
衛生薄葉紙製品
【課題】カートン箱が不要なポップアップ式の衛生薄葉紙製品を提供する。
【解決手段】
折り畳まれた複数枚の衛生薄葉紙が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束が、外装フィルムにより密封包装され、その包装内が負圧である衛生薄葉紙製品により解決される。
【解決手段】
折り畳まれた複数枚の衛生薄葉紙が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束が、外装フィルムにより密封包装され、その包装内が負圧である衛生薄葉紙製品により解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数枚の折り畳まれた衛生薄葉紙の束を収納箱内に収納してなる衛生薄葉紙製品に関する。
【背景技術】
【0002】
複数枚の衛生薄葉紙が折り畳まれ、その折畳み片が重なるようにして積層された束が、直方体形状の紙製収納箱の内部空間に収納され、使用時にその収納箱の上面に形成された取出口から順次取出していく衛生薄葉紙製品はよく知られるところである。例えば、ティシュペーパー製品、キッチンペーパー製品、ワイプ製品に代表される。
この種の製品の多くは、通常、衛生薄葉紙が原紙を2枚以上重ね合わせたプライ構造とされており、そのプライ構造の衛生薄葉紙が折り重ねられて衛生薄葉紙束となって収納箱内部に収納されている。
そして、その衛生薄葉紙の束は、各々1組の衛生薄葉紙が折り返され、その折り返された衛生薄葉紙の間に他の衛生薄葉紙が挟み込まれ、更に、前記他の衛生薄葉紙が折り返されるという繰り返し構造を有しており、最上層の衛生薄葉紙が前記取出口から取り出されると、これに伴ってその一段下に位置する衛生薄葉紙の一部が取出口から露出されるように形成されている。
これによりいわゆるポップアップ方式により衛生薄葉紙を順次取出すことが可能となっている(例えば、特許文献1〜3参照)。
【0003】
他方で、製品の外郭となる収納箱は内部の衛生薄葉紙を埃や塵から保護する外装、及び物理的な損傷から守る外装として機能し、また、衛生薄葉紙の束を上述のポップアップ可能な積層状態の形状に維持しかつふんわりとした嵩高な状態で維持する機能と、シートの取り出し部分を形成する点で重要である。
しかし、収納箱は、衛生薄葉紙が使用されている期間中、何ら自身が積極的に使用されることはなく、また、内部の衛生薄葉紙を使い切った後には、その収納箱は用を終えて廃棄されるものであり、また流通過程において製品を嵩張らせる主たる原因となっており、製品の流通・運輸コストを高める原因にもなっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−142550号公報
【特許文献2】特開2008−273532号公報
【特許文献3】特開2004−231225号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明の主たる課題は、従来の紙製の収納箱の機能を有しつつも、かさばる収納箱を要しない、且つ衛生面や安全面に優れた衛生薄葉紙製品を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決した本発明及びその作用効果は次記のとおりである。
<請求項1記載の発明>
折り畳まれた複数枚の衛生薄葉紙が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束が、圧縮状態で外装フィルムにより密封包装されていることを特徴とする衛生薄葉紙製品。
【0007】
(作用効果)
本発明では、衛生薄葉紙の束が圧縮状態で外装フィルムにより密封包装されているとともに、その包装内が負圧にされている。したがって、衛生薄葉紙の束は、積層間の空気量が少なく、結果的に押し潰された状態を維持しつつ包装されている。このため、製品は、非包装状態や収納箱のような硬質で形状保持性のある包装体内に収納された状態と比較するとコンパクトな形状となる。しかも、この状態では、衛生薄葉紙の束自体のふんわり感が一時的抑制され、比較的、製品全体が硬質なものとなり、流通・運輸・陳列の点で硬質な箱体と比較して何ら遜色のないものとなる。
そのうえ、外装フィルムにより密封されていることから、従来の紙製の収納箱と比較して埃・塵、さらには水分等の内部への進入が確実に防止され、衛生面・安全面でも優れた製品となる。また、従来製品以上に長期保管にも適する。
【0008】
他方、包装体内部の気密性・液密性が保たれ、包装前に衛生薄葉紙に紫外線殺菌、加熱殺菌などの殺菌処理をしてより衛生面を高めることができる。また衛生薄葉紙内部の空気を負圧にすることにより、内部の衛生薄葉紙の酸化、劣化、変色等を遅らせることが可能になる。
【0009】
さらに、外装フィルムは、従来の一般的な紙製収納箱と比較して、伸縮性・変形性があり、使用後には小さく丸めて回収することができ、ティシューカートンのように窓フィルムを分離して回収する必要はない。また生分解性フィルムを使用して廃棄処理するなど、環境に配慮した設計とすることができるメリットもある。
【0010】
<請求項2記載の発明>
外装フィルムは、少なくとも高さ方向において衛生薄葉紙の束よりも高いものであり、包装内は負圧にされて外装フィルムも収縮状態とされている請求項1記載の衛生薄葉紙製品。
【0011】
(作用効果)
本発明によれば、外装フィルムの包装を解いたときに、外気が包装内に入り込んで、束共々外装フィルムも復元する。すなわち、復元の点でメリットがある。
また、負圧によるメリットとして、大気圧下での圧縮と比較し、負圧に保持されている間、より衛生薄葉紙シート中の水分量が低下することにより、圧縮によるシート同士の圧着からなるポップアップ不良を防止することができる。
【0012】
<請求項3記載の発明>
包装内の空気圧が3000〜16000Paである請求項1記載の衛生薄葉紙製品。
Paは国際単位系(SI)の圧力・応力の単位である。
【0013】
(作用効果)
当該空気圧であると、外装フィルムの密封を開放したときに衛生薄葉紙の束の復元性に優れるとともに、製品品質も元の圧縮前の品質に復元することができる。
【0014】
<請求項4記載の発明>
密封包装を解いたときに内部の衛生薄葉紙の束の高さ方向の復元率が110〜200%である請求項1記載の衛生薄葉紙製品。
【0015】
(作用効果)
本発明によれば、使用時における衛生薄葉紙の柔らかさ感、ふんわり感が失われずに、紙自体が薄く、また、硬質にならない製品となる。
【0016】
<請求項5記載の発明>
前記外装フィルムの衛生薄葉紙の束の積層上面に対面する位置にスリット孔形成用のミシン目線が形成され、かつ、そのミシン目線を気密にかつ剥離可能な状態で被覆する被覆シートを有する請求項1記載の衛生薄葉紙製品。
【0017】
(作用効果)
簡単に密封状態を解いて使用することができるようになる。
【発明の効果】
【0018】
以上の本発明によれば、従来の紙製の収納箱の機能を有しつつも、かさばる収納箱を要しない衛生薄葉紙製品が提供される。
【図面の簡単な説明】
【0019】
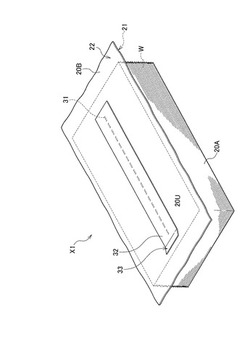
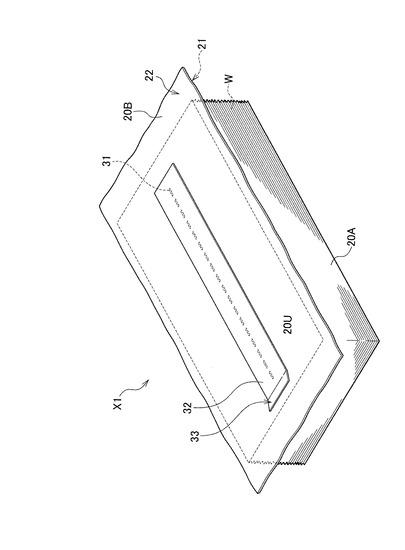
【図1】本発明にかかる衛生薄葉紙製品の斜視図である。
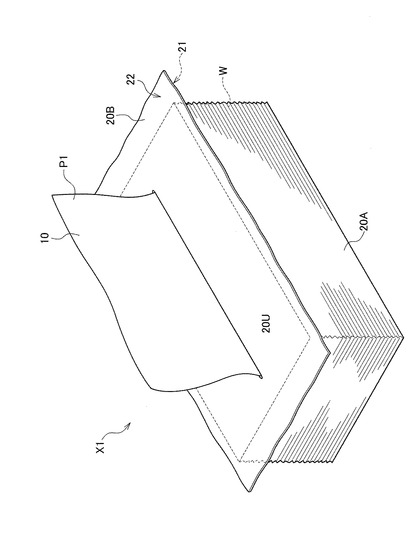
【図2】本発明にかかる衛生薄葉紙製品の使用時の斜視図である。
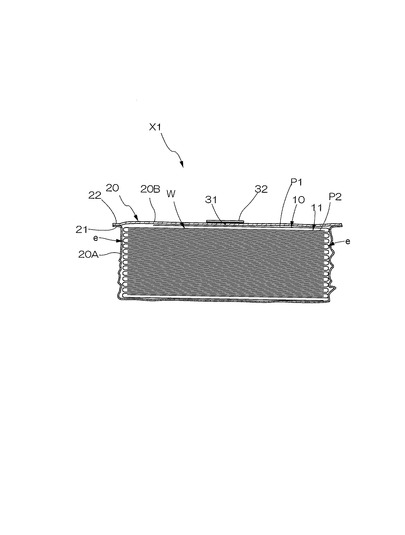
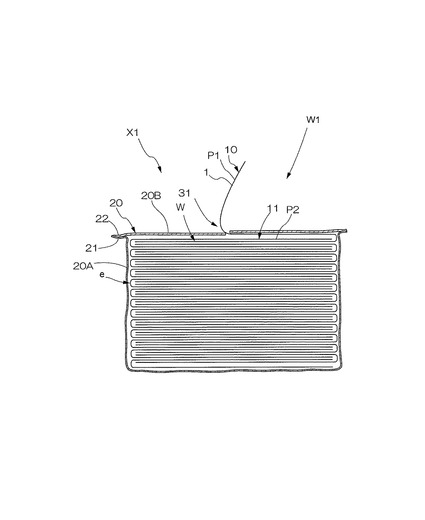
【図3】図1のA―A断面概略図である。
【図4】図2のB―B断面概略図である。
【図5】圧縮荷重試験の概要を示す説明図である。
【発明を実施するための形態】
【0020】
次いで、本発明の実施の形態を図1〜4を参照しながら以下に詳述する。
『衛生薄葉紙製品』
