
衛生薄葉紙及び衛生薄葉紙の製造方法
【課題】高吸水性樹脂が離脱することなく固定され、高い吸水性を備えた衛生薄葉紙を提供する。
【解決手段】2枚のシート材11,12が、水分を含有する水系接着剤に高吸水性樹脂を分散させて成る樹脂分散液13により貼り合わされて形成された積層体10を備え、樹脂分散液13には、高吸水性樹脂の水分の吸収を妨げる吸水阻止剤が含有されている。
【解決手段】2枚のシート材11,12が、水分を含有する水系接着剤に高吸水性樹脂を分散させて成る樹脂分散液13により貼り合わされて形成された積層体10を備え、樹脂分散液13には、高吸水性樹脂の水分の吸収を妨げる吸水阻止剤が含有されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衛生薄葉紙及び衛生薄葉紙の製造方法に関する。
【背景技術】
【0002】
台所、調理場等において広く使用されているキッチンペーパーなどの衛生薄葉紙は、主にパルプ原料を湿式抄紙して製造されるシート材を貼り合せて製造する紙タイプのものと、繊維ウェブを乾燥状態で積層固定して製造する不織布タイプのものとがある。このうち紙タイプの衛生薄葉紙は、家庭用として汎用的に使用されており、用途上、高い吸水量が求められている。
このため、衛生薄葉紙においては、シート材を積層してエンボス加工を施すことでシート材間に空隙を形成し、空隙による毛管現象を利用して各シート材のエンボス間の空隙に水分、油分等を取り込み保持することにより吸水量を大きくした構成などが採用されている。
【0003】
また、従来より、吸収性物品において、高吸水性樹脂を使用して水分の吸水量を高める技術が知られている。高吸水性樹脂としては、一般的に、例えば、ポリアクリル酸ナトリウム等を顆粒状にしたものなどが用いられる。
例えば、特許文献1には、繊維集合体及び繊維ウェブを備え、高吸収性ポリマー(高吸水性樹脂)をその内部に含んだ吸収性シートが提案されている。かかる技術によれば、高吸収性ポリマーの吸収特性を備えた吸収性シートを提供することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−246395号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1では、繊維集合体を構成する繊維と繊維ウェブを構成する繊維との間での機械的絡み合い、水素結合(及び紙力補強剤)並びに熱融着等により、上記繊維集合体と上記繊維ウェブとを一体化することにより、高吸収性ポリマーを吸収性シートの内部に固定し、その脱落を防止する構成である。
このため、高吸収性ポリマーの膨潤時などに、当該高吸収性ポリマーがその重みで繊維ウェブから突出して離脱してしまう恐れを完全になくすことができないという問題があった。
【0006】
本発明の課題は、高吸水性樹脂が離脱することなく固定され、高い吸水性を備えた衛生薄葉紙及びこの衛生薄葉紙の製造方法を提供することである。
【課題を解決するための手段】
【0007】
以上の課題を解決するため、
請求項1に記載の発明は、衛生薄葉紙において、
複数のシート材が、水分を含有する水系接着剤に高吸水性樹脂を分散させて成る樹脂分散液により貼り合わされて形成された積層体を備え、
前記樹脂分散液には、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤が含有されていることを特徴とする。
【0008】
また、請求項2に記載の発明は、請求項1に記載の衛生薄葉紙において、
前記水系接着剤は、ヒドロキシエチルセルロース又はカルボキシルメチルセルロースナトリウム塩であることを特徴とする。
【0009】
また、請求項3に記載の発明は、請求項1又は2に記載の衛生薄葉紙において、
前記吸水阻止剤は、塩化ナトリウムであることを特徴とする。
【0010】
また、請求項4に記載の発明は、請求項1〜3の何れか一項に記載の衛生薄葉紙において、
前記樹脂分散液は、所定方向に沿って接着部と非接着部とが交互に配された所定のパターンで前記複数のシート材の間に配されていることを特徴とする。
【0011】
また、請求項5に記載の発明は、請求項1〜4の何れか一項に記載の衛生薄葉紙において、
前記積層体には、エンボス加工が施されていることを特徴とする。
【0012】
また、請求項6に記載の発明は、請求項5に記載の衛生薄葉紙において、
エンボス加工が施された前記積層体には、エンボス加工が施された単層のシート材が接着剤を介して積層されていることを特徴とする。
【0013】
また、請求項7に記載の発明は、請求項5に記載の衛生薄葉紙において、
エンボス加工が施された前記積層体を複数備え、
複数の前記積層体は、接着剤を介して積層されていることを特徴とする。
【0014】
また、請求項8に記載の発明は、
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分を含有する水系接着剤に、高吸水性樹脂と、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤とが含有された樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、前記複数のシート材のうち所定のシートの内面に塗布する塗布工程と、
前記塗布工程により塗布された前記樹脂分散液を介して、複数のシート材を貼り合わせる貼合工程と、
を有することを特徴とする。
【0015】
また、請求項9に記載の発明は、請求項8に記載の衛生薄葉紙の製造方法において、
前記貼合工程により貼り合わせて形成された積層体に、エンボス加工を施すエンボス加工工程を有することを特徴とする。
【発明の効果】
【0016】
本発明によれば、高吸水性樹脂を水系接着剤に混入することで、高吸水性樹脂を衛生薄葉紙から離脱する恐れなしに、シート材間に分散して固定させることができる。また、水系接着剤に吸水阻止剤が配合されているため、高吸水性樹脂を水系接着剤に混入した際に、この高吸水性樹脂が膨潤することがなく、水分の拭き取りを行った際に、高吸水性樹脂により水分を吸収することができる。
よって、高吸水性樹脂が離脱することなく固定され、高い吸水性を備えた衛生薄葉紙を実現することができる。
【図面の簡単な説明】
【0017】
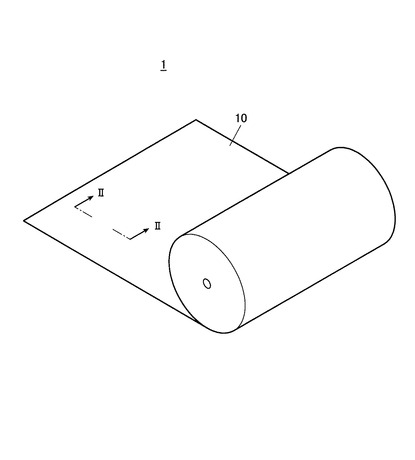
【図1】本発明の衛生薄葉紙の外観図である。
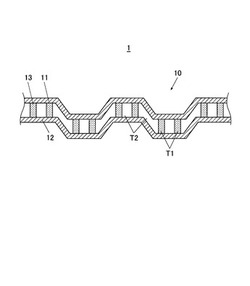
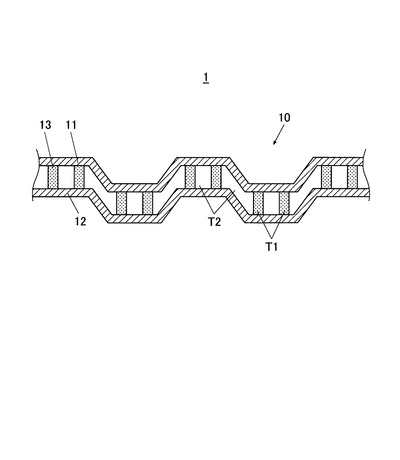
【図2】図1の衛生薄葉紙のII−II線に沿った拡大断面図である。
【図3】本発明の衛生薄葉紙の製造方法を示すフローチャートである。
【図4】本発明の衛生薄葉紙の製造方法を説明するための図である。
【図5】本発明の衛生薄葉紙の変形例1を示す断面図である。
【図6】本発明の衛生薄葉紙の変形例2を示す断面図である。
【発明を実施するための形態】
【0018】
以下、本発明に係る衛生薄葉紙の実施の形態を詳細に説明する。なお、本発明に係る実施の形態では、衛生薄葉紙をキッチンペーパーとして説明する。
【0019】
先ず、構成について説明する。
本実施形態におけるキッチンペーパー1は、図1に示すように、ロール状に巻かれた状態となっており、図4に示すように、ワインダー100(後述)により、かかる状態に製造されるものである。
キッチンペーパー1は、図2に示すように、2枚のシート材11,12が、粘着性を有する樹脂分散液13(後述)により貼り合わされた積層体10を備えて構成されている。
【0020】
2枚のシート材11,12は、樹脂分散液13により貼り合わせられているため、キッチンペーパー1は、図2に示すように、断面視において2枚のシート材11,12の間に樹脂分散液13が介在する構成となっている。
このとき樹脂分散液13は、所定方向(図2では、シート材11,12の長手方向)に沿って接着部T1と非接着部T2とが交互に配された線状や格子状等の所定のパターンにて、シート材11及び/又はシート材12に塗布されている。これにより、樹脂分散液13は、接着部T1と非接着部T2とが交互に配された所定のパターンで、シート材11,12の間に配されることとなる。
