
衛生薄葉紙及び衛生薄葉紙の製造方法
【課題】高い吸水性を備えた衛生薄葉紙を提供する。
【解決手段】キッチンペーパー10は、第1のシート材11と、第1のシート材11に積層される第2のシート材12と、を備え、第1シート材11の内面と第2のシート材12の内面との少なくとも一方には、高吸水性樹脂を媒体液に分散させて成る樹脂分散液13が塗布されており、媒体液は、水分、ポリオール、及び高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する粘性液体である。
【解決手段】キッチンペーパー10は、第1のシート材11と、第1のシート材11に積層される第2のシート材12と、を備え、第1シート材11の内面と第2のシート材12の内面との少なくとも一方には、高吸水性樹脂を媒体液に分散させて成る樹脂分散液13が塗布されており、媒体液は、水分、ポリオール、及び高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する粘性液体である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衛生薄葉紙及び衛生薄葉紙の製造方法に関する。
【背景技術】
【0002】
近年、健康意識の高まりにより野菜や豆腐などのヘルシーな食材が好んで食され、こうした水分の多い食材の水切りや台所周りの拭き取りに用いられるキッチンペーパーなどの衛生薄葉紙においては、吸水性に優れたものの需要が高まっている。
【0003】
例えば、特許文献1には、一方の面側を高吸水性層とし、他方の面側を低吸水性層に形成することで、効率よく吸水できる衛生薄葉紙が提案されている。かかる構成は、紙の一方の面側と他方の面側とで繊維密度に差をつけたり、含有されるバインダー量に差をつけたりするなどの手段により実現されている。
しかしながら、特許文献1の技術は、高吸水性層と低吸水性層との吸水速度差により、吸水を効率よく行うことを可能とした技術であるため、衛生薄葉紙の本質的な吸水量を高めるものではない。
【0004】
ところで、従来より、紙おむつや生理用ナプキン等において、水分の吸水量を高めるため高吸水性樹脂を使用する技術が知られている。
高吸水性樹脂としては、例えば、ポリアクリル酸ナトリウム等を顆粒状にしたものなどが用いられ、紙おむつ等においては、シート間に分散するように当該高吸水性樹脂を挟んだ状態でシートの端部同士がヒートシールされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−244188号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、衛生薄葉紙においては、上記した紙おむつ等と同じように、衛生薄葉紙を構成するシート材の間に高吸水性樹脂を分散させ、当該高吸水性樹脂を挟んだ状態でシート材の端部同士を完全に封止し、高吸水性樹脂の粉末の飛散を防止することは技術的に難しく、仮に完全に封止できた場合でも、使用時に高吸水性樹脂が偏ってしまい使用上に問題がある。
また、シート材に、接着剤などを用いて高吸水性樹脂を固着させた場合には、高吸水性樹脂を接着剤固形分が固めてしまい、高吸水性樹脂の吸水を阻害するため、高吸水性樹脂の吸水性を十分に活かせない。
このように、粉状あるいは顆粒状の高吸水性樹脂を、衛生薄葉紙を構成するシート材に均等となるように分散し固着させ、且つ衛生薄葉紙の使用時に高吸水性樹脂の持つ吸水性が十分に発現されることを可能とした衛生薄葉紙は未だ開発されていない。
【0007】
本発明の課題は、高い吸水性を備えた衛生薄葉紙及びこの衛生薄葉紙の製造方法を提供することである。
【課題を解決するための手段】
【0008】
以上の課題を解決するため、
請求項1記載の発明は、衛生薄葉紙において、
第1のシート材と、
前記第1のシート材に積層される第2のシート材と、を備え、
前記第1シート材の内面と前記第2のシート材の内面との少なくとも一方には、高吸水性樹脂を媒体液に分散させて成る樹脂分散液が塗布されており、
前記媒体液は、水分、ポリオール、及び前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する粘性液体であることを特徴とする。
【0009】
請求項2に記載の発明は、請求項1に記載の衛生薄葉紙において、
前記吸水阻止剤は、塩化ナトリウム又は塩化カリウムであることを特徴とする。
【0010】
請求項3に記載の発明は、請求項1又は2に記載の衛生薄葉紙において、
前記第1シート材及び前記第2のシート材には、エンボス加工が施されていることを特徴とする。
【0011】
請求項4に記載の発明は、
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分、ポリオール、及び高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する媒体液に、高吸水性樹脂を分散させて、樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、第1のシート材及び/又は第2のシート材の一面に塗布する塗布工程と、
前記塗布工程により前記樹脂分散液の塗布された前記第1のシート材と前記第2のシート材とを、前記樹脂分散液の塗布面を内面にして貼り合わせる貼合工程と、
を有することを特徴とする。
【発明の効果】
【0012】
本発明によれば、水分、ポリオールを主成分とする水系の粘性のあるローション薬液に、高吸水性樹脂の浸透圧を抑え水分の吸収を妨げる塩化ナトリウムや塩化カリウム等を含有させ、これが電離して1価の金属イオンとなり吸水阻止剤として働き、媒体液に高吸水性樹脂を均一に分散させた樹脂分散液を形成することができる。これをシート材へ塗布することで、衛生薄葉紙を構成するシート材に、高吸水性樹脂を、膨潤させることなしに均一に分散させ固着させることができる。
