
表皮付き内装材
【課題】表皮材の折返し端末の位置決めや止着を容易に行うことができ、表皮材の皺寄りを的確に防止できるうえに作業時間の短縮が可能となり、さらに、クリップやブラケット等の部品を必要としないので安価なものとすることができる表皮付き内装材を目的とする。
【解決手段】芯材1の表面に表皮材10を被覆する際、芯材1に被覆される表皮材10の位置決めや止着を手作業で簡単且つ容易に行って被覆作業を簡略化するためのもので、芯材形状に倣う略同形状よりなる表皮材10の折返し端末12に多数の掛止孔11を透設するとともに、芯材1の端縁に巻き掛けられる表皮材10の折返し端末12に透設された掛止孔11を掛止させて表皮材10の位置決めまたは位置決めと止着を行う掛止部材3を、芯材1の端縁内面に多数形成したものである。
【解決手段】芯材1の表面に表皮材10を被覆する際、芯材1に被覆される表皮材10の位置決めや止着を手作業で簡単且つ容易に行って被覆作業を簡略化するためのもので、芯材形状に倣う略同形状よりなる表皮材10の折返し端末12に多数の掛止孔11を透設するとともに、芯材1の端縁に巻き掛けられる表皮材10の折返し端末12に透設された掛止孔11を掛止させて表皮材10の位置決めまたは位置決めと止着を行う掛止部材3を、芯材1の端縁内面に多数形成したものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は車両の室内に組み付けられるセンターコンソール、その他の表皮付き内装材に関するものである。
【背景技術】
【0002】
従来、車両に組み付けられる表皮付き内装材材は、芯材の表面に被せられた芯材と略同形状の表皮材の折返し端末を芯材の端縁に巻き掛けたうえ、芯材端縁の内面に折り返されて巻き掛けられた折返し端末のタッカー止めを行って芯材に表皮材を被覆するのが一般的であった。しかし、表皮材の折返し端末のタッカー止めを行う場合、人手で表皮材が弛むことがないよう押さえつけながらタッカー打ちを行う必要があり、作業が難しく手間がかかり処理時間が長くなるという問題があるうえに力を込めて長時間作業しなければならず作業員にとって重作業となる問題があった。
【0003】
このような問題を解消するため、基材裏面に設けた凹溝に表皮材の端末を挿入し、さらに、凹溝に充填材を押し込むものがある(例えば、特許文献1参照)。また、表皮の切込みを挟持したクリップを内装材裏面に止着したブラケットに挿着し、基材裏面に巻き込まれた表皮の端末をタッカーにより止着するものがある(例えば、特許文献2参照)。
【0004】
しかし、特許文献1においては、表皮の被覆位置を基材に正確に位置決めできないため表皮に皺が寄り易く不良品がしばしば発生するという問題があった。また、特許文献2では位置決めは正確に行われるが、作業工程が増え作業に時間がかかるうえにクリップやブラケット等の部品を必要とするためコスト高となる問題があった。
【特許文献1】特開平8−282398号公報
【特許文献2】特開平10−217869号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は表皮材の折返し端末の位置決めや止着を容易に行うことができ、表皮材の皺寄りを的確に防止できるうえに作業時間の短縮が可能となり、さらに、クリップやブラケット等の部品を必要としないので安価なものとすることができる表皮付き内装材を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