かかる構成とすることで、水分の拭き取りを行った際に、接着部T1で水分を吸収し、非接着部T2で水分を拡散させることができ、吸水速度をより向上させることができる。また、油分を吸収する場合には、非接着部T2から油分を浸透させることができ、吸油性を妨げることがない。
【0021】
また、シート材11、12を積層した積層体10には、エンボス加工が施されている。エンボス加工を施すことで、シート材11,12に水分や油分を吸収・保持させる凹凸空間が形成されるため、水分を吸収する際に、吸収量を大きくすることができる。
なお、シート材11、12を積層した積層体10に、エンボス加工を施さない構成とすることもできる。この場合には、エンボス加工の施されたキッチンペーパーと比較して嵩を低くすることができ、コンパクトなキッチンペーパーとすることができる。
【0022】
なお、積層されるシート材の枚数は2枚に限定されるものではない。シート材を2枚以上積層する場合にも、樹脂分散液13により各シート材を貼り合せればよい。
【0023】
シート材11,12は、針葉樹クラフトパルプ(NBKP)、広葉樹クラフトパルプ(LBKP)のうち、少なくとも何れか一方が配合された原料パルプを原料としている。
NBKPの原料である針葉樹は、広葉樹と比較して繊維長が2倍以上長い。そのため、NBKPを配合することによって、繊維間の結合が強くなり、紙基材の強度(紙力)を上げることができる。
LBKPの原料である広葉樹は、繊維長が短い。そのため、LBKPを配合することによって、紙基材の表面は滑らかになり、地合を良くすることができる。
したがって、NBKPとLBKPとの配合割合は、キッチンペーパー1が備えるべき特性に応じて、適宜設定すると好適である。すなわち、紙力を向上させたい場合には、NBKPの配合割合を高め、滑らかさを向上させたい場合には、LBKPの配合割合を高めると効果的である。
【0024】
また、原料パルプとしては、NBKPやLBKPなどの化学パルプだけでなく、その他好適なパルプを用いることができる。例えば、未晒しの針葉樹クラフトパルプ(NUKP)や、未晒しの広葉樹クラフトパルプ(LUKP)、古紙パルプ(DIP)、非木材パルプ(例えば、ケナフ、マニラ麻、バガス、コットンリンターなど)、機械パルプ(例えば、サーモメカニカルパルプ:TMP、ケミサーモメカニカルパルプ:CTMP、脱色ケミサーモメカニカルパルプ:BCTMPなど)などを用いることができる。
【0025】
シート材11,12の1プライ(1P)あたりの坪量は、10〜50g/m2が好ましい。坪量が10g/m2を下回ると、シート材11、12が薄くなることで、シートの破れにくさや吸収性能について、満足し難い商品となってしまう。一方、坪量が50g/m2を上回ると、シート材11、12自体が硬くなり、使用感が低下するからである。近年、IHクッキングヒーターが普及しており、ヒーター表面を傷つけずに軽く拭きたいという使用者の要望があるが、この要望に反した商品となってしまう。
なお、坪量は、JIS P 8124(1998)の米坪測定方法による。
【0026】
また、シート材11,12の紙厚(1プライで測定する時の厚さ)は、80〜240μmとすることが好ましい。紙厚が80μm未満では、キッチンペーパーとしての強度を適正に確保することが困難となる。また、240μm超では、使用時にゴワツキ感が生じるようになる。
紙厚の測定方法としては、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする(JIS P 8118(1998)に準じる)。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお、紙厚は測定を10回行って得られる平均値とする。
【0027】
また、シート材11,12はクレープ加工されていることが好ましい。それにより柔らかくなり嵩が高まることに加え、表面が凹凸となることで、液吸収速度が速くなる。
基材シートのクレープ率は、16%以上とすることが好ましい。16%以上のクレープ率とすることで、使用時に、水分が逆戻りするのを防止することができる。
なお、クレープ率とは、下式で表わされるものとする。
クレープ率:(製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【0028】
このようなシート材11,12は、周知の湿式方法により製造することが可能である。すなわち、シート材11,12は、原料から繊維(原料パルプ)の懸濁液である紙料を調整する紙料調整工程と、紙料から原料パルプを抄いて、繊維ウェブを形成し、当該形成した繊維ウェブを乾燥させる抄紙工程とによって製造される。
【0029】
樹脂分散液13は、高吸水性樹脂(SAP:Super Absorbent Polymer)を、塩化ナトリウム等が配合された水系接着剤に分散させた粘着性液体である。
【0030】
水系接着剤は、溶剤として水が使用された接着剤である。本発明において用いられる水系接着剤は、塩化ナトリウムを飽和させても粘性を失わないものが好ましく、例えば、ヒドロキシエチルセルロース(HEC)又はカルボキシルメチルセルロースナトリウム塩(CMC−Na)等を使用するのが好適である。
かかる水系接着剤は、その粘性により、当該水系接着剤にSAPが添加された際にSAPを安定して分散させる。
なお、例えば、澱粉、PVA、CMC等の接着剤は、塩化ナトリウムにより粘性が低下するため不適切である。
【0031】
塩化ナトリウムは、SAPの水系接着剤中の水分の吸収を妨げる吸水阻止剤として機能し、水系接着剤中で飽和状態となっている。
塩化ナトリウムを水系接着剤中で飽和状態とすることで、水系接着剤にSAPを添加した際に、その時点でSAPが水系接着剤中の水分により膨潤するのを防止することができる。塩化ナトリウムが足りないと、水系接着剤にSAPを添加した際に、SAPが水系接着剤中の水分を吸収してしまうため、水系接着剤の機能が損なわれてしまう。
【0032】
SAPは、例えば、アクリル酸またはアクリル酸塩の重合体、またはこれらとの共重合体が主であるが、他に用いることができるものと共に具体的に列挙すれば、例えば、ポリ(メタ)アクリル酸塩またはその塩を主成分とし、場合により架橋剤を添加してなる水溶性のエチレン性不飽和ポリマーの他、ポリエチレンオキシド、ポリビニルピロリドン、スルホン化ポリスチレン及びポリビニルピリジンの架橋物、デンプン−ポリ(メタ)アクリロニトリルグラフト共重合体のケン化物、デンプン−ポリ(メタ)アクリル酸(及びその塩)グラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト重合物の加水分解物などが挙げられる。また、ポリビニルアルコールスルホン酸塩、ポリビニルアルコール−アクリル酸グラフト共重合物なども例示できる。好ましくは、アクリル酸またはアクリル酸塩を主成分とする水溶性エチレン性不飽和単量体の重合体またはその架橋物である。
【0033】
SAPは、水系接着剤への分散性を考慮して、その平均粒径を50〜300μmとすることが好ましい。平均粒径が300μmより大きいと、水系接着剤中で沈みやすくなり、一方、平均粒径が50μm未満であると、水系接着剤中の水分を吸収し過ぎて粘度を高めてしまうためである。なお、平均粒径は、粒度分布(%)から算出している。
また、SAPの水系接着剤中の含有量は、0.01〜30重量%であることが好ましい。SAPの含有量が0.01重量%未満であると効果が得られず、一方、30重量%より大きいと沈殿が多くなり塗布が安定しないためである。
【0034】
また、SAPの製造方法としては、水溶液重合方法(破砕法)及び逆相懸濁重合方法の2種類が挙げられる。
水溶液重合方法は、モノマー水溶液を重合させ、ゲル化させたものを乾燥させた後、粉砕する方法である。この水溶液重合方法の特徴は、原料のモノマーから重合するので、重合度の調整が可能であるため、重合を伸ばすことで、分子量を大きくでき、吸水力の高いポリマーを合成できることにある。
逆相懸濁重合方法は、有機溶媒中にモノマー水滴を分散させ、撹拌することで、パール状のポリマーを製造する方法である。この逆相懸濁重合方法の特徴は、第1に、粒子同士が繋がっている形状をとるため、粒子表面積が大きく吸水スピードが速いこと、第2に、一定の撹拌速度で製造するため、粒度分布が安定しており、吸水量や吸水速度など品質精度の高いポリマーが製造できることにある。