積層されたシート材が水分を吸収すると、シート材表面から内部へ水分が吸収され、シート材内部に塗布された媒体液内の水分量が増加し、分散された高吸水性樹脂周囲の塩分濃度が低下して高吸水性樹脂の浸透圧が上昇して高吸水性樹脂の持つ吸水性が発現するため、衛生薄葉紙において、高い吸水性を実現することができる。
加えて、上記の樹脂分散液は水分、ポリオールを主成分とし塩分(吸水阻止剤)によっても粘性や保湿性は変わらないため、衛生薄葉紙の手触りを柔らかくし、拭き心地の良いものとすることができる。
【図面の簡単な説明】
【0013】
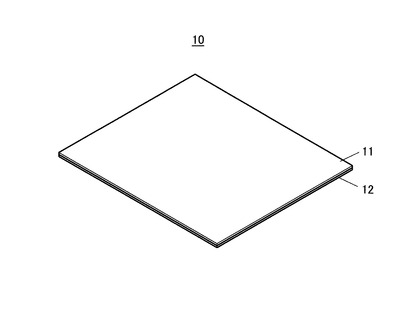
【図1】本発明の衛生薄葉紙の外観図である。
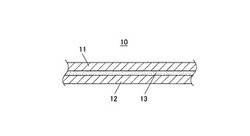
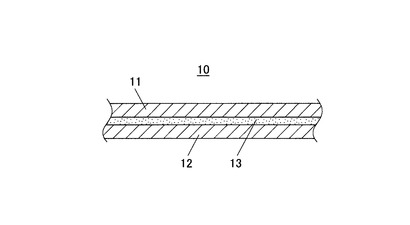
【図2】図1の衛生薄葉紙の断面図である。
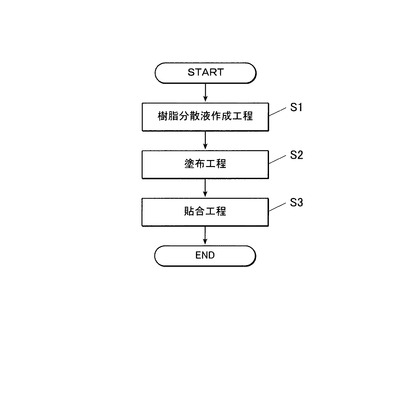
【図3】本発明の衛生薄葉紙の製造方法を示すフローチャートである。
【発明を実施するための形態】
【0014】
以下、本発明に係る衛生薄葉紙の実施の形態を詳細に説明する。なお、本発明に係る実施の形態では、衛生薄葉紙をキッチンペーパーとして説明する。
【0015】
先ず、構成について説明する。
図1に示すように、本実施形態におけるキッチンペーパー10は、2枚のシート材(第1のシート材,第2のシート材)11,12が積層一体化されたものである。
2枚のシート材11,12の内面の少なくとも一方には、樹脂分散液13(後述)が塗布されているため、キッチンペーパー10は、図2に示すように、断面視において2枚のシート材11,12の間に樹脂分散液13が介在する構成となっている。
【0016】
シート材11,12は、針葉樹クラフトパルプ(NBKP)、広葉樹クラフトパルプ(LBKP)のうち、少なくとも何れか一方が配合された原料パルプを原料としている。
NBKPの原料である針葉樹は、広葉樹と比較して繊維長が2倍以上長い。そのため、NBKPを配合することによって、繊維間の結合が強くなり、紙基材の強度(紙力)を上げることができる。
LBKPの原料である広葉樹は、繊維長が短い。そのため、LBKPを配合することによって、紙基材の表面は滑らかになり、地合を良くすることができる。
したがって、NBKPとLBKPとの配合割合は、キッチンペーパー10が備えるべき特性に応じて、適宜設定すると好適である。すなわち、紙力を向上させたい場合には、NBKPの配合割合を高め、滑らかさを向上させたい場合には、LBKPの配合割合を高めると効果的である。
【0017】
また、原料パルプとしては、NBKPやLBKPなどの化学パルプだけでなく、その他好適なパルプを用いることができる。例えば、未晒しの針葉樹クラフトパルプ(NUKP)や、未晒しの広葉樹クラフトパルプ(LUKP)、古紙パルプ(DIP)、非木材パルプ(例えば、ケナフ、マニラ麻、バガス、コットンリンターなど)、機械パルプ(例えば、サーモメカニカルパルプ:TMP、ケミサーモメカニカルパルプ:CTMP、脱色ケミサーモメカニカルパルプ:BCTMPなど)などを用いることができる。
【0018】
シート材11,12の米坪は、10〜50g/m2が好ましい。なお、米坪の測定方法は、JIS P8124(1998)に準じた測定方法である。米坪が10g/m2を下回ると、シート材11、12が薄くなることで、シートの破れにくさや吸収性能について、満足し難い商品となってしまう。一方、米坪が50g/m2を上回ると、シート材11、12自体が硬くなり、使用感が低下するからである。近年、IHクッキングヒーターが普及しており、ヒーター表面を傷つけずに軽く拭きたいという使用者の要望があるが、この要望に反した商品となってしまう。
【0019】
また、シート材11、12には、エンボス加工を施すことが好ましい。エンボス加工を施すことで、水分や油分を吸収・保持させる凹凸空間が形成されるため、吸収量を大きくすることができる。
【0020】
このようなシート材11,12は、周知の湿式方法により製造することが可能である。すなわち、シート材11,12は、原料から繊維(原料パルプ)の懸濁液である紙料を調整する紙料調整工程と、紙料から原料パルプを抄いて、繊維ウェブを形成し、当該形成した繊維ウェブを乾燥させる抄紙工程とによって製造される。
【0021】
樹脂分散液13は、高吸水性樹脂(SAP:Super Absorbent Polymer)を、下記の媒体液に分散させたものである。
【0022】
媒体液は、水分、ポリオール、及び塩化ナトリウムを代表とする1価の金属塩を含有する粘性液体である。1価の金属塩の中では汎用性や経済性からナトリウム塩とカリウム塩が好ましい。塩化カルシウム等の2価の金属塩は高吸水性樹脂の内部で架橋反応を生じるので十分な吸水性が得られないため、本発明には適していない。
具体的に、媒体液は、水、グリセリンに代表される常温(25℃)で液体の液体油性成分等の原料を主成分とし、ここに塩化ナトリウム等の電離しやすい1価の金属塩が添加されて構成されている。なお、このほかにも、保湿成分などの食材が触れても安全な成分を適宜配合することができる。なお、媒体液に含まれる水分は、約10重量%程度である。
この媒体液は、その粘性により、当該媒体液にSAPが添加された際にSAPを安定して分散させる。また、この媒体液を含んだ樹脂分散液13をシート材11、12に塗布することで、キッチンペーパー10は、柔らかくしなやかになる。