本発明は、芯材形状に倣う略同形状よりなる表皮材の折返し端末に多数の掛止孔を透設するとともに、芯材の端縁に巻き掛けられる表皮材の折返し端末に透設された掛止孔を掛止させて表皮材の位置決めまたは位置決めと止着を行う掛止部材を、芯材の端縁内面に多数形成した表皮付き内装材を請求項1の発明とし、請求項1の発明において、掛止部材が表皮材の掛止孔に抜け止め掛止される表皮付き内装材を請求項2の発明とし、請求項1または2の発明において、芯材の端縁に形成される円弧部に折り返される表皮材の折返し端末が、前記円弧部の始端位置と終端位置に切り込まれるスリットにより切り離された折返し短片とした表皮付き内装材を請求項3の発明とし、請求項3の発明において、スリットにより形成される折込し短片に掛止孔が透設される表皮付き内装材を請求項4の発明とするものである。
【発明の効果】
【0007】
本発明は、芯材形状に倣う略同形状よりなる表皮材の折返し端末に多数の掛止孔を透設するとともに、芯材の端縁に巻き掛けられる表皮材の折返し端末に透設された掛止孔を掛止させて表皮材の位置決めまたは位置決めと止着を行う掛止部材を、芯材の端縁内面に多数形成したから、表皮材の被覆作業は芯材の多数の掛止部材に表皮材の掛止孔を位置合わせして掛止することにより位置決めができるので、そのまま表皮材の折返し端末を芯材の端縁内面にタッカー打ちすれば皺寄ることなく表皮材を芯材に被覆することができる。このため、従来のように表皮材が弛まないように作業者が表皮材の折返し端末を指で押えながらタッカー打ち作業を行う場合に比べて作業が簡単になるうえに大きな力を加えることなく被覆作業ができるので、作業能率が良く生産性を向上させることができる。また、掛止孔と掛止部材とにより表皮材の折返し端末を芯材の端縁内面に位置決めと止着を同時に行うものとすればタッカー打ち作業が不要となるので、作業数が削減され生産性が大幅に向上するうえに、タッカー装置等への設備投資およびエア等の動力が不要となるのでランニングコストが大幅に削減でき製品のコストを大幅に低減できることとなる。
【0008】
また、請求項2のように、掛止部材が表皮材の掛止孔に抜け止め掛止されるものとすることにより、芯材を成形する金型の設計変更だけで部品数を増やすことなく表皮材の位置決めと止着とを同時に行うことができるので、タッカー装置によるタッカー打ちが不要となり、設備および動力にかかる費用をなくすることができるうえに、生産性も向上するので金型の設計変更によるコスト上昇を吸収し、尚且つ製品のコストダウンを図ることができる。
【0009】
請求項3のように、芯材の端縁に形成される円弧部に折り返される表皮材の折返し端末が、前記円弧部の始端位置と終端位置に切り込まれるスリットにより切り離された折返し短片とすることにより、円弧面に表皮材を的確に密着させることができ、円弧部に皺寄りが生じるがない。
【0010】
請求項4のように、スリットにより形成される折込し短片に掛止孔が透設されるものとすることにより、芯材の掛止部材に折返し短片を掛止させることができ、折返し短片を予め決められた芯材の所定位置に確実に位置決め配置させることができるものとなる。
【発明を実施するための最良の形態】
【0011】
次に、本発明の好ましい実施の形態を図1〜8に基づいて詳細に説明する。
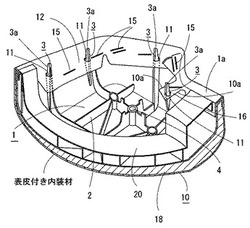
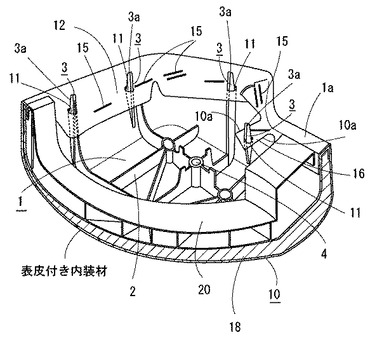
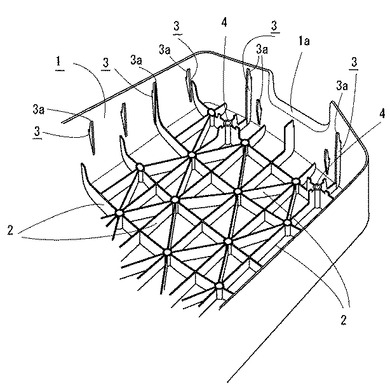
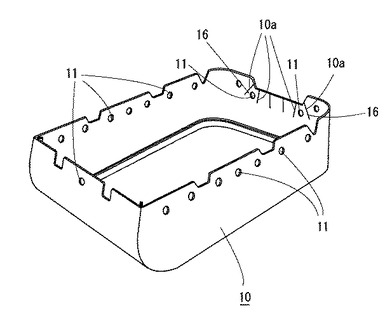
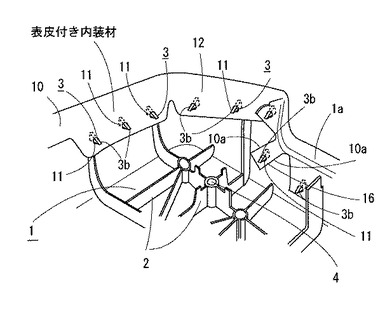
図1中、1は内装材の芯材であり、該芯材1はプラスチック成形されたものである。該芯材1は断面を逆U字状とした容器形状のものであり、該芯材1の天板部内面には補強リブ2が縦・横・斜に成形配設されている。また、芯材1の端縁内面には後記する表皮材10の掛止孔11に掛止される多数の掛止部材3が一体に成形されている。
【0012】
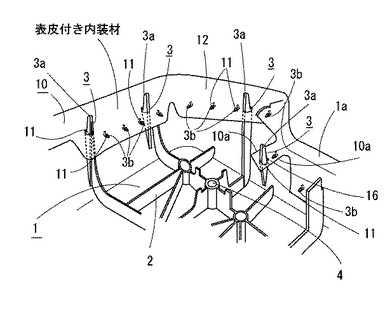
