
衛生薄葉紙
【課題】油分や水分の吸収が視覚的に確認しやすい衛生薄葉紙を提供する。
【解決手段】複数のシートが積層され、かつ、エンボス加工がされているキッチンペーパーX1であって、表面シート1が晒しパルプを原料とする白色シートであり、少なくとも一層のシートが未晒しパルプを原料として含む有色シートであり、かつ両シートの白色度の差は10以上である。表面側を構成するシートのエンボスの天部tと裏面側を構成するシート2のエンボスの底部bとが対面して積層される。
【解決手段】複数のシートが積層され、かつ、エンボス加工がされているキッチンペーパーX1であって、表面シート1が晒しパルプを原料とする白色シートであり、少なくとも一層のシートが未晒しパルプを原料として含む有色シートであり、かつ両シートの白色度の差は10以上である。表面側を構成するシートのエンボスの天部tと裏面側を構成するシート2のエンボスの底部bとが対面して積層される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衛生薄葉紙に関し、特に、油分や水分の吸収が視覚的に確認しやすい衛生薄葉紙に関する。
【背景技術】
【0002】
衛生薄葉紙は、生活の種々の場面に応じて、例えば、キッチンペーパー、ティシューペーパー、トイレットペーパー、タオルペーパー等として用いられ、普及しているものである。
上記の種々の衛生薄葉紙においては、例えば、キッチンペーパーであれば、食品の包装、煮物の落とし蓋、鮮魚等のドリップ吸収材、水きり、油漉し、揚げ物の過剰油分の吸収用途、台所周りの拭き掃除など多岐に渡るが、吸水性、吸油性等の液吸収性は求められる重要な機能である。
このため、キッチンペーパーにかかる衛生薄葉紙は、一般的に、エンボス加工を施した原紙を適宜枚数積層して形成され、シート繊維間の空隙による毛管現象を主たる吸液機構として各シートのエンボス間の空隙に水分、油分等を取り込み保持するように構成されることが多い。また、キッチンペーパーにかかる衛生薄葉紙は、清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を原料としたものの需要が高い。
【0003】
他方、衛生薄葉紙の他の形態であるティシューペーパーは、一般家庭内の居間、寝室、書斎、及び事務所等においては広く使用される。このティシューペーパーの用途は、鼻かみ、手拭き、テーブル、机上の拭き取り、その他様々に汎用的に使用されていて、拭き取り性や鼻かみ時の肌ざわりはもちろんのこと、吸水性、吸油性が求められている。
このためティシューペーパーは、2〜3プライ構造で積層され、シート層及びシート繊維間の空隙による毛管現象を主たる吸液機構として各シートの空隙に水分、油分等を取り込み保持するように構成される。このティシューペーパーにかかる衛生薄葉紙おいても、清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を原料としたものの需要が高い。
【0004】
他方、衛生薄葉紙の他の形態であるトイレットペーパーやタオルペーパーは、トイレおよび手洗場においてはよく使用されものである。トイレットペーパーの用途は、おしり拭き、シャワートイレ使用による便座等の水拭き、トイレ内の掃除に使用されていて、おしりも拭き取り時の肌ざわりや拭き取り性はもちろんのこと、最近では特にシャワートイレ使用時において吸水性、裏抜けしない安心感が求められる。
このためトイレットペーパーにかかる衛生薄葉紙は、一般的に、エンボス加工を施した薄葉紙のシートを適宜枚数積層して形成され、シート層およびシート繊維間の空隙による毛管現象を主たる吸液機構として各シートのエンボス間の空隙に主に水分等を取り込み保持するように構成される。
【0005】
また、トイレットペーパーにおいては、従来経済性や用途などから古紙パルプを主原料とした単層もしくは2層の再生トイレットペーパーの需要が根強いが、最近では清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を主原料としたものの需要が徐々に高くなりつつある。
【0006】
他方、タオルペーパーは、トイレ使用後等の手洗い後の水の拭き取り、その他の用途に使用されていて、拭き取り性、吸水性が求められている。
このためタオルペーパーは、主に単層、もしくは2層プライ構造で積層され、シート層及びシート繊維間の空隙による毛管現象を主たる吸液機構として各シートの空隙に水分等を取り込み保持するように構成される。
この種のタオルペーパーにおいては、手拭きの用途で主であることから従来古紙パルプから作られる再生タオルペーパーの需要が多いが、最近では清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を原料としたものの需要が高くなりつつある。
【0007】
このように衛生薄葉紙は、多岐にわたって使用されるものであるが、吸水性、吸油性に代表される吸液性のが極めて重要な機能となっている。
しかしながら、従来衛生薄葉紙は、このような吸液性能が重要でありながらも、吸収された後に、吸液の位置や量を視覚的に、また直感的に判断しがたいものであった。
特に白色度の高い漂白パルプを原料としたものは、吸水、吸油しても紙のコントラスト変化が少なく、一見して液吸収がどの程度なされているのかが視覚的に判りづらいという欠点があった。
このような点に着目した従来技術としては、例えば、「油脂拭き取り用紙状体」としてキッチンペーパーに相当する技術の開示があるが、これは単に着色層と吸油層を貼り合わせ、吸油により吸油層が透明化するもので、吸油性、吸油量の識別という点では十分ではないし、吸水については機能が担保されていない。