【0023】
ここで、塩化ナトリウムは、SAPの媒体液中の水分の吸収を妨げる吸水阻止剤であって、例えば、媒体液中の水分10gに対して3.6g程度が添加され、媒体液中で飽和状態となっている。
即ち、塩化ナトリウムを媒体液中で飽和状態とすることで、媒体液にSAPを添加した際に、その時点でSAPが媒体液中の水分により膨潤するのを防止することができる。塩化ナトリウムが足りないと、媒体液にSAPを添加した際に、SAPが媒体液中の水分を吸収しすぎるため、媒体液の粘度が上昇してしまう。
なお、吸水阻止剤としては、塩化ナトリウムは、水への溶解度が小さく、温度による影響が小さい点で最も好ましく使用できるが、塩化ナトリウムの代わりに塩化カリウムを使用することとしても良い。
【0024】
SAPは、例えば、アクリル酸またはアクリル酸塩の重合体、またはこれらとの共重合体が主であるが、他に用いることができるものと共に具体的に列挙すれば、例えば、ポリ(メタ)アクリル酸塩またはその塩を主成分とし、場合により架橋剤を添加してなる水溶性のエチレン性不飽和ポリマーの他、ポリエチレンオキシド、ポリビニルピロリドン、スルホン化ポリスチレン及びポリビニルピリジンの架橋物、デンプン−ポリ(メタ)アクリロニトリルグラフト共重合体のケン化物、デンプン−ポリ(メタ)アクリル酸(及びその塩)グラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト重合物の加水分解物などが挙げられる。また、ポリビニルアルコールスルホン酸塩、ポリビニルアルコール−アクリル酸グラフト共重合物なども例示できる。好ましくは、アクリル酸またはアクリル酸塩を主成分とする水溶性エチレン性不飽和単量体の重合体またはその架橋物である。
【0025】
SAPは、媒体液への分散性を考慮して、その平均粒径を50〜300μmとすることが好ましい。平均粒径が300μmより大きいと、媒体液中で沈みやすくなり、一方、平均粒径が50μm未満であると、媒体液中の水分を吸収し過ぎて粘度を高めてしまうためである。
なお、SAP粉体の平均粒径は、動的光散乱法により、溶媒中で測定され(光源:He-Neレーザー、測定温度:25℃、溶媒:シクロヘキサン)、重量平均により求めた。
また、SAPの媒体液中の含有量は、0.01〜30重量%であることが好ましい。SAPの含有量が0.01重量%未満であると効果が得られず、一方、30重量%より大きいと沈殿や二次凝集が多くなり配管内の汚れにより塗布が安定しないためである。
【0026】
また、SAPの製造方法としては、水溶液重合方法(破砕法)及び逆相懸濁重合方法の2種類が挙げられる。
水溶液重合方法は、モノマー水溶液を重合させ、ゲル化させたものを乾燥させた後、粉砕する方法である。この水溶液重合方法の特徴は、原料のモノマーから重合するので、重合度の調整が可能であるため、重合を伸ばすことで、分子量を大きくでき、吸水力の高いポリマーを合成できることにある。
逆相懸濁重合方法は、有機溶媒中にモノマー水滴を分散させ、撹拌することで、パール状のポリマーを製造する方法である。この逆相懸濁重合方法の特徴は、第1に、粒子同士が繋がっている形状をとるため、粒子表面積が大きく吸水スピードが速いこと、第2に、一定の撹拌速度で製造するため、粒度分布が安定しており、吸水量や吸水速度など品質精度の高いポリマーが製造できることにある。
なお、SAPの製造方法としては上記した2つの方法が挙げられるが、より吸水力を高めるためには、水溶液重合方法が好ましい。
【0027】
このような樹脂分散液13のシート材の米坪に対する塗布率は、4.5〜35%とすることが好ましい。
塗布率が35%より大きいと、紙力強度が著しく減衰し、ロール加工し難くなると推測される。
また、塗布率を4.5%以上とした根拠は以下の通りである。SAPの媒体液中の含有量を30重量%に設定し、必要なSAPの量を0.3gとした場合、媒体液及びSAPの合計量は1.0gとなる。ここで、シート材の米坪を米坪22g/m2とすると、1.0/22=4.5となる。
【0028】
ここで、キッチンペーパー10の製造方法について説明する。
キッチンペーパー10は、図3に示すように、樹脂分散液作成工程(ステップS1)と、塗布工程(ステップS2)と、貼合工程(ステップS3)とを有する製造方法にて製造される。
【0029】
樹脂分散液作成工程(ステップS1)は、SAPを媒体液に分散させて樹脂分散液13を作成する工程である。
まず、上述した顆粒状のSAPと、媒体液とを作成する。次いで、所定量のSAPを、媒体液に添加して均一に分散させることで、樹脂分散液13を作成する。
【0030】
塗布工程(ステップS2)は、樹脂分散液作成工程(ステップS1)で作成した樹脂分散液13を、シート材11及び/又はシート材12の一面に塗布する工程である。
これにより、樹脂分散液13の中に分散した顆粒状のSAPが、シート材11及び/又はシート材12の一面に均一に分散して配されることとなる。
【0031】
貼合工程(ステップS3)は、塗布工程(ステップS2)により樹脂分散液13の塗布されたシート材11とシート材12とを、樹脂分散液13の塗布面を内面にして、ラミネート糊により、貼り合わせる工程である。
これにより、キッチンペーパー10が製造される。
【0032】
次に、作用について説明する。
本実施形態のキッチンペーパー10においては、上記した組成の媒体液にSAPを分散させた樹脂分散液13を用いることで、シート材11,12に、SAPを、膨潤させることなしに分散するように固着させている。