該掛止部材3は図3に示されるように、芯材1の端縁内面に先端の掛止用突子3aを上方を向けて形成した縦リブ状のもの、また、図7の第2の実施例に示されるように、芯材1の端縁内面に前記と同様に掛止突子3aを形成した縦リブ状のものと、該縦リブ状の掛止突子3a間に多数の止着用突子3bを横向きに突出させた鋸歯状の掛止部材3とを多数配設させたもの、あるいは、図8の第3の実施例に示されるように、多数の止着用突子3bを横向きに突出させた鋸歯状の掛止部材3を多数配設したものとがある。図3に示される縦リブ状の掛止部材3は先端の掛止突子3aにより表皮材10を芯材1の所定位置に配置させる位置決め機能のみを持つものであるため、表皮材10を芯材1に止着するには芯材1の内周面から表皮材10の折返し端末12にタッカーを打ちタッカー止め15を行う必要がある。
【0013】
また、図7の第2の実施例に示されるように、掛止用突子3aを先端に形成した縦リブ状の掛止部材3と止着用突子3bを横向き(水平方向)に突出させた鋸歯状の掛止部材3とを複合させたものは、掛止突子3aにより表皮材10の位置決めを行い、止着用突子3bを形成した鋸歯状の掛止部材3により表皮材10を芯材1に止着するものとしている。このようにすれば、表皮材10の掛止孔11を下向き(芯材の開口側)に突出されている掛止突子3aに容易に掛止することができる。このようにして表皮材10の位置決めを行った後、横向きに突出された止着用突子3bに表皮材10の掛止孔11を強制的に掛止させれば、表皮材10は芯材1に止着されることとなる。このように位置決めと止着という2操作を経て表皮材10を芯材1に止着することにより、芯材1の形状が複雑で表皮材10の被套が難しい場合でも円滑に被套作業を行うことができる。
【0014】
さらに、図8の第3の実施例に示されるように、芯材1の形状が単純で表皮材10の被套作業が簡単に行えるものは、掛止部材3を芯材1の端縁内面に横向き(水平方向)に止着用突子3bを突出させた鋸歯状のものとして、止着用突子3bを表皮材10の掛止孔11に強制的に掛止することにより位置決めと止着とが同時に行われるものとして1操作で表皮材10を芯材1に被套させれば被套作業を短縮することができる。
【0015】
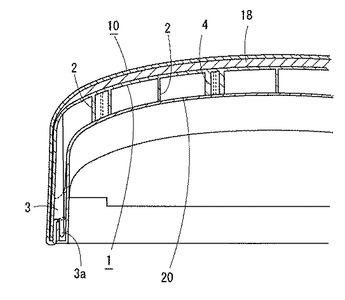
また、縦リブ状の掛止部材3の一部を芯材1の補強リブ2の延長線上に形成されるものとすれば、補強リブ2と掛止部材3とが狭い間隔で配設されることがなくなるので表皮材10を芯材1に掛止する時、補強リブ2が掛止作業の邪魔になることがない。4は芯材1の内腔部に嵌着される中蓋20をねじ止めするためのタッピンねじ用孔であり、該タッピンねじ用孔4は補強リブ2により補強された筒状のものとしている。
【0016】
10は前記芯材1の表面に被覆される表皮材であり、該表皮材10は芯材形状に倣う略同形状とした断面逆U字状の容器形状をしており、表皮材10の内面にはクッション材18が添着されたものとしている。11は表皮材10の折返し端末12に透設される多数の掛止孔であり、該掛止孔11は芯材1の掛止部材3位置に対応して透設され、掛止部材3に掛止孔11を掛止することにより表皮材10は芯材1の所定位置に位置決めされるか、位置決めと止着とが同時に行われる。また、掛止部材3の止着用突子3b位置に対して掛止孔11の位置が若干短めとなるように配設することにより、掛止部材3の止着用突子3bと表皮材10の掛止孔11間には引張力が付与されるので、表皮材10は芯材1に皺寄ることなく被覆されることとなる。
【0017】
