以上のお茶抽出残留廃液又は一種以上の茶殻の浸出液或いはこれら液の混合液を、その侭又は希釈して或いはインク化して、薄葉紙に、印刷、塗布又は浸漬等により付着させ、次いで乾燥することにより行われる。
【0010】本発明の衛生シーツは、寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツ等の衛生用品に使用でき、長時間に亙って良好な衛生状態を保持して使用できるものである。また、本発明の衛生シーツは、寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツ等の衛生用品に使用できる衛生シーツであり、吸水性材料の一部を、使い捨て用に適している可燃性の有機物廃材、例えば、ラプラスチック製廃材、紙廃材、例えば紙おむつ廃材、尿パッド廃材、生理用ナプキン廃材及び動物用紙おむつ廃材、動物用シーツ廃材並びに紙ナプキン廃材並びにそれら一以上の廃材の粉砕物で形成することができる。本発明において、動物用シーツは、従来の動物用シーツと同様に、排泄用として使用されるが、その他に、休養及び就寝用として使用することができる。
【0011】本発明の衛生シーツは、上面を透水性の不織布層部で形成し、下面をプラスチック製の不透水性膜層部で形成し、前記透水性の不織布層部の下面に接して吸水性の第一紙層部を設け、前記プラスチック製の不透水性膜層部の上面に接して吸水性の第二紙層部を形成し、前記第一及び第二紙層部間に、高吸水性樹脂及び吸水性材料粉からなる混合物層を含むか、または、高吸水性樹脂と吸水性材料粉の混合層及び吸水性材料粉層を含む吸水性層部を設けて形成されている。したがって、本発明の衛生シーツは、前記プラスチック製の不透水性膜層部上面に接して前記吸水性の第二紙層部が配置され、該吸水性の第二紙層部の上に前記吸水性層部が配置され、該吸水性層部の上に前記吸水性の第一紙層部が配置され、該第一紙層部の上に前記透水性の不織布層部が配置された断面構造に形成することができる。
【0012】さらにまた、本発明の衛生シーツは、上面に透水性の不織布層部を形成し、下面にプラスチック製の不透水性膜層部を形成して、その間に、一体に形成された吸水部を設けて形成することができる。前記一体に形成された吸水部は、上下面に吸水性紙層部が設けられ、前記上面部の吸水性紙層部及び下面部の吸水性紙層部の間には、これらと一体に形成されている吸水性層部が設けられている。本発明の衛生シーツにおいて、吸水層部は、吸水性の第一紙層部及び第二紙層部間に、更に吸水性の第三紙層部を配置して、前記第一紙層部と第三紙層部の間に第一吸水性層部を形成し、前記第三紙層部と第二紙層部の間に第二吸水性層部を形成して、吸水部を形成することができる。
【0013】本発明の衛生シーツにおいて、その上面の不織布層部は、例えば、レーヨンパルプ、プラスチック含有パルプ、ポリプロピレン樹脂、ポリエチレン樹脂、ナイロン樹脂、ビニロン樹脂等のプラスチック繊維製又はレーヨン繊維製の不織布で形成することができ、下面の不透水性膜層部は、ポリエチレン樹脂、ポリプロピレン樹脂等のプラスチック製の不透水性膜で形成することができる。本発明において、第一及び第二の吸水性の紙層部は、夫々、ティッシュペーパ、ちり紙、トイレットペーパ、紙おむつ、生理用ナプキン、タンポンに使用される生理用紙、タオル用紙などの衛生用紙で形成され、クレープ加工され、又はクレープ加工されない衛生用紙で形成されるのが、良好な吸水性を確保できるので好ましい。
【0014】本発明においては、前記吸水性の第一紙層部の下面に接して設けられる吸水性層部は、高吸水性樹脂及び吸水性材料粉の混合物層で形成することができ、また、吸水性材料粉の間に高吸水性樹脂及び吸水性材料粉の混合物を含む層で形成することができる。吸水性材料粉の間に高吸水性樹脂及び吸水性材料粉の混合物を含む層を吸水性層部として有する吸水部としては、綿状パルプ層の間に高吸水性樹脂が保持され、その表裏両面に吸水紙が設けられている所謂ポリマーシートがあり、また、前記ポリマーシートの高吸水性樹脂部に代えて高吸水性繊維を例えば不織布の形で使用することができる。
【0015】本発明においては、例えば、紙おむつ廃材を、例えば100mm以下の粒度の紙おむつ粉砕物又は該紙おむつ粉砕物となるように破砕し、これらの破砕物を分級して、その構成成分である紙粉及び高吸水性樹脂を種々の割合で含む分級産物を、吸水性層部の原料として使用することができる。紙おむつ廃材粉砕物には、ポリエチレン、ポリプロピレン、レーヨン及び合成ゴム材等が含有されるが、これらの材料は、5mm以下、好ましくは3mm以下の粒度の粉砕物とすることにより保水性を発揮することが分かった。ポリマーシートを使用する場合には、ポリマーシートには、高吸水性樹脂層の上下に吸水性材料粉層が設けられさらに吸水性材料粉層の外側面上に紙層部が設けられているので、不織布層部の下面に接する吸水性の第一紙層部即ち第一の紙層部及び不透水性膜層部上面に接する吸水性の第二紙層部即ち第二の紙層部を省略することができる。
【0016】本発明において、吸水性樹脂の用語は、比較的吸水性能の低い吸水性樹脂、比較的吸水性能の低い吸水性繊維、吸水性能の高い高吸水性樹脂又は吸水性能の高い高吸水性繊維を意味し、製品としての高吸水性樹脂はもとより、廃材としての高吸水性樹脂を使用することができる。しかし、吸水性の高いものを使用すると、使用量を少なくできるので好ましい。吸水性繊維及び高吸水性繊維の場合は、適当な寸法に裁断又は破砕して使用される。本発明において、高吸水性樹脂は、高吸水性ポリマーとも称せられるものであり、本発明において使用される高吸水性樹脂は、人工尿で自重の30倍から100倍程度の水を吸収しても、形を保持できる樹脂であるのが好ましい。このような高吸水性樹脂としては、例えば、ビニルエステルとエチレン系不飽和カルボン酸又はその誘導体との共重合体鹸化物、澱粉とアクリル酸のグラフト重合体、ポリアクリル酸の架橋物、ビニルアルコールとアクリル酸の共重合体、ポリアクリロニトリルの部分加水分解物、カルボキシメチルセルロースの架橋物、ポリエチレングリコールの架橋物、キトサンの塩又はプルランのゲルなどがある。これらは、吸水性材料粉に単独で又はこれら2種以上を混合して使用される。
【0017】本発明において、高吸水性樹脂としては、例えば、不良品としての紙おむつ、失禁パツド若しくは生理用ナプキン又は紙おむつ廃材等から回収された高吸水性樹脂含有物或いは高吸水性繊維又はその粉砕物を使用することができる。このような回収された高吸水性樹脂は、人工尿に対して、吸水倍率が10乃至30g/gとその吸水性能は乏しいが、衛生シーツ、例えば、紙おむつや動物用シーツでは、この程度の吸水効果で十分使用できることが分かった。使用する高吸水性樹脂の粒度は、50乃至500μmであるのが好ましい。
【0018】また、本発明において、吸水性材料粉は、比較的高い吸水性を有する、機械パルプ、化学パルプ、セミケミカルパルプ等の木材パルプの粉砕物、化学繊維の粉砕物、古紙パルプの粉砕物、木粉、紙粉、紙おむつ廃材粉砕物、チタン紙又はパンチ屑などの屑紙の粉砕物或いはそれらの二以上の混合物とすることができる。これらの吸水性材料は、5mm以下の粒度、好ましくは3mm以下の粒度とするのが好ましい。
【0019】本発明において、吸水性材料粉の紙粉は、粉状の紙又は吸水性樹脂を含む粉状の紙を意味し、例えば、製本時に発生する紙粉、紙製の不織布製造時に発生する紙粉、製紙工程において発生する紙粉などがあり、また他の吸水性材料粉としては、紙おむつ、生理用ナプキン、乳パッド、尿パッド又は汗パッド等の衛生用品の一以上の衛生用品の粉砕物、また紙おむつ廃材、生理用ナプキン廃材、乳パッド廃材、尿パッド廃材、汗パッド等の衛生用品廃材の一以上の衛生用品廃材の粉砕物、さらに紙おむつ等の衛生用品製造工場における集塵ロス及びトリムロス等の衛生材料廃材及び衛生用品製造時に飛散する高吸水性樹脂を含む紙粉などがある。
【0020】木材パルプに、木粉及びパンチ屑の粉砕物を加える場合には、木粉及びパンチ屑の粉砕物の量は、木材パルプの3乃至20重量%、好ましくは3乃至10重量%である。また、本発明においては、前記吸水性層部の下面に接して吸水材料層部を設けることができ、さらに該木材パルプ層部の下面に接して第二の吸水性の紙層部を設けることができる。
【0021】また、本発明においては、検査不良の紙おむつ及び紙おむつ裁断屑等の紙おむつ廃材を、吸水性混合層部に使用することができる。紙おむつ廃材は、綿状パルプ即ち紙粉及び高吸水性樹脂分を、例えば約70重量%含有しているので、かなりの吸水性及び保水性を有するが、不透水性膜等にプラスチック材料及びゴム材料が5乃至15重量%ほど使用されているので、その分吸水性及び保水性が低下する。しかし、プラスチック材料やゴム材料は、5mm以下の粒度、好ましくは3mm以下の粒度に粉砕された粉砕物では、水に対して保水性を有するので、衛生シーツの吸水性層部に使用できることが分かった。しかも、このようなプラスチック材料やゴム材料の吸水性混合層部への配合は、焼却処理する場合に、プラスチック材料及びゴム材料の発熱量が大きく、燃焼を助けるので、使用後の濡れた状態においても、衛生シーツを燃焼することが可能となることが分かった。特に、紙おむつ廃材の粉砕物を、吸水性混合層部に配合した衛生シーツの場合は、使用後の濡れた状態においても、衛生シーツを燃焼できる発熱量を有することが分かった。
【0022】本発明において、衛生シーツの使用時において、緑濃菌、連鎖球菌、黄色ブドウ球菌、レジオネラ菌、ポツリヌス菌等の細菌の増殖を避けるために、衛生シーツは、水分が10重量%以下、好ましくは7重量%以下、さらに好ましくは5重量%以下に乾燥され、また、衛生シーツの不織布層部の下面に接する吸水性の第一紙層部を構成する吸水紙に使用される少なくとも一枚の薄葉紙は、少なくとも一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら二種以上の乾燥物の混合物からなる混合物を含むものとされる。
【0023】このように、衛生シーツの使用時において、緑濃菌、連鎖球菌、黄色ブドウ球菌、レジオネラ菌、ポツリヌス菌等の細菌の増殖を避けるために、吸水紙に使用される薄葉紙又は吸水性の第一紙層部に、前記一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら二種以上の乾燥物の混合物を含ませるには、衛生用紙の場合と同様に、一種以上のお茶抽出残留廃液又は一種以上の茶殻の浸出液或いはこれらの二種以上の液の混合液を、その侭又は希釈して或いはインク化して、薄葉紙に、印刷、塗布又は浸漬等により付着させ、次いで乾燥することにより行われる。
【0024】この場合、吸水性層部に一体化していない、第一紙層部を構成する一以上の薄葉紙に、前記一種以上の抽出残留廃液及び/又は一種以上の茶殻の浸出液を付着させることができる。しかし、吸水性層部と一体化している一以上の薄葉紙から構成される吸水紙で形成された吸水性の第一紙層部に、前記お茶抽出残留廃液及び/又は茶殻の浸出液を、その侭又は希釈して或いはインク化して、印刷、塗布又は浸漬等により付着させることができる。この場合は、前記お茶抽出残留廃液及び/又は茶殻の浸出液、即ち前記お茶抽出残留廃液又は茶殻の浸出液或いはそれらの混合液が、第一紙層部を浸透して吸水性層部の少なくとも一部に含有されることになってもよい。
【0025】本発明において、吸水性の第一紙層部は少なくとも一枚の薄葉紙から形成されるが、吸水性の第一紙層部を形成する薄葉紙への、一種以上のお茶抽出残留廃液及び/又は一種以上の茶殻の浸出液の塗布量は、例えば、薄葉紙500m2当たり、お茶の抽出残留廃液又は茶殻の浸出液で2乃至3リットルであり、好ましくは、2.3乃至2.8リットルである。本発明において、例えば、お茶残留廃液及び/又は茶殻の浸出液は、茶殻に対して10倍以下好ましくは5倍以下の常温水又は常温を越える温度の加熱水で浸出して製造する。この浸出液100g中のお茶成分の一である亜鉛の量が0.9μg以上、好ましくは5μg以上であるのが好ましい。
【0026】本発明において使用されるお茶抽出残留廃液又は茶殻は、缶入りお茶やインスタントティー等の製造時に茶殻又は茶殻に付随して排出されるものである。お茶抽出残留廃液は、お茶抽出後の茶殻に含有されており、お茶抽出後に排出された、茶殻から滲出し又はお茶の抽出濾過残渣の茶殻の濾過過程で一部分離される。本発明において、茶殻には、このようにお茶抽出残留廃液が含有されており、水分含有率は70重量%以上、好ましくは、水分含有率が80重量%以上のお茶の抽出残留廃液を含有する茶殻に対し10倍以下、好ましくは5倍以下の重量の常温水で又は常温以上の温度の加熱水で浸出すると、得られる浸出液には、お茶抽出残留廃液が溶解含有されると共に、前記お茶抽出時に未抽出の侭茶殻に残留する成分が溶解含有される。特に、例えば、緑茶、ウーロン茶又は紅茶の茶殻を、お茶の通常の抽出温度以上の温度の加熱水、例えば80℃以上の温度、好ましくは90℃以上の温度、さらに好ましくは沸騰する加熱水で浸出して、未溶解成分を可及的に抽出するのが好ましい。
【0027】本発明において、お茶の抽出残留廃液及び/又は茶殻の浸出液を、印刷インキ組成物と配合して、又は更に、適当な着色材を配合して、カラーインキに形成することができる。このように印刷インキとすると、吸水性の第一紙層部面に全般に亙って所望の模様及び文字を印刷でき、例えば、装飾模様、並びに商業宣伝用の模様及び文字を透水性の不織布層部又は吸水性紙層部に印刷することができる。この塗布を終えて、一種以上のお茶の抽出残留廃液及び/又は一種以上の茶殻の浸出液を付着した薄葉紙、吸水紙又は第一紙層部は、次いで乾燥され、これにより、一種以上のお茶抽出残留廃液の乾燥物及び/又は一種以上の茶殻の浸出液の乾燥物を付着した薄葉紙又は第一紙層部が得られる。
【0028】薄葉紙、吸水紙又は第一紙層部に含浸させる、一種以上のお茶の抽出残留廃液及び/又は一種以上の茶殻の抽出液の濃度は、抽出残留廃液の容量に対する使用する希釈液の容量、又は茶殼の単位重量に対して浸出用の水又は加熱水の容量を変えて調整することができる。茶殻は、浸出され易いので、比較的短時間で浸出することができ、浸出時間は、2時間以内、特に1時間以内とすると、抽出時間を少なくできるので好ましい。本発明において、衛生シーツの吸水性混合層部には、紙おむつ、生理用ナプキンや動物用シーツに、吸水性を保持させるために、高吸水性樹脂が配合された紙粉や綿状パルプ廃材が使用される。この場合の高吸水性樹脂の使用量は、生理用ナプキン及び動物用シーツの場合で、全量に対し、5乃至15重量%、好ましくは、7乃至10重量%であり、紙おむつの場合で、全量に対し、20乃至30重量部%、好ましくは24乃至27重量%である。
【0029】
【作用】本発明において、衛生用紙又は衛生シーツは、お茶抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれらの乾燥物の混合物を含有する薄葉紙で形成されているので、お茶の抽出残留廃液の乾燥物、茶殻の浸出液の乾燥物の作用により、使用箇所の細菌の増殖を抑えることができ、しかも、安価なお茶の抽出残留廃液及び茶殻や衛生用品等の廃物を活用して、長時間に亙って、衛生的な状態を保つ衛生用紙及び衛生シーツとすることができる。
【0030】また、本発明は、衛生シーツは、吸水性の第一紙層部に、一種以上のお茶の抽出残留廃液の乾燥物及び/又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二以上の乾燥物の作用により、汗等により湿っても、吸水性に優れ、且つ細菌の増殖が抑えられ、廃棄処理されていたお茶の抽出残留廃液や同じく廃棄処理されている茶殻の抽出液や衛生用品等の廃物を、回収して活用することができる。しかも、衛生シーツに使用して、長時間に亙って、良好な衛生的な状態を保つことができる。
【0031】また、本発明においては、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉の吸水性混合層部と、該吸水性混合層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記第一紙層部に、一種以上のお茶抽出残留廃液又は一種以上の茶殻の浸出液の乾燥物又はこれらの乾燥物の混合物が含まれているので、例えば、トイレットペーパー等の衛生用紙、該衛生用紙を使用する紙おむつ、動物用シーツ等に使用して、排泄した尿の吸収が良く、また保水性が良く、細菌の増殖が抑えられるので、腐敗臭等の汚臭を防ぐ機能を有する。