また、3層構造のティシューペーパー等で中層に着色させ、表面から着色を視認可能とした技術もしられるが、この技術は意匠性を考慮したものであり、吸液量や吸液した範囲が視認可能になるものではない。さらに、酸塩基指示薬等の薬液を用いて吸水した部分を呈色させて吸水を識別させる紙はあるが、酸塩基指示薬自身が水溶性であるがゆえ、紙を透過して手に転移する可能性があり、吸水量の多い用途には適していない。また吸油については原理的に効果のないものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開S49−124867
【特許文献2】特開2007−44539
【特許文献3】特開2007−21168
【特許文献4】特開2006−95263
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明の主たる課題は、水、油等の種々の液体の吸液の量や位置を視覚的に感ずることができ、しかも、呈色薬品等を用いずに簡易かつコスト安な衛生薄葉紙を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決した本発明及び作用効果は次記のとおりである。
<請求項1記載の発明>
複数のシートが積層され、かつ、エンボス加工がされている衛生薄葉紙であって、表面シートが晒しパルプを主原料とする白色シートであり、少なくとも一層のシートが未晒しパルプを原料とするシートであり、かつ両シートの白色度の差は10以上であることを特徴とする衛生薄葉紙。
【0011】
<請求項2記載の発明>
表面側を構成するシートのエンボスの天部と裏面側を構成するシートのエンボスの底部とが対面して積層されている、請求項1記載の衛生薄葉紙。
【0012】
<請求項3記載の発明>
未晒しパルプを原料とするシートの坪量よりも表面シートの坪量が大きい請求項1記載の衛生薄葉紙。
【0013】
<請求項4記載の発明>
表面層を構成する白色シートの米坪が、これに隣接される未晒しパルプを原料とするシートの米坪よりも高いものである請求項1記載の衛生薄葉紙。
【0014】
<請求項5記載の発明>
表面シートの紙厚が未晒しパルプを原料とするシートの紙厚よりも厚いものである請求項1記載の衛生薄葉紙。
【発明の効果】
【0015】
本発明によれば、水、油等を吸液を視覚的に判断しやすくした衛生薄葉紙が提供される。
【図面の簡単な説明】
【0016】
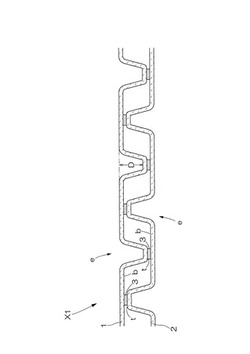
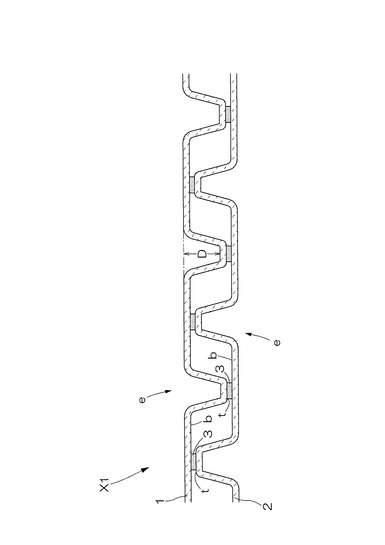
【図1】本発明のキッチンペーパーX1の断面拡大図である。
【発明を実施するための形態】
【0017】
次いで、本発明の実施の形態について、図面を参照しながら以下に詳述する。図1は、本形態のキッチンペーパーを事例としたキッチンペーパーX1の断面拡大図である。
本形態のキッチンペーパーX1は、薄葉紙からなる複数のシート1,2を積層してなり、各シート1,2にエンボス加工がなされている。なお、複数のシート1,2は、それぞれがプライ構造をとっていてもよい。本発明においてはいわゆるプライ数と積層数は異なる意味である。
【0018】
本発明のキッチンペーパーX1では、特徴的に表面シート1が晒しパルプ(漂白パルプとも言われる)を原料とする白色シートとされ、裏面シート2が未晒しパルプ、半晒しパルプを含む原料とするシートとされ、かつ両シートのJIS P 8148に基づく白色度の差が10以上とされている。各シート1,2は、薄葉紙が好適に用いられる。また、図示例では2層(2枚のシート)で構成されるものであるが、本発明はこの積層数に限定されない。
【0019】
ここで、本発明においては晒しパルプを原料とする白色シート1は、具体的には白色度が75以上のものであるのが望ましい。この範囲であると清潔感のある印象となるとともに、後述の吸液箇所の視認性に優れるものとなる。また、かかる白色シート1における不透明度は75〜98%であるのが望ましい。未晒しパルプを原料とするシートと積層したときに、当該シートを効果的に隠蔽できる。
【0020】
白色シート1を構成するためのパルプ原料としては、LBKP(広葉樹クラフトパルプ)、NBKP(針葉樹クラフトパルプ)などを適宜の比率で配合したものが挙げられる。但し、本発明においては原料パルプはこれに限定されない。古紙パルプ等も利用可能である。
【0021】
他方、未晒しパルプ、半晒しパルプを原料とするシート2は、程度の差はあるものの茶褐色の有色シートであり、用いる未晒しパルプ、半晒しパルプが漂白されていない、もしくは漂白負荷が小さいことから安価であるとともに、構成繊維の痛みが少なく、吸油性や吸水性においては、晒しパルプを原料とするものより優れるものである(以下、未晒しパルプ、半晒しパルプを原料とするシートを有色シート2という)。なお、本発明においては、この有色シートは未晒しパルプ、半晒しパルプのみからなるものに限定されず、適宜漂白パルプが混合されていてもよい。要するに未晒しパルプを用いて後述の所望の白色度が達成されていればよい。その有色シート2における白色度は、70未満とする。但し、35以上であるのが望ましい。過度に低いと清潔感が低下する。未晒しパルプもまたNULP、LUKP、HNLP、HLKPなどを適宜の比率で配合したものが挙げられる。
【0022】
本発明においては、上述の白色度差の白色シート1と有色シート2とが積層されることによって、乾燥状態においては、白色シート1を介しては有色シート2が隠蔽された状態となり有色シート2を視認し難く、使用者は一見清潔感のあるものと感ずるものとなり、また、食品等に触れる用途にしようする際には、この白色シート1面を使用できることから、安心感をもって使用することができる。
【0023】