本発明は、折り畳まれた複数枚の衛生薄葉紙1が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束Wが、外装フィルム20により密封包装され、その包装内が負圧である衛生薄葉紙製品X1である。以下、具体的に説明する。
【0021】
〔衛生薄葉紙の構造〕
本発明に係る衛生薄葉紙1は、図示はしないが、例えば、方形をなし、原紙一枚若しくは、同形の原紙が複数枚積層されたプライ構造を有する。プライとは層を意味し、2プライは原紙2枚の重ね合わせである。なお、積層された衛生薄葉紙における、原紙の積層数(プライ数)は、特に限定されるものではなく、例えば2プライ、3プライ、4プライ、又はそれ以上の複数プライで一組とすることができる。一般的には、プライ構造は、2プライ〜4プライとされ、本発明においてプライ構造の衛生薄葉紙とする場合には、この程度のプライ数が特に適する。
なお、本発明及び本明細書において衛生薄葉紙は組数で数える。これは原紙の積層数であるプライ数とは異なるものである。
【0022】
〔衛生薄葉紙の組成・物性〕
他方、本発明にかかる衛生薄葉紙11は、坪量については、1枚当たり、10〜25g/m2の範囲であるのが望ましい。衛生薄葉紙1の坪量が10g/m2未満では、柔らかさの向上の観点からは好ましいものの、使用に耐えうる十分な強度を適正に確保することが困難となり、また、後述する外装フィルム20を開封したときに効果的に形状復元し難い束となる。反対に、また、25g/m2超では、厚くて柔らかなシートを作ることはローション剤を塗布するなどの工程が必要であり、通常の抄紙技術では硬くなりすぎて、肌触りが悪いものとなりやすい。この範囲は、衛生薄葉紙1の用途として、ティシュペーパー、キッチンペーパーとする場合に、特に適する。なお、坪量は、JIS P 8124の坪量測定方法による。
【0023】
他方、本発明の衛生薄葉紙1におけるクレープ率は、10〜30%であるのが望ましい。10%未満であると、使用時に伸びがなく使用感に劣るものとなるとともに、圧縮時にシート同士が密着し復元しにくい仕様となる。30%を超えると紙の表面性が粗く使用感に劣り、また圧縮時に伸びやすく復元しにくい仕様となるのである。
【0024】
他方、紙厚に関して、具体的な数値範囲は適宜調整すればよいことであるが、好適例を示せば、ティシュペーパーの場合、90〜130μm、キッチンペーパーの場合、150〜220μmとするのが好ましい。
【0025】
ここで、本発明における紙厚は、製品シートの紙厚であり、原紙の紙厚ではない。また、衛生薄葉紙1を積層構造とする場合に、各層を構成する原紙の紙厚は、すべて統一する必要がないことは説明しておく。
なお、紙厚の測定方法は、JIS P 8111の条件下で、JIS P 8118による測定とする。
なお、本発明にかかる衛生薄葉紙1については、適宜のエンボス加工が施されていたものでもよいし、また、適宜の保湿剤、柔軟剤等の薬液が内添、外添により担持されたものであってもよい。
【0026】
〔原紙〕
他方、本発明に係る衛生薄葉紙1を構成する原紙について説明すると、この原紙は原料パルプを主原料とする薄葉紙用抄紙原料により製造できる。その原料パルプは、特に限定されない。衛生薄葉紙の具体的な用途に応じて適宜の原料パルプを選択し、また適宜配合して使用することができる。
【0027】
原料パルプを例示すれば、木材パルプ、非木材パルプ、合成パルプ、古紙パルプなどから、より具体的には、砕木パルプ(GP)、ストーングランドパルプ(SGP)、リファイナーグランドパルプ(RGP)、加圧式砕木パルプ(PGW)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ブリーチケミサーモメカニカルパルプ(BCTMP)等の機械パルプ(MP)、化学的機械パルプ(CGP)、半化学的パルプ(SCP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)等のクラフトパルプ(KP)、またそれらの未漂白パルプ、ソーダパルプ(AP)、サルファイトパルプ(SP)、溶解パルプ(DP)等の化学的パルプ(CP)、ナイロン、レーヨン、ポリエステル、ポリビニルアルコール(PVA)等を原料とする合成パルプ、脱墨パルプ(DIP)、ウエストパルプ(WP)等の古紙パルプ、かすパルプ(TP)、木綿、アマ、麻、黄麻、マニラ麻、ラミー等を原料とするぼろパルプ、わらパルプ、エスパルトパルプ、バガスパルプ、竹パルプ、ケナフパルプ等の茎稈パルプ、靭皮パルプ等の補助パルプなどから、一種又は数種を適宜選択して使用することができる。
【0028】
特には、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
【0029】
抄紙原料は、例えば、公知の抄紙工程、具体的には、インレット、ワイヤパート、プレスパート、ドライヤパート、カレンダパート等を経るなどして薄葉紙とする。抄紙に際しては、例えば、PEOなどの繊維分散剤、歩留向上剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、乾燥紙力剤、湿潤紙力剤、柔軟剤、柔軟保湿剤、嵩高剤、染料、定着剤、スライムコントロー剤、ドライヤーへの湿紙の貼りつきを調整する剥離剤、接着剤、などの適宜の薬品を添加することができる。
【0030】
他方、原紙は、例えば、模様を付与した場合にその模様を明瞭に見せる効果、あるいは全体として高級感等のあるように見せる効果を得るために、地色が白色に限らず薄いピンクやブルーであってもよい。着色されないパルプ自体の色が現出したものでもよい。
薄葉紙自体の地色の調整は、技術に従って着色した抄紙原料を用いて抄紙するなど既知の技術により達成できる。
【0031】
〔衛生薄葉紙の束の基本構成〕
本発明の衛生薄葉紙の束Wは、上述の衛生薄葉紙1が折り畳まれ、積層されてなるものである。より具体的には、特に図3〜4に示されるように、方形の薄葉紙1が実質的に二つ折りされ、その折り返し片の縁eが上下に隣接する薄葉紙の折り返し内面に位置するようにして、互い違いに重なり合いつつ積層されている。なお、ここで実質的にとは、製造上の形成される縁部の若干の折り返しを許容する意味である。
【0032】
本積層構造の衛生薄葉紙の束Wは、最上位に位置する一枚の折り返し片10を上方に引き上げると、その直下で隣接する他の一枚の折り返し片11が上方に引きずられて持ち上げられる。従って、かかる構造の衛生薄葉紙の束W1は、その最上面が後述する上面に取出口等を有する包装体の当該上面に向かいあって収納されていると、前記取出口から最初の一枚P1(最上面に位置する一枚)が引き出されたときに、その直近下方に位置する他の一枚P2の一部が露出されるようになる。
【0033】
なお、本発明のおける衛生薄葉紙の積層枚数は限定されないが、この種の製品の一般的な積層枚数を例示すれば、75〜220組である。本発明における効果的な圧縮形態お及び復元性を考慮すると、この程度の枚数とするのが適する。また、包装体に縦方向の伸縮性を持たせることにより、1000組程度の多量枚数についても適用は可能である。
【0034】
〔包装構造〕
発明の衛生薄葉紙製品X1は、従来一般的な紙製の収納箱(カートン箱とも言われる)ではなく、外装フィルム20によって密封包装、特には気密性、液密性を保つように包装されている。また、仮に包装内に異物が混入する場合には、外装フィルムによる気密性が失われるため、使用時に包装体の状態で気密性が保持されていたか容易に判別できる。なお、本発明の製品X1では、好ましく、束Wの上面側及び下面側には台紙などの形状保持部材は有さない。台紙として、コートボール等の台紙を使用する場合では、通常古紙が含まれ、におい移りや衛生面での問題が生じる場合がある。台紙としてプラスチック、板、金属等を使用する場合ではコストが掛かり、また資源の有効利用の点から好ましくない。
【0035】
本発明は台紙を使用することなく、衛生薄葉紙を外装フィルムのみで真空包装することにより、衛生面・安全面での利点を確保しやすい。台紙にプラスチックを使用する場合と比較すると、廃棄もしくは再生するフィルム量も過剰にならない。
【0036】