【0032】
【実施例】以下、本発明の実施の態様の例を説明するが、本発明は、以下の説明及び例示によって何等制限されるものではない。図1は、本発明の一実施例の動物用シーツの説明図である。図2は本発明の別の一実施例の動物用シーツの説明図である。図3は、図2に示す本発明の一実施例の動物用シーツを製造する工程を示す概略の工程図である。図4は、本発明のさらに別の一実施例の動物用シーツの説明図である。図5は、図4に示す本発明の他の一実施例の動物用シーツを製造する工程を示す概略の工程図である。図1乃至図5において対応する箇所には同一の符号が付されている。
【0033】例1ウーロン茶40gを400mlの沸騰水に1分間浸漬して、ウーロン茶を抽出し、その全量を濾過した。30秒を経過し、滴下量が少なくなったところでウーロン茶の抽出残留廃液の採取を開始した。ウーロン茶の抽出残留廃液の量は約15mlであった。ウーロン茶の抽出残留廃液の滴下が停止したところで、濾紙上のウーロン茶の茶殼は102g(含水率72%)であった。このウーロン茶の抽出残留廃液中のタンニン量は0.08g/100gであり、また亜鉛の量は15μg/100gであった。このように調製されたウーロン茶の抽出残留廃液に、1m2当たり20gのセルローズ繊維製の薄葉紙の40cm×75cmを浸漬して、ウーロン茶の抽出残留廃液を含有する薄葉紙を作製するのに使用された。
【0034】例2緑茶40gを400mlの沸騰水に1分間浸漬して、緑茶を抽出し、その全量を濾過した。濾紙上の緑茶の茶殻は102g(含水率72%)であった。該茶殻106gに80℃の温度の水200mlを加えて、1分間放置して、浸出液の全量を濾過した。浸出液は200mlであった。この緑茶の浸出液中のタンニン量は0.07g/100gであり、また亜鉛の量は22μg/100gであった。このように調製された浸出液に、1m2当たり20gのパルプ繊維製の薄葉紙の80cm×150cmを浸漬して、緑茶の茶殻の浸出液を含有する薄葉紙を作製するのに使用された。
【0035】例3紅茶40gを400mlの沸騰水に1分間浸漬して、紅茶を抽出し、その全量を濾過した。30秒を経過し、滴下量が少なくなったところで紅茶の抽出残留廃液の採取を開始した。紅茶の抽出残留廃液の量は約20mlであった。紅茶の抽出残留廃液の滴下が停止したところで、濾紙上の紅茶の茶殻は104g(含水率72%)であった。この紅茶の浸出液中のタンニン量は0.06g/100gであり、また亜鉛の量は10pg/100gであった。このように調製された紅茶の抽出残留廃液は、1m2当たり20gのパルプ繊維製の薄葉紙の40cm×75cmを浸漬して、紅茶の抽出残留廃液を含有する薄葉紙を作製するのに使用された。
【0036】例4ウーロン茶40gを400mlの沸騰水に1分間浸漬して、ウーロン茶の全量を濾過した。濾紙上のウーロン茶の茶殻は104g(含水率72%)であった。該ウーロン茶の茶殻106gに90℃の温度の水200mlを加えて、1分間放置して、浸出液の全量を濾過した。該浸出液は200mlであった。このように調製された浸出液は、1m2当たり20gのパルプ繊維製の薄葉紙の80cm×150cmを浸漬して、ウーロン茶の茶殻の浸出液を含有する薄葉紙を作製するのに使用された。
【0037】例5前記例1で調製されたウーロン茶の抽出残留廃液と前記例3で調製された紅茶の抽出残留廃液とを、等量宛混合して、ウーロン茶の抽出残留廃液と紅茶の抽出残留廃液との混合抽出残留廃液を調製した。このように調製された混合抽出残留廃液は、1m2当たり20gのパルプ繊維製の薄葉紙の40cm×75cmを浸漬して、ウーロン茶及び紅茶の混合抽出残留廃液を含有する薄葉紙を作製するのに使用された。
【0038】例6前記例2で調製された緑茶の茶殻の浸出液と前記例4で調製されたウーロン茶の茶殻の浸出液とを、等量宛混合して、緑茶の茶殻の浸出液及びウーロン茶の茶殻の浸出液を混合した混合浸出液を調製した。このように調製された混合浸出液は、1m2当たり20gのパルプ繊維製の薄葉紙の80cm×150cmを浸漬して、ウーロン茶と緑茶の茶殻の混合浸出液を含有する薄葉紙を作製するのに使用された。
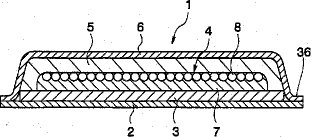
【0039】例7図1において、衛生シーツ1は、底面部が不透水性膜層部2で形成され、該不透水性膜層部2の上に、吸水性の第二紙層部3が形成され、該吸水性の第二紙層部3の上に、高吸水性樹脂量の必要量が包含されている紙おむつ廃材粉砕粉により吸水性層部4が形成され、その上に、前記例1乃至6で調製されたウーロン茶若しくは紅茶の抽出残留廃液、又はこれらの混合抽出残留廃液、或いは緑茶の茶殻の浸出液又はウーロン茶の茶殼の浸出液或いはこれらの茶殻の浸出液が含浸されている薄葉紙により少なくとも一部が形成されている吸水紙で吸水性の第一紙層部5が形成されており、その上をポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、前記透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部2の端部とホットメルト接着等により接着又は接合されて衛生シーツ1が形成されている。本例において、前記茶殻のお茶の抽出残留廃液又は浸出液或いはこれら混合液が含有された薄葉紙を少なくとも一部に含む吸水性の第一紙層部3、吸水性混合層部4及び吸水性の第二紙層部5は、重ねられて、エンボス加工されて、シート状に一体化されている。
【0040】例8本実施例は、図1に示す衛生シーツ1の構成を、人用の紙おむつに適用した事例である。図1において、6.1重量部のポリエチレンフィルムで不透水性膜層部2が形成され、該不透水性膜層部2の上に、4.3重量部の吸水紙で吸水性の第二紙層部3が形成され、該吸水性の第二紙層部3の上に、50.6重量部の3mm以下の粒度の紙おむつ粉砕粉で吸水性層部4が形成されており、その上に、前記例1で調製されたウーロン茶の抽出残留廃液を含有する薄葉紙により作られている4.3重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を4.5重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、人用の紙おむつが形成されている。本例においては、吸水性層部4は紙おむつ粉砕粉を使用して形成されているが、紙おむつ廃材粉砕粉を使用して形成することができる。
【0041】本例において、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例において、本例の人用の紙おむつは、使用前の燃焼熱が、6531キロカロリー(kcal)/kgであるが、人の一回の排尿量に相当する300mlの疑似尿で濡れた後のシーツの燃焼熱は717kcal/kgであり、燃焼不良にはならない。本例の衛生シーツは、吸水性の第一紙層部100gあたり含浸されているウーロン茶の抽出残留廃液の乾燥固形分は4gであり、72時間後において、大腸菌、緑濃菌、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0042】例9本実施例は、図1に示す衛生シーツ1の構成を、動物用シーツに適用した事例である。図1において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、17.6重量部の粒度3mm以下の紙おむつ廃材粉砕粉で吸水性層部4が形成され、その上に、前記例3で調製された紅茶の抽出残留廃液が含浸されている薄葉紙により作られている4.3重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を2.2重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、動物用シーツが形成される。
【0043】本例においても、例1の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状にされている。本例の動物用シーツは、使用前の燃焼熱が、6408キロカロリー(kcal)/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後のシーツの燃焼熱は1354kcal/kgであり、燃焼不良にはならない。本例の衛生シーツは、不織布100gあたり含浸されている紅茶の抽出残留廃液の乾燥固形分が2.5gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0044】例10本実施例は、図1に示す衛生シーツ1の構成を、動物用シーツに適用した事例であるが、吸水性層部4が上下面に吸水紙が設けられている高吸水性繊維板で形成されている事例である。図1において、動物用シーツ1は、底部の不透水性膜層部2が3重量部のポリエチレンシートで形成されており、不透水性膜層部2の上に、上下面に吸水紙を備える不織布タイプの板状の高吸水性繊維(150g/m2)の20.3重量部を配置して、吸水性層部4を形成する。この吸水性層部4の上に、前記例4で調製されたウーロン茶の茶殻の浸出液が含浸されている薄葉紙により作られている4.3重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、2.2重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、動物用シーツが形成される。本例においては、吸水性の第二紙層部3は省略され、設けられていない。
【0045】本例における動物用シーツの使用前の燃焼熱は5560キロカロリー(kcal)/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後のシーツの燃焼熱は933kcal/kgであり、燃焼不良にはならない。本例の衛生シーツは、不織布100gあたり含浸されている混合抽出残留廃液の固形分が2.5gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0046】例11本実施例は、図1に示す衛生シーツ1の構成を、動物用シーツに適用した事例である。図1において、3重量部のポリエチレンフィルムで、底部を形成する不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、17.6重量部の粒度3mm以下の紙おむつ廃材粉砕粉で吸水性層部4が形成され、その上に、前記例5で調製されたウーロン茶の抽出残留廃液と紅茶の抽出残留廃液の等量混合抽出残留廃液が含浸されている薄葉紙により作られている4.7重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、2.8重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、動物用シーツが形成されている。本例の動物用シーツにおいて、使用前の燃焼熱は、6094キロカロリー(kcal)/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後においても、燃焼熱は1852kcalであり、本例の動物用シーツは燃焼不良にはならない。
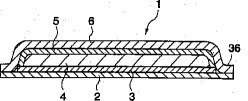
【0047】例12図2において、衛生シーツ1は、図1に示した衛生シーツ1と吸水性層部の構造が相違するものである。本例の衛生シーツ1においては、底面部が不透水性膜層部2で形成され、該不透水性膜層部2の上に、吸水性の第二紙層部3が形成され、該吸水性の第二紙層部3の上に、高吸水性樹脂量が必要量より少ない量含有の分級された紙おむつ廃材粉砕粉7及び該分級された紙おむつ廃材粉砕粉の高吸水性樹脂の不足する分を補う回収された高吸水性樹脂粉8が加えられて形成された吸水性層部4が設けられ、その上に、前記例6で調製された緑茶の茶殻の浸出液とウーロン茶の茶殻の浸出液の等量混合浸出液が含浸されている薄葉紙により少なくとも一部が作られている吸水紙で吸水性の第一紙層部5が形成され、その上を、ポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部2の端部とホットメルト接着等により接着又は接合されて、衛生シーツ1が形成されている。本例において、吸水性の第一紙層部5、吸水性層部4及び吸水性の第二紙層部3は、重ねられて、エンボス加工されて、シート状に一体化されている。本例の衛生シーツは、不織布100gあたり含浸されている混合浸出液固形分が2.5gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0048】例13本実施例は、図2に示す衛生シーツ1の構成を、人用の紙おむつに適用した事例である。図2において、6.1重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、4.2重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、高吸水性樹脂の含有量が24重量%の粒度3mm以下の紙おむつ粉砕粉7の34.1重量部が載置され、該紙おむつ粉砕粉7の上に11.7重量部の新規な高吸水性樹脂粉8が供給されて、高吸水性樹脂含有量が33重量%の吸水性層部4が形成され、該吸水性層部4の上に、前記例2で調製された緑茶の茶殻の浸出液が含浸されている薄葉紙により作られている9.5重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、4.4重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、人用の紙おむつ1が形成されている。
【0049】本例においても、前記例8乃至例12の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例の人用の紙おむつは、使用前の燃焼熱が、5577キロカロリー(kcal)/kgであるが、人の一回の排尿量に相当する300mlの疑似尿で濡れた後のシーツの燃焼熱は536kcal/kgであり、燃焼不良にはならない。
【0050】例14本実施例は、図2に示す衛生シーツ1の構成を、動物用シーツに適用した事例である。図2において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、3mm以下の粒度に粉砕された紙おむつ廃材粉砕粉7の16.9重量部が載置され、その上に3重量部の分級により回収された高吸水性樹脂粉8が供給されて、吸水性層部4が形成され、該吸水性層部4の上に、前記例3で調製された紅茶の抽出残留廃液が含浸されている薄葉紙により作られている4.7重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、2.7重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記ポリプロピレン樹脂繊維製の不織布の端部36は、最下層のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成された。
【0051】本例においても、前記例10乃至例13の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例において使用されたラミネート紙は、ポリプロピレンフィルムが20重量パーセント被覆されているものを使用した。本例における動物用シーツの使用前の燃焼熱は5520kcal/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後のシーツの燃焼熱は2009kcal/kgであり、燃焼不良にはならない。
【0052】例15本実施例は、例14に示した動物用シーツの事例において、紙おむつ廃材粉砕粉に代えて、紙おむつ廃材粉砕粉を分級して、高吸水性樹脂及び綿状パルプを分離回収された残りの分級産物、即ち分級前の紙おむつ廃材粉砕粉の高吸水性樹脂含有量より高吸水性樹脂含有量低い分級産物を使用した事例である。