そのうえで、本発明のキッチンペーパーX1においては、例えば、白色シート1の面で液体を拭き取ったり、白色シート面に揚げ物をおいて余分な油を吸収させたりすると、白色シート1を構成するシート繊維間に液体が入り込み裏面側が透けて見やすくなるとともに、有色シート2にも当該液体が到達すると、有色シート2の色調が濃く変化するため、吸液部分と吸液していない部分の色調の濃淡差、コントラストがはっきりと発現し、当該吸液部分が白色シート1を介して視認できるようになる。この作用によって、本発明のキッチンペーパーX1では、清潔感、安心感をもって使用することができるとともに、吸液されている位置や概ねの量を視覚的にとらえることができるものとなる。この点においては、上述の各シートの白色度差の範囲かつ白色度の範囲内であるとり好ましい効果が得られる。
【0024】
ここで、本発明においては、上述の吸液前、吸液後の見栄えの差について、白色シートの面から純水を1cc滴下したときに、滴下部分のJIS P 8150の規定に定められているΔEab=√(ΔL2+Δa2+Δb2)の値が、8.0≦△Eab≦20.0であるのが望ましい。8.0未満であると見栄えの変化が視認し難い。また、20.0を達成するには、濃色の有色シートが必要となりキッチンペーパー全体の清潔感を損なうものとなるおそれがたかくなる。
【0025】
また、本発明においては、さらに吸液前、吸液後の見栄えの差について、白色シートの面からサラダ油(このサラダ油は限定されないが、「日清サラダ油」日清オイリオグループ株式会社であれば問題無く使用できる)を1cc滴下したときに、滴下部分のJIS P 8150の規定に定められているΔEab=√(ΔL2+Δa2+Δb2)の値が、7.0≦△Eab≦18.0であるのが望ましい。理由は、上述の純水を滴下した場合と同様である。なお、Δは水又は油の滴下前後での各々L値、a値、b値の差である。
【0026】
一方、本発明においては、未晒しパルプを原料とする有色シート1の坪量よりも白色シート1の坪量が大きいのが望ましい。このようにすると、乾燥時には白色シート1を介して、有色シート2を視認し難くなり、一層清潔感のあるものとなるとともに、吸液量を増加させることができる。
【0027】
ここで、本発明の白色シート1、有色シート2における具体的な坪量は限定されないが例示すれば、白色シート1において18〜35g/m2、有色シート2においては、14.5〜25g/m2程度である。この範囲を超えると、紙が硬くなり、この範囲未満であると吸液性、使用時の手肉感が得られ難くなる。なお、坪量は、衛生薄葉紙の用途やプライ数、例えば、トイレットペーパーであるとか、タオルペーパーであるとかに応じて適宜調整することができる。なお、本発明における坪量は、JIS P 8124に基づくものである。
【0028】
さらに、本発明のキッチンペーパーX1では、有色シート2よりも白色シート1のクレープ率が高いのが望ましい。白色シート1のクレープ率を高くすることで、上述の坪量差を設けた場合と同様の効果が得られる。ここで、本発明において各シートのクレープ率は既知の範囲適宜定めることができるが、好適な範囲としては、キッチンペーパーであれば、白色シートにおけるクレープ率が13〜30%、有色シートにおけるクレープ率が15〜35%程度であるのがよい。このクレープ率の具体的な数値範囲も衛生薄葉紙の用途に応じて適宜変更することができる。
なお、本発明におけるクレープ率とは、(((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100)により算出することができる。
【0029】
他方、本発明のキッチンペーパーにおいては、白色シートの紙厚が夕食シートの紙厚よりも厚いものであるのがよい。
【0030】
なお、紙厚の測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする
【0031】
他方、本発明にかかるキッチンペーパーでは、白色シート1と有色シート2とがともにエンボスeが付与されている。より具体的には、両シート1,2は、エンボスe,eを介して積層一体化されている。本発明のキッチンペーパーにおけるエンボス付与形態は、特に図1に示すように表面側を構成する白色シート1のエンボスeの天部tと裏面側を構成する有色シート2のエンボスeの底部bとが対面して積層されている、いわゆる「Nested」形式のものが望ましい。「Nested」形式では、空隙部分において両シートの距離が短いために吸液によって両シートが近接しやすく、白色シートを介しての有色シートが視認可能となる効果に優れる。
【0032】
但し、両シート1,2の天面同士が接着される所謂「Tip to Tip」の形態であってもよい。なお、ここでの天部tとは対面するシートからみて接近するように突出する凸部の頂面、底部とは対面するシートからみて離間するように凹む凹部の底面である。
【0033】
シートに対して行うエンボス加工は、例えば、一対のエンボスロール間に被エンボス加工シート(地)を通すことにより行うことができる。一対のエンボスロールは、両方とも金属ロールとすることもできるが、一方をゴムなどからなる弾性ロールとし、他方をエンボス付与凸部を有する金属ロールとするのが好ましい。弾性ロール及び金属ロールの組み合わせが好ましいのは、ロールのクリアランス調整の問題や、ロールに紙粉等が詰まるなどの不具合が生じないためである。
【0034】
一方、エンボス付与するにあたっては、一対のエンボスロールが両方又は一方のエンボスロールを加熱した状態で行うことができる。エンボスロールが加熱されていると、エンボスがより鮮明・明瞭に付与されるようになる。
【0035】
加熱されているエンボスロールは、弾性ロールであってもよいが、金属ロールである方が、好ましい。これは、金属ロールの方が、熱伝導率がよく効果的に加熱による効果が発揮されるということのほか、金属ロールが加熱されていると、エンボスの形状に対応した形で、シート又はシート地に熱が与えられることになり、付与されるエンボスが、より鮮明・明瞭になるためである。
【0036】