なお、SAPの製造方法としては上記した2つの方法が挙げられるが、より吸水力を高めるためには、水溶液重合方法が好ましい。
【0035】
このような樹脂分散液13のシート材の米坪に対する塗布面積率は、20〜50%とすることが好ましい。
塗布面積率が50%より大きいと、紙力強度が著しく減衰し、ロール加工し難くなると推測される。一方、塗布面積率が20%より小さいと、接着性が低下するためである。
【0036】
ここで、キッチンペーパー1の製造方法について説明する。
キッチンペーパー1は、図3に示すように、樹脂分散液作成工程(ステップS1)と、塗布工程(ステップS2)と、貼合工程(ステップS3)と、エンボス加工工程(ステップS4)とを有する製造方法にて製造される。
【0037】
樹脂分散液作成工程(ステップS1)は、水系接着剤に塩化ナトリウムを配合し、これにSAPを添加して、樹脂分散液13を作成する工程である。
塗布工程(ステップS2)は、樹脂分散液作成工程(ステップS1)により作成した樹脂分散液13を、シート材11及び/又はシート材12に塗布する工程である。
貼合工程(ステップS3)は、塗布工程(ステップS2)により樹脂分散液13の塗布されたシート材11及び/又はシート材12を、貼り合わせて積層体10を形成する工程である。
エンボス加工工程(ステップS4)は、貼合工程(ステップS3)により形成された積層体10にエンボス加工を施す工程である。
【0038】
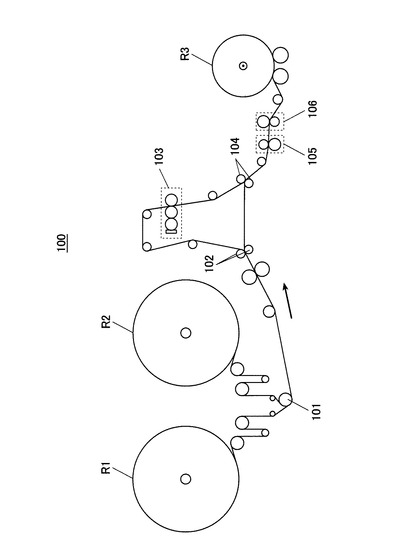
図4は、キッチンペーパー1を製造するのに用いるワインダー100の概略構成図である。
先ず、ワインダー100を使用するにあたって、抄紙設備(図示省略)において薄葉紙を抄造して巻き取ることで2つの一次原反ロールR1,R2(ロール状のシート材11,12)を製造し、この一次原反ロールをワインダー100にセットする。
また、樹脂分散液13を作成し(樹脂分散液作成工程)、ワインダー100の搬送経路上に、当該樹脂分散液13を充填した塗布装置103をセットする。
次に、2つの一次原反ロールからそれぞれシート材11,12を連続して繰り出して、ローラ101にて重ね合わせる。
次に、重ね合わされた2つのシート材11,12を、キャレンダー102を経て2つに分離し、そのうち一方のシート材の内面側に塗布装置103により樹脂分散液13を塗布する(塗布工程)。
なお、一方のシート材だけではなく、両方のシート材の内面側に樹脂分散液13を塗布することとしても良い。
また、樹脂分散液13の塗布は、凸版方式或いはフレキソ方式によって行われる。
次に、キャレンダー104にて、2つのシート材11,12を再度重ね合わせ、樹脂分散液13を介して2つのシート材11,12を接着する(貼合工程)。
次に、接着された連続シートに対して、エンボス加工部105によりエンボス加工を施し(エンボス加工工程)、その後、スリッター106により、所定幅となるように幅方向の端部を切り落として、2プライからなる二次原反ロールR3(ロール状のキッチンペーパー1)とする。
【0039】
次に、作用について説明する。
本実施形態のキッチンペーパー1においては、塩化ナトリウムを含んだ水性接着剤にSAPを分散させた樹脂分散液13を用いて、シート材11,12を貼りあわせている。
このとき、SAPを水系接着剤に混入することで、キッチンペーパー1から離脱する恐れなしに、シート材11,12間に分散して固定させることができる。
また、水系接着剤に塩化ナトリウムが配合されているため、SAPを水系接着剤に混入した際に、このSAPが膨潤することがない。
そして、このキッチンペーパー1では、水分の多い食材の水切りに用いられた場合や台所周りの拭き取りに用いられた場合に、シート材11,12を透過した水分が、SAPにより吸収保持される。
SAPは、自重の十倍以上の吸水力があり、圧力をかけても離水しにくいという特徴があるため、キッチンペーパー1の吸水力は、SAPを備えないものと比較して格段に向上する。
また、SAPは水分を吸収することで膨潤するため、水分の裏抜けが発生しにくく、キッチンペーパー1が破れにくい。
【0040】
また、樹脂分散液13は、シート材11,12の全面ではなく、線状や格子状の特定のパターンで均一に塗布されており、シート材11,12間には、樹脂分散液13が塗布された接着部T1と、樹脂分散液13が塗布されていない非接着部T2が存在する。
このため、接着部T1で水分を吸収し、非接着部T2で水分を拡散することができるので、吸水速度をより速くすることができる。また、油分を払拭した際には、非接着部T2から油分が浸透するので、キッチンペーパー1の吸油性が妨げられることもない。
【0041】
以上のように、本実施形態によれば、キッチンペーパー1は、2枚のシート材11,12が、水分を含有する水系接着剤(ヒドロキシエチルセルロース又はカルボキシルメチルセルロースナトリウム塩)にSAPを分散させて成る樹脂分散液13により貼り合わされて形成された積層体10を備え、樹脂分散液13には、SAPの水分の吸収を妨げる吸水阻止剤(塩化ナトリウム)が含有されている。
従って、SAPを水系接着剤に混入することで、SAPをキッチンペーパー1から離脱する恐れなしに、シート材11,12間に分散して固定させることができる。
また、水系接着剤に吸水阻止剤が配合されているため、SAPを水系接着剤に混入した際に、このSAPが膨潤することがなく、水分の拭き取りを行った際に、SAPにより水分を吸収することができる。
よって、SAPが離脱することなく固定され、高い吸水性を備えたキッチンペーパー1を実現することができる。
【0042】
また、本実施形態によれば、樹脂分散液13は、所定方向に沿って接着部T1と非接着部T2とが交互に配された所定のパターンで2枚のシート材の間に配されている。
このため、水分の拭き取りを行った際に、接着部T1で水分を吸収し、非接着部T2で水分を拡散させることができるので、吸水速度をより向上させることができる。
また、油分を吸収する場合には、非接着部T2から油分を浸透させることができ、キッチンペーパー1の吸油性を妨げることがない。
【0043】
また、本実施形態によれば、2枚のシート材11,12の積層体10には、エンボス加工が施されている。
このため、シート材11,12に水分や油分を吸収・保持させる凹凸空間が形成されるため、水分を吸収する際に、より吸収量を大きくすることができる。
【0044】
また、本実施形態によれば、水系接着剤に、SAPと、SAPの水分の吸収を妨げる吸水阻止剤とが含有された樹脂分散液13を作成する樹脂分散液作成工程(ステップS1)と、樹脂分散液13を、複数のシート材11,12のうち所定のシートの内面に塗布する塗布工程(ステップS2)と、樹脂分散液13を介して複数のシート材11,12を貼り合わせる貼合工程(ステップS3)と、貼り合わせられた複数のシート材11,12の積層体10に、エンボス加工を施すエンボス加工工程(ステップS4)と、を有する製造方法によりキッチンペーパー1が製造される。
このため、顆粒状のSAPの離脱を防止しつつ膨潤させることなしに、SAPをシート材11に分散するように塗布(固着)させることができ、SAPの高い吸水性を備えたキッチンペーパー1を製造することができる。
【0045】
(変形例1)
変形例1のキッチンペーパー1Aは、図5に示すように、2枚のシート材11,12を樹脂分散液13を介して積層した積層体10と、単層のシート材14とが接着剤15により積層された状態で貼り合わされている。接着剤15は、例えば、PVA(polyvinyl alcohol)などが使用される。
【0046】
変形例1においては、積層体10とシート材14とはそれぞれエンボス加工が施されており、積層体10のエンボス凸部と、シート材14のエンボス凸部とが対面する所謂ティップトゥティップ形式で貼り合わされている。
なお、積層体10のエンボスの凹部に対して、シート材14のエンボスの凸部が対面して臨むいわゆる所謂ネステッド形式としても良い。
かかる構成とすることで、積層体10とシート材14との間により多くの空隙が形成されるので、吸水スピードを速くすることができる。
なお、積層体10とシート材14の何れか一方を、エンボス加工無しとすることしてもよい。
【0047】
(変形例2)
変形例2のキッチンペーパー1Bは、図6に示すように、2枚のシート材11,12を樹脂分散液13を介して積層した積層体10,10が、接着剤15により積層された状態で貼り合わされている。接着剤15は、例えば、PVA(polyvinyl alcohol)などが使用される。
