
表面を超高分子量ポリエチレン繊維で被覆した釣糸
【課題】キャスティングが行いやすく、充分な強度があり、環境上不都合ではなく、しかも釣糸表面に汚れ等が吸着されにくく、耐久性に優れた釣糸、特にフライフィッシング用の釣糸を提供することを目的とする。
【解決手段】最外層が、超高分子量ポリエチレン繊維で構成されていることを特徴とする釣糸。
【解決手段】最外層が、超高分子量ポリエチレン繊維で構成されていることを特徴とする釣糸。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フライフィッシング用の釣糸、特に、最外層が超高分子量ポリエチレン繊維で構成されているフライラインまたはシューティングラインと呼ばれる釣糸に関する。
【背景技術】
【0002】
従来、渓流や湖等の水の清らかな淡水において行われることが多かったフライフィッシングに使用されている釣糸としては、ナイロンやテトロンなどのモノフィラメントを芯糸として、これに発泡ポリ塩化ビニルを被覆したものが多く用いられている。被覆によって釣糸の重さを調節すると共に、所望の沈降速度を得るためである。
しかしながら、かかる釣糸は被覆に使用している発泡ポリ塩化ビニルが釣糸の強度に寄与しないので、芯糸の強度を十分に強くしておかなければならない。また、ポリ塩化ビニルの発泡は技術的に難しく、製造工程が煩雑になるので、製品の価格にも影響し、勢い高価になってしまう。さらに、被覆に使用しているポリ塩化ビニルは、塩素原子を含んでいるために焼却時において問題視されているダイオキシンの原因となり得るので環境上好ましくないことから、業界全体が脱ポリ塩化ビニルの方向に向かっている。
【0003】
そこで現在、ポリ塩化ビニルの代替品として、ポリウレタンが用いられている。ところが、近年、海、河口域や沼等、フライフィッシングの釣場が拡大した結果、ナイロン、ポリエステルなどを芯糸としてポリウレタンコーティングした釣糸において、新たな問題が生じてきた。すなわち、該釣糸は、油滴等の汚れ等が近傍に存在すると汚れを吸着するため、釣糸表面がべたつき、その結果、初期の釣糸表面の滑らかさが低下し、釣糸が釣竿にひっついたり、糸同士がひっついたり絡み合ったりする。そのためキャスティングの際に、飛距離が落ちる、また扱いにくい等の問題を生じていた。さらに釣糸がひっついたり絡み合ったりする頻度も高いため、耐久性が低下するという問題も生じていた。そこでこれらの問題を解決するような釣糸の出現が望まれていた。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、キャスティングが行いやすく、充分な強度があり、環境に対して悪影響を与えず、しかも釣糸表面に汚れ等が吸着されにくく、耐久性に優れた釣糸、特にフライフィッシング用の釣糸を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、鋭意検討した結果、最外層を超高分子量ポリエチレン繊維で構成した釣
糸は、汚れ等が付着しにくいため、釣糸表面がべたつくなどの問題を生じないことを知見した。そのため、釣糸が絡み合ったり、ひっついたりすることが少なくなり、その結果キャスティングが行いやすく、また釣糸の耐久性も向上する。さらに、最外層が超高分子量ポリエチレン繊維であるため、強度が強く、環境への負荷が小さいという優れた釣糸を製造することに成功した。
さらに検討を重ね、本発明を完成するに至った。
【0006】
すなわち、本発明は、
[1] 最外層が、超高分子量ポリエチレン繊維で構成されていることを特徴とする釣糸、
[2] 最外層が、超高分子量ポリエチレン繊維で製紐されていることを特徴とする前記[1]に記載の釣糸、
[3] 釣糸が、内側から芯糸、鞘部分および最外層がこの順で積層されている3層構造の断面を有することを特徴とする前記[1]または[2]に記載の釣糸、
[4] 釣糸が、内側から芯糸および最外層がこの順で積層されている2層構造の断面を有することを特徴とする前記[1] または[2]に記載の釣糸、
[5] 芯糸が、延伸可能なフィラメントからなることを特徴とする前記[1]〜[4]のいずれかに記載の釣糸、
[6] 芯糸が、延伸不可能なフィラメントからなることを特徴とする前記[1]〜[4]のいずれかに記載の釣糸、
[7] 釣糸が、フライラインまたはシューティングラインであることを特徴とする前記[1]〜[6]のいずれかに記載の釣糸、
に関する。
【発明の効果】
【0007】
本発明の釣糸は、最外層が超高分子量ポリエチレン繊維で覆われているため、汚れ、油滴等が付着しにくく、そのため釣糸表面がべたつくなどの問題を生じることがない。また、簡便な方法により製造でき、耐久性にも優れた釣糸を提供することができる。
【発明を実施するための最良の形態】
【0008】
一般的にフライライン、シューティングライン等のフライフィッシング用釣糸は、芯と鞘からなる芯鞘構造をとっている。このような構造の芯糸は、強力をもたせるため、また鞘部分は、金属と混合したり、発泡させたりして比重を調整したり、糸にコシを持たせるためにある。本発明の釣糸も同様な構造を有しているが、最外層が超高分子量ポリエチレンで被覆されていることが、本発明の特長である。本発明の釣糸の断面構造としては、芯糸の周りが鞘部分で囲まれ、さらに鞘部分の周りが超高分子量ポリエチレン繊維最外層で囲まれている3層構造をとっていてもよいし、芯糸の周りが超高分子量ポリエチレン繊維最外層で囲まれている2層構造をとっていてもよい。本発明にかかる釣糸は、前記構造に限定されず、最外層が超高分子量ポリエチレン繊維で被覆された層であれば、内部の層はどのような素材もしくは構造であってもかまわない。
【0009】
本発明にかかる釣糸の芯糸は、どのような形態のものを使用してもかまわなく、例えばモノフィラメントでもマルチフィラメントでもよい。また、該フィラメントを組んだり編んだりした製紐糸、さらに該フィラメントを複数本、熱接着性樹脂等により融着させた複合糸でもかまわない。製紐糸や複合糸の場合、2種以上の糸条を組み合わせても良い。また、本発明にかかる釣糸の芯糸の形状も限定されず、例えば長手方向において径が変化することがないレベルラインでもよいし、長手方向に径が徐々に小さくなるテーパーラインでもよい。さらに、芯糸を構成する材料も、特に限定されることはなく、糸に強力をもたせる材料であれば、どんな材料を用いてもかまわない。
【0010】
本発明の釣糸の鞘部分となる樹脂は、比重を調整したり、釣糸にコシをもたせたりするようなものであれば、どのような樹脂を使用してもかまわなく、添加物を含有している樹脂組成物でもかまわない。鞘部分となる樹脂としては、具体的には、例えば、ポリウレタン、ポリエチレン、共重合ポリエステル等が挙げられる。
【0011】
ポリウレタン樹脂としては、例えば、ジイソシアネートとグリコールとで構成された、主鎖中にウレタン結合を有する重合体が挙げられる。上記ジイソシアネートとしては、例えばエチレンジイソシアネート、トリメチレンジイソシアネート、テトラメチレンジイソシアネートまたはヘキサメチレンジイソシアネート等が挙げられ、グリコールとしては、例えばエチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、ネオペンチルグリコール、ポリエチレングリコールまたはキシリレングリコール等が挙げられる。このようなポリウレタン樹脂は、ホモポリマーでもよいし、コポリマーであってもかまわない。
【0012】