【0053】図2において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、3mm以下の粒度の紙おむつ廃材粉砕粉の高吸水性樹脂含有量の低い分級産物7の16.9重量部が載置され、その上に3重量部の高吸水性樹脂粉が供給されて、吸水性層部4が形成され、該吸水性層部4の上に、茶殻の浸出液が含浸されている薄葉紙により作られている4.7重量部の吸水紙で吸水性の第一紙層部5が形成されており、その上を、2.7重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記透水性の不織布層部6の端部36は、最下層のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成された。本例においても、前記例5乃至例10の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例における動物用シーツは、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後においても、燃焼不良にはならない。
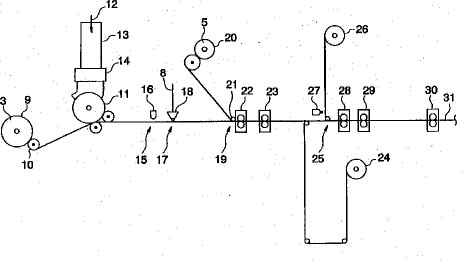
【0054】例16図3には、図2に示した本発明の一実施例の衛生シーツ1の製造工程が示されている。即ち、衛生シーツ1は、ポリエチレンフィルムにより形成された不透水性膜層部2により底部が形成され、該不透水性膜層部2上に吸水紙が配置されて吸水性の第二紙層部3が形成され、その上に、紙おむつ廃材粉砕粉7が層状に配置され、その上に高吸水性樹脂8が供給され、高吸水性樹脂8は、紙おむつ廃材粉砕粉7中に分散混入して、紙おむつ廃材粉砕粉と共に、吸水性層部4を形成し、その吸水性層部4の上に、茶殻の浸出液が含浸されている薄葉紙により形成されている吸水紙で吸水性の第一紙層部5が形成されており、その上を、ポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6を形成され、前記透水性の不織布層部6の端部36は、最下層のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成されている。
【0055】図3において、吸水性の第二紙層部3を形成する下側吸水紙の供給ロール9は、下側吸水紙送り出しローラ10により引き出されて、紙おむつ廃材粉砕粉7の供給ローラ11に送られる。紙おむつ廃材粉砕粉7の供給ローラ11の上方には、紙おむつ廃材12の供給部13に接続して、粉砕機14が設けられており、供給された紙おむつ廃材12を粉砕機14により3mm以下の粒度に粉砕し、この粉砕された紙おむつ廃材粉砕粉7は、供給される紙おむつ廃材粉砕粉7の量が一定となるように調整されて、供給ローラ11から下側吸水紙の吸水性の第二紙層部3の上に供給される。紙おむつ廃材粉砕粉7が供給された吸水性の第二紙層部3は、水の噴霧箇所15に送られて、水噴霧器16から水が下側吸水紙3上に一定量載置されている紙おむつ廃材粉砕粉7の上に噴霧される。水が噴霧された紙おむつ廃材粉砕粉7を載せた吸水性の第二紙層部3は、高吸水性樹脂8の散布箇所17に送られ、この高吸水性樹脂8の散布箇所17で、高吸水性樹脂散布機18から、水が噴霧された紙おむつ廃材粉砕粉の上に、高吸水性樹脂8が散布される。紙おむつ廃材粉砕粉7に散布された高吸水性樹脂8は、搬送中に紙おむつ廃材粉砕粉中に分散混合して、吸水性層部4を形成する。
【0056】紙おむつ廃材粉砕粉7に高吸水性樹脂8が散布されて吸水性層部4が形成された吸水性の第二紙層部3は、吸水性の第一紙層部5を形成する上側吸水紙の供給箇所19に送られて、前記茶殻の浸出液が含浸されている薄葉紙で形成されてている上側吸水紙が、上側吸水紙の供給ロール20から、上側吸水紙の供給ローラ21により引き出され、吸水性層部4の上方に載せられ、吸水性の第一紙層部5が形成される。このようにして、吸水性層部4は、下側に吸水性の第二紙層部3が配置され、その上に、前記茶殻の浸出液が含浸されている薄葉紙で形成されている吸水性の第一紙層部5が配置されて形成される。このように、上下に吸水性の第一及び第二紙層部が配置された吸水性層部4は、エンボス機22に送られてエンボスが形成される。エンボスが形成された吸水性層部4は、マットカッター23に送られて、長さ450mmの吸水性層部を有する積層物21に切断される。切断された吸水性層部の下方には、下方からバックフィルム用のポリエチレンフィルム2がポリエチレンフィルム2のロール24から供給され、第一及び第二紙層部を備える吸水性層部4はポリエチレンフィルム2の上に載せられる。このようにポリエチレンフィルム2に載せられ、第一及び第二紙層部が配置された吸水性層部4は、ポリプロピレン樹脂繊維製の不織布を被せる箇所25に送られる。
【0057】一方、ポリプロピレン樹脂繊維製の不織布は、ポリプロピレン樹脂繊維製の不織布のロール26から送られ、途中ホットメルト接着剤が噴霧器27から、ポリプロピレン樹脂繊維製の不織布の接着箇所に噴霧される。ホットメルト接着剤が噴霧されたポリプロピレン樹脂繊維製の不織布は、吸水性層部4の上側紙層部5の上に載せられる。上側紙層部4の上にポリプロピレン不織布が載せられた吸水性層部4は、サイドシール機28に送られて、両側部は、圧着されて、ホットメルト接着剤により両端部が接着される。両側部が接着された吸水性層部4は、エンドシール機29に送られて長手方向両端部が接着され、製品カッター30に送られ、製品カッター30で所定の寸法に切断され、製品の衛生シーツ1として送られ、搬送路31を移動して折り機によって折られ、包装機(何れも図示されていない)により包装されて出荷される。
【0058】本例においては、茶殻についての浸出液の乾燥物を含有する薄葉紙により形成した吸水性の第一紙層部の例を示したが、複数の茶殻の混合浸出液の乾燥物を含有する薄葉紙により形成した吸水性の第一紙層部を使用することができ、また、複数のお茶の抽出残留廃液により製造された混合抽出残留廃液の乾燥物又は一種以上のお茶殻の浸出液に、緑茶、ウーロン茶及び又は紅茶等のお茶の抽出残留廃液を含有する茶殻の浸出液を混合した混合液の乾燥物を含有する薄葉紙で形成された吸収性の第一紙層部を使用することができる。
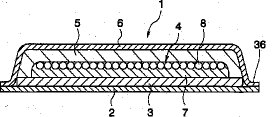
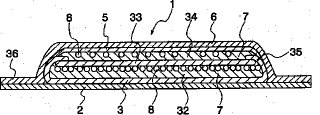
【0059】例17図4に示す衛生シーツ1は、図1及び図2に示した衛生シーツ1と、吸水性の第三紙層部により仕切られて、吸水性層部が上下二層に形成されている点で相違している。本例の衛生シーツ1においても、図1及び図2の例と同様に、底面部が不透水性膜層部2で形成され、該不透水性膜層部2の上に、吸水性の第二紙層部3が形成され、頂部の不織布層部6の下方に、前記例1、例3、例5又は例6により調製されたウーロン茶又は紅茶の抽出残留廃液又はウーロン茶と紅茶の混合抽出残留廃液又は緑茶とウーロン茶の混合浸出液が含有させられている薄葉紙により作られている吸収性の第一紙層部5が形成されている。
【0060】本例において、該吸水性の第二紙層部3の上に、高吸水性樹脂及び紙おむつ廃材粉砕粉を含有する下部吸水性層部32が形成され、その上に、吸水性の第三紙層部33が配置され、その上を覆って、上部吸水性層部34が形成されている。本例において、吸水性の第二紙層部3の端部35は、前記吸水性の第三紙層部33を押さえるように、吸水性の第三紙層部33の端部の上にまで折り込まれている。本例においても、前記透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部2の端部とホットメルト接着等により接着又は接合されて、衛生シーツ1が形成されている。本例においても、図1及び図2の実施例と同様に、前記例1、例3、例5又は例6により調製されたウーロン茶又は紅茶の抽出残留廃液又はウーロン茶と紅茶の混合抽出残留廃液又は緑茶とウーロン茶の混合浸出液が含有させられている薄葉紙で形成されている吸水性の第一紙層部5、上部吸水性層部34、吸水性の第三紙層部33、下部吸水性層部32及び吸水性の第二紙層部3は、重ねられて、エンボス加工されて、シート状に一体化されている。
【0061】例18図4において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、3mm以下の粒度に粉砕された紙おむつ廃材粉砕粉7の16.9重量部が載置され、その上に、3重量部の高吸水性樹脂粉8が供給されて、下部吸水性層部32が形成され、その上に、4.7重量部の吸水紙で吸水性の第三紙層部33が設けられ、その上に、3mm以下の粒度に粉砕された紙おむつ廃材粉砕粉7の16.9重量部が載置され、その上に、2重量部の高吸水性樹脂粉8が供給されて、上部吸水性層部34が形成される。前記上部吸水性層部34の上には、4.3重量部の吸水紙で吸水性の第一紙層部5が設けられ、その上を、例3で調製された紅茶の抽出残留廃液を含浸されている2.7重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記ポリプロピレン樹脂繊維製の不織布の端部は、最下層のポレエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成された。
【0062】本例において、吸水性の第一紙層部5、上部吸水性層部34、第三紙層部33、下部吸水性層部32及び吸水性の第二紙層部3は、重ねられて、エンボス加工されて、シート状に一体化されている。本例における動物用シーツは、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後においても、燃焼不良にはならない。本例の衛生シーツは、薄葉紙100gあたり含浸されているお茶の抽出残留廃液及び茶殻の浸出液の混合液の固形分が1.3gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0063】図5に示す実施例は、図4に示す衛生シーツを製造する工程の一例を示すものである。本例において、吸水性の第二紙層部3の下側吸水紙は、下側吸水紙のロール9に巻かれており、その下側に設けられている下側吸水紙の送り出しローラ10により引き出されて、吸水性の第二紙層部3を形成して、次の紙おむつ廃材粉砕粉7を供給する第一供給ローラ11の下方に送られる。紙おむつ廃材粉砕粉7を供給する第一供給ローラ11の上方には、紙おむつ廃材12の第一供給部13が設けられ、その下方に接続して紙おむつ廃材を粉砕する第一粉砕機14が設けられている。この第一粉砕機14は、第一供給部13に供給された紙おむつ廃材12を、3mm以下の粒度に粉砕する。ここで粉砕された紙おむつ廃材粉砕粉7は、第一供給ローラ11から、下側吸水紙で形成された吸水性の第二紙層部3の上に供給される。この供給される紙おむつ廃材粉砕粉は、吸水性の第二紙層部3の上で、紙おむつ廃材粉砕粉の量が一定となるように、調整される。紙おむつ廃材粉砕粉7が供給された吸水性の第二紙層部3は、第一水噴霧器16が設けられている第一水噴霧箇所15に送られて、第一水噴霧器16から、水が吸水性の第二紙層部3上の紙おむつ廃材粉砕粉7の上に噴霧される。水が噴霧された紙おむつ廃材粉砕粉7を載せた第二吸水性層部3は、第一高吸水性樹脂散布機18を備える高吸水性樹脂8の第一散布箇所17に送られる。水が噴霧された紙おむつ廃材粉砕粉7は、高吸水性樹脂8の第一散布箇所17に送られて、第一高吸水性樹脂散布機18より高吸水性樹脂8が散布される。紙おむつ廃材粉砕粉7が散布された高吸水性樹脂8は、紙おむつ廃材粉砕粉7中に分散混合されて、紙おむつ粉砕粉7と高吸水性樹脂8を含む下部吸水性層部32を形成する。
【0064】上面の上に下部吸水性層部32が形成された吸水性の紙層部3は、吸水性の第三紙層部33の中間吸水紙の供給箇所37に送られる。吸水性の第三紙層部33の下側吸水紙は、下側吸水紙のロール38に巻かれており、その下側に設けられている下側吸水紙の送り出しローラ39により引き出されて、吸水性の第三紙層部33を形成して、次の紙おむつ廃材粉砕粉7を供給する第二供給ローラ41の下方に送られる。紙おむつ廃材粉砕粉7を供給する第二供給ローラ41の上方には、紙おむつ廃材12の第二供給部42が設けられ、その下方に接続して紙おむつ廃材を粉砕する第二粉砕機43が設けられている。この第二粉砕機43は、第二供給部42に供給された紙おむつ廃材12を、3mm以下の粒度に粉砕する。ここで粉砕された紙おむつ廃材粉砕粉7は、第二供給ローラ41から、吸水性の第三紙層部33の上に供給される。この供給される紙おむつ廃材粉砕粉7は、吸水性の第三紙層部33の上で、紙おむつ廃材粉砕粉の量が一定となるように供給される。この紙おむつ廃材粉砕粉7を載せた吸水性の第二紙層部3は、第二水噴霧器47が設けられている第二水噴霧箇所15に送られて、第二水噴霧器45から、水が吸水性の第三紙層部33上の紙おむつ廃材粉砕粉7の上に噴霧される。水が噴霧された紙おむつ廃材粉砕粉7を載せた吸水性の第二紙層部3は、第二高吸水性樹脂散布機45を備える高吸水性樹脂8の第二散布箇所44に送られる。水が噴霧された紙おむつ廃材粉砕粉7は、高吸水性樹脂8の第二散布箇所44に送られて、高吸水性樹脂散布機45より高吸水性樹脂8が散布される。
【0065】散布された高吸水性樹脂8は、紙おむつ廃材粉砕粉7中に分散混合されて、紙おむつ粉砕粉7と高吸水性樹脂8を含む上部吸水性層部34が形成される。上部吸水性層部34が形成された吸水性の第三紙層部33及び第二紙層部3は、上側吸水紙の供給箇所19に送られる。そこで、吸水性の上側紙層部5の上側吸水紙5は、上側吸水紙のロール20に巻かれており、その下側に設けられている上側吸水紙の送り出しローラ21により引き出されて、上部吸水性層部34の上に載置されて、吸水性の上側紙層部5を形成する。上側吸水紙5が載せられた吸水性の第三紙層部33及び第二紙層部3は、エンボス機22に送られてエンボスが形成される。
【0066】エンボス加工されて、吸水性の第二紙層部3と吸水性の第三紙層部33の間に下部吸水性層部32が形成され、吸水性の第一紙層部3と吸水性の第三紙層部33の間に上部吸水性層部34が形成され、これらは吸収性の第一乃至第三紙層部3、5及び33と一体に形成される。このように紙層部と一体に形成された上部吸水性層部34及び第二吸水性層部32は、マットカッター23に送られて、450mmの長さに切断される。次いで、紙層部と一体に形成された上部吸水性層部34及び第二吸水性層部32は、その底部に下方から、ロール24に巻かれているバックフィルム用のポリエチレンフィルム2が、ロール24から供給されて、ポリエチレンフィルム2の上に載せられ、次いで、ポリプロピレン樹脂繊維製の不織布を被せる箇所25に送られる。
【0067】一方、透水性の不織布層部6を形成する前記ポリプロピレン樹脂繊維製の不織布が巻かれているロール26から引き出される。ロール26から引き出されたポリプロピレン樹脂繊維製の不織布は、途中ホットメルト接着剤が噴霧器27から、接着箇所の両側端部36に噴霧されて、上部吸水性層部の上の第一紙層部5の上に載せられる。ポリプロピレン不織布層部6が載せられた一体に形成されている紙層部と吸水性層部は、サイドシール機28に送られて、両側部が、圧着されて、ホットメルト接着剤により接着される。両側端部36が接着され、一体に形成されている紙層部と吸水性層部は、エンドシール機29に送られて長手方向両端部が接着され、製品カッター30に送られ、所定の寸法に切断され製品として送られる。両側部が接着された吸水性層部4は、エンドシール機29に送られて長手方向両端部が接着され、製品カッター30に送られ、製品カッター30で所定の寸法に切断され、製品の衛生シーツ1として送られ、搬送路31を移動して折り機によって折られ、包装機(何れも図示されていない)により包装されて出荷される。
【0068】本例においては、茶殻についての浸出液の乾燥物を含有する薄葉紙により形成した第一紙層部の例を示したが、お茶の抽出残留廃液の乾燥物を含有する薄葉紙により形成した吸水性の第一紙層部を使用することができ、また、緑茶、ウーロン茶及び又は紅茶等のお茶の抽出残留廃液に、緑茶、ウーロン茶及び又は紅茶等の茶殻の浸出液を混合した混合液の乾燥物を含有する薄葉紙により形成される吸水性の第一紙層部を使用することができる。また、本例においては、上部吸水性層部及び下部吸水性層部に、共に紙おむつ廃材粉砕粉及び高吸水性樹脂を配合しているが、上部吸水性層部における尿や汗等の液体の吸収速度を速くするために、上部吸水性層部は、紙おむつ廃材粉砕粉のみとすることができる。また、上部吸水性層部と下部吸水性層部の組成を、その目的に応じて変えることができる。