この包装の形態は限定されるものではなく、例えば、深絞り真空包装、ピロー包装、ガセット包装、キャラメル包装等と呼ばれる既知のフィルム包装形態により達成される。好適には、密封性の高い深絞り真空包装形態(図示例)、ピロー包装形態であり、特に深絞り真空包装が適する。
【0037】
これらの包装体を構成するための包装方法は、周知の技術であるが、より具体的に説明すれば、深絞り真空包装は、図示の形態であり、まず一枚の外装底材フィルム20Aに熱を加えて変形性を持たせた状態で型枠等によって、これを衛生薄葉紙束Wの大きさで同等の内形を有する上面開放かつ余剰上縁片21を持つ箱型形状とし、これを冷却して形状保持性を付与し、その後に、束Wを上面開放部から収納し、外装蓋材フィルム20Bで当該上面開放部を被覆して、この外装蓋材フィルム20Bの周縁部22と上述の余剰上縁片21とを融着させつつ内部を負圧化して所謂真空パック状態に包装してなされる形態である。この深絞り真空包装では、高さ方向のみが圧縮されて、内部の形状が束Wの形状と同様の四角形状となり、束Wの周面に台紙等の保持部材を配せずとも、束の形状である直方体形状を維持できる。また、上面20Uが偏平状に包装されるため上面20Uに取り出し口を配置しやすい。また、形状も束Wの形状と同等の直方体形状となるため倉庫等に複数個を無駄なく収納し保管でき、流通性にも極めて優れる。さらに、上面の外装蓋材フィルム20Bを剥離した際には、上面開放の箱に束が収納された状態となるため、そのまま使用することもできる。
【0038】
ピロー包装は、図示はしないが、被包装物となる束を外装フィルムで巻き込むように包み、その巻き込み方向において重畳する縁部を接着し、さらに被包装物を越えて延び出した部分をも接着してなる包装態様である。
【0039】
キャラメル包装は、図示はしないが、被包装物となる束を外装フィルムで巻き込むように包み、その巻き込み方向において重畳する縁部を接着し、さらに被包装物を越えて延び出した部分を、対向する2つの縁から前記被包装物側に折り込み、その際に形成される三角形片又は台形片の少なくとも各先端縁部同士を接着部してなる包装態様である。
【0040】
ガゼット包装は、図示はしないが、被包装物を両端開口の筒状体内に挿入し、被包装物を超えて飛び出す両端部を余剰代とし、この余剰代を接着した開口を封止する包装態様である。
【0041】
外装フィルム20(20A,20B)の各分の熱融着、超音波融着、ホットメルト接着剤等によってなされる。
【0042】
なお、外装フィルム20は気密性、液密性を有するものが好ましく採用され、具体例としては、HDPE(高密度ポリエチレン)フィルム、LDPE(低密度ポリエチレン)フィルム、LLDPE(リニア低密度ポリエチレン)フィルム等のポリエチレンフィルム、ポリスチレンフィルム、ポリプロピレンフィルム等又はこれらの積層フィルムが挙げられる。安価であり適度な引裂き性を有し、しかも適度な強度を確保できることから、HDPEフィルム、LDPEフィルム、HDPEとLDPE配合フィルムが好適である。また、これらの樹脂製のフィルムに対して、紙層や不織布層が積層された積層フィルムであってもよく、もっとも適するのは、LDPEである。特に熱融着による密封性、気密性、コストの点で利点がある。
さらに、外装フィルム20は、耐候性、耐湿性、耐光性等を有するものであれば、外装フィルム自体の劣化、及び内部の束の劣化が効果的に防止される。
【0043】
用いる外装フィルム20の製造方法は限定されない。外装フィルム20の原料となる樹脂の種類に応じて適宜のフィルム形成方法によって製造すればよい。例示すれば、Tダイ法などの押し出し法が挙げられる。また、フィルムは、単層であっても多層であってもよい。積層構造の場合は、押し出しラミネート法などが挙げられる。また、所定方向へ裂けやすくするための延伸処理をしてもよい。
【0044】
さらに、本実施形態においては、当該包装体X1内が外圧に対して負圧となっている。この負圧とは所謂真空パック技術により達成できる。例えば、束Wを外装フィルムの一部に内部の空気を吸引するための吸引孔を形成したり、或いは束の包装過程で一部のみを開口させた状態としたりして、当該吸引孔や開口部から真空ポンプなどによって内部の空気を吸引して、内部を負圧にし、この負圧が生成された状態にて、上述の熱融着技術などの適宜のフィルム接着技術を用いて、前記吸引孔等を気密に封止する。
【0045】
ここで、具体的な空気圧(真空圧とも言われる)としては、3000〜16000Pa、好ましくは4400〜12300Paであるのが望ましい。3000Pa未満であると、内部の束は過度に圧縮され復元性が悪化するとともに、内部の品質が損なわれる、また外装フィルム20に皺が多くはいり、内部の衛生薄葉紙の形状が悪くなることで見栄えが悪くなり、さらに必要となる真空ポンプが大がかりになるなど過度にコスト高となる。16000Pa超であると、内部の束の圧縮による包装体の強度が、充分な程度に得られず、束Wの形状が崩れることが生じやすくなるとともに、所望の圧縮コンパクト化が図られなくなる。なお、上記説明の束を当該範囲の空気圧で包装すると、従来一般的な束では35〜85%程度にまでコンパクトに圧縮される。
【0046】
また、本発明においては、密封を解いたとき、すなわち、包装後に内部の気密性を解除したときに、内部に束Wの高さ方向の復元率が110〜200%であるのが望ましい。
【0047】
200%を超えると内部の衛生薄葉紙の復元率を高くするため紙をかたくする必要があり、ポップアップ性に支障がある。110%未満であるとパッキングの気圧が低すぎて復元率が低いために、衛生薄葉紙同士が圧着しポップアップ性や品質に支障をきたす、もしくはパッキングの気圧が大気圧に近く、物流上のメリットを得られるコンパクト性がないことを意味している。
【0048】
ここで、復元率とは、包装時における束の高さに対する外装フィルムを完全に取り払って30分後の束の高さの割合である。なお、厳密には包装時には外装フィルムの厚さが束厚に対して加算されるが、外装フィルム20の厚さは無視する。
【0049】
他方、外装フィルム20の厚さは、特に限定されないが、少なくとも45〜100μm程度であるのがよい。100μm超ではフィルムコストや廃棄、再生コストが高くなるなお、45μm未満であると強度が十分でなく運送時等で意図せず破れ、密封性が失われるおそれも高まる。外装フィルム21の厚さは、70〜500μm程度であるのがよい。500μm超では、フィルムが厚すぎて復元率が悪化する他、フィルムコストや廃棄、再生コストが高くなる。なお、70μm未満であると強度が十分でなく成形時に伸ばされた部分が運送時等で意図せず破れ、密封性が失われるおそれも高まる
なお、復元率を確実に達成できる束構造等については、上述の束構造、原紙及び衛生薄葉紙の構造によることができる。
【0050】
他方、本製品の包装構造としては、図示例の如く、外装フィルム20Aの束Wの積層上面に対面する位置にスリット形成用の裂開用のミシン目線31を配し、さらに、そのミシン目線31を気密にかつ剥離可能な状態で被覆する被覆シート32を設けた構造とするのが望ましい。
【0051】
ミシン目線31は、図示例の如く、束最上面の衛生薄葉紙P1の折り返し片縁に沿って、製品上面のほぼ中央に設けるのが望ましいが、これに限定はされない。
なお、ミシン目線31を配しつつ密封構造とするには、例えば、外装フィルム20にミシン目線を31配し、これを被覆シート32で封止した後に、上述の負圧生成を行なうことにより達成できる。
【0052】
他方、前記被覆シート32の具体例としては、気密性を施した紙製、ラミネート紙等、樹脂製フィルムシートを基材としてその一方面に粘着部を有する粘着シート或いは粘着テープなどが採用できる。気密性が良好に保持できることから、好ましく樹脂製粘着フィルムテープが好適である。なお、この被覆シート32を外装フィルム20に対して剥離可能とするにあたっては、外装フィルム20の素材を考慮して、既知の技術によって被覆テープを外装フィルム20に接着するにより達成できる。具体的には、被覆シート32に採用する粘着剤の種類の選択、静電気を利用した接着技術など既知の接着技術による。
【0053】