上記ポリエチレンは、エチレンの重合体であり、ホモポリマーであってもよいし、炭素数3〜10程度の低級α−オレフィン類、例えばプロピレン、ブテン、ペンテン、ヘキセン等との共重合体であってもよい。該エチレンとα−オレフィンとの共重合体としては、後者の割合が炭素数1000個あたり平均0.1〜20個程度、好ましくは平均0.5〜10個程度である共重合体を用いるのが好ましく、かかる共重合体は高強度などの優れた機械的性質を示す。
【0013】
上記共重合ポリエステルは、例えば、テレフタル酸、イソフタル酸、ナフタリン−2,6−ジカルボン酸、フタル酸、α,β−(4−カルボキシフェニル)エタン、4,4’−ジカルボキシフェニルもしくは5−ナトリウムスルホイソフタル酸などの芳香族ジカルボン酸またはこれらのエステル類と、エチレングリコール、ジエチレングリコール、1,4−ブタンジオール、ポリエチレングリコールまたはテトラメチレングリコールなどのジオール化合物とから重縮合されるポリエステルの共重合体が挙げられる。
【0014】
これら鞘部分は、比重を調整したりコシをもたせたりするために、所望により、金属を含有させたり、発泡させたりしてもよい。金属を含有させることにより、釣糸の比重を任意に調整することができ、さまざまな重さ、浮力、沈降速度を要求されるフライラインに対応できるようになる。ここにおいて、使用される金属としては、鉄、銅、亜鉛、スズ、ニッケルまたはタングステン等を単独で、または混合もしくは合金としたものが挙げられる。中でも、比重の大きいタングステンが好ましい。なぜなら、比重の大きい金属を用いると、釣糸に重さを与えやすく、比重を高くする効果が少量の金属添加により現れるため、素材の樹脂の低下を極力抑えることができるからである。
【0015】
また、鞘部分の樹脂は、発泡させると比重が先とは逆に小さくなり、フライフィッシングで水深の浅いところの魚を狙う時に用いるフローティングラインに有効に用いられる釣糸を作ることができる。また、発泡の度合いを任意に変えることができるので、所望の水深に釣糸をおろすこともできる。該鞘部分になる樹脂を発泡させる方法は、公知の方法に従って行ってよい。例えば、特開平08−127665に開示されている方法で行ってもよい。
【0016】
本発明の釣糸の最外層を形成する超高分子量ポリエチレン繊維は、その構成樹脂が超高分子量であるので、染色できないとか接着できない等の性質を有している。そのため、表面に油滴等の汚れが吸着しにくく、表面がべたつくこともなくなるだけでなく、すべりがよく強力な釣糸になる。
本発明の釣糸の最外層は、芯糸または鞘部分がある場合は鞘部分の周りを、超高分子量ポリエチレン繊維で製紐することにより形成されていることが好ましい。
【0017】
上記超高分子量ポリエチレンとしては、分子量が20万程度以上、好ましくは60万程度以上のものが好適に用いられる。かかる超高分子量ポリエチレンは、ホモポリマーであってもよいし、炭素数3〜10程度の低級α−オレフィン類、例えばプロピレン、ブテン、ペンテンまたはヘキセン等との共重合体であってもよい。該エチレンとα−オレフィンとの共重合体としては、後者の割合が炭素数1000個あたり平均0.1〜20個程度、好ましくは平均0.5〜10個程度である共重合体を用いるのが好ましく、かかる共重合体は高強度などの優れた機械的性質を示す。
【0018】
超高分子量ポリエチレン繊維の製造方法は、例えば特開昭55−5228、特開昭55−107506などに開示されており、これら自体公知の方法を用いてよい。また、超高分子量ポリエチレン繊維として、ダイニーマ(商品名 東洋紡株式会社製)やスペクトラ(商品名 ハネウェル社製)等の市販品を用いてもよい。
【0019】
本発明に係る釣糸の製造方法について、本発明に係る釣糸が(a)長手方向において径の変化がない、言い換えれば断面の周長が変化しないレベルラインである場合と、(b)長手方向に径が徐々に小さくなるテーパーラインである場合とに分けて説明する。
本発明に係る釣糸がレベルラインである場合は、所望により芯糸の周りを上述の樹脂で被覆し鞘部分を形成し、ついで、芯糸、または鞘部分を形成した場合は鞘部分の周りに、超高分子量ポリエチレン繊維最外層を形成するという製造方法が本発明において好適に用いられる。
【0020】
上記製造方法において、芯糸の周りを上述の樹脂で被覆し鞘部分を形成する方法としては、特に限定されないが、例えば押出法またはディッピング法等が挙げられる。
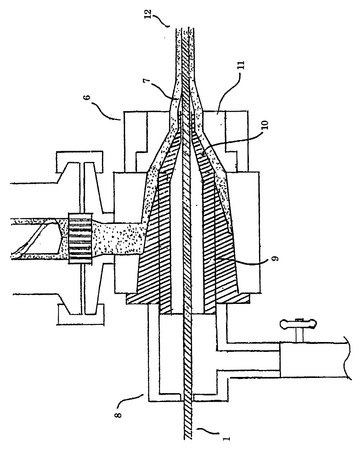
押出法としては、公知の方法に従ってよいが、例えばパイプ式押出被覆法が挙げられる。パイプ式押出被覆法について、以下に図1を用いて説明する。図1は、押出法に用いられ得る押出成形機のクロスヘッドを拡大した略示側面図である。
【0021】
クロスヘッド6では押出成形機5により溶融された被覆樹脂7が、予熱された芯糸1に被覆される。
クロスヘッド導入部には減圧装置8が設置されており、ニップルホルダー9内を減圧し、芯糸1と被覆樹脂7が密着状態になる構造となっている。ニップルホルダー9に取付けられたパイプニップル10とダイス11の設定により、被覆された合成樹脂層の厚みを調節することができる。
クロスヘッド6により被覆成形された糸条12は、冷却水槽13により冷却される。この時クロスヘッド6の出口から冷却水槽13までの距離、すなわちエアギャップ14は約3〜5cm程度が好ましい。あまり広すぎると被覆樹脂7の熱影響により芯糸1の引張り強度が低下し、あまり狭すぎると芯糸1と被覆樹脂7の接着性能が得られない。
引取の速度は、好ましくは約100〜600m/分程度、より好ましくは約200〜400m/分程度である。引取の速度が遅すぎると、芯糸1がクロスヘッド6の温度により熱劣化するからである。また、速すぎると芯糸1と、被覆樹脂7との溶着に至らず接着性能は得られない。
【0022】
上記ディッピング法も、公知の方法に従ってよく、具体的には鞘部分となる被覆樹脂が入ったバスに芯糸を通過させ、さらに余剰の樹脂を取り除き、乾燥させるという方法が挙げられる。
【0023】
上記製造方法において、超高分子量ポリエチレン繊維からなる最外層を形成する方法としては、以下の方法が、好ましい態様として挙げられる。
【0024】
最外層を形成する方法としては、超高分子量ポリエチレン繊維で、芯糸または鞘部分を形成した場合は鞘部分の周りを製紐するという方法が好ましい。製紐方法は特に限定されず、自体公知の方法に従ってよいが、一般的には、所望により鞘部分を有する芯糸を中心に据え、上記繊維を用いて組物機(編物機)にかけ組み上げて得られる。製紐の際に用いる超高分子量ポリエチレン繊維の本数は特に限定されないが、例えば4本、8本、12本、16本の場合等が挙げられる。
【0025】
また、最外層を形成する他の好ましい態様としては、芯糸または鞘部分を形成した場合は鞘部分の周りを、超高分子量ポリエチレン繊維で囲み、接着剤や低融点の熱可塑性樹脂などで接着または融着するという方法も挙げられる。
接着剤としては、ホットメルト型接着剤が好ましい。また、低融点の熱可塑性樹脂としては、構成フィラメントの融点よりも低融点であればよく、例えばポリオレフィン系樹脂、ポリエステル系樹脂またはポリアミド系樹脂などが挙げられる。
【0026】
得られた糸条に公知の後処理を施しても良い。かかる後処理としては、延伸処理などが挙げられる。芯糸が延伸可能な糸条である場合は、特に延伸処理を行うのが好ましい。なお、「延伸可能な糸条」については、下記に詳述する。