【0069】
【発明の効果】本発明において、衛生用紙は、お茶の抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれら乾燥物の混合物が含まれている薄葉紙を備えているので、従来のシーツに比して、お茶の抽出残留廃液の乾燥物、該お茶の抽出残留廃液の乾燥物と、茶殻の浸出液の乾燥物、お茶の抽出残留廃液の乾燥物、茶殻の浸出液の乾燥物の作用により、使用箇所の清掃を図ることができ、使用後において、長時間に亙って、衛生的な状態を保つことができる。
【0070】本発明において、衛生シーツは、お茶の抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれら乾燥物の混合物が含まれている薄葉紙で形成されている吸水性の第一紙層部を備えているので、従来のシーツに比して、お茶の抽出成分の作用により、汗等の臭いが抑制され、発汗による湿り及び細菌の増殖を抑えることができ、長時間に亙って、衛生的な状態を保つことができる。
【0071】また、本発明においては、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉の混合層部と、該混合層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記吸水性の第一紙層部に、お茶の抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれらの乾燥物の混合物が含まれているので、従来の紙おむつ、動物用シーツと比して、排泄した尿により外観上の濡れがなく、尿や体臭による汚臭を抑制することができ、例えば、愛玩用の動物用として、休養時、就寝時又は排泄時に使用して、周囲を良好な衛生状態に保っことができる。
【0072】本発明においては、お茶の抽出残留廃液及び/又は茶殻の浸出液を使用して、衛生シーツの使用時の細菌の増殖を抑制するので、大量の茶殻及びお茶の抽出残留廃液について使用することとなり、従来、活性汚泥処理等により処理されていた廃液を有効に利用でき、缶入りお茶やインスタントティー製造時の廃物及び廃液処理工程を省くことができ、また例えば紙おむつ廃材を有効に使用できる。
【図面の簡単な説明】
【図1】本発明の一実施例の動物用シーツの説明図である。
【図2】本発明の別の一実施例の動物用シーツの説明図である。
【図3】図2に示す本発明の一実施例の動物用シーツを製造する工程を示す概略の工程図である。
【図4】本発明のさらに別の一実施例の動物用シーツの説明図である。
【図5】図4に示す本発明の他の一実施例の動物用シーツを製造する工程を示す概略の工程図である。
【符号の説明】
1 衛生シーツ、人用紙おむつ、動物用シーツ
2 不透水性膜層部
3 吸水性の第二紙層部、下側吸水紙
4 吸水性層部
5 吸水性の第一紙層部、上側吸水紙
6 透水性の不織布層部
7 紙おむつ紙廃材粉砕粉
8 高吸水性樹脂粉
9 下側吸水紙の供給ロール
10 下側吸水紙3の送り出しローラ
11 紙おむつ廃材粉砕粉7の供給ローラ
12 紙おむつ廃材
13 紙おむつ廃材12の供給部
14 紙おむつ廃材粉7の粉砕機
15 第一水噴霧箇所
16 第一水噴霧器
17 高吸水性樹脂の第一散布箇所
18 高吸水性樹脂の第一散布機
19 第一紙層部5の上側吸水紙の供給箇所
20 上側吸水紙の供給ロール
21 上側吸水紙の供給ローラ
22 エンボス機
23 マットカッター
24 ポリレエチレンフィルム2のロール
25 ポリプロピレン樹脂繊維製の不織布を被せる箇所
26 ポリプロピレン樹脂繊維製の不織布のロール
27 ホットメルト接着剤噴霧器
28 サイドシール器
29 エンドシール機
30 製品カッター
31 搬送路
32 下部吸水性層部
33 第三吸水性層部
34 上部吸水性層部
35 吸水性の第二紙層部3の端部
36 透水性の不織布層部6の端部
37 中間吸水紙の供給箇所
38 中間吸水紙のロール
39 中間吸水紙の供給ローラ
40 吸水性の第二吸水紙3の端部35の折り畳み機
41 第二供給ローラ
42 紙おむつ廃材の第二供給部
43 第二粉砕機
44 第二水噴霧箇所
45 第二水噴霧器
46 高吸水性樹脂8の第二の散布箇所
47 高吸水性樹脂8の第二散布機
【0001】
【発明の属する技術分野】本発明は、衛生用紙及び該衛生用紙を使用する衛生シーツに関し、特に、本発明は、有機物廃材を利用した、特に、トイレットペーパ、ティッシュペーパー、紙タオル用紙、テーブルナプキン、紙おむつ、生理用紙、化粧用紙等の衛生用紙及び該衛生用紙を使用する紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツなどの衛生用品に使用できる衛生シーツに関し衛生用紙、及び寝具用補助シーツ、紙おむつ、衛生シーツ並びにその製造方法に関する。また、本発明は、長時間使用して衛生状態を保持することができる使い捨ての衛生用品に関し、特に、寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツに使用できる使い捨ての衛生用品及びその製造方法に関する。
【0002】さらに、本発明は、人又は動物用の衛生用品に使用される衛生シーツに関し、特に、プラスチック廃材、紙廃材、例えば紙おむつ廃材、尿パッド廃材、生理用ナプキン廃材、動物用紙おむつ廃材又は動物用シーツ廃材或いはそれら廃材の粉砕物を利用した衛生用品、即ち寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツに使用できる衛生シーツに関する。さらにまた、本発明は、特に、就寝時、休養時及び排泄時に使用する使い捨て用の衛生用品に関する。
【0003】
【従来の技術】一般に、衛生シーツは、寝具用補助シーツ、紙おむつ、生理用ナプキン、乳パッド、汗パッド、失禁パツド及びペット用シーツなどの衛生シーツに使用されている。例えば、寝具用補助シーツは、ベッドや敷布団の上に敷いて、ベッドや布団の耐久性を保ち、ベッドや布団を清潔に維持するために用いられている。就寝中にも、人間の皮膚からは、汗以外に水分が絶えず外に排泄されており、これらの水分は、寝床や寝衣に吸い取られるので、例えば、寝具用補助シーツには、保温性及び適度の吸湿性を備えることが要求される。
【0004】
【発明が解決しようとする課題】しかし、木綿製等の寝具用補助シーツの場合、取り替える度毎に、洗濯されるが、比較的嵩ばるのと、汚れの程度が相違し、また洗濯により清浄にできる程度も相違するので、自動洗濯機等によるとしても、希望するように清潔にすることは難しく、また、そのようにするには多くの手間を要して問題である。
【0005】一方、缶入りお茶や、インスタントティー製造業から排出される、茶殻は膨大な量に上っている。しかし、茶殻は、タンニン及びカテキンをを含み、その上、かなりの量の残留お茶を含むために、利用が難しく、しかも茶殻に含有されるお茶残留廃液の一部は、該茶殻を処理する抽出後の段階においても、該茶殼から滲出するために、滲出するお茶抽出残留廃液を集めて、活性汚泥法等により処理し、残る茶殻は、専ら全て焼却処理されている。また、紙おむつ、紙生理用ナプキン等の紙製の衛生シーツは、裁断屑や検査不良品が発生し、その処理が問題とされている。本発明は、従来の寝具用補助シーツ等の取り替え等の際に多くの手間を要する問題点を解決すると共に、お茶抽出残留廃液及び茶殻からの滲出液の処理を目的としている。
【0006】
【課題を解決するための手段】本発明者は、缶入りお茶やインスタントティーの製造時に大量に排出されるウーロン茶の茶殻の浸出液が、緑膿菌、黄色ブドウ球菌、レジオネラ菌及び連鎖球菌の増殖を72時間以上に亙って阻害することを発見し、また緑茶の茶殻からの浸出液が、黄色ブドウ球菌、レジオネラ菌及び連鎖球菌の増殖を72時間に亙って阻害することを発見し、さらにまた、紅茶の茶殻の浸出液が、黄色ブドウ球菌及び連鎖球菌の増殖を72時間に亙って阻害することを発見し、これらウーロン茶の茶殻からの浸出液、緑茶の茶殻からの浸出液又は紅茶の茶殻からの浸出液を含浸後、乾燥したシーツが、何れも緑膿菌、黄色ブドウ球菌、レジオネラ菌及び連鎖球菌の増殖を72時間以上に亙って阻害することを発見し、本発明に至った。本発明は、抽出残留廃液及び/又は茶殻から抽出したお茶を、吸水性の上部紙層部及び/又は上部紙層部に接する吸水性樹脂及び吸水性材料粉の混合層に含浸させて乾燥して得られる衛生的に優れた衛生シーツ及びその製造方法を提供するものであり、また、缶入りお茶や、インスタントティーの製造業から排出される廃棄物のお茶抽出残留廃物及び茶殻を活用できる、安価な使い捨て衛生シーツ及びその製造方法を提供することを目的としている。
【0007】即ち、本発明は、一種以上のお茶の抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生用紙にあり、また、本発明は、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する吸水性層部と、該吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殼の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツにあり、さらに、本発明は、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部と、該第一吸水性層部の下面に接して位置する吸水性の第三紙層部と、該第三紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部と、該第二吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの乾燥物の二種以上の混合物と、お茶抽出残留廃液の乾燥物若しくは茶殻の浸出液の乾燥物又はこれら乾燥物の混合物とを含む混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツにある。
【0008】そしてまた、本発明は、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する吸水性層部を形成し、該吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液又は茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法にあり、さらに本発明は、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部を形成し、該第二の吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第三紙層部を形成し、該第三紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部を形成し、該上部吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、該第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、前記第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液又は茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法にある。
【0009】
【発明の実施の形態】本発明において、衛生用紙は、トイレットペーパー、紙タオル、ナプキン紙、化粧紙、ちり紙、ワッデイング(紙綿)、薄葉紙−等を意味し、木材パルプを原料とし、坪量25g以下で、例えば14g程度でドライクレープ加工された、柔軟で湿紙強さを有する薄葉紙を原料とする。また、本発明において、衛生用紙の使用時において、緑濃菌、連鎖球菌、黄色ブドウ球菌、レジオネラ菌、ポツリヌス菌等の細菌の増殖を避けるために、衛生用紙を構成する少なくとも一枚の薄葉紙に、一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら乾燥物の二種以上の混合物を含ませて製造される。前記一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら乾燥物の二種以上の混合物を薄葉紙に含ませるには、一種以上のお茶抽出残留廃液又は一種以上の茶殻の浸出液或いはこれら液の混合液を、その侭又は希釈して或いはインク化して、薄葉紙に、印刷、塗布又は浸漬等により付着させ、次いで乾燥することにより行われる。
【0010】本発明の衛生シーツは、寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツ等の衛生用品に使用でき、長時間に亙って良好な衛生状態を保持して使用できるものである。また、本発明の衛生シーツは、寝具用補助シーツ、紙おむつ、動物用紙おむつ、生理用ナプキン、動物用生理用ナプキン、乳パッド、汗パッド、失禁パツド及び動物用シーツ等の衛生用品に使用できる衛生シーツであり、吸水性材料の一部を、使い捨て用に適している可燃性の有機物廃材、例えば、ラプラスチック製廃材、紙廃材、例えば紙おむつ廃材、尿パッド廃材、生理用ナプキン廃材及び動物用紙おむつ廃材、動物用シーツ廃材並びに紙ナプキン廃材並びにそれら一以上の廃材の粉砕物で形成することができる。本発明において、動物用シーツは、従来の動物用シーツと同様に、排泄用として使用されるが、その他に、休養及び就寝用として使用することができる。
【0011】本発明の衛生シーツは、上面を透水性の不織布層部で形成し、下面をプラスチック製の不透水性膜層部で形成し、前記透水性の不織布層部の下面に接して吸水性の第一紙層部を設け、前記プラスチック製の不透水性膜層部の上面に接して吸水性の第二紙層部を形成し、前記第一及び第二紙層部間に、高吸水性樹脂及び吸水性材料粉からなる混合物層を含むか、または、高吸水性樹脂と吸水性材料粉の混合層及び吸水性材料粉層を含む吸水性層部を設けて形成されている。したがって、本発明の衛生シーツは、前記プラスチック製の不透水性膜層部上面に接して前記吸水性の第二紙層部が配置され、該吸水性の第二紙層部の上に前記吸水性層部が配置され、該吸水性層部の上に前記吸水性の第一紙層部が配置され、該第一紙層部の上に前記透水性の不織布層部が配置された断面構造に形成することができる。
【0012】さらにまた、本発明の衛生シーツは、上面に透水性の不織布層部を形成し、下面にプラスチック製の不透水性膜層部を形成して、その間に、一体に形成された吸水部を設けて形成することができる。前記一体に形成された吸水部は、上下面に吸水性紙層部が設けられ、前記上面部の吸水性紙層部及び下面部の吸水性紙層部の間には、これらと一体に形成されている吸水性層部が設けられている。本発明の衛生シーツにおいて、吸水層部は、吸水性の第一紙層部及び第二紙層部間に、更に吸水性の第三紙層部を配置して、前記第一紙層部と第三紙層部の間に第一吸水性層部を形成し、前記第三紙層部と第二紙層部の間に第二吸水性層部を形成して、吸水部を形成することができる。
【0013】本発明の衛生シーツにおいて、その上面の不織布層部は、例えば、レーヨンパルプ、プラスチック含有パルプ、ポリプロピレン樹脂、ポリエチレン樹脂、ナイロン樹脂、ビニロン樹脂等のプラスチック繊維製又はレーヨン繊維製の不織布で形成することができ、下面の不透水性膜層部は、ポリエチレン樹脂、ポリプロピレン樹脂等のプラスチック製の不透水性膜で形成することができる。本発明において、第一及び第二の吸水性の紙層部は、夫々、ティッシュペーパ、ちり紙、トイレットペーパ、紙おむつ、生理用ナプキン、タンポンに使用される生理用紙、タオル用紙などの衛生用紙で形成され、クレープ加工され、又はクレープ加工されない衛生用紙で形成されるのが、良好な吸水性を確保できるので好ましい。
【0014】本発明においては、前記吸水性の第一紙層部の下面に接して設けられる吸水性層部は、高吸水性樹脂及び吸水性材料粉の混合物層で形成することができ、また、吸水性材料粉の間に高吸水性樹脂及び吸水性材料粉の混合物を含む層で形成することができる。吸水性材料粉の間に高吸水性樹脂及び吸水性材料粉の混合物を含む層を吸水性層部として有する吸水部としては、綿状パルプ層の間に高吸水性樹脂が保持され、その表裏両面に吸水紙が設けられている所謂ポリマーシートがあり、また、前記ポリマーシートの高吸水性樹脂部に代えて高吸水性繊維を例えば不織布の形で使用することができる。