また、被覆シート32の一縁部には、表裏に粘着部を有さない、摘み端部33を設けるのが望ましい。この摘み端部により、使用開始時に被覆テープを剥離除去し易くなる。
【0054】
(その他)
なお、本発明の製品は、外装フィルム20に取出し口を設けた形態が望ましいが、必ずしも設ける必要はない。例えば、外装フィルム20から取り出した後に、外装フィルム自体は廃棄して、別途、例えば、以前使用のカートン箱の内部に束のみを収めてカートン箱を再利用する態様や、硬質プラスチック製等の収納箱内に収めて利用してもよい。
【0055】
(製品形態)
本発明の真空パックした包装体は、高さ方向に容積を増やせるカートンに挿入した形態とすることもできるし、フィルムパックの形態で製品とすることもできる。
【0056】
(試験例)
複数の種類の衛生薄葉紙(ティシュペーパー、ローションティシュー、キッチンペーパー)の束を、真空深絞り法によって、2200〜18000Paあの空気圧となるようにして包装した試料を作成し、そのウェブ高さ圧縮性(圧縮前のウェブ高さに対する圧縮後のウェブ高さの比率%)、ウェブ高さ復元率(圧縮後のウェブ高さに対する圧縮開放30分後のウェブ高さの比率%)、容積復元率(圧縮後の包装体容積に対する圧縮開放30分後の包装体容積の比率%)、真空パック圧縮後の耐圧縮性(包装体単位で10kgf加重下での沈み率%)等について測定するとともに、包装をといた後(圧縮開放後)にJIS P 8111条件下で調湿後に実施した使用感について評価した。なお、試験において包装機は、東京食品機械株式会社製R530にて包装し、包装体内の気圧は包装機本体に取り付けた気圧計(mmbar表示)をPa換算して求めた。
【0057】
試験結果及び試料の物性は、下記の表1〜3に示す。なお、表1は、試料に通常のティシュペーパーを用いた結果等であり、表2は、試料にローションティシューを用いた結果等であり、表3は、試料にキッチンペーパーを用いた結果等である。なお、ローションティシューは、原紙に既知のローション剤を塗布し保湿性を持たせたものであり、キッチンペーパーは、2枚一組で両原紙をエンボス加工(マッチドスチール)したものである。
【0058】
各試験の具体的な測定方法等の詳細は以下のとおりである。
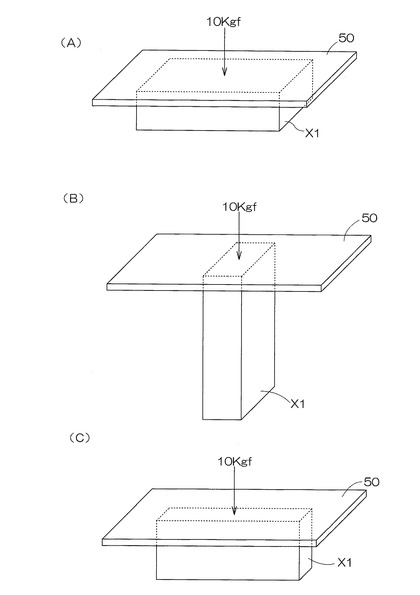
(耐荷重評価)
耐荷重評価は、図5に示すように、水平台状に圧縮後の包装体を載置し、その上方にアルミ平板50を介して10kgfの荷重をかけた時の沈み率%(圧縮率)を5点測定し、その平均値を求めた。測定は、天面方向(図5中(A))、短側面方向(図5中(B)、長側面方向(図5中(C))、についてそれぞれ行なった。この荷重は製品の輸送、保管を想定した荷重であり、沈み率が15%未満であれば製品として適用可能と判断した。ただし、15%未満の範囲でも沈み率が大きいほど、製品を梱包する段ケース等の耐圧強度が要求されるなどのコストアップの要因となるため、物流、保管コストの点では、できるだけ沈み率は小さいことが好ましい。
なお、開封後の沈み率を測定しようと試みたが、測定できたのは高さ方向のみで、前後方向及び左右方向については、包装体が10kgfの荷重に耐え切れず測定できなかった。
【0059】
(コンパクト性)
真空圧縮前と真空圧縮後のウェブ高さの比率をパーセントで表し、そのウェブ高さ圧縮率が85%未満であれば輸送、保管面でのメリットが大きいと判断した。
【0060】
(包装体の容積)
包装体が入る大きさの水槽に、水が溢れる上限まで水をはり、そこに包装体を沈め溢れた水の量をパンで受け、溢れた水の容量をメスシリンダーで測定した。真空パッキングを開封後については、開封した部分を密封できるテープを貼り、水に沈めて空気漏れのないことを確認した上で、同様に溢れた水の容量を測定した。
【0061】
(ポップアップ性)
被験者8名のブラインド評価による×、△、○、◎の4段階評価とした。×は紙同士が圧着されていてポップアップに支障(20%以上の確率で意図せず複数組が一度に引き出される、もしくは引き出し抵抗が大きくシートが破れる)がある場合がある、△やや支障がある(20%未満、5%以上の確率で支障がある)、○はほとんど支障がない(1%以上、5%未満の確率で支障がある)、◎支障がない(0%もしくは1%未満の確率で支障がある)とし、8名の実使用評価を行った結果を平均化したものである。
【0062】
(シートの美麗さ)
被験者8名のブラインド評価による皺について、×、△、○、◎の4段階評価とした。この中で皺は、太さ(幅)1mm以上の重なり、折れがシートの縦方向(流れ方向)の上端から下端まで、あるものとする。評価は、パッキング開封後の衛生薄葉紙の上部・中央部・下部よりほぼ同組数となるように取り出し、その合計が製品の組数の10%程度になるようにする。皺は、評価した各組の皺数の合計を製品組数に換算しその100組あたりの皺数(本)として表現する。×は皺が31本以上ある、△は皺が21本〜30本、○は皺が11〜20本、◎は、10本以下とし、8名の実使用評価を行った結果を平均化したものである。
【0063】
(紙質試験)
米坪、強度、ソフトネス、MMDの紙質試験は、JIS P 8111条件下で充分に調湿された後に各々以下のJIS規格に準じて測定した。
紙厚:JIS P 8118
水分率:JIS P 8127
米坪:JIS P 8124
乾燥引張強度及び伸び:JIS P 8113
湿潤引張強度:JIS P 8135
ソフトネス:JAPAN TAPPI 紙パルプ試験方法 No.34:2000(但し、ソフトネス測定時のクリアランスは5mmとした。)
なお、ウェブ嵩:衛生薄葉紙の束の上に、重さ30g、130mm×250mmの大きさのプラスチック板を載せ、四隅の高さを平均してウェブ嵩とした。
【0064】
(吸水量、吸油量の測定)
吸水量、吸油量は、試験片を縦、横100mm×100mm(±1mm)に裁断し試験片を用意し重量を測る。パンに深さ20mmになるように蒸留水もしくはサラダ油を入れ、裁断した試験片を紙面の上まで蒸留水またはサラダ油を浸漬させた後、ピンセットで試験片を持ち上げて、10秒間保持し水もしくは油をきる。その後、試験片の重量を測定する。1つの試験片について5回の測定を行い、その平均値を測定値とした。
試験片の吸水量、吸油量=〔(吸水後、吸油後の重量)−(吸水前、吸油前の重量)〕×100(単位:g/m2)
【0065】
【表1】

【0066】
【表2】
【0067】
【表3】
【0068】
表1〜3の試験の結果からして、本発明にかかる衛生薄葉紙製品は、コンパクトにでき、しかも十分な復元性も達成でき、さらに復元させたときに問題なく使用できるものとすることが確認できた。但し、包装内の空気圧(真空圧)が低い場合には、ポップアップ性の点で支障のあるものが何点か見られることも確認された。
【符号の説明】
【0069】
1…衛生薄葉紙、W…衛生薄葉紙の束、20,20A,20B…外装フィルム、X1…衛生薄葉紙製品、e…衛生薄葉紙の折り返し縁、10…衛生薄葉紙の束における最上面に位置する衛生薄葉紙の折り返し片、11…衛生薄葉紙の束における最上面に位置する衛生薄葉紙の直近下層に位置する衛生薄葉紙の折り返し片、P1…衛生薄葉紙の束における最上面に位置する衛生薄葉紙、P2…衛生薄葉紙の束における最上面に位置する衛生薄葉紙の直近下層に位置する衛生薄葉紙、21…余剰上縁片、22…外装フィルムシートの周縁部、20U…包装体の上面、30…取り出し口、31…裂開用ミシン目線、32…被覆シート、33…摘み端部、50…アルミ板。
【技術分野】
【0001】
本発明は、複数枚の折り畳まれた衛生薄葉紙の束を収納箱内に収納してなる衛生薄葉紙製品に関する。
【背景技術】
【0002】
複数枚の衛生薄葉紙が折り畳まれ、その折畳み片が重なるようにして積層された束が、直方体形状の紙製収納箱の内部空間に収納され、使用時にその収納箱の上面に形成された取出口から順次取出していく衛生薄葉紙製品はよく知られるところである。例えば、ティシュペーパー製品、キッチンペーパー製品、ワイプ製品に代表される。
この種の製品の多くは、通常、衛生薄葉紙が原紙を2枚以上重ね合わせたプライ構造とされており、そのプライ構造の衛生薄葉紙が折り重ねられて衛生薄葉紙束となって収納箱内部に収納されている。
