
表示タグ一体化装置
【課題】表示タグの一体化を自動化する表示タグ一体化装置を提供する。
【解決手段】装置本体1に形成した作業面11に、X方向に延びる水平軌道12を支持させ、前記水平軌道12に沿ってX方向に移動する吊り下げベース13を設け、前記吊り下げベース13から作業面11に向けてZ方向に移動する吊り下げロッド14を設け、前記吊り下げロッド14下端にタグ保持部15を設け、複数のタグストッカ21と一体化作業枠22とをタグ置き台2のY方向に並べ、一体化作業枠11に保持させた表示タグを押さえ付けるタグ押さえ手段23と、一体化作業枠22に保持させた複数の表示タグを融着する融着手段24とをタグ置き台2に設け、完成品ストッカ31を完成品置き台3のY方向に並べ、前記完成品ストッカ31に収納された完成品を押さえ付ける完成品押さえ手段32を作業面11に設けた表示タグ一体化装置である。
【解決手段】装置本体1に形成した作業面11に、X方向に延びる水平軌道12を支持させ、前記水平軌道12に沿ってX方向に移動する吊り下げベース13を設け、前記吊り下げベース13から作業面11に向けてZ方向に移動する吊り下げロッド14を設け、前記吊り下げロッド14下端にタグ保持部15を設け、複数のタグストッカ21と一体化作業枠22とをタグ置き台2のY方向に並べ、一体化作業枠11に保持させた表示タグを押さえ付けるタグ押さえ手段23と、一体化作業枠22に保持させた複数の表示タグを融着する融着手段24とをタグ置き台2に設け、完成品ストッカ31を完成品置き台3のY方向に並べ、前記完成品ストッカ31に収納された完成品を押さえ付ける完成品押さえ手段32を作業面11に設けた表示タグ一体化装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、商品表示タグと洗濯表示タグ等、複数の表示タグを重ねて一部を融着した完成品を連続的かつ自動的に作り出す表示タグ一体化装置に関する。
【背景技術】
【0002】
衣類には、商品のブランド名や型番等を表す商品表示タグや、洗濯に際して注意事項を表す洗濯表示タグ等、複数の表示タグが縫着される場合がある。これらの表示タグを別々に衣類に縫着することは作業コストがかかることから、通常複数の表示タグを重ねて一体に衣類に縫着する。しかし、縫着に際して表示タグを重ね合わせることは縫着作業の自動化を妨げることになるため、複数の表示タグを予め重ね合わせて一体にしている。現在の表示タグの一体化作業は、作業員が重ね合わせる表示タグを1枚ずつ取って、人力により融着している。表示タグは合成繊維製であるため、ハンダ鏝等を押し当てて一部を融着すれば簡単に一体化できるが、それでも人力による一体化作業は大変な労力となり、作業コストの低減が難しい。
【0003】
ここで、例えば特許文献1に見られるように、2枚重ねた帆布を融着により貼り合わせる接合装置が開示されていることから、前記接合装置を利用して複数の表示タグを貼り合わせることが考えられる。この接合装置は、歯付ベルトの歯部表面に被覆する帆布(繊維材料)の端部を接合する作業に特化したものであり、帆布は連続的に繰り出され、融着により貼り合わせた後、切断される。これから、前記帆布を表示タグに置換できれば、この特許文献1が開示する接合装置を利用して、複数の表示タグを貼り合わせることができることになる。
【0004】
【特許文献1】特開2001-073272号公報(請求項1,図6)
【発明の開示】
【発明が解決しようとする課題】
【0005】
表示タグは、確かに表示内容を印刷する段階は連続した帯状であるが、その後表示内容単位で切断することにより、所定長単位の布片となる。これから、前記印刷する段階で複数の表示タグを貼り合わせることができれば、表示タグの一体化作業に特許文献1の接合装置を利用できる。しかし、実際の表示タグは、縫着する衣類毎に組み合わせが異なるため、表示タグ毎に印刷、切断されて所定長単位の布片に成形された後、適宜複数の表示タグを選択して一体化しなければならず、特許文献1の接合装置を利用できない。そこで、こうした表示タグの一体化を自動化するため、装置構成について検討した。
【課題を解決するための手段】
【0006】
検討の結果開発したものが、複数の表示タグを重ねて一部を融着した完成品を連続的かつ自動的に作り出す表示タグ一体化装置であって、装置本体に形成した平坦な作業面に対して、X方向に延びる水平軌道を支持させ、前記水平軌道に沿ってX方向に移動する吊り下げベースを設け、前記吊り下げベースから垂下され、作業面に向けてZ方向に移動する吊り下げロッドを設け、前記吊り下げロッド下端に、表示タグを着脱自在としたタグ保持部を設け、水平軌道下方の作業面に、前記水平軌道を横断してY方向に移動するタグ置き台及び完成品置き台を設け、表示タグを種類毎に収納する複数のタグストッカと、融着する枚数の表示タグを一時的に保持する一体化作業枠とを、タグ置き台のY方向に並べ、一体化作業枠に保持させた表示タグをタグ置き台に対して押さえ付けるタグ押さえ手段と、一体化作業枠に保持させた複数の表示タグを重ねて一部を融着する融着手段とを、前記タグ置き台に設け、複数の表示タグを重ねて一部を融着した完成品を収納する完成品ストッカを完成品置き台のY方向に並べ、前記完成品ストッカに収納された完成品を完成品置き台に対して押さえ付ける完成品押さえ手段を作業面に設けた表示タグ一体化装置である。
【0007】
本発明の表示タグ一体化装置は、X方向に移動する吊り下げベースと、Y方向に移動するタグ置き台と、そして同じくY方向に移動する完成品置き台とを個別に移動させ、前記吊り下げベースを基準としてZ方向に移動する吊り下げロッド下端のタグ保持部により表示タグ又は完成品を吊り上げて、前記表示タグ又は完成品をタグストッカ、一体化作業枠及び完成品ストッカ間で受け渡す。ここで、X方向及びY方向は平坦な作業面内で直交する2方向、Z方向は前記作業面、すなわちX方向及びY方向のいずれにも直交する方向であればよいが、通常、表示タグ一体化装置を正面から見て、装置の前後方向をX方向、装置の左右方向をY方向、そして装置の上下方向をZ方向とする。これから、例えばタグストッカ及び完成品ストッカは、装置の左右方向(Y方向)に並ぶことになる。
【0008】
2枚の表示タグを一体化する場合を例にとり、説明する。まず、表示タグ一体化装置を稼働させる前、準備として、タグ置き台に並べた2基のタグストッカにそれぞれ種類の異なる表示タグを複数収納する。これから、表示タグ一体化装置を稼働させると、吊り下げロッド下方に1基のタグストッカが位置するように、吊り下げベースがX方向に移動し、またタグ置き台がY方向に移動する。そして、吊り下げベースを基準として吊り下げロッドを下降させると、前記タグストッカに収納された表示タグの最上層にタグ保持部が当接し、前記タグ保持部が表示タグを保持するので、吊り下げロッドを上昇させると、1枚の表示タグを吊り上げることができる。
【0009】
次に、吊り下げロッド下方に一体化作業枠が位置するように、タグ置き台をY方向に移動させ、吊り下げベースを基準として吊り下げロッドを下降させて一体化作業枠に表示タグが収まれば、前記表示タグをタグ押さえ手段により押さえ付けた状態で吊り下げロッドを上昇させ、タグ保持部による表示タグの保持を解除し、表示タグを一体化作業枠に受け渡すことができる。同様に、タグ置き台をY方向に移動させて残るタグストッカから別の種類の表示タグを一体化作業枠に受け渡す。これにより、一体化作業枠には異なる種類の表示タグが重ねられた状態で保持されることになる。
【0010】
一体化作業枠内で重ねられた2枚の表示タグは、融着手段により一部が融着される。このとき、吊り下げロッドが前記融着手段に干渉する場合、吊り下げロッドを上昇させて待避させるほか、必要により吊り下げベースを移動させて、吊り下げロッドをタグ置き台上方から待避させる。また、融着手段に表示タグがくっつかないように、タグ押さえ手段により2枚の表示タグを一体に押さえ付けておくとよい。
【0011】
完成品は、上述した表示タグの受け渡しと同様の手順により、完成品ストッカへ受け渡す。ここで、吊り下げロッドを待避させていた場合、まず吊り下げロッドを一体化作業枠上方に移動させる。そして、下降させた吊り下げロッド下端の一体化作業枠が完成品を保持すると、吊り下げロッドを上昇させ、吊り下げベースが移動して前記吊り下げロッドを完成品置き台上方へ移動させせる。そして、吊り下げロッド下方に完成品ストッカが位置するように、完成品置き台が移動した後、吊り下げロッドを下降させ、完成品を完成品ストッカに収納する。最後に、完成品を完成品押さえ手段により押さえ付け、吊り下げロッドを上昇させれば、タグ保持部が完成品を解放し、完成品のみが完成品ストッカに残る。
【0012】
具体的な吊り下げベースは、水平軌道を構成するロッドレスシリンダの移動部として構成される。この場合、ロッドレスシリンダの水平軌道を、作業面に立設した固定柱に支持させる。そして、具体的な吊り下げロッドは、直動ロッドが下向きに延びる直動シリンダを吊り下げベースに設け、Z方向下向きに付勢された弾性状態で前記直動ロッドに支持されて構成される。この場合、直動シリンダの直動ロッドを直接吊り下げロッドとして用いることも考えられるが、直動ロッドが表示タグ又は完成品に押し付けることを避けるため、別体の吊り下げロッドを弾性状態で直動ロッドに支持させる構成が好ましい。この場合、直動ロッドに吊り下げロッドを付設する介在部材に、後述する輪ゴム外し突起を付設しやすい利点がある。
【0013】
吊り下げロッドは、下端に設けたタグ保持部を表示タグ又は完成品に押し付けて、前記表示タグ及び完成品を保持し、吊り上げることができればよい。最も簡易には、表示タグ又は完成品と接着及び剥離自在な両面テープを下端に貼り付けてタグ保持部を構成した吊り下げロッドを例示できる。前記両面テープによるタグ保持部は、吊り下げロッド下端に動力を供給する必要がないことから簡素かつ軽量な構成で済み、両面テープの接着力が低下すれば、この両面テープを貼り替えるだけでよい利便性がある。このほか、表示タグを挟持及び解放自在な挟み爪を下端に設けてタグ保持部を構成したり、表示タグを吸引及び解放自在な吸い口を下端に設けてタグ保持部を構成してもよい。
【0014】
タグストッカは、吊り下げロッドにより表示タグが吊り上げられても、重ねられた表示タグがずれなければ、どのような構成でも構わない。これから、上方が開放した箱体からなるタグストッカも考えられるが、表示タグを簡易に収納し、また吊り下げロッドによる吊り上げに際して抵抗が少なくなるように、タグストッカは、表示タグの角部に宛てがわれるタグ拘束アングルからなる構成が好ましい。前記タグストッカは、拘束アングルを表示タグの角部に対応して4基立てた構成になる。一体化作業枠も、前記タグストッカと同様であるが、一体化する表示タグのみを保持できればよいため、前記拘束アングルのような高さは不要である。これから、一体化作業枠は、表示タグの角部に宛てがわれるタグ拘束ブロックから構成するとよい。前記拘束ブロックは、L字状の平面外形を有する低いブロックであればよい。
【0015】
タグ押さえ手段は、一体化作業枠に表示タグを受け渡した後、吊り下げロッドを上昇させてタグ保持部から表示タグを解放することを助け、前記解放に際して表示タグの姿勢がずれないようにする働きがある。これから、タグ押さえ手段が表示タグを押さえ付ける段階では、吊り下げロッド下端のタグ保持部が表示タグを保持している状態にあることになるので、タグ押さえ手段は少なくとも吊り下げロッドと干渉せずに表示タグのみを押さえ付ける必要がある。これから、タグ押さえ手段は、一体化作業枠に保持させた表示タグの一部を押さえ付けるタグ押さえアームと、タグ置き台に固定した回動シリンダとからなり、前記タグ押さえアームを前記回動シリンダの回動ロッドに取り付けた構成にする。吊り下げロッド下端のタグ保持部が表示タグの中心を保持する場合、タグ押さえアームはU字状アームとし、表示タグの両端を押さえ付けるとよい。
【0016】
融着手段は、重ね合わせた複数の表示タグの一部を融着し、一体化できればよい。具体的には、熱融着手段や超音波融着手段を利用できる。ここで、熱融着手段は、一体化作業枠に保持させた表示タグの一部に押し当てるハンダ鏝と、タグ置き台に固定した回動シリンダとからなり、前記ハンダ鏝を前記回動シリンダの回動ロッドに取り付けて構成すると簡便である。この融着手段は、重ね合わせた表示タグをタグ押さえ手段により押さえ付けた状態でハンダ鏝を表示タグに押し当てるため、例えばタグ押さえ手段が上記タグ押さえアームから構成される場合、ハンダ鏝は前記タグ押さえアームと干渉しないように表示タグに押し当てることになる。この場合、単純にタグ押さえアームを避けた位置でハンダ鏝を表示タグに押し当ててもよいし、タグ押さえアームにハンダ鏝に対応した開口を設け、前記開口を通じてハンダ鏝を表示タグに押し当ててもよい。