【0015】本発明においては、例えば、紙おむつ廃材を、例えば100mm以下の粒度の紙おむつ粉砕物又は該紙おむつ粉砕物となるように破砕し、これらの破砕物を分級して、その構成成分である紙粉及び高吸水性樹脂を種々の割合で含む分級産物を、吸水性層部の原料として使用することができる。紙おむつ廃材粉砕物には、ポリエチレン、ポリプロピレン、レーヨン及び合成ゴム材等が含有されるが、これらの材料は、5mm以下、好ましくは3mm以下の粒度の粉砕物とすることにより保水性を発揮することが分かった。ポリマーシートを使用する場合には、ポリマーシートには、高吸水性樹脂層の上下に吸水性材料粉層が設けられさらに吸水性材料粉層の外側面上に紙層部が設けられているので、不織布層部の下面に接する吸水性の第一紙層部即ち第一の紙層部及び不透水性膜層部上面に接する吸水性の第二紙層部即ち第二の紙層部を省略することができる。
【0016】本発明において、吸水性樹脂の用語は、比較的吸水性能の低い吸水性樹脂、比較的吸水性能の低い吸水性繊維、吸水性能の高い高吸水性樹脂又は吸水性能の高い高吸水性繊維を意味し、製品としての高吸水性樹脂はもとより、廃材としての高吸水性樹脂を使用することができる。しかし、吸水性の高いものを使用すると、使用量を少なくできるので好ましい。吸水性繊維及び高吸水性繊維の場合は、適当な寸法に裁断又は破砕して使用される。本発明において、高吸水性樹脂は、高吸水性ポリマーとも称せられるものであり、本発明において使用される高吸水性樹脂は、人工尿で自重の30倍から100倍程度の水を吸収しても、形を保持できる樹脂であるのが好ましい。このような高吸水性樹脂としては、例えば、ビニルエステルとエチレン系不飽和カルボン酸又はその誘導体との共重合体鹸化物、澱粉とアクリル酸のグラフト重合体、ポリアクリル酸の架橋物、ビニルアルコールとアクリル酸の共重合体、ポリアクリロニトリルの部分加水分解物、カルボキシメチルセルロースの架橋物、ポリエチレングリコールの架橋物、キトサンの塩又はプルランのゲルなどがある。これらは、吸水性材料粉に単独で又はこれら2種以上を混合して使用される。
【0017】本発明において、高吸水性樹脂としては、例えば、不良品としての紙おむつ、失禁パツド若しくは生理用ナプキン又は紙おむつ廃材等から回収された高吸水性樹脂含有物或いは高吸水性繊維又はその粉砕物を使用することができる。このような回収された高吸水性樹脂は、人工尿に対して、吸水倍率が10乃至30g/gとその吸水性能は乏しいが、衛生シーツ、例えば、紙おむつや動物用シーツでは、この程度の吸水効果で十分使用できることが分かった。使用する高吸水性樹脂の粒度は、50乃至500μmであるのが好ましい。
【0018】また、本発明において、吸水性材料粉は、比較的高い吸水性を有する、機械パルプ、化学パルプ、セミケミカルパルプ等の木材パルプの粉砕物、化学繊維の粉砕物、古紙パルプの粉砕物、木粉、紙粉、紙おむつ廃材粉砕物、チタン紙又はパンチ屑などの屑紙の粉砕物或いはそれらの二以上の混合物とすることができる。これらの吸水性材料は、5mm以下の粒度、好ましくは3mm以下の粒度とするのが好ましい。
【0019】本発明において、吸水性材料粉の紙粉は、粉状の紙又は吸水性樹脂を含む粉状の紙を意味し、例えば、製本時に発生する紙粉、紙製の不織布製造時に発生する紙粉、製紙工程において発生する紙粉などがあり、また他の吸水性材料粉としては、紙おむつ、生理用ナプキン、乳パッド、尿パッド又は汗パッド等の衛生用品の一以上の衛生用品の粉砕物、また紙おむつ廃材、生理用ナプキン廃材、乳パッド廃材、尿パッド廃材、汗パッド等の衛生用品廃材の一以上の衛生用品廃材の粉砕物、さらに紙おむつ等の衛生用品製造工場における集塵ロス及びトリムロス等の衛生材料廃材及び衛生用品製造時に飛散する高吸水性樹脂を含む紙粉などがある。
【0020】木材パルプに、木粉及びパンチ屑の粉砕物を加える場合には、木粉及びパンチ屑の粉砕物の量は、木材パルプの3乃至20重量%、好ましくは3乃至10重量%である。また、本発明においては、前記吸水性層部の下面に接して吸水材料層部を設けることができ、さらに該木材パルプ層部の下面に接して第二の吸水性の紙層部を設けることができる。
【0021】また、本発明においては、検査不良の紙おむつ及び紙おむつ裁断屑等の紙おむつ廃材を、吸水性混合層部に使用することができる。紙おむつ廃材は、綿状パルプ即ち紙粉及び高吸水性樹脂分を、例えば約70重量%含有しているので、かなりの吸水性及び保水性を有するが、不透水性膜等にプラスチック材料及びゴム材料が5乃至15重量%ほど使用されているので、その分吸水性及び保水性が低下する。しかし、プラスチック材料やゴム材料は、5mm以下の粒度、好ましくは3mm以下の粒度に粉砕された粉砕物では、水に対して保水性を有するので、衛生シーツの吸水性層部に使用できることが分かった。しかも、このようなプラスチック材料やゴム材料の吸水性混合層部への配合は、焼却処理する場合に、プラスチック材料及びゴム材料の発熱量が大きく、燃焼を助けるので、使用後の濡れた状態においても、衛生シーツを燃焼することが可能となることが分かった。特に、紙おむつ廃材の粉砕物を、吸水性混合層部に配合した衛生シーツの場合は、使用後の濡れた状態においても、衛生シーツを燃焼できる発熱量を有することが分かった。
【0022】本発明において、衛生シーツの使用時において、緑濃菌、連鎖球菌、黄色ブドウ球菌、レジオネラ菌、ポツリヌス菌等の細菌の増殖を避けるために、衛生シーツは、水分が10重量%以下、好ましくは7重量%以下、さらに好ましくは5重量%以下に乾燥され、また、衛生シーツの不織布層部の下面に接する吸水性の第一紙層部を構成する吸水紙に使用される少なくとも一枚の薄葉紙は、少なくとも一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら二種以上の乾燥物の混合物からなる混合物を含むものとされる。
【0023】このように、衛生シーツの使用時において、緑濃菌、連鎖球菌、黄色ブドウ球菌、レジオネラ菌、ポツリヌス菌等の細菌の増殖を避けるために、吸水紙に使用される薄葉紙又は吸水性の第一紙層部に、前記一種以上のお茶抽出残留廃液の乾燥物若しくは一種以上の茶殻の浸出液の乾燥物又はこれら二種以上の乾燥物の混合物を含ませるには、衛生用紙の場合と同様に、一種以上のお茶抽出残留廃液又は一種以上の茶殻の浸出液或いはこれらの二種以上の液の混合液を、その侭又は希釈して或いはインク化して、薄葉紙に、印刷、塗布又は浸漬等により付着させ、次いで乾燥することにより行われる。
【0024】この場合、吸水性層部に一体化していない、第一紙層部を構成する一以上の薄葉紙に、前記一種以上の抽出残留廃液及び/又は一種以上の茶殻の浸出液を付着させることができる。しかし、吸水性層部と一体化している一以上の薄葉紙から構成される吸水紙で形成された吸水性の第一紙層部に、前記お茶抽出残留廃液及び/又は茶殻の浸出液を、その侭又は希釈して或いはインク化して、印刷、塗布又は浸漬等により付着させることができる。この場合は、前記お茶抽出残留廃液及び/又は茶殻の浸出液、即ち前記お茶抽出残留廃液又は茶殻の浸出液或いはそれらの混合液が、第一紙層部を浸透して吸水性層部の少なくとも一部に含有されることになってもよい。
【0025】本発明において、吸水性の第一紙層部は少なくとも一枚の薄葉紙から形成されるが、吸水性の第一紙層部を形成する薄葉紙への、一種以上のお茶抽出残留廃液及び/又は一種以上の茶殻の浸出液の塗布量は、例えば、薄葉紙500m2当たり、お茶の抽出残留廃液又は茶殻の浸出液で2乃至3リットルであり、好ましくは、2.3乃至2.8リットルである。本発明において、例えば、お茶残留廃液及び/又は茶殻の浸出液は、茶殻に対して10倍以下好ましくは5倍以下の常温水又は常温を越える温度の加熱水で浸出して製造する。この浸出液100g中のお茶成分の一である亜鉛の量が0.9μg以上、好ましくは5μg以上であるのが好ましい。
【0026】本発明において使用されるお茶抽出残留廃液又は茶殻は、缶入りお茶やインスタントティー等の製造時に茶殻又は茶殻に付随して排出されるものである。お茶抽出残留廃液は、お茶抽出後の茶殻に含有されており、お茶抽出後に排出された、茶殻から滲出し又はお茶の抽出濾過残渣の茶殻の濾過過程で一部分離される。本発明において、茶殻には、このようにお茶抽出残留廃液が含有されており、水分含有率は70重量%以上、好ましくは、水分含有率が80重量%以上のお茶の抽出残留廃液を含有する茶殻に対し10倍以下、好ましくは5倍以下の重量の常温水で又は常温以上の温度の加熱水で浸出すると、得られる浸出液には、お茶抽出残留廃液が溶解含有されると共に、前記お茶抽出時に未抽出の侭茶殻に残留する成分が溶解含有される。特に、例えば、緑茶、ウーロン茶又は紅茶の茶殻を、お茶の通常の抽出温度以上の温度の加熱水、例えば80℃以上の温度、好ましくは90℃以上の温度、さらに好ましくは沸騰する加熱水で浸出して、未溶解成分を可及的に抽出するのが好ましい。
【0027】本発明において、お茶の抽出残留廃液及び/又は茶殻の浸出液を、印刷インキ組成物と配合して、又は更に、適当な着色材を配合して、カラーインキに形成することができる。このように印刷インキとすると、吸水性の第一紙層部面に全般に亙って所望の模様及び文字を印刷でき、例えば、装飾模様、並びに商業宣伝用の模様及び文字を透水性の不織布層部又は吸水性紙層部に印刷することができる。この塗布を終えて、一種以上のお茶の抽出残留廃液及び/又は一種以上の茶殻の浸出液を付着した薄葉紙、吸水紙又は第一紙層部は、次いで乾燥され、これにより、一種以上のお茶抽出残留廃液の乾燥物及び/又は一種以上の茶殻の浸出液の乾燥物を付着した薄葉紙又は第一紙層部が得られる。
【0028】薄葉紙、吸水紙又は第一紙層部に含浸させる、一種以上のお茶の抽出残留廃液及び/又は一種以上の茶殻の抽出液の濃度は、抽出残留廃液の容量に対する使用する希釈液の容量、又は茶殼の単位重量に対して浸出用の水又は加熱水の容量を変えて調整することができる。茶殻は、浸出され易いので、比較的短時間で浸出することができ、浸出時間は、2時間以内、特に1時間以内とすると、抽出時間を少なくできるので好ましい。本発明において、衛生シーツの吸水性混合層部には、紙おむつ、生理用ナプキンや動物用シーツに、吸水性を保持させるために、高吸水性樹脂が配合された紙粉や綿状パルプ廃材が使用される。この場合の高吸水性樹脂の使用量は、生理用ナプキン及び動物用シーツの場合で、全量に対し、5乃至15重量%、好ましくは、7乃至10重量%であり、紙おむつの場合で、全量に対し、20乃至30重量部%、好ましくは24乃至27重量%である。
【0029】
【作用】本発明において、衛生用紙又は衛生シーツは、お茶抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれらの乾燥物の混合物を含有する薄葉紙で形成されているので、お茶の抽出残留廃液の乾燥物、茶殻の浸出液の乾燥物の作用により、使用箇所の細菌の増殖を抑えることができ、しかも、安価なお茶の抽出残留廃液及び茶殻や衛生用品等の廃物を活用して、長時間に亙って、衛生的な状態を保つ衛生用紙及び衛生シーツとすることができる。
【0030】また、本発明は、衛生シーツは、吸水性の第一紙層部に、一種以上のお茶の抽出残留廃液の乾燥物及び/又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二以上の乾燥物の作用により、汗等により湿っても、吸水性に優れ、且つ細菌の増殖が抑えられ、廃棄処理されていたお茶の抽出残留廃液や同じく廃棄処理されている茶殻の抽出液や衛生用品等の廃物を、回収して活用することができる。しかも、衛生シーツに使用して、長時間に亙って、良好な衛生的な状態を保つことができる。
【0031】また、本発明においては、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉の吸水性混合層部と、該吸水性混合層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記第一紙層部に、一種以上のお茶抽出残留廃液又は一種以上の茶殻の浸出液の乾燥物又はこれらの乾燥物の混合物が含まれているので、例えば、トイレットペーパー等の衛生用紙、該衛生用紙を使用する紙おむつ、動物用シーツ等に使用して、排泄した尿の吸収が良く、また保水性が良く、細菌の増殖が抑えられるので、腐敗臭等の汚臭を防ぐ機能を有する。
【0032】
【実施例】以下、本発明の実施の態様の例を説明するが、本発明は、以下の説明及び例示によって何等制限されるものではない。図1は、本発明の一実施例の動物用シーツの説明図である。図2は本発明の別の一実施例の動物用シーツの説明図である。図3は、図2に示す本発明の一実施例の動物用シーツを製造する工程を示す概略の工程図である。図4は、本発明のさらに別の一実施例の動物用シーツの説明図である。図5は、図4に示す本発明の他の一実施例の動物用シーツを製造する工程を示す概略の工程図である。図1乃至図5において対応する箇所には同一の符号が付されている。
【0033】例1ウーロン茶40gを400mlの沸騰水に1分間浸漬して、ウーロン茶を抽出し、その全量を濾過した。30秒を経過し、滴下量が少なくなったところでウーロン茶の抽出残留廃液の採取を開始した。ウーロン茶の抽出残留廃液の量は約15mlであった。ウーロン茶の抽出残留廃液の滴下が停止したところで、濾紙上のウーロン茶の茶殼は102g(含水率72%)であった。このウーロン茶の抽出残留廃液中のタンニン量は0.08g/100gであり、また亜鉛の量は15μg/100gであった。このように調製されたウーロン茶の抽出残留廃液に、1m2当たり20gのセルローズ繊維製の薄葉紙の40cm×75cmを浸漬して、ウーロン茶の抽出残留廃液を含有する薄葉紙を作製するのに使用された。
【0034】例2緑茶40gを400mlの沸騰水に1分間浸漬して、緑茶を抽出し、その全量を濾過した。濾紙上の緑茶の茶殻は102g(含水率72%)であった。該茶殻106gに80℃の温度の水200mlを加えて、1分間放置して、浸出液の全量を濾過した。浸出液は200mlであった。この緑茶の浸出液中のタンニン量は0.07g/100gであり、また亜鉛の量は22μg/100gであった。このように調製された浸出液に、1m2当たり20gのパルプ繊維製の薄葉紙の80cm×150cmを浸漬して、緑茶の茶殻の浸出液を含有する薄葉紙を作製するのに使用された。
【0035】例3紅茶40gを400mlの沸騰水に1分間浸漬して、紅茶を抽出し、その全量を濾過した。30秒を経過し、滴下量が少なくなったところで紅茶の抽出残留廃液の採取を開始した。紅茶の抽出残留廃液の量は約20mlであった。紅茶の抽出残留廃液の滴下が停止したところで、濾紙上の紅茶の茶殻は104g(含水率72%)であった。この紅茶の浸出液中のタンニン量は0.06g/100gであり、また亜鉛の量は10pg/100gであった。このように調製された紅茶の抽出残留廃液は、1m2当たり20gのパルプ繊維製の薄葉紙の40cm×75cmを浸漬して、紅茶の抽出残留廃液を含有する薄葉紙を作製するのに使用された。
【0036】例4ウーロン茶40gを400mlの沸騰水に1分間浸漬して、ウーロン茶の全量を濾過した。濾紙上のウーロン茶の茶殻は104g(含水率72%)であった。該ウーロン茶の茶殻106gに90℃の温度の水200mlを加えて、1分間放置して、浸出液の全量を濾過した。該浸出液は200mlであった。このように調製された浸出液は、1m2当たり20gのパルプ繊維製の薄葉紙の80cm×150cmを浸漬して、ウーロン茶の茶殻の浸出液を含有する薄葉紙を作製するのに使用された。
【0037】例5前記例1で調製されたウーロン茶の抽出残留廃液と前記例3で調製された紅茶の抽出残留廃液とを、等量宛混合して、ウーロン茶の抽出残留廃液と紅茶の抽出残留廃液との混合抽出残留廃液を調製した。このように調製された混合抽出残留廃液は、1m2当たり20gのパルプ繊維製の薄葉紙の40cm×75cmを浸漬して、ウーロン茶及び紅茶の混合抽出残留廃液を含有する薄葉紙を作製するのに使用された。