【0048】
変形例2においては、積層体10,10はそれぞれエンボス加工が施されており、一の積層体10のエンボス凸部と、他の積層体10のエンボス凸部とが対面するティップトゥティップ形式で貼り合わされているが、ネステッド形式としても良い。
かかる構成とすることで、積層体10,10の間により多くの空隙が形成されるので、吸水スピードを速くすることができる。
なお、積層体10,10の何れか一方を、エンボス加工無しとすることしてもよい。
【実施例】
【0049】
次に、実施例を挙げて、本発明をより具体的に説明するが、勿論本発明はこれらの実施例に限定されるものではない。なお、特に断らない限り、例中の%は質量%を示す。
【0050】
[実施例1〜6]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表1に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせて、実施例1〜6のキッチンペーパーとした。なお、貼り合わせ条件は、表1の[1次貼り合わせ]の欄に示す。
【0051】
[実施例7]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表1に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせた。なお、貼り合わせ条件は、表1の[1次貼り合わせ]の欄に示す。
実施例7においては、貼り合わせた積層体に、単層のシート材をPVA(polyvinyl alcohol)を用いて貼り合わせて、実施例7のキッチンペーパーとした。なお、積層体と単層のシート材との貼り合わせ条件は、表1の[2次貼り合わせ]の欄に示す。
【0052】
[実施例8]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表1に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせた。なお、貼り合わせ条件は、表1の[1次貼り合わせ]の欄に示す。
実施例8においては、貼り合わせた積層体を2つ作成し、2つの積層体をPVA(polyvinyl alcohol)を用いて貼り合わせて、実施例8のキッチンペーパーとした。なお、2つの積層体の貼り合わせ条件は、表1の[2次貼り合わせ]の欄に示す。
【0053】
[比較例1]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表2に示す値を有するシート材を作成した。
次に、作成したシート材を、PVAを用いて貼り合わせて、比較例1のキッチンペーパーとした。なお、貼り合わせ条件は、表2の[2次貼り合わせ]の欄に示す。
【0054】
[比較例2、3]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表2に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせ、比較例2、3のキッチンペーパーとした。なお、貼り合わせ条件は、表2の[1次貼り合わせ]の欄に示す。
【0055】
[比較例4〜7]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表2に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合したPVA又は澱粉にSAPを加えた溶液を用いて貼り合わせて、比較例4〜7のキッチンペーパーとした。なお、貼り合わせ条件は、表2の[1次貼り合わせ]の欄に示す。
【0056】
【表1】

【0057】
【表2】
【0058】
<品質評価試験>
上記実施例1〜8及び比較例1〜7のキッチンペーパーについて、吸水量、吸油量、及び引張り強度を測定し、その結果を表1、表2に示した。なお、各キッチンペーパーの坪量及び紙厚は、表1、表2に示した通りである。
吸水量、吸油量、及び引張り強度の測定方法は以下の通りである。
【0059】
(吸水量)
吸水量は、100mm四方に裁断した乾燥状態の試料(各キッチンペーパー)の重量を測定したのち試料を純水中に十分に浸漬させ、次いで、純水中から引き上げて30秒後の重量を測定し、その測定値から乾燥状態時の重量を引いた値を吸水量とした。
【0060】
(吸油量)
吸油量は、100mm四方に裁断した乾燥状態の試料(各キッチンペーパー)の重量を測定したのち試料をサラダ油中に15秒浸漬させ、次いで、サラダ油(日清オイリオグループ株式会社製)中から引き上げて25秒後の重量を測定し、その測定値から乾燥状態時の重量を引いた値を吸油量とした。
【0061】
(引張り強度)
引張強度は、JIS P 8113の引張試験方法に準じて行った。その中でJIS P 8111に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定した値である。
【0062】
<官能評価試験>
上記実施例1〜8及び比較例1〜7のキッチンペーパーについて、評価者10名の官能評価にて、拭き取り時のシート材の接着性、使用時の柔らかさ、及びSAPの脱離の有無を評価し、その結果を表1、表2に示した。なお、試験方法は以下の通りである。
【0063】
(試験方法)
評価者10名が各キッチンペーパーに対して、評価が良いほど高い点数となるように5段階に点数をつけ、10名の合計点を平均化した。
【0064】
<総合評価>
実施例1〜8及び比較例1より、SAPを備えることでキッチンペーパーの吸水量が高くなることがわかる。
また、実施例1〜8及び比較例2、3より、塗布面積率を20〜50%とすることで、キッチンペーパーの接着性及び使用時の柔らかさが良好となることがわかる。
また、実施例1〜8及び比較例4〜6より、水系接着剤を用いることで、SAPを好ましい状態でキッチンペーパーに固定させることができることがわかる。
【符号の説明】
【0065】
1、1A、1B キッチンペーパー(衛生薄葉紙)
10 積層体
11、12、14 シート材
T1 接着部
T2 非接着部
13 樹脂分散液
100 ワインダー
【技術分野】
【0001】
本発明は、衛生薄葉紙及び衛生薄葉紙の製造方法に関する。
【背景技術】
【0002】
台所、調理場等において広く使用されているキッチンペーパーなどの衛生薄葉紙は、主にパルプ原料を湿式抄紙して製造されるシート材を貼り合せて製造する紙タイプのものと、繊維ウェブを乾燥状態で積層固定して製造する不織布タイプのものとがある。このうち紙タイプの衛生薄葉紙は、家庭用として汎用的に使用されており、用途上、高い吸水量が求められている。
このため、衛生薄葉紙においては、シート材を積層してエンボス加工を施すことでシート材間に空隙を形成し、空隙による毛管現象を利用して各シート材のエンボス間の空隙に水分、油分等を取り込み保持することにより吸水量を大きくした構成などが採用されている。
【0003】
また、従来より、吸収性物品において、高吸水性樹脂を使用して水分の吸水量を高める技術が知られている。高吸水性樹脂としては、一般的に、例えば、ポリアクリル酸ナトリウム等を顆粒状にしたものなどが用いられる。
例えば、特許文献1には、繊維集合体及び繊維ウェブを備え、高吸収性ポリマー(高吸水性樹脂)をその内部に含んだ吸収性シートが提案されている。かかる技術によれば、高吸収性ポリマーの吸収特性を備えた吸収性シートを提供することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−246395号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1では、繊維集合体を構成する繊維と繊維ウェブを構成する繊維との間での機械的絡み合い、水素結合(及び紙力補強剤)並びに熱融着等により、上記繊維集合体と上記繊維ウェブとを一体化することにより、高吸収性ポリマーを吸収性シートの内部に固定し、その脱落を防止する構成である。
このため、高吸収性ポリマーの膨潤時などに、当該高吸収性ポリマーがその重みで繊維ウェブから突出して離脱してしまう恐れを完全になくすことができないという問題があった。
【0006】