また、図1、3、4に示されるように、芯材1の端縁に形成される円弧部1aに折り返される表皮材10の折返し端末12が、前記円弧部1aの始端位置と終端位置に切り込まれるスリット10aにより切り離された折返し短片16とすることにより、円弧部1aに表皮材10を的確に密着させることができ、円弧部1aに表皮材10を皺寄ることなく被覆することができる。また、図4に示されるように、折返し短片16に掛止用突子3aを掛止させる掛止孔11を透設したものとすれば、図1に示されるように、折返し短片16を芯材1の所定位置に的確に位置決めできることとなる。そして、位置決め後、折返し短片16をタッカー打ちしてタッカー止め15を行うものとすればよい。
【0018】
また、図7の第2の実施例に示されるように、折返し短片16に掛止用突子3aを掛止させる掛止孔11の他に止着用突子3bを掛止させるやや小径の掛止孔11を透設したものとしたり、図8の第3の実施例に示されるように、折返し短片16に止着用突子3bを掛止する掛止孔11のみを用いたものとしてもよく、このようにすれば位置決めと止着とを同時に行うことができるのでタッカー打ちが不要となる。
【0019】
このように構成されたものは、プラスチック成形された芯材1と芯材形状に倣う形状に縫製した表皮材10とを組み付けることにより完成されたセンターコンソール等の表皮付き内装材は車両等に組み付けられることは従来度同様であるが、芯材1に表皮材10を被覆する際は、芯材1の端縁内面に形成された掛止部材3の掛止用突子3aに表皮材10の折返し端末12に透設された掛止孔11を掛止して位置決めを行ったうえタッカー止め15を行えば、表皮材10折返し端末12を指で押えながらタッカー打ちを行う必要がないので労力を要することなく簡単に表皮材10の止着作業を行うことができる。
【0020】
また、芯材1の端縁内面に形成された掛止部材3の掛止用突子3aに表皮材10の折返し端末12に透設された掛止孔11を掛止して位置決めを行ったうえ、芯材1の端縁内面に形成された掛止部材3の止着用突子3bに表皮材10の折返し端末12に透設された掛止孔11を掛止して止着を行えば、複雑な形状を有する芯材1にも表皮材10を手作業で円滑に被覆することができるうえに、タッカー打ちを行わなくて良いので動力が不要でランニングコストを低減でき、タッカー装置も不要となり設備費を削減できることとなる。
【0021】
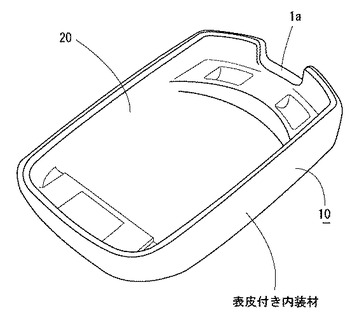
さらに、形状が単純な芯材1に表皮材10を被套する場合は、掛止部材3を止着用突子3bのみとし、止着用突子3bに表皮材10の掛止孔11を掛止することにより位置決めと止着とを同時に行えば、手作業の作業工程を少なくすることができるので、製作時間を短縮でき、生産性を向上させることができる。このようにして表皮材10が芯材1に被覆できたら、表皮材10が被覆された芯材1の裏面に内蓋20をビス止めすれば表皮付き内装材は完成することとなる。
【図面の簡単な説明】
【0022】
【図1】本発明の好ましい実施の形態を裏返して示す一部切欠斜視図である。
【図2】本発明の好ましい実施の形態を示す一部切欠断面図である
【図3】本発明の好ましい実施の形態における芯材を裏返して示す一部切欠斜視図である。
【図4】本発明の好ましい実施の形態における表皮材を裏返して示す斜視図である。
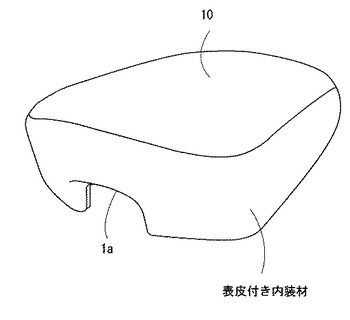
【図5】本発明の好ましい実施の形態の全体を示す斜視図である。
【図6】本発明の好ましい実施の形態の全体を裏返して示す斜視図である。
【図7】本発明の第2の実施例を裏返して示す一部切欠斜視図である。
【図8】本発明の第3の実施例を裏返して示す一部切欠斜視図である。
【符号の説明】
【0023】
1 芯材
1a 円弧部
3 掛止部材
10a スリット
10 表皮材
11 掛止孔
12 折返し端末
16 折返し短片
【技術分野】
【0001】
本発明は車両の室内に組み付けられるセンターコンソール、その他の表皮付き内装材に関するものである。
【背景技術】