そして、このキッチンペーパー10では、水分の多い食材の水切りに用いられた場合や台所周りの拭き取りに用いられた場合に、シート材11,12を透過した水分が、樹脂分散液13中に分散されたSAPにより吸収保持される。
SAPは、自重の十倍以上の吸水力があり、圧力をかけても離水しにくいという特徴があるため、キッチンペーパー10の吸水力は、SAPを備えないものと比較して格段に向上する。
また、SAPは水分を吸収することで膨潤するため、水分の裏抜けが発生しにくく、キッチンペーパー10が破れにくい。
また、キッチンペーパー10は、上記した組成の媒体液が用いられることで、手触りが柔らかく、拭き心地の良いものとなっている。
【0033】
以上のように、本実施形態によれば、キッチンペーパー10は、シート材11,12を備え、シート材11,12の少なくとも一方の内面には、SAPを媒体液に分散させて成る樹脂分散液13が塗布されており、媒体液は、水分、ポリオール、及びSAPの水分の吸収を妨げる吸水阻止剤としての塩化ナトリウムを含有する粘性液体である。
上記した組成の媒体液にSAPを分散させた樹脂分散液13を用いることで、キッチンペーパー10を構成するシート材11,12に、SAPを、膨潤させることなしに分散するように固着させることができる。
また、キッチンペーパー10は、水分を吸収すると、SAPの持つ吸水性が発現するため、高い吸水性のキッチンペーパーを実現することができる。これにより、1回あたりのキッチンペーパーの使用量を減らすことが可能である。
また、上記した樹脂分散液13を用いることで、キッチンペーパー10の手触りを柔らかくし、拭き心地の良いものとすることができる。
【0034】
また、本実施形態によれば、シート材11,12には、エンボス加工が施されている。
このため、シート材11,12に水分や油分を吸収・保持させる凹凸空間が形成されるため、水分を吸収する際に、吸収量を大きくすることができる。
【0035】
また、本実施形態によれば、媒体液にSAPを分散させて樹脂分散液13を作成する樹脂分散液作成工程(ステップS1)と、作成した樹脂分散液13を、シート材11及び/又はシート材12の一面に塗布する塗布工程(ステップS2)と、樹脂分散液13の塗布されたシート材11とシート材12とを、樹脂分散液13の塗布面を内面にして貼り合わせる貼合工程(ステップS3)と、を有する製造方法によりキッチンペーパー10が製造される。
このため、顆粒状のSAPを、膨潤させることなしに、シート材11に分散するように塗布(固着)させることができ、SAPの高い吸水性を備えたキッチンペーパー10を製造することができる。
【0036】
[実施例]
次に、上記に説明した本発明に係るキッチンペーパーの実施例を比較例とともに説明する。
【0037】
実施例1〜3として、シート材の米坪[g/m2]に対する樹脂分散液の塗布率[%]、樹脂分散液の塗布量[g/m2]、SPA含有量[g/m2]が、表1に示す値を有するキッチンペーパーを作成し、吸水量を測定した。
また、比較例1として、樹脂分散液の塗布されていないキッチンペーパーを作成し、吸水量を測定した。
【0038】
なお、実施例1〜3及び比較例1のキッチンペーパーは、何れも、NBKP80%、LBKP20%が配合された米坪22g/m2のシート材を用い、ラミネート糊により2プライ貼り合わせを行ったものである。
また、樹脂分散液は、水分含有率10%の100gの媒体液(有効成分90%、粘度86.5mPa・s)に、塩化ナトリウム3.6gを添加し、更に粒径50〜300μmに調整したSAPを5.5g加えたものである。
【0039】
また、吸水量は、100mm四方に裁断した乾燥状態の試料(実施例1〜3及び比較例1の各キッチンペーパー)の重量を測定したのち試料を純水中に十分に浸漬させ、次いで、純水中から引き上げて30秒後の重量を測定し、その測定値から乾燥状態時の重量を引いた値を吸水量とした。
また、表1に示す吸水量は、実施例1〜3及び比較例1のキッチンペーパーに対して各3回ずつ上記測定を行い、その平均値をとったものである。
【0040】
【表1】

【0041】
<結果>
実施例1及び比較例1より、SAP含有量が約0.3g/m2の樹脂分散液を塗布した場合、吸収量が約170g/m2増量したことがわかる。
また、実施例2及び比較例1より、SAP含有量が約0.4g/m2の樹脂分散液を塗布した場合、吸収量が約190g/m2増量したことがわかる。
また、実施例3及び比較例1より、SAP含有量が約0.6g/m2の樹脂分散液を塗布した場合、吸収量が約230g/m2増量したことがわかる。
【符号の説明】
【0042】
10 キッチンペーパー
11 シート材(第1のシート材)
12 シート材(第2のシート材)
13 樹脂分散液
【技術分野】
【0001】
本発明は、衛生薄葉紙及び衛生薄葉紙の製造方法に関する。
【背景技術】
【0002】
近年、健康意識の高まりにより野菜や豆腐などのヘルシーな食材が好んで食され、こうした水分の多い食材の水切りや台所周りの拭き取りに用いられるキッチンペーパーなどの衛生薄葉紙においては、吸水性に優れたものの需要が高まっている。
【0003】
例えば、特許文献1には、一方の面側を高吸水性層とし、他方の面側を低吸水性層に形成することで、効率よく吸水できる衛生薄葉紙が提案されている。かかる構成は、紙の一方の面側と他方の面側とで繊維密度に差をつけたり、含有されるバインダー量に差をつけたりするなどの手段により実現されている。
しかしながら、特許文献1の技術は、高吸水性層と低吸水性層との吸水速度差により、吸水を効率よく行うことを可能とした技術であるため、衛生薄葉紙の本質的な吸水量を高めるものではない。
【0004】