本発明の課題は、高吸水性樹脂が離脱することなく固定され、高い吸水性を備えた衛生薄葉紙及びこの衛生薄葉紙の製造方法を提供することである。
【課題を解決するための手段】
【0007】
以上の課題を解決するため、
請求項1に記載の発明は、衛生薄葉紙において、
複数のシート材が、水分を含有する水系接着剤に高吸水性樹脂を分散させて成る樹脂分散液により貼り合わされて形成された積層体を備え、
前記樹脂分散液には、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤が含有されていることを特徴とする。
【0008】
また、請求項2に記載の発明は、請求項1に記載の衛生薄葉紙において、
前記水系接着剤は、ヒドロキシエチルセルロース又はカルボキシルメチルセルロースナトリウム塩であることを特徴とする。
【0009】
また、請求項3に記載の発明は、請求項1又は2に記載の衛生薄葉紙において、
前記吸水阻止剤は、塩化ナトリウムであることを特徴とする。
【0010】
また、請求項4に記載の発明は、請求項1〜3の何れか一項に記載の衛生薄葉紙において、
前記樹脂分散液は、所定方向に沿って接着部と非接着部とが交互に配された所定のパターンで前記複数のシート材の間に配されていることを特徴とする。
【0011】
また、請求項5に記載の発明は、請求項1〜4の何れか一項に記載の衛生薄葉紙において、
前記積層体には、エンボス加工が施されていることを特徴とする。
【0012】
また、請求項6に記載の発明は、請求項5に記載の衛生薄葉紙において、
エンボス加工が施された前記積層体には、エンボス加工が施された単層のシート材が接着剤を介して積層されていることを特徴とする。
【0013】
また、請求項7に記載の発明は、請求項5に記載の衛生薄葉紙において、
エンボス加工が施された前記積層体を複数備え、
複数の前記積層体は、接着剤を介して積層されていることを特徴とする。
【0014】
また、請求項8に記載の発明は、
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分を含有する水系接着剤に、高吸水性樹脂と、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤とが含有された樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、前記複数のシート材のうち所定のシートの内面に塗布する塗布工程と、
前記塗布工程により塗布された前記樹脂分散液を介して、複数のシート材を貼り合わせる貼合工程と、
を有することを特徴とする。
【0015】
また、請求項9に記載の発明は、請求項8に記載の衛生薄葉紙の製造方法において、
前記貼合工程により貼り合わせて形成された積層体に、エンボス加工を施すエンボス加工工程を有することを特徴とする。
【発明の効果】
【0016】
本発明によれば、高吸水性樹脂を水系接着剤に混入することで、高吸水性樹脂を衛生薄葉紙から離脱する恐れなしに、シート材間に分散して固定させることができる。また、水系接着剤に吸水阻止剤が配合されているため、高吸水性樹脂を水系接着剤に混入した際に、この高吸水性樹脂が膨潤することがなく、水分の拭き取りを行った際に、高吸水性樹脂により水分を吸収することができる。
よって、高吸水性樹脂が離脱することなく固定され、高い吸水性を備えた衛生薄葉紙を実現することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の衛生薄葉紙の外観図である。
【図2】図1の衛生薄葉紙のII−II線に沿った拡大断面図である。
【図3】本発明の衛生薄葉紙の製造方法を示すフローチャートである。
【図4】本発明の衛生薄葉紙の製造方法を説明するための図である。
【図5】本発明の衛生薄葉紙の変形例1を示す断面図である。
【図6】本発明の衛生薄葉紙の変形例2を示す断面図である。
【発明を実施するための形態】
【0018】
以下、本発明に係る衛生薄葉紙の実施の形態を詳細に説明する。なお、本発明に係る実施の形態では、衛生薄葉紙をキッチンペーパーとして説明する。
【0019】
先ず、構成について説明する。
本実施形態におけるキッチンペーパー1は、図1に示すように、ロール状に巻かれた状態となっており、図4に示すように、ワインダー100(後述)により、かかる状態に製造されるものである。
キッチンペーパー1は、図2に示すように、2枚のシート材11,12が、粘着性を有する樹脂分散液13(後述)により貼り合わされた積層体10を備えて構成されている。
【0020】
2枚のシート材11,12は、樹脂分散液13により貼り合わせられているため、キッチンペーパー1は、図2に示すように、断面視において2枚のシート材11,12の間に樹脂分散液13が介在する構成となっている。
このとき樹脂分散液13は、所定方向(図2では、シート材11,12の長手方向)に沿って接着部T1と非接着部T2とが交互に配された線状や格子状等の所定のパターンにて、シート材11及び/又はシート材12に塗布されている。これにより、樹脂分散液13は、接着部T1と非接着部T2とが交互に配された所定のパターンで、シート材11,12の間に配されることとなる。
かかる構成とすることで、水分の拭き取りを行った際に、接着部T1で水分を吸収し、非接着部T2で水分を拡散させることができ、吸水速度をより向上させることができる。また、油分を吸収する場合には、非接着部T2から油分を浸透させることができ、吸油性を妨げることがない。
【0021】
また、シート材11、12を積層した積層体10には、エンボス加工が施されている。エンボス加工を施すことで、シート材11,12に水分や油分を吸収・保持させる凹凸空間が形成されるため、水分を吸収する際に、吸収量を大きくすることができる。
なお、シート材11、12を積層した積層体10に、エンボス加工を施さない構成とすることもできる。この場合には、エンボス加工の施されたキッチンペーパーと比較して嵩を低くすることができ、コンパクトなキッチンペーパーとすることができる。
【0022】
なお、積層されるシート材の枚数は2枚に限定されるものではない。シート材を2枚以上積層する場合にも、樹脂分散液13により各シート材を貼り合せればよい。
【0023】
シート材11,12は、針葉樹クラフトパルプ(NBKP)、広葉樹クラフトパルプ(LBKP)のうち、少なくとも何れか一方が配合された原料パルプを原料としている。
NBKPの原料である針葉樹は、広葉樹と比較して繊維長が2倍以上長い。そのため、NBKPを配合することによって、繊維間の結合が強くなり、紙基材の強度(紙力)を上げることができる。
LBKPの原料である広葉樹は、繊維長が短い。そのため、LBKPを配合することによって、紙基材の表面は滑らかになり、地合を良くすることができる。
したがって、NBKPとLBKPとの配合割合は、キッチンペーパー1が備えるべき特性に応じて、適宜設定すると好適である。すなわち、紙力を向上させたい場合には、NBKPの配合割合を高め、滑らかさを向上させたい場合には、LBKPの配合割合を高めると効果的である。
【0024】
また、原料パルプとしては、NBKPやLBKPなどの化学パルプだけでなく、その他好適なパルプを用いることができる。例えば、未晒しの針葉樹クラフトパルプ(NUKP)や、未晒しの広葉樹クラフトパルプ(LUKP)、古紙パルプ(DIP)、非木材パルプ(例えば、ケナフ、マニラ麻、バガス、コットンリンターなど)、機械パルプ(例えば、サーモメカニカルパルプ:TMP、ケミサーモメカニカルパルプ:CTMP、脱色ケミサーモメカニカルパルプ:BCTMPなど)などを用いることができる。
【0025】
シート材11,12の1プライ(1P)あたりの坪量は、10〜50g/m2が好ましい。坪量が10g/m2を下回ると、シート材11、12が薄くなることで、シートの破れにくさや吸収性能について、満足し難い商品となってしまう。一方、坪量が50g/m2を上回ると、シート材11、12自体が硬くなり、使用感が低下するからである。近年、IHクッキングヒーターが普及しており、ヒーター表面を傷つけずに軽く拭きたいという使用者の要望があるが、この要望に反した商品となってしまう。
なお、坪量は、JIS P 8124(1998)の米坪測定方法による。
【0026】