延伸方法は、特に限定されず、液体または気体中で加熱しながら延伸するなど公知の方法が採用され得る。延伸は、1段で行ってもよいし、2段以上で行ってもよい。また、延伸時の温度は、構成フィラメントの種類または糸条の太さ等によって異なるので一概にはいえない。具体的には、延伸時の温度は、約120〜300℃程度、好ましくは約130〜250℃程度、より好ましくは約130〜200℃程度、さらに好ましくは約130〜170℃程度である。
【0027】
次に、本発明に係る釣糸がテーパーラインである場合の釣糸の製造方法について述べる。かかる場合は、テーパー形状を形成する時点により、(x)テーパー状の芯糸を用いる方法、(y)鞘部分をテーパー状に形成する方法、および(z)芯、所望により鞘部分、および超高分子量ポリエチレン繊維最外層からなる糸条を延伸処理と同時にテーパー状を形成させる方法に、大別することができる。
【0028】
本発明に係る釣糸の芯糸として延伸不可能なフィラメントを用いる場合は、上記(y)の方法を用いるのが好ましい。延伸不可能なフィラメントはテーパー状に形成すること、および延伸することが通常は困難であるからである。それゆえに、芯糸が延伸不可能なフィラメントで、かつテーパー形状の本発明に釣糸は、芯糸、鞘部分および最外層の順で積層されてなる3層構造の断面を有することが特に好ましい。
【0029】
上記(y)鞘部分をテーパー状に形成する方法としては、公知方法に従ってよい。具体的には、上記押出法により鞘部分を形成する際に引取速度を次第に早くすることにより、鞘部分の厚さが薄くなるため、次第に糸条の径を小さくさせることができ、テーパー形状を容易に形成することができる。
ついで、得られたテーパー状糸条の鞘部分の周りに超高分子量ポリエチレン繊維からなる最外層を形成することにより、本発明に係る釣糸を製造できる。該最外層を形成する方法としては、上述したレベルラインの製造方法と全く同様の方法が採用される。
【0030】
本発明に係る釣糸の芯糸として延伸可能なフィラメントを用いる場合は、上記(x)〜(z)のいずれの方法を用いてもよい。また、上記(x)〜(z)の方法を組み合わせても良い。
【0031】
上記(x)の方法において、テーパー状の芯糸は公知の方法に従って製造することができる。具体的には、延伸速度を調整することにより延伸時にテーパー状を形成させる方法を用いることが好ましい。より具体的には、延伸速度を上げることにより、長手方向に径が小さくなる。延伸速度を下げることにより、長手方向の径が大きくなる。このような延伸速度に変化を加えることにより、テーパー状を形成することができる。なお、延伸速度を変化させる際には、延伸速度の変化がなだらかに増加傾向または減少傾向に傾斜していることが好ましい。すなわち、延伸時に延伸速度を漸増または/および漸減することが好ましい。延伸速度の変化がそのようななだらかな変化であれば、延伸速度は直線的に変化してもよいし、段階的でもよい。
【0032】
延伸時の延伸速度は、延伸処理が施される芯糸または鞘部分の種類または糸条の太さ、厚さ等により異なるので、一概にはいえない。例えば、芯糸がフィラメント複数本からなる糸条である場合は、糸条の径の最も大きい部分を形成させる際の延伸速度と、糸条の径の最も小さい部分を形成させる際の延伸速度との比が、1:2〜6程度であることが好ましい。また、芯糸がフィラメントからなる場合は、フィラメントの径の最も大きい部分を形成させる際の延伸速度と、フィラメントの径の最も小さい部分を形成させる際の延伸速度との比が、1:1.5〜4程度であることが好ましい。
他の延伸条件については、上述のレベルラインを製造する際の延伸条件と同様である。
【0033】
上記テーパー状の芯糸は、前記のように製造されたテーパー状のフィラメントを、例えば製紐するなどして複合させることにより得られる糸条であっても良い。また、上記のようなテーパー状にするための延伸処理の前に、レベルラインの芯糸の周りに予め鞘部分を形成させておいても良い。
【0034】
以上のようにして得られるテーパー状の芯糸の周りに、所望により鞘部分を設け、ついで超高分子量ポリエチレン繊維からなる最外層を形成することにより、本発明に係る釣糸を製造することができる。鞘部分および最外層の形成方法は、上述と全く同様である。
【0035】
上記(z)の方法としては、上述と同様にレベルラインを作製した後、前記テーパー状の芯糸を作製する際の方法と同様に延伸処理と同時にテーパー状を形成させるという方法が挙げられる。これにより、本発明に係る釣糸を作製することができる。また、上記(x)の方法、(y)の方法、または(x)の方法と(y)の方法の組み合わせにより作製されるテーパー状の釣糸に対して、さらに延伸処理を施してテーパーの度合いが異なる釣糸を作製することもできる。
【0036】
以上のようにして製造される本発明にかかる釣糸は、さらに着色を行ってもよい。着色方法は、公知の方法に従ってよいが、具体的には、例えば着色剤を釣糸に塗布する等の方法が挙げられる。
【0037】
本明細書において使用される「延伸可能なフィラメント」という用語は、その製造工程において延伸処理が行われ得るフィラメントを指す。また、「延伸不可能なフィラメント」という用語は、その製造工程において延伸処理が行われることがないフィラメントを指す。
【0038】
延伸可能なフィラメントとしては、例えば超高分子量ポリエチレン、ポリオレフィン系、ポリアミド系、ポリエステル系、フッ素系、ポリアクリロニトリル系、ポリビニルアルコール系またはポリアセタール系等の合成樹脂からなるフィラメントが挙げられる。本発明においては、中でも超高分子量ポリエチレンを用いるのが好ましい。
【0039】
上記ポリオレフィン系樹脂としては、例えば、ポリエチレンまたはポリプロピレン等が挙げられ、中でも、重量平均分子量が約400,000以上のものが好ましい。上記ポリエチレンまたはポリプロピレンは、ホモポリマーであってもよいし、コポリマーであってもよい。コポリマーとして具体的には、エチレンと共重合できる1以上のアルケン類を少量、好ましくは約5重量%程度以下の割合で含有し、100炭素原子当たり1〜10個程度、好ましくは2〜6個程度のメチル基またはエチル基を有する共重合体が挙げられる。上記エチレンと共重合できるアルケン類としては、例えば、プロペン、ブテン、ペンテン、ヘキセン、オクテンまたは4−メチルペンテン等が挙げられる。また、コポリマーとしては、エチレン−酢酸ビニル共重合体(EVA)なども挙げられる。
【0040】
上記ポリアミド系樹脂としては、例えば、ナイロン6、ナイロン66、ナイロン12、ナイロン6,10などの脂肪族ポリアミドもしくはその共重合体、または芳香族ジアミンとジカルボン酸により形成される半芳香族ポリアミドもしくはその共重合体などが挙げられる。
【0041】
上記ポリエステル系樹脂としては、例えば、テレフタル酸、イソフタル酸、ナフタリン−2,6−ジカルボン酸、フタル酸、α,β−(4−カルボキシフェニル)エタン、4,4’−ジカルボキシフェニルもしくは5−ナトリウムスルホイソフタル酸などの芳香族ジカルボン酸またはこれらのエステル類と、エチレングリコール、ジエチレングリコール、1,4−ブタンジオール、ポリエチレングリコールまたはテトラメチレングリコールなどのジオール化合物とから重縮合されるポリエステルもしくはその共重合体などが挙げられる。
【0042】
上記フッ素系樹脂としては、例えば、ポリフッ化ビニリデン、ポリテトラフルオロエチレン、ポリモノクロロトリフルオロエチレンもしくはポリヘキサフルオロプロピレンまたはその共重合体などが挙げられる。
【0043】