【0002】
従来、車両に組み付けられる表皮付き内装材材は、芯材の表面に被せられた芯材と略同形状の表皮材の折返し端末を芯材の端縁に巻き掛けたうえ、芯材端縁の内面に折り返されて巻き掛けられた折返し端末のタッカー止めを行って芯材に表皮材を被覆するのが一般的であった。しかし、表皮材の折返し端末のタッカー止めを行う場合、人手で表皮材が弛むことがないよう押さえつけながらタッカー打ちを行う必要があり、作業が難しく手間がかかり処理時間が長くなるという問題があるうえに力を込めて長時間作業しなければならず作業員にとって重作業となる問題があった。
【0003】
このような問題を解消するため、基材裏面に設けた凹溝に表皮材の端末を挿入し、さらに、凹溝に充填材を押し込むものがある(例えば、特許文献1参照)。また、表皮の切込みを挟持したクリップを内装材裏面に止着したブラケットに挿着し、基材裏面に巻き込まれた表皮の端末をタッカーにより止着するものがある(例えば、特許文献2参照)。
【0004】
しかし、特許文献1においては、表皮の被覆位置を基材に正確に位置決めできないため表皮に皺が寄り易く不良品がしばしば発生するという問題があった。また、特許文献2では位置決めは正確に行われるが、作業工程が増え作業に時間がかかるうえにクリップやブラケット等の部品を必要とするためコスト高となる問題があった。
【特許文献1】特開平8−282398号公報
【特許文献2】特開平10−217869号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は表皮材の折返し端末の位置決めや止着を容易に行うことができ、表皮材の皺寄りを的確に防止できるうえに作業時間の短縮が可能となり、さらに、クリップやブラケット等の部品を必要としないので安価なものとすることができる表皮付き内装材を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
本発明は、芯材形状に倣う略同形状よりなる表皮材の折返し端末に多数の掛止孔を透設するとともに、芯材の端縁に巻き掛けられる表皮材の折返し端末に透設された掛止孔を掛止させて表皮材の位置決めまたは位置決めと止着を行う掛止部材を、芯材の端縁内面に多数形成した表皮付き内装材を請求項1の発明とし、請求項1の発明において、掛止部材が表皮材の掛止孔に抜け止め掛止される表皮付き内装材を請求項2の発明とし、請求項1または2の発明において、芯材の端縁に形成される円弧部に折り返される表皮材の折返し端末が、前記円弧部の始端位置と終端位置に切り込まれるスリットにより切り離された折返し短片とした表皮付き内装材を請求項3の発明とし、請求項3の発明において、スリットにより形成される折込し短片に掛止孔が透設される表皮付き内装材を請求項4の発明とするものである。
【発明の効果】
【0007】
本発明は、芯材形状に倣う略同形状よりなる表皮材の折返し端末に多数の掛止孔を透設するとともに、芯材の端縁に巻き掛けられる表皮材の折返し端末に透設された掛止孔を掛止させて表皮材の位置決めまたは位置決めと止着を行う掛止部材を、芯材の端縁内面に多数形成したから、表皮材の被覆作業は芯材の多数の掛止部材に表皮材の掛止孔を位置合わせして掛止することにより位置決めができるので、そのまま表皮材の折返し端末を芯材の端縁内面にタッカー打ちすれば皺寄ることなく表皮材を芯材に被覆することができる。このため、従来のように表皮材が弛まないように作業者が表皮材の折返し端末を指で押えながらタッカー打ち作業を行う場合に比べて作業が簡単になるうえに大きな力を加えることなく被覆作業ができるので、作業能率が良く生産性を向上させることができる。また、掛止孔と掛止部材とにより表皮材の折返し端末を芯材の端縁内面に位置決めと止着を同時に行うものとすればタッカー打ち作業が不要となるので、作業数が削減され生産性が大幅に向上するうえに、タッカー装置等への設備投資およびエア等の動力が不要となるのでランニングコストが大幅に削減でき製品のコストを大幅に低減できることとなる。