そして、その衛生薄葉紙の束は、各々1組の衛生薄葉紙が折り返され、その折り返された衛生薄葉紙の間に他の衛生薄葉紙が挟み込まれ、更に、前記他の衛生薄葉紙が折り返されるという繰り返し構造を有しており、最上層の衛生薄葉紙が前記取出口から取り出されると、これに伴ってその一段下に位置する衛生薄葉紙の一部が取出口から露出されるように形成されている。
これによりいわゆるポップアップ方式により衛生薄葉紙を順次取出すことが可能となっている(例えば、特許文献1〜3参照)。
【0003】
他方で、製品の外郭となる収納箱は内部の衛生薄葉紙を埃や塵から保護する外装、及び物理的な損傷から守る外装として機能し、また、衛生薄葉紙の束を上述のポップアップ可能な積層状態の形状に維持しかつふんわりとした嵩高な状態で維持する機能と、シートの取り出し部分を形成する点で重要である。
しかし、収納箱は、衛生薄葉紙が使用されている期間中、何ら自身が積極的に使用されることはなく、また、内部の衛生薄葉紙を使い切った後には、その収納箱は用を終えて廃棄されるものであり、また流通過程において製品を嵩張らせる主たる原因となっており、製品の流通・運輸コストを高める原因にもなっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−142550号公報
【特許文献2】特開2008−273532号公報
【特許文献3】特開2004−231225号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明の主たる課題は、従来の紙製の収納箱の機能を有しつつも、かさばる収納箱を要しない、且つ衛生面や安全面に優れた衛生薄葉紙製品を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決した本発明及びその作用効果は次記のとおりである。
<請求項1記載の発明>
折り畳まれた複数枚の衛生薄葉紙が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束が、圧縮状態で外装フィルムにより密封包装されていることを特徴とする衛生薄葉紙製品。
【0007】
(作用効果)
本発明では、衛生薄葉紙の束が圧縮状態で外装フィルムにより密封包装されているとともに、その包装内が負圧にされている。したがって、衛生薄葉紙の束は、積層間の空気量が少なく、結果的に押し潰された状態を維持しつつ包装されている。このため、製品は、非包装状態や収納箱のような硬質で形状保持性のある包装体内に収納された状態と比較するとコンパクトな形状となる。しかも、この状態では、衛生薄葉紙の束自体のふんわり感が一時的抑制され、比較的、製品全体が硬質なものとなり、流通・運輸・陳列の点で硬質な箱体と比較して何ら遜色のないものとなる。
そのうえ、外装フィルムにより密封されていることから、従来の紙製の収納箱と比較して埃・塵、さらには水分等の内部への進入が確実に防止され、衛生面・安全面でも優れた製品となる。また、従来製品以上に長期保管にも適する。
【0008】
他方、包装体内部の気密性・液密性が保たれ、包装前に衛生薄葉紙に紫外線殺菌、加熱殺菌などの殺菌処理をしてより衛生面を高めることができる。また衛生薄葉紙内部の空気を負圧にすることにより、内部の衛生薄葉紙の酸化、劣化、変色等を遅らせることが可能になる。
【0009】
さらに、外装フィルムは、従来の一般的な紙製収納箱と比較して、伸縮性・変形性があり、使用後には小さく丸めて回収することができ、ティシューカートンのように窓フィルムを分離して回収する必要はない。また生分解性フィルムを使用して廃棄処理するなど、環境に配慮した設計とすることができるメリットもある。
【0010】
<請求項2記載の発明>
外装フィルムは、少なくとも高さ方向において衛生薄葉紙の束よりも高いものであり、包装内は負圧にされて外装フィルムも収縮状態とされている請求項1記載の衛生薄葉紙製品。
【0011】
(作用効果)
本発明によれば、外装フィルムの包装を解いたときに、外気が包装内に入り込んで、束共々外装フィルムも復元する。すなわち、復元の点でメリットがある。
また、負圧によるメリットとして、大気圧下での圧縮と比較し、負圧に保持されている間、より衛生薄葉紙シート中の水分量が低下することにより、圧縮によるシート同士の圧着からなるポップアップ不良を防止することができる。
【0012】
<請求項3記載の発明>
包装内の空気圧が3000〜16000Paである請求項1記載の衛生薄葉紙製品。
Paは国際単位系(SI)の圧力・応力の単位である。
【0013】
(作用効果)
当該空気圧であると、外装フィルムの密封を開放したときに衛生薄葉紙の束の復元性に優れるとともに、製品品質も元の圧縮前の品質に復元することができる。
【0014】
<請求項4記載の発明>
密封包装を解いたときに内部の衛生薄葉紙の束の高さ方向の復元率が110〜200%である請求項1記載の衛生薄葉紙製品。
【0015】
(作用効果)
本発明によれば、使用時における衛生薄葉紙の柔らかさ感、ふんわり感が失われずに、紙自体が薄く、また、硬質にならない製品となる。
【0016】
<請求項5記載の発明>
前記外装フィルムの衛生薄葉紙の束の積層上面に対面する位置にスリット孔形成用のミシン目線が形成され、かつ、そのミシン目線を気密にかつ剥離可能な状態で被覆する被覆シートを有する請求項1記載の衛生薄葉紙製品。
【0017】
(作用効果)
簡単に密封状態を解いて使用することができるようになる。
【発明の効果】
【0018】
以上の本発明によれば、従来の紙製の収納箱の機能を有しつつも、かさばる収納箱を要しない衛生薄葉紙製品が提供される。
【図面の簡単な説明】
【0019】
【図1】本発明にかかる衛生薄葉紙製品の斜視図である。
【図2】本発明にかかる衛生薄葉紙製品の使用時の斜視図である。
【図3】図1のA―A断面概略図である。
【図4】図2のB―B断面概略図である。
【図5】圧縮荷重試験の概要を示す説明図である。
【発明を実施するための形態】
【0020】
次いで、本発明の実施の形態を図1〜4を参照しながら以下に詳述する。
『衛生薄葉紙製品』
本発明は、折り畳まれた複数枚の衛生薄葉紙1が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束Wが、外装フィルム20により密封包装され、その包装内が負圧である衛生薄葉紙製品X1である。以下、具体的に説明する。
【0021】
〔衛生薄葉紙の構造〕
本発明に係る衛生薄葉紙1は、図示はしないが、例えば、方形をなし、原紙一枚若しくは、同形の原紙が複数枚積層されたプライ構造を有する。プライとは層を意味し、2プライは原紙2枚の重ね合わせである。なお、積層された衛生薄葉紙における、原紙の積層数(プライ数)は、特に限定されるものではなく、例えば2プライ、3プライ、4プライ、又はそれ以上の複数プライで一組とすることができる。一般的には、プライ構造は、2プライ〜4プライとされ、本発明においてプライ構造の衛生薄葉紙とする場合には、この程度のプライ数が特に適する。
なお、本発明及び本明細書において衛生薄葉紙は組数で数える。これは原紙の積層数であるプライ数とは異なるものである。
【0022】
〔衛生薄葉紙の組成・物性〕
他方、本発明にかかる衛生薄葉紙11は、坪量については、1枚当たり、10〜25g/m2の範囲であるのが望ましい。衛生薄葉紙1の坪量が10g/m2未満では、柔らかさの向上の観点からは好ましいものの、使用に耐えうる十分な強度を適正に確保することが困難となり、また、後述する外装フィルム20を開封したときに効果的に形状復元し難い束となる。反対に、また、25g/m2超では、厚くて柔らかなシートを作ることはローション剤を塗布するなどの工程が必要であり、通常の抄紙技術では硬くなりすぎて、肌触りが悪いものとなりやすい。この範囲は、衛生薄葉紙1の用途として、ティシュペーパー、キッチンペーパーとする場合に、特に適する。なお、坪量は、JIS P 8124の坪量測定方法による。
【0023】