ところで、従来より、紙おむつや生理用ナプキン等において、水分の吸水量を高めるため高吸水性樹脂を使用する技術が知られている。
高吸水性樹脂としては、例えば、ポリアクリル酸ナトリウム等を顆粒状にしたものなどが用いられ、紙おむつ等においては、シート間に分散するように当該高吸水性樹脂を挟んだ状態でシートの端部同士がヒートシールされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−244188号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、衛生薄葉紙においては、上記した紙おむつ等と同じように、衛生薄葉紙を構成するシート材の間に高吸水性樹脂を分散させ、当該高吸水性樹脂を挟んだ状態でシート材の端部同士を完全に封止し、高吸水性樹脂の粉末の飛散を防止することは技術的に難しく、仮に完全に封止できた場合でも、使用時に高吸水性樹脂が偏ってしまい使用上に問題がある。
また、シート材に、接着剤などを用いて高吸水性樹脂を固着させた場合には、高吸水性樹脂を接着剤固形分が固めてしまい、高吸水性樹脂の吸水を阻害するため、高吸水性樹脂の吸水性を十分に活かせない。
このように、粉状あるいは顆粒状の高吸水性樹脂を、衛生薄葉紙を構成するシート材に均等となるように分散し固着させ、且つ衛生薄葉紙の使用時に高吸水性樹脂の持つ吸水性が十分に発現されることを可能とした衛生薄葉紙は未だ開発されていない。
【0007】
本発明の課題は、高い吸水性を備えた衛生薄葉紙及びこの衛生薄葉紙の製造方法を提供することである。
【課題を解決するための手段】
【0008】
以上の課題を解決するため、
請求項1記載の発明は、衛生薄葉紙において、
第1のシート材と、
前記第1のシート材に積層される第2のシート材と、を備え、
前記第1シート材の内面と前記第2のシート材の内面との少なくとも一方には、高吸水性樹脂を媒体液に分散させて成る樹脂分散液が塗布されており、
前記媒体液は、水分、ポリオール、及び前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する粘性液体であることを特徴とする。
【0009】
請求項2に記載の発明は、請求項1に記載の衛生薄葉紙において、
前記吸水阻止剤は、塩化ナトリウム又は塩化カリウムであることを特徴とする。
【0010】
請求項3に記載の発明は、請求項1又は2に記載の衛生薄葉紙において、
前記第1シート材及び前記第2のシート材には、エンボス加工が施されていることを特徴とする。
【0011】
請求項4に記載の発明は、
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分、ポリオール、及び高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する媒体液に、高吸水性樹脂を分散させて、樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、第1のシート材及び/又は第2のシート材の一面に塗布する塗布工程と、
前記塗布工程により前記樹脂分散液の塗布された前記第1のシート材と前記第2のシート材とを、前記樹脂分散液の塗布面を内面にして貼り合わせる貼合工程と、
を有することを特徴とする。
【発明の効果】
【0012】
本発明によれば、水分、ポリオールを主成分とする水系の粘性のあるローション薬液に、高吸水性樹脂の浸透圧を抑え水分の吸収を妨げる塩化ナトリウムや塩化カリウム等を含有させ、これが電離して1価の金属イオンとなり吸水阻止剤として働き、媒体液に高吸水性樹脂を均一に分散させた樹脂分散液を形成することができる。これをシート材へ塗布することで、衛生薄葉紙を構成するシート材に、高吸水性樹脂を、膨潤させることなしに均一に分散させ固着させることができる。
積層されたシート材が水分を吸収すると、シート材表面から内部へ水分が吸収され、シート材内部に塗布された媒体液内の水分量が増加し、分散された高吸水性樹脂周囲の塩分濃度が低下して高吸水性樹脂の浸透圧が上昇して高吸水性樹脂の持つ吸水性が発現するため、衛生薄葉紙において、高い吸水性を実現することができる。
加えて、上記の樹脂分散液は水分、ポリオールを主成分とし塩分(吸水阻止剤)によっても粘性や保湿性は変わらないため、衛生薄葉紙の手触りを柔らかくし、拭き心地の良いものとすることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の衛生薄葉紙の外観図である。
【図2】図1の衛生薄葉紙の断面図である。
【図3】本発明の衛生薄葉紙の製造方法を示すフローチャートである。
【発明を実施するための形態】
【0014】
以下、本発明に係る衛生薄葉紙の実施の形態を詳細に説明する。なお、本発明に係る実施の形態では、衛生薄葉紙をキッチンペーパーとして説明する。
【0015】
先ず、構成について説明する。
図1に示すように、本実施形態におけるキッチンペーパー10は、2枚のシート材(第1のシート材,第2のシート材)11,12が積層一体化されたものである。
2枚のシート材11,12の内面の少なくとも一方には、樹脂分散液13(後述)が塗布されているため、キッチンペーパー10は、図2に示すように、断面視において2枚のシート材11,12の間に樹脂分散液13が介在する構成となっている。
【0016】
シート材11,12は、針葉樹クラフトパルプ(NBKP)、広葉樹クラフトパルプ(LBKP)のうち、少なくとも何れか一方が配合された原料パルプを原料としている。
NBKPの原料である針葉樹は、広葉樹と比較して繊維長が2倍以上長い。そのため、NBKPを配合することによって、繊維間の結合が強くなり、紙基材の強度(紙力)を上げることができる。
