
表示板及びその製造方法。
【課題】 表示板の装飾部材に簡単な方法で凹凸模様を設ける。
【解決手段】 表示基板11に貝、ガラス、セラミックなどの装飾部材12を設けて形成した表示板10において、装飾部材12に部分的に透明樹脂膜13又は着色樹脂膜による凸部を設け、透明樹脂膜13又は着色樹脂膜以外の部分をエッチングで削り取って凹部12aを設ける。この凹部12aと凸部は模様状に設ける。また、透明樹脂膜12a又は着色樹脂膜は8μm以上の厚みに形成する。また、表示基板11は透過性を有する部材を使用する。
【解決手段】 表示基板11に貝、ガラス、セラミックなどの装飾部材12を設けて形成した表示板10において、装飾部材12に部分的に透明樹脂膜13又は着色樹脂膜による凸部を設け、透明樹脂膜13又は着色樹脂膜以外の部分をエッチングで削り取って凹部12aを設ける。この凹部12aと凸部は模様状に設ける。また、透明樹脂膜12a又は着色樹脂膜は8μm以上の厚みに形成する。また、表示基板11は透過性を有する部材を使用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、貝などの装飾部材を設けた表示板に関し、特に、装飾部材に凹凸模様を有する表示板とその製造方法に関する。
【背景技術】
【0002】
携帯時計の表示板には、装飾性を高めて高級感を出すために貝やサファイヤガラス、セラミックなどの装飾部材が良く用いられる。そして更に、これらの装飾部材に凹凸のある模様を設けてその装飾に立体感を付与することも行われている。これは、携帯時計の表示板に拘わらず、装飾銘板や装飾パネル、あるいは電子表示機器などでも一部にこの様な装飾表示板を使ったものが見受けられる。
【0003】
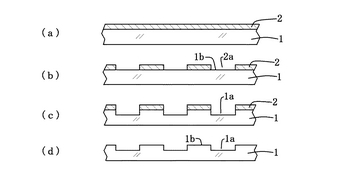
従来、貝、ガラス、セラミックなどの脆性材に立体的な凹凸模様を形成する方法は、切削加工やプレス加工などの機械加工が難しいため、一般に、図8に示した製造方法が取られている。図8は装飾部材に立体的な凹凸模様を形成する従来の工程を説明する工程図を示している。
【0004】
図8において、1は貝、ガラス、セラミックなどの装飾部材である。最初に、図8の(a)で、この装飾部材1の表面にレジスト膜2を印刷などの方法で形成する。次に、図8の(b)で、フォトマスクを使用し、露光及び現像してレジスト膜2を部分的に除去して除去部分2aを設ける。この除去部分2aは凹凸模様の凹部模様を形成する部位で、この除去部分2aには装飾部材1の表面1bが露出する。次に、図8の(c)で、装飾部材1の露出した表面1b部分をエッチング液で所定の深さにエッチングして凹部1aを形成する。この凹部1aが凹凸模様の凹部の模様を構成する。次に、図8の(d)で、残されているレジスト膜2を剥離する。残されたレジスト膜2を剥離すると装飾部材1の表面が露出するが、この露出した表面1bが凹凸模様の凸部の模様を構成する。以上の様な製造方法でもって立体的な凹凸模様を形成している。また、他の凹凸模様形成方法として、下記の特許文献1に開示された形成方法がある。この特許文献1に示された凹凸模様形成方法は、基板に形成した樹脂層の表面に模様を形成した金属マスクを密接させ、金属マスク面に有機溶剤を吹き付け樹脂層の表面に凹凸模様を形成する方法である。
【0005】
【特許文献1】特開平2−165093号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
立体的な凹凸模様を形成するに、この様な製造方法は工程数も多く、且つ、製作時間も長くかかる。また、品質歩留まりも悪くなり、製造コストが高くなると云う問題を持っている。また、写真露光装置や各種の剥離装置、更には、各種の剥離液を必要とすることから、設備コストも高くなると云う問題も持っている。また、他の方法は、シャープな凹凸模様が入らず外観品質の問題があり、作業性にも問題があった(有機溶剤使用のため)。
【0007】
本発明は、上記課題に鑑みてなされたもので、簡単な方法で、貝、ガラス、セラミックなどの装飾部材にシャープな立体的な凹凸模様を有し、その上、高級感を有するデザイン表現が可能な表示板及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の課題を解決するための手段として、本発明の請求項1に記載の表示板は、表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板において、前記装飾部材は、部分的に形成した透明樹脂膜又は着色樹脂膜による凸部と、前記透明樹脂膜又は着色樹脂膜以外の部分でエッチングによって削り取った凹部と、からなる凹凸部を有することを特徴とする。
【0009】
また、本発明の請求項2に記載の表示板は、前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする。
【0010】
また、本発明の請求項3に記載の表示板は、前記装飾部材の凹凸部は模様をなしていることを特徴とする。
【0011】
また、本発明の請求項4に記載の表示板は、前記装飾部材の凹部は装飾部材を貫通して設けられていることを特徴とする。
【0012】
また、本発明の請求項5に記載の表示板は、前記装飾部材の凹凸部の模様は、凹部の深さが異なる少なくとも2種の凹部が混ざり合った凹凸部の模様をなしていることを特徴とする。
【0013】
また、本発明の請求項6に記載の表示板は、前記装飾部材は透過性を有することを特徴とする。
【0014】
また、本発明の請求項7に記載の表示板は、前記装飾部材は裏面側に第2の凹凸模様を有することを特徴とする。
【0015】
また、本発明の請求項8に記載の表示板は、前記装飾部材は前記表示基板の表面の一部分に少なくとも1個設けた凹部に設けられていることを特徴とする。
【0016】
また、本発明の請求項9に記載の表示板は、前記表示基板の裏面又は表面の一部分に設けた凹部に反射膜を有することを特徴とする。
【0017】
また、本発明の請求項10に記載の表示板は、前記表示基板は透過性を有することを特徴とする。
【0018】
また、本発明の請求項11に記載の表示板の製造方法は、表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板の製造方法において、前記表示基板と前記装飾部材とを接着剤を介して貼合わせる工程と、前記装飾部材上に透明樹脂又は着色樹脂を印刷して部分的に透明樹脂膜又は着色樹脂膜を形成する工程と、前記透明樹脂膜又は着色樹脂膜が形成されていない部分の前記装飾部材をエッチングして削り取る工程と、を有することを特徴とする。
【0019】
また、本発明の請求項12に記載の表示板の製造方法は、前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする。
【0020】
また、本発明の請求項13に記載の表示板の製造方法は、前記装飾部材上に透明樹脂膜又は着色樹脂膜を形成する工程は、前記表示基板と前記装飾部材とを貼合わせる工程の後に行うことを特徴とする。
【0021】
また、本発明の請求項14に記載の表示板の製造方法は、前記装飾部材をエッチングして削り取る工程は、浅い凹部を形成するための第1のエッチング工程と、深い凹部を形成するための第2のエッチング工程とからなり、エッチングによって形成する凹部に浅い凹部と深い凹部とが混ざり合っていることを特徴とする。
【0022】
また、本発明の請求項15に記載の表示板の製造方法は、前記装飾部材は透過性を有することを特徴とする。
【0023】
また、本発明の請求項16に記載の表示板の製造方法は、前記表示基板は透過性を有することを特徴とする。
【発明の効果】
【0024】
発明の効果として、本発明の表示板の製造方法は、表示板を表示基板と装飾部材とで構成して、表示基板と装飾部材とを貼合わせた後に、装飾部材上に部分的に透明樹脂膜又は着色樹脂膜を形成し、そして、透明樹脂膜又は着色樹脂膜の形成していない部分の装飾部材をエッチングして削り取る製造方法を取る。従って、装飾部材に透明樹脂膜又は着色樹脂膜が形成された部分は盛り上がって凸部ができ、透明樹脂膜又は着色樹脂膜以外の部分はエッチングによって削り取られて凹部ができる。そして、この凸部と凹部でもって凹凸部を構成する。従って、本発明による装飾部材の凹凸は、透明樹脂又は着色樹脂の印刷工程と装飾部材のエッチング工程との僅か2工程で形成することができる。製造工程数が少なく、しかも、簡単な作業方法で製作できるので製造コストは非常に安くできる。また、設備費も安くなる。また、表示板は凸部に透明樹脂膜又は透過性を有する着色樹脂膜で形成すると、装飾部材の表面の色彩や光沢性などの質感が透明樹脂膜や透過性着色樹脂膜を介して現れてくる。透明樹脂膜を用いれば凸部と凹部は同一色彩での質感が現れ、透過性の着色樹脂膜を用いれば微妙に色彩の異なる二種の色彩が得られて微妙な質感が現れてくる。また、透過性のない着色樹脂膜を用いれば着色樹脂膜の色彩と装飾部材の色彩が入り交じった全く質感の異なる装飾が得られる。そして、豊富なデザインバリエーションが得られる。
【0025】
また、透明樹脂膜又は着色樹脂膜は8μm以上の厚みに形成すると、塗膜のエッヂ部分(塗膜立ち上がりの端の部分)に丸みが現れ、甲丸状の塗膜が得られる。この甲丸さが現れてくると、樹脂膜は半球状のレンズ形状となり、レンズ効果により見た目に厚みが厚く見えてきて立体感が強く現れてくる。従って、樹脂膜で形成した凸部は前記レンズ効果により実際の厚みよりも厚く見えて立体感が大きく現れて見える。このため、エッチングによって形成した凹部が浅くても立体感を感じさせる凹凸部として視認されるようになる。
【0026】
また、凹凸部が模様を成していると、表示板は綺麗さと装飾性が増してくる。また、凹部が貫通して設けられていると、その貫通した部分から表示基板の下地色が見えてくる。装飾部材の色彩や凹凸の模様と表示基板の下地色(反射膜)との組合せで新たな一つのデザインが生まれる。
【0027】