他方、本発明の衛生薄葉紙1におけるクレープ率は、10〜30%であるのが望ましい。10%未満であると、使用時に伸びがなく使用感に劣るものとなるとともに、圧縮時にシート同士が密着し復元しにくい仕様となる。30%を超えると紙の表面性が粗く使用感に劣り、また圧縮時に伸びやすく復元しにくい仕様となるのである。
【0024】
他方、紙厚に関して、具体的な数値範囲は適宜調整すればよいことであるが、好適例を示せば、ティシュペーパーの場合、90〜130μm、キッチンペーパーの場合、150〜220μmとするのが好ましい。
【0025】
ここで、本発明における紙厚は、製品シートの紙厚であり、原紙の紙厚ではない。また、衛生薄葉紙1を積層構造とする場合に、各層を構成する原紙の紙厚は、すべて統一する必要がないことは説明しておく。
なお、紙厚の測定方法は、JIS P 8111の条件下で、JIS P 8118による測定とする。
なお、本発明にかかる衛生薄葉紙1については、適宜のエンボス加工が施されていたものでもよいし、また、適宜の保湿剤、柔軟剤等の薬液が内添、外添により担持されたものであってもよい。
【0026】
〔原紙〕
他方、本発明に係る衛生薄葉紙1を構成する原紙について説明すると、この原紙は原料パルプを主原料とする薄葉紙用抄紙原料により製造できる。その原料パルプは、特に限定されない。衛生薄葉紙の具体的な用途に応じて適宜の原料パルプを選択し、また適宜配合して使用することができる。
【0027】
原料パルプを例示すれば、木材パルプ、非木材パルプ、合成パルプ、古紙パルプなどから、より具体的には、砕木パルプ(GP)、ストーングランドパルプ(SGP)、リファイナーグランドパルプ(RGP)、加圧式砕木パルプ(PGW)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ブリーチケミサーモメカニカルパルプ(BCTMP)等の機械パルプ(MP)、化学的機械パルプ(CGP)、半化学的パルプ(SCP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)等のクラフトパルプ(KP)、またそれらの未漂白パルプ、ソーダパルプ(AP)、サルファイトパルプ(SP)、溶解パルプ(DP)等の化学的パルプ(CP)、ナイロン、レーヨン、ポリエステル、ポリビニルアルコール(PVA)等を原料とする合成パルプ、脱墨パルプ(DIP)、ウエストパルプ(WP)等の古紙パルプ、かすパルプ(TP)、木綿、アマ、麻、黄麻、マニラ麻、ラミー等を原料とするぼろパルプ、わらパルプ、エスパルトパルプ、バガスパルプ、竹パルプ、ケナフパルプ等の茎稈パルプ、靭皮パルプ等の補助パルプなどから、一種又は数種を適宜選択して使用することができる。
【0028】
特には、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
【0029】
抄紙原料は、例えば、公知の抄紙工程、具体的には、インレット、ワイヤパート、プレスパート、ドライヤパート、カレンダパート等を経るなどして薄葉紙とする。抄紙に際しては、例えば、PEOなどの繊維分散剤、歩留向上剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、乾燥紙力剤、湿潤紙力剤、柔軟剤、柔軟保湿剤、嵩高剤、染料、定着剤、スライムコントロー剤、ドライヤーへの湿紙の貼りつきを調整する剥離剤、接着剤、などの適宜の薬品を添加することができる。
【0030】
他方、原紙は、例えば、模様を付与した場合にその模様を明瞭に見せる効果、あるいは全体として高級感等のあるように見せる効果を得るために、地色が白色に限らず薄いピンクやブルーであってもよい。着色されないパルプ自体の色が現出したものでもよい。
薄葉紙自体の地色の調整は、技術に従って着色した抄紙原料を用いて抄紙するなど既知の技術により達成できる。
【0031】
〔衛生薄葉紙の束の基本構成〕
本発明の衛生薄葉紙の束Wは、上述の衛生薄葉紙1が折り畳まれ、積層されてなるものである。より具体的には、特に図3〜4に示されるように、方形の薄葉紙1が実質的に二つ折りされ、その折り返し片の縁eが上下に隣接する薄葉紙の折り返し内面に位置するようにして、互い違いに重なり合いつつ積層されている。なお、ここで実質的にとは、製造上の形成される縁部の若干の折り返しを許容する意味である。
【0032】
本積層構造の衛生薄葉紙の束Wは、最上位に位置する一枚の折り返し片10を上方に引き上げると、その直下で隣接する他の一枚の折り返し片11が上方に引きずられて持ち上げられる。従って、かかる構造の衛生薄葉紙の束W1は、その最上面が後述する上面に取出口等を有する包装体の当該上面に向かいあって収納されていると、前記取出口から最初の一枚P1(最上面に位置する一枚)が引き出されたときに、その直近下方に位置する他の一枚P2の一部が露出されるようになる。
【0033】
なお、本発明のおける衛生薄葉紙の積層枚数は限定されないが、この種の製品の一般的な積層枚数を例示すれば、75〜220組である。本発明における効果的な圧縮形態お及び復元性を考慮すると、この程度の枚数とするのが適する。また、包装体に縦方向の伸縮性を持たせることにより、1000組程度の多量枚数についても適用は可能である。
【0034】
〔包装構造〕
発明の衛生薄葉紙製品X1は、従来一般的な紙製の収納箱(カートン箱とも言われる)ではなく、外装フィルム20によって密封包装、特には気密性、液密性を保つように包装されている。また、仮に包装内に異物が混入する場合には、外装フィルムによる気密性が失われるため、使用時に包装体の状態で気密性が保持されていたか容易に判別できる。なお、本発明の製品X1では、好ましく、束Wの上面側及び下面側には台紙などの形状保持部材は有さない。台紙として、コートボール等の台紙を使用する場合では、通常古紙が含まれ、におい移りや衛生面での問題が生じる場合がある。台紙としてプラスチック、板、金属等を使用する場合ではコストが掛かり、また資源の有効利用の点から好ましくない。
【0035】
本発明は台紙を使用することなく、衛生薄葉紙を外装フィルムのみで真空包装することにより、衛生面・安全面での利点を確保しやすい。台紙にプラスチックを使用する場合と比較すると、廃棄もしくは再生するフィルム量も過剰にならない。
【0036】
この包装の形態は限定されるものではなく、例えば、深絞り真空包装、ピロー包装、ガセット包装、キャラメル包装等と呼ばれる既知のフィルム包装形態により達成される。好適には、密封性の高い深絞り真空包装形態(図示例)、ピロー包装形態であり、特に深絞り真空包装が適する。
【0037】
これらの包装体を構成するための包装方法は、周知の技術であるが、より具体的に説明すれば、深絞り真空包装は、図示の形態であり、まず一枚の外装底材フィルム20Aに熱を加えて変形性を持たせた状態で型枠等によって、これを衛生薄葉紙束Wの大きさで同等の内形を有する上面開放かつ余剰上縁片21を持つ箱型形状とし、これを冷却して形状保持性を付与し、その後に、束Wを上面開放部から収納し、外装蓋材フィルム20Bで当該上面開放部を被覆して、この外装蓋材フィルム20Bの周縁部22と上述の余剰上縁片21とを融着させつつ内部を負圧化して所謂真空パック状態に包装してなされる形態である。この深絞り真空包装では、高さ方向のみが圧縮されて、内部の形状が束Wの形状と同様の四角形状となり、束Wの周面に台紙等の保持部材を配せずとも、束の形状である直方体形状を維持できる。また、上面20Uが偏平状に包装されるため上面20Uに取り出し口を配置しやすい。また、形状も束Wの形状と同等の直方体形状となるため倉庫等に複数個を無駄なく収納し保管でき、流通性にも極めて優れる。さらに、上面の外装蓋材フィルム20Bを剥離した際には、上面開放の箱に束が収納された状態となるため、そのまま使用することもできる。
【0038】
ピロー包装は、図示はしないが、被包装物となる束を外装フィルムで巻き込むように包み、その巻き込み方向において重畳する縁部を接着し、さらに被包装物を越えて延び出した部分をも接着してなる包装態様である。
【0039】