この場合、加熱ロールの表面温度は、一対のエンボスロールが、両方とも金属ロールであるか、弾性ロールと金属ロールとの組み合わせであるか、弾性ロール及び金属ロールのいずれが加熱されているか、などに関わらず、40〜140℃、好ましくは60〜120℃、より好ましくは80〜100℃とされる。加熱温度が低すぎると、エンボスが鮮明になるとの効果が、十分に発揮されないおそれがある。他方、加熱温度が高すぎると、エネルギーロスとなるほか、シート又はシート地が焼き付くおそれや、製造されるシート又はシート地が固くなるおそれがある。
【0037】
エンボスe,eの付与は、一対のエンボスロール間のエンボス圧が、5〜30kg/cm、好ましくは10〜25kg/cm、より好ましくは15〜20kg/cmとなるように行う。エンボス圧が低すぎると、エンボスが鮮明になるとの効果が、十分に発揮されないおそれがある。他方、エンボス圧が高すぎると、被加工原紙がちぎれてしまうおそれがある。
【0038】
一対のエンボスロールを、弾性ロールと金属ロールとの組み合せとする場合、弾性ロールは、その表面のショア硬度(Shore hardness)が、40〜70であるのが好ましい。ショア硬度が低すぎると、つまり弾性ロール表面がやわらかすぎると、シート又はシート地が破断するおそれがある。他方、ショア硬度が高すぎると、つまり弾性ロール表面が硬すぎると、エンボスが入らなくなるおそれがある。
【0039】
他方、エンボスe,eの具体的形状は、適宜の設計事項である。例えば、天部tの形状を正方形とし、隣接する天部間の凹部の形状が台形型のエンボスとしている。天部の形状は、正方形のほか、菱形、円形、楕円形、多角形などでもよい。
【0040】
また、天部tは、各シートを接着剤により接着するのであれば平坦とするのが好ましい。天部tの面積は、0.1〜40mm2、より好ましくは0.25〜4.0mm2、特に好ましくは0.5〜2.0mm2である。天部tの面積が狭すぎる、シート相互の十分な接着強度を得ることができなくなる。他方、天部tの面積が広すぎると、エンボスによる吸収空間の容積が小さくなるため、十分な吸収能力を得ることができなくなる。
【0041】
エンボスe,e…の深さDも適宜の設計事項であるが、概ね0.1mm以上、好適には0.5mm以上、さらに望ましくは1.3mm以上とするのがよい。
【0042】
多数のエンボスe,e…により形成されるエンボスパターンもまた適宜の設計事項であり、審美性、機能性を考慮して従来既知のエンボスパターンを適宜採用できる。
【0043】
ここで、本形態のキッチンペーパーX1の強度については、横方向の湿潤引張強さを、縦方向(マシン方向)の湿潤引張強さ以下とし、かつその横方向の湿潤引張強さを120cN以上とするのが好ましく、150cN以上とするのがより好ましい。一般に、現在市販されている坪量10〜50g/m2のキッチンペーパーX1は、横方向の湿潤引張強さが、100cN程度であるものが多い。しかるに、本形態では、横方向の湿潤引張強さを高めることによって、天ぷらや揚げ物等に含まれる水分や油分を吸収した際においても、鮮明・明瞭に付与したエンボスが崩れことがなく、天ぷらや揚げ物等がべたついたり、貼り付いたりすることがなくなる。
【0044】
キッチンペーパーX1の横方向の湿潤引張強さを高めるためには、例えば、原料パルプに界面活性剤等の湿潤紙力増強剤を添加することや、原料パルプの種類を選択し、あるいは原料パルプの叩解を調整するなどして、湿潤紙力増強剤の定着を高めること、などによることができる。ただし、過度に横方向の湿潤引張強さを高めると、シートの柔軟性などの阻害要因となるため、横方向の湿潤引張強さは、500cN以下とするのが好ましく、350cN以下とするのがより好ましい。一方、縦方向の湿潤引張強さは、適宜選定できるが、通常は横の湿潤引張強さの1倍以上である。なお、上述した湿潤引張強度は、実仕様形態で測定されるもので、例えば、2層構造の製品であれば、2層構造での湿潤引張強度を測定するものである。
【0045】
なお、上記形態は、キッチンペーパーを例に説明したが、本発明はこのキッチンペーパーに限定されるものではない。既知の薄葉紙製造技術、坪量の調整など、エンボス付与技術など、既知の技術に基づいて、本発明にかかるティシューペーパー、トイレットペーパー、タオルペーパーとすることができる。
【実施例】
【0046】
次いで、本発明にかかるキッチンペーパーX2と、その比較例とについて吸水時における吸水箇所の視認性について試験し、評価した。
試験は、1ccの純水を白色シート側に滴下し、目視にて裏面に積層された有色シートが視認できるようになったか否か、また視認できるようになった場合には明瞭に視認できるようになったか否か、滴下前との変化が大きいか否かという点を評価基準として総合評価する官能評価とした。
用いた、各例に係るシートは2層構造であり、エンボスは「Nested」形式である。白色度などの測定値は、試験の結果とともに、下記の表1に記載する。
【0047】
【表1】

【0048】
表1の結果から、本発明にかかるキッチンペーパーでは、吸水箇所の視認性に優れることが理解できる。
以上のとおり、本発明によれば、吸液時に吸液箇所の視認性に優れるキッチンペーパーが提供される。
【符号の説明】
【0049】
1…表面シート、2…裏面シート、3…接着部、e…エンボス、t…エンボスの天部、b…エンボスの底部、X1…キッチンペーパー。
【技術分野】
【0001】
本発明は、衛生薄葉紙に関し、特に、油分や水分の吸収が視覚的に確認しやすい衛生薄葉紙に関する。
【背景技術】
【0002】
衛生薄葉紙は、生活の種々の場面に応じて、例えば、キッチンペーパー、ティシューペーパー、トイレットペーパー、タオルペーパー等として用いられ、普及しているものである。
上記の種々の衛生薄葉紙においては、例えば、キッチンペーパーであれば、食品の包装、煮物の落とし蓋、鮮魚等のドリップ吸収材、水きり、油漉し、揚げ物の過剰油分の吸収用途、台所周りの拭き掃除など多岐に渡るが、吸水性、吸油性等の液吸収性は求められる重要な機能である。