また、装飾部材に透過性を有すると、表示基板の下地色との組合せにより、新たな装飾や新たなデザインバリエーションを生む。また、装飾部材の裏面に形成した第2の凹凸模様も表示基板裏面の反射膜で視認されるようになり、表面側の凹凸部の模様と裏面側の第2の凹凸模様の組合せで装飾性と立体感(透かし彫り風)を高めることができ、また、新たなデザインバリエーションが得られる。また、装飾部材に透過性を持たせると共に、表示基板に透過性を持たせると、表示板の下面側にソーラーセルを配設してソーラーセル用の表示板として使用することができる。ソーラーセル付時計の表示板装飾性を高めて高級感を出現させることができる。
【0028】
また、表示基板の表面の一部分に設けた凹部に装飾部材を設けることにより、異材質によって構成された表示基板と装飾部材が同時に視認されて新たなデザイン、新たな装飾が生まれてくる。また、この様な構成の中で、凹部に反射膜を設けると、その反射光によって装飾部材の色合いや綺麗さ、凹凸の模様などが強調されて装飾性を高める効果を生む。
【0029】
また、凹凸の模様の中で、凹部に浅い所と深い所の深さに異なりを持たせると、陰影や反射光の強弱などの作用が生まれて凹凸の模様に微妙な変化が現れる。
【発明を実施するための最良の形態】
【0030】
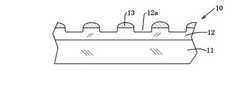
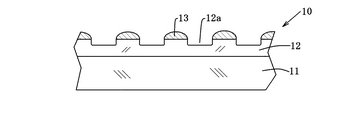
以下、本発明を実施するための最良の形態を図1、図2を用いて説明する。図1は本発明の実施形態に係る表示板の要部断面図を示していて、図2は図1に示す表示板の製造方法を説明する工程図を示している。
【0031】
図1において、10は本発明の表示板である。この表示板10は、表示基板11と装飾部材12と透明樹脂膜13とで構成している。ここで、表示基板11は金属、プラスチック、セラミックなどでもって剛性を有する厚みでもって形成される。透過性を有したものでも良く、また、塗装や印刷、メッキなどの表面処理を施したものでも良い。装飾部材12は貝、ガラス、セラミック、石、貴石などの装飾材が用いられる。これらの装飾材を所要の厚みに形成して用いる。装飾部材12に設けた凹部12aはエッチング方法で装飾部材12を削り取って形成した凹部で、後述する模様状に隣接して設けた透明樹脂膜13との隙間の部分をエッチングで削り取って凹部を形成している。この凹部12aの深さはエッチング時間によって自由に調整が可能で、仕様に応じて深さを設定する。透明樹脂膜13は透明なアクリル樹脂、エポキシ樹脂、ウレタン樹脂などの樹脂を用いて形成する。場合によっては紫外線吸収剤を配合して透明樹脂膜を形成しても良い。この透明樹脂膜13は公知の印刷方法で形成するが、厚みは8μm以上で形成する。これは8μm以上の肉盛りによって、印刷した塗膜のエッヂ部分(塗膜立ち上がりの端の部分)に丸みが現れ、甲丸状の塗膜が得られるからである。この甲丸さが現れてくると、透明樹脂膜は半球状のレンズ形状となり、レンズ効果により見た目に厚みが厚く見えてきて立体感が大きく現れてくる。従って、透明樹脂膜を設けた部分は凸部を成すが、この凸部は前記レンズ効果により実際の厚みよりも厚く見えて立体感が大きく現れて見えてくる。前述した装飾部材12の凹部12aの深さが浅くてもこの透過性樹脂膜13の甲丸形状の凸部により、凹凸部の高さは大きくなって見えてくる。尚、透明樹脂膜に代えて着色樹脂膜を設けても良い。
【0032】
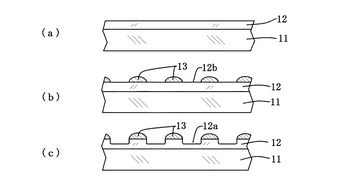
次に、この表示板10の製造方法を図2を用いて説明する。最初に、図2の(a)で、表示基板11と装飾部材12を接着剤を介して貼合わせる。エポキシ樹脂接着剤やアクリル樹脂接着剤などを用いて貼合わせる。また、透明な両面粘着テープを用いても良い。
【0033】
次に、図2の(b)で、表示基板11に接着固定した装飾部材12上に、透明樹脂を用いスクリーン印刷方法などで透明樹脂膜13を部分的に隙間(装飾部材12の露出面12b)を持つ模様でもって形成する。透明樹脂膜13の印刷形成は、表示基板11に装飾部材12を固定した後で行うと、表示基板11に剛性が有ることより品物の取扱が容易で、また、装飾部材への損傷を少なくする。透明樹脂膜13は少なくとも8μm以上の厚みに形成することが必要で、スクリーン印刷の場合は、1回の印刷で7〜10μmの印刷厚みが得られるので少なくとも1回、更に厚くしたい場合は2回以上の印刷重ねを行って設計仕様の厚みを確保する。この透明樹脂膜13は隙間12bが得られるように模様を持って形成する。例えば、サークル模様、格子模様、ストライプ模様、編み目模様、幾何学模様、モザイク模様などである。模様を持って形成すると表示板の仕上がりが綺麗で装飾性に富んだものが得られる。模様は上記模様に拘わらず他の模様などを用いても何ら構わない。この様に模様を持って形成した透明樹脂膜13の部分は膜厚8μm以上の凸部を形成することになる。
【0034】
次に、図2の(c)で、透明樹脂膜13が形成された部分以外の部分、即ち、装飾部材12の表面が露出した露出面12bをエッチング液でのエッチングを行い、装飾部材12を削り取って所定の深さの凹部12aを形成する。これによって、凹凸の模様が得られる。エッチング液は装飾部材12の材質によって異なるが、装飾部材12が貝の場合は塩酸の1〜5%溶液(塩酸1〜5%、残りは水)組成のエッチング液を用いて常温でエッチングを行う。尚、発生するガスの気泡を除去するために界面活性剤を0.3%程度混ぜ合わせると良い。装飾部材12がガラスの場合は、フッ酸330g、水100g、硫酸20gの組成液を用いて常温でエッチングを行う。また、装飾部材12にアルミナ(Al2O3)セラミックを用いた場合は、フッ酸330g、水100g、硫酸20gの組成液を用いて70〜80°Cの加温状態下でエッチングを行うのが好ましい。これらエッチング液でのエッチング量は、例えば、貝の場合は、1%の塩酸溶液を1分の浸漬で8〜10μmの蝕刻がされる。比較的短い時間で可成りの量が削り取られるので十分な時間管理が必要とされる。この様に、装飾部材12のみにエッチングを行うことによって凹部12aが形成される。透明樹脂膜13はエッチング液に何ら犯されることなく初期形状を保って維持される。
【0035】
以上の製造方法を取って装飾部材12に凹凸部のある凹凸模様を形成する。透明樹脂膜の印刷工程と装飾部材13のエッチング工程の僅か2工程で装飾部材12に凹凸模様が形成できることから、非常に安いコストで製作することができる。また、装置も特別な装置を必要としないことから設備費も安くできる。
【0036】
ここで、装飾部材12上に透明樹脂膜13でもって凸部を形成すると、装飾部材12表面の色彩や光沢性などの質感が透明樹脂膜13を介して視認される。従って、凸部と凹部は同一色彩での同一質感が現れて装飾部材の質感を損なうことなく視認することができる。尚、本発明においては、透明樹脂膜に代えて着色樹脂膜を設けることがもきる。この着色樹脂膜には透過性を持たせたもの、透過性の無いものの2種類を用意することができる。僅かに着色して透過性を持たせた樹脂膜を形成すれば、透過性を有することから装飾部材の色彩が反射されて樹脂の着色した色と混ざり合う。そして、そこには装飾部材12の色彩を僅かに残しつつ異なる色彩が現れる。ここで、着色樹脂の色に装飾部材の色彩を引き立たせる様な色を選択すると装飾部材の色彩を強く引き立てることができる。そして、凹部での装飾部材の自然の色彩と凸部での引き立った色彩が現れて、微妙な質感を伴って装飾性を尚一層高める効果を得る。また、着色樹脂膜に透過性の無い樹脂膜を設けると、装飾部材の持つ色彩と着色樹脂膜の持つ色彩の二種類の色彩が混ざり合った色彩の装飾を得る。装飾部材の色彩を引き立たせる着色の樹脂膜を設けると装飾が高められて新たな一つのデザインが得られる。また、透明樹脂膜13を8μm以上に厚く形成して甲丸形状の塗膜にすれば凹凸の模様が大きく立体感を持って見えてくる。立体感を持った綺麗な色彩の模様が現れて装飾性が非常に高められる。
【0037】
また、装飾部材12に透過性を有した貝やガラスなどの装飾材を用い、表示基板にプラスチックやガラスなどの透過性を有する部材を用いることによってソーラーセル用時計の表示板として用いることができる。以下、実施例を用いて更に詳しい説明を行うことにする。
【実施例1】
【0038】
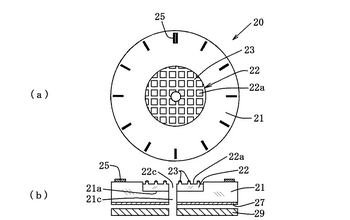
本発明の実施例1の表示板を図3を用いて説明する。実施例1に係る表示板は時計用の表示板で、ソーラーセル用の表示板になっている。図3は本発明の実施例1に係る表示板の平面図と要部断面図を示していて、図3の(a)は平面図、図3の(b)は要部断面図を示している。図3より、この表示板20は、透過性を有するプラスチックより成る表示基板21と、この表示基板21の中央部に設けた凹部21aに接着剤を介して貼付けた貝よりなる装飾部材22と、表示基板21の上面で外周領域に印刷方法で形成した時字なる指標25と、表示基板21の下面に設けた半透過反射膜27とから構成されている。また、この表示板20の下面側にはソーラーセル29が配設されており、表示板20はソーラーセル用の表示板となっている。また、装飾部材22は、図3においては、格子模様に形成された凹凸模様を成しており、凸部は着色樹脂膜23を設けて凸部を構成し、凹部は装飾部材22をエッチングで削り取って凹部を構成している。
【0039】
上記の表示板20を構成する構成部品の仕様は次の様になっている。表示基板21は透過性を有するプラスチック材で形成するが、材料としては耐熱性、耐湿性、耐薬品性、耐衝撃性などに強いポリカーボネイト樹脂、ポリイミド樹脂、ポリエチレン樹脂、ポリスチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、アクリル樹脂などを用いることができる。本実施例1では僅かに着色を施したポリカーボネイト樹脂を用いている。この着色樹脂を用いる目的は装飾性を高める目的とソーラーセルの有する独特の濃紫色を目立たなくさせる目的で用いているが、樹脂に顔料などをソーラーセルの発電機能を損なわない透過率を得る中で僅かに配合して形成している。そして、時計用の表示板として用いることから射出成形方法で、約0.5mmの厚みに形成している。この表示板21はその中央部には凹部21aと中心部には中心孔21cを持っていて、凹部21aは装飾部材22を配設するために設けており、中心孔21cは指針取付用に設けている。凹部21aと中心孔21cは何れも射出成形でもって形成する。