【0017】
完成品ストッカは、記述したタグストッカと同様な構成、すなわち完成品の角部に宛てがわれる完成品拘束アングルからなる構成にする。ここで、完成品ストッカは、底面に下掛止部を、外面上端に上掛止部を設け、前記下掛止部及び上掛止部に架け渡した輪ゴムを、吊り下げロッドに付設した輪ゴム外し突起を引っ掛けて前記上掛止部から外すようにすれば、収納した複数の完成品を前記輪ゴムで束ねることができる。現在の一体化作業でも、複数の完成品は一定数単位を輪ゴムで束ねて出荷される。前記完成品ストッカ及び吊り下げロッドに付設した輪ゴム外し突起の組み合わせは、現在の一体化作業における完成品の出荷状態まで自動化する。
【0018】
また、完成品押さえ手段は、既述したタグ押さえ手段と同様な構成、すなわち完成品ストッカに収納させた完成品の一部を押さえ付ける完成品押さえアームと、作業面に固定した押さえ用回動シリンダとからなり、前記完成品押さえアームを前記回動シリンダの回動ロッドに取り付けた構成にする。この完成品押さえ手段は、タグ押さえ手段が背の低い一体化作業枠に保持された表示タグを数枚程度押さえ付けるだけなのに対し、背の高い完成品ストッカに積み重ねられる多数の完成品を一体に押さえ付ける点が相違するが、タグ押さえ手段と同様に吊り下げロッドとの干渉を避ける必要がある。これから、完成品押さえ手段は、完成品押さえアームを回動させる回動シリンダを作業面に固定し、前記完成品押さえアームを完成品ストッカの上方から差し込めるようにしている。好ましくは、上述した完成品拘束アングルに囲まれた完成品ストッカに対し、前記完成品拘束アングルの隙間から完成品押さえアームを差し込めるようにするとよい。
【発明の効果】
【0019】
本発明により、これまで人力に頼って大変な労力及び手間を要していた表示タグの一体化作業を自動化できるようになり、大幅な省力化、そしてコスト低減を実現できる。しかも、本発明の表示タグ一体化装置では、表示タグ及び完成品の姿勢は、タグストッカ、一体化作業枠、そして完成品ストッカにより決定されているため、作られる完成品の品質を一様にすることができる。これから、本発明の表示タグ一体化装置は、複数の表示タグを一体化した完成品の品質を向上させながら、前記完成品を安価かつ大量に作り出せるようにする効果をもたらすと言える。
【発明を実施するための最良の形態】
【0020】
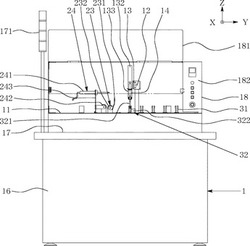
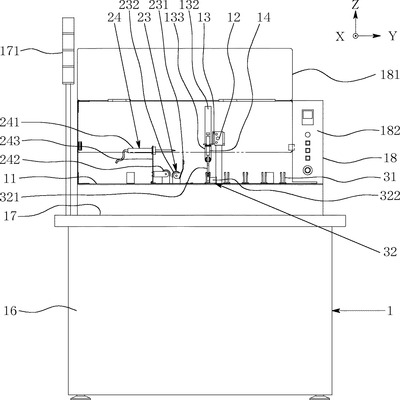
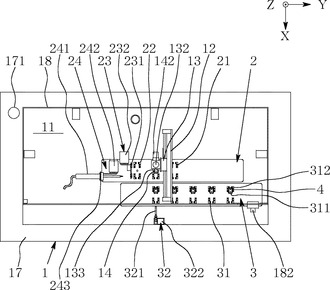
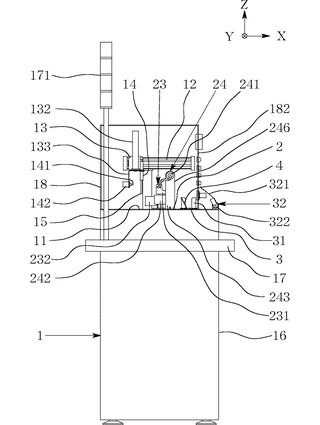
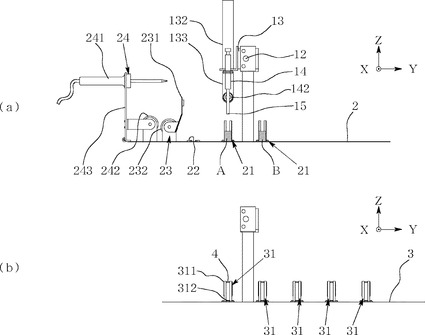
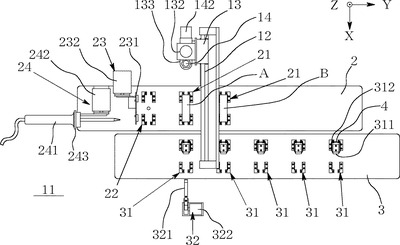
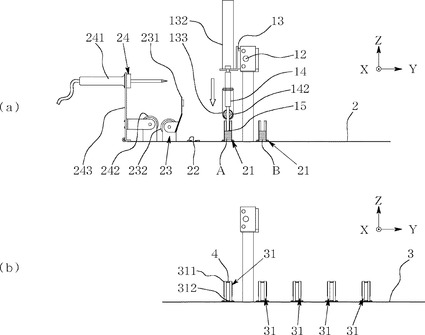
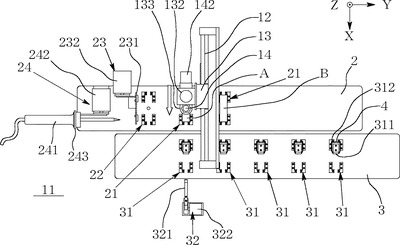
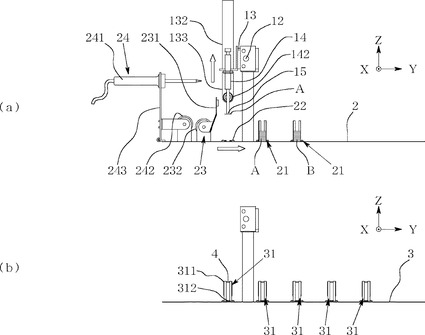
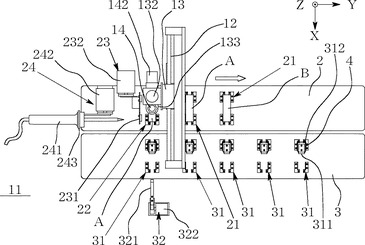
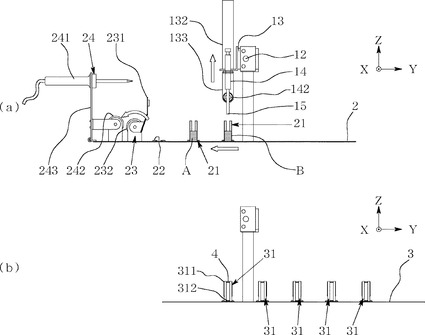
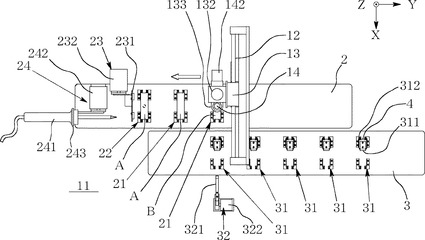
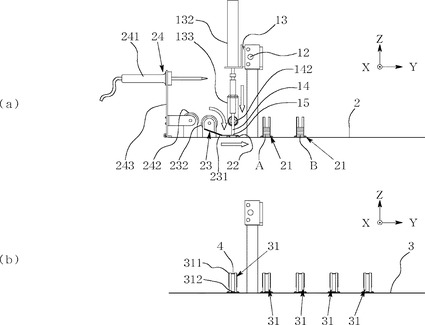
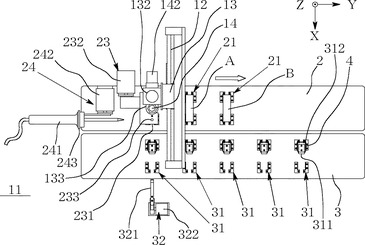
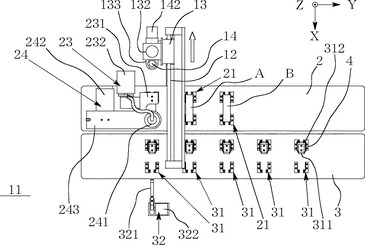
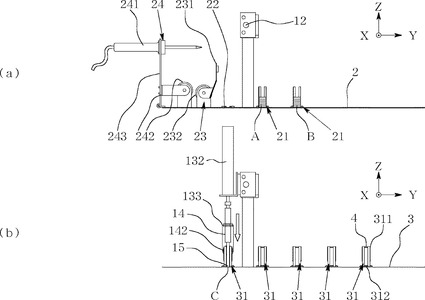
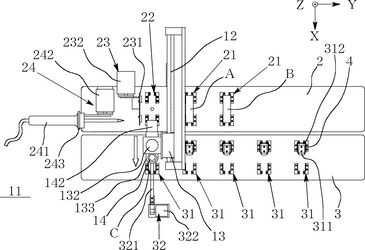
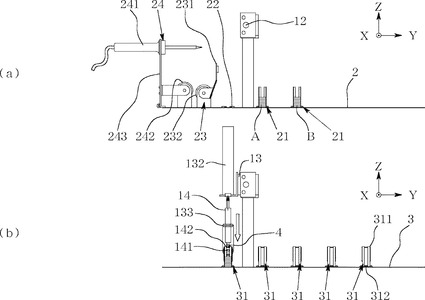
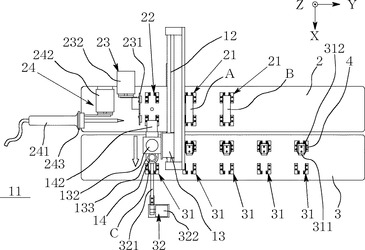
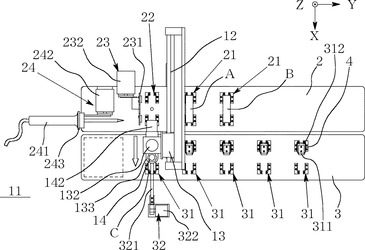
まず、本発明に基づく表示タグ一体化装置の構成について説明する。図1は本発明に基づく表示タグ一体化装置の正面図、図2は本発明に基づく表示タグ一体化装置の平面図であり、図3は本発明に基づく表示タグ一体化装置の側面図である。本例の表示タグ一体化装置に用いる各直動シリンダ又は回動シリンダはエアシリンダである。また、後述するタグ置き台2及び完成品置き台3を移動させるラック及びピニオン機構は、電動モータを駆動原としている。図示の便宜上、各エアシリンダに繋がるエア配管、各センサに繋がる信号コード、融着手段24を構成するハンダ鏝241の電源コード、そしてその他装置本体1に供える駆動原又は制御部(図示略)と操作部182とを結ぶ信号コード又は電源コード等は、全部図示略又は途中図示略としている。また、図1〜図3にない符号は、後掲図4以下を参照する。
【0021】
本例の表示タグ一体化装置は、図1〜図3に見られるように、駆動原及び制御部を内蔵した作業台16と、前記作業台16のテーブル17上に設けられた平坦な作業面11と、前記作業面11上に設けられた作業ボックス18とから装置本体1が構成される。作業台16は、テーブル17の角部に、装置の稼働状況や不具合を視覚的に報知する信号灯171を立てている。作業ボックス18は、作業面11上に構成される水平軌道12、タグ置き台2や完成品置き台3等の主要部を保護する箱体であり、開放した前面の上半分を開閉するアクセス扉181を設け、正面から見て右側に操作部182を設けている。操作部182は、装置の始動又は停止や、稼働条件等を設定する部分である。アクセス扉181は、前記操作部182の左縁部に設けたストッパ片に当接し、作業ボックス18の左縁部に設けたマグネット部に吸着して、閉鎖状態を維持する。
【0022】
本例は、ロッドレスシリンダの直線軌道を水平軌道12とし、同じくロッドレスシリンダの移動部を吊り下げベース13としている。水平軌道12は、作業面11に立てた固定柱により支持し、装置の前後方向(X方向)に向けている。これにより、吊り下げベース13は装置の前後方向(X方向)に移動自在になっている。この水平軌道12及び吊り下げベース13を構成するロッドレスシリンダは、作業台16中に配したコンプレッサから延びるエア配管(図示略)を、作業面11の奥に設けたアクセス孔を通じて取り出し、接続している。完成品押さえ手段32を構成する回動シリンダ322を除き、そのほかの直動シリンダ132,142又は回動シリンダ232,242のエア配管も同様である。
【0023】
吊り下げベース13は、直動シリンダ132を固定している。この直動シリンダ132は、上下方向(Z方向)に垂下される直動シリンダ132の直動ロッド131にL字状の取付フランジ(介在部材)133を設けている。吊り下げロッド14は、前記取付フランジ133の水平面に取り付けられ、装置の上下方向(Z方向)に垂下されている。本例の吊り下げロッド14は、外筒に内棒を挿入し、前記外筒に内蔵されたコイルスプリングにより内棒が弾性状態で支持されている。本例の吊り下げロッド14は、表示タグ又は完成品と接着及び剥離自在な両面テープを下端に貼り付けてタグ保持部15を構成している。また、本例は、取付フランジ133の垂直面から、輪ゴム外し突起141を装置の前後方向(X方向)に突出させている。本例の輪ゴム外し突起141は、前記取付フランジ133の垂直面に取り付けた直動シリンダ142の直動ロッドを利用している。このほか、タグ保持部15に表示タグ又は完成品を保持させたか否かを検知するセンサを、吊り下げロッド14に設けてもよい。
【0024】
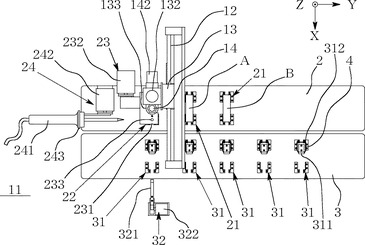
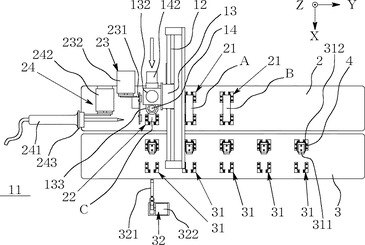
タグ置き台2及び完成品置き台3は、水平軌道12を横断して装置の左右方向(Y方向)に移動する作業面11上の板面からなる。タグ置き台2及び完成品置き台3は、水平軌道12を横断して装置の左右方向(Y方向)に移動すればよいので、両者の位置関係は自由であるが、本例は装置の前後方向(X方向)奥にタグ置き台2、同じく手前に完成品置き台3を配し、両者を並べて移動させている。これにより、タグ置き台2側から完成品置き台3側へ完成品を移し替える距離を短くでき、また完成品を装置の前後方向(X方向)手前の完成品置き台3から容易に取り出すことができる。本例のタグ置き台2及び完成品置き台3は、作業面11内に設けた電動モータが駆動するピニオンと、タグ置き台2及び完成品置き台3それぞれの板面裏面に設けたラックとからなるラック及びピニオン機構により移動させる。
【0025】
タグ置き台2は、表示タグを種類毎に収納する複数のタグストッカ21と、融着する枚数の表示タグを一時的に保持する一体化作業枠22とを、装置の左右方向(Y方向)に等間隔で並べて設けている。本例は、左端に一体化作業枠22を配し、この一体化作業枠22から右方向に2基のタグストッカ21を配している。本例のタグストッカ21は、装置の前後方向(X方向)に向けた表示タグの角部に宛てがわれるタグ拘束アングルを表示タグの角部に対応して4基立てた構成である。また、一体化作業枠22は、装置の前後方向(X方向)に向けた表示タグの角部に宛てがわれるL字状のタグ拘束ブロックを表示タグの角部に対応して4基配した構成である。本例の一体化作業枠22は、タグ拘束ブロックに囲まれた中心にセンサを設け、一体化作業枠22に表示タグが保持されたか否かを検知する。
【0026】
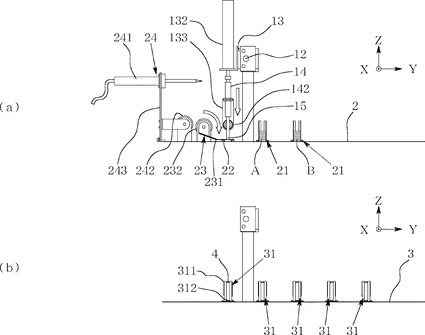
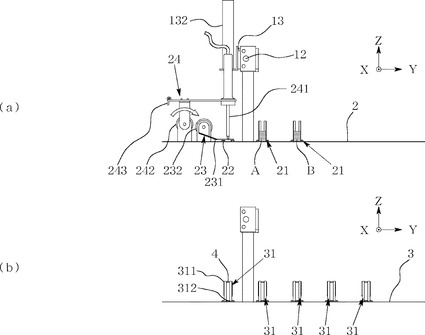
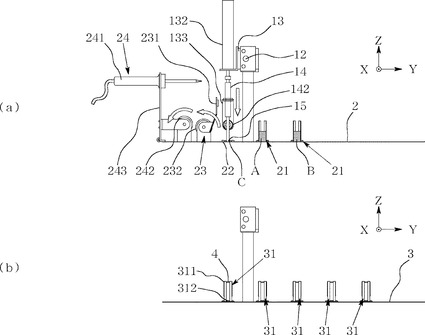
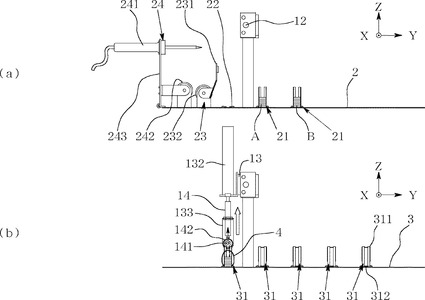
本例のタグ置き台2は、一体化作業枠22の左側に、タグ押さえ手段23と融着手段24とを設けている。本例の表示タグ一体化装置は、吊り下げロッド14下端のタグ保持部15が表示タグの中心を保持する。これから、タグ押さえ手段23は、U字状アームからなるタグ押さえアーム231を、タグ置き台2にL字状の取付フランジを介して固定した回動シリンダ232の回動ロッドに取り付けて構成し、前記タグ押さえアーム231を表示タグの短手方向から近づけて前記表示タグの長手方向両端を押さえ付ける。また、融着手段24は、タグ置き台2にL字状の取付フランジを介して固定した回動シリンダ242の回動ロッドに、補助輪を有するL字状の支持フランジ243を介して取り付けたハンダ鏝241から構成し、前記ハンダ鏝241を表示タグの短手方向から近づけ、装置の前後方向(X方向)手前側のタグ押さえアーム231に設けた開口233を通じて、ハンダ鏝241を表示タグに押し当てる。
【0027】
完成品置き台3は、完成品を収納する複数の完成品ストッカ31を、装置の左右方向(Y方向)に等間隔で5基並べて設けている。各完成品ストッカ31は、装置の前後方向(X方向)に向けた完成品の角部に宛てがわれる完成品拘束アングルを完成品の角部に対応して4基立てた構成である。また、本例の完成品ストッカ31は、完成品置き台3に対して装置の前後方向(X方向)手前の一端をクランク状に形成した板材からなる下掛止部311を底面に設け、装置の前後方向(X方向)奥にある左右一対の完成品拘束アングルの上端に設けた突起からなる上掛止部312を設けている。これにより、前記下掛止部311及び上掛止部312に架け渡した輪ゴム4を、既述した輪ゴム外し突起141を引っ掛けて外すことにより、収納した複数の完成品を前記輪ゴム4で束ねることができる。
【0028】