キャラメル包装は、図示はしないが、被包装物となる束を外装フィルムで巻き込むように包み、その巻き込み方向において重畳する縁部を接着し、さらに被包装物を越えて延び出した部分を、対向する2つの縁から前記被包装物側に折り込み、その際に形成される三角形片又は台形片の少なくとも各先端縁部同士を接着部してなる包装態様である。
【0040】
ガゼット包装は、図示はしないが、被包装物を両端開口の筒状体内に挿入し、被包装物を超えて飛び出す両端部を余剰代とし、この余剰代を接着した開口を封止する包装態様である。
【0041】
外装フィルム20(20A,20B)の各分の熱融着、超音波融着、ホットメルト接着剤等によってなされる。
【0042】
なお、外装フィルム20は気密性、液密性を有するものが好ましく採用され、具体例としては、HDPE(高密度ポリエチレン)フィルム、LDPE(低密度ポリエチレン)フィルム、LLDPE(リニア低密度ポリエチレン)フィルム等のポリエチレンフィルム、ポリスチレンフィルム、ポリプロピレンフィルム等又はこれらの積層フィルムが挙げられる。安価であり適度な引裂き性を有し、しかも適度な強度を確保できることから、HDPEフィルム、LDPEフィルム、HDPEとLDPE配合フィルムが好適である。また、これらの樹脂製のフィルムに対して、紙層や不織布層が積層された積層フィルムであってもよく、もっとも適するのは、LDPEである。特に熱融着による密封性、気密性、コストの点で利点がある。
さらに、外装フィルム20は、耐候性、耐湿性、耐光性等を有するものであれば、外装フィルム自体の劣化、及び内部の束の劣化が効果的に防止される。
【0043】
用いる外装フィルム20の製造方法は限定されない。外装フィルム20の原料となる樹脂の種類に応じて適宜のフィルム形成方法によって製造すればよい。例示すれば、Tダイ法などの押し出し法が挙げられる。また、フィルムは、単層であっても多層であってもよい。積層構造の場合は、押し出しラミネート法などが挙げられる。また、所定方向へ裂けやすくするための延伸処理をしてもよい。
【0044】
さらに、本実施形態においては、当該包装体X1内が外圧に対して負圧となっている。この負圧とは所謂真空パック技術により達成できる。例えば、束Wを外装フィルムの一部に内部の空気を吸引するための吸引孔を形成したり、或いは束の包装過程で一部のみを開口させた状態としたりして、当該吸引孔や開口部から真空ポンプなどによって内部の空気を吸引して、内部を負圧にし、この負圧が生成された状態にて、上述の熱融着技術などの適宜のフィルム接着技術を用いて、前記吸引孔等を気密に封止する。
【0045】
ここで、具体的な空気圧(真空圧とも言われる)としては、3000〜16000Pa、好ましくは4400〜12300Paであるのが望ましい。3000Pa未満であると、内部の束は過度に圧縮され復元性が悪化するとともに、内部の品質が損なわれる、また外装フィルム20に皺が多くはいり、内部の衛生薄葉紙の形状が悪くなることで見栄えが悪くなり、さらに必要となる真空ポンプが大がかりになるなど過度にコスト高となる。16000Pa超であると、内部の束の圧縮による包装体の強度が、充分な程度に得られず、束Wの形状が崩れることが生じやすくなるとともに、所望の圧縮コンパクト化が図られなくなる。なお、上記説明の束を当該範囲の空気圧で包装すると、従来一般的な束では35〜85%程度にまでコンパクトに圧縮される。
【0046】
また、本発明においては、密封を解いたとき、すなわち、包装後に内部の気密性を解除したときに、内部に束Wの高さ方向の復元率が110〜200%であるのが望ましい。
【0047】
200%を超えると内部の衛生薄葉紙の復元率を高くするため紙をかたくする必要があり、ポップアップ性に支障がある。110%未満であるとパッキングの気圧が低すぎて復元率が低いために、衛生薄葉紙同士が圧着しポップアップ性や品質に支障をきたす、もしくはパッキングの気圧が大気圧に近く、物流上のメリットを得られるコンパクト性がないことを意味している。
【0048】
ここで、復元率とは、包装時における束の高さに対する外装フィルムを完全に取り払って30分後の束の高さの割合である。なお、厳密には包装時には外装フィルムの厚さが束厚に対して加算されるが、外装フィルム20の厚さは無視する。
【0049】
他方、外装フィルム20の厚さは、特に限定されないが、少なくとも45〜100μm程度であるのがよい。100μm超ではフィルムコストや廃棄、再生コストが高くなるなお、45μm未満であると強度が十分でなく運送時等で意図せず破れ、密封性が失われるおそれも高まる。外装フィルム21の厚さは、70〜500μm程度であるのがよい。500μm超では、フィルムが厚すぎて復元率が悪化する他、フィルムコストや廃棄、再生コストが高くなる。なお、70μm未満であると強度が十分でなく成形時に伸ばされた部分が運送時等で意図せず破れ、密封性が失われるおそれも高まる
なお、復元率を確実に達成できる束構造等については、上述の束構造、原紙及び衛生薄葉紙の構造によることができる。
【0050】
他方、本製品の包装構造としては、図示例の如く、外装フィルム20Aの束Wの積層上面に対面する位置にスリット形成用の裂開用のミシン目線31を配し、さらに、そのミシン目線31を気密にかつ剥離可能な状態で被覆する被覆シート32を設けた構造とするのが望ましい。
【0051】
ミシン目線31は、図示例の如く、束最上面の衛生薄葉紙P1の折り返し片縁に沿って、製品上面のほぼ中央に設けるのが望ましいが、これに限定はされない。
なお、ミシン目線31を配しつつ密封構造とするには、例えば、外装フィルム20にミシン目線を31配し、これを被覆シート32で封止した後に、上述の負圧生成を行なうことにより達成できる。
【0052】
他方、前記被覆シート32の具体例としては、気密性を施した紙製、ラミネート紙等、樹脂製フィルムシートを基材としてその一方面に粘着部を有する粘着シート或いは粘着テープなどが採用できる。気密性が良好に保持できることから、好ましく樹脂製粘着フィルムテープが好適である。なお、この被覆シート32を外装フィルム20に対して剥離可能とするにあたっては、外装フィルム20の素材を考慮して、既知の技術によって被覆テープを外装フィルム20に接着するにより達成できる。具体的には、被覆シート32に採用する粘着剤の種類の選択、静電気を利用した接着技術など既知の接着技術による。
【0053】
また、被覆シート32の一縁部には、表裏に粘着部を有さない、摘み端部33を設けるのが望ましい。この摘み端部により、使用開始時に被覆テープを剥離除去し易くなる。
【0054】
(その他)
なお、本発明の製品は、外装フィルム20に取出し口を設けた形態が望ましいが、必ずしも設ける必要はない。例えば、外装フィルム20から取り出した後に、外装フィルム自体は廃棄して、別途、例えば、以前使用のカートン箱の内部に束のみを収めてカートン箱を再利用する態様や、硬質プラスチック製等の収納箱内に収めて利用してもよい。
【0055】
(製品形態)
本発明の真空パックした包装体は、高さ方向に容積を増やせるカートンに挿入した形態とすることもできるし、フィルムパックの形態で製品とすることもできる。
【0056】
(試験例)
複数の種類の衛生薄葉紙(ティシュペーパー、ローションティシュー、キッチンペーパー)の束を、真空深絞り法によって、2200〜18000Paあの空気圧となるようにして包装した試料を作成し、そのウェブ高さ圧縮性(圧縮前のウェブ高さに対する圧縮後のウェブ高さの比率%)、ウェブ高さ復元率(圧縮後のウェブ高さに対する圧縮開放30分後のウェブ高さの比率%)、容積復元率(圧縮後の包装体容積に対する圧縮開放30分後の包装体容積の比率%)、真空パック圧縮後の耐圧縮性(包装体単位で10kgf加重下での沈み率%)等について測定するとともに、包装をといた後(圧縮開放後)にJIS P 8111条件下で調湿後に実施した使用感について評価した。なお、試験において包装機は、東京食品機械株式会社製R530にて包装し、包装体内の気圧は包装機本体に取り付けた気圧計(mmbar表示)をPa換算して求めた。
【0057】