【0040】
次に、装飾部材22は本実施例1では白蝶貝を用いている。貝は独特の光輝感と色彩を持っていることから装飾部材として好適に利用することができる。白蝶貝の他に黒蝶貝やアワビ貝などの貝も用いることができる。貝からなる装飾部材22はその中心に指針取付用の小孔22cを有する。この小孔22cは研削方法などで形成する。研削方法などで所要の厚み、所要の径に形成した貝の装飾部材22を表示基板21の凹部21aに接着剤を介して接着固定する。尚、接着固定した時の装飾部材22と表示基板21の表面は共に面一になるように前もって寸法設定が成されている。
【0041】
この貝からなる装飾部材22は、その表面に模様状に着色樹脂膜23を形成した後に、着色樹脂膜23の形成されていない部分の装飾部材22をエッチング液でエッチングして凹部22aを形成している。エッチング液は塩酸の1〜5%溶液(塩酸1〜5%、残りは水)を用いて常温でエッチングを行う。尚、発生するガスの気泡を除去するために界面活性剤を0.3%程度混ぜ合わせると均一なエッチング形状が得られる。凹部の深さはエッチング液の濃度と浸漬の時間でもって決められる。塩酸1%溶液を用い常温で1分間浸漬すると8〜10μmのエッチングができる。高い濃度のエッチング液を用いるとエッチング時間は短くできるが、反面、エッチング表面は粗れてくる。綺麗なエッチング表面が得られるよう溶液濃度と時間を設定して行うようにする。着色樹脂膜23の形成されていない部分の装飾部材22がエッチング液でもって蝕刻され、徐々に深さを増して削り取られて凹部なる形状が形成される。この様に削り取られて形成された凹部22aは貝の持っている光輝感や色彩が何ら変質することなく綺麗に現れる。尚、装飾部材22の小孔22cの部分は樹脂栓のマスキングをしてエッチングを行う。
【0042】
着色樹脂膜23は、本実施例1では、僅かに着色した樹脂を用いてスクリーン印刷方法などで印刷して形成した透過性の樹脂膜になっている。また、この着色樹脂膜23は格子模様状に形成している。模様を持って形成すると、仕上がった装飾部材22に非常に綺麗で整った装飾感が現れてくる。模様は格子模様に限るものではなく、サークル模様、格子模様、ストライプ模様、編み目模様、幾何学模様、モザイク模様など色々な模様を選択することができる。この着色樹脂膜23は厚みを8μm以上で形成する。これは8μm以上の肉盛り塗膜があると、印刷した塗膜のエッヂ部分(塗膜立ち上がりの端の部分)に丸みが現れて甲丸状の塗膜が得られるからである。この甲丸さが現れてくると、見た目に厚みが厚く見えてきて立体感が大きく現れてくる。従って、着色樹脂膜23を設けた部分は凸部を成すが、この凸部は実際の厚みよりも厚く見えて立体感が大きく現れて見えてくる。
【0043】
本実施例1では、着色樹脂膜23は僅かに白色に着色した透過性を持った樹脂を用いて形成している。これは、用いた装飾部材22が白蝶貝であることに起因する。白蝶貝やアワビ貝はその光輝感に黄色味を帯びた色彩を有する。このため、黄色味を帯びていることにより色彩の鮮やかさが欠けて見えてくる。この黄色味が薄くなるとか無くなるとその色彩に鮮やかさが現れる。僅かに白色に着色した透過性の着色樹脂膜を貝の上に形成すると貝の黄色味が消え、黄色味の無い鮮やかな色彩が現れる。これによって、着色樹脂膜23の設けた凸部の所には鮮やかな貝の色彩が現れてくる。着色樹脂の色合いは装飾部材22の種類などによって設定するのが良く、装飾部材22の色彩を引き立たせる色を選択するのが良い。装飾部材の色彩を引き立たせる着色樹脂膜を設けることによって装飾部材の色彩度を高め、装飾性を高める効果を得る。尚、着色樹脂膜は透過性のものに限るものではなく、透過性の無い着色樹脂膜を設けても良いものである。この場合は、着色樹脂膜からなる凸部の所は装飾部材22の色彩が現れずに着色樹脂膜の色彩が現れる。
【0044】
時字なる指標25は、本実施例1においては、黒色インクを用いてパッド印刷方法で形成している。指標25は印刷方法に限るものではなく、他の方法、例えば金属指標を貼付けて形成しても良いものである。
【0045】
半透過反射膜27は透過性と反射性の両機能を持った膜で、ソーラーセルの濃紫色を和らげる目的と表示板の色彩などを少しでも鮮明にする目的で設けている。従って、この半透過反射膜27は反射率の高い材料を用いるのが好ましい。本実施例1では透過性を持ったアルミ蒸着膜で形成しているが、アルミ蒸着膜に限らず銀金属薄膜や透過性を持った白色塗料膜、反射型偏光板なども用いることができる。
【0046】
以上の構成を取った表示板20は、所要の光を透過してソーラーセル29に発電を起こさせる。また、ソーラーセル29の濃紫色は半透過反射膜27、着色した表示基板21の働きによって和らげられる。また、用いた貝の装飾部材22からは、貝本来の持っている光輝のある色彩と着色樹脂膜23によって調整された鮮やかな色彩とが現れて、微妙に質感の異なった装飾が得られる。また、貝でできた装飾部材22は格子模様をなした凹凸が有ることから高い装飾性が得られて高級感を感じさせる。また、装飾部材22の凹凸形成が着色樹脂膜23の形成とエッチングによる凹部22aの形成の2工程でできることから製造コストが非常に安くできる。
【実施例2】
【0047】
次に、本発明の実施例2に係る表示板を図4を用いて説明する。図4は本発明の実施例2に係る表示板の要部断面図を示している。図4に示すように、この表示板30はソーラーセル用の表示板で、下面側にソーラーセル29を配設して用いられる時計用の表示板になっている。この表示板30は、着色を施し透過性を有して中央部に凹部31aを設けた樹脂から成る表示基板31と、表示基板31の中央部の凹部31aの底面に設けた反射膜34と、この反射膜34上に設けた貝からなる装飾部材32と、この貝からなる装飾部材32の上面に模様状に形成した透明樹脂膜33と、表示基板31の上面に設けた時字なる指標35と、表示基板31の下面に設けた半透過反射膜37とから構成している。
【0048】
本実施例2における装飾部材32は白蝶貝やアワビ貝などの貝を用いており、貝の装飾部材32の表面には網目模様状に透明樹脂膜33を8μm以上の厚さでもって設けてある。そして、網目の目に当たる所をエッチングで削り取って貫通の穴32aを設けてある。このため、この貫通穴32aからは反射膜34が見える。また一方、透明樹脂膜33からは貝なる装飾部材32の光輝のある色彩が見える。従って、この装飾部材32の所にあっては、網目の網に当たる所に透明樹脂膜33を介して貝の色彩が見え、網目の目に当たるところに反射膜34の色彩が見える。そして、その双方の色彩がはっきりとした高低差(段差)を持って見え、貝が浮き出た感を持って立体感が現れる。エッチングは塩酸の1〜5%溶液(塩酸1〜5%、残りは水)のエッチング液を用いて常温でエッチングを行う。尚、発生するガスの気泡を除去するために界面活性剤を0.3%程度混ぜ合わせると均一なエッチング形状が得られる。
【0049】
反射膜34は貝の光輝のある色彩を引き立たせる色調のものを用いるのが好ましく、例えば、白色塗膜などを用いると貝の黄色味が薄くなり貝の色彩が鮮やかさを持って見えてくるようになる。しかしなから、白色塗膜に限定するものではなく、他の色で貝の色彩を引き立たせる色であっても良い。例えば、アルミや銀の金属膜は反射率が高く、光輝ある色彩を鮮やかに引き立たせる。
【0050】
表示基板31は、実施例1で用いた表示基板と同じ仕様のものを用いている。即ち、着色したポリカーボネイト樹脂を用いて射出成形方法で形成している。凹部31aを成形時に形成する。
【0051】
時字なる指標35は、本実施例2では、電鋳手法で形成した金属指標を貼付けて形成している。
【0052】
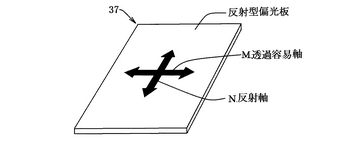
半透過反射膜37は、本実施例2では、反射型偏光板を用いている。この反射型偏光板は、図5(図5は反射型偏光板の説明斜視図)に示すように、反射軸Nと透過容易軸Mを有していて、反射軸Nと平行な振動面を持つ直線偏光成分は反射し、透過容易軸Mと平行な振動面を持つ直線偏光成分は透過する特性を持っている。そして、約50%の光を透過し、約50%の光を反射する特性を持っている。このような反射型偏光板に住友スリーエム社製の商品名DBEFがあり、光沢のある銀色(シルバー色)を呈する反射光を得るもの、光沢のある金色を呈する反射光が得られるものなどがある。
【0053】
以上の構成を取った表示板30は、貝を用いた装飾部材32の所においては、網目模様に形成した透明樹脂膜33の所で貝本来の持っている光輝のある色彩が現れ、網目の目の所で反射膜34の色彩が現れる。そして、貝の色彩と反射膜の色彩で彩られた装飾が得られる。更に、この色彩は高低差を持って現れるので立体感が得られる。網目模様を成して立体感を有した装飾豊かな表示板が得られる。また、ソーラーセル29の濃紫色は半透過反射膜37、着色した表示基板31の働きによって和らげられる。
【実施例3】
【0054】
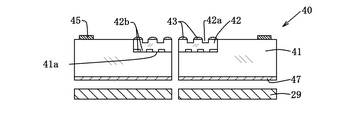
次に、本発明の実施例3に係る表示板を図6を用いて説明する。図6は本発明の実施例3に係る表示板の要部断面図を示している。図6に示すように、この表示板40はソーラーセル用の表示板で、下面側にソーラーセル29を配設して用いられる時計用の表示板になっている。この表示板40は、着色を施し透過性を有して中央部に凹部41aを設けた樹脂から成る表示基板41と、表示基板41の中央部の凹部41aに設けた貝からなる装飾部材42と、この貝からなる装飾部材42の上面に模様状に形成した透明樹脂膜43と、表示基板41の上面に設けた時字なる指標45と、表示基板41の下面に設けた半透過反射膜47とから構成している。尚、本実施例3で用いている表示基板41、透明樹脂膜43、指標45、半透過反射膜47は前述の実施例2の構成部品と同じ仕様のものを用いている。従って、同じ仕様の構成部品はその仕様の説明は省略する。
【0055】