LBKPの原料である広葉樹は、繊維長が短い。そのため、LBKPを配合することによって、紙基材の表面は滑らかになり、地合を良くすることができる。
したがって、NBKPとLBKPとの配合割合は、キッチンペーパー10が備えるべき特性に応じて、適宜設定すると好適である。すなわち、紙力を向上させたい場合には、NBKPの配合割合を高め、滑らかさを向上させたい場合には、LBKPの配合割合を高めると効果的である。
【0017】
また、原料パルプとしては、NBKPやLBKPなどの化学パルプだけでなく、その他好適なパルプを用いることができる。例えば、未晒しの針葉樹クラフトパルプ(NUKP)や、未晒しの広葉樹クラフトパルプ(LUKP)、古紙パルプ(DIP)、非木材パルプ(例えば、ケナフ、マニラ麻、バガス、コットンリンターなど)、機械パルプ(例えば、サーモメカニカルパルプ:TMP、ケミサーモメカニカルパルプ:CTMP、脱色ケミサーモメカニカルパルプ:BCTMPなど)などを用いることができる。
【0018】
シート材11,12の米坪は、10〜50g/m2が好ましい。なお、米坪の測定方法は、JIS P8124(1998)に準じた測定方法である。米坪が10g/m2を下回ると、シート材11、12が薄くなることで、シートの破れにくさや吸収性能について、満足し難い商品となってしまう。一方、米坪が50g/m2を上回ると、シート材11、12自体が硬くなり、使用感が低下するからである。近年、IHクッキングヒーターが普及しており、ヒーター表面を傷つけずに軽く拭きたいという使用者の要望があるが、この要望に反した商品となってしまう。
【0019】
また、シート材11、12には、エンボス加工を施すことが好ましい。エンボス加工を施すことで、水分や油分を吸収・保持させる凹凸空間が形成されるため、吸収量を大きくすることができる。
【0020】
このようなシート材11,12は、周知の湿式方法により製造することが可能である。すなわち、シート材11,12は、原料から繊維(原料パルプ)の懸濁液である紙料を調整する紙料調整工程と、紙料から原料パルプを抄いて、繊維ウェブを形成し、当該形成した繊維ウェブを乾燥させる抄紙工程とによって製造される。
【0021】
樹脂分散液13は、高吸水性樹脂(SAP:Super Absorbent Polymer)を、下記の媒体液に分散させたものである。
【0022】
媒体液は、水分、ポリオール、及び塩化ナトリウムを代表とする1価の金属塩を含有する粘性液体である。1価の金属塩の中では汎用性や経済性からナトリウム塩とカリウム塩が好ましい。塩化カルシウム等の2価の金属塩は高吸水性樹脂の内部で架橋反応を生じるので十分な吸水性が得られないため、本発明には適していない。
具体的に、媒体液は、水、グリセリンに代表される常温(25℃)で液体の液体油性成分等の原料を主成分とし、ここに塩化ナトリウム等の電離しやすい1価の金属塩が添加されて構成されている。なお、このほかにも、保湿成分などの食材が触れても安全な成分を適宜配合することができる。なお、媒体液に含まれる水分は、約10重量%程度である。
この媒体液は、その粘性により、当該媒体液にSAPが添加された際にSAPを安定して分散させる。また、この媒体液を含んだ樹脂分散液13をシート材11、12に塗布することで、キッチンペーパー10は、柔らかくしなやかになる。
【0023】
ここで、塩化ナトリウムは、SAPの媒体液中の水分の吸収を妨げる吸水阻止剤であって、例えば、媒体液中の水分10gに対して3.6g程度が添加され、媒体液中で飽和状態となっている。
即ち、塩化ナトリウムを媒体液中で飽和状態とすることで、媒体液にSAPを添加した際に、その時点でSAPが媒体液中の水分により膨潤するのを防止することができる。塩化ナトリウムが足りないと、媒体液にSAPを添加した際に、SAPが媒体液中の水分を吸収しすぎるため、媒体液の粘度が上昇してしまう。
なお、吸水阻止剤としては、塩化ナトリウムは、水への溶解度が小さく、温度による影響が小さい点で最も好ましく使用できるが、塩化ナトリウムの代わりに塩化カリウムを使用することとしても良い。
【0024】
SAPは、例えば、アクリル酸またはアクリル酸塩の重合体、またはこれらとの共重合体が主であるが、他に用いることができるものと共に具体的に列挙すれば、例えば、ポリ(メタ)アクリル酸塩またはその塩を主成分とし、場合により架橋剤を添加してなる水溶性のエチレン性不飽和ポリマーの他、ポリエチレンオキシド、ポリビニルピロリドン、スルホン化ポリスチレン及びポリビニルピリジンの架橋物、デンプン−ポリ(メタ)アクリロニトリルグラフト共重合体のケン化物、デンプン−ポリ(メタ)アクリル酸(及びその塩)グラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト重合物の加水分解物などが挙げられる。また、ポリビニルアルコールスルホン酸塩、ポリビニルアルコール−アクリル酸グラフト共重合物なども例示できる。好ましくは、アクリル酸またはアクリル酸塩を主成分とする水溶性エチレン性不飽和単量体の重合体またはその架橋物である。
【0025】
SAPは、媒体液への分散性を考慮して、その平均粒径を50〜300μmとすることが好ましい。平均粒径が300μmより大きいと、媒体液中で沈みやすくなり、一方、平均粒径が50μm未満であると、媒体液中の水分を吸収し過ぎて粘度を高めてしまうためである。
なお、SAP粉体の平均粒径は、動的光散乱法により、溶媒中で測定され(光源:He-Neレーザー、測定温度:25℃、溶媒:シクロヘキサン)、重量平均により求めた。