完成品押さえ手段32は、装置の左右方向(Y方向)に移動する完成品置き台3に対し、作業面11に固定して設けられている。この完成品押さえ手段32は、長尺で弾性を有するI字状アームからなる完成品押さえアーム321を、作業面11にL字状の取付フランジを介して固定した回動シリンダ322の回動ロッドに取り付けて構成し、装置の前後方向(X方向)手前にある左右一対の完成品拘束アングルの間から完成品押さえアーム321を差し込み、完成品の長手方向一端を押さえ付ける。上記タグ押さえ手段23と異なる点は、積み重ねられる完成品を1から多数まで同じように押さえ付けるため、完成品押さえアーム321が板バネを構成し、弾性を有する点にある。
【0029】
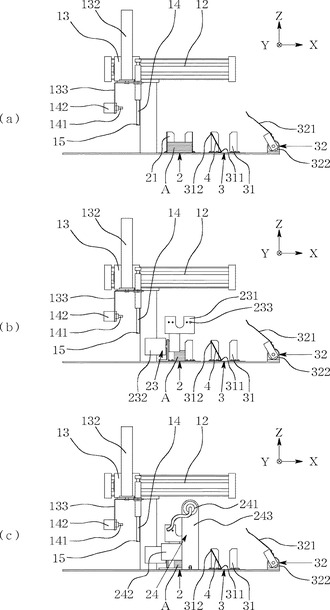
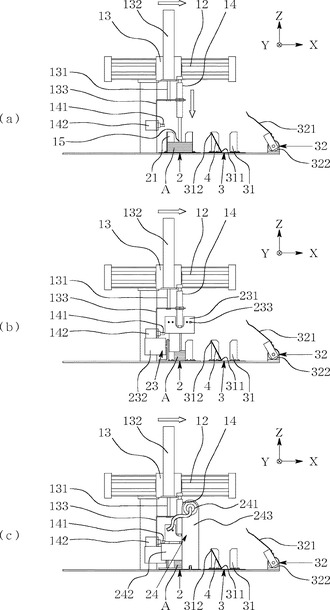
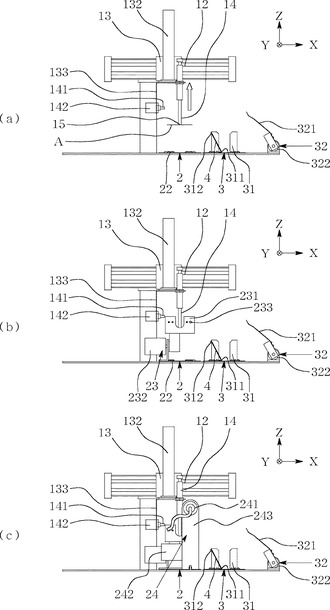
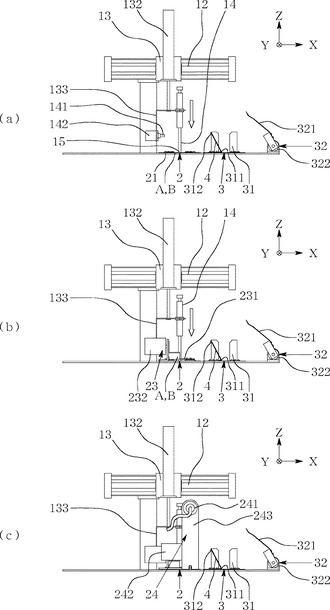
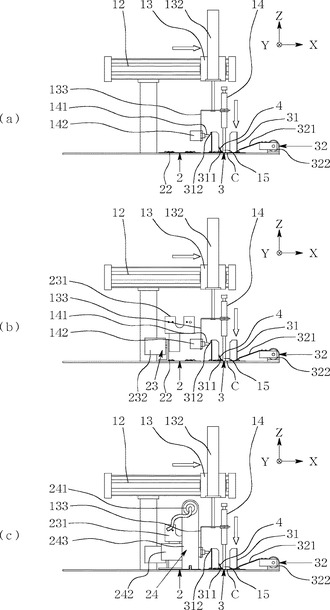
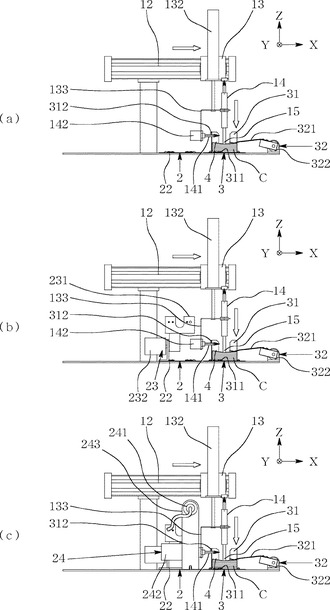
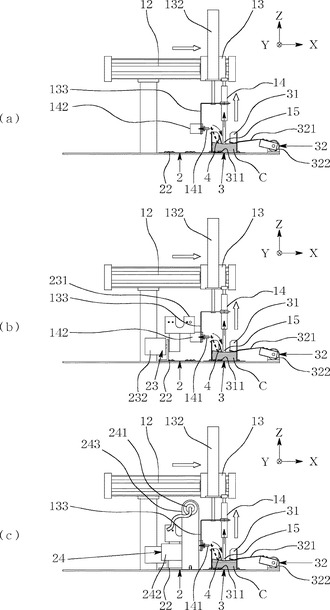
次に、本例の表示タグ一体化装置の動作について説明する。図4、図7、図10、図13、図16、図19、図22、図25、図28及び図31は各作業段階における(a)タグ置き台2から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台3だけを表した正面図、図5、図8、図11、図14、図17、図20、図23、図26、図29及び図32は各作業段階における主要部を表した平面図、そして図6、図9、図12、図15、図18、図21、図24、図27、図30及び図33は各作業段階における(a)一体化作業枠22から装置の左右方向右の主要部を、(b)タグ押さえ手段23から装置の左右方向右の主要部を、(c)融着手段24から装置の左右方向右の主要部を表した左側面図である。図4以下にない符号は、前掲図1〜図3を参照する。
【0030】
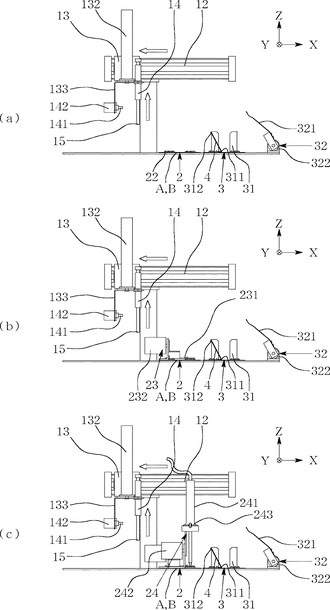
2枚の表示タグA,Bを一体化する場合を例にとり、説明する。まず、準備段階として、作業ボックス18のアクセス扉181を開き(図1参照)、図4〜図6に見られるように、タグ置き台2に並べた2基のタグストッカ21にそれぞれ種類の異なる表示タグA,Bを複数収納する。種類の異なる表示タグA,Bの組み合わせは、商品表示タグと洗濯表示タグとの組み合わせが多い。ここで、本例の表示タグA,Bは、装置の前後方向(X方向)手前側にハンダ鏝241を押し当てて融着するので、融着しても構わない長手方向の一端を前記手前側に揃えて各タグストッカ21に収納する。また、本発明の表示タグ一体化装置では、タグストッカ21に収納した表示タグA,Bの表裏は反転しないので、各表示タグA,Bは重ね合わせる向きを揃えてそれぞれのタグストッカ21に収納する。併せて、完成品ストッカ31の下掛止部311及び上掛止部312に輪ゴム4を掛け回しておく。
【0031】
この準備段階では、タグストッカ21に表示タグA,Bを収納する作業の邪魔にならないように、吊り下げロッド14を上昇させ、好ましくは吊り下げベース13を装置の前後方向(X方向)奥に後退させておく。また、タグ押さえ手段23はタグ押さえアーム231を、融着手段24はハンダ鏝241を、そして完成品押さえ手段32は完成品押さえアーム321をそれぞれ跳ね上げている。これら吊り下げロッド14、吊り下げベース13、タグ押さえアーム231、ハンダ鏝241、そして完成品押さえアーム321の位置又は姿勢は、初期状態として定義し、例えばリセットボタン等を押すことにより、自動的に前記初期状態に移行させるとよい。
【0032】
このほか、準備段階として、表示タグ一体化装置の電源を投入したときに、ハンダ鏝241に通電し、予熱を与えておくことが好ましい。また、準備段階におけるタグ置き台2及び完成品置き台3の位置関係(装置の左右方向(Y方向)における両者のずれ)は自由であるが、本例は、水平軌道12と装置の左右方向(Y方向)左側のタグストッカ21とが一致するようにタグ置き台2を移動させ、また前記水平軌道12と装置の左右方向(Y方向)左端の完成品ストッカ31とが一致するように完成品置き台3を移動させている。
【0033】
こうしてタグストッカ21に表示タグA,Bを収納し終えたら、操作部182(図1参照)から一体化作業に供する表示タグA,Bの枚数、完成品ストッカ31に収納する完成品Cの数等、基本的な作業条件を入力し、そして開始ボタン等を押すことにより、表示タグ一体化装置を稼働させる。これにより、表示タグAを取りにいく段階として、図7〜図9に見られるように、吊り下げベース13が装置の前後方向(X方向)手前側に移動し、水平軌道12と一致する装置の左右方向(Y方向)左側のタグストッカ21上に到達した吊り下げロッド14を降ろして前記吊り下げロッド14下端のタグ保持部15を最上層の表示タグAに当接させる。ここで、吊り下げベース13を装置の前後方向(X方向)手前側に移動させた段階で、タグ置き台2に設けたタグストッカ21のいずれもが水平軌道12と一致していなければ、例えば装置の左右方向(Y方向)左側のタグストッカ21を水平軌道12に一致させるようにタグ置き台2を移動させた後、吊り下げロッド14を降ろすとよい。吊り下げロッド14は、例えば昇降シリンダに設けた下位置センサ等により下降限度を設定しておくとよい。
【0034】
粘着テープからなるタグ保持部15が確実に表示タグAを保持するように、表示タグAにタグ保持部15を当接させた状態をタイマーで一定時間保ち、前記一定時間経過後、直動シリンダ132が直動ロッド131を縮めて吊り下げロッド14を上昇させ、タグストッカ21から表示タグAを1枚だけ吊り上げる。吊り下げロッド14は、例えば昇降シリンダに設けた上位置センサ等により上昇限度を設定しておくとよい。そして、表示タグAの移動段階として、図10〜図12に見られるように、タグ置き台2が装置の左右方向(Y方向)右に移動して、水平軌道12に一体化作業枠22を一致させる。このとき、吊り下げロッド14にセンサを設け、タグ保持部15が確かに表示タグAを1枚だけ保持しているか否かを検知すると、タグ保持部15が表示タグAを保持できなかった場合等の不具合を検出できる。また、タグ保持部15による表示タグAの保持が確実であれば、センサが表示タグAを検知しないことにより、タグストッカ21が空になったことを間接的に検出でき、一体化作業の終了を判断できる。
【0035】
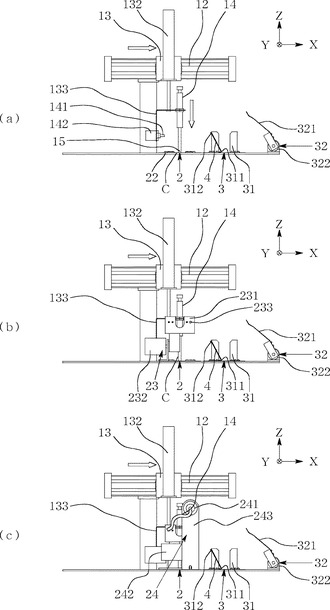
一体化作業枠22が水平軌道12に一致すると、表示タグAを一体化作業枠22に納める段階として、図13〜図15に見られるように、再び直動シリンダ132が直動ロッド131を伸ばして吊り下げロッド14を降ろし、前記一体化作業枠22に表示タグAを納める。そして、吊り下げロッド14を再び上昇させたときに表示タグAがタグ保持部15に保持されたまま持ち上げられないように、タグ押さえ手段23のタグ押さえアーム231を降ろし、吊り下げロッド14を避けて表タグの長手方向両端を押さえ付ける。ここで、一体化作業枠22の中心にはセンサが設けられており、表示タグAが納められたか否かは前記センサにより検出できる。このほか、例えばタグ押さえアーム231にセンサを設け、前記タグ押さえアーム231が表示タグAを押さえ付けた際に表示タグAの存在を検知させてもよいし、タグ押さえアーム231の回動後、タイマーにより一定時間経過することで吊り下げロッド14を上昇させてもよい。
【0036】
表示タグAは、タグ押さえアーム231に押し付けられた一体化作業枠22に保持されているので、吊り下げロッド14をそのまま上昇すると、タグ保持部15は表示タグAを解放する。そして、現在一体化作業枠22に保持されている表示タグAに別の種類の表示タグBを重ね合わせるため、表示タグBを取りにいく段階として、図16〜図18に見られるように、上昇させた吊り下げロッド14に対し、タグ置き台2を装置の左右方向(X方向)左に移動させて、装置の左右方向(Y方向)右側のタグストッカ21を吊り下げロッド14の直下に位置させる。ここで、昇降シリンダに上位置センサを設けておくと、前記上位置センサが吊り下げロッド14の上昇を検知するタイミングで、タグ置き台2の移動を開始できる。タグ押さえアーム231は、前記別の種類の表示タグBを一体化作業枠22に持ってくるまでに再び持ち上げて、待避させておく必要がある。本例では吊り下げロッド14の上昇直後にタグ押さえアーム231を持ち上げて、待避させる。
【0037】
装置の左右方向(Y方向)右に位置するタグストッカ21に収納させれた別の種類の表示タグBは、表示タグBを一体化作業枠22に納める段階として、上記表示タグA同様、図19〜図21に見られるように、降ろした吊り下げロッド14の下端に設けたタグ保持部15に保持され、吊り下げロッド14の上昇によってタグストッカ21から持ち上げられ、タグ置き台2が装置の左右方向(Y方向)右に移動して一体化作業枠22を吊り下げロッド14直下に位置させた後、再び吊り下げロッド14を降ろすことにより、一体化作業枠22に受け渡す。ここで、一体化作業枠22には既に表示タグAが納められているので、この段階で2種類の表示タグA,Bが一体化作業枠22で重ね合わされ、一体化作業の準備が整うことになる。この段階でも、重ね合わせた表示タグAが吊り下げロッド14の上昇に従って再度持ち上げられないように、タグ押さえアーム231で押さえておく。
【0038】
上記一体化作業の準備が整うまでの各段階では、吊り下げロッド14は装置の上下方向(Z方向)に昇降しているだけ、対するタグ置き台2は装置の左右方向(X方向)左右に移動しているだけである。このように、本発明の表示タグ一体化装置は、各部それぞれに特定方向の移動を割り当て、前記各部の移動を組み合せることで、一体化作業に必要な表示タグA,Bの重ね合わせを実現している。これは、各部の移動手段を簡略な構成にすると共に、各部の移動に関する制御を容易にする利点をもたらしている。
【0039】
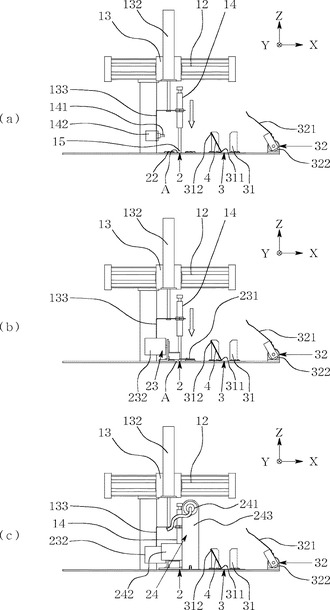
本例は、一体化作業の段階で、図22〜図24に見られるように、先に吊り下げロッド14を装置の前後方向(X方向)奥に待避させる。これは、融着手段24であるハンダ鏝241と吊り下げロッド14との干渉を避けるためであり、仮にハンダ鏝241と吊り下げロッド14との干渉がなければ、別段吊り下げロッド14を待避させる必要はない。そして、重ね合わせた表示タグA,Bをタグ押さえアーム231で押さえ付けたまま、ハンダ鏝241を倒して前記タグ押さえアーム231に設けた開口233を通じて表示タグA,Bに押し付けて融着し、完成品Cを作る。合成繊維製である表示タグA,Bは、ハンダ鏝241を押し付けることにより数秒で融着が完了し、完成品Cとなる。
【0040】
ここで、ハンダ鏝241を表示タグA,Bに長時間押し付けておくと前記表示タグA,Bが焼けてしまうため、融着に十分な時間をタイマーにより設定し、前記時間経過後にハンダ鏝241は直ちに持ち上げて、待避させるとよい(図25参照)。タグ押さえアーム231は、ハンダ鏝241を押し付けて融着する際に表示タグA,Bの位置ずれを防止し、持ち上げて待避させるハンダ鏝241に追随しないように完成品Cを押さえ付けておく働きを有する。このタグ押さえアーム231は、ハンダ鏝241の持ち上げ後、タイマーが一定時間経過すると自動的に持ち上げるようにするとよい。
【0041】
完成品Cが作られると、完成品Cを回収する段階として、図25〜図27に見られるように、ハンダ鏝241、タグ押さえアーム231の順に持ち上げて待避させ、再び吊り下げベース13を装置の前後方向(X方向)前に移動させて完成品Cの直上に位置させた吊り下げロッド14を降ろして、タグ保持部15に完成品Cを保持させる。完成品Cは表示タグ2枚分の重さになっているので、タグ保持部15は完成品Cを安定して保持できる構成又は構造にしておく必要がある。しかし、表示タグ自身は非常に軽量であるので、例えば本例のタグ保持部15のように粘着テープを利用した構成であっても、完成品Cを十分に安定して保持できる。
【0042】