本実施例3における装飾部材42は白蝶貝やアワビ貝などの貝を用いており、厚みが薄く透過性を持っている。厚みが0.1mmになると約50%の透過率が得られる。貝の装飾部材42の表面には網目模様状に透明樹脂膜43を20〜30μmの厚さでもって形成してある。そして、透明樹脂膜43が形成されていない網目の目に当たる所をエッチングで削り取って20〜30μm深さの凹部42aを設けている。一方、装飾部材42の裏面には第2の凹凸模様42bを形成してある。裏面に凹凸模様があると表示基板41の下面の半透過反射膜47からの反射作用により裏面の第2の凹凸模様42bは透かし模様をなして視認されてくる。上面側の凹部42aは、塩酸の1〜5%溶液(塩酸1〜5%、残りは水)のエッチング液を用いて常温でエッチングを行って形成する。尚、界面活性剤を0.3%程度混ぜ合わせると均一なエッチング形状が得られる。また、裏面側の第2の凹凸模様42bは同じエッチング液を用いて前もって形成しておく。本実施例3においては、凸部をなす透明樹脂膜43を20〜30μmの厚さに形成し、凹部42aの深さを20〜30μmに形成し、凹凸部の凹凸段差を40〜60μmと大きく設けている。装飾部材42の下面にも第2の凹凸模様42bが設けられていることから、上面側の網目模様なる凹凸模様の凹凸段差を大きく取らないと凹凸の高さが顕著に現れてこない。この様な理由で凹凸段差を大きく取っている。
【0056】
以上の構成を取った表示板40は、貝を用いた装飾部材42の所においては、上面側に網目模様状になって貝の鮮やかな色彩が現れる。そして、凹凸段差を大きく取っていることで凹凸のある立体感を帯びた色彩が現れる。更に、装飾部材42の下面側に形成した第2の凹凸模様が薄っすらと透かし模様的に現れる。そして、新たな装飾性の高い一つのデザインバリエーションが得られる。尚、装飾部材42の上面側の凹凸模様と下面側に設ける第2の凹凸模様42bとは模様を変えるとか、あるいは、模様の目を大きさを変えるとかの方法を取ると第2の凹凸模様42bから現れる透かし模様が引き立つようになって見えてくる。
【実施例4】
【0057】
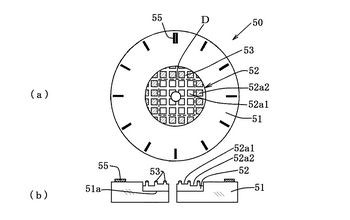
次に、本発明の実施例4に係る表示板を図7を用いて説明する。図7は本発明の実施例4に係る時計用表示板の平面図と要部断面図を示していて、図7の(a)は平面図、図7の(b)は要部断面図である。この表示板50の構成は、金属からなる表示基板51と、表示基板51の中央部の凹部51aに設けた貝からなる装飾部材52と、装飾部材52上に格子模様に形成した透明樹脂膜53と、表示基板51の上面に設けた時字なる指標55とから構成している。
【0058】
ここで、表示基板51は0.5mm厚の黄銅板からなり、中央部には凹部51aが設けられて、表面には金属メッキが施され、更に、その上にクリヤー塗装膜が設けられて仕上げられている。そして、この表示基板51の中央部の凹部51aには装飾部材52が接着剤を介して貼付けられている。
【0059】
装飾部材52は白蝶貝やアワビ貝などからなり、上面には透明樹脂膜53が格子模様を持って10〜20μmの厚みでもって設けられていて、その透明樹脂幕53が凸部を形成している。そして、透明樹脂膜53が形成されていない部分(図7の(a)の格子の四角い升目の部分)の装飾部材52はエッチングによって削り取られて凹部が設けられている。この凹部の深さは2種類あり、図7の(a)で点線で示したDの内側の升目の凹部52a1は10〜20μmの深さに形成されており、点線Dの外側の升目(斜線を入れた升目)の凹部52a2は40〜50μmの深さに形成されている。即ち、点線Dの外側の升目の凹部52a2は内側の升目の凹部52a1より30μm程深くなって形成されている。
【0060】
上記2種類の深さの凹部52a1、52a2は次のようにして形成する。格子模様状に透明樹脂膜53を形成した後、透明樹脂膜53が形成されていない部分(図7の(a)の升目に当たる部分)全体をエッチング液で第1(回目)のエッチングを行い、10〜20μm深さの凹部を形成する。次に、点線Dの外側の升目の部分だけを第2(回目)のエッチングを行い、更に30μm程削り取って40〜50μm深さの凹部を形成する。これによって、第1のエッチングによって形成された凹部が凹部52a1になり、第2のエッチングによって形成された凹部が凹部52a2になる。そして、深さの異なる2種類の凹部が設けられる。エッチング方法は、塩酸1〜5%溶液のエッチング液を升目部分に滴下してエッチングを行うのでエッチング部分を選択的に行うことができる。また、マスキングなどを行って選択的にエッチングすることも可能である。
【0061】
この様な方法を取ることによって凹部の深さが異なる2種類の凹部を作ることができる。その結果、深さが異なることによって、貝の光輝の具合や色彩が微妙に変化する。凹部の深い所は光輝の度合いも薄くなり色彩も暗味を増す。これは、深さが深い所と浅い所で反射光に強弱が現れることに起因するものと推量される。また、見る角度によっては貝の凹凸を帯びた色彩の中で部分的に陰影なども現れて、その質感も微妙に変化する。そして、貝の光輝と色彩に僅かなる明暗が部分的に付与され、しかも、その明暗も凹部の所で現れる。貝の質感を微妙に変化させて装飾バリエーションを広げる効果を生む。尚、この効果は凹部の深さにある程度の違いが必要で、10μm程度の違いでは上記の作用は目に見える形で現れない。20μm以上違いがあると上記の作用が現れてくる。本実施例4では、凹部の深さを2種類に分けて設けたが、これは何種類でも形成することができる。また、模様に拘わらず形成できる。
【0062】
以上、本発明の実施例を時計用表示板で説明したが、他の装飾銘板や装飾パネル、あるいは電子表示機器などの一部に用いられている装飾表示板に対しても共通して適用できるものである。
【0063】
また、実施例1〜4は、装飾部材に何れも貝を用いたが、貝に拘わらず他の装飾部材、例えば、サファイヤガラスなどのガラス、瑪瑙やオニキス、オパールなどの貴石、大理石などの石類、その他各種のセラミックなどを用いて同様な構成を取ることもできる。それぞれ固有の装飾的色彩を持っているので、これらの装飾部材を用いて安い製造コストで凹凸の現れた装飾を施すことができる。
【0064】
また、実施例1〜4は、装飾部材を表示板に1個設けた構成を示したが、これは1個に限るものではなく複数個用いた構成にすると更に装飾性は高められる。
【図面の簡単な説明】
【0065】
【図1】本発明の実施形態に係る表示板の要部断面図である。
【図2】図1に示す表示板の製造方法を説明する工程図である。
【図3】本発明の実施例1に係る表示板の平面図と要部断面図を示していて、図3の(a)は平面図、図3の(b)は要部断面図である。
【図4】本発明の実施例2に係る表示板の要部断面図である。
【図5】反射型偏光板の説明斜視図である。
【図6】本発明の実施例3に係る表示板の要部断面図である。
【図7】本発明の実施例4に係る時計用表示板の平面図と要部断面図を示していて、図7の(a)は平面図、図7の(b)は要部断面図である。
【図8】装飾部材に立体的な凹凸模様を形成する従来の工程を説明する工程図である。
【符号の説明】
【0066】
10、20、30、40、50 表示板
11、21、31、41、51 表示基板
12、22、32、42、52 装飾部材
12a、22a、42a、52a1、52a2 凹部
32a 貫通穴
13、33、43、53 透明樹脂膜
21a、31a、41a、51a 凹部
23 着色樹脂膜
25、35、45、55 指標
27、37、47 半透過反射膜
29 ソーラーセル
34 反射膜
【技術分野】
【0001】
本発明は、貝などの装飾部材を設けた表示板に関し、特に、装飾部材に凹凸模様を有する表示板とその製造方法に関する。
【背景技術】
【0002】
携帯時計の表示板には、装飾性を高めて高級感を出すために貝やサファイヤガラス、セラミックなどの装飾部材が良く用いられる。そして更に、これらの装飾部材に凹凸のある模様を設けてその装飾に立体感を付与することも行われている。これは、携帯時計の表示板に拘わらず、装飾銘板や装飾パネル、あるいは電子表示機器などでも一部にこの様な装飾表示板を使ったものが見受けられる。
【0003】
従来、貝、ガラス、セラミックなどの脆性材に立体的な凹凸模様を形成する方法は、切削加工やプレス加工などの機械加工が難しいため、一般に、図8に示した製造方法が取られている。図8は装飾部材に立体的な凹凸模様を形成する従来の工程を説明する工程図を示している。
【0004】
図8において、1は貝、ガラス、セラミックなどの装飾部材である。最初に、図8の(a)で、この装飾部材1の表面にレジスト膜2を印刷などの方法で形成する。次に、図8の(b)で、フォトマスクを使用し、露光及び現像してレジスト膜2を部分的に除去して除去部分2aを設ける。この除去部分2aは凹凸模様の凹部模様を形成する部位で、この除去部分2aには装飾部材1の表面1bが露出する。次に、図8の(c)で、装飾部材1の露出した表面1b部分をエッチング液で所定の深さにエッチングして凹部1aを形成する。この凹部1aが凹凸模様の凹部の模様を構成する。次に、図8の(d)で、残されているレジスト膜2を剥離する。残されたレジスト膜2を剥離すると装飾部材1の表面が露出するが、この露出した表面1bが凹凸模様の凸部の模様を構成する。以上の様な製造方法でもって立体的な凹凸模様を形成している。また、他の凹凸模様形成方法として、下記の特許文献1に開示された形成方法がある。この特許文献1に示された凹凸模様形成方法は、基板に形成した樹脂層の表面に模様を形成した金属マスクを密接させ、金属マスク面に有機溶剤を吹き付け樹脂層の表面に凹凸模様を形成する方法である。
【0005】
【特許文献1】特開平2−165093号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
立体的な凹凸模様を形成するに、この様な製造方法は工程数も多く、且つ、製作時間も長くかかる。また、品質歩留まりも悪くなり、製造コストが高くなると云う問題を持っている。また、写真露光装置や各種の剥離装置、更には、各種の剥離液を必要とすることから、設備コストも高くなると云う問題も持っている。また、他の方法は、シャープな凹凸模様が入らず外観品質の問題があり、作業性にも問題があった(有機溶剤使用のため)。
