
表面コーティングのシステムおよび方法
可剥層膜形成材を包含する可剥層用組成物と、約−100℃から約20℃の第1のTgを有するメンテナンス層膜形成材を包含するメンテナンス層用組成物とを包含する、(床等の)表面のためのコーティングシステム。表面をコーティングする方法も提供される。その方法は、可剥層膜形成材を包含する可剥層用組成物を塗布して、接着強度より大きい引張強度を有する可剥層を形成することと、自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを包含するメンテナンス層膜形成材を包含するメンテナンス層用組成物を塗布することとを包含する。

【発明の詳細な説明】
【技術分野】
【0001】
本願は、米国特許法第119条(e)の下における、2009年11月25日に出願した米国仮特許出願第61/264,471号の優先権を主張する。本願の内容は、その全体が参照により本明細書に組み込まれる。
【背景技術】
【0002】
今日では、ビニル、リノリウム、木、コンクリート、大理石、テラゾ、セラミック等の床基体の外観の保護および補強の両方をするために、床の手入れプログラムが主に行使される。これらの床張り材料は、歩行者または車両交通等の交通により摩耗および劣化しやすい。犠牲コーティングは、物理的な摩耗、スクラッチング、ステイニング、および化学的な損傷から床張り材料を保護するために、しばしば用いられる。これらのコーティングは、多くのいろいろな種類の製品を包含することができる床の手入れプログラムの一部であるが、一般に、床基体の表面に塗布される基材および/または仕上げ材の使用を伴う。次いで、この仕上げ材は、様々なバフ仕上げまたは磨き仕上げの機械を包含し得るクリーナーおよび道具の使用により維持される。これらの計画はとても有効であるが、それらは消費者にとって大きな出費と考えられる。さらに、表面が時間とともに摩耗しまたは不満足になった場合に、剥離剤として一般に知られている様々な化学組成物を利用し、床仕上げ材またはシーラーを完全に除去する必要がある。このような化学的な剥離は、時間がかかり、労働集約的である。
【0003】
ウレタン、エポキシまたはシランの技術を利用したもの等の、耐久性のある半永久的なコーティングで多くの床張り基体を処理することも一般的であった。これらのコーティングシステムは、化学的な除去可能性および修復性の欠如を欠点とし、除去は、しばしば、研磨、機械的削磨または化学的剥離からなる。これらは、かなりの制約であり、不満足な結果をもたらすことが多い。
【0004】
ポリマー系の床コーティングは、乾燥して硬質の保護膜になる水性乳剤または溶媒溶液としてモップまたは他の塗布具で一般に塗布される仕上げ材またはコーティングの一例である。床表面からのこれらのコーティングの除去は、従来において、腐食性の化学物質溶液、一般にアルカリおよび揮発性溶媒の混合物の使用を必要としてきた。したがって、保護のための床コーティングにおける最近の傾向は、これらの従来の仕上げ材を離れ、UV硬化されたウレタン、ポリウレタン分散液、およびエポキシ等の、より耐久性のある高架橋性コーティングへと向かっている。これらのコーティングは、より従来の床仕上げ材を上回って向上された耐久性を有するが、それらも、スクラッチ、スカッフなどにより床から最終的に除去されなければならないという欠点がある。しかし、より従来の床仕上げ材は化学的に除去され得るが、これらのより耐久性のある膜の高架橋性の性質は、不可能でない場合において、物理的削磨以外の任意の手段によりそれらが除去されることを困難にしている。
【0005】
さらに、化学的または機械的な削磨の剥離のいずれかに関して、例えば、化学物質および/または水の利用が木の表面を損傷する木の床張り材の場合において、しばしば、下にある床張り基体または表面が損傷される。
【0006】
犠牲のまたは耐久性のある半永久的なコーティングまたは仕上げ材の、修復、修正または除去にはかなりの困難および不足が存在する。したがって、迅速で容易に塗布でき、さらに損傷または摩耗の後に容易に除去可能および/または修復可能である仕上げ材で、表面をコーティングすることが可能と見込まれる表面コーティングシステムの探索が進行中である。
【0007】
要約すると、床表面等の表面に対するコーティングシステムまたは仕上げ材に関する技術分野においては、かなりの数の欠陥が存在する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】WO2008/144535