タグ保持部15に保持された完成品Cは、完成品Cの移し替えの段階として、図28〜図30に見られるように、吊り下げロッド14の上昇に従って持ち上げられ、今度は吊り下げベース13が装置の前後方向(X方向)前に移動して、完成品置き台3における装置の左右方向(Y方向)左端の完成品ストッカ31の直上に吊り下げロッド14を位置させる。吊り下げベース13は、直動シリンダ132に設けた上位置センサの検知を受けて移動させ、ロッドレスシリンダに設けた前位置センサの検知により完成品置き台3に対する位置決めを図る。このとき、完成品置き台3における完成品Cストッカ31のいずれもが水平軌道12に一致していない場合、上述した水平軌道12とタグストッカ21との一致を図る場合同様、完成品置き台3を装置の左右方向(Y方向)に移動させて、例えば装置の左右方向(Y方向)左端の完成品ストッカ31を水平軌道12に一致させる。
【0043】
こうして完成品ストッカ31の直上に吊り下げロッド14が位置した後、吊り下げロッド14を下降させると、タグ保持部15に保持された完成品Cが前記完成品ストッカ31に収納される。そして、完成品押さえアーム321を倒して完成品Cを押さえ付けた状態で吊り下げロッド14を上昇させることにより、完成品Cがタグ保持部15から解放され、完成品Cのみを完成品ストッカ31に残して、一連の作業が終了する。完成品押さえアーム321は、直動シリンダ132の下位置センサの検知を受けて作動させる。この完成品押さえアーム321は、タイマーにより一定時間、完成品Cを押さえ付け、吊り下げロッド14を前記一定時間内に上昇させる。
【0044】
完成品Cは、上述までに説明した手順を繰り返すことにより、大量かつ自動的に作り出され、完成品ストッカ31に積み重ねられる。積み重ねられる完成品Cの数は、完成品押さえアーム321の作動を内部カウンタで計数することで、把握できる。ここで、完成品Cの数が予め設定した数に達すると、積み重ねた完成品Cを輪ゴム4で束ねるため、完成品ストッカ31の下掛止部311及び上掛止部312に架け渡した輪ゴム4を前記完成品ストッカ31から外す作業に移る。本例では、輪ゴム4が完成品ストッカ31の下掛止部311に対して上掛止部312が斜め上方に位置しているため、輪ゴム外し突起141により輪ゴム4を前記上掛止部312から外した後、前記輪ゴム外し突起141を輪ゴム4から外すことで、自動的に積み重ねた完成品Cを輪ゴム4で束ねることができる。
【0045】
具体的には、次の手順となる。まず、輪ゴム外し突起141を輪ゴム4に引っ掛ける段階として、図31〜図33に見られるように、完成品押さえアーム321で完成品Cを押さえ付けてからタイマーで一定時間経過を確認した後、輪ゴム外し突起141が完成品ストッカ31の上掛止部312より装置の上下方向(Z方向)下側に位置するように、直動シリンダ132の直動ロッド131を伸ばし、輪ゴム外し突起141を下降させる。このとき、吊り下げロッド14は積み重ねられた完成品Cの最上層に当接するが、吊り下げロッド14は外筒に対して内棒が装置の上下方向(Z方向)下向きの付勢状態で挿入されているだけなので、吊り下げロッド14は前記内棒を上右方に突き上げて待避できる。こうして、輪ゴム外し突起141が完成品ストッカ31の上掛止部312より装置の上下方向(Z方向)下側に位置した後、直動シリンダ142により輪ゴム外し突起141を突出させると、輪ゴム4に引っ掛けることができる。
【0046】
こうして輪ゴム外し突起141を輪ゴム4に引っ掛けた状態から、輪ゴム外し突起141により輪ゴム4を外す段階として、図34〜図36に見られるように、吊り下げロッド14を昇降させる直動シリンダ132の直動ロッド131をゆっくりと縮めると、輪ゴム外し突起141が輪ゴム4を上掛止部312から外して持ち上げることができる。そして、上掛止部312から輪ゴム4が完全に外れた状態で、直動シリンダ142により輪ゴム外し突起141を引っ込めると、下端を下掛止部311に拘束された輪ゴム4は輪ゴム外し突起141から外れ、収納した複数の完成品Cを前記輪ゴム4で束ねることができる。この後、吊り下げロッド14を上昇させ、吊り下げベース13を装置の前後方向(X方向)奥まで移動させると、後位置センサが吊り下げベース13を検知して、装置の左右方向(Y方向)左端の完成品ストッカ31に対する処理の完了を確認できる。これから、続いて一体化作業をする場合、完成品Cは装置の左右方向(Y方向)左端から2つ目の完成品ストッカ31に収納されることになる。
【0047】
輪ゴム4で束ねられた完成品Cは、各完成品ストッカ31から個別に取り出してもよいが、吊り下げロッド14のタグ保持部15により吊り上げて、例えば完成品置き台3に追加された回収ストッカ(図35中仮想線表示参照)に納めた出荷ケースに移して、輪ゴム4で束ねられた完成品Cを前記出荷ケースに箱詰めしてもよい。この場合、完成品ストッカ31は、完成品Cを輪ゴム4で束ねる毎に空になるため、本例のように複数の完成品ストッカ31を並べて設ける必要はなく、例えば完成品Cを束ねる輪ゴム4を適宜供給できる構成を有すれば、完成品ストッカ31は1基のみとしてもよい。このように回収ストッカまで設けると、本発明の表示タグ一体化装置は、一体化作業から輪ゴム4で束ねた完成品Cを出荷する寸前の箱詰めまでできるようになり、一体化作業の自動化による利点が増える。
【図面の簡単な説明】
【0048】
【図1】本発明に基づく表示タグ一体化装置の正面図である。
【図2】本発明に基づく表示タグ一体化装置の平面図である。
【図3】本発明に基づく表示タグ一体化装置の側面図である。
【図4】準備段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図5】準備段階における主要部を表した平面図である。
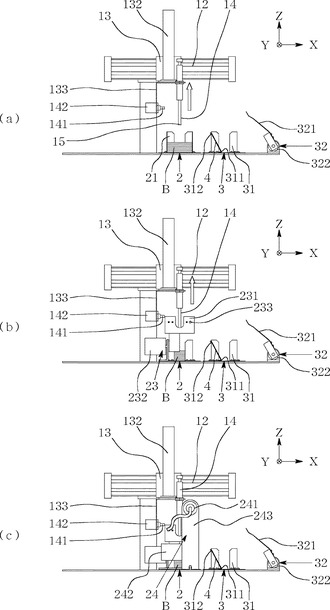
【図6】準備段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図7】表示タグAを取りにいく段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図8】表示タグAを取りにいく段階における主要部を表した平面図である。
【図9】表示タグAを取りにいく段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図10】表示タグAの移動段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図11】表示タグAの移動段階における主要部を表した平面図である。
【図12】表示タグAの移動段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図13】表示タグAを一体化作業枠に納める段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図14】表示タグAを一体化作業枠に納める段階における主要部を表した平面図である。
【図15】表示タグAを一体化作業枠に納める段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図16】表示タグBを取りにいく段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図17】表示タグBを取りにいく段階における主要部を表した平面図である。
【図18】表示タグBを取りにいく段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図19】表示タグBを一体化作業枠に納める段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図20】表示タグBを一体化作業枠に納める段階における主要部を表した平面図である。
【図21】表示タグBを一体化作業枠に納める段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図22】一体化作業の段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図23】一体化作業の段階における主要部を表した平面図である。
【図24】一体化作業の段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図25】完成品Cを回収する段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図26】完成品Cを回収する段階における主要部を表した平面図である。
【図27】完成品Cを回収する段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図28】完成品Cの移し替えの段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図29】完成品Cの移し替えの段階における主要部を表した平面図である。
【図30】完成品Cの移し替えの段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図31】輪ゴム外し突起を輪ゴムに引っ掛ける段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図32】輪ゴム外し突起を輪ゴムに引っ掛ける段階における主要部を表した平面図である。
【図33】輪ゴム外し突起を輪ゴムに引っ掛ける段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図34】輪ゴム外し突起により輪ゴムを外す段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図35】輪ゴム外し突起により輪ゴムを外す段階における主要部を表した平面図である。
【図36】輪ゴム外し突起により輪ゴムを外す段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【符号の説明】
【0049】
1 装置本体
11 作業面
12 水平軌道(ロッドレスシリンダの直線軌道)
13 吊り下げベース(ロッドレスシリンダの移動部)
131 直動ロッド
132 直動シリンダ(エアシリンダ)
133 取付フランジ
14 吊り下げロッド
141 輪ゴム外し突起(直動ロッド)
142 直動シリンダ(エアシリンダ)
15 タグ保持部
16 作業台
17 テーブル
171 信号灯
18 作業ボックス
181 アクセス扉
182 操作部
2 タグ置き台
21 タグストッカ
22 一体化作業枠
23 タグ押さえ手段
231 タグ押さえアーム
232 回動シリンダ
233 開口
24 融着手段
241 ハンダ鏝
242 回動シリンダ
243 支持フランジ
3 完成品置き台
31 完成品ストッカ
311 下掛止部
312 上掛止部
32 完成品押さえ手段
321 完成品押さえアーム
322 回動シリンダ
4 輪ゴム
A 表示タグ
B 表示タグ
C 完成品
【技術分野】
【0001】
本発明は、商品表示タグと洗濯表示タグ等、複数の表示タグを重ねて一部を融着した完成品を連続的かつ自動的に作り出す表示タグ一体化装置に関する。
【背景技術】
【0002】
衣類には、商品のブランド名や型番等を表す商品表示タグや、洗濯に際して注意事項を表す洗濯表示タグ等、複数の表示タグが縫着される場合がある。これらの表示タグを別々に衣類に縫着することは作業コストがかかることから、通常複数の表示タグを重ねて一体に衣類に縫着する。しかし、縫着に際して表示タグを重ね合わせることは縫着作業の自動化を妨げることになるため、複数の表示タグを予め重ね合わせて一体にしている。現在の表示タグの一体化作業は、作業員が重ね合わせる表示タグを1枚ずつ取って、人力により融着している。表示タグは合成繊維製であるため、ハンダ鏝等を押し当てて一部を融着すれば簡単に一体化できるが、それでも人力による一体化作業は大変な労力となり、作業コストの低減が難しい。
【0003】
ここで、例えば特許文献1に見られるように、2枚重ねた帆布を融着により貼り合わせる接合装置が開示されていることから、前記接合装置を利用して複数の表示タグを貼り合わせることが考えられる。この接合装置は、歯付ベルトの歯部表面に被覆する帆布(繊維材料)の端部を接合する作業に特化したものであり、帆布は連続的に繰り出され、融着により貼り合わせた後、切断される。これから、前記帆布を表示タグに置換できれば、この特許文献1が開示する接合装置を利用して、複数の表示タグを貼り合わせることができることになる。