【0007】
本発明は、上記課題に鑑みてなされたもので、簡単な方法で、貝、ガラス、セラミックなどの装飾部材にシャープな立体的な凹凸模様を有し、その上、高級感を有するデザイン表現が可能な表示板及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の課題を解決するための手段として、本発明の請求項1に記載の表示板は、表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板において、前記装飾部材は、部分的に形成した透明樹脂膜又は着色樹脂膜による凸部と、前記透明樹脂膜又は着色樹脂膜以外の部分でエッチングによって削り取った凹部と、からなる凹凸部を有することを特徴とする。
【0009】
また、本発明の請求項2に記載の表示板は、前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする。
【0010】
また、本発明の請求項3に記載の表示板は、前記装飾部材の凹凸部は模様をなしていることを特徴とする。
【0011】
また、本発明の請求項4に記載の表示板は、前記装飾部材の凹部は装飾部材を貫通して設けられていることを特徴とする。
【0012】
また、本発明の請求項5に記載の表示板は、前記装飾部材の凹凸部の模様は、凹部の深さが異なる少なくとも2種の凹部が混ざり合った凹凸部の模様をなしていることを特徴とする。
【0013】
また、本発明の請求項6に記載の表示板は、前記装飾部材は透過性を有することを特徴とする。
【0014】
また、本発明の請求項7に記載の表示板は、前記装飾部材は裏面側に第2の凹凸模様を有することを特徴とする。
【0015】
また、本発明の請求項8に記載の表示板は、前記装飾部材は前記表示基板の表面の一部分に少なくとも1個設けた凹部に設けられていることを特徴とする。
【0016】
また、本発明の請求項9に記載の表示板は、前記表示基板の裏面又は表面の一部分に設けた凹部に反射膜を有することを特徴とする。
【0017】
また、本発明の請求項10に記載の表示板は、前記表示基板は透過性を有することを特徴とする。
【0018】
また、本発明の請求項11に記載の表示板の製造方法は、表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板の製造方法において、前記表示基板と前記装飾部材とを接着剤を介して貼合わせる工程と、前記装飾部材上に透明樹脂又は着色樹脂を印刷して部分的に透明樹脂膜又は着色樹脂膜を形成する工程と、前記透明樹脂膜又は着色樹脂膜が形成されていない部分の前記装飾部材をエッチングして削り取る工程と、を有することを特徴とする。
【0019】
また、本発明の請求項12に記載の表示板の製造方法は、前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする。
【0020】
また、本発明の請求項13に記載の表示板の製造方法は、前記装飾部材上に透明樹脂膜又は着色樹脂膜を形成する工程は、前記表示基板と前記装飾部材とを貼合わせる工程の後に行うことを特徴とする。
【0021】
また、本発明の請求項14に記載の表示板の製造方法は、前記装飾部材をエッチングして削り取る工程は、浅い凹部を形成するための第1のエッチング工程と、深い凹部を形成するための第2のエッチング工程とからなり、エッチングによって形成する凹部に浅い凹部と深い凹部とが混ざり合っていることを特徴とする。
【0022】
また、本発明の請求項15に記載の表示板の製造方法は、前記装飾部材は透過性を有することを特徴とする。
【0023】
また、本発明の請求項16に記載の表示板の製造方法は、前記表示基板は透過性を有することを特徴とする。
【発明の効果】
【0024】
発明の効果として、本発明の表示板の製造方法は、表示板を表示基板と装飾部材とで構成して、表示基板と装飾部材とを貼合わせた後に、装飾部材上に部分的に透明樹脂膜又は着色樹脂膜を形成し、そして、透明樹脂膜又は着色樹脂膜の形成していない部分の装飾部材をエッチングして削り取る製造方法を取る。従って、装飾部材に透明樹脂膜又は着色樹脂膜が形成された部分は盛り上がって凸部ができ、透明樹脂膜又は着色樹脂膜以外の部分はエッチングによって削り取られて凹部ができる。そして、この凸部と凹部でもって凹凸部を構成する。従って、本発明による装飾部材の凹凸は、透明樹脂又は着色樹脂の印刷工程と装飾部材のエッチング工程との僅か2工程で形成することができる。製造工程数が少なく、しかも、簡単な作業方法で製作できるので製造コストは非常に安くできる。また、設備費も安くなる。また、表示板は凸部に透明樹脂膜又は透過性を有する着色樹脂膜で形成すると、装飾部材の表面の色彩や光沢性などの質感が透明樹脂膜や透過性着色樹脂膜を介して現れてくる。透明樹脂膜を用いれば凸部と凹部は同一色彩での質感が現れ、透過性の着色樹脂膜を用いれば微妙に色彩の異なる二種の色彩が得られて微妙な質感が現れてくる。また、透過性のない着色樹脂膜を用いれば着色樹脂膜の色彩と装飾部材の色彩が入り交じった全く質感の異なる装飾が得られる。そして、豊富なデザインバリエーションが得られる。
【0025】
また、透明樹脂膜又は着色樹脂膜は8μm以上の厚みに形成すると、塗膜のエッヂ部分(塗膜立ち上がりの端の部分)に丸みが現れ、甲丸状の塗膜が得られる。この甲丸さが現れてくると、樹脂膜は半球状のレンズ形状となり、レンズ効果により見た目に厚みが厚く見えてきて立体感が強く現れてくる。従って、樹脂膜で形成した凸部は前記レンズ効果により実際の厚みよりも厚く見えて立体感が大きく現れて見える。このため、エッチングによって形成した凹部が浅くても立体感を感じさせる凹凸部として視認されるようになる。
【0026】
また、凹凸部が模様を成していると、表示板は綺麗さと装飾性が増してくる。また、凹部が貫通して設けられていると、その貫通した部分から表示基板の下地色が見えてくる。装飾部材の色彩や凹凸の模様と表示基板の下地色(反射膜)との組合せで新たな一つのデザインが生まれる。
【0027】
また、装飾部材に透過性を有すると、表示基板の下地色との組合せにより、新たな装飾や新たなデザインバリエーションを生む。また、装飾部材の裏面に形成した第2の凹凸模様も表示基板裏面の反射膜で視認されるようになり、表面側の凹凸部の模様と裏面側の第2の凹凸模様の組合せで装飾性と立体感(透かし彫り風)を高めることができ、また、新たなデザインバリエーションが得られる。また、装飾部材に透過性を持たせると共に、表示基板に透過性を持たせると、表示板の下面側にソーラーセルを配設してソーラーセル用の表示板として使用することができる。ソーラーセル付時計の表示板装飾性を高めて高級感を出現させることができる。
【0028】
また、表示基板の表面の一部分に設けた凹部に装飾部材を設けることにより、異材質によって構成された表示基板と装飾部材が同時に視認されて新たなデザイン、新たな装飾が生まれてくる。また、この様な構成の中で、凹部に反射膜を設けると、その反射光によって装飾部材の色合いや綺麗さ、凹凸の模様などが強調されて装飾性を高める効果を生む。
【0029】
また、凹凸の模様の中で、凹部に浅い所と深い所の深さに異なりを持たせると、陰影や反射光の強弱などの作用が生まれて凹凸の模様に微妙な変化が現れる。
【発明を実施するための最良の形態】
【0030】
以下、本発明を実施するための最良の形態を図1、図2を用いて説明する。図1は本発明の実施形態に係る表示板の要部断面図を示していて、図2は図1に示す表示板の製造方法を説明する工程図を示している。
【0031】
図1において、10は本発明の表示板である。この表示板10は、表示基板11と装飾部材12と透明樹脂膜13とで構成している。ここで、表示基板11は金属、プラスチック、セラミックなどでもって剛性を有する厚みでもって形成される。透過性を有したものでも良く、また、塗装や印刷、メッキなどの表面処理を施したものでも良い。装飾部材12は貝、ガラス、セラミック、石、貴石などの装飾材が用いられる。これらの装飾材を所要の厚みに形成して用いる。装飾部材12に設けた凹部12aはエッチング方法で装飾部材12を削り取って形成した凹部で、後述する模様状に隣接して設けた透明樹脂膜13との隙間の部分をエッチングで削り取って凹部を形成している。この凹部12aの深さはエッチング時間によって自由に調整が可能で、仕様に応じて深さを設定する。透明樹脂膜13は透明なアクリル樹脂、エポキシ樹脂、ウレタン樹脂などの樹脂を用いて形成する。場合によっては紫外線吸収剤を配合して透明樹脂膜を形成しても良い。この透明樹脂膜13は公知の印刷方法で形成するが、厚みは8μm以上で形成する。これは8μm以上の肉盛りによって、印刷した塗膜のエッヂ部分(塗膜立ち上がりの端の部分)に丸みが現れ、甲丸状の塗膜が得られるからである。この甲丸さが現れてくると、透明樹脂膜は半球状のレンズ形状となり、レンズ効果により見た目に厚みが厚く見えてきて立体感が大きく現れてくる。従って、透明樹脂膜を設けた部分は凸部を成すが、この凸部は前記レンズ効果により実際の厚みよりも厚く見えて立体感が大きく現れて見えてくる。前述した装飾部材12の凹部12aの深さが浅くてもこの透過性樹脂膜13の甲丸形状の凸部により、凹凸部の高さは大きくなって見えてくる。尚、透明樹脂膜に代えて着色樹脂膜を設けても良い。
【0032】
次に、この表示板10の製造方法を図2を用いて説明する。最初に、図2の(a)で、表示基板11と装飾部材12を接着剤を介して貼合わせる。エポキシ樹脂接着剤やアクリル樹脂接着剤などを用いて貼合わせる。また、透明な両面粘着テープを用いても良い。
【0033】
次に、図2の(b)で、表示基板11に接着固定した装飾部材12上に、透明樹脂を用いスクリーン印刷方法などで透明樹脂膜13を部分的に隙間(装飾部材12の露出面12b)を持つ模様でもって形成する。透明樹脂膜13の印刷形成は、表示基板11に装飾部材12を固定した後で行うと、表示基板11に剛性が有ることより品物の取扱が容易で、また、装飾部材への損傷を少なくする。透明樹脂膜13は少なくとも8μm以上の厚みに形成することが必要で、スクリーン印刷の場合は、1回の印刷で7〜10μmの印刷厚みが得られるので少なくとも1回、更に厚くしたい場合は2回以上の印刷重ねを行って設計仕様の厚みを確保する。この透明樹脂膜13は隙間12bが得られるように模様を持って形成する。例えば、サークル模様、格子模様、ストライプ模様、編み目模様、幾何学模様、モザイク模様などである。模様を持って形成すると表示板の仕上がりが綺麗で装飾性に富んだものが得られる。模様は上記模様に拘わらず他の模様などを用いても何ら構わない。この様に模様を持って形成した透明樹脂膜13の部分は膜厚8μm以上の凸部を形成することになる。