【特許文献2】米国出願第61/023,351号
【発明の概要】
【課題を解決するための手段】
【0009】
特に、コーティングシステムが提供される。そのコーティングシステムは、可剥層膜形成材を含む可剥層用組成物を含むことができる。そのコーティングシステムは、メンテナンス層膜形成材を含むメンテナンス層用組成物も含むことができる。そのメンテナンス層膜形成材は、約−100℃から約20℃の第1のTgを有することができる。
【0010】
別の態様において、表面をコーティングする方法が提供される。その方法は、可剥層膜形成材を含む可剥層用組成物を塗布して可剥層を形成することを含むことができる。その可剥層は、接着強度より大きい引張強度を有することができる。その方法は、メンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することも含むことができる。そのメンテナンス層膜形成材は、自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含むことができる。
【0011】
別の態様において、表面をコーティングする方法が提供される。その方法は、可剥層膜形成材を含む可剥層用組成物を塗布することを含むことができる。その方法は、メンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することも含むことができる。そのメンテナンス層膜形成材は、約−100℃から約20℃の第1のTgを有することができる。
【0012】
別の態様において、コーティングシステムが提供される。そのコーティングシステムは、可剥層を形成するための可剥層用組成物を含むことができる。その可剥層用組成物は、可剥層膜形成材を含むことができる。その可剥層は、接着強度より大きい引張強度を有することができる。そのコーティングシステムは、メンテナンス層膜形成材を含むメンテナンス層用組成物も含むことができる。そのメンテナンス層用組成物は、自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含むことができる。
【0013】
本発明の他の態様は、詳細な説明、および添付の図面を考慮することにより明白となるであろう。
【図面の簡単な説明】
【0014】
【図1A】床表面に塗布された表面コーティングシステムの断面図である。
【図1B】床表面に塗布された多層の表面コーティングシステムの断面図である。
【図2】メンテナンス層が基材層から剥離されつつある、図1Aの表面コーティングシステムの断面図である。
【図3A】基材層から可剥層およびメンテナンス層を剥離することを助けるために、可剥層の下にスターター機構が設置されている表面コーティングシステムの断面図である。
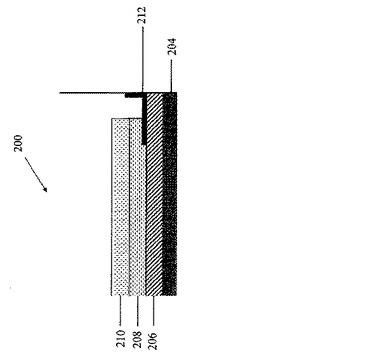
【図3B】スターター機構が壁に隣接して設けられ、スターター機構が可剥層およびメンテナンス層により部分的にのみ覆われている表面コーティングシステムの断面図である。
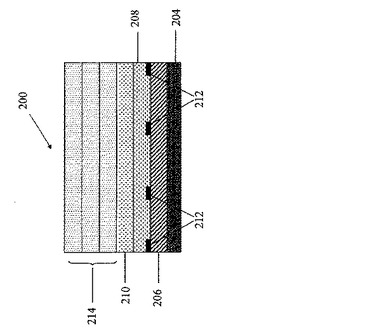
【図4】多数のスターター機構が可剥層と基材層との間に配置されている表面コーティングシステムの断面図である。
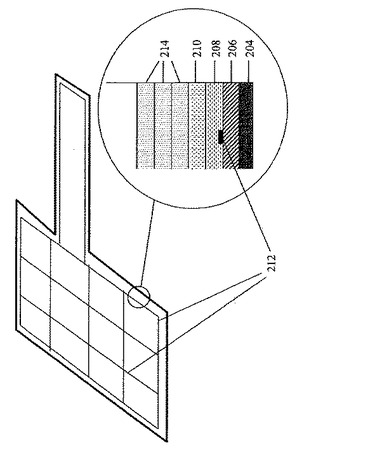
【図5】一連のスターター機構を包含する表面コーティングシステムが塗布されている部屋の斜視図であり、挿入図は円で示される位置の床張りシステムの断面を示す。
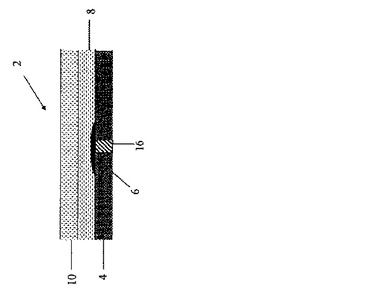
【図6】基材層が床張り基体の中の接合の領域内にのみ塗布されている表面コーティングシステムの断面図である。
【図7】それぞれの層の中に一連のスターター機構を包含し、スターター機構が層間においてずらしてある、床表面に塗布された多層の表面コーティングシステムの断面図である。
【図8】スターター機構が床張り基体の中の接合の領域内に塗布されている表面コーティングシステムの断面図である。
【図9】可剥層のそれぞれのコーティングにおいて実装可能な床張り材料の縁部に付与されたスターター機構を包含する、実装可能な床張り材料の断片に付与されている多層の表面コーティングシステムの断面図である。
【図10】スターター機構片が層の最上層の表面より上に露出されている表面コーティングシステムの断面図である。