上記ポリアクリロニトリル系樹脂としては、アクリロニトリルと、他のポリマーとのコポリマーであるポリアクリロニトリル系樹脂が挙げられる。上記他のポリマーとしては、例えば、メタクリレート、アクリレートまたは酢酸ビニル等が挙げられ、該他のポリマーは約5重量%程度以下の割合で含有されていることが好ましい。
【0044】
上記ポリビニルアルコール系樹脂としては、ビニルアルコールと、他のポリマーとのコポリマーであるポリビニルアルコール系樹脂が挙げられる。上記他のポリマーとしては、例えば酢酸ビニル、エテンまたは他のアルケン類等が挙げられ、該他のポリマーは約5重量%程度以下の割合で含有されていることが好ましい。
【0045】
上記ポリアセタール系樹脂は、ポリオキシメチレン系樹脂とも呼ばれ、主鎖中にアセタール結合を有する重合体であればよく、ホモポリマーでもコポリマーでもかまわない。かかる樹脂は、ホルムアルデヒド、アセトアルデヒドまたはベンズアルデヒド等のアルデヒド類を重合させることにより得られる。また重合は、公知またはそれに準ずる方法で行われてよく、また、市販品(商品名テナックSD 旭化成株式会社製)を用いてもかまわない。
【0046】
本発明の釣糸の芯糸となる延伸不可能なフィラメントとしては、例えばポリパラフェニレンベンゾビスオキサゾール(PBO)繊維、パラ系アラミド繊維またはポリアリレート繊維等が挙げられる。
上記PBO繊維は、公知またはそれに準ずる方法で製造できる。また、例えば市販の繊維、例えばザイロン(商品名 東洋紡株式会社製)を用いることもできる。
【0047】
上記パラ系アラミド繊維としては、例えばポリパラフェニレンテレフタルアミド繊維(東レ・デュポン株式会社製、商品名ケブラー)およびコポリパラフェニレン−3,4’−ジフェニルエーテルテレフタルアミド繊維(帝人株式会社製、商品名テクノーラ)などが挙げられる。かかるパラ系アラミド繊維は、公知またはそれに準ずる方法で製造でき、また上記のような市販品を用いてもよい。
【0048】
上記ポリアリレート繊維と呼ばれる全芳香族ポリエステル繊維としては、例えばパラヒドロキシ安息香酸の自己縮合ポリエステル、テレフタル酸とヒドロキノンからなるポリエステル、またはパラヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸からなるポリエステル繊維などが挙げられる。
全芳香族ポリエステル繊維は、公知またはそれに準ずる方法で製造でき、また、例えばベクトラン(商品名、株式会社クラレ製)などの市販品を用いることもできる。
【0049】
本発明に係る製造方法により得られる釣糸は、その用途は特に限定されないが、フライフィッシング用のフライラインもしくはシューティングライン、またはテンカラ釣りに使用される釣糸等に好適に使用される。
【実施例】
【0050】
本発明を実施例を挙げてより詳細に説明する。しかし、本発明はこれらに限定されないことは言うまでもない。
【0051】
〔実施例1〕
芯糸としてダイニーマ 150d/140F(東洋紡績株式会社製)4本を用いて、これらを製紐機で角打ちにて製紐して、原料芯糸を製造した。これを溶融したウレタンが入っているバスに通し、余剰のウレタンを除いた後、乾燥させて、芯鞘構造の糸を得た。さらに、最外層を形成する糸として、ダイニーマ 150d/140F(東洋紡績株式会社製)16本を用いて、これらを製紐機で丸打ちにて製紐して、原料糸条を製造した。これを170℃に加熱した加熱炉に送り込み、送り込みローラーと巻き取りローラーの速度を調整して、延伸速度比が1から3になるように、延伸速度を直線的に漸増させて延伸した。得られた本発明に係るテーパー状マルチフィラメント糸条は、全長が27mで、糸条の一端が12号、他端が4号の滑らかなテーパー状を有していた。
【0052】
〔実施例2〕
芯糸として、ザイロン(東洋紡績株式会社製)4本を用いて、丸打ちにて製紐した。鞘部分を形成する樹脂として、ポリエチレンを用いた。ザイロンのリールを繰り出し装置に乗せて、ザイロンを連続して繰り出しができるようにした。
ザイロンは、予熱装置を通して加熱後、押出成形機5のクロスヘッド6へと導入した。この時の予熱温度を70〜80℃に保った。
図1に示すように、クロスヘッド6では、押出成形機5により200℃で溶融されたポリエチレンの被覆樹脂7を、加熱されたザイロン上に被覆させた。
クロスヘッド導入部には減圧装置8が設置されており、ニップルホルダー9内を減圧しザイロンとポリエチレンの被覆樹脂7が密着状態になる構造となっている。ニップルホルダー9に取付けられたパイプニップル10とダイス11の設定は、ザイロンの繊度と被覆厚(0.01cm)にあわせて設定した。
クロスヘッド6により被覆成形された糸条12は、冷却水槽により冷却させた。この時クロスヘッド6の出口から冷却水槽までの距離、すなわちエアギャップは、6.5cmとした。
冷却水槽で冷却された糸条12は、引取装置により引き取った。この時の速度は200m/分であった。次に、巻取装置により巻き取りリールに巻き取った。
最後に、最外層を形成する糸として、ダイニーマ 150d/140F(東洋紡績株式会社製)16本を用いて、これらを製紐機で丸打ちにて製紐して、レベルライン状の糸条を製造した。得られたレベルラインの釣糸は、表面が滑らかで、断面の周長が一定であった。
【0053】
〔実施例3〕
実施例1および2で得られた釣糸、さらに、比較として、芯糸が超高分子量ポリエチレン繊維で、鞘部分がポリウレタン樹脂で被覆されている釣糸を用意した。これら3種類の釣糸を大阪湾でフライフィッシングを行うのと同様にキャスティングを繰り返した。2時間経過すると、比較例の釣糸は、ラインがべたつきだし、キャスティング性能およびフィーリングを維持できなくなった。これに対し、本発明にかかる釣糸は、その時点でかかる不都合は生じなかった。
【図面の簡単な説明】
【0054】
【図1】押出成形機のクロスヘッドを拡大した略示側面図である。
【符号の説明】
【0055】
1 芯糸
6 クロスヘッド
7 被覆樹脂
8 減圧装置
9 ニップルホルダー
10 パイプニップル
11 ダイス
12 糸条
【技術分野】
【0001】
本発明は、フライフィッシング用の釣糸、特に、最外層が超高分子量ポリエチレン繊維で構成されているフライラインまたはシューティングラインと呼ばれる釣糸に関する。
【背景技術】
【0002】
従来、渓流や湖等の水の清らかな淡水において行われることが多かったフライフィッシングに使用されている釣糸としては、ナイロンやテトロンなどのモノフィラメントを芯糸として、これに発泡ポリ塩化ビニルを被覆したものが多く用いられている。被覆によって釣糸の重さを調節すると共に、所望の沈降速度を得るためである。
しかしながら、かかる釣糸は被覆に使用している発泡ポリ塩化ビニルが釣糸の強度に寄与しないので、芯糸の強度を十分に強くしておかなければならない。また、ポリ塩化ビニルの発泡は技術的に難しく、製造工程が煩雑になるので、製品の価格にも影響し、勢い高価になってしまう。さらに、被覆に使用しているポリ塩化ビニルは、塩素原子を含んでいるために焼却時において問題視されているダイオキシンの原因となり得るので環境上好ましくないことから、業界全体が脱ポリ塩化ビニルの方向に向かっている。
【0003】