このため、キッチンペーパーにかかる衛生薄葉紙は、一般的に、エンボス加工を施した原紙を適宜枚数積層して形成され、シート繊維間の空隙による毛管現象を主たる吸液機構として各シートのエンボス間の空隙に水分、油分等を取り込み保持するように構成されることが多い。また、キッチンペーパーにかかる衛生薄葉紙は、清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を原料としたものの需要が高い。
【0003】
他方、衛生薄葉紙の他の形態であるティシューペーパーは、一般家庭内の居間、寝室、書斎、及び事務所等においては広く使用される。このティシューペーパーの用途は、鼻かみ、手拭き、テーブル、机上の拭き取り、その他様々に汎用的に使用されていて、拭き取り性や鼻かみ時の肌ざわりはもちろんのこと、吸水性、吸油性が求められている。
このためティシューペーパーは、2〜3プライ構造で積層され、シート層及びシート繊維間の空隙による毛管現象を主たる吸液機構として各シートの空隙に水分、油分等を取り込み保持するように構成される。このティシューペーパーにかかる衛生薄葉紙おいても、清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を原料としたものの需要が高い。
【0004】
他方、衛生薄葉紙の他の形態であるトイレットペーパーやタオルペーパーは、トイレおよび手洗場においてはよく使用されものである。トイレットペーパーの用途は、おしり拭き、シャワートイレ使用による便座等の水拭き、トイレ内の掃除に使用されていて、おしりも拭き取り時の肌ざわりや拭き取り性はもちろんのこと、最近では特にシャワートイレ使用時において吸水性、裏抜けしない安心感が求められる。
このためトイレットペーパーにかかる衛生薄葉紙は、一般的に、エンボス加工を施した薄葉紙のシートを適宜枚数積層して形成され、シート層およびシート繊維間の空隙による毛管現象を主たる吸液機構として各シートのエンボス間の空隙に主に水分等を取り込み保持するように構成される。
【0005】
また、トイレットペーパーにおいては、従来経済性や用途などから古紙パルプを主原料とした単層もしくは2層の再生トイレットペーパーの需要が根強いが、最近では清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を主原料としたものの需要が徐々に高くなりつつある。
【0006】
他方、タオルペーパーは、トイレ使用後等の手洗い後の水の拭き取り、その他の用途に使用されていて、拭き取り性、吸水性が求められている。
このためタオルペーパーは、主に単層、もしくは2層プライ構造で積層され、シート層及びシート繊維間の空隙による毛管現象を主たる吸液機構として各シートの空隙に水分等を取り込み保持するように構成される。
この種のタオルペーパーにおいては、手拭きの用途で主であることから従来古紙パルプから作られる再生タオルペーパーの需要が多いが、最近では清潔感が求められることから、白色度が高い晒しパルプ(漂白パルプともいう)を原料としたものの需要が高くなりつつある。
【0007】
このように衛生薄葉紙は、多岐にわたって使用されるものであるが、吸水性、吸油性に代表される吸液性のが極めて重要な機能となっている。
しかしながら、従来衛生薄葉紙は、このような吸液性能が重要でありながらも、吸収された後に、吸液の位置や量を視覚的に、また直感的に判断しがたいものであった。
特に白色度の高い漂白パルプを原料としたものは、吸水、吸油しても紙のコントラスト変化が少なく、一見して液吸収がどの程度なされているのかが視覚的に判りづらいという欠点があった。
このような点に着目した従来技術としては、例えば、「油脂拭き取り用紙状体」としてキッチンペーパーに相当する技術の開示があるが、これは単に着色層と吸油層を貼り合わせ、吸油により吸油層が透明化するもので、吸油性、吸油量の識別という点では十分ではないし、吸水については機能が担保されていない。
また、3層構造のティシューペーパー等で中層に着色させ、表面から着色を視認可能とした技術もしられるが、この技術は意匠性を考慮したものであり、吸液量や吸液した範囲が視認可能になるものではない。さらに、酸塩基指示薬等の薬液を用いて吸水した部分を呈色させて吸水を識別させる紙はあるが、酸塩基指示薬自身が水溶性であるがゆえ、紙を透過して手に転移する可能性があり、吸水量の多い用途には適していない。また吸油については原理的に効果のないものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開S49−124867
【特許文献2】特開2007−44539
【特許文献3】特開2007−21168
【特許文献4】特開2006−95263
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明の主たる課題は、水、油等の種々の液体の吸液の量や位置を視覚的に感ずることができ、しかも、呈色薬品等を用いずに簡易かつコスト安な衛生薄葉紙を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決した本発明及び作用効果は次記のとおりである。
<請求項1記載の発明>
複数のシートが積層され、かつ、エンボス加工がされている衛生薄葉紙であって、表面シートが晒しパルプを主原料とする白色シートであり、少なくとも一層のシートが未晒しパルプを原料とするシートであり、かつ両シートの白色度の差は10以上であることを特徴とする衛生薄葉紙。
【0011】
<請求項2記載の発明>
表面側を構成するシートのエンボスの天部と裏面側を構成するシートのエンボスの底部とが対面して積層されている、請求項1記載の衛生薄葉紙。
【0012】
<請求項3記載の発明>
未晒しパルプを原料とするシートの坪量よりも表面シートの坪量が大きい請求項1記載の衛生薄葉紙。