【0008】
また、請求項2のように、掛止部材が表皮材の掛止孔に抜け止め掛止されるものとすることにより、芯材を成形する金型の設計変更だけで部品数を増やすことなく表皮材の位置決めと止着とを同時に行うことができるので、タッカー装置によるタッカー打ちが不要となり、設備および動力にかかる費用をなくすることができるうえに、生産性も向上するので金型の設計変更によるコスト上昇を吸収し、尚且つ製品のコストダウンを図ることができる。
【0009】
請求項3のように、芯材の端縁に形成される円弧部に折り返される表皮材の折返し端末が、前記円弧部の始端位置と終端位置に切り込まれるスリットにより切り離された折返し短片とすることにより、円弧面に表皮材を的確に密着させることができ、円弧部に皺寄りが生じるがない。
【0010】
請求項4のように、スリットにより形成される折込し短片に掛止孔が透設されるものとすることにより、芯材の掛止部材に折返し短片を掛止させることができ、折返し短片を予め決められた芯材の所定位置に確実に位置決め配置させることができるものとなる。
【発明を実施するための最良の形態】
【0011】
次に、本発明の好ましい実施の形態を図1〜8に基づいて詳細に説明する。
図1中、1は内装材の芯材であり、該芯材1はプラスチック成形されたものである。該芯材1は断面を逆U字状とした容器形状のものであり、該芯材1の天板部内面には補強リブ2が縦・横・斜に成形配設されている。また、芯材1の端縁内面には後記する表皮材10の掛止孔11に掛止される多数の掛止部材3が一体に成形されている。
【0012】
該掛止部材3は図3に示されるように、芯材1の端縁内面に先端の掛止用突子3aを上方を向けて形成した縦リブ状のもの、また、図7の第2の実施例に示されるように、芯材1の端縁内面に前記と同様に掛止突子3aを形成した縦リブ状のものと、該縦リブ状の掛止突子3a間に多数の止着用突子3bを横向きに突出させた鋸歯状の掛止部材3とを多数配設させたもの、あるいは、図8の第3の実施例に示されるように、多数の止着用突子3bを横向きに突出させた鋸歯状の掛止部材3を多数配設したものとがある。図3に示される縦リブ状の掛止部材3は先端の掛止突子3aにより表皮材10を芯材1の所定位置に配置させる位置決め機能のみを持つものであるため、表皮材10を芯材1に止着するには芯材1の内周面から表皮材10の折返し端末12にタッカーを打ちタッカー止め15を行う必要がある。
【0013】
また、図7の第2の実施例に示されるように、掛止用突子3aを先端に形成した縦リブ状の掛止部材3と止着用突子3bを横向き(水平方向)に突出させた鋸歯状の掛止部材3とを複合させたものは、掛止突子3aにより表皮材10の位置決めを行い、止着用突子3bを形成した鋸歯状の掛止部材3により表皮材10を芯材1に止着するものとしている。このようにすれば、表皮材10の掛止孔11を下向き(芯材の開口側)に突出されている掛止突子3aに容易に掛止することができる。このようにして表皮材10の位置決めを行った後、横向きに突出された止着用突子3bに表皮材10の掛止孔11を強制的に掛止させれば、表皮材10は芯材1に止着されることとなる。このように位置決めと止着という2操作を経て表皮材10を芯材1に止着することにより、芯材1の形状が複雑で表皮材10の被套が難しい場合でも円滑に被套作業を行うことができる。
【0014】
さらに、図8の第3の実施例に示されるように、芯材1の形状が単純で表皮材10の被套作業が簡単に行えるものは、掛止部材3を芯材1の端縁内面に横向き(水平方向)に止着用突子3bを突出させた鋸歯状のものとして、止着用突子3bを表皮材10の掛止孔11に強制的に掛止することにより位置決めと止着とが同時に行われるものとして1操作で表皮材10を芯材1に被套させれば被套作業を短縮することができる。