また、SAPの媒体液中の含有量は、0.01〜30重量%であることが好ましい。SAPの含有量が0.01重量%未満であると効果が得られず、一方、30重量%より大きいと沈殿や二次凝集が多くなり配管内の汚れにより塗布が安定しないためである。
【0026】
また、SAPの製造方法としては、水溶液重合方法(破砕法)及び逆相懸濁重合方法の2種類が挙げられる。
水溶液重合方法は、モノマー水溶液を重合させ、ゲル化させたものを乾燥させた後、粉砕する方法である。この水溶液重合方法の特徴は、原料のモノマーから重合するので、重合度の調整が可能であるため、重合を伸ばすことで、分子量を大きくでき、吸水力の高いポリマーを合成できることにある。
逆相懸濁重合方法は、有機溶媒中にモノマー水滴を分散させ、撹拌することで、パール状のポリマーを製造する方法である。この逆相懸濁重合方法の特徴は、第1に、粒子同士が繋がっている形状をとるため、粒子表面積が大きく吸水スピードが速いこと、第2に、一定の撹拌速度で製造するため、粒度分布が安定しており、吸水量や吸水速度など品質精度の高いポリマーが製造できることにある。
なお、SAPの製造方法としては上記した2つの方法が挙げられるが、より吸水力を高めるためには、水溶液重合方法が好ましい。
【0027】
このような樹脂分散液13のシート材の米坪に対する塗布率は、4.5〜35%とすることが好ましい。
塗布率が35%より大きいと、紙力強度が著しく減衰し、ロール加工し難くなると推測される。
また、塗布率を4.5%以上とした根拠は以下の通りである。SAPの媒体液中の含有量を30重量%に設定し、必要なSAPの量を0.3gとした場合、媒体液及びSAPの合計量は1.0gとなる。ここで、シート材の米坪を米坪22g/m2とすると、1.0/22=4.5となる。
【0028】
ここで、キッチンペーパー10の製造方法について説明する。
キッチンペーパー10は、図3に示すように、樹脂分散液作成工程(ステップS1)と、塗布工程(ステップS2)と、貼合工程(ステップS3)とを有する製造方法にて製造される。
【0029】
樹脂分散液作成工程(ステップS1)は、SAPを媒体液に分散させて樹脂分散液13を作成する工程である。
まず、上述した顆粒状のSAPと、媒体液とを作成する。次いで、所定量のSAPを、媒体液に添加して均一に分散させることで、樹脂分散液13を作成する。
【0030】
塗布工程(ステップS2)は、樹脂分散液作成工程(ステップS1)で作成した樹脂分散液13を、シート材11及び/又はシート材12の一面に塗布する工程である。
これにより、樹脂分散液13の中に分散した顆粒状のSAPが、シート材11及び/又はシート材12の一面に均一に分散して配されることとなる。
【0031】
貼合工程(ステップS3)は、塗布工程(ステップS2)により樹脂分散液13の塗布されたシート材11とシート材12とを、樹脂分散液13の塗布面を内面にして、ラミネート糊により、貼り合わせる工程である。
これにより、キッチンペーパー10が製造される。
【0032】
次に、作用について説明する。
本実施形態のキッチンペーパー10においては、上記した組成の媒体液にSAPを分散させた樹脂分散液13を用いることで、シート材11,12に、SAPを、膨潤させることなしに分散するように固着させている。
そして、このキッチンペーパー10では、水分の多い食材の水切りに用いられた場合や台所周りの拭き取りに用いられた場合に、シート材11,12を透過した水分が、樹脂分散液13中に分散されたSAPにより吸収保持される。
SAPは、自重の十倍以上の吸水力があり、圧力をかけても離水しにくいという特徴があるため、キッチンペーパー10の吸水力は、SAPを備えないものと比較して格段に向上する。
また、SAPは水分を吸収することで膨潤するため、水分の裏抜けが発生しにくく、キッチンペーパー10が破れにくい。
また、キッチンペーパー10は、上記した組成の媒体液が用いられることで、手触りが柔らかく、拭き心地の良いものとなっている。
【0033】
以上のように、本実施形態によれば、キッチンペーパー10は、シート材11,12を備え、シート材11,12の少なくとも一方の内面には、SAPを媒体液に分散させて成る樹脂分散液13が塗布されており、媒体液は、水分、ポリオール、及びSAPの水分の吸収を妨げる吸水阻止剤としての塩化ナトリウムを含有する粘性液体である。
上記した組成の媒体液にSAPを分散させた樹脂分散液13を用いることで、キッチンペーパー10を構成するシート材11,12に、SAPを、膨潤させることなしに分散するように固着させることができる。
また、キッチンペーパー10は、水分を吸収すると、SAPの持つ吸水性が発現するため、高い吸水性のキッチンペーパーを実現することができる。これにより、1回あたりのキッチンペーパーの使用量を減らすことが可能である。
また、上記した樹脂分散液13を用いることで、キッチンペーパー10の手触りを柔らかくし、拭き心地の良いものとすることができる。
【0034】
また、本実施形態によれば、シート材11,12には、エンボス加工が施されている。
このため、シート材11,12に水分や油分を吸収・保持させる凹凸空間が形成されるため、水分を吸収する際に、吸収量を大きくすることができる。
【0035】
また、本実施形態によれば、媒体液にSAPを分散させて樹脂分散液13を作成する樹脂分散液作成工程(ステップS1)と、作成した樹脂分散液13を、シート材11及び/又はシート材12の一面に塗布する塗布工程(ステップS2)と、樹脂分散液13の塗布されたシート材11とシート材12とを、樹脂分散液13の塗布面を内面にして貼り合わせる貼合工程(ステップS3)と、を有する製造方法によりキッチンペーパー10が製造される。