【発明を実施するための形態】
【0015】
本開示は、本明細書において示される特定の構造の詳細、構成要素の配置、または方法のステップに、その開示により限定されない。本明細書において開示される組成物および方法は、様々なやり方でなされ、実施され、用いられ、実行されかつ/または形成されることが可能である。本明細書において用いられる語法および用語は、説明のためだけのものであり、限定とみなされるべきでない。第1、第2および第3等の序数の指標は、様々な構造または方法のステップを指すために説明および特許請求の範囲の中で用いられるときに、任意の特定の構造もしくはステップ、またはそのような構造もしくはステップに対する任意の特定の順序もしくは構成を示すと解釈されることを意味するものではない。本明細書において記載されるすべての方法は、本明細書において別に示されなければ、または別に文脈と明らかに矛盾しなければ、任意の適切な順序で行われ得る。本明細書において与えられるありとあらゆる例、または例示的な語(例えば「等」)の使用は、単に本発明をより良好に明らかにすることが意図され、別に主張されなければ本発明の範囲について限定を呈しない。明細書における語、および図面に示される構造は、任意の特許請求されていない要素が本発明の実施に本質的であることを示すと解釈されるべきでない。「包含する」、「含む」または「有する」の用語、およびそれらの変形の本明細書における使用は、以下に列記される項目、およびそれらの均等物、ならびに追加的な項目を網羅することを意味する。別に特定または限定されなければ、「搭載」、「接続」、「支持」および「結合」の用語、ならびにそれらの変形は、直接的および間接的の両方の、搭載、接続、支持および結合を網羅する。さらに、「接続」および「結合」は、物理的または機械的な接続または結合に制限されない。
【0016】
本明細書における値の範囲の詳述は、本明細書において別に示されなければ、単に、その範囲内に入るそれぞれの別々の値を個々に指す省略表現法としての役目をすることが意図され、それぞれの別々の値は、本明細書において個々に詳述されているかのように、本明細書の中に組み込まれる。例えば、濃度の範囲が、1%から50%として言及されている場合において、それは、2%から40%、10%から30%、または1%から3%等の値が本明細書において明確に挙げられることが意図される。これらは、具体的に意図されることの例に過ぎず、挙げられた最低値と最高値との間の、挙げられた最低値と最高値とを包含する数値のすべての可能な組合せは、本開示において明確に言及されているとみなされるべきである。特定の詳述された量または量の範囲を説明するための「約」の語の使用は、製造許容差、ならびに寸法形成時における機器的および人的な誤差等から説明され得るまたは自ずと説明される値等の、詳述された量に非常に近い値が、その量の中に包含されることを示すことを意味する。
【0017】
本明細書において引用される任意の非特許文献または特許文献を含む任意の参照文献が、先行技術を構成することを認めるものではない。特に、別に言及されなければ、本明細書における任意の文献の参照は、これらの文献のどれもが米国におけるまたは任意の他の国における技術分野において共通の一般的知識の一部を形成することの承認を構成しないことが理解されよう。参照文献の任意の議論はそれらの著者が主張することに言及しているのであり、出願人は、本明細書において引用されるどの文献の正確さおよび適切さにも異議を唱える権利を留保する。本明細書において引用されるすべての参照文献は、別に明示的に示されなければ、参照により完全に組み込まれる。本開示は、いかなる相違がある現象においても支配するものとする。
【0018】
本発明は、保護、耐スカッフ性、または耐滑り性が望ましい任意の表面上における潜在的な応用を有する。そのような表面には、床、食品調理の表面、壁などが包含される。仕上げられるべき表面は、限定されないが、人工的な石、加工木材、ビニル、大理石、テラゾ、セラミック、リノリウム、木、金属、プラスチック、ゴム、コンクリート、石、コンポジション・ビニル・タイル(VCT)およびガラスなどの多種多様な材料から作製され得る。
【0019】