そこで現在、ポリ塩化ビニルの代替品として、ポリウレタンが用いられている。ところが、近年、海、河口域や沼等、フライフィッシングの釣場が拡大した結果、ナイロン、ポリエステルなどを芯糸としてポリウレタンコーティングした釣糸において、新たな問題が生じてきた。すなわち、該釣糸は、油滴等の汚れ等が近傍に存在すると汚れを吸着するため、釣糸表面がべたつき、その結果、初期の釣糸表面の滑らかさが低下し、釣糸が釣竿にひっついたり、糸同士がひっついたり絡み合ったりする。そのためキャスティングの際に、飛距離が落ちる、また扱いにくい等の問題を生じていた。さらに釣糸がひっついたり絡み合ったりする頻度も高いため、耐久性が低下するという問題も生じていた。そこでこれらの問題を解決するような釣糸の出現が望まれていた。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、キャスティングが行いやすく、充分な強度があり、環境に対して悪影響を与えず、しかも釣糸表面に汚れ等が吸着されにくく、耐久性に優れた釣糸、特にフライフィッシング用の釣糸を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、鋭意検討した結果、最外層を超高分子量ポリエチレン繊維で構成した釣
糸は、汚れ等が付着しにくいため、釣糸表面がべたつくなどの問題を生じないことを知見した。そのため、釣糸が絡み合ったり、ひっついたりすることが少なくなり、その結果キャスティングが行いやすく、また釣糸の耐久性も向上する。さらに、最外層が超高分子量ポリエチレン繊維であるため、強度が強く、環境への負荷が小さいという優れた釣糸を製造することに成功した。
さらに検討を重ね、本発明を完成するに至った。
【0006】
すなわち、本発明は、
[1] 最外層が、超高分子量ポリエチレン繊維で構成されていることを特徴とする釣糸、
[2] 最外層が、超高分子量ポリエチレン繊維で製紐されていることを特徴とする前記[1]に記載の釣糸、
[3] 釣糸が、内側から芯糸、鞘部分および最外層がこの順で積層されている3層構造の断面を有することを特徴とする前記[1]または[2]に記載の釣糸、
[4] 釣糸が、内側から芯糸および最外層がこの順で積層されている2層構造の断面を有することを特徴とする前記[1] または[2]に記載の釣糸、
[5] 芯糸が、延伸可能なフィラメントからなることを特徴とする前記[1]〜[4]のいずれかに記載の釣糸、
[6] 芯糸が、延伸不可能なフィラメントからなることを特徴とする前記[1]〜[4]のいずれかに記載の釣糸、
[7] 釣糸が、フライラインまたはシューティングラインであることを特徴とする前記[1]〜[6]のいずれかに記載の釣糸、
に関する。
【発明の効果】
【0007】
本発明の釣糸は、最外層が超高分子量ポリエチレン繊維で覆われているため、汚れ、油滴等が付着しにくく、そのため釣糸表面がべたつくなどの問題を生じることがない。また、簡便な方法により製造でき、耐久性にも優れた釣糸を提供することができる。
【発明を実施するための最良の形態】
【0008】
一般的にフライライン、シューティングライン等のフライフィッシング用釣糸は、芯と鞘からなる芯鞘構造をとっている。このような構造の芯糸は、強力をもたせるため、また鞘部分は、金属と混合したり、発泡させたりして比重を調整したり、糸にコシを持たせるためにある。本発明の釣糸も同様な構造を有しているが、最外層が超高分子量ポリエチレンで被覆されていることが、本発明の特長である。本発明の釣糸の断面構造としては、芯糸の周りが鞘部分で囲まれ、さらに鞘部分の周りが超高分子量ポリエチレン繊維最外層で囲まれている3層構造をとっていてもよいし、芯糸の周りが超高分子量ポリエチレン繊維最外層で囲まれている2層構造をとっていてもよい。本発明にかかる釣糸は、前記構造に限定されず、最外層が超高分子量ポリエチレン繊維で被覆された層であれば、内部の層はどのような素材もしくは構造であってもかまわない。
【0009】
本発明にかかる釣糸の芯糸は、どのような形態のものを使用してもかまわなく、例えばモノフィラメントでもマルチフィラメントでもよい。また、該フィラメントを組んだり編んだりした製紐糸、さらに該フィラメントを複数本、熱接着性樹脂等により融着させた複合糸でもかまわない。製紐糸や複合糸の場合、2種以上の糸条を組み合わせても良い。また、本発明にかかる釣糸の芯糸の形状も限定されず、例えば長手方向において径が変化することがないレベルラインでもよいし、長手方向に径が徐々に小さくなるテーパーラインでもよい。さらに、芯糸を構成する材料も、特に限定されることはなく、糸に強力をもたせる材料であれば、どんな材料を用いてもかまわない。
【0010】
本発明の釣糸の鞘部分となる樹脂は、比重を調整したり、釣糸にコシをもたせたりするようなものであれば、どのような樹脂を使用してもかまわなく、添加物を含有している樹脂組成物でもかまわない。鞘部分となる樹脂としては、具体的には、例えば、ポリウレタン、ポリエチレン、共重合ポリエステル等が挙げられる。
【0011】
ポリウレタン樹脂としては、例えば、ジイソシアネートとグリコールとで構成された、主鎖中にウレタン結合を有する重合体が挙げられる。上記ジイソシアネートとしては、例えばエチレンジイソシアネート、トリメチレンジイソシアネート、テトラメチレンジイソシアネートまたはヘキサメチレンジイソシアネート等が挙げられ、グリコールとしては、例えばエチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、ネオペンチルグリコール、ポリエチレングリコールまたはキシリレングリコール等が挙げられる。このようなポリウレタン樹脂は、ホモポリマーでもよいし、コポリマーであってもかまわない。
【0012】
上記ポリエチレンは、エチレンの重合体であり、ホモポリマーであってもよいし、炭素数3〜10程度の低級α−オレフィン類、例えばプロピレン、ブテン、ペンテン、ヘキセン等との共重合体であってもよい。該エチレンとα−オレフィンとの共重合体としては、後者の割合が炭素数1000個あたり平均0.1〜20個程度、好ましくは平均0.5〜10個程度である共重合体を用いるのが好ましく、かかる共重合体は高強度などの優れた機械的性質を示す。
【0013】
上記共重合ポリエステルは、例えば、テレフタル酸、イソフタル酸、ナフタリン−2,6−ジカルボン酸、フタル酸、α,β−(4−カルボキシフェニル)エタン、4,4’−ジカルボキシフェニルもしくは5−ナトリウムスルホイソフタル酸などの芳香族ジカルボン酸またはこれらのエステル類と、エチレングリコール、ジエチレングリコール、1,4−ブタンジオール、ポリエチレングリコールまたはテトラメチレングリコールなどのジオール化合物とから重縮合されるポリエステルの共重合体が挙げられる。
【0014】
これら鞘部分は、比重を調整したりコシをもたせたりするために、所望により、金属を含有させたり、発泡させたりしてもよい。金属を含有させることにより、釣糸の比重を任意に調整することができ、さまざまな重さ、浮力、沈降速度を要求されるフライラインに対応できるようになる。ここにおいて、使用される金属としては、鉄、銅、亜鉛、スズ、ニッケルまたはタングステン等を単独で、または混合もしくは合金としたものが挙げられる。中でも、比重の大きいタングステンが好ましい。なぜなら、比重の大きい金属を用いると、釣糸に重さを与えやすく、比重を高くする効果が少量の金属添加により現れるため、素材の樹脂の低下を極力抑えることができるからである。
【0015】
また、鞘部分の樹脂は、発泡させると比重が先とは逆に小さくなり、フライフィッシングで水深の浅いところの魚を狙う時に用いるフローティングラインに有効に用いられる釣糸を作ることができる。また、発泡の度合いを任意に変えることができるので、所望の水深に釣糸をおろすこともできる。該鞘部分になる樹脂を発泡させる方法は、公知の方法に従って行ってよい。例えば、特開平08−127665に開示されている方法で行ってもよい。