【0015】
また、縦リブ状の掛止部材3の一部を芯材1の補強リブ2の延長線上に形成されるものとすれば、補強リブ2と掛止部材3とが狭い間隔で配設されることがなくなるので表皮材10を芯材1に掛止する時、補強リブ2が掛止作業の邪魔になることがない。4は芯材1の内腔部に嵌着される中蓋20をねじ止めするためのタッピンねじ用孔であり、該タッピンねじ用孔4は補強リブ2により補強された筒状のものとしている。
【0016】
10は前記芯材1の表面に被覆される表皮材であり、該表皮材10は芯材形状に倣う略同形状とした断面逆U字状の容器形状をしており、表皮材10の内面にはクッション材18が添着されたものとしている。11は表皮材10の折返し端末12に透設される多数の掛止孔であり、該掛止孔11は芯材1の掛止部材3位置に対応して透設され、掛止部材3に掛止孔11を掛止することにより表皮材10は芯材1の所定位置に位置決めされるか、位置決めと止着とが同時に行われる。また、掛止部材3の止着用突子3b位置に対して掛止孔11の位置が若干短めとなるように配設することにより、掛止部材3の止着用突子3bと表皮材10の掛止孔11間には引張力が付与されるので、表皮材10は芯材1に皺寄ることなく被覆されることとなる。
【0017】
また、図1、3、4に示されるように、芯材1の端縁に形成される円弧部1aに折り返される表皮材10の折返し端末12が、前記円弧部1aの始端位置と終端位置に切り込まれるスリット10aにより切り離された折返し短片16とすることにより、円弧部1aに表皮材10を的確に密着させることができ、円弧部1aに表皮材10を皺寄ることなく被覆することができる。また、図4に示されるように、折返し短片16に掛止用突子3aを掛止させる掛止孔11を透設したものとすれば、図1に示されるように、折返し短片16を芯材1の所定位置に的確に位置決めできることとなる。そして、位置決め後、折返し短片16をタッカー打ちしてタッカー止め15を行うものとすればよい。
【0018】
また、図7の第2の実施例に示されるように、折返し短片16に掛止用突子3aを掛止させる掛止孔11の他に止着用突子3bを掛止させるやや小径の掛止孔11を透設したものとしたり、図8の第3の実施例に示されるように、折返し短片16に止着用突子3bを掛止する掛止孔11のみを用いたものとしてもよく、このようにすれば位置決めと止着とを同時に行うことができるのでタッカー打ちが不要となる。
【0019】
このように構成されたものは、プラスチック成形された芯材1と芯材形状に倣う形状に縫製した表皮材10とを組み付けることにより完成されたセンターコンソール等の表皮付き内装材は車両等に組み付けられることは従来度同様であるが、芯材1に表皮材10を被覆する際は、芯材1の端縁内面に形成された掛止部材3の掛止用突子3aに表皮材10の折返し端末12に透設された掛止孔11を掛止して位置決めを行ったうえタッカー止め15を行えば、表皮材10折返し端末12を指で押えながらタッカー打ちを行う必要がないので労力を要することなく簡単に表皮材10の止着作業を行うことができる。
【0020】
また、芯材1の端縁内面に形成された掛止部材3の掛止用突子3aに表皮材10の折返し端末12に透設された掛止孔11を掛止して位置決めを行ったうえ、芯材1の端縁内面に形成された掛止部材3の止着用突子3bに表皮材10の折返し端末12に透設された掛止孔11を掛止して止着を行えば、複雑な形状を有する芯材1にも表皮材10を手作業で円滑に被覆することができるうえに、タッカー打ちを行わなくて良いので動力が不要でランニングコストを低減でき、タッカー装置も不要となり設備費を削減できることとなる。
【0021】