【0038】例6前記例2で調製された緑茶の茶殻の浸出液と前記例4で調製されたウーロン茶の茶殻の浸出液とを、等量宛混合して、緑茶の茶殻の浸出液及びウーロン茶の茶殻の浸出液を混合した混合浸出液を調製した。このように調製された混合浸出液は、1m2当たり20gのパルプ繊維製の薄葉紙の80cm×150cmを浸漬して、ウーロン茶と緑茶の茶殻の混合浸出液を含有する薄葉紙を作製するのに使用された。
【0039】例7図1において、衛生シーツ1は、底面部が不透水性膜層部2で形成され、該不透水性膜層部2の上に、吸水性の第二紙層部3が形成され、該吸水性の第二紙層部3の上に、高吸水性樹脂量の必要量が包含されている紙おむつ廃材粉砕粉により吸水性層部4が形成され、その上に、前記例1乃至6で調製されたウーロン茶若しくは紅茶の抽出残留廃液、又はこれらの混合抽出残留廃液、或いは緑茶の茶殻の浸出液又はウーロン茶の茶殼の浸出液或いはこれらの茶殻の浸出液が含浸されている薄葉紙により少なくとも一部が形成されている吸水紙で吸水性の第一紙層部5が形成されており、その上をポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、前記透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部2の端部とホットメルト接着等により接着又は接合されて衛生シーツ1が形成されている。本例において、前記茶殻のお茶の抽出残留廃液又は浸出液或いはこれら混合液が含有された薄葉紙を少なくとも一部に含む吸水性の第一紙層部3、吸水性混合層部4及び吸水性の第二紙層部5は、重ねられて、エンボス加工されて、シート状に一体化されている。
【0040】例8本実施例は、図1に示す衛生シーツ1の構成を、人用の紙おむつに適用した事例である。図1において、6.1重量部のポリエチレンフィルムで不透水性膜層部2が形成され、該不透水性膜層部2の上に、4.3重量部の吸水紙で吸水性の第二紙層部3が形成され、該吸水性の第二紙層部3の上に、50.6重量部の3mm以下の粒度の紙おむつ粉砕粉で吸水性層部4が形成されており、その上に、前記例1で調製されたウーロン茶の抽出残留廃液を含有する薄葉紙により作られている4.3重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を4.5重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、人用の紙おむつが形成されている。本例においては、吸水性層部4は紙おむつ粉砕粉を使用して形成されているが、紙おむつ廃材粉砕粉を使用して形成することができる。
【0041】本例において、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例において、本例の人用の紙おむつは、使用前の燃焼熱が、6531キロカロリー(kcal)/kgであるが、人の一回の排尿量に相当する300mlの疑似尿で濡れた後のシーツの燃焼熱は717kcal/kgであり、燃焼不良にはならない。本例の衛生シーツは、吸水性の第一紙層部100gあたり含浸されているウーロン茶の抽出残留廃液の乾燥固形分は4gであり、72時間後において、大腸菌、緑濃菌、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0042】例9本実施例は、図1に示す衛生シーツ1の構成を、動物用シーツに適用した事例である。図1において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、17.6重量部の粒度3mm以下の紙おむつ廃材粉砕粉で吸水性層部4が形成され、その上に、前記例3で調製された紅茶の抽出残留廃液が含浸されている薄葉紙により作られている4.3重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を2.2重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、動物用シーツが形成される。
【0043】本例においても、例1の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状にされている。本例の動物用シーツは、使用前の燃焼熱が、6408キロカロリー(kcal)/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後のシーツの燃焼熱は1354kcal/kgであり、燃焼不良にはならない。本例の衛生シーツは、不織布100gあたり含浸されている紅茶の抽出残留廃液の乾燥固形分が2.5gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0044】例10本実施例は、図1に示す衛生シーツ1の構成を、動物用シーツに適用した事例であるが、吸水性層部4が上下面に吸水紙が設けられている高吸水性繊維板で形成されている事例である。図1において、動物用シーツ1は、底部の不透水性膜層部2が3重量部のポリエチレンシートで形成されており、不透水性膜層部2の上に、上下面に吸水紙を備える不織布タイプの板状の高吸水性繊維(150g/m2)の20.3重量部を配置して、吸水性層部4を形成する。この吸水性層部4の上に、前記例4で調製されたウーロン茶の茶殻の浸出液が含浸されている薄葉紙により作られている4.3重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、2.2重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、動物用シーツが形成される。本例においては、吸水性の第二紙層部3は省略され、設けられていない。
【0045】本例における動物用シーツの使用前の燃焼熱は5560キロカロリー(kcal)/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後のシーツの燃焼熱は933kcal/kgであり、燃焼不良にはならない。本例の衛生シーツは、不織布100gあたり含浸されている混合抽出残留廃液の固形分が2.5gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0046】例11本実施例は、図1に示す衛生シーツ1の構成を、動物用シーツに適用した事例である。図1において、3重量部のポリエチレンフィルムで、底部を形成する不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、17.6重量部の粒度3mm以下の紙おむつ廃材粉砕粉で吸水性層部4が形成され、その上に、前記例5で調製されたウーロン茶の抽出残留廃液と紅茶の抽出残留廃液の等量混合抽出残留廃液が含浸されている薄葉紙により作られている4.7重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、2.8重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成されており、該透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、動物用シーツが形成されている。本例の動物用シーツにおいて、使用前の燃焼熱は、6094キロカロリー(kcal)/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後においても、燃焼熱は1852kcalであり、本例の動物用シーツは燃焼不良にはならない。
【0047】例12図2において、衛生シーツ1は、図1に示した衛生シーツ1と吸水性層部の構造が相違するものである。本例の衛生シーツ1においては、底面部が不透水性膜層部2で形成され、該不透水性膜層部2の上に、吸水性の第二紙層部3が形成され、該吸水性の第二紙層部3の上に、高吸水性樹脂量が必要量より少ない量含有の分級された紙おむつ廃材粉砕粉7及び該分級された紙おむつ廃材粉砕粉の高吸水性樹脂の不足する分を補う回収された高吸水性樹脂粉8が加えられて形成された吸水性層部4が設けられ、その上に、前記例6で調製された緑茶の茶殻の浸出液とウーロン茶の茶殻の浸出液の等量混合浸出液が含浸されている薄葉紙により少なくとも一部が作られている吸水紙で吸水性の第一紙層部5が形成され、その上を、ポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部2の端部とホットメルト接着等により接着又は接合されて、衛生シーツ1が形成されている。本例において、吸水性の第一紙層部5、吸水性層部4及び吸水性の第二紙層部3は、重ねられて、エンボス加工されて、シート状に一体化されている。本例の衛生シーツは、不織布100gあたり含浸されている混合浸出液固形分が2.5gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
【0048】例13本実施例は、図2に示す衛生シーツ1の構成を、人用の紙おむつに適用した事例である。図2において、6.1重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、4.2重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、高吸水性樹脂の含有量が24重量%の粒度3mm以下の紙おむつ粉砕粉7の34.1重量部が載置され、該紙おむつ粉砕粉7の上に11.7重量部の新規な高吸水性樹脂粉8が供給されて、高吸水性樹脂含有量が33重量%の吸水性層部4が形成され、該吸水性層部4の上に、前記例2で調製された緑茶の茶殻の浸出液が含浸されている薄葉紙により作られている9.5重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、4.4重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、該透水性の不織布層部6の端部36は、最下層の前記ポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着されて、人用の紙おむつ1が形成されている。
【0049】本例においても、前記例8乃至例12の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例の人用の紙おむつは、使用前の燃焼熱が、5577キロカロリー(kcal)/kgであるが、人の一回の排尿量に相当する300mlの疑似尿で濡れた後のシーツの燃焼熱は536kcal/kgであり、燃焼不良にはならない。
【0050】例14本実施例は、図2に示す衛生シーツ1の構成を、動物用シーツに適用した事例である。図2において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、3mm以下の粒度に粉砕された紙おむつ廃材粉砕粉7の16.9重量部が載置され、その上に3重量部の分級により回収された高吸水性樹脂粉8が供給されて、吸水性層部4が形成され、該吸水性層部4の上に、前記例3で調製された紅茶の抽出残留廃液が含浸されている薄葉紙により作られている4.7重量部の吸水紙で吸水性の第一紙層部5が形成され、その上を、2.7重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記ポリプロピレン樹脂繊維製の不織布の端部36は、最下層のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成された。
【0051】本例においても、前記例10乃至例13の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例において使用されたラミネート紙は、ポリプロピレンフィルムが20重量パーセント被覆されているものを使用した。本例における動物用シーツの使用前の燃焼熱は5520kcal/kgであるが、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後のシーツの燃焼熱は2009kcal/kgであり、燃焼不良にはならない。
【0052】例15本実施例は、例14に示した動物用シーツの事例において、紙おむつ廃材粉砕粉に代えて、紙おむつ廃材粉砕粉を分級して、高吸水性樹脂及び綿状パルプを分離回収された残りの分級産物、即ち分級前の紙おむつ廃材粉砕粉の高吸水性樹脂含有量より高吸水性樹脂含有量低い分級産物を使用した事例である。
【0053】図2において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、3mm以下の粒度の紙おむつ廃材粉砕粉の高吸水性樹脂含有量の低い分級産物7の16.9重量部が載置され、その上に3重量部の高吸水性樹脂粉が供給されて、吸水性層部4が形成され、該吸水性層部4の上に、茶殻の浸出液が含浸されている薄葉紙により作られている4.7重量部の吸水紙で吸水性の第一紙層部5が形成されており、その上を、2.7重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記透水性の不織布層部6の端部36は、最下層のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成された。本例においても、前記例5乃至例10の場合と同様に、吸水性の第一紙層部、吸水性層部及び吸水性の第二紙層部は、重ねられて、エンボス加工されて、シート状に一体化されている。本例における動物用シーツは、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後においても、燃焼不良にはならない。
【0054】例16図3には、図2に示した本発明の一実施例の衛生シーツ1の製造工程が示されている。即ち、衛生シーツ1は、ポリエチレンフィルムにより形成された不透水性膜層部2により底部が形成され、該不透水性膜層部2上に吸水紙が配置されて吸水性の第二紙層部3が形成され、その上に、紙おむつ廃材粉砕粉7が層状に配置され、その上に高吸水性樹脂8が供給され、高吸水性樹脂8は、紙おむつ廃材粉砕粉7中に分散混入して、紙おむつ廃材粉砕粉と共に、吸水性層部4を形成し、その吸水性層部4の上に、茶殻の浸出液が含浸されている薄葉紙により形成されている吸水紙で吸水性の第一紙層部5が形成されており、その上を、ポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6を形成され、前記透水性の不織布層部6の端部36は、最下層のポリエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成されている。
【0055】図3において、吸水性の第二紙層部3を形成する下側吸水紙の供給ロール9は、下側吸水紙送り出しローラ10により引き出されて、紙おむつ廃材粉砕粉7の供給ローラ11に送られる。紙おむつ廃材粉砕粉7の供給ローラ11の上方には、紙おむつ廃材12の供給部13に接続して、粉砕機14が設けられており、供給された紙おむつ廃材12を粉砕機14により3mm以下の粒度に粉砕し、この粉砕された紙おむつ廃材粉砕粉7は、供給される紙おむつ廃材粉砕粉7の量が一定となるように調整されて、供給ローラ11から下側吸水紙の吸水性の第二紙層部3の上に供給される。紙おむつ廃材粉砕粉7が供給された吸水性の第二紙層部3は、水の噴霧箇所15に送られて、水噴霧器16から水が下側吸水紙3上に一定量載置されている紙おむつ廃材粉砕粉7の上に噴霧される。水が噴霧された紙おむつ廃材粉砕粉7を載せた吸水性の第二紙層部3は、高吸水性樹脂8の散布箇所17に送られ、この高吸水性樹脂8の散布箇所17で、高吸水性樹脂散布機18から、水が噴霧された紙おむつ廃材粉砕粉の上に、高吸水性樹脂8が散布される。紙おむつ廃材粉砕粉7に散布された高吸水性樹脂8は、搬送中に紙おむつ廃材粉砕粉中に分散混合して、吸水性層部4を形成する。