【0016】
本発明の釣糸の最外層を形成する超高分子量ポリエチレン繊維は、その構成樹脂が超高分子量であるので、染色できないとか接着できない等の性質を有している。そのため、表面に油滴等の汚れが吸着しにくく、表面がべたつくこともなくなるだけでなく、すべりがよく強力な釣糸になる。
本発明の釣糸の最外層は、芯糸または鞘部分がある場合は鞘部分の周りを、超高分子量ポリエチレン繊維で製紐することにより形成されていることが好ましい。
【0017】
上記超高分子量ポリエチレンとしては、分子量が20万程度以上、好ましくは60万程度以上のものが好適に用いられる。かかる超高分子量ポリエチレンは、ホモポリマーであってもよいし、炭素数3〜10程度の低級α−オレフィン類、例えばプロピレン、ブテン、ペンテンまたはヘキセン等との共重合体であってもよい。該エチレンとα−オレフィンとの共重合体としては、後者の割合が炭素数1000個あたり平均0.1〜20個程度、好ましくは平均0.5〜10個程度である共重合体を用いるのが好ましく、かかる共重合体は高強度などの優れた機械的性質を示す。
【0018】
超高分子量ポリエチレン繊維の製造方法は、例えば特開昭55−5228、特開昭55−107506などに開示されており、これら自体公知の方法を用いてよい。また、超高分子量ポリエチレン繊維として、ダイニーマ(商品名 東洋紡株式会社製)やスペクトラ(商品名 ハネウェル社製)等の市販品を用いてもよい。
【0019】
本発明に係る釣糸の製造方法について、本発明に係る釣糸が(a)長手方向において径の変化がない、言い換えれば断面の周長が変化しないレベルラインである場合と、(b)長手方向に径が徐々に小さくなるテーパーラインである場合とに分けて説明する。
本発明に係る釣糸がレベルラインである場合は、所望により芯糸の周りを上述の樹脂で被覆し鞘部分を形成し、ついで、芯糸、または鞘部分を形成した場合は鞘部分の周りに、超高分子量ポリエチレン繊維最外層を形成するという製造方法が本発明において好適に用いられる。
【0020】
上記製造方法において、芯糸の周りを上述の樹脂で被覆し鞘部分を形成する方法としては、特に限定されないが、例えば押出法またはディッピング法等が挙げられる。
押出法としては、公知の方法に従ってよいが、例えばパイプ式押出被覆法が挙げられる。パイプ式押出被覆法について、以下に図1を用いて説明する。図1は、押出法に用いられ得る押出成形機のクロスヘッドを拡大した略示側面図である。
【0021】
クロスヘッド6では押出成形機5により溶融された被覆樹脂7が、予熱された芯糸1に被覆される。
クロスヘッド導入部には減圧装置8が設置されており、ニップルホルダー9内を減圧し、芯糸1と被覆樹脂7が密着状態になる構造となっている。ニップルホルダー9に取付けられたパイプニップル10とダイス11の設定により、被覆された合成樹脂層の厚みを調節することができる。
クロスヘッド6により被覆成形された糸条12は、冷却水槽13により冷却される。この時クロスヘッド6の出口から冷却水槽13までの距離、すなわちエアギャップ14は約3〜5cm程度が好ましい。あまり広すぎると被覆樹脂7の熱影響により芯糸1の引張り強度が低下し、あまり狭すぎると芯糸1と被覆樹脂7の接着性能が得られない。
引取の速度は、好ましくは約100〜600m/分程度、より好ましくは約200〜400m/分程度である。引取の速度が遅すぎると、芯糸1がクロスヘッド6の温度により熱劣化するからである。また、速すぎると芯糸1と、被覆樹脂7との溶着に至らず接着性能は得られない。
【0022】
上記ディッピング法も、公知の方法に従ってよく、具体的には鞘部分となる被覆樹脂が入ったバスに芯糸を通過させ、さらに余剰の樹脂を取り除き、乾燥させるという方法が挙げられる。
【0023】
上記製造方法において、超高分子量ポリエチレン繊維からなる最外層を形成する方法としては、以下の方法が、好ましい態様として挙げられる。
【0024】
最外層を形成する方法としては、超高分子量ポリエチレン繊維で、芯糸または鞘部分を形成した場合は鞘部分の周りを製紐するという方法が好ましい。製紐方法は特に限定されず、自体公知の方法に従ってよいが、一般的には、所望により鞘部分を有する芯糸を中心に据え、上記繊維を用いて組物機(編物機)にかけ組み上げて得られる。製紐の際に用いる超高分子量ポリエチレン繊維の本数は特に限定されないが、例えば4本、8本、12本、16本の場合等が挙げられる。
【0025】
また、最外層を形成する他の好ましい態様としては、芯糸または鞘部分を形成した場合は鞘部分の周りを、超高分子量ポリエチレン繊維で囲み、接着剤や低融点の熱可塑性樹脂などで接着または融着するという方法も挙げられる。
接着剤としては、ホットメルト型接着剤が好ましい。また、低融点の熱可塑性樹脂としては、構成フィラメントの融点よりも低融点であればよく、例えばポリオレフィン系樹脂、ポリエステル系樹脂またはポリアミド系樹脂などが挙げられる。
【0026】
得られた糸条に公知の後処理を施しても良い。かかる後処理としては、延伸処理などが挙げられる。芯糸が延伸可能な糸条である場合は、特に延伸処理を行うのが好ましい。なお、「延伸可能な糸条」については、下記に詳述する。
延伸方法は、特に限定されず、液体または気体中で加熱しながら延伸するなど公知の方法が採用され得る。延伸は、1段で行ってもよいし、2段以上で行ってもよい。また、延伸時の温度は、構成フィラメントの種類または糸条の太さ等によって異なるので一概にはいえない。具体的には、延伸時の温度は、約120〜300℃程度、好ましくは約130〜250℃程度、より好ましくは約130〜200℃程度、さらに好ましくは約130〜170℃程度である。
【0027】
次に、本発明に係る釣糸がテーパーラインである場合の釣糸の製造方法について述べる。かかる場合は、テーパー形状を形成する時点により、(x)テーパー状の芯糸を用いる方法、(y)鞘部分をテーパー状に形成する方法、および(z)芯、所望により鞘部分、および超高分子量ポリエチレン繊維最外層からなる糸条を延伸処理と同時にテーパー状を形成させる方法に、大別することができる。
【0028】
本発明に係る釣糸の芯糸として延伸不可能なフィラメントを用いる場合は、上記(y)の方法を用いるのが好ましい。延伸不可能なフィラメントはテーパー状に形成すること、および延伸することが通常は困難であるからである。それゆえに、芯糸が延伸不可能なフィラメントで、かつテーパー形状の本発明に釣糸は、芯糸、鞘部分および最外層の順で積層されてなる3層構造の断面を有することが特に好ましい。
【0029】
上記(y)鞘部分をテーパー状に形成する方法としては、公知方法に従ってよい。具体的には、上記押出法により鞘部分を形成する際に引取速度を次第に早くすることにより、鞘部分の厚さが薄くなるため、次第に糸条の径を小さくさせることができ、テーパー形状を容易に形成することができる。
ついで、得られたテーパー状糸条の鞘部分の周りに超高分子量ポリエチレン繊維からなる最外層を形成することにより、本発明に係る釣糸を製造できる。該最外層を形成する方法としては、上述したレベルラインの製造方法と全く同様の方法が採用される。
【0030】
本発明に係る釣糸の芯糸として延伸可能なフィラメントを用いる場合は、上記(x)〜(z)のいずれの方法を用いてもよい。また、上記(x)〜(z)の方法を組み合わせても良い。
【0031】