本発明は、可剥層用組成物およびメンテナンス層用組成物を包含するコーティングシステムに関する。そのコーティングシステムは、場合によって、基材層用組成物および/または移行層用組成物を包含する。さらに、そのコーティングシステムは、場合によって、除去具、および/または使用のための取扱説明書を包含する。可剥層は、表面に対しての、または存在する場合において任意選択の基材層に対しての、その接着強度より大きい引張強度を有する。これにより、可剥層が、表面への損傷が最小限から無い状態で、表面から非化学的に除去されることが可能になる。本明細書に参照によりその全体が組み込まれるWO2008/144535において開示されているもの等の、他の可剥層用組成物システムが知られている。
【0020】
任意選択の除去具は、かみそりの刃などであり得る、またはそれは、本明細書に参照によりその全体が組み込まれる、2008年1月24日に出願された米国出願第61/023,351号に記載されているもの等の工具であり得る。当業者の一人は、本発明において使用に適した除去具を決定することができると思われる。
【0021】
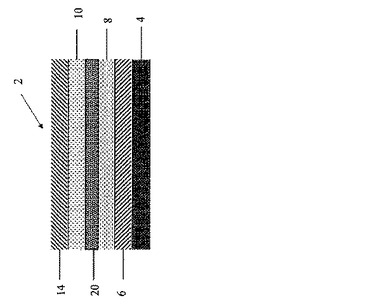
図1Aに、床等の表面4に付与される表面コーティングシステム2の例示的な実施形態を示す。表面コーティングシステム2は、基材層6の上に配置された可剥層8を包含する。コーティングシステム2は、可剥層8の上に配置されたメンテナンス層10をさらに包含する。表面コーティングシステムによりコーティングされた材料の種類に少なくとも部分的に依存して、表面コーティングシステム2は基材層6を必ずしも包含する必要はない。使用されたときに、基材層6は、仕上げられるべき表面4に接着したままであるように設計される。可剥層8、任意選択の移行層20、およびメンテナンス層10は、互いに接着したままであるが、基材層6または表面4から剥離して、表面への損傷が最小限から無い状態で、表面4の剥離および再仕上げを可能にするように設計される。
【0022】
剥離層8および可剥層用組成物のそれぞれは、少なくとも1種の可剥層膜形成材を包含する。適切な可剥層膜形成材には、限定されないが、ポリアクリレートポリマー、ポリアクリルポリマー、エポキシポリマー、ポリスチレンポリマー、ポリアクリレート−スチレンコポリマー、ポリエステル、フルオロポリマー、ポリ塩化ビニル、ポリ塩化ビニルco−酢酸ビニル、ポリビニルアルコール、酢酸ビニルポリマー、酢酸ビニルエチレンコポリマー、酢酸ビニルアクリレートコポリマー、ポリビニルブチラール、スチレン−ブタジエンコポリマー、アクリロニトリル−ブタジエンコポリマーなどが包含される。他の適切な膜形成材は、当業者に知られている。いくつかの実施形態において、複数の膜形成材のブレンドが用いられる。
【0023】
適切な膜形成材は、柔軟性、引張強度および接着のバランスを提供することが認められており、酢酸ビニルアクリレートコポリマーおよび酢酸ビニルエチレンコポリマーのものを包含する。適切な酢酸ビニルアクリレートコポリマーには、酢酸ビニル−アクリル酸ブチル−メタクリル酸メチルコポリマーが包含される。いくつかの実施形態において、固体は、約20から約100wt%、約30から約99wt%、約40から約98wt%、約50から約97wt%、約60から約96wt%、約65から約95wt%、および約70から約85wt%の量で存在する。いくつかの実施形態において、膜形成材は、少なくとも約10wt%、少なくとも約20wt%、少なくとも約30wt%、少なくとも約40wt%、少なくとも約50wt%、少なくとも約60wt%、少なくとも約65wt%、および少なくとも約70wt%の固形分レベルを有することができる。他の実施形態において、膜形成材は、約99wt%以下、約98wt%以下、約97wt%以下、約96wt%以下、約95wt%以下、または約85wt%以下の固形分レベルを有することができる。
【0024】
いくつかの実施形態において、適切な可剥層膜形成材には、約−20°から約60℃の、適切には約−10℃から約50℃のガラス転移値(Tg)を有するものが包含される。他の実施形態において、そのTgは、約0℃から約50℃、または10℃から約30℃である。例えば、そのTgは、約60℃未満、約50℃未満、約40℃未満、または約30℃未満であることができる。そのTgは、約−20℃超、約−10℃超、約0℃超、または約10℃超であることができる。可剥層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。一般に、より高いガラス転移値を有する組成物は、合着剤/可塑剤がより要求されることにより、より長い乾燥時間を要する。いくつかの実施形態において、Tgは、約15℃から約25℃、または約20℃である。