【0034】
次に、図2の(c)で、透明樹脂膜13が形成された部分以外の部分、即ち、装飾部材12の表面が露出した露出面12bをエッチング液でのエッチングを行い、装飾部材12を削り取って所定の深さの凹部12aを形成する。これによって、凹凸の模様が得られる。エッチング液は装飾部材12の材質によって異なるが、装飾部材12が貝の場合は塩酸の1〜5%溶液(塩酸1〜5%、残りは水)組成のエッチング液を用いて常温でエッチングを行う。尚、発生するガスの気泡を除去するために界面活性剤を0.3%程度混ぜ合わせると良い。装飾部材12がガラスの場合は、フッ酸330g、水100g、硫酸20gの組成液を用いて常温でエッチングを行う。また、装飾部材12にアルミナ(Al2O3)セラミックを用いた場合は、フッ酸330g、水100g、硫酸20gの組成液を用いて70〜80°Cの加温状態下でエッチングを行うのが好ましい。これらエッチング液でのエッチング量は、例えば、貝の場合は、1%の塩酸溶液を1分の浸漬で8〜10μmの蝕刻がされる。比較的短い時間で可成りの量が削り取られるので十分な時間管理が必要とされる。この様に、装飾部材12のみにエッチングを行うことによって凹部12aが形成される。透明樹脂膜13はエッチング液に何ら犯されることなく初期形状を保って維持される。
【0035】
以上の製造方法を取って装飾部材12に凹凸部のある凹凸模様を形成する。透明樹脂膜の印刷工程と装飾部材13のエッチング工程の僅か2工程で装飾部材12に凹凸模様が形成できることから、非常に安いコストで製作することができる。また、装置も特別な装置を必要としないことから設備費も安くできる。
【0036】
ここで、装飾部材12上に透明樹脂膜13でもって凸部を形成すると、装飾部材12表面の色彩や光沢性などの質感が透明樹脂膜13を介して視認される。従って、凸部と凹部は同一色彩での同一質感が現れて装飾部材の質感を損なうことなく視認することができる。尚、本発明においては、透明樹脂膜に代えて着色樹脂膜を設けることがもきる。この着色樹脂膜には透過性を持たせたもの、透過性の無いものの2種類を用意することができる。僅かに着色して透過性を持たせた樹脂膜を形成すれば、透過性を有することから装飾部材の色彩が反射されて樹脂の着色した色と混ざり合う。そして、そこには装飾部材12の色彩を僅かに残しつつ異なる色彩が現れる。ここで、着色樹脂の色に装飾部材の色彩を引き立たせる様な色を選択すると装飾部材の色彩を強く引き立てることができる。そして、凹部での装飾部材の自然の色彩と凸部での引き立った色彩が現れて、微妙な質感を伴って装飾性を尚一層高める効果を得る。また、着色樹脂膜に透過性の無い樹脂膜を設けると、装飾部材の持つ色彩と着色樹脂膜の持つ色彩の二種類の色彩が混ざり合った色彩の装飾を得る。装飾部材の色彩を引き立たせる着色の樹脂膜を設けると装飾が高められて新たな一つのデザインが得られる。また、透明樹脂膜13を8μm以上に厚く形成して甲丸形状の塗膜にすれば凹凸の模様が大きく立体感を持って見えてくる。立体感を持った綺麗な色彩の模様が現れて装飾性が非常に高められる。
【0037】
また、装飾部材12に透過性を有した貝やガラスなどの装飾材を用い、表示基板にプラスチックやガラスなどの透過性を有する部材を用いることによってソーラーセル用時計の表示板として用いることができる。以下、実施例を用いて更に詳しい説明を行うことにする。
【実施例1】
【0038】
本発明の実施例1の表示板を図3を用いて説明する。実施例1に係る表示板は時計用の表示板で、ソーラーセル用の表示板になっている。図3は本発明の実施例1に係る表示板の平面図と要部断面図を示していて、図3の(a)は平面図、図3の(b)は要部断面図を示している。図3より、この表示板20は、透過性を有するプラスチックより成る表示基板21と、この表示基板21の中央部に設けた凹部21aに接着剤を介して貼付けた貝よりなる装飾部材22と、表示基板21の上面で外周領域に印刷方法で形成した時字なる指標25と、表示基板21の下面に設けた半透過反射膜27とから構成されている。また、この表示板20の下面側にはソーラーセル29が配設されており、表示板20はソーラーセル用の表示板となっている。また、装飾部材22は、図3においては、格子模様に形成された凹凸模様を成しており、凸部は着色樹脂膜23を設けて凸部を構成し、凹部は装飾部材22をエッチングで削り取って凹部を構成している。
【0039】
上記の表示板20を構成する構成部品の仕様は次の様になっている。表示基板21は透過性を有するプラスチック材で形成するが、材料としては耐熱性、耐湿性、耐薬品性、耐衝撃性などに強いポリカーボネイト樹脂、ポリイミド樹脂、ポリエチレン樹脂、ポリスチレン樹脂、ポリプロピレン樹脂、ポリエチレンテレフタレート樹脂、アクリル樹脂などを用いることができる。本実施例1では僅かに着色を施したポリカーボネイト樹脂を用いている。この着色樹脂を用いる目的は装飾性を高める目的とソーラーセルの有する独特の濃紫色を目立たなくさせる目的で用いているが、樹脂に顔料などをソーラーセルの発電機能を損なわない透過率を得る中で僅かに配合して形成している。そして、時計用の表示板として用いることから射出成形方法で、約0.5mmの厚みに形成している。この表示板21はその中央部には凹部21aと中心部には中心孔21cを持っていて、凹部21aは装飾部材22を配設するために設けており、中心孔21cは指針取付用に設けている。凹部21aと中心孔21cは何れも射出成形でもって形成する。
【0040】
次に、装飾部材22は本実施例1では白蝶貝を用いている。貝は独特の光輝感と色彩を持っていることから装飾部材として好適に利用することができる。白蝶貝の他に黒蝶貝やアワビ貝などの貝も用いることができる。貝からなる装飾部材22はその中心に指針取付用の小孔22cを有する。この小孔22cは研削方法などで形成する。研削方法などで所要の厚み、所要の径に形成した貝の装飾部材22を表示基板21の凹部21aに接着剤を介して接着固定する。尚、接着固定した時の装飾部材22と表示基板21の表面は共に面一になるように前もって寸法設定が成されている。
【0041】
この貝からなる装飾部材22は、その表面に模様状に着色樹脂膜23を形成した後に、着色樹脂膜23の形成されていない部分の装飾部材22をエッチング液でエッチングして凹部22aを形成している。エッチング液は塩酸の1〜5%溶液(塩酸1〜5%、残りは水)を用いて常温でエッチングを行う。尚、発生するガスの気泡を除去するために界面活性剤を0.3%程度混ぜ合わせると均一なエッチング形状が得られる。凹部の深さはエッチング液の濃度と浸漬の時間でもって決められる。塩酸1%溶液を用い常温で1分間浸漬すると8〜10μmのエッチングができる。高い濃度のエッチング液を用いるとエッチング時間は短くできるが、反面、エッチング表面は粗れてくる。綺麗なエッチング表面が得られるよう溶液濃度と時間を設定して行うようにする。着色樹脂膜23の形成されていない部分の装飾部材22がエッチング液でもって蝕刻され、徐々に深さを増して削り取られて凹部なる形状が形成される。この様に削り取られて形成された凹部22aは貝の持っている光輝感や色彩が何ら変質することなく綺麗に現れる。尚、装飾部材22の小孔22cの部分は樹脂栓のマスキングをしてエッチングを行う。
【0042】
着色樹脂膜23は、本実施例1では、僅かに着色した樹脂を用いてスクリーン印刷方法などで印刷して形成した透過性の樹脂膜になっている。また、この着色樹脂膜23は格子模様状に形成している。模様を持って形成すると、仕上がった装飾部材22に非常に綺麗で整った装飾感が現れてくる。模様は格子模様に限るものではなく、サークル模様、格子模様、ストライプ模様、編み目模様、幾何学模様、モザイク模様など色々な模様を選択することができる。この着色樹脂膜23は厚みを8μm以上で形成する。これは8μm以上の肉盛り塗膜があると、印刷した塗膜のエッヂ部分(塗膜立ち上がりの端の部分)に丸みが現れて甲丸状の塗膜が得られるからである。この甲丸さが現れてくると、見た目に厚みが厚く見えてきて立体感が大きく現れてくる。従って、着色樹脂膜23を設けた部分は凸部を成すが、この凸部は実際の厚みよりも厚く見えて立体感が大きく現れて見えてくる。
【0043】
本実施例1では、着色樹脂膜23は僅かに白色に着色した透過性を持った樹脂を用いて形成している。これは、用いた装飾部材22が白蝶貝であることに起因する。白蝶貝やアワビ貝はその光輝感に黄色味を帯びた色彩を有する。このため、黄色味を帯びていることにより色彩の鮮やかさが欠けて見えてくる。この黄色味が薄くなるとか無くなるとその色彩に鮮やかさが現れる。僅かに白色に着色した透過性の着色樹脂膜を貝の上に形成すると貝の黄色味が消え、黄色味の無い鮮やかな色彩が現れる。これによって、着色樹脂膜23の設けた凸部の所には鮮やかな貝の色彩が現れてくる。着色樹脂の色合いは装飾部材22の種類などによって設定するのが良く、装飾部材22の色彩を引き立たせる色を選択するのが良い。装飾部材の色彩を引き立たせる着色樹脂膜を設けることによって装飾部材の色彩度を高め、装飾性を高める効果を得る。尚、着色樹脂膜は透過性のものに限るものではなく、透過性の無い着色樹脂膜を設けても良いものである。この場合は、着色樹脂膜からなる凸部の所は装飾部材22の色彩が現れずに着色樹脂膜の色彩が現れる。
【0044】
時字なる指標25は、本実施例1においては、黒色インクを用いてパッド印刷方法で形成している。指標25は印刷方法に限るものではなく、他の方法、例えば金属指標を貼付けて形成しても良いものである。
【0045】