【0004】
【特許文献1】特開2001-073272号公報(請求項1,図6)
【発明の開示】
【発明が解決しようとする課題】
【0005】
表示タグは、確かに表示内容を印刷する段階は連続した帯状であるが、その後表示内容単位で切断することにより、所定長単位の布片となる。これから、前記印刷する段階で複数の表示タグを貼り合わせることができれば、表示タグの一体化作業に特許文献1の接合装置を利用できる。しかし、実際の表示タグは、縫着する衣類毎に組み合わせが異なるため、表示タグ毎に印刷、切断されて所定長単位の布片に成形された後、適宜複数の表示タグを選択して一体化しなければならず、特許文献1の接合装置を利用できない。そこで、こうした表示タグの一体化を自動化するため、装置構成について検討した。
【課題を解決するための手段】
【0006】
検討の結果開発したものが、複数の表示タグを重ねて一部を融着した完成品を連続的かつ自動的に作り出す表示タグ一体化装置であって、装置本体に形成した平坦な作業面に対して、X方向に延びる水平軌道を支持させ、前記水平軌道に沿ってX方向に移動する吊り下げベースを設け、前記吊り下げベースから垂下され、作業面に向けてZ方向に移動する吊り下げロッドを設け、前記吊り下げロッド下端に、表示タグを着脱自在としたタグ保持部を設け、水平軌道下方の作業面に、前記水平軌道を横断してY方向に移動するタグ置き台及び完成品置き台を設け、表示タグを種類毎に収納する複数のタグストッカと、融着する枚数の表示タグを一時的に保持する一体化作業枠とを、タグ置き台のY方向に並べ、一体化作業枠に保持させた表示タグをタグ置き台に対して押さえ付けるタグ押さえ手段と、一体化作業枠に保持させた複数の表示タグを重ねて一部を融着する融着手段とを、前記タグ置き台に設け、複数の表示タグを重ねて一部を融着した完成品を収納する完成品ストッカを完成品置き台のY方向に並べ、前記完成品ストッカに収納された完成品を完成品置き台に対して押さえ付ける完成品押さえ手段を作業面に設けた表示タグ一体化装置である。
【0007】
本発明の表示タグ一体化装置は、X方向に移動する吊り下げベースと、Y方向に移動するタグ置き台と、そして同じくY方向に移動する完成品置き台とを個別に移動させ、前記吊り下げベースを基準としてZ方向に移動する吊り下げロッド下端のタグ保持部により表示タグ又は完成品を吊り上げて、前記表示タグ又は完成品をタグストッカ、一体化作業枠及び完成品ストッカ間で受け渡す。ここで、X方向及びY方向は平坦な作業面内で直交する2方向、Z方向は前記作業面、すなわちX方向及びY方向のいずれにも直交する方向であればよいが、通常、表示タグ一体化装置を正面から見て、装置の前後方向をX方向、装置の左右方向をY方向、そして装置の上下方向をZ方向とする。これから、例えばタグストッカ及び完成品ストッカは、装置の左右方向(Y方向)に並ぶことになる。
【0008】
2枚の表示タグを一体化する場合を例にとり、説明する。まず、表示タグ一体化装置を稼働させる前、準備として、タグ置き台に並べた2基のタグストッカにそれぞれ種類の異なる表示タグを複数収納する。これから、表示タグ一体化装置を稼働させると、吊り下げロッド下方に1基のタグストッカが位置するように、吊り下げベースがX方向に移動し、またタグ置き台がY方向に移動する。そして、吊り下げベースを基準として吊り下げロッドを下降させると、前記タグストッカに収納された表示タグの最上層にタグ保持部が当接し、前記タグ保持部が表示タグを保持するので、吊り下げロッドを上昇させると、1枚の表示タグを吊り上げることができる。
【0009】
次に、吊り下げロッド下方に一体化作業枠が位置するように、タグ置き台をY方向に移動させ、吊り下げベースを基準として吊り下げロッドを下降させて一体化作業枠に表示タグが収まれば、前記表示タグをタグ押さえ手段により押さえ付けた状態で吊り下げロッドを上昇させ、タグ保持部による表示タグの保持を解除し、表示タグを一体化作業枠に受け渡すことができる。同様に、タグ置き台をY方向に移動させて残るタグストッカから別の種類の表示タグを一体化作業枠に受け渡す。これにより、一体化作業枠には異なる種類の表示タグが重ねられた状態で保持されることになる。
【0010】
一体化作業枠内で重ねられた2枚の表示タグは、融着手段により一部が融着される。このとき、吊り下げロッドが前記融着手段に干渉する場合、吊り下げロッドを上昇させて待避させるほか、必要により吊り下げベースを移動させて、吊り下げロッドをタグ置き台上方から待避させる。また、融着手段に表示タグがくっつかないように、タグ押さえ手段により2枚の表示タグを一体に押さえ付けておくとよい。
【0011】
完成品は、上述した表示タグの受け渡しと同様の手順により、完成品ストッカへ受け渡す。ここで、吊り下げロッドを待避させていた場合、まず吊り下げロッドを一体化作業枠上方に移動させる。そして、下降させた吊り下げロッド下端の一体化作業枠が完成品を保持すると、吊り下げロッドを上昇させ、吊り下げベースが移動して前記吊り下げロッドを完成品置き台上方へ移動させせる。そして、吊り下げロッド下方に完成品ストッカが位置するように、完成品置き台が移動した後、吊り下げロッドを下降させ、完成品を完成品ストッカに収納する。最後に、完成品を完成品押さえ手段により押さえ付け、吊り下げロッドを上昇させれば、タグ保持部が完成品を解放し、完成品のみが完成品ストッカに残る。
【0012】
具体的な吊り下げベースは、水平軌道を構成するロッドレスシリンダの移動部として構成される。この場合、ロッドレスシリンダの水平軌道を、作業面に立設した固定柱に支持させる。そして、具体的な吊り下げロッドは、直動ロッドが下向きに延びる直動シリンダを吊り下げベースに設け、Z方向下向きに付勢された弾性状態で前記直動ロッドに支持されて構成される。この場合、直動シリンダの直動ロッドを直接吊り下げロッドとして用いることも考えられるが、直動ロッドが表示タグ又は完成品に押し付けることを避けるため、別体の吊り下げロッドを弾性状態で直動ロッドに支持させる構成が好ましい。この場合、直動ロッドに吊り下げロッドを付設する介在部材に、後述する輪ゴム外し突起を付設しやすい利点がある。
【0013】
吊り下げロッドは、下端に設けたタグ保持部を表示タグ又は完成品に押し付けて、前記表示タグ及び完成品を保持し、吊り上げることができればよい。最も簡易には、表示タグ又は完成品と接着及び剥離自在な両面テープを下端に貼り付けてタグ保持部を構成した吊り下げロッドを例示できる。前記両面テープによるタグ保持部は、吊り下げロッド下端に動力を供給する必要がないことから簡素かつ軽量な構成で済み、両面テープの接着力が低下すれば、この両面テープを貼り替えるだけでよい利便性がある。このほか、表示タグを挟持及び解放自在な挟み爪を下端に設けてタグ保持部を構成したり、表示タグを吸引及び解放自在な吸い口を下端に設けてタグ保持部を構成してもよい。
【0014】
タグストッカは、吊り下げロッドにより表示タグが吊り上げられても、重ねられた表示タグがずれなければ、どのような構成でも構わない。これから、上方が開放した箱体からなるタグストッカも考えられるが、表示タグを簡易に収納し、また吊り下げロッドによる吊り上げに際して抵抗が少なくなるように、タグストッカは、表示タグの角部に宛てがわれるタグ拘束アングルからなる構成が好ましい。前記タグストッカは、拘束アングルを表示タグの角部に対応して4基立てた構成になる。一体化作業枠も、前記タグストッカと同様であるが、一体化する表示タグのみを保持できればよいため、前記拘束アングルのような高さは不要である。これから、一体化作業枠は、表示タグの角部に宛てがわれるタグ拘束ブロックから構成するとよい。前記拘束ブロックは、L字状の平面外形を有する低いブロックであればよい。
【0015】
タグ押さえ手段は、一体化作業枠に表示タグを受け渡した後、吊り下げロッドを上昇させてタグ保持部から表示タグを解放することを助け、前記解放に際して表示タグの姿勢がずれないようにする働きがある。これから、タグ押さえ手段が表示タグを押さえ付ける段階では、吊り下げロッド下端のタグ保持部が表示タグを保持している状態にあることになるので、タグ押さえ手段は少なくとも吊り下げロッドと干渉せずに表示タグのみを押さえ付ける必要がある。これから、タグ押さえ手段は、一体化作業枠に保持させた表示タグの一部を押さえ付けるタグ押さえアームと、タグ置き台に固定した回動シリンダとからなり、前記タグ押さえアームを前記回動シリンダの回動ロッドに取り付けた構成にする。吊り下げロッド下端のタグ保持部が表示タグの中心を保持する場合、タグ押さえアームはU字状アームとし、表示タグの両端を押さえ付けるとよい。
【0016】
融着手段は、重ね合わせた複数の表示タグの一部を融着し、一体化できればよい。具体的には、熱融着手段や超音波融着手段を利用できる。ここで、熱融着手段は、一体化作業枠に保持させた表示タグの一部に押し当てるハンダ鏝と、タグ置き台に固定した回動シリンダとからなり、前記ハンダ鏝を前記回動シリンダの回動ロッドに取り付けて構成すると簡便である。この融着手段は、重ね合わせた表示タグをタグ押さえ手段により押さえ付けた状態でハンダ鏝を表示タグに押し当てるため、例えばタグ押さえ手段が上記タグ押さえアームから構成される場合、ハンダ鏝は前記タグ押さえアームと干渉しないように表示タグに押し当てることになる。この場合、単純にタグ押さえアームを避けた位置でハンダ鏝を表示タグに押し当ててもよいし、タグ押さえアームにハンダ鏝に対応した開口を設け、前記開口を通じてハンダ鏝を表示タグに押し当ててもよい。
【0017】
完成品ストッカは、記述したタグストッカと同様な構成、すなわち完成品の角部に宛てがわれる完成品拘束アングルからなる構成にする。ここで、完成品ストッカは、底面に下掛止部を、外面上端に上掛止部を設け、前記下掛止部及び上掛止部に架け渡した輪ゴムを、吊り下げロッドに付設した輪ゴム外し突起を引っ掛けて前記上掛止部から外すようにすれば、収納した複数の完成品を前記輪ゴムで束ねることができる。現在の一体化作業でも、複数の完成品は一定数単位を輪ゴムで束ねて出荷される。前記完成品ストッカ及び吊り下げロッドに付設した輪ゴム外し突起の組み合わせは、現在の一体化作業における完成品の出荷状態まで自動化する。
【0018】
また、完成品押さえ手段は、既述したタグ押さえ手段と同様な構成、すなわち完成品ストッカに収納させた完成品の一部を押さえ付ける完成品押さえアームと、作業面に固定した押さえ用回動シリンダとからなり、前記完成品押さえアームを前記回動シリンダの回動ロッドに取り付けた構成にする。この完成品押さえ手段は、タグ押さえ手段が背の低い一体化作業枠に保持された表示タグを数枚程度押さえ付けるだけなのに対し、背の高い完成品ストッカに積み重ねられる多数の完成品を一体に押さえ付ける点が相違するが、タグ押さえ手段と同様に吊り下げロッドとの干渉を避ける必要がある。これから、完成品押さえ手段は、完成品押さえアームを回動させる回動シリンダを作業面に固定し、前記完成品押さえアームを完成品ストッカの上方から差し込めるようにしている。好ましくは、上述した完成品拘束アングルに囲まれた完成品ストッカに対し、前記完成品拘束アングルの隙間から完成品押さえアームを差し込めるようにするとよい。
【発明の効果】
【0019】
本発明により、これまで人力に頼って大変な労力及び手間を要していた表示タグの一体化作業を自動化できるようになり、大幅な省力化、そしてコスト低減を実現できる。しかも、本発明の表示タグ一体化装置では、表示タグ及び完成品の姿勢は、タグストッカ、一体化作業枠、そして完成品ストッカにより決定されているため、作られる完成品の品質を一様にすることができる。これから、本発明の表示タグ一体化装置は、複数の表示タグを一体化した完成品の品質を向上させながら、前記完成品を安価かつ大量に作り出せるようにする効果をもたらすと言える。
【発明を実施するための最良の形態】
【0020】
まず、本発明に基づく表示タグ一体化装置の構成について説明する。図1は本発明に基づく表示タグ一体化装置の正面図、図2は本発明に基づく表示タグ一体化装置の平面図であり、図3は本発明に基づく表示タグ一体化装置の側面図である。本例の表示タグ一体化装置に用いる各直動シリンダ又は回動シリンダはエアシリンダである。また、後述するタグ置き台2及び完成品置き台3を移動させるラック及びピニオン機構は、電動モータを駆動原としている。図示の便宜上、各エアシリンダに繋がるエア配管、各センサに繋がる信号コード、融着手段24を構成するハンダ鏝241の電源コード、そしてその他装置本体1に供える駆動原又は制御部(図示略)と操作部182とを結ぶ信号コード又は電源コード等は、全部図示略又は途中図示略としている。また、図1〜図3にない符号は、後掲図4以下を参照する。