このため、顆粒状のSAPを、膨潤させることなしに、シート材11に分散するように塗布(固着)させることができ、SAPの高い吸水性を備えたキッチンペーパー10を製造することができる。
【0036】
[実施例]
次に、上記に説明した本発明に係るキッチンペーパーの実施例を比較例とともに説明する。
【0037】
実施例1〜3として、シート材の米坪[g/m2]に対する樹脂分散液の塗布率[%]、樹脂分散液の塗布量[g/m2]、SPA含有量[g/m2]が、表1に示す値を有するキッチンペーパーを作成し、吸水量を測定した。
また、比較例1として、樹脂分散液の塗布されていないキッチンペーパーを作成し、吸水量を測定した。
【0038】
なお、実施例1〜3及び比較例1のキッチンペーパーは、何れも、NBKP80%、LBKP20%が配合された米坪22g/m2のシート材を用い、ラミネート糊により2プライ貼り合わせを行ったものである。
また、樹脂分散液は、水分含有率10%の100gの媒体液(有効成分90%、粘度86.5mPa・s)に、塩化ナトリウム3.6gを添加し、更に粒径50〜300μmに調整したSAPを5.5g加えたものである。
【0039】
また、吸水量は、100mm四方に裁断した乾燥状態の試料(実施例1〜3及び比較例1の各キッチンペーパー)の重量を測定したのち試料を純水中に十分に浸漬させ、次いで、純水中から引き上げて30秒後の重量を測定し、その測定値から乾燥状態時の重量を引いた値を吸水量とした。
また、表1に示す吸水量は、実施例1〜3及び比較例1のキッチンペーパーに対して各3回ずつ上記測定を行い、その平均値をとったものである。
【0040】
【表1】
【0041】
<結果>
実施例1及び比較例1より、SAP含有量が約0.3g/m2の樹脂分散液を塗布した場合、吸収量が約170g/m2増量したことがわかる。
また、実施例2及び比較例1より、SAP含有量が約0.4g/m2の樹脂分散液を塗布した場合、吸収量が約190g/m2増量したことがわかる。
また、実施例3及び比較例1より、SAP含有量が約0.6g/m2の樹脂分散液を塗布した場合、吸収量が約230g/m2増量したことがわかる。
【符号の説明】
【0042】
10 キッチンペーパー
11 シート材(第1のシート材)
12 シート材(第2のシート材)
13 樹脂分散液
【特許請求の範囲】
【請求項1】
第1のシート材と、
前記第1のシート材に積層される第2のシート材と、を備え、
前記第1シート材の内面と前記第2のシート材の内面との少なくとも一方には、高吸水性樹脂を媒体液に分散させて成る樹脂分散液が塗布されており、
前記媒体液は、水分、ポリオール、及び前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する粘性液体であることを特徴とする衛生薄葉紙。
【請求項2】
前記吸水阻止剤は、塩化ナトリウム又は塩化カリウムであることを特徴とする請求項1に記載の衛生薄葉紙。
【請求項3】
前記第1シート材及び前記第2のシート材には、エンボス加工が施されていることを特徴とする請求項1又は2に記載の衛生薄葉紙。
【請求項4】
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分、ポリオール、及び高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する媒体液に、高吸水性樹脂を分散させて、樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、第1のシート材及び/又は第2のシート材の一面に塗布する塗布工程と、
前記塗布工程により前記樹脂分散液の塗布された前記第1のシート材と前記第2のシート材とを、前記樹脂分散液の塗布面を内面にして貼り合わせる貼合工程と、
を有することを特徴とする衛生薄葉紙の製造方法。
【請求項1】
第1のシート材と、
前記第1のシート材に積層される第2のシート材と、を備え、
前記第1シート材の内面と前記第2のシート材の内面との少なくとも一方には、高吸水性樹脂を媒体液に分散させて成る樹脂分散液が塗布されており、
前記媒体液は、水分、ポリオール、及び前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する粘性液体であることを特徴とする衛生薄葉紙。
【請求項2】
前記吸水阻止剤は、塩化ナトリウム又は塩化カリウムであることを特徴とする請求項1に記載の衛生薄葉紙。
【請求項3】
前記第1シート材及び前記第2のシート材には、エンボス加工が施されていることを特徴とする請求項1又は2に記載の衛生薄葉紙。
【請求項4】
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分、ポリオール、及び高吸水性樹脂の水分の吸収を妨げる吸水阻止剤を含有する媒体液に、高吸水性樹脂を分散させて、樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、第1のシート材及び/又は第2のシート材の一面に塗布する塗布工程と、
前記塗布工程により前記樹脂分散液の塗布された前記第1のシート材と前記第2のシート材とを、前記樹脂分散液の塗布面を内面にして貼り合わせる貼合工程と、
を有することを特徴とする衛生薄葉紙の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−70858(P2013−70858A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212568(P2011−212568)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]