半透過反射膜27は透過性と反射性の両機能を持った膜で、ソーラーセルの濃紫色を和らげる目的と表示板の色彩などを少しでも鮮明にする目的で設けている。従って、この半透過反射膜27は反射率の高い材料を用いるのが好ましい。本実施例1では透過性を持ったアルミ蒸着膜で形成しているが、アルミ蒸着膜に限らず銀金属薄膜や透過性を持った白色塗料膜、反射型偏光板なども用いることができる。
【0046】
以上の構成を取った表示板20は、所要の光を透過してソーラーセル29に発電を起こさせる。また、ソーラーセル29の濃紫色は半透過反射膜27、着色した表示基板21の働きによって和らげられる。また、用いた貝の装飾部材22からは、貝本来の持っている光輝のある色彩と着色樹脂膜23によって調整された鮮やかな色彩とが現れて、微妙に質感の異なった装飾が得られる。また、貝でできた装飾部材22は格子模様をなした凹凸が有ることから高い装飾性が得られて高級感を感じさせる。また、装飾部材22の凹凸形成が着色樹脂膜23の形成とエッチングによる凹部22aの形成の2工程でできることから製造コストが非常に安くできる。
【実施例2】
【0047】
次に、本発明の実施例2に係る表示板を図4を用いて説明する。図4は本発明の実施例2に係る表示板の要部断面図を示している。図4に示すように、この表示板30はソーラーセル用の表示板で、下面側にソーラーセル29を配設して用いられる時計用の表示板になっている。この表示板30は、着色を施し透過性を有して中央部に凹部31aを設けた樹脂から成る表示基板31と、表示基板31の中央部の凹部31aの底面に設けた反射膜34と、この反射膜34上に設けた貝からなる装飾部材32と、この貝からなる装飾部材32の上面に模様状に形成した透明樹脂膜33と、表示基板31の上面に設けた時字なる指標35と、表示基板31の下面に設けた半透過反射膜37とから構成している。
【0048】
本実施例2における装飾部材32は白蝶貝やアワビ貝などの貝を用いており、貝の装飾部材32の表面には網目模様状に透明樹脂膜33を8μm以上の厚さでもって設けてある。そして、網目の目に当たる所をエッチングで削り取って貫通の穴32aを設けてある。このため、この貫通穴32aからは反射膜34が見える。また一方、透明樹脂膜33からは貝なる装飾部材32の光輝のある色彩が見える。従って、この装飾部材32の所にあっては、網目の網に当たる所に透明樹脂膜33を介して貝の色彩が見え、網目の目に当たるところに反射膜34の色彩が見える。そして、その双方の色彩がはっきりとした高低差(段差)を持って見え、貝が浮き出た感を持って立体感が現れる。エッチングは塩酸の1〜5%溶液(塩酸1〜5%、残りは水)のエッチング液を用いて常温でエッチングを行う。尚、発生するガスの気泡を除去するために界面活性剤を0.3%程度混ぜ合わせると均一なエッチング形状が得られる。
【0049】
反射膜34は貝の光輝のある色彩を引き立たせる色調のものを用いるのが好ましく、例えば、白色塗膜などを用いると貝の黄色味が薄くなり貝の色彩が鮮やかさを持って見えてくるようになる。しかしなから、白色塗膜に限定するものではなく、他の色で貝の色彩を引き立たせる色であっても良い。例えば、アルミや銀の金属膜は反射率が高く、光輝ある色彩を鮮やかに引き立たせる。
【0050】
表示基板31は、実施例1で用いた表示基板と同じ仕様のものを用いている。即ち、着色したポリカーボネイト樹脂を用いて射出成形方法で形成している。凹部31aを成形時に形成する。
【0051】
時字なる指標35は、本実施例2では、電鋳手法で形成した金属指標を貼付けて形成している。
【0052】
半透過反射膜37は、本実施例2では、反射型偏光板を用いている。この反射型偏光板は、図5(図5は反射型偏光板の説明斜視図)に示すように、反射軸Nと透過容易軸Mを有していて、反射軸Nと平行な振動面を持つ直線偏光成分は反射し、透過容易軸Mと平行な振動面を持つ直線偏光成分は透過する特性を持っている。そして、約50%の光を透過し、約50%の光を反射する特性を持っている。このような反射型偏光板に住友スリーエム社製の商品名DBEFがあり、光沢のある銀色(シルバー色)を呈する反射光を得るもの、光沢のある金色を呈する反射光が得られるものなどがある。
【0053】
以上の構成を取った表示板30は、貝を用いた装飾部材32の所においては、網目模様に形成した透明樹脂膜33の所で貝本来の持っている光輝のある色彩が現れ、網目の目の所で反射膜34の色彩が現れる。そして、貝の色彩と反射膜の色彩で彩られた装飾が得られる。更に、この色彩は高低差を持って現れるので立体感が得られる。網目模様を成して立体感を有した装飾豊かな表示板が得られる。また、ソーラーセル29の濃紫色は半透過反射膜37、着色した表示基板31の働きによって和らげられる。
【実施例3】
【0054】
次に、本発明の実施例3に係る表示板を図6を用いて説明する。図6は本発明の実施例3に係る表示板の要部断面図を示している。図6に示すように、この表示板40はソーラーセル用の表示板で、下面側にソーラーセル29を配設して用いられる時計用の表示板になっている。この表示板40は、着色を施し透過性を有して中央部に凹部41aを設けた樹脂から成る表示基板41と、表示基板41の中央部の凹部41aに設けた貝からなる装飾部材42と、この貝からなる装飾部材42の上面に模様状に形成した透明樹脂膜43と、表示基板41の上面に設けた時字なる指標45と、表示基板41の下面に設けた半透過反射膜47とから構成している。尚、本実施例3で用いている表示基板41、透明樹脂膜43、指標45、半透過反射膜47は前述の実施例2の構成部品と同じ仕様のものを用いている。従って、同じ仕様の構成部品はその仕様の説明は省略する。
【0055】
本実施例3における装飾部材42は白蝶貝やアワビ貝などの貝を用いており、厚みが薄く透過性を持っている。厚みが0.1mmになると約50%の透過率が得られる。貝の装飾部材42の表面には網目模様状に透明樹脂膜43を20〜30μmの厚さでもって形成してある。そして、透明樹脂膜43が形成されていない網目の目に当たる所をエッチングで削り取って20〜30μm深さの凹部42aを設けている。一方、装飾部材42の裏面には第2の凹凸模様42bを形成してある。裏面に凹凸模様があると表示基板41の下面の半透過反射膜47からの反射作用により裏面の第2の凹凸模様42bは透かし模様をなして視認されてくる。上面側の凹部42aは、塩酸の1〜5%溶液(塩酸1〜5%、残りは水)のエッチング液を用いて常温でエッチングを行って形成する。尚、界面活性剤を0.3%程度混ぜ合わせると均一なエッチング形状が得られる。また、裏面側の第2の凹凸模様42bは同じエッチング液を用いて前もって形成しておく。本実施例3においては、凸部をなす透明樹脂膜43を20〜30μmの厚さに形成し、凹部42aの深さを20〜30μmに形成し、凹凸部の凹凸段差を40〜60μmと大きく設けている。装飾部材42の下面にも第2の凹凸模様42bが設けられていることから、上面側の網目模様なる凹凸模様の凹凸段差を大きく取らないと凹凸の高さが顕著に現れてこない。この様な理由で凹凸段差を大きく取っている。
【0056】
以上の構成を取った表示板40は、貝を用いた装飾部材42の所においては、上面側に網目模様状になって貝の鮮やかな色彩が現れる。そして、凹凸段差を大きく取っていることで凹凸のある立体感を帯びた色彩が現れる。更に、装飾部材42の下面側に形成した第2の凹凸模様が薄っすらと透かし模様的に現れる。そして、新たな装飾性の高い一つのデザインバリエーションが得られる。尚、装飾部材42の上面側の凹凸模様と下面側に設ける第2の凹凸模様42bとは模様を変えるとか、あるいは、模様の目を大きさを変えるとかの方法を取ると第2の凹凸模様42bから現れる透かし模様が引き立つようになって見えてくる。
【実施例4】
【0057】
次に、本発明の実施例4に係る表示板を図7を用いて説明する。図7は本発明の実施例4に係る時計用表示板の平面図と要部断面図を示していて、図7の(a)は平面図、図7の(b)は要部断面図である。この表示板50の構成は、金属からなる表示基板51と、表示基板51の中央部の凹部51aに設けた貝からなる装飾部材52と、装飾部材52上に格子模様に形成した透明樹脂膜53と、表示基板51の上面に設けた時字なる指標55とから構成している。
【0058】
ここで、表示基板51は0.5mm厚の黄銅板からなり、中央部には凹部51aが設けられて、表面には金属メッキが施され、更に、その上にクリヤー塗装膜が設けられて仕上げられている。そして、この表示基板51の中央部の凹部51aには装飾部材52が接着剤を介して貼付けられている。
【0059】
装飾部材52は白蝶貝やアワビ貝などからなり、上面には透明樹脂膜53が格子模様を持って10〜20μmの厚みでもって設けられていて、その透明樹脂幕53が凸部を形成している。そして、透明樹脂膜53が形成されていない部分(図7の(a)の格子の四角い升目の部分)の装飾部材52はエッチングによって削り取られて凹部が設けられている。この凹部の深さは2種類あり、図7の(a)で点線で示したDの内側の升目の凹部52a1は10〜20μmの深さに形成されており、点線Dの外側の升目(斜線を入れた升目)の凹部52a2は40〜50μmの深さに形成されている。即ち、点線Dの外側の升目の凹部52a2は内側の升目の凹部52a1より30μm程深くなって形成されている。
【0060】
上記2種類の深さの凹部52a1、52a2は次のようにして形成する。格子模様状に透明樹脂膜53を形成した後、透明樹脂膜53が形成されていない部分(図7の(a)の升目に当たる部分)全体をエッチング液で第1(回目)のエッチングを行い、10〜20μm深さの凹部を形成する。次に、点線Dの外側の升目の部分だけを第2(回目)のエッチングを行い、更に30μm程削り取って40〜50μm深さの凹部を形成する。これによって、第1のエッチングによって形成された凹部が凹部52a1になり、第2のエッチングによって形成された凹部が凹部52a2になる。そして、深さの異なる2種類の凹部が設けられる。エッチング方法は、塩酸1〜5%溶液のエッチング液を升目部分に滴下してエッチングを行うのでエッチング部分を選択的に行うことができる。また、マスキングなどを行って選択的にエッチングすることも可能である。
【0061】