【0021】
本例の表示タグ一体化装置は、図1〜図3に見られるように、駆動原及び制御部を内蔵した作業台16と、前記作業台16のテーブル17上に設けられた平坦な作業面11と、前記作業面11上に設けられた作業ボックス18とから装置本体1が構成される。作業台16は、テーブル17の角部に、装置の稼働状況や不具合を視覚的に報知する信号灯171を立てている。作業ボックス18は、作業面11上に構成される水平軌道12、タグ置き台2や完成品置き台3等の主要部を保護する箱体であり、開放した前面の上半分を開閉するアクセス扉181を設け、正面から見て右側に操作部182を設けている。操作部182は、装置の始動又は停止や、稼働条件等を設定する部分である。アクセス扉181は、前記操作部182の左縁部に設けたストッパ片に当接し、作業ボックス18の左縁部に設けたマグネット部に吸着して、閉鎖状態を維持する。
【0022】
本例は、ロッドレスシリンダの直線軌道を水平軌道12とし、同じくロッドレスシリンダの移動部を吊り下げベース13としている。水平軌道12は、作業面11に立てた固定柱により支持し、装置の前後方向(X方向)に向けている。これにより、吊り下げベース13は装置の前後方向(X方向)に移動自在になっている。この水平軌道12及び吊り下げベース13を構成するロッドレスシリンダは、作業台16中に配したコンプレッサから延びるエア配管(図示略)を、作業面11の奥に設けたアクセス孔を通じて取り出し、接続している。完成品押さえ手段32を構成する回動シリンダ322を除き、そのほかの直動シリンダ132,142又は回動シリンダ232,242のエア配管も同様である。
【0023】
吊り下げベース13は、直動シリンダ132を固定している。この直動シリンダ132は、上下方向(Z方向)に垂下される直動シリンダ132の直動ロッド131にL字状の取付フランジ(介在部材)133を設けている。吊り下げロッド14は、前記取付フランジ133の水平面に取り付けられ、装置の上下方向(Z方向)に垂下されている。本例の吊り下げロッド14は、外筒に内棒を挿入し、前記外筒に内蔵されたコイルスプリングにより内棒が弾性状態で支持されている。本例の吊り下げロッド14は、表示タグ又は完成品と接着及び剥離自在な両面テープを下端に貼り付けてタグ保持部15を構成している。また、本例は、取付フランジ133の垂直面から、輪ゴム外し突起141を装置の前後方向(X方向)に突出させている。本例の輪ゴム外し突起141は、前記取付フランジ133の垂直面に取り付けた直動シリンダ142の直動ロッドを利用している。このほか、タグ保持部15に表示タグ又は完成品を保持させたか否かを検知するセンサを、吊り下げロッド14に設けてもよい。
【0024】
タグ置き台2及び完成品置き台3は、水平軌道12を横断して装置の左右方向(Y方向)に移動する作業面11上の板面からなる。タグ置き台2及び完成品置き台3は、水平軌道12を横断して装置の左右方向(Y方向)に移動すればよいので、両者の位置関係は自由であるが、本例は装置の前後方向(X方向)奥にタグ置き台2、同じく手前に完成品置き台3を配し、両者を並べて移動させている。これにより、タグ置き台2側から完成品置き台3側へ完成品を移し替える距離を短くでき、また完成品を装置の前後方向(X方向)手前の完成品置き台3から容易に取り出すことができる。本例のタグ置き台2及び完成品置き台3は、作業面11内に設けた電動モータが駆動するピニオンと、タグ置き台2及び完成品置き台3それぞれの板面裏面に設けたラックとからなるラック及びピニオン機構により移動させる。
【0025】
タグ置き台2は、表示タグを種類毎に収納する複数のタグストッカ21と、融着する枚数の表示タグを一時的に保持する一体化作業枠22とを、装置の左右方向(Y方向)に等間隔で並べて設けている。本例は、左端に一体化作業枠22を配し、この一体化作業枠22から右方向に2基のタグストッカ21を配している。本例のタグストッカ21は、装置の前後方向(X方向)に向けた表示タグの角部に宛てがわれるタグ拘束アングルを表示タグの角部に対応して4基立てた構成である。また、一体化作業枠22は、装置の前後方向(X方向)に向けた表示タグの角部に宛てがわれるL字状のタグ拘束ブロックを表示タグの角部に対応して4基配した構成である。本例の一体化作業枠22は、タグ拘束ブロックに囲まれた中心にセンサを設け、一体化作業枠22に表示タグが保持されたか否かを検知する。
【0026】
本例のタグ置き台2は、一体化作業枠22の左側に、タグ押さえ手段23と融着手段24とを設けている。本例の表示タグ一体化装置は、吊り下げロッド14下端のタグ保持部15が表示タグの中心を保持する。これから、タグ押さえ手段23は、U字状アームからなるタグ押さえアーム231を、タグ置き台2にL字状の取付フランジを介して固定した回動シリンダ232の回動ロッドに取り付けて構成し、前記タグ押さえアーム231を表示タグの短手方向から近づけて前記表示タグの長手方向両端を押さえ付ける。また、融着手段24は、タグ置き台2にL字状の取付フランジを介して固定した回動シリンダ242の回動ロッドに、補助輪を有するL字状の支持フランジ243を介して取り付けたハンダ鏝241から構成し、前記ハンダ鏝241を表示タグの短手方向から近づけ、装置の前後方向(X方向)手前側のタグ押さえアーム231に設けた開口233を通じて、ハンダ鏝241を表示タグに押し当てる。
【0027】
完成品置き台3は、完成品を収納する複数の完成品ストッカ31を、装置の左右方向(Y方向)に等間隔で5基並べて設けている。各完成品ストッカ31は、装置の前後方向(X方向)に向けた完成品の角部に宛てがわれる完成品拘束アングルを完成品の角部に対応して4基立てた構成である。また、本例の完成品ストッカ31は、完成品置き台3に対して装置の前後方向(X方向)手前の一端をクランク状に形成した板材からなる下掛止部311を底面に設け、装置の前後方向(X方向)奥にある左右一対の完成品拘束アングルの上端に設けた突起からなる上掛止部312を設けている。これにより、前記下掛止部311及び上掛止部312に架け渡した輪ゴム4を、既述した輪ゴム外し突起141を引っ掛けて外すことにより、収納した複数の完成品を前記輪ゴム4で束ねることができる。
【0028】
完成品押さえ手段32は、装置の左右方向(Y方向)に移動する完成品置き台3に対し、作業面11に固定して設けられている。この完成品押さえ手段32は、長尺で弾性を有するI字状アームからなる完成品押さえアーム321を、作業面11にL字状の取付フランジを介して固定した回動シリンダ322の回動ロッドに取り付けて構成し、装置の前後方向(X方向)手前にある左右一対の完成品拘束アングルの間から完成品押さえアーム321を差し込み、完成品の長手方向一端を押さえ付ける。上記タグ押さえ手段23と異なる点は、積み重ねられる完成品を1から多数まで同じように押さえ付けるため、完成品押さえアーム321が板バネを構成し、弾性を有する点にある。
【0029】
次に、本例の表示タグ一体化装置の動作について説明する。図4、図7、図10、図13、図16、図19、図22、図25、図28及び図31は各作業段階における(a)タグ置き台2から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台3だけを表した正面図、図5、図8、図11、図14、図17、図20、図23、図26、図29及び図32は各作業段階における主要部を表した平面図、そして図6、図9、図12、図15、図18、図21、図24、図27、図30及び図33は各作業段階における(a)一体化作業枠22から装置の左右方向右の主要部を、(b)タグ押さえ手段23から装置の左右方向右の主要部を、(c)融着手段24から装置の左右方向右の主要部を表した左側面図である。図4以下にない符号は、前掲図1〜図3を参照する。
【0030】
2枚の表示タグA,Bを一体化する場合を例にとり、説明する。まず、準備段階として、作業ボックス18のアクセス扉181を開き(図1参照)、図4〜図6に見られるように、タグ置き台2に並べた2基のタグストッカ21にそれぞれ種類の異なる表示タグA,Bを複数収納する。種類の異なる表示タグA,Bの組み合わせは、商品表示タグと洗濯表示タグとの組み合わせが多い。ここで、本例の表示タグA,Bは、装置の前後方向(X方向)手前側にハンダ鏝241を押し当てて融着するので、融着しても構わない長手方向の一端を前記手前側に揃えて各タグストッカ21に収納する。また、本発明の表示タグ一体化装置では、タグストッカ21に収納した表示タグA,Bの表裏は反転しないので、各表示タグA,Bは重ね合わせる向きを揃えてそれぞれのタグストッカ21に収納する。併せて、完成品ストッカ31の下掛止部311及び上掛止部312に輪ゴム4を掛け回しておく。
【0031】
この準備段階では、タグストッカ21に表示タグA,Bを収納する作業の邪魔にならないように、吊り下げロッド14を上昇させ、好ましくは吊り下げベース13を装置の前後方向(X方向)奥に後退させておく。また、タグ押さえ手段23はタグ押さえアーム231を、融着手段24はハンダ鏝241を、そして完成品押さえ手段32は完成品押さえアーム321をそれぞれ跳ね上げている。これら吊り下げロッド14、吊り下げベース13、タグ押さえアーム231、ハンダ鏝241、そして完成品押さえアーム321の位置又は姿勢は、初期状態として定義し、例えばリセットボタン等を押すことにより、自動的に前記初期状態に移行させるとよい。
【0032】
このほか、準備段階として、表示タグ一体化装置の電源を投入したときに、ハンダ鏝241に通電し、予熱を与えておくことが好ましい。また、準備段階におけるタグ置き台2及び完成品置き台3の位置関係(装置の左右方向(Y方向)における両者のずれ)は自由であるが、本例は、水平軌道12と装置の左右方向(Y方向)左側のタグストッカ21とが一致するようにタグ置き台2を移動させ、また前記水平軌道12と装置の左右方向(Y方向)左端の完成品ストッカ31とが一致するように完成品置き台3を移動させている。
【0033】
こうしてタグストッカ21に表示タグA,Bを収納し終えたら、操作部182(図1参照)から一体化作業に供する表示タグA,Bの枚数、完成品ストッカ31に収納する完成品Cの数等、基本的な作業条件を入力し、そして開始ボタン等を押すことにより、表示タグ一体化装置を稼働させる。これにより、表示タグAを取りにいく段階として、図7〜図9に見られるように、吊り下げベース13が装置の前後方向(X方向)手前側に移動し、水平軌道12と一致する装置の左右方向(Y方向)左側のタグストッカ21上に到達した吊り下げロッド14を降ろして前記吊り下げロッド14下端のタグ保持部15を最上層の表示タグAに当接させる。ここで、吊り下げベース13を装置の前後方向(X方向)手前側に移動させた段階で、タグ置き台2に設けたタグストッカ21のいずれもが水平軌道12と一致していなければ、例えば装置の左右方向(Y方向)左側のタグストッカ21を水平軌道12に一致させるようにタグ置き台2を移動させた後、吊り下げロッド14を降ろすとよい。吊り下げロッド14は、例えば昇降シリンダに設けた下位置センサ等により下降限度を設定しておくとよい。
【0034】
粘着テープからなるタグ保持部15が確実に表示タグAを保持するように、表示タグAにタグ保持部15を当接させた状態をタイマーで一定時間保ち、前記一定時間経過後、直動シリンダ132が直動ロッド131を縮めて吊り下げロッド14を上昇させ、タグストッカ21から表示タグAを1枚だけ吊り上げる。吊り下げロッド14は、例えば昇降シリンダに設けた上位置センサ等により上昇限度を設定しておくとよい。そして、表示タグAの移動段階として、図10〜図12に見られるように、タグ置き台2が装置の左右方向(Y方向)右に移動して、水平軌道12に一体化作業枠22を一致させる。このとき、吊り下げロッド14にセンサを設け、タグ保持部15が確かに表示タグAを1枚だけ保持しているか否かを検知すると、タグ保持部15が表示タグAを保持できなかった場合等の不具合を検出できる。また、タグ保持部15による表示タグAの保持が確実であれば、センサが表示タグAを検知しないことにより、タグストッカ21が空になったことを間接的に検出でき、一体化作業の終了を判断できる。