また、シート材11,12の紙厚(1プライで測定する時の厚さ)は、80〜240μmとすることが好ましい。紙厚が80μm未満では、キッチンペーパーとしての強度を適正に確保することが困難となる。また、240μm超では、使用時にゴワツキ感が生じるようになる。
紙厚の測定方法としては、JIS P 8111(1998)の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする(JIS P 8118(1998)に準じる)。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。プランジャーの端子は金属製で直径10mmの平面が紙平面に対し垂直に当たるようにし、この紙厚測定時の荷重は、約70gfである。なお、紙厚は測定を10回行って得られる平均値とする。
【0027】
また、シート材11,12はクレープ加工されていることが好ましい。それにより柔らかくなり嵩が高まることに加え、表面が凹凸となることで、液吸収速度が速くなる。
基材シートのクレープ率は、16%以上とすることが好ましい。16%以上のクレープ率とすることで、使用時に、水分が逆戻りするのを防止することができる。
なお、クレープ率とは、下式で表わされるものとする。
クレープ率:(製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100
【0028】
このようなシート材11,12は、周知の湿式方法により製造することが可能である。すなわち、シート材11,12は、原料から繊維(原料パルプ)の懸濁液である紙料を調整する紙料調整工程と、紙料から原料パルプを抄いて、繊維ウェブを形成し、当該形成した繊維ウェブを乾燥させる抄紙工程とによって製造される。
【0029】
樹脂分散液13は、高吸水性樹脂(SAP:Super Absorbent Polymer)を、塩化ナトリウム等が配合された水系接着剤に分散させた粘着性液体である。
【0030】
水系接着剤は、溶剤として水が使用された接着剤である。本発明において用いられる水系接着剤は、塩化ナトリウムを飽和させても粘性を失わないものが好ましく、例えば、ヒドロキシエチルセルロース(HEC)又はカルボキシルメチルセルロースナトリウム塩(CMC−Na)等を使用するのが好適である。
かかる水系接着剤は、その粘性により、当該水系接着剤にSAPが添加された際にSAPを安定して分散させる。
なお、例えば、澱粉、PVA、CMC等の接着剤は、塩化ナトリウムにより粘性が低下するため不適切である。
【0031】
塩化ナトリウムは、SAPの水系接着剤中の水分の吸収を妨げる吸水阻止剤として機能し、水系接着剤中で飽和状態となっている。
塩化ナトリウムを水系接着剤中で飽和状態とすることで、水系接着剤にSAPを添加した際に、その時点でSAPが水系接着剤中の水分により膨潤するのを防止することができる。塩化ナトリウムが足りないと、水系接着剤にSAPを添加した際に、SAPが水系接着剤中の水分を吸収してしまうため、水系接着剤の機能が損なわれてしまう。
【0032】
SAPは、例えば、アクリル酸またはアクリル酸塩の重合体、またはこれらとの共重合体が主であるが、他に用いることができるものと共に具体的に列挙すれば、例えば、ポリ(メタ)アクリル酸塩またはその塩を主成分とし、場合により架橋剤を添加してなる水溶性のエチレン性不飽和ポリマーの他、ポリエチレンオキシド、ポリビニルピロリドン、スルホン化ポリスチレン及びポリビニルピリジンの架橋物、デンプン−ポリ(メタ)アクリロニトリルグラフト共重合体のケン化物、デンプン−ポリ(メタ)アクリル酸(及びその塩)グラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト共重合物(及びその架橋物)、デンプン−ポリ(メタ)アクリルエステルグラフト重合物の加水分解物などが挙げられる。また、ポリビニルアルコールスルホン酸塩、ポリビニルアルコール−アクリル酸グラフト共重合物なども例示できる。好ましくは、アクリル酸またはアクリル酸塩を主成分とする水溶性エチレン性不飽和単量体の重合体またはその架橋物である。
【0033】
SAPは、水系接着剤への分散性を考慮して、その平均粒径を50〜300μmとすることが好ましい。平均粒径が300μmより大きいと、水系接着剤中で沈みやすくなり、一方、平均粒径が50μm未満であると、水系接着剤中の水分を吸収し過ぎて粘度を高めてしまうためである。なお、平均粒径は、粒度分布(%)から算出している。
また、SAPの水系接着剤中の含有量は、0.01〜30重量%であることが好ましい。SAPの含有量が0.01重量%未満であると効果が得られず、一方、30重量%より大きいと沈殿が多くなり塗布が安定しないためである。
【0034】
また、SAPの製造方法としては、水溶液重合方法(破砕法)及び逆相懸濁重合方法の2種類が挙げられる。
水溶液重合方法は、モノマー水溶液を重合させ、ゲル化させたものを乾燥させた後、粉砕する方法である。この水溶液重合方法の特徴は、原料のモノマーから重合するので、重合度の調整が可能であるため、重合を伸ばすことで、分子量を大きくでき、吸水力の高いポリマーを合成できることにある。
逆相懸濁重合方法は、有機溶媒中にモノマー水滴を分散させ、撹拌することで、パール状のポリマーを製造する方法である。この逆相懸濁重合方法の特徴は、第1に、粒子同士が繋がっている形状をとるため、粒子表面積が大きく吸水スピードが速いこと、第2に、一定の撹拌速度で製造するため、粒度分布が安定しており、吸水量や吸水速度など品質精度の高いポリマーが製造できることにある。
なお、SAPの製造方法としては上記した2つの方法が挙げられるが、より吸水力を高めるためには、水溶液重合方法が好ましい。
【0035】
このような樹脂分散液13のシート材の米坪に対する塗布面積率は、20〜50%とすることが好ましい。
塗布面積率が50%より大きいと、紙力強度が著しく減衰し、ロール加工し難くなると推測される。一方、塗布面積率が20%より小さいと、接着性が低下するためである。
【0036】
ここで、キッチンペーパー1の製造方法について説明する。
キッチンペーパー1は、図3に示すように、樹脂分散液作成工程(ステップS1)と、塗布工程(ステップS2)と、貼合工程(ステップS3)と、エンボス加工工程(ステップS4)とを有する製造方法にて製造される。
【0037】
樹脂分散液作成工程(ステップS1)は、水系接着剤に塩化ナトリウムを配合し、これにSAPを添加して、樹脂分散液13を作成する工程である。
塗布工程(ステップS2)は、樹脂分散液作成工程(ステップS1)により作成した樹脂分散液13を、シート材11及び/又はシート材12に塗布する工程である。
貼合工程(ステップS3)は、塗布工程(ステップS2)により樹脂分散液13の塗布されたシート材11及び/又はシート材12を、貼り合わせて積層体10を形成する工程である。
エンボス加工工程(ステップS4)は、貼合工程(ステップS3)により形成された積層体10にエンボス加工を施す工程である。
【0038】
図4は、キッチンペーパー1を製造するのに用いるワインダー100の概略構成図である。
先ず、ワインダー100を使用するにあたって、抄紙設備(図示省略)において薄葉紙を抄造して巻き取ることで2つの一次原反ロールR1,R2(ロール状のシート材11,12)を製造し、この一次原反ロールをワインダー100にセットする。
また、樹脂分散液13を作成し(樹脂分散液作成工程)、ワインダー100の搬送経路上に、当該樹脂分散液13を充填した塗布装置103をセットする。
次に、2つの一次原反ロールからそれぞれシート材11,12を連続して繰り出して、ローラ101にて重ね合わせる。
次に、重ね合わされた2つのシート材11,12を、キャレンダー102を経て2つに分離し、そのうち一方のシート材の内面側に塗布装置103により樹脂分散液13を塗布する(塗布工程)。
なお、一方のシート材だけではなく、両方のシート材の内面側に樹脂分散液13を塗布することとしても良い。
また、樹脂分散液13の塗布は、凸版方式或いはフレキソ方式によって行われる。
次に、キャレンダー104にて、2つのシート材11,12を再度重ね合わせ、樹脂分散液13を介して2つのシート材11,12を接着する(貼合工程)。
次に、接着された連続シートに対して、エンボス加工部105によりエンボス加工を施し(エンボス加工工程)、その後、スリッター106により、所定幅となるように幅方向の端部を切り落として、2プライからなる二次原反ロールR3(ロール状のキッチンペーパー1)とする。