上記(x)の方法において、テーパー状の芯糸は公知の方法に従って製造することができる。具体的には、延伸速度を調整することにより延伸時にテーパー状を形成させる方法を用いることが好ましい。より具体的には、延伸速度を上げることにより、長手方向に径が小さくなる。延伸速度を下げることにより、長手方向の径が大きくなる。このような延伸速度に変化を加えることにより、テーパー状を形成することができる。なお、延伸速度を変化させる際には、延伸速度の変化がなだらかに増加傾向または減少傾向に傾斜していることが好ましい。すなわち、延伸時に延伸速度を漸増または/および漸減することが好ましい。延伸速度の変化がそのようななだらかな変化であれば、延伸速度は直線的に変化してもよいし、段階的でもよい。
【0032】
延伸時の延伸速度は、延伸処理が施される芯糸または鞘部分の種類または糸条の太さ、厚さ等により異なるので、一概にはいえない。例えば、芯糸がフィラメント複数本からなる糸条である場合は、糸条の径の最も大きい部分を形成させる際の延伸速度と、糸条の径の最も小さい部分を形成させる際の延伸速度との比が、1:2〜6程度であることが好ましい。また、芯糸がフィラメントからなる場合は、フィラメントの径の最も大きい部分を形成させる際の延伸速度と、フィラメントの径の最も小さい部分を形成させる際の延伸速度との比が、1:1.5〜4程度であることが好ましい。
他の延伸条件については、上述のレベルラインを製造する際の延伸条件と同様である。
【0033】
上記テーパー状の芯糸は、前記のように製造されたテーパー状のフィラメントを、例えば製紐するなどして複合させることにより得られる糸条であっても良い。また、上記のようなテーパー状にするための延伸処理の前に、レベルラインの芯糸の周りに予め鞘部分を形成させておいても良い。
【0034】
以上のようにして得られるテーパー状の芯糸の周りに、所望により鞘部分を設け、ついで超高分子量ポリエチレン繊維からなる最外層を形成することにより、本発明に係る釣糸を製造することができる。鞘部分および最外層の形成方法は、上述と全く同様である。
【0035】
上記(z)の方法としては、上述と同様にレベルラインを作製した後、前記テーパー状の芯糸を作製する際の方法と同様に延伸処理と同時にテーパー状を形成させるという方法が挙げられる。これにより、本発明に係る釣糸を作製することができる。また、上記(x)の方法、(y)の方法、または(x)の方法と(y)の方法の組み合わせにより作製されるテーパー状の釣糸に対して、さらに延伸処理を施してテーパーの度合いが異なる釣糸を作製することもできる。
【0036】
以上のようにして製造される本発明にかかる釣糸は、さらに着色を行ってもよい。着色方法は、公知の方法に従ってよいが、具体的には、例えば着色剤を釣糸に塗布する等の方法が挙げられる。
【0037】
本明細書において使用される「延伸可能なフィラメント」という用語は、その製造工程において延伸処理が行われ得るフィラメントを指す。また、「延伸不可能なフィラメント」という用語は、その製造工程において延伸処理が行われることがないフィラメントを指す。
【0038】
延伸可能なフィラメントとしては、例えば超高分子量ポリエチレン、ポリオレフィン系、ポリアミド系、ポリエステル系、フッ素系、ポリアクリロニトリル系、ポリビニルアルコール系またはポリアセタール系等の合成樹脂からなるフィラメントが挙げられる。本発明においては、中でも超高分子量ポリエチレンを用いるのが好ましい。
【0039】
上記ポリオレフィン系樹脂としては、例えば、ポリエチレンまたはポリプロピレン等が挙げられ、中でも、重量平均分子量が約400,000以上のものが好ましい。上記ポリエチレンまたはポリプロピレンは、ホモポリマーであってもよいし、コポリマーであってもよい。コポリマーとして具体的には、エチレンと共重合できる1以上のアルケン類を少量、好ましくは約5重量%程度以下の割合で含有し、100炭素原子当たり1〜10個程度、好ましくは2〜6個程度のメチル基またはエチル基を有する共重合体が挙げられる。上記エチレンと共重合できるアルケン類としては、例えば、プロペン、ブテン、ペンテン、ヘキセン、オクテンまたは4−メチルペンテン等が挙げられる。また、コポリマーとしては、エチレン−酢酸ビニル共重合体(EVA)なども挙げられる。
【0040】
上記ポリアミド系樹脂としては、例えば、ナイロン6、ナイロン66、ナイロン12、ナイロン6,10などの脂肪族ポリアミドもしくはその共重合体、または芳香族ジアミンとジカルボン酸により形成される半芳香族ポリアミドもしくはその共重合体などが挙げられる。
【0041】
上記ポリエステル系樹脂としては、例えば、テレフタル酸、イソフタル酸、ナフタリン−2,6−ジカルボン酸、フタル酸、α,β−(4−カルボキシフェニル)エタン、4,4’−ジカルボキシフェニルもしくは5−ナトリウムスルホイソフタル酸などの芳香族ジカルボン酸またはこれらのエステル類と、エチレングリコール、ジエチレングリコール、1,4−ブタンジオール、ポリエチレングリコールまたはテトラメチレングリコールなどのジオール化合物とから重縮合されるポリエステルもしくはその共重合体などが挙げられる。
【0042】
上記フッ素系樹脂としては、例えば、ポリフッ化ビニリデン、ポリテトラフルオロエチレン、ポリモノクロロトリフルオロエチレンもしくはポリヘキサフルオロプロピレンまたはその共重合体などが挙げられる。
【0043】
上記ポリアクリロニトリル系樹脂としては、アクリロニトリルと、他のポリマーとのコポリマーであるポリアクリロニトリル系樹脂が挙げられる。上記他のポリマーとしては、例えば、メタクリレート、アクリレートまたは酢酸ビニル等が挙げられ、該他のポリマーは約5重量%程度以下の割合で含有されていることが好ましい。
【0044】
上記ポリビニルアルコール系樹脂としては、ビニルアルコールと、他のポリマーとのコポリマーであるポリビニルアルコール系樹脂が挙げられる。上記他のポリマーとしては、例えば酢酸ビニル、エテンまたは他のアルケン類等が挙げられ、該他のポリマーは約5重量%程度以下の割合で含有されていることが好ましい。
【0045】
上記ポリアセタール系樹脂は、ポリオキシメチレン系樹脂とも呼ばれ、主鎖中にアセタール結合を有する重合体であればよく、ホモポリマーでもコポリマーでもかまわない。かかる樹脂は、ホルムアルデヒド、アセトアルデヒドまたはベンズアルデヒド等のアルデヒド類を重合させることにより得られる。また重合は、公知またはそれに準ずる方法で行われてよく、また、市販品(商品名テナックSD 旭化成株式会社製)を用いてもかまわない。
【0046】
本発明の釣糸の芯糸となる延伸不可能なフィラメントとしては、例えばポリパラフェニレンベンゾビスオキサゾール(PBO)繊維、パラ系アラミド繊維またはポリアリレート繊維等が挙げられる。
上記PBO繊維は、公知またはそれに準ずる方法で製造できる。また、例えば市販の繊維、例えばザイロン(商品名 東洋紡株式会社製)を用いることもできる。
【0047】
上記パラ系アラミド繊維としては、例えばポリパラフェニレンテレフタルアミド繊維(東レ・デュポン株式会社製、商品名ケブラー)およびコポリパラフェニレン−3,4’−ジフェニルエーテルテレフタルアミド繊維(帝人株式会社製、商品名テクノーラ)などが挙げられる。かかるパラ系アラミド繊維は、公知またはそれに準ずる方法で製造でき、また上記のような市販品を用いてもよい。
【0048】
上記ポリアリレート繊維と呼ばれる全芳香族ポリエステル繊維としては、例えばパラヒドロキシ安息香酸の自己縮合ポリエステル、テレフタル酸とヒドロキノンからなるポリエステル、またはパラヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸からなるポリエステル繊維などが挙げられる。