【0056】紙おむつ廃材粉砕粉7に高吸水性樹脂8が散布されて吸水性層部4が形成された吸水性の第二紙層部3は、吸水性の第一紙層部5を形成する上側吸水紙の供給箇所19に送られて、前記茶殻の浸出液が含浸されている薄葉紙で形成されてている上側吸水紙が、上側吸水紙の供給ロール20から、上側吸水紙の供給ローラ21により引き出され、吸水性層部4の上方に載せられ、吸水性の第一紙層部5が形成される。このようにして、吸水性層部4は、下側に吸水性の第二紙層部3が配置され、その上に、前記茶殻の浸出液が含浸されている薄葉紙で形成されている吸水性の第一紙層部5が配置されて形成される。このように、上下に吸水性の第一及び第二紙層部が配置された吸水性層部4は、エンボス機22に送られてエンボスが形成される。エンボスが形成された吸水性層部4は、マットカッター23に送られて、長さ450mmの吸水性層部を有する積層物21に切断される。切断された吸水性層部の下方には、下方からバックフィルム用のポリエチレンフィルム2がポリエチレンフィルム2のロール24から供給され、第一及び第二紙層部を備える吸水性層部4はポリエチレンフィルム2の上に載せられる。このようにポリエチレンフィルム2に載せられ、第一及び第二紙層部が配置された吸水性層部4は、ポリプロピレン樹脂繊維製の不織布を被せる箇所25に送られる。
【0057】一方、ポリプロピレン樹脂繊維製の不織布は、ポリプロピレン樹脂繊維製の不織布のロール26から送られ、途中ホットメルト接着剤が噴霧器27から、ポリプロピレン樹脂繊維製の不織布の接着箇所に噴霧される。ホットメルト接着剤が噴霧されたポリプロピレン樹脂繊維製の不織布は、吸水性層部4の上側紙層部5の上に載せられる。上側紙層部4の上にポリプロピレン不織布が載せられた吸水性層部4は、サイドシール機28に送られて、両側部は、圧着されて、ホットメルト接着剤により両端部が接着される。両側部が接着された吸水性層部4は、エンドシール機29に送られて長手方向両端部が接着され、製品カッター30に送られ、製品カッター30で所定の寸法に切断され、製品の衛生シーツ1として送られ、搬送路31を移動して折り機によって折られ、包装機(何れも図示されていない)により包装されて出荷される。
【0058】本例においては、茶殻についての浸出液の乾燥物を含有する薄葉紙により形成した吸水性の第一紙層部の例を示したが、複数の茶殻の混合浸出液の乾燥物を含有する薄葉紙により形成した吸水性の第一紙層部を使用することができ、また、複数のお茶の抽出残留廃液により製造された混合抽出残留廃液の乾燥物又は一種以上のお茶殻の浸出液に、緑茶、ウーロン茶及び又は紅茶等のお茶の抽出残留廃液を含有する茶殻の浸出液を混合した混合液の乾燥物を含有する薄葉紙で形成された吸収性の第一紙層部を使用することができる。
【0059】例17図4に示す衛生シーツ1は、図1及び図2に示した衛生シーツ1と、吸水性の第三紙層部により仕切られて、吸水性層部が上下二層に形成されている点で相違している。本例の衛生シーツ1においても、図1及び図2の例と同様に、底面部が不透水性膜層部2で形成され、該不透水性膜層部2の上に、吸水性の第二紙層部3が形成され、頂部の不織布層部6の下方に、前記例1、例3、例5又は例6により調製されたウーロン茶又は紅茶の抽出残留廃液又はウーロン茶と紅茶の混合抽出残留廃液又は緑茶とウーロン茶の混合浸出液が含有させられている薄葉紙により作られている吸収性の第一紙層部5が形成されている。
【0060】本例において、該吸水性の第二紙層部3の上に、高吸水性樹脂及び紙おむつ廃材粉砕粉を含有する下部吸水性層部32が形成され、その上に、吸水性の第三紙層部33が配置され、その上を覆って、上部吸水性層部34が形成されている。本例において、吸水性の第二紙層部3の端部35は、前記吸水性の第三紙層部33を押さえるように、吸水性の第三紙層部33の端部の上にまで折り込まれている。本例においても、前記透水性の不織布層部6の端部36は、最下層の前記不透水性膜層部2の端部とホットメルト接着等により接着又は接合されて、衛生シーツ1が形成されている。本例においても、図1及び図2の実施例と同様に、前記例1、例3、例5又は例6により調製されたウーロン茶又は紅茶の抽出残留廃液又はウーロン茶と紅茶の混合抽出残留廃液又は緑茶とウーロン茶の混合浸出液が含有させられている薄葉紙で形成されている吸水性の第一紙層部5、上部吸水性層部34、吸水性の第三紙層部33、下部吸水性層部32及び吸水性の第二紙層部3は、重ねられて、エンボス加工されて、シート状に一体化されている。
【0061】例18図4において、3重量部のポリエチレンフィルムで不透水性膜層部2が設けられ、該不透水性膜層部2の上に、2.1重量部の吸水紙で吸水性の第二紙層部3が設けられ、該吸水性の第二紙層部3の上に、3mm以下の粒度に粉砕された紙おむつ廃材粉砕粉7の16.9重量部が載置され、その上に、3重量部の高吸水性樹脂粉8が供給されて、下部吸水性層部32が形成され、その上に、4.7重量部の吸水紙で吸水性の第三紙層部33が設けられ、その上に、3mm以下の粒度に粉砕された紙おむつ廃材粉砕粉7の16.9重量部が載置され、その上に、2重量部の高吸水性樹脂粉8が供給されて、上部吸水性層部34が形成される。前記上部吸水性層部34の上には、4.3重量部の吸水紙で吸水性の第一紙層部5が設けられ、その上を、例3で調製された紅茶の抽出残留廃液を含浸されている2.7重量部のポリプロピレン樹脂繊維製の不織布で覆って、透水性の不織布層部6が形成され、前記ポリプロピレン樹脂繊維製の不織布の端部は、最下層のポレエチレンフィルム2の端部とホットメルト接着剤を介してホットメルト接着させて動物用シーツが形成された。
【0062】本例において、吸水性の第一紙層部5、上部吸水性層部34、第三紙層部33、下部吸水性層部32及び吸水性の第二紙層部3は、重ねられて、エンボス加工されて、シート状に一体化されている。本例における動物用シーツは、子犬の五回の排尿量に相当する75mlの疑似尿で濡れた後においても、燃焼不良にはならない。本例の衛生シーツは、薄葉紙100gあたり含浸されているお茶の抽出残留廃液及び茶殻の浸出液の混合液の固形分が1.3gであり、72時間後において、黄色ブドウ球菌、連鎖球菌及びレジオネラ菌の増殖を抑止した。
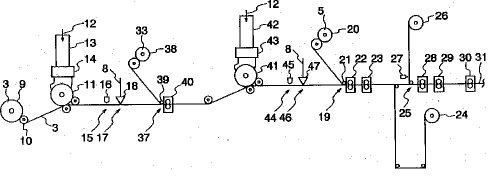
【0063】図5に示す実施例は、図4に示す衛生シーツを製造する工程の一例を示すものである。本例において、吸水性の第二紙層部3の下側吸水紙は、下側吸水紙のロール9に巻かれており、その下側に設けられている下側吸水紙の送り出しローラ10により引き出されて、吸水性の第二紙層部3を形成して、次の紙おむつ廃材粉砕粉7を供給する第一供給ローラ11の下方に送られる。紙おむつ廃材粉砕粉7を供給する第一供給ローラ11の上方には、紙おむつ廃材12の第一供給部13が設けられ、その下方に接続して紙おむつ廃材を粉砕する第一粉砕機14が設けられている。この第一粉砕機14は、第一供給部13に供給された紙おむつ廃材12を、3mm以下の粒度に粉砕する。ここで粉砕された紙おむつ廃材粉砕粉7は、第一供給ローラ11から、下側吸水紙で形成された吸水性の第二紙層部3の上に供給される。この供給される紙おむつ廃材粉砕粉は、吸水性の第二紙層部3の上で、紙おむつ廃材粉砕粉の量が一定となるように、調整される。紙おむつ廃材粉砕粉7が供給された吸水性の第二紙層部3は、第一水噴霧器16が設けられている第一水噴霧箇所15に送られて、第一水噴霧器16から、水が吸水性の第二紙層部3上の紙おむつ廃材粉砕粉7の上に噴霧される。水が噴霧された紙おむつ廃材粉砕粉7を載せた第二吸水性層部3は、第一高吸水性樹脂散布機18を備える高吸水性樹脂8の第一散布箇所17に送られる。水が噴霧された紙おむつ廃材粉砕粉7は、高吸水性樹脂8の第一散布箇所17に送られて、第一高吸水性樹脂散布機18より高吸水性樹脂8が散布される。紙おむつ廃材粉砕粉7が散布された高吸水性樹脂8は、紙おむつ廃材粉砕粉7中に分散混合されて、紙おむつ粉砕粉7と高吸水性樹脂8を含む下部吸水性層部32を形成する。
【0064】上面の上に下部吸水性層部32が形成された吸水性の紙層部3は、吸水性の第三紙層部33の中間吸水紙の供給箇所37に送られる。吸水性の第三紙層部33の下側吸水紙は、下側吸水紙のロール38に巻かれており、その下側に設けられている下側吸水紙の送り出しローラ39により引き出されて、吸水性の第三紙層部33を形成して、次の紙おむつ廃材粉砕粉7を供給する第二供給ローラ41の下方に送られる。紙おむつ廃材粉砕粉7を供給する第二供給ローラ41の上方には、紙おむつ廃材12の第二供給部42が設けられ、その下方に接続して紙おむつ廃材を粉砕する第二粉砕機43が設けられている。この第二粉砕機43は、第二供給部42に供給された紙おむつ廃材12を、3mm以下の粒度に粉砕する。ここで粉砕された紙おむつ廃材粉砕粉7は、第二供給ローラ41から、吸水性の第三紙層部33の上に供給される。この供給される紙おむつ廃材粉砕粉7は、吸水性の第三紙層部33の上で、紙おむつ廃材粉砕粉の量が一定となるように供給される。この紙おむつ廃材粉砕粉7を載せた吸水性の第二紙層部3は、第二水噴霧器47が設けられている第二水噴霧箇所15に送られて、第二水噴霧器45から、水が吸水性の第三紙層部33上の紙おむつ廃材粉砕粉7の上に噴霧される。水が噴霧された紙おむつ廃材粉砕粉7を載せた吸水性の第二紙層部3は、第二高吸水性樹脂散布機45を備える高吸水性樹脂8の第二散布箇所44に送られる。水が噴霧された紙おむつ廃材粉砕粉7は、高吸水性樹脂8の第二散布箇所44に送られて、高吸水性樹脂散布機45より高吸水性樹脂8が散布される。
【0065】散布された高吸水性樹脂8は、紙おむつ廃材粉砕粉7中に分散混合されて、紙おむつ粉砕粉7と高吸水性樹脂8を含む上部吸水性層部34が形成される。上部吸水性層部34が形成された吸水性の第三紙層部33及び第二紙層部3は、上側吸水紙の供給箇所19に送られる。そこで、吸水性の上側紙層部5の上側吸水紙5は、上側吸水紙のロール20に巻かれており、その下側に設けられている上側吸水紙の送り出しローラ21により引き出されて、上部吸水性層部34の上に載置されて、吸水性の上側紙層部5を形成する。上側吸水紙5が載せられた吸水性の第三紙層部33及び第二紙層部3は、エンボス機22に送られてエンボスが形成される。
【0066】エンボス加工されて、吸水性の第二紙層部3と吸水性の第三紙層部33の間に下部吸水性層部32が形成され、吸水性の第一紙層部3と吸水性の第三紙層部33の間に上部吸水性層部34が形成され、これらは吸収性の第一乃至第三紙層部3、5及び33と一体に形成される。このように紙層部と一体に形成された上部吸水性層部34及び第二吸水性層部32は、マットカッター23に送られて、450mmの長さに切断される。次いで、紙層部と一体に形成された上部吸水性層部34及び第二吸水性層部32は、その底部に下方から、ロール24に巻かれているバックフィルム用のポリエチレンフィルム2が、ロール24から供給されて、ポリエチレンフィルム2の上に載せられ、次いで、ポリプロピレン樹脂繊維製の不織布を被せる箇所25に送られる。
【0067】一方、透水性の不織布層部6を形成する前記ポリプロピレン樹脂繊維製の不織布が巻かれているロール26から引き出される。ロール26から引き出されたポリプロピレン樹脂繊維製の不織布は、途中ホットメルト接着剤が噴霧器27から、接着箇所の両側端部36に噴霧されて、上部吸水性層部の上の第一紙層部5の上に載せられる。ポリプロピレン不織布層部6が載せられた一体に形成されている紙層部と吸水性層部は、サイドシール機28に送られて、両側部が、圧着されて、ホットメルト接着剤により接着される。両側端部36が接着され、一体に形成されている紙層部と吸水性層部は、エンドシール機29に送られて長手方向両端部が接着され、製品カッター30に送られ、所定の寸法に切断され製品として送られる。両側部が接着された吸水性層部4は、エンドシール機29に送られて長手方向両端部が接着され、製品カッター30に送られ、製品カッター30で所定の寸法に切断され、製品の衛生シーツ1として送られ、搬送路31を移動して折り機によって折られ、包装機(何れも図示されていない)により包装されて出荷される。
【0068】本例においては、茶殻についての浸出液の乾燥物を含有する薄葉紙により形成した第一紙層部の例を示したが、お茶の抽出残留廃液の乾燥物を含有する薄葉紙により形成した吸水性の第一紙層部を使用することができ、また、緑茶、ウーロン茶及び又は紅茶等のお茶の抽出残留廃液に、緑茶、ウーロン茶及び又は紅茶等の茶殻の浸出液を混合した混合液の乾燥物を含有する薄葉紙により形成される吸水性の第一紙層部を使用することができる。また、本例においては、上部吸水性層部及び下部吸水性層部に、共に紙おむつ廃材粉砕粉及び高吸水性樹脂を配合しているが、上部吸水性層部における尿や汗等の液体の吸収速度を速くするために、上部吸水性層部は、紙おむつ廃材粉砕粉のみとすることができる。また、上部吸水性層部と下部吸水性層部の組成を、その目的に応じて変えることができる。
【0069】
【発明の効果】本発明において、衛生用紙は、お茶の抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれら乾燥物の混合物が含まれている薄葉紙を備えているので、従来のシーツに比して、お茶の抽出残留廃液の乾燥物、該お茶の抽出残留廃液の乾燥物と、茶殻の浸出液の乾燥物、お茶の抽出残留廃液の乾燥物、茶殻の浸出液の乾燥物の作用により、使用箇所の清掃を図ることができ、使用後において、長時間に亙って、衛生的な状態を保つことができる。
【0070】本発明において、衛生シーツは、お茶の抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれら乾燥物の混合物が含まれている薄葉紙で形成されている吸水性の第一紙層部を備えているので、従来のシーツに比して、お茶の抽出成分の作用により、汗等の臭いが抑制され、発汗による湿り及び細菌の増殖を抑えることができ、長時間に亙って、衛生的な状態を保つことができる。
【0071】また、本発明においては、上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉の混合層部と、該混合層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記吸水性の第一紙層部に、お茶の抽出残留廃液の乾燥物又は茶殻の浸出液の乾燥物或いはこれらの乾燥物の混合物が含まれているので、従来の紙おむつ、動物用シーツと比して、排泄した尿により外観上の濡れがなく、尿や体臭による汚臭を抑制することができ、例えば、愛玩用の動物用として、休養時、就寝時又は排泄時に使用して、周囲を良好な衛生状態に保っことができる。
【0072】本発明においては、お茶の抽出残留廃液及び/又は茶殻の浸出液を使用して、衛生シーツの使用時の細菌の増殖を抑制するので、大量の茶殻及びお茶の抽出残留廃液について使用することとなり、従来、活性汚泥処理等により処理されていた廃液を有効に利用でき、缶入りお茶やインスタントティー製造時の廃物及び廃液処理工程を省くことができ、また例えば紙おむつ廃材を有効に使用できる。
【図面の簡単な説明】
【図1】本発明の一実施例の動物用シーツの説明図である。
【図2】本発明の別の一実施例の動物用シーツの説明図である。
【図3】図2に示す本発明の一実施例の動物用シーツを製造する工程を示す概略の工程図である。
【図4】本発明のさらに別の一実施例の動物用シーツの説明図である。
【図5】図4に示す本発明の他の一実施例の動物用シーツを製造する工程を示す概略の工程図である。
【符号の説明】
1 衛生シーツ、人用紙おむつ、動物用シーツ
2 不透水性膜層部
3 吸水性の第二紙層部、下側吸水紙
4 吸水性層部
5 吸水性の第一紙層部、上側吸水紙
6 透水性の不織布層部
7 紙おむつ紙廃材粉砕粉
8 高吸水性樹脂粉
9 下側吸水紙の供給ロール
10 下側吸水紙3の送り出しローラ
11 紙おむつ廃材粉砕粉7の供給ローラ
12 紙おむつ廃材
13 紙おむつ廃材12の供給部
14 紙おむつ廃材粉7の粉砕機
15 第一水噴霧箇所
16 第一水噴霧器
17 高吸水性樹脂の第一散布箇所
18 高吸水性樹脂の第一散布機
19 第一紙層部5の上側吸水紙の供給箇所
20 上側吸水紙の供給ロール
21 上側吸水紙の供給ローラ
22 エンボス機
23 マットカッター
24 ポリレエチレンフィルム2のロール
25 ポリプロピレン樹脂繊維製の不織布を被せる箇所
26 ポリプロピレン樹脂繊維製の不織布のロール
27 ホットメルト接着剤噴霧器
28 サイドシール器
29 エンドシール機
30 製品カッター
31 搬送路
32 下部吸水性層部
33 第三吸水性層部
34 上部吸水性層部
35 吸水性の第二紙層部3の端部
36 透水性の不織布層部6の端部
37 中間吸水紙の供給箇所