この様な方法を取ることによって凹部の深さが異なる2種類の凹部を作ることができる。その結果、深さが異なることによって、貝の光輝の具合や色彩が微妙に変化する。凹部の深い所は光輝の度合いも薄くなり色彩も暗味を増す。これは、深さが深い所と浅い所で反射光に強弱が現れることに起因するものと推量される。また、見る角度によっては貝の凹凸を帯びた色彩の中で部分的に陰影なども現れて、その質感も微妙に変化する。そして、貝の光輝と色彩に僅かなる明暗が部分的に付与され、しかも、その明暗も凹部の所で現れる。貝の質感を微妙に変化させて装飾バリエーションを広げる効果を生む。尚、この効果は凹部の深さにある程度の違いが必要で、10μm程度の違いでは上記の作用は目に見える形で現れない。20μm以上違いがあると上記の作用が現れてくる。本実施例4では、凹部の深さを2種類に分けて設けたが、これは何種類でも形成することができる。また、模様に拘わらず形成できる。
【0062】
以上、本発明の実施例を時計用表示板で説明したが、他の装飾銘板や装飾パネル、あるいは電子表示機器などの一部に用いられている装飾表示板に対しても共通して適用できるものである。
【0063】
また、実施例1〜4は、装飾部材に何れも貝を用いたが、貝に拘わらず他の装飾部材、例えば、サファイヤガラスなどのガラス、瑪瑙やオニキス、オパールなどの貴石、大理石などの石類、その他各種のセラミックなどを用いて同様な構成を取ることもできる。それぞれ固有の装飾的色彩を持っているので、これらの装飾部材を用いて安い製造コストで凹凸の現れた装飾を施すことができる。
【0064】
また、実施例1〜4は、装飾部材を表示板に1個設けた構成を示したが、これは1個に限るものではなく複数個用いた構成にすると更に装飾性は高められる。
【図面の簡単な説明】
【0065】
【図1】本発明の実施形態に係る表示板の要部断面図である。
【図2】図1に示す表示板の製造方法を説明する工程図である。
【図3】本発明の実施例1に係る表示板の平面図と要部断面図を示していて、図3の(a)は平面図、図3の(b)は要部断面図である。
【図4】本発明の実施例2に係る表示板の要部断面図である。
【図5】反射型偏光板の説明斜視図である。
【図6】本発明の実施例3に係る表示板の要部断面図である。
【図7】本発明の実施例4に係る時計用表示板の平面図と要部断面図を示していて、図7の(a)は平面図、図7の(b)は要部断面図である。
【図8】装飾部材に立体的な凹凸模様を形成する従来の工程を説明する工程図である。
【符号の説明】
【0066】
10、20、30、40、50 表示板
11、21、31、41、51 表示基板
12、22、32、42、52 装飾部材
12a、22a、42a、52a1、52a2 凹部
32a 貫通穴
13、33、43、53 透明樹脂膜
21a、31a、41a、51a 凹部
23 着色樹脂膜
25、35、45、55 指標
27、37、47 半透過反射膜
29 ソーラーセル
34 反射膜
【特許請求の範囲】
【請求項1】
表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板において、前記装飾部材は、部分的に形成した透明樹脂膜又は着色樹脂膜による凸部と、前記透明樹脂膜又は着色樹脂膜以外の部分でエッチングによって削り取った凹部と、からなる凹凸部を有することを特徴とする表示板。
【請求項2】
前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする請求項1に記載の表示板。
【請求項3】
前記装飾部材の凹凸部は模様をなしていることを特徴とする請求項1又は2に記載の表示板。
【請求項4】
前記装飾部材の凹部は装飾部材を貫通して設けられていることを特徴とする請求項1乃至3のいずれか1項に記載の表示板。
【請求項5】
前記装飾部材の凹凸部の模様は、凹部の深さが異なる少なくとも2種の凹部が混ざり合った凹凸部の模様をなしていることを特徴とする請求項1乃至4のいずれか1項に記載の表示板。
【請求項6】
前記装飾部材は透過性を有することを特徴とする請求項1乃至5のいずれか1項に記載の表示板。
【請求項7】
前記装飾部材は裏面側に第2の凹凸模様を有することを特徴とする請求項1乃至6のいずれか1項に記載の表示板。
【請求項8】
前記装飾部材は前記表示基板の表面の一部分に少なくとも1個設けた凹部に設けられていることを特徴とする請求項1乃至7のいずれか1項に記載の表示板。
【請求項9】
前記表示基板の裏面又は表面の一部分に設けた凹部に反射膜を有することを特徴とする請求項1、請求項7又は8に記載の表示板。
【請求項10】
前記表示基板は透過性を有することを特徴とする請求項1乃至9のいずれか1項に記載の表示板。
【請求項11】
表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板の製造方法において、
前記表示基板と前記装飾部材とを接着剤を介して貼合わせる工程と、
前記装飾部材上に透明樹脂又は着色樹脂を印刷して部分的に透明樹脂膜又は着色樹脂膜を形成する工程と、
前記透明樹脂膜又は着色樹脂膜が形成されていない部分の前記装飾部材をエッチングして削り取る工程と、
を有することを特徴とする表示板の製造方法。
【請求項12】
前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする請求項11に記載の表示板の製造方法。
【請求項13】
前記装飾部材上に透明樹脂膜又は着色樹脂膜を形成する工程は前記表示基板と前記装飾部材とを貼合わせる工程の後に行うことを特徴とする請求項11又は12に記載の表示板の製造方法。
【請求項14】
前記装飾部材をエッチングして削り取る工程は、浅い凹部を形成するための第1のエッチング工程と、深い凹部を形成するための第2のエッチング工程とからなり、エッチングによって形成する凹部に浅い凹部と深い凹部とが混ざり合っていることを特徴とする請求項11に記載の表示板の製造方法。
【請求項15】
前記装飾部材は透過性を有することを特徴とする請求項11乃至14のいずれか1項に記載の表示板の製造方法。
【請求項16】
前記表示基板は透過性を有することを特徴とする請求項11乃至15のいずれか1項に記載の表示板の製造方法。
【請求項1】
表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板において、前記装飾部材は、部分的に形成した透明樹脂膜又は着色樹脂膜による凸部と、前記透明樹脂膜又は着色樹脂膜以外の部分でエッチングによって削り取った凹部と、からなる凹凸部を有することを特徴とする表示板。
【請求項2】
前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする請求項1に記載の表示板。
【請求項3】
前記装飾部材の凹凸部は模様をなしていることを特徴とする請求項1又は2に記載の表示板。
【請求項4】
前記装飾部材の凹部は装飾部材を貫通して設けられていることを特徴とする請求項1乃至3のいずれか1項に記載の表示板。
【請求項5】
前記装飾部材の凹凸部の模様は、凹部の深さが異なる少なくとも2種の凹部が混ざり合った凹凸部の模様をなしていることを特徴とする請求項1乃至4のいずれか1項に記載の表示板。
【請求項6】
前記装飾部材は透過性を有することを特徴とする請求項1乃至5のいずれか1項に記載の表示板。
【請求項7】
前記装飾部材は裏面側に第2の凹凸模様を有することを特徴とする請求項1乃至6のいずれか1項に記載の表示板。
【請求項8】
前記装飾部材は前記表示基板の表面の一部分に少なくとも1個設けた凹部に設けられていることを特徴とする請求項1乃至7のいずれか1項に記載の表示板。
【請求項9】
前記表示基板の裏面又は表面の一部分に設けた凹部に反射膜を有することを特徴とする請求項1、請求項7又は8に記載の表示板。
【請求項10】
前記表示基板は透過性を有することを特徴とする請求項1乃至9のいずれか1項に記載の表示板。
【請求項11】
表示基板に貝、ガラス、セラミックなどの装飾部材を設けて形成した表示板の製造方法において、
前記表示基板と前記装飾部材とを接着剤を介して貼合わせる工程と、
前記装飾部材上に透明樹脂又は着色樹脂を印刷して部分的に透明樹脂膜又は着色樹脂膜を形成する工程と、
前記透明樹脂膜又は着色樹脂膜が形成されていない部分の前記装飾部材をエッチングして削り取る工程と、
を有することを特徴とする表示板の製造方法。
【請求項12】
前記透明樹脂膜又は着色樹脂膜は8μm以上の厚みを有することを特徴とする請求項11に記載の表示板の製造方法。
【請求項13】
前記装飾部材上に透明樹脂膜又は着色樹脂膜を形成する工程は前記表示基板と前記装飾部材とを貼合わせる工程の後に行うことを特徴とする請求項11又は12に記載の表示板の製造方法。
【請求項14】
前記装飾部材をエッチングして削り取る工程は、浅い凹部を形成するための第1のエッチング工程と、深い凹部を形成するための第2のエッチング工程とからなり、エッチングによって形成する凹部に浅い凹部と深い凹部とが混ざり合っていることを特徴とする請求項11に記載の表示板の製造方法。
【請求項15】
前記装飾部材は透過性を有することを特徴とする請求項11乃至14のいずれか1項に記載の表示板の製造方法。
【請求項16】
前記表示基板は透過性を有することを特徴とする請求項11乃至15のいずれか1項に記載の表示板の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−275681(P2006−275681A)
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願番号】特願2005−93626(P2005−93626)
【出願日】平成17年3月29日(2005.3.29)
【出願人】(000124362)シチズンセイミツ株式会社 (120)
【出願人】(000001960)シチズン時計株式会社 (1,939)
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願日】平成17年3月29日(2005.3.29)
【出願人】(000124362)シチズンセイミツ株式会社 (120)
【出願人】(000001960)シチズン時計株式会社 (1,939)
[ Back to top ]