【0013】
<請求項4記載の発明>
表面層を構成する白色シートの米坪が、これに隣接される未晒しパルプを原料とするシートの米坪よりも高いものである請求項1記載の衛生薄葉紙。
【0014】
<請求項5記載の発明>
表面シートの紙厚が未晒しパルプを原料とするシートの紙厚よりも厚いものである請求項1記載の衛生薄葉紙。
【発明の効果】
【0015】
本発明によれば、水、油等を吸液を視覚的に判断しやすくした衛生薄葉紙が提供される。
【図面の簡単な説明】
【0016】
【図1】本発明のキッチンペーパーX1の断面拡大図である。
【発明を実施するための形態】
【0017】
次いで、本発明の実施の形態について、図面を参照しながら以下に詳述する。図1は、本形態のキッチンペーパーを事例としたキッチンペーパーX1の断面拡大図である。
本形態のキッチンペーパーX1は、薄葉紙からなる複数のシート1,2を積層してなり、各シート1,2にエンボス加工がなされている。なお、複数のシート1,2は、それぞれがプライ構造をとっていてもよい。本発明においてはいわゆるプライ数と積層数は異なる意味である。
【0018】
本発明のキッチンペーパーX1では、特徴的に表面シート1が晒しパルプ(漂白パルプとも言われる)を原料とする白色シートとされ、裏面シート2が未晒しパルプ、半晒しパルプを含む原料とするシートとされ、かつ両シートのJIS P 8148に基づく白色度の差が10以上とされている。各シート1,2は、薄葉紙が好適に用いられる。また、図示例では2層(2枚のシート)で構成されるものであるが、本発明はこの積層数に限定されない。
【0019】
ここで、本発明においては晒しパルプを原料とする白色シート1は、具体的には白色度が75以上のものであるのが望ましい。この範囲であると清潔感のある印象となるとともに、後述の吸液箇所の視認性に優れるものとなる。また、かかる白色シート1における不透明度は75〜98%であるのが望ましい。未晒しパルプを原料とするシートと積層したときに、当該シートを効果的に隠蔽できる。
【0020】
白色シート1を構成するためのパルプ原料としては、LBKP(広葉樹クラフトパルプ)、NBKP(針葉樹クラフトパルプ)などを適宜の比率で配合したものが挙げられる。但し、本発明においては原料パルプはこれに限定されない。古紙パルプ等も利用可能である。
【0021】
他方、未晒しパルプ、半晒しパルプを原料とするシート2は、程度の差はあるものの茶褐色の有色シートであり、用いる未晒しパルプ、半晒しパルプが漂白されていない、もしくは漂白負荷が小さいことから安価であるとともに、構成繊維の痛みが少なく、吸油性や吸水性においては、晒しパルプを原料とするものより優れるものである(以下、未晒しパルプ、半晒しパルプを原料とするシートを有色シート2という)。なお、本発明においては、この有色シートは未晒しパルプ、半晒しパルプのみからなるものに限定されず、適宜漂白パルプが混合されていてもよい。要するに未晒しパルプを用いて後述の所望の白色度が達成されていればよい。その有色シート2における白色度は、70未満とする。但し、35以上であるのが望ましい。過度に低いと清潔感が低下する。未晒しパルプもまたNULP、LUKP、HNLP、HLKPなどを適宜の比率で配合したものが挙げられる。
【0022】
本発明においては、上述の白色度差の白色シート1と有色シート2とが積層されることによって、乾燥状態においては、白色シート1を介しては有色シート2が隠蔽された状態となり有色シート2を視認し難く、使用者は一見清潔感のあるものと感ずるものとなり、また、食品等に触れる用途にしようする際には、この白色シート1面を使用できることから、安心感をもって使用することができる。
【0023】
そのうえで、本発明のキッチンペーパーX1においては、例えば、白色シート1の面で液体を拭き取ったり、白色シート面に揚げ物をおいて余分な油を吸収させたりすると、白色シート1を構成するシート繊維間に液体が入り込み裏面側が透けて見やすくなるとともに、有色シート2にも当該液体が到達すると、有色シート2の色調が濃く変化するため、吸液部分と吸液していない部分の色調の濃淡差、コントラストがはっきりと発現し、当該吸液部分が白色シート1を介して視認できるようになる。この作用によって、本発明のキッチンペーパーX1では、清潔感、安心感をもって使用することができるとともに、吸液されている位置や概ねの量を視覚的にとらえることができるものとなる。この点においては、上述の各シートの白色度差の範囲かつ白色度の範囲内であるとり好ましい効果が得られる。
【0024】
ここで、本発明においては、上述の吸液前、吸液後の見栄えの差について、白色シートの面から純水を1cc滴下したときに、滴下部分のJIS P 8150の規定に定められているΔEab=√(ΔL2+Δa2+Δb2)の値が、8.0≦△Eab≦20.0であるのが望ましい。8.0未満であると見栄えの変化が視認し難い。また、20.0を達成するには、濃色の有色シートが必要となりキッチンペーパー全体の清潔感を損なうものとなるおそれがたかくなる。
【0025】
また、本発明においては、さらに吸液前、吸液後の見栄えの差について、白色シートの面からサラダ油(このサラダ油は限定されないが、「日清サラダ油」日清オイリオグループ株式会社であれば問題無く使用できる)を1cc滴下したときに、滴下部分のJIS P 8150の規定に定められているΔEab=√(ΔL2+Δa2+Δb2)の値が、7.0≦△Eab≦18.0であるのが望ましい。理由は、上述の純水を滴下した場合と同様である。なお、Δは水又は油の滴下前後での各々L値、a値、b値の差である。
【0026】
一方、本発明においては、未晒しパルプを原料とする有色シート1の坪量よりも白色シート1の坪量が大きいのが望ましい。このようにすると、乾燥時には白色シート1を介して、有色シート2を視認し難くなり、一層清潔感のあるものとなるとともに、吸液量を増加させることができる。