さらに、形状が単純な芯材1に表皮材10を被套する場合は、掛止部材3を止着用突子3bのみとし、止着用突子3bに表皮材10の掛止孔11を掛止することにより位置決めと止着とを同時に行えば、手作業の作業工程を少なくすることができるので、製作時間を短縮でき、生産性を向上させることができる。このようにして表皮材10が芯材1に被覆できたら、表皮材10が被覆された芯材1の裏面に内蓋20をビス止めすれば表皮付き内装材は完成することとなる。
【図面の簡単な説明】
【0022】
【図1】本発明の好ましい実施の形態を裏返して示す一部切欠斜視図である。
【図2】本発明の好ましい実施の形態を示す一部切欠断面図である
【図3】本発明の好ましい実施の形態における芯材を裏返して示す一部切欠斜視図である。
【図4】本発明の好ましい実施の形態における表皮材を裏返して示す斜視図である。
【図5】本発明の好ましい実施の形態の全体を示す斜視図である。
【図6】本発明の好ましい実施の形態の全体を裏返して示す斜視図である。
【図7】本発明の第2の実施例を裏返して示す一部切欠斜視図である。
【図8】本発明の第3の実施例を裏返して示す一部切欠斜視図である。
【符号の説明】
【0023】
1 芯材
1a 円弧部
3 掛止部材
10a スリット
10 表皮材
11 掛止孔
12 折返し端末
16 折返し短片
【特許請求の範囲】
【請求項1】
芯材形状に倣う略同形状よりなる表皮材の折返し端末に多数の掛止孔を透設するとともに、芯材の端縁に巻き掛けられる表皮材の折返し端末に透設された掛止孔を掛止させて表皮材の位置決めまたは位置決めと止着を行う掛止部材を、芯材の端縁内面に多数形成したことを特徴とする表皮付き内装材。
【請求項2】
掛止部材が表皮材の掛止孔に抜け止め掛止されること特徴とする請求項1に記載の表皮付き内装材。
【請求項3】
芯材の端縁に形成される円弧部に折り返される表皮材の折返し端末が、前記円弧部の始端位置と終端位置に切り込まれるスリットにより切り離された折返し短片としたことを特徴とする請求項1または2に記載の表皮付き内装材。
【請求項4】
スリットにより形成される折込し短片に掛止孔が透設されることを特徴とする請求項3に記載の表皮付き内装材。
【請求項1】
芯材形状に倣う略同形状よりなる表皮材の折返し端末に多数の掛止孔を透設するとともに、芯材の端縁に巻き掛けられる表皮材の折返し端末に透設された掛止孔を掛止させて表皮材の位置決めまたは位置決めと止着を行う掛止部材を、芯材の端縁内面に多数形成したことを特徴とする表皮付き内装材。
【請求項2】
掛止部材が表皮材の掛止孔に抜け止め掛止されること特徴とする請求項1に記載の表皮付き内装材。
【請求項3】
芯材の端縁に形成される円弧部に折り返される表皮材の折返し端末が、前記円弧部の始端位置と終端位置に切り込まれるスリットにより切り離された折返し短片としたことを特徴とする請求項1または2に記載の表皮付き内装材。
【請求項4】
スリットにより形成される折込し短片に掛止孔が透設されることを特徴とする請求項3に記載の表皮付き内装材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−145086(P2007−145086A)
【公開日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願番号】特願2005−338969(P2005−338969)
【出願日】平成17年11月24日(2005.11.24)
【出願人】(591028751)株式会社豊和化成 (10)
【Fターム(参考)】
【公開日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願日】平成17年11月24日(2005.11.24)
【出願人】(591028751)株式会社豊和化成 (10)
【Fターム(参考)】
[ Back to top ]