【0025】
膜形成材は、滑らかなコーティングが表面に付与され得るようなレオロジー特性をもつコーティングを提供するように配合され得る。いくつかの実施形態において、可剥層は、1平方インチあたり少なくとも約100ポンド(「psi」)、少なくとも約200psi、少なくとも約300psi、少なくとも約400psi、および少なくとも約500psiの破壊時の引張強度を有する。いくつかの実施形態において、可剥層自体の引張強度は、約3,000psi未満、約2,000psi未満、約1,000psi未満、約800psi未満、および約600psi未満である。いくつかの実施形態において、可剥層自体の引張強度は、約100から約3,000psi、約200から約2,000psi、約300から約1,000psi、約400から約800psi、および約500から約600psiの間である。いくつかの実施形態において、可剥層自体の破壊時の伸びは、少なくとも約50%であり、他の実施形態において、可剥層の破壊時の伸びは、少なくとも約100%、または少なくとも約150%、または少なくとも約200%、または少なくとも約250%である。いくつかの実施形態において、可剥層の破壊時の伸びは、約350%未満、または約300%未満、または約250%未満、または約200%未満である。いくつかの実施形態において、可剥層の破壊時の伸びは、約100%から約350%、約150%から約300%、および約200%から約250%である。可剥層が上塗りされると、伸びは減少することがある。
【0026】
いくつかの実施形態において、可剥層用組成物およびメンテナンス層用組成物はコーティングを形成し、そのコーティングは、1平方インチあたり少なくとも約100ポンド(「psi」)、少なくとも約200psi、少なくとも約300psi、少なくとも約400psi、および少なくとも約500psiの引張強度を有する。いくつかの実施形態において、コーティングの引張強度は、約3,000psi未満、約2,750psi未満、約2,500psi未満、約2,250psi未満、および約2,000psi未満であることができる。いくつかの実施形態において、コーティングの引張強度は、約100から約3,000psi、約200から約2,500psi、約300から約2,250psi、約400から約2,125psi、および約500から約2,000psiの間である。
【0027】
可剥層用組成物に適した配合物は、約10から約100wt%の固形分レベルを有することができ、その固体は主に、上記のもの等の1種または複数の膜形成材を含む。いくつかの実施形態において、固体は、可剥層用組成物の少なくとも約10wt%、または少なくとも25wt%、または少なくとも約50wt%、または少なくとも約75wt%で存在することができる。他の実施形態において、固形分レベルは、可剥層用組成物の約85wt%以下、または約75wt%以下、または約50wt%以下である。これには、約10wt%から約85wt%、約25wt%から約75wt%、および約25wt%から約50wt%の範囲が包含される。
【0028】
さらに、可剥層用組成物は、性能を向上させるために添加剤を包含することもできる。例えば、可剥層用組成物は、水性コーティング配合物の当業者には知られた可塑剤を包含することができる。適切な可塑剤には、限定されないが、ジブチルフタレート、ブチルベンジルフタレート、ジイソオクチルフタレート、ジエチレングリコールジベンゾエート、トリエチレングリコールジベンゾエート、ジプロピレングリコールジベンゾエート、トリブトキシエチルホスフェート、および当業者に知られている多くの他の可塑剤が包含される。いくつかの実施形態において、可塑剤は、可剥層用組成物の約5wt%以下、または約3wt%以下、または約1wt%以下の範囲内である。他の実施形態において、可塑剤は、少なくとも約0.1wt%、または少なくとも約0.5wt%で存在する。これには、約0.1から約5wt%、および約0.5から約3wt%の範囲が包含される。いくつかの実施形態は、約0.5wt%の量の可塑剤を包含する。
【0029】
可剥層用組成物は、コーティング配合物のpHを調節するための中和剤を包含することができる。例えば、アンモニア、水酸化アンモニウム、アミン、水酸化物、ケイ酸塩、リン酸塩、および当業者に知られている他の添加剤は、必要と考えられる場合において、可剥層用組成物の約2