全芳香族ポリエステル繊維は、公知またはそれに準ずる方法で製造でき、また、例えばベクトラン(商品名、株式会社クラレ製)などの市販品を用いることもできる。
【0049】
本発明に係る製造方法により得られる釣糸は、その用途は特に限定されないが、フライフィッシング用のフライラインもしくはシューティングライン、またはテンカラ釣りに使用される釣糸等に好適に使用される。
【実施例】
【0050】
本発明を実施例を挙げてより詳細に説明する。しかし、本発明はこれらに限定されないことは言うまでもない。
【0051】
〔実施例1〕
芯糸としてダイニーマ 150d/140F(東洋紡績株式会社製)4本を用いて、これらを製紐機で角打ちにて製紐して、原料芯糸を製造した。これを溶融したウレタンが入っているバスに通し、余剰のウレタンを除いた後、乾燥させて、芯鞘構造の糸を得た。さらに、最外層を形成する糸として、ダイニーマ 150d/140F(東洋紡績株式会社製)16本を用いて、これらを製紐機で丸打ちにて製紐して、原料糸条を製造した。これを170℃に加熱した加熱炉に送り込み、送り込みローラーと巻き取りローラーの速度を調整して、延伸速度比が1から3になるように、延伸速度を直線的に漸増させて延伸した。得られた本発明に係るテーパー状マルチフィラメント糸条は、全長が27mで、糸条の一端が12号、他端が4号の滑らかなテーパー状を有していた。
【0052】
〔実施例2〕
芯糸として、ザイロン(東洋紡績株式会社製)4本を用いて、丸打ちにて製紐した。鞘部分を形成する樹脂として、ポリエチレンを用いた。ザイロンのリールを繰り出し装置に乗せて、ザイロンを連続して繰り出しができるようにした。
ザイロンは、予熱装置を通して加熱後、押出成形機5のクロスヘッド6へと導入した。この時の予熱温度を70〜80℃に保った。
図1に示すように、クロスヘッド6では、押出成形機5により200℃で溶融されたポリエチレンの被覆樹脂7を、加熱されたザイロン上に被覆させた。
クロスヘッド導入部には減圧装置8が設置されており、ニップルホルダー9内を減圧しザイロンとポリエチレンの被覆樹脂7が密着状態になる構造となっている。ニップルホルダー9に取付けられたパイプニップル10とダイス11の設定は、ザイロンの繊度と被覆厚(0.01cm)にあわせて設定した。
クロスヘッド6により被覆成形された糸条12は、冷却水槽により冷却させた。この時クロスヘッド6の出口から冷却水槽までの距離、すなわちエアギャップは、6.5cmとした。
冷却水槽で冷却された糸条12は、引取装置により引き取った。この時の速度は200m/分であった。次に、巻取装置により巻き取りリールに巻き取った。
最後に、最外層を形成する糸として、ダイニーマ 150d/140F(東洋紡績株式会社製)16本を用いて、これらを製紐機で丸打ちにて製紐して、レベルライン状の糸条を製造した。得られたレベルラインの釣糸は、表面が滑らかで、断面の周長が一定であった。
【0053】
〔実施例3〕
実施例1および2で得られた釣糸、さらに、比較として、芯糸が超高分子量ポリエチレン繊維で、鞘部分がポリウレタン樹脂で被覆されている釣糸を用意した。これら3種類の釣糸を大阪湾でフライフィッシングを行うのと同様にキャスティングを繰り返した。2時間経過すると、比較例の釣糸は、ラインがべたつきだし、キャスティング性能およびフィーリングを維持できなくなった。これに対し、本発明にかかる釣糸は、その時点でかかる不都合は生じなかった。
【図面の簡単な説明】
【0054】
【図1】押出成形機のクロスヘッドを拡大した略示側面図である。
【符号の説明】
【0055】
1 芯糸
6 クロスヘッド
7 被覆樹脂
8 減圧装置
9 ニップルホルダー
10 パイプニップル
11 ダイス
12 糸条
【特許請求の範囲】
【請求項1】
最外層が、超高分子量ポリエチレン繊維で構成されていることを特徴とする釣糸。
【請求項2】
最外層が、超高分子量ポリエチレン繊維で製紐されていることを特徴とする請求項1に記載の釣糸。
【請求項3】
釣糸が、内側から芯糸、鞘部分および最外層がこの順で積層されている3層構造の断面を有することを特徴とする請求項1または2に記載の釣糸。
【請求項4】
釣糸が、内側から芯糸および最外層がこの順で積層されている2層構造の断面を有することを特徴とする請求項1または2に記載の釣糸。
【請求項5】
芯糸が、延伸可能なフィラメントからなることを特徴とする請求項1〜4のいずれかに記載の釣糸。
【請求項6】
芯糸が、延伸不可能なフィラメントからなることを特徴とする請求項1〜4のいずれかに記載の釣糸。
【請求項7】
釣糸が、フライラインまたはシューティングラインであることを特徴とする請求項1〜6のいずれかに記載の釣糸。
【請求項8】
内側から、延伸可能なフィラメントからなる芯糸、鞘部分および超高分子ポリエチレン繊維から構成されている最外層をこの順で積層させて3層構造の断面を有するレベルラインとし、次いで該レベルラインを延伸処理することを特徴とする釣糸の製造方法。
【請求項9】
レベルラインを延伸処理してテーパー状に形成することを特徴とする釣糸の製造方法。
【請求項1】
最外層が、超高分子量ポリエチレン繊維で構成されていることを特徴とする釣糸。
【請求項2】
最外層が、超高分子量ポリエチレン繊維で製紐されていることを特徴とする請求項1に記載の釣糸。
【請求項3】
釣糸が、内側から芯糸、鞘部分および最外層がこの順で積層されている3層構造の断面を有することを特徴とする請求項1または2に記載の釣糸。
【請求項4】
釣糸が、内側から芯糸および最外層がこの順で積層されている2層構造の断面を有することを特徴とする請求項1または2に記載の釣糸。
【請求項5】
芯糸が、延伸可能なフィラメントからなることを特徴とする請求項1〜4のいずれかに記載の釣糸。
【請求項6】
芯糸が、延伸不可能なフィラメントからなることを特徴とする請求項1〜4のいずれかに記載の釣糸。
【請求項7】
釣糸が、フライラインまたはシューティングラインであることを特徴とする請求項1〜6のいずれかに記載の釣糸。
【請求項8】
内側から、延伸可能なフィラメントからなる芯糸、鞘部分および超高分子ポリエチレン繊維から構成されている最外層をこの順で積層させて3層構造の断面を有するレベルラインとし、次いで該レベルラインを延伸処理することを特徴とする釣糸の製造方法。
【請求項9】
レベルラインを延伸処理してテーパー状に形成することを特徴とする釣糸の製造方法。
【図1】


【公開番号】特開2006−314324(P2006−314324A)
【公開日】平成18年11月24日(2006.11.24)
【国際特許分類】
【出願番号】特願2006−173576(P2006−173576)
【出願日】平成18年6月23日(2006.6.23)
【分割の表示】特願2001−311615(P2001−311615)の分割
【原出願日】平成13年10月9日(2001.10.9)
【出願人】(000246479)有限会社よつあみ (9)
【Fターム(参考)】
【公開日】平成18年11月24日(2006.11.24)
【国際特許分類】
【出願日】平成18年6月23日(2006.6.23)
【分割の表示】特願2001−311615(P2001−311615)の分割
【原出願日】平成13年10月9日(2001.10.9)
【出願人】(000246479)有限会社よつあみ (9)
【Fターム(参考)】
[ Back to top ]