【0027】
ここで、本発明の白色シート1、有色シート2における具体的な坪量は限定されないが例示すれば、白色シート1において18〜35g/m2、有色シート2においては、14.5〜25g/m2程度である。この範囲を超えると、紙が硬くなり、この範囲未満であると吸液性、使用時の手肉感が得られ難くなる。なお、坪量は、衛生薄葉紙の用途やプライ数、例えば、トイレットペーパーであるとか、タオルペーパーであるとかに応じて適宜調整することができる。なお、本発明における坪量は、JIS P 8124に基づくものである。
【0028】
さらに、本発明のキッチンペーパーX1では、有色シート2よりも白色シート1のクレープ率が高いのが望ましい。白色シート1のクレープ率を高くすることで、上述の坪量差を設けた場合と同様の効果が得られる。ここで、本発明において各シートのクレープ率は既知の範囲適宜定めることができるが、好適な範囲としては、キッチンペーパーであれば、白色シートにおけるクレープ率が13〜30%、有色シートにおけるクレープ率が15〜35%程度であるのがよい。このクレープ率の具体的な数値範囲も衛生薄葉紙の用途に応じて適宜変更することができる。
なお、本発明におけるクレープ率とは、(((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100)により算出することができる。
【0029】
他方、本発明のキッチンペーパーにおいては、白色シートの紙厚が夕食シートの紙厚よりも厚いものであるのがよい。
【0030】
なお、紙厚の測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする
【0031】
他方、本発明にかかるキッチンペーパーでは、白色シート1と有色シート2とがともにエンボスeが付与されている。より具体的には、両シート1,2は、エンボスe,eを介して積層一体化されている。本発明のキッチンペーパーにおけるエンボス付与形態は、特に図1に示すように表面側を構成する白色シート1のエンボスeの天部tと裏面側を構成する有色シート2のエンボスeの底部bとが対面して積層されている、いわゆる「Nested」形式のものが望ましい。「Nested」形式では、空隙部分において両シートの距離が短いために吸液によって両シートが近接しやすく、白色シートを介しての有色シートが視認可能となる効果に優れる。
【0032】
但し、両シート1,2の天面同士が接着される所謂「Tip to Tip」の形態であってもよい。なお、ここでの天部tとは対面するシートからみて接近するように突出する凸部の頂面、底部とは対面するシートからみて離間するように凹む凹部の底面である。
【0033】
シートに対して行うエンボス加工は、例えば、一対のエンボスロール間に被エンボス加工シート(地)を通すことにより行うことができる。一対のエンボスロールは、両方とも金属ロールとすることもできるが、一方をゴムなどからなる弾性ロールとし、他方をエンボス付与凸部を有する金属ロールとするのが好ましい。弾性ロール及び金属ロールの組み合わせが好ましいのは、ロールのクリアランス調整の問題や、ロールに紙粉等が詰まるなどの不具合が生じないためである。
【0034】
一方、エンボス付与するにあたっては、一対のエンボスロールが両方又は一方のエンボスロールを加熱した状態で行うことができる。エンボスロールが加熱されていると、エンボスがより鮮明・明瞭に付与されるようになる。
【0035】
加熱されているエンボスロールは、弾性ロールであってもよいが、金属ロールである方が、好ましい。これは、金属ロールの方が、熱伝導率がよく効果的に加熱による効果が発揮されるということのほか、金属ロールが加熱されていると、エンボスの形状に対応した形で、シート又はシート地に熱が与えられることになり、付与されるエンボスが、より鮮明・明瞭になるためである。
【0036】
この場合、加熱ロールの表面温度は、一対のエンボスロールが、両方とも金属ロールであるか、弾性ロールと金属ロールとの組み合わせであるか、弾性ロール及び金属ロールのいずれが加熱されているか、などに関わらず、40〜140℃、好ましくは60〜120℃、より好ましくは80〜100℃とされる。加熱温度が低すぎると、エンボスが鮮明になるとの効果が、十分に発揮されないおそれがある。他方、加熱温度が高すぎると、エネルギーロスとなるほか、シート又はシート地が焼き付くおそれや、製造されるシート又はシート地が固くなるおそれがある。
【0037】
エンボスe,eの付与は、一対のエンボスロール間のエンボス圧が、5〜30kg/cm、好ましくは10〜25kg/cm、より好ましくは15〜20kg/cmとなるように行う。エンボス圧が低すぎると、エンボスが鮮明になるとの効果が、十分に発揮されないおそれがある。他方、エンボス圧が高すぎると、被加工原紙がちぎれてしまうおそれがある。
【0038】
一対のエンボスロールを、弾性ロールと金属ロールとの組み合せとする場合、弾性ロールは、その表面のショア硬度(Shore hardness)が、40〜70であるのが好ましい。ショア硬度が低すぎると、つまり弾性ロール表面がやわらかすぎると、シート又はシート地が破断するおそれがある。他方、ショア硬度が高すぎると、つまり弾性ロール表面が硬すぎると、エンボスが入らなくなるおそれがある。
【0039】
他方、エンボスe,eの具体的形状は、適宜の設計事項である。例えば、天部tの形状を正方形とし、隣接する天部間の凹部の形状が台形型のエンボスとしている。天部の形状は、正方形のほか、菱形、円形、楕円形、多角形などでもよい。
【0040】
また、天部tは、各シートを接着剤により接着するのであれば平坦とするのが好ましい。天部tの面積は、0.1〜40mm2、より好ましくは0.25〜4.0mm2、特に好ましくは0.5〜2.0mm2である。天部tの面積が狭すぎる、シート相互の十分な接着強度を得ることができなくなる。他方、天部tの面積が広すぎると、エンボスによる吸収空間の容積が小さくなるため、十分な吸収能力を得ることができなくなる。