38 中間吸水紙のロール
39 中間吸水紙の供給ローラ
40 吸水性の第二吸水紙3の端部35の折り畳み機
41 第二供給ローラ
42 紙おむつ廃材の第二供給部
43 第二粉砕機
44 第二水噴霧箇所
45 第二水噴霧器
46 高吸水性樹脂8の第二の散布箇所
47 高吸水性樹脂8の第二散布機
【特許請求の範囲】
【請求項1】 一種以上のお茶の抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生用紙。
【請求項2】 上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する吸水性層部と、該吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツ。
【請求項3】 上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部と、該第一吸水性層部の下面に接して位置する吸水性の第三紙層部と、該第三紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部と、該第二吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの乾燥物の二種以上の混合物と、お茶抽出残留廃液の乾燥物若しくは茶殻の浸出液の乾燥物又はこれら乾燥物の混合物とを含む混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツ。
【請求項4】 第一吸水性層部又は第二吸水性層部或いは第一吸水性層部及び第二吸水性層部が、吸水性樹脂及び吸水性材料粉の混合物で形成されていることを特徴とする請求項3に記載の衛生シーツ。
【請求項5】 第一吸水性層部又は第二吸水性層部或いは第一吸水性層部及び第二吸水性層部が、吸水性樹脂及び吸水性材料粉の混合層部と、該混合層部の下面に接して位置する吸水性材料粉層部とで形成されていることを特徴とする請求項3に記載の衛生シーツ。
【請求項6】 吸水性材料粉が、紙おむつ粉砕物若しくは紙おむつ廃材粉砕物又はそれらの分級産物、生理用ナプキン粉砕物若しくは生理用ナプキン廃材粉砕物若しくはそれらの分級産物、乳パッド粉砕物若しくは乳パツド廃材粉砕物又はそれらの分級産物、尿取りパツド粉砕物若しくは尿取りパッド廃材粉砕物又はそれらの分級産物或いは木材パルプの粉砕物、古紙パルプの粉砕物、木粉、紙粉又はチタン紙の屑紙若しくはパンチ屑などの屑紙の粉砕物或いはこれらの二以上の混合物であることを特徴とする請求項2乃至5の何れか一項に記載の衛生シーツ。
【請求項7】 不織布層部が、プラスチック繊維、プラスチック繊維廃材、レーヨン繊維、レーヨン繊維廃材、パルプ、パルプ廃材、ポリアミド繊維、ポリアミド繊維廃材、ポリエステル繊維又はポリエステル繊維廃材これら二以上の不織布或いはこれら二以上の繊維製又は繊維廃材製ので形成されていることを特徴とする請求項2又は3に記載の衛生シーツ。
【請求項8】 吸水性樹脂が、高吸水性樹脂、高吸水性樹脂廃材、高吸水性繊維又は吸水性繊維廃材或いはこれら二以上の混合物を包含するものであることを特徴とする請求項2乃至5の何れか一項に記載の衛生シーツ。
【請求項9】 お茶抽出残留廃液の乾燥物が、緑茶抽出残留廃液の乾燥物、ウーロン茶抽出残留廃液の乾燥物又は紅茶抽出残留廃液の乾燥物或いはこれらの二以上のお茶抽出残留廃液の混合物の乾燥物であることを特徴とする請求項2又は4に記載の衛生シーツ。
【請求項10】 茶殻の浸出液の乾燥物が、緑茶の茶殻についての浸出液の乾燥物、ウーロン茶の茶殻についての浸出液の乾燥物又は紅茶の茶殻についての浸出液の乾燥物或いはこれらの二以上の浸出液の乾燥物の混合物であることを特徴とする請求項2又は3に記載の衛生シーツ。
【請求項11】 少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する吸水性層部を形成し、該吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液或いは茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法。
【請求項12】 少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部を形成し、該第二の吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第三紙層部を形成し、該第三紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部を形成し、該上部吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、該第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、前記第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液或いは茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法。
【請求項13】 吸水性材料粉が、紙おむつ粉砕物若しくは紙おむつ廃材粉砕物又はそれらの分級産物、生理用ナプキン粉砕物若しくは生理用ナプキン廃材粉砕物若しくはそれらの分級産物、乳パッド粉砕物若しくは乳パツド廃材粉砕物又はそれらの分級産物、尿取りパツド粉砕物若しくは尿取りパッド廃材粉砕物又はそれらの分級産物或いは木材パルプの粉砕物、古紙パルプの粉砕物、木粉、紙粉又はチタン紙の屑紙若しくはパンチ屑などの屑紙の粉砕物或いはこれらの二以上の混合物であることを特徴とする請求項11乃至12の何れか一項に記載の衛生シーツの製造方法。
【請求項14】 不織布層部が、プラスチック繊維、ブラスチック繊維廃材、レーヨン繊維、レーヨン繊維廃材、ポリエステル繊維、ポリエステル繊維廃材、パルプ繊維、パルプ繊維廃材、ポリアミド繊維又はポリアミド繊維廃材或いはこれら二以上により製造された不織布で形成されていることを特徴とする請求項11又は12に記載の衛生シーツの製造方法。
【請求項15】 茶殻の浸出液が、水分含有率70重量%以上で、お茶抽出残留廃液を含有する茶殻を、該茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造されることを特徴とする請求項11又は12に記載の衛生シーツの製造方法。
【請求項16】 茶殻の浸出液が、水分含有率70重量%以上で、お茶抽出残留廃液を含有する茶殻を、該茶殻に対して重量で5倍以下で80℃より高い温度に加熱された加熱水により浸出して製造されることを特徴とする請求項11又は12に記載の衛生シーツの製造方法。
【請求項17】 お茶抽出残留廃液が、緑茶抽出残留廃液、ウーロン茶抽出残留廃液又は紅茶抽出残留廃液或いはこれらの二以上のお茶抽出残留廃液の混合物であることを特徴とする請求項11、13又は15に記載の衛生シーツ。
【請求項18】 茶殻の浸出液が、緑茶の茶殻の浸出液、ウーロン茶の茶殻の浸出液又は紅茶の茶殻の浸出液或いはこれらの二以上の茶殻の浸出液の混合物であることを特徴とする請求項11、13又は15に記載の衛生シーツ。
【請求項19】 吸水性樹脂及び吸水性材料粉を含有する吸水性層部が、第二紙層部又は第三紙層部の上に吸水性材料粉を配置し、配置された吸水性材料粉の上から、粉状の吸水性樹脂を加えて、前記吸水性材料粉内に、前記粉状の吸水性樹脂を混入させて、製造されることを特徴とする請求項11乃至13の何れか一項に記載の衛生シーツの製造方法。
【請求項1】 一種以上のお茶の抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生用紙。
【請求項2】 上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する吸水性層部と、該吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記不透水性膜層部は、前記第二紙層部の下方に位置して配置されており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの二種以上の乾燥物の混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツ。
【請求項3】 上面を形成する透水性の不織布層部と、下面を形成するプラスチック製の不透水性膜層部と、前記不織布層部の下面に接して位置する吸水性の第一紙層部と、該第一紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部と、該第一吸水性層部の下面に接して位置する吸水性の第三紙層部と、該第三紙層部の下面に接して位置する吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部と、該第二吸水性層部の下面に接して位置する吸水性の第二紙層部とを備えており、前記吸水性の第一紙層部が、一種以上のお茶抽出残留廃液の乾燥物又は一種以上の茶殻の浸出液の乾燥物或いはこれらの乾燥物の二種以上の混合物と、お茶抽出残留廃液の乾燥物若しくは茶殻の浸出液の乾燥物又はこれら乾燥物の混合物とを含む混合物を含有する薄葉紙で形成されていることを特徴とする衛生シーツ。
【請求項4】 第一吸水性層部又は第二吸水性層部或いは第一吸水性層部及び第二吸水性層部が、吸水性樹脂及び吸水性材料粉の混合物で形成されていることを特徴とする請求項3に記載の衛生シーツ。
【請求項5】 第一吸水性層部又は第二吸水性層部或いは第一吸水性層部及び第二吸水性層部が、吸水性樹脂及び吸水性材料粉の混合層部と、該混合層部の下面に接して位置する吸水性材料粉層部とで形成されていることを特徴とする請求項3に記載の衛生シーツ。
【請求項6】 吸水性材料粉が、紙おむつ粉砕物若しくは紙おむつ廃材粉砕物又はそれらの分級産物、生理用ナプキン粉砕物若しくは生理用ナプキン廃材粉砕物若しくはそれらの分級産物、乳パッド粉砕物若しくは乳パツド廃材粉砕物又はそれらの分級産物、尿取りパツド粉砕物若しくは尿取りパッド廃材粉砕物又はそれらの分級産物或いは木材パルプの粉砕物、古紙パルプの粉砕物、木粉、紙粉又はチタン紙の屑紙若しくはパンチ屑などの屑紙の粉砕物或いはこれらの二以上の混合物であることを特徴とする請求項2乃至5の何れか一項に記載の衛生シーツ。
【請求項7】 不織布層部が、プラスチック繊維、プラスチック繊維廃材、レーヨン繊維、レーヨン繊維廃材、パルプ、パルプ廃材、ポリアミド繊維、ポリアミド繊維廃材、ポリエステル繊維又はポリエステル繊維廃材これら二以上の不織布或いはこれら二以上の繊維製又は繊維廃材製ので形成されていることを特徴とする請求項2又は3に記載の衛生シーツ。
【請求項8】 吸水性樹脂が、高吸水性樹脂、高吸水性樹脂廃材、高吸水性繊維又は吸水性繊維廃材或いはこれら二以上の混合物を包含するものであることを特徴とする請求項2乃至5の何れか一項に記載の衛生シーツ。
【請求項9】 お茶抽出残留廃液の乾燥物が、緑茶抽出残留廃液の乾燥物、ウーロン茶抽出残留廃液の乾燥物又は紅茶抽出残留廃液の乾燥物或いはこれらの二以上のお茶抽出残留廃液の混合物の乾燥物であることを特徴とする請求項2又は4に記載の衛生シーツ。
【請求項10】 茶殻の浸出液の乾燥物が、緑茶の茶殻についての浸出液の乾燥物、ウーロン茶の茶殻についての浸出液の乾燥物又は紅茶の茶殻についての浸出液の乾燥物或いはこれらの二以上の浸出液の乾燥物の混合物であることを特徴とする請求項2又は3に記載の衛生シーツ。
【請求項11】 少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する吸水性層部を形成し、該吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液或いは茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法。
【請求項12】 少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第二紙層部を形成し、該第二紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第二吸水性層部を形成し、該第二の吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第三紙層部を形成し、該第三紙層部の上に、吸水性樹脂及び吸水性材料粉を含有する第一吸水性層部を形成し、該上部吸水性層部の上に、少なくとも一枚以上の薄葉紙で形成されている吸水紙を配置して吸水性の第一紙層部を形成し、該第一紙層部の上に透水性の不織布を配置して上面を形成する不織布層部を形成し、前記第二紙層部の下方に不透水性膜を配置して不透水性膜層部を形成して衛生シーツを製造する衛生シーツの製造方法において、前記吸水性の第一紙層部を形成する少なくとも一枚の薄葉紙が、お茶抽出残留廃液或いは茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造された茶殻についての浸出液或いはこれらの液の混合液を付着させた薄葉紙を乾燥して製造されることを特徴とする衛生シーツの製造方法。
【請求項13】 吸水性材料粉が、紙おむつ粉砕物若しくは紙おむつ廃材粉砕物又はそれらの分級産物、生理用ナプキン粉砕物若しくは生理用ナプキン廃材粉砕物若しくはそれらの分級産物、乳パッド粉砕物若しくは乳パツド廃材粉砕物又はそれらの分級産物、尿取りパツド粉砕物若しくは尿取りパッド廃材粉砕物又はそれらの分級産物或いは木材パルプの粉砕物、古紙パルプの粉砕物、木粉、紙粉又はチタン紙の屑紙若しくはパンチ屑などの屑紙の粉砕物或いはこれらの二以上の混合物であることを特徴とする請求項11乃至12の何れか一項に記載の衛生シーツの製造方法。
【請求項14】 不織布層部が、プラスチック繊維、ブラスチック繊維廃材、レーヨン繊維、レーヨン繊維廃材、ポリエステル繊維、ポリエステル繊維廃材、パルプ繊維、パルプ繊維廃材、ポリアミド繊維又はポリアミド繊維廃材或いはこれら二以上により製造された不織布で形成されていることを特徴とする請求項11又は12に記載の衛生シーツの製造方法。
【請求項15】 茶殻の浸出液が、水分含有率70重量%以上で、お茶抽出残留廃液を含有する茶殻を、該茶殻に対して重量で10倍以下の常温水又は常温より高い温度に加熱された加熱水により浸出して製造されることを特徴とする請求項11又は12に記載の衛生シーツの製造方法。
【請求項16】 茶殻の浸出液が、水分含有率70重量%以上で、お茶抽出残留廃液を含有する茶殻を、該茶殻に対して重量で5倍以下で80℃より高い温度に加熱された加熱水により浸出して製造されることを特徴とする請求項11又は12に記載の衛生シーツの製造方法。
【請求項17】 お茶抽出残留廃液が、緑茶抽出残留廃液、ウーロン茶抽出残留廃液又は紅茶抽出残留廃液或いはこれらの二以上のお茶抽出残留廃液の混合物であることを特徴とする請求項11、13又は15に記載の衛生シーツ。
【請求項18】 茶殻の浸出液が、緑茶の茶殻の浸出液、ウーロン茶の茶殻の浸出液又は紅茶の茶殻の浸出液或いはこれらの二以上の茶殻の浸出液の混合物であることを特徴とする請求項11、13又は15に記載の衛生シーツ。
【請求項19】 吸水性樹脂及び吸水性材料粉を含有する吸水性層部が、第二紙層部又は第三紙層部の上に吸水性材料粉を配置し、配置された吸水性材料粉の上から、粉状の吸水性樹脂を加えて、前記吸水性材料粉内に、前記粉状の吸水性樹脂を混入させて、製造されることを特徴とする請求項11乃至13の何れか一項に記載の衛生シーツの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2000−129592(P2000−129592A)
【公開日】平成12年5月9日(2000.5.9)
【国際特許分類】
【出願番号】特願平10−334881
【出願日】平成10年10月20日(1998.10.20)
【出願人】(000148977)株式会社大貴 (43)
【公開日】平成12年5月9日(2000.5.9)
【国際特許分類】
【出願日】平成10年10月20日(1998.10.20)
【出願人】(000148977)株式会社大貴 (43)
[ Back to top ]