【0035】
一体化作業枠22が水平軌道12に一致すると、表示タグAを一体化作業枠22に納める段階として、図13〜図15に見られるように、再び直動シリンダ132が直動ロッド131を伸ばして吊り下げロッド14を降ろし、前記一体化作業枠22に表示タグAを納める。そして、吊り下げロッド14を再び上昇させたときに表示タグAがタグ保持部15に保持されたまま持ち上げられないように、タグ押さえ手段23のタグ押さえアーム231を降ろし、吊り下げロッド14を避けて表タグの長手方向両端を押さえ付ける。ここで、一体化作業枠22の中心にはセンサが設けられており、表示タグAが納められたか否かは前記センサにより検出できる。このほか、例えばタグ押さえアーム231にセンサを設け、前記タグ押さえアーム231が表示タグAを押さえ付けた際に表示タグAの存在を検知させてもよいし、タグ押さえアーム231の回動後、タイマーにより一定時間経過することで吊り下げロッド14を上昇させてもよい。
【0036】
表示タグAは、タグ押さえアーム231に押し付けられた一体化作業枠22に保持されているので、吊り下げロッド14をそのまま上昇すると、タグ保持部15は表示タグAを解放する。そして、現在一体化作業枠22に保持されている表示タグAに別の種類の表示タグBを重ね合わせるため、表示タグBを取りにいく段階として、図16〜図18に見られるように、上昇させた吊り下げロッド14に対し、タグ置き台2を装置の左右方向(X方向)左に移動させて、装置の左右方向(Y方向)右側のタグストッカ21を吊り下げロッド14の直下に位置させる。ここで、昇降シリンダに上位置センサを設けておくと、前記上位置センサが吊り下げロッド14の上昇を検知するタイミングで、タグ置き台2の移動を開始できる。タグ押さえアーム231は、前記別の種類の表示タグBを一体化作業枠22に持ってくるまでに再び持ち上げて、待避させておく必要がある。本例では吊り下げロッド14の上昇直後にタグ押さえアーム231を持ち上げて、待避させる。
【0037】
装置の左右方向(Y方向)右に位置するタグストッカ21に収納させれた別の種類の表示タグBは、表示タグBを一体化作業枠22に納める段階として、上記表示タグA同様、図19〜図21に見られるように、降ろした吊り下げロッド14の下端に設けたタグ保持部15に保持され、吊り下げロッド14の上昇によってタグストッカ21から持ち上げられ、タグ置き台2が装置の左右方向(Y方向)右に移動して一体化作業枠22を吊り下げロッド14直下に位置させた後、再び吊り下げロッド14を降ろすことにより、一体化作業枠22に受け渡す。ここで、一体化作業枠22には既に表示タグAが納められているので、この段階で2種類の表示タグA,Bが一体化作業枠22で重ね合わされ、一体化作業の準備が整うことになる。この段階でも、重ね合わせた表示タグAが吊り下げロッド14の上昇に従って再度持ち上げられないように、タグ押さえアーム231で押さえておく。
【0038】
上記一体化作業の準備が整うまでの各段階では、吊り下げロッド14は装置の上下方向(Z方向)に昇降しているだけ、対するタグ置き台2は装置の左右方向(X方向)左右に移動しているだけである。このように、本発明の表示タグ一体化装置は、各部それぞれに特定方向の移動を割り当て、前記各部の移動を組み合せることで、一体化作業に必要な表示タグA,Bの重ね合わせを実現している。これは、各部の移動手段を簡略な構成にすると共に、各部の移動に関する制御を容易にする利点をもたらしている。
【0039】
本例は、一体化作業の段階で、図22〜図24に見られるように、先に吊り下げロッド14を装置の前後方向(X方向)奥に待避させる。これは、融着手段24であるハンダ鏝241と吊り下げロッド14との干渉を避けるためであり、仮にハンダ鏝241と吊り下げロッド14との干渉がなければ、別段吊り下げロッド14を待避させる必要はない。そして、重ね合わせた表示タグA,Bをタグ押さえアーム231で押さえ付けたまま、ハンダ鏝241を倒して前記タグ押さえアーム231に設けた開口233を通じて表示タグA,Bに押し付けて融着し、完成品Cを作る。合成繊維製である表示タグA,Bは、ハンダ鏝241を押し付けることにより数秒で融着が完了し、完成品Cとなる。
【0040】
ここで、ハンダ鏝241を表示タグA,Bに長時間押し付けておくと前記表示タグA,Bが焼けてしまうため、融着に十分な時間をタイマーにより設定し、前記時間経過後にハンダ鏝241は直ちに持ち上げて、待避させるとよい(図25参照)。タグ押さえアーム231は、ハンダ鏝241を押し付けて融着する際に表示タグA,Bの位置ずれを防止し、持ち上げて待避させるハンダ鏝241に追随しないように完成品Cを押さえ付けておく働きを有する。このタグ押さえアーム231は、ハンダ鏝241の持ち上げ後、タイマーが一定時間経過すると自動的に持ち上げるようにするとよい。
【0041】
完成品Cが作られると、完成品Cを回収する段階として、図25〜図27に見られるように、ハンダ鏝241、タグ押さえアーム231の順に持ち上げて待避させ、再び吊り下げベース13を装置の前後方向(X方向)前に移動させて完成品Cの直上に位置させた吊り下げロッド14を降ろして、タグ保持部15に完成品Cを保持させる。完成品Cは表示タグ2枚分の重さになっているので、タグ保持部15は完成品Cを安定して保持できる構成又は構造にしておく必要がある。しかし、表示タグ自身は非常に軽量であるので、例えば本例のタグ保持部15のように粘着テープを利用した構成であっても、完成品Cを十分に安定して保持できる。
【0042】
タグ保持部15に保持された完成品Cは、完成品Cの移し替えの段階として、図28〜図30に見られるように、吊り下げロッド14の上昇に従って持ち上げられ、今度は吊り下げベース13が装置の前後方向(X方向)前に移動して、完成品置き台3における装置の左右方向(Y方向)左端の完成品ストッカ31の直上に吊り下げロッド14を位置させる。吊り下げベース13は、直動シリンダ132に設けた上位置センサの検知を受けて移動させ、ロッドレスシリンダに設けた前位置センサの検知により完成品置き台3に対する位置決めを図る。このとき、完成品置き台3における完成品Cストッカ31のいずれもが水平軌道12に一致していない場合、上述した水平軌道12とタグストッカ21との一致を図る場合同様、完成品置き台3を装置の左右方向(Y方向)に移動させて、例えば装置の左右方向(Y方向)左端の完成品ストッカ31を水平軌道12に一致させる。
【0043】
こうして完成品ストッカ31の直上に吊り下げロッド14が位置した後、吊り下げロッド14を下降させると、タグ保持部15に保持された完成品Cが前記完成品ストッカ31に収納される。そして、完成品押さえアーム321を倒して完成品Cを押さえ付けた状態で吊り下げロッド14を上昇させることにより、完成品Cがタグ保持部15から解放され、完成品Cのみを完成品ストッカ31に残して、一連の作業が終了する。完成品押さえアーム321は、直動シリンダ132の下位置センサの検知を受けて作動させる。この完成品押さえアーム321は、タイマーにより一定時間、完成品Cを押さえ付け、吊り下げロッド14を前記一定時間内に上昇させる。
【0044】
完成品Cは、上述までに説明した手順を繰り返すことにより、大量かつ自動的に作り出され、完成品ストッカ31に積み重ねられる。積み重ねられる完成品Cの数は、完成品押さえアーム321の作動を内部カウンタで計数することで、把握できる。ここで、完成品Cの数が予め設定した数に達すると、積み重ねた完成品Cを輪ゴム4で束ねるため、完成品ストッカ31の下掛止部311及び上掛止部312に架け渡した輪ゴム4を前記完成品ストッカ31から外す作業に移る。本例では、輪ゴム4が完成品ストッカ31の下掛止部311に対して上掛止部312が斜め上方に位置しているため、輪ゴム外し突起141により輪ゴム4を前記上掛止部312から外した後、前記輪ゴム外し突起141を輪ゴム4から外すことで、自動的に積み重ねた完成品Cを輪ゴム4で束ねることができる。
【0045】
具体的には、次の手順となる。まず、輪ゴム外し突起141を輪ゴム4に引っ掛ける段階として、図31〜図33に見られるように、完成品押さえアーム321で完成品Cを押さえ付けてからタイマーで一定時間経過を確認した後、輪ゴム外し突起141が完成品ストッカ31の上掛止部312より装置の上下方向(Z方向)下側に位置するように、直動シリンダ132の直動ロッド131を伸ばし、輪ゴム外し突起141を下降させる。このとき、吊り下げロッド14は積み重ねられた完成品Cの最上層に当接するが、吊り下げロッド14は外筒に対して内棒が装置の上下方向(Z方向)下向きの付勢状態で挿入されているだけなので、吊り下げロッド14は前記内棒を上右方に突き上げて待避できる。こうして、輪ゴム外し突起141が完成品ストッカ31の上掛止部312より装置の上下方向(Z方向)下側に位置した後、直動シリンダ142により輪ゴム外し突起141を突出させると、輪ゴム4に引っ掛けることができる。
【0046】
こうして輪ゴム外し突起141を輪ゴム4に引っ掛けた状態から、輪ゴム外し突起141により輪ゴム4を外す段階として、図34〜図36に見られるように、吊り下げロッド14を昇降させる直動シリンダ132の直動ロッド131をゆっくりと縮めると、輪ゴム外し突起141が輪ゴム4を上掛止部312から外して持ち上げることができる。そして、上掛止部312から輪ゴム4が完全に外れた状態で、直動シリンダ142により輪ゴム外し突起141を引っ込めると、下端を下掛止部311に拘束された輪ゴム4は輪ゴム外し突起141から外れ、収納した複数の完成品Cを前記輪ゴム4で束ねることができる。この後、吊り下げロッド14を上昇させ、吊り下げベース13を装置の前後方向(X方向)奥まで移動させると、後位置センサが吊り下げベース13を検知して、装置の左右方向(Y方向)左端の完成品ストッカ31に対する処理の完了を確認できる。これから、続いて一体化作業をする場合、完成品Cは装置の左右方向(Y方向)左端から2つ目の完成品ストッカ31に収納されることになる。
【0047】
輪ゴム4で束ねられた完成品Cは、各完成品ストッカ31から個別に取り出してもよいが、吊り下げロッド14のタグ保持部15により吊り上げて、例えば完成品置き台3に追加された回収ストッカ(図35中仮想線表示参照)に納めた出荷ケースに移して、輪ゴム4で束ねられた完成品Cを前記出荷ケースに箱詰めしてもよい。この場合、完成品ストッカ31は、完成品Cを輪ゴム4で束ねる毎に空になるため、本例のように複数の完成品ストッカ31を並べて設ける必要はなく、例えば完成品Cを束ねる輪ゴム4を適宜供給できる構成を有すれば、完成品ストッカ31は1基のみとしてもよい。このように回収ストッカまで設けると、本発明の表示タグ一体化装置は、一体化作業から輪ゴム4で束ねた完成品Cを出荷する寸前の箱詰めまでできるようになり、一体化作業の自動化による利点が増える。
【図面の簡単な説明】
【0048】
【図1】本発明に基づく表示タグ一体化装置の正面図である。
【図2】本発明に基づく表示タグ一体化装置の平面図である。
【図3】本発明に基づく表示タグ一体化装置の側面図である。
【図4】準備段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図5】準備段階における主要部を表した平面図である。
【図6】準備段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図7】表示タグAを取りにいく段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図8】表示タグAを取りにいく段階における主要部を表した平面図である。
【図9】表示タグAを取りにいく段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図10】表示タグAの移動段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図11】表示タグAの移動段階における主要部を表した平面図である。
【図12】表示タグAの移動段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図13】表示タグAを一体化作業枠に納める段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図14】表示タグAを一体化作業枠に納める段階における主要部を表した平面図である。