【0041】
エンボスe,e…の深さDも適宜の設計事項であるが、概ね0.1mm以上、好適には0.5mm以上、さらに望ましくは1.3mm以上とするのがよい。
【0042】
多数のエンボスe,e…により形成されるエンボスパターンもまた適宜の設計事項であり、審美性、機能性を考慮して従来既知のエンボスパターンを適宜採用できる。
【0043】
ここで、本形態のキッチンペーパーX1の強度については、横方向の湿潤引張強さを、縦方向(マシン方向)の湿潤引張強さ以下とし、かつその横方向の湿潤引張強さを120cN以上とするのが好ましく、150cN以上とするのがより好ましい。一般に、現在市販されている坪量10〜50g/m2のキッチンペーパーX1は、横方向の湿潤引張強さが、100cN程度であるものが多い。しかるに、本形態では、横方向の湿潤引張強さを高めることによって、天ぷらや揚げ物等に含まれる水分や油分を吸収した際においても、鮮明・明瞭に付与したエンボスが崩れことがなく、天ぷらや揚げ物等がべたついたり、貼り付いたりすることがなくなる。
【0044】
キッチンペーパーX1の横方向の湿潤引張強さを高めるためには、例えば、原料パルプに界面活性剤等の湿潤紙力増強剤を添加することや、原料パルプの種類を選択し、あるいは原料パルプの叩解を調整するなどして、湿潤紙力増強剤の定着を高めること、などによることができる。ただし、過度に横方向の湿潤引張強さを高めると、シートの柔軟性などの阻害要因となるため、横方向の湿潤引張強さは、500cN以下とするのが好ましく、350cN以下とするのがより好ましい。一方、縦方向の湿潤引張強さは、適宜選定できるが、通常は横の湿潤引張強さの1倍以上である。なお、上述した湿潤引張強度は、実仕様形態で測定されるもので、例えば、2層構造の製品であれば、2層構造での湿潤引張強度を測定するものである。
【0045】
なお、上記形態は、キッチンペーパーを例に説明したが、本発明はこのキッチンペーパーに限定されるものではない。既知の薄葉紙製造技術、坪量の調整など、エンボス付与技術など、既知の技術に基づいて、本発明にかかるティシューペーパー、トイレットペーパー、タオルペーパーとすることができる。
【実施例】
【0046】
次いで、本発明にかかるキッチンペーパーX2と、その比較例とについて吸水時における吸水箇所の視認性について試験し、評価した。
試験は、1ccの純水を白色シート側に滴下し、目視にて裏面に積層された有色シートが視認できるようになったか否か、また視認できるようになった場合には明瞭に視認できるようになったか否か、滴下前との変化が大きいか否かという点を評価基準として総合評価する官能評価とした。
用いた、各例に係るシートは2層構造であり、エンボスは「Nested」形式である。白色度などの測定値は、試験の結果とともに、下記の表1に記載する。
【0047】
【表1】
【0048】
表1の結果から、本発明にかかるキッチンペーパーでは、吸水箇所の視認性に優れることが理解できる。
以上のとおり、本発明によれば、吸液時に吸液箇所の視認性に優れるキッチンペーパーが提供される。
【符号の説明】
【0049】
1…表面シート、2…裏面シート、3…接着部、e…エンボス、t…エンボスの天部、b…エンボスの底部、X1…キッチンペーパー。
【特許請求の範囲】
【請求項1】
複数のシートが積層され、かつ、エンボス加工がされている衛生薄葉紙であって、表面シートが晒しパルプを主原料とする白色シートであり、少なくとも一層のシートが未晒しパルプを原料として含む有色シートであり、かつ両シートの白色度の差は10以上であることを特徴とする衛生薄葉紙。
【請求項2】
表面側を構成するシートのエンボスの天部と裏面側を構成するシートのエンボスの底部とが対面して積層されている、請求項1記載の衛生薄葉紙。
【請求項3】
未晒しパルプを原料として含む有色シートの坪量よりも表面シートの坪量が大きい請求項1記載の衛生薄葉紙。
【請求項4】
表面層を構成する白色シートの米坪が、これに隣接される未晒しパルプを原料として含む有色シートの米坪よりも高いものである請求項1記載の衛生薄葉紙。
【請求項5】
表面シートの紙厚が未晒しパルプを原料として含む有色シートの紙厚よりも厚いものである請求項1記載の衛生薄葉紙。
【請求項1】
複数のシートが積層され、かつ、エンボス加工がされている衛生薄葉紙であって、表面シートが晒しパルプを主原料とする白色シートであり、少なくとも一層のシートが未晒しパルプを原料として含む有色シートであり、かつ両シートの白色度の差は10以上であることを特徴とする衛生薄葉紙。
【請求項2】
表面側を構成するシートのエンボスの天部と裏面側を構成するシートのエンボスの底部とが対面して積層されている、請求項1記載の衛生薄葉紙。
【請求項3】
未晒しパルプを原料として含む有色シートの坪量よりも表面シートの坪量が大きい請求項1記載の衛生薄葉紙。
【請求項4】
表面層を構成する白色シートの米坪が、これに隣接される未晒しパルプを原料として含む有色シートの米坪よりも高いものである請求項1記載の衛生薄葉紙。
【請求項5】
表面シートの紙厚が未晒しパルプを原料として含む有色シートの紙厚よりも厚いものである請求項1記載の衛生薄葉紙。
【図1】

【公開番号】特開2010−202990(P2010−202990A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−47375(P2009−47375)
【出願日】平成21年2月27日(2009.2.27)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年2月27日(2009.2.27)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]