【0039】
次に、作用について説明する。
本実施形態のキッチンペーパー1においては、塩化ナトリウムを含んだ水性接着剤にSAPを分散させた樹脂分散液13を用いて、シート材11,12を貼りあわせている。
このとき、SAPを水系接着剤に混入することで、キッチンペーパー1から離脱する恐れなしに、シート材11,12間に分散して固定させることができる。
また、水系接着剤に塩化ナトリウムが配合されているため、SAPを水系接着剤に混入した際に、このSAPが膨潤することがない。
そして、このキッチンペーパー1では、水分の多い食材の水切りに用いられた場合や台所周りの拭き取りに用いられた場合に、シート材11,12を透過した水分が、SAPにより吸収保持される。
SAPは、自重の十倍以上の吸水力があり、圧力をかけても離水しにくいという特徴があるため、キッチンペーパー1の吸水力は、SAPを備えないものと比較して格段に向上する。
また、SAPは水分を吸収することで膨潤するため、水分の裏抜けが発生しにくく、キッチンペーパー1が破れにくい。
【0040】
また、樹脂分散液13は、シート材11,12の全面ではなく、線状や格子状の特定のパターンで均一に塗布されており、シート材11,12間には、樹脂分散液13が塗布された接着部T1と、樹脂分散液13が塗布されていない非接着部T2が存在する。
このため、接着部T1で水分を吸収し、非接着部T2で水分を拡散することができるので、吸水速度をより速くすることができる。また、油分を払拭した際には、非接着部T2から油分が浸透するので、キッチンペーパー1の吸油性が妨げられることもない。
【0041】
以上のように、本実施形態によれば、キッチンペーパー1は、2枚のシート材11,12が、水分を含有する水系接着剤(ヒドロキシエチルセルロース又はカルボキシルメチルセルロースナトリウム塩)にSAPを分散させて成る樹脂分散液13により貼り合わされて形成された積層体10を備え、樹脂分散液13には、SAPの水分の吸収を妨げる吸水阻止剤(塩化ナトリウム)が含有されている。
従って、SAPを水系接着剤に混入することで、SAPをキッチンペーパー1から離脱する恐れなしに、シート材11,12間に分散して固定させることができる。
また、水系接着剤に吸水阻止剤が配合されているため、SAPを水系接着剤に混入した際に、このSAPが膨潤することがなく、水分の拭き取りを行った際に、SAPにより水分を吸収することができる。
よって、SAPが離脱することなく固定され、高い吸水性を備えたキッチンペーパー1を実現することができる。
【0042】
また、本実施形態によれば、樹脂分散液13は、所定方向に沿って接着部T1と非接着部T2とが交互に配された所定のパターンで2枚のシート材の間に配されている。
このため、水分の拭き取りを行った際に、接着部T1で水分を吸収し、非接着部T2で水分を拡散させることができるので、吸水速度をより向上させることができる。
また、油分を吸収する場合には、非接着部T2から油分を浸透させることができ、キッチンペーパー1の吸油性を妨げることがない。
【0043】
また、本実施形態によれば、2枚のシート材11,12の積層体10には、エンボス加工が施されている。
このため、シート材11,12に水分や油分を吸収・保持させる凹凸空間が形成されるため、水分を吸収する際に、より吸収量を大きくすることができる。
【0044】
また、本実施形態によれば、水系接着剤に、SAPと、SAPの水分の吸収を妨げる吸水阻止剤とが含有された樹脂分散液13を作成する樹脂分散液作成工程(ステップS1)と、樹脂分散液13を、複数のシート材11,12のうち所定のシートの内面に塗布する塗布工程(ステップS2)と、樹脂分散液13を介して複数のシート材11,12を貼り合わせる貼合工程(ステップS3)と、貼り合わせられた複数のシート材11,12の積層体10に、エンボス加工を施すエンボス加工工程(ステップS4)と、を有する製造方法によりキッチンペーパー1が製造される。
このため、顆粒状のSAPの離脱を防止しつつ膨潤させることなしに、SAPをシート材11に分散するように塗布(固着)させることができ、SAPの高い吸水性を備えたキッチンペーパー1を製造することができる。
【0045】
(変形例1)
変形例1のキッチンペーパー1Aは、図5に示すように、2枚のシート材11,12を樹脂分散液13を介して積層した積層体10と、単層のシート材14とが接着剤15により積層された状態で貼り合わされている。接着剤15は、例えば、PVA(polyvinyl alcohol)などが使用される。
【0046】
変形例1においては、積層体10とシート材14とはそれぞれエンボス加工が施されており、積層体10のエンボス凸部と、シート材14のエンボス凸部とが対面する所謂ティップトゥティップ形式で貼り合わされている。
なお、積層体10のエンボスの凹部に対して、シート材14のエンボスの凸部が対面して臨むいわゆる所謂ネステッド形式としても良い。
かかる構成とすることで、積層体10とシート材14との間により多くの空隙が形成されるので、吸水スピードを速くすることができる。
なお、積層体10とシート材14の何れか一方を、エンボス加工無しとすることしてもよい。
【0047】
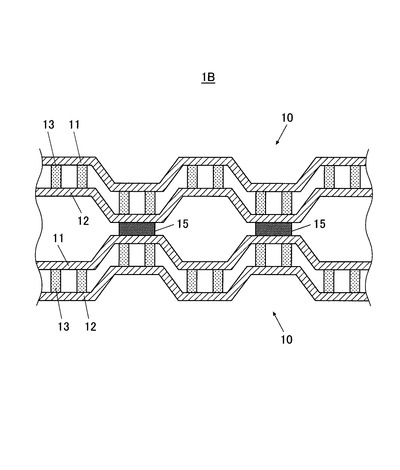
(変形例2)
変形例2のキッチンペーパー1Bは、図6に示すように、2枚のシート材11,12を樹脂分散液13を介して積層した積層体10,10が、接着剤15により積層された状態で貼り合わされている。接着剤15は、例えば、PVA(polyvinyl alcohol)などが使用される。
【0048】
変形例2においては、積層体10,10はそれぞれエンボス加工が施されており、一の積層体10のエンボス凸部と、他の積層体10のエンボス凸部とが対面するティップトゥティップ形式で貼り合わされているが、ネステッド形式としても良い。
かかる構成とすることで、積層体10,10の間により多くの空隙が形成されるので、吸水スピードを速くすることができる。
なお、積層体10,10の何れか一方を、エンボス加工無しとすることしてもよい。
【実施例】
【0049】
次に、実施例を挙げて、本発明をより具体的に説明するが、勿論本発明はこれらの実施例に限定されるものではない。なお、特に断らない限り、例中の%は質量%を示す。
【0050】
[実施例1〜6]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表1に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせて、実施例1〜6のキッチンペーパーとした。なお、貼り合わせ条件は、表1の[1次貼り合わせ]の欄に示す。
【0051】
[実施例7]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表1に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせた。なお、貼り合わせ条件は、表1の[1次貼り合わせ]の欄に示す。
実施例7においては、貼り合わせた積層体に、単層のシート材をPVA(polyvinyl alcohol)を用いて貼り合わせて、実施例7のキッチンペーパーとした。なお、積層体と単層のシート材との貼り合わせ条件は、表1の[2次貼り合わせ]の欄に示す。
【0052】
[実施例8]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表1に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせた。なお、貼り合わせ条件は、表1の[1次貼り合わせ]の欄に示す。
実施例8においては、貼り合わせた積層体を2つ作成し、2つの積層体をPVA(polyvinyl alcohol)を用いて貼り合わせて、実施例8のキッチンペーパーとした。なお、2つの積層体の貼り合わせ条件は、表1の[2次貼り合わせ]の欄に示す。
【0053】
[比較例1]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表2に示す値を有するシート材を作成した。
次に、作成したシート材を、PVAを用いて貼り合わせて、比較例1のキッチンペーパーとした。なお、貼り合わせ条件は、表2の[2次貼り合わせ]の欄に示す。