試験結果及び試料の物性は、下記の表1〜3に示す。なお、表1は、試料に通常のティシュペーパーを用いた結果等であり、表2は、試料にローションティシューを用いた結果等であり、表3は、試料にキッチンペーパーを用いた結果等である。なお、ローションティシューは、原紙に既知のローション剤を塗布し保湿性を持たせたものであり、キッチンペーパーは、2枚一組で両原紙をエンボス加工(マッチドスチール)したものである。
【0058】
各試験の具体的な測定方法等の詳細は以下のとおりである。
(耐荷重評価)
耐荷重評価は、図5に示すように、水平台状に圧縮後の包装体を載置し、その上方にアルミ平板50を介して10kgfの荷重をかけた時の沈み率%(圧縮率)を5点測定し、その平均値を求めた。測定は、天面方向(図5中(A))、短側面方向(図5中(B)、長側面方向(図5中(C))、についてそれぞれ行なった。この荷重は製品の輸送、保管を想定した荷重であり、沈み率が15%未満であれば製品として適用可能と判断した。ただし、15%未満の範囲でも沈み率が大きいほど、製品を梱包する段ケース等の耐圧強度が要求されるなどのコストアップの要因となるため、物流、保管コストの点では、できるだけ沈み率は小さいことが好ましい。
なお、開封後の沈み率を測定しようと試みたが、測定できたのは高さ方向のみで、前後方向及び左右方向については、包装体が10kgfの荷重に耐え切れず測定できなかった。
【0059】
(コンパクト性)
真空圧縮前と真空圧縮後のウェブ高さの比率をパーセントで表し、そのウェブ高さ圧縮率が85%未満であれば輸送、保管面でのメリットが大きいと判断した。
【0060】
(包装体の容積)
包装体が入る大きさの水槽に、水が溢れる上限まで水をはり、そこに包装体を沈め溢れた水の量をパンで受け、溢れた水の容量をメスシリンダーで測定した。真空パッキングを開封後については、開封した部分を密封できるテープを貼り、水に沈めて空気漏れのないことを確認した上で、同様に溢れた水の容量を測定した。
【0061】
(ポップアップ性)
被験者8名のブラインド評価による×、△、○、◎の4段階評価とした。×は紙同士が圧着されていてポップアップに支障(20%以上の確率で意図せず複数組が一度に引き出される、もしくは引き出し抵抗が大きくシートが破れる)がある場合がある、△やや支障がある(20%未満、5%以上の確率で支障がある)、○はほとんど支障がない(1%以上、5%未満の確率で支障がある)、◎支障がない(0%もしくは1%未満の確率で支障がある)とし、8名の実使用評価を行った結果を平均化したものである。
【0062】
(シートの美麗さ)
被験者8名のブラインド評価による皺について、×、△、○、◎の4段階評価とした。この中で皺は、太さ(幅)1mm以上の重なり、折れがシートの縦方向(流れ方向)の上端から下端まで、あるものとする。評価は、パッキング開封後の衛生薄葉紙の上部・中央部・下部よりほぼ同組数となるように取り出し、その合計が製品の組数の10%程度になるようにする。皺は、評価した各組の皺数の合計を製品組数に換算しその100組あたりの皺数(本)として表現する。×は皺が31本以上ある、△は皺が21本〜30本、○は皺が11〜20本、◎は、10本以下とし、8名の実使用評価を行った結果を平均化したものである。
【0063】
(紙質試験)
米坪、強度、ソフトネス、MMDの紙質試験は、JIS P 8111条件下で充分に調湿された後に各々以下のJIS規格に準じて測定した。
紙厚:JIS P 8118
水分率:JIS P 8127
米坪:JIS P 8124
乾燥引張強度及び伸び:JIS P 8113
湿潤引張強度:JIS P 8135
ソフトネス:JAPAN TAPPI 紙パルプ試験方法 No.34:2000(但し、ソフトネス測定時のクリアランスは5mmとした。)
なお、ウェブ嵩:衛生薄葉紙の束の上に、重さ30g、130mm×250mmの大きさのプラスチック板を載せ、四隅の高さを平均してウェブ嵩とした。
【0064】
(吸水量、吸油量の測定)
吸水量、吸油量は、試験片を縦、横100mm×100mm(±1mm)に裁断し試験片を用意し重量を測る。パンに深さ20mmになるように蒸留水もしくはサラダ油を入れ、裁断した試験片を紙面の上まで蒸留水またはサラダ油を浸漬させた後、ピンセットで試験片を持ち上げて、10秒間保持し水もしくは油をきる。その後、試験片の重量を測定する。1つの試験片について5回の測定を行い、その平均値を測定値とした。
試験片の吸水量、吸油量=〔(吸水後、吸油後の重量)−(吸水前、吸油前の重量)〕×100(単位:g/m2)
【0065】
【表1】
【0066】
【表2】
【0067】
【表3】
【0068】
表1〜3の試験の結果からして、本発明にかかる衛生薄葉紙製品は、コンパクトにでき、しかも十分な復元性も達成でき、さらに復元させたときに問題なく使用できるものとすることが確認できた。但し、包装内の空気圧(真空圧)が低い場合には、ポップアップ性の点で支障のあるものが何点か見られることも確認された。
【符号の説明】
【0069】
1…衛生薄葉紙、W…衛生薄葉紙の束、20,20A,20B…外装フィルム、X1…衛生薄葉紙製品、e…衛生薄葉紙の折り返し縁、10…衛生薄葉紙の束における最上面に位置する衛生薄葉紙の折り返し片、11…衛生薄葉紙の束における最上面に位置する衛生薄葉紙の直近下層に位置する衛生薄葉紙の折り返し片、P1…衛生薄葉紙の束における最上面に位置する衛生薄葉紙、P2…衛生薄葉紙の束における最上面に位置する衛生薄葉紙の直近下層に位置する衛生薄葉紙、21…余剰上縁片、22…外装フィルムシートの周縁部、20U…包装体の上面、30…取り出し口、31…裂開用ミシン目線、32…被覆シート、33…摘み端部、50…アルミ板。
【特許請求の範囲】
【請求項1】
折り畳まれた複数枚の衛生薄葉紙が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束が、圧縮状態で外装フィルムにより密封包装されていることを特徴とする衛生薄葉紙製品。
【請求項2】
外装フィルムは、少なくとも高さ方向において衛生薄葉紙の束よりも高いものであり、包装内は負圧にされて外装フィルムも収縮状態とされている請求項1記載の衛生薄葉紙製品。
【請求項3】
包装内の空気圧が3000〜16000Paである請求項1記載の衛生薄葉紙製品。
【請求項4】
密封包装を解いたときに内部の衛生薄葉紙の束の高さ方向の復元率が110〜200%である請求項1記載の衛生薄葉紙製品。
【請求項5】
前記外装フィルムの衛生薄葉紙の束の積層上面に対面する位置にスリット孔形成用のミシン目線が形成され、かつ、そのミシン目線を気密にかつ剥離可能な状態で被覆する被覆シートを有する請求項1記載の衛生薄葉紙製品。
【請求項1】
折り畳まれた複数枚の衛生薄葉紙が、その折り返し片が重なるようにして重層されてなる衛生薄葉紙の束が、圧縮状態で外装フィルムにより密封包装されていることを特徴とする衛生薄葉紙製品。
【請求項2】
外装フィルムは、少なくとも高さ方向において衛生薄葉紙の束よりも高いものであり、包装内は負圧にされて外装フィルムも収縮状態とされている請求項1記載の衛生薄葉紙製品。
【請求項3】
包装内の空気圧が3000〜16000Paである請求項1記載の衛生薄葉紙製品。
【請求項4】
密封包装を解いたときに内部の衛生薄葉紙の束の高さ方向の復元率が110〜200%である請求項1記載の衛生薄葉紙製品。
【請求項5】
前記外装フィルムの衛生薄葉紙の束の積層上面に対面する位置にスリット孔形成用のミシン目線が形成され、かつ、そのミシン目線を気密にかつ剥離可能な状態で被覆する被覆シートを有する請求項1記載の衛生薄葉紙製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−195443(P2010−195443A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−44459(P2009−44459)
【出願日】平成21年2月26日(2009.2.26)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年2月26日(2009.2.26)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]