【図15】表示タグAを一体化作業枠に納める段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図16】表示タグBを取りにいく段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図17】表示タグBを取りにいく段階における主要部を表した平面図である。
【図18】表示タグBを取りにいく段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図19】表示タグBを一体化作業枠に納める段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図20】表示タグBを一体化作業枠に納める段階における主要部を表した平面図である。
【図21】表示タグBを一体化作業枠に納める段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図22】一体化作業の段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図23】一体化作業の段階における主要部を表した平面図である。
【図24】一体化作業の段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図25】完成品Cを回収する段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図26】完成品Cを回収する段階における主要部を表した平面図である。
【図27】完成品Cを回収する段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図28】完成品Cの移し替えの段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図29】完成品Cの移し替えの段階における主要部を表した平面図である。
【図30】完成品Cの移し替えの段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図31】輪ゴム外し突起を輪ゴムに引っ掛ける段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図32】輪ゴム外し突起を輪ゴムに引っ掛ける段階における主要部を表した平面図である。
【図33】輪ゴム外し突起を輪ゴムに引っ掛ける段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【図34】輪ゴム外し突起により輪ゴムを外す段階における(a)タグ置き台から装置の前後方向奥の主要部を、(b)主要部のうち完成品置き台だけを表した正面図である。
【図35】輪ゴム外し突起により輪ゴムを外す段階における主要部を表した平面図である。
【図36】輪ゴム外し突起により輪ゴムを外す段階における(a)一体化作業枠から装置の左右方向右の主要部を、(b)タグ押さえ手段から装置の左右方向右の主要部を、(c)融着手段から装置の左右方向右の主要部を表した左側面図である。
【符号の説明】
【0049】
1 装置本体
11 作業面
12 水平軌道(ロッドレスシリンダの直線軌道)
13 吊り下げベース(ロッドレスシリンダの移動部)
131 直動ロッド
132 直動シリンダ(エアシリンダ)
133 取付フランジ
14 吊り下げロッド
141 輪ゴム外し突起(直動ロッド)
142 直動シリンダ(エアシリンダ)
15 タグ保持部
16 作業台
17 テーブル
171 信号灯
18 作業ボックス
181 アクセス扉
182 操作部
2 タグ置き台
21 タグストッカ
22 一体化作業枠
23 タグ押さえ手段
231 タグ押さえアーム
232 回動シリンダ
233 開口
24 融着手段
241 ハンダ鏝
242 回動シリンダ
243 支持フランジ
3 完成品置き台
31 完成品ストッカ
311 下掛止部
312 上掛止部
32 完成品押さえ手段
321 完成品押さえアーム
322 回動シリンダ
4 輪ゴム
A 表示タグ
B 表示タグ
C 完成品
【特許請求の範囲】
【請求項1】
複数の表示タグを重ねて一部を融着した完成品を連続的かつ自動的に作り出す表示タグ一体化装置であって、装置本体に形成した平坦な作業面に対して、X方向に延びる水平軌道を支持させ、前記水平軌道に沿ってX方向に移動する吊り下げベースを設け、
前記吊り下げベースから垂下され、作業面に向けてZ方向に移動する吊り下げロッドを設け、
前記吊り下げロッド下端に、表示タグを着脱自在としたタグ保持部を設け、
水平軌道下方の作業面に、前記水平軌道を横断してY方向に移動するタグ置き台及び完成品置き台を設け、
表示タグを種類毎に収納する複数のタグストッカと、融着する枚数の表示タグを一時的に保持する一体化作業枠とを、タグ置き台のY方向に並べ、
一体化作業枠に保持させた表示タグをタグ置き台に対して押さえ付けるタグ押さえ手段と、一体化作業枠に保持させた複数の表示タグを重ねて一部を融着する融着手段とを、前記タグ置き台に設け、
複数の表示タグを重ねて一部を融着した完成品を収納する完成品ストッカを完成品置き台のY方向に並べ、
前記完成品ストッカに収納された完成品を完成品置き台に対して押さえ付ける完成品押さえ手段を作業面に設けてなる表示タグ一体化装置。
【請求項2】
吊り下げベースは、水平軌道を構成するロッドレスシリンダの移動部である請求項1記載の表示タグ一体化装置。
【請求項3】
吊り下げロッドは、直動ロッドが下向きに延びる直動シリンダを吊り下げベースに設け、Z方向下向きに付勢された弾性状態で前記直動ロッドに支持された請求項1記載の表示タグ一体化装置。
【請求項4】
吊り下げロッドは、表示タグ又は完成品と接着及び剥離自在な両面テープを下端に貼り付けてタグ保持部を構成した請求項1又は3いずれか記載の表示タグ一体化装置。
【請求項5】
吊り下げロッドは、表示タグ又は完成品を挟持及び解放自在な挟み爪を下端に設けてタグ保持部を構成した請求項1又は3いずれか記載の表示タグ一体化装置。
【請求項6】
吊り下げロッドは、表示タグ又は完成品を吸引及び解放自在な吸い口を下端に設けてタグ保持部を構成した請求項1又は3いずれか記載の表示タグ一体化装置。
【請求項7】
タグストッカは、表示タグの角部に宛てがわれるタグ拘束アングルからなる請求項1記載の表示タグ一体化装置。
【請求項8】
一体化作業枠は、表示タグ又は完成品の角部に宛てがわれるタグ拘束ブロックからなる請求項1記載の表示タグ一体化装置。
【請求項9】
タグ押さえ手段は、一体化作業枠に保持させた表示タグの一部を押さえ付けるタグ押さえアームと、タグ置き台に固定した回動シリンダとからなり、前記タグ押さえアームを前記回動シリンダの回動ロッドに取り付けた請求項1記載の表示タグ一体化装置。
【請求項10】
融着手段は、一体化作業枠に保持させた表示タグの一部に押し当てるハンダ鏝と、タグ置き台に固定した回動シリンダとからなり、前記ハンダ鏝を前記回動シリンダの回動ロッドに取り付けた請求項1記載の表示タグ一体化装置。
【請求項11】
完成品ストッカは、完成品の角部に宛てがわれる完成品拘束アングルからなる請求項1記載の表示タグ一体化装置。
【請求項12】
完成品ストッカは、底面に下掛止部を、外面上端に上掛止部を設けてなり、前記下掛止部及び上掛止部に架け渡した輪ゴムを、吊り下げロッドに付設した輪ゴム外し突起を引っ掛けて前記上掛止部から外すことにより、収納した複数の完成品を前記輪ゴムで束ねるようにした請求項1記載の表示タグ一体化装置。
【請求項13】
完成品押さえ手段は、完成品ストッカに収納させた完成品の一部を押さえ付ける完成品押さえアームと、作業面に固定した回動シリンダとからなり、前記完成品押さえアームを前記回動シリンダの回動ロッドに取り付けた請求項1記載の表示タグ一体化装置。
【請求項1】
複数の表示タグを重ねて一部を融着した完成品を連続的かつ自動的に作り出す表示タグ一体化装置であって、装置本体に形成した平坦な作業面に対して、X方向に延びる水平軌道を支持させ、前記水平軌道に沿ってX方向に移動する吊り下げベースを設け、
前記吊り下げベースから垂下され、作業面に向けてZ方向に移動する吊り下げロッドを設け、
前記吊り下げロッド下端に、表示タグを着脱自在としたタグ保持部を設け、
水平軌道下方の作業面に、前記水平軌道を横断してY方向に移動するタグ置き台及び完成品置き台を設け、
表示タグを種類毎に収納する複数のタグストッカと、融着する枚数の表示タグを一時的に保持する一体化作業枠とを、タグ置き台のY方向に並べ、
一体化作業枠に保持させた表示タグをタグ置き台に対して押さえ付けるタグ押さえ手段と、一体化作業枠に保持させた複数の表示タグを重ねて一部を融着する融着手段とを、前記タグ置き台に設け、
複数の表示タグを重ねて一部を融着した完成品を収納する完成品ストッカを完成品置き台のY方向に並べ、
前記完成品ストッカに収納された完成品を完成品置き台に対して押さえ付ける完成品押さえ手段を作業面に設けてなる表示タグ一体化装置。
【請求項2】
吊り下げベースは、水平軌道を構成するロッドレスシリンダの移動部である請求項1記載の表示タグ一体化装置。
【請求項3】
吊り下げロッドは、直動ロッドが下向きに延びる直動シリンダを吊り下げベースに設け、Z方向下向きに付勢された弾性状態で前記直動ロッドに支持された請求項1記載の表示タグ一体化装置。
【請求項4】
吊り下げロッドは、表示タグ又は完成品と接着及び剥離自在な両面テープを下端に貼り付けてタグ保持部を構成した請求項1又は3いずれか記載の表示タグ一体化装置。
【請求項5】
吊り下げロッドは、表示タグ又は完成品を挟持及び解放自在な挟み爪を下端に設けてタグ保持部を構成した請求項1又は3いずれか記載の表示タグ一体化装置。
【請求項6】
吊り下げロッドは、表示タグ又は完成品を吸引及び解放自在な吸い口を下端に設けてタグ保持部を構成した請求項1又は3いずれか記載の表示タグ一体化装置。
【請求項7】
タグストッカは、表示タグの角部に宛てがわれるタグ拘束アングルからなる請求項1記載の表示タグ一体化装置。
【請求項8】
一体化作業枠は、表示タグ又は完成品の角部に宛てがわれるタグ拘束ブロックからなる請求項1記載の表示タグ一体化装置。
【請求項9】
タグ押さえ手段は、一体化作業枠に保持させた表示タグの一部を押さえ付けるタグ押さえアームと、タグ置き台に固定した回動シリンダとからなり、前記タグ押さえアームを前記回動シリンダの回動ロッドに取り付けた請求項1記載の表示タグ一体化装置。
【請求項10】
融着手段は、一体化作業枠に保持させた表示タグの一部に押し当てるハンダ鏝と、タグ置き台に固定した回動シリンダとからなり、前記ハンダ鏝を前記回動シリンダの回動ロッドに取り付けた請求項1記載の表示タグ一体化装置。
【請求項11】
完成品ストッカは、完成品の角部に宛てがわれる完成品拘束アングルからなる請求項1記載の表示タグ一体化装置。
【請求項12】
完成品ストッカは、底面に下掛止部を、外面上端に上掛止部を設けてなり、前記下掛止部及び上掛止部に架け渡した輪ゴムを、吊り下げロッドに付設した輪ゴム外し突起を引っ掛けて前記上掛止部から外すことにより、収納した複数の完成品を前記輪ゴムで束ねるようにした請求項1記載の表示タグ一体化装置。
【請求項13】
完成品押さえ手段は、完成品ストッカに収納させた完成品の一部を押さえ付ける完成品押さえアームと、作業面に固定した回動シリンダとからなり、前記完成品押さえアームを前記回動シリンダの回動ロッドに取り付けた請求項1記載の表示タグ一体化装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【公開番号】特開2007−284831(P2007−284831A)
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2006−114721(P2006−114721)
【出願日】平成18年4月18日(2006.4.18)
【出願人】(303000626)株式会社ミシン・オカノ (1)
【Fターム(参考)】
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成18年4月18日(2006.4.18)
【出願人】(303000626)株式会社ミシン・オカノ (1)
【Fターム(参考)】
[ Back to top ]