【0054】
[比較例2、3]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表2に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合した水性接着剤にSAPを加えて作成した樹脂分散液を用いて貼り合わせ、比較例2、3のキッチンペーパーとした。なお、貼り合わせ条件は、表2の[1次貼り合わせ]の欄に示す。
【0055】
[比較例4〜7]
パルプ配合率、クレープ率、湿潤紙力剤、坪量、及び紙厚が、表2に示す値を有するシート材を作成した。
次に、作成したシート材を、塩化ナトリウムを配合したPVA又は澱粉にSAPを加えた溶液を用いて貼り合わせて、比較例4〜7のキッチンペーパーとした。なお、貼り合わせ条件は、表2の[1次貼り合わせ]の欄に示す。
【0056】
【表1】
【0057】
【表2】
【0058】
<品質評価試験>
上記実施例1〜8及び比較例1〜7のキッチンペーパーについて、吸水量、吸油量、及び引張り強度を測定し、その結果を表1、表2に示した。なお、各キッチンペーパーの坪量及び紙厚は、表1、表2に示した通りである。
吸水量、吸油量、及び引張り強度の測定方法は以下の通りである。
【0059】
(吸水量)
吸水量は、100mm四方に裁断した乾燥状態の試料(各キッチンペーパー)の重量を測定したのち試料を純水中に十分に浸漬させ、次いで、純水中から引き上げて30秒後の重量を測定し、その測定値から乾燥状態時の重量を引いた値を吸水量とした。
【0060】
(吸油量)
吸油量は、100mm四方に裁断した乾燥状態の試料(各キッチンペーパー)の重量を測定したのち試料をサラダ油中に15秒浸漬させ、次いで、サラダ油(日清オイリオグループ株式会社製)中から引き上げて25秒後の重量を測定し、その測定値から乾燥状態時の重量を引いた値を吸油量とした。
【0061】
(引張り強度)
引張強度は、JIS P 8113の引張試験方法に準じて行った。その中でJIS P 8111に規定された標準条件下で、縦方向及び横方向に幅25mmに裁断するものとする。ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定した値である。
【0062】
<官能評価試験>
上記実施例1〜8及び比較例1〜7のキッチンペーパーについて、評価者10名の官能評価にて、拭き取り時のシート材の接着性、使用時の柔らかさ、及びSAPの脱離の有無を評価し、その結果を表1、表2に示した。なお、試験方法は以下の通りである。
【0063】
(試験方法)
評価者10名が各キッチンペーパーに対して、評価が良いほど高い点数となるように5段階に点数をつけ、10名の合計点を平均化した。
【0064】
<総合評価>
実施例1〜8及び比較例1より、SAPを備えることでキッチンペーパーの吸水量が高くなることがわかる。
また、実施例1〜8及び比較例2、3より、塗布面積率を20〜50%とすることで、キッチンペーパーの接着性及び使用時の柔らかさが良好となることがわかる。
また、実施例1〜8及び比較例4〜6より、水系接着剤を用いることで、SAPを好ましい状態でキッチンペーパーに固定させることができることがわかる。
【符号の説明】
【0065】
1、1A、1B キッチンペーパー(衛生薄葉紙)
10 積層体
11、12、14 シート材
T1 接着部
T2 非接着部
13 樹脂分散液
100 ワインダー
【特許請求の範囲】
【請求項1】
複数のシート材が、水分を含有する水系接着剤に高吸水性樹脂を分散させて成る樹脂分散液により貼り合わされて形成された積層体を備え、
前記樹脂分散液には、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤が含有されていることを特徴とする衛生薄葉紙。
【請求項2】
前記水系接着剤は、ヒドロキシエチルセルロース又はカルボキシルメチルセルロースナトリウム塩であることを特徴とする請求項1に記載の衛生薄葉紙。
【請求項3】
前記吸水阻止剤は、塩化ナトリウムであることを特徴とする請求項1又は2に記載の衛生薄葉紙。
【請求項4】
前記樹脂分散液は、所定方向に沿って接着部と非接着部とが交互に配された所定のパターンで前記複数のシート材の間に配されていることを特徴とする請求項1〜3の何れか一項に記載の衛生薄葉紙。
【請求項5】
前記積層体には、エンボス加工が施されていることを特徴とする請求項1〜4の何れか一項に記載の衛生薄葉紙。
【請求項6】
エンボス加工が施された前記積層体には、エンボス加工が施された単層のシート材が接着剤を介して積層されていることを特徴とする請求項5に記載の衛生薄葉紙。
【請求項7】
エンボス加工が施された前記積層体を複数備え、
複数の前記積層体は、接着剤を介して積層されていることを特徴とする請求項5に記載の衛生薄葉紙。
【請求項8】
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分を含有する水系接着剤に、高吸水性樹脂と、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤とが含有された樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、前記複数のシート材のうち所定のシートの内面に塗布する塗布工程と、
前記塗布工程により塗布された前記樹脂分散液を介して、複数のシート材を貼り合わせる貼合工程と、
を有することを特徴とする衛生薄葉紙の製造方法。
【請求項9】
前記貼合工程により貼り合わせて形成された積層体に、エンボス加工を施すエンボス加工工程を有することを特徴とする請求項8に記載の衛生薄葉紙の製造方法。
【請求項1】
複数のシート材が、水分を含有する水系接着剤に高吸水性樹脂を分散させて成る樹脂分散液により貼り合わされて形成された積層体を備え、
前記樹脂分散液には、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤が含有されていることを特徴とする衛生薄葉紙。
【請求項2】
前記水系接着剤は、ヒドロキシエチルセルロース又はカルボキシルメチルセルロースナトリウム塩であることを特徴とする請求項1に記載の衛生薄葉紙。
【請求項3】
前記吸水阻止剤は、塩化ナトリウムであることを特徴とする請求項1又は2に記載の衛生薄葉紙。
【請求項4】
前記樹脂分散液は、所定方向に沿って接着部と非接着部とが交互に配された所定のパターンで前記複数のシート材の間に配されていることを特徴とする請求項1〜3の何れか一項に記載の衛生薄葉紙。
【請求項5】
前記積層体には、エンボス加工が施されていることを特徴とする請求項1〜4の何れか一項に記載の衛生薄葉紙。
【請求項6】
エンボス加工が施された前記積層体には、エンボス加工が施された単層のシート材が接着剤を介して積層されていることを特徴とする請求項5に記載の衛生薄葉紙。
【請求項7】
エンボス加工が施された前記積層体を複数備え、
複数の前記積層体は、接着剤を介して積層されていることを特徴とする請求項5に記載の衛生薄葉紙。
【請求項8】
請求項1に記載の衛生薄葉紙を製造するための衛生薄葉紙の製造方法であって、
水分を含有する水系接着剤に、高吸水性樹脂と、前記高吸水性樹脂の水分の吸収を妨げる吸水阻止剤とが含有された樹脂分散液を作成する樹脂分散液作成工程と、
前記樹脂分散液作成工程で作成した前記樹脂分散液を、前記複数のシート材のうち所定のシートの内面に塗布する塗布工程と、
前記塗布工程により塗布された前記樹脂分散液を介して、複数のシート材を貼り合わせる貼合工程と、
を有することを特徴とする衛生薄葉紙の製造方法。
【請求項9】
前記貼合工程により貼り合わせて形成された積層体に、エンボス加工を施すエンボス加工工程を有することを特徴とする請求項8に記載の衛生薄葉紙の製造方法。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−72156(P2013−72156A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212574(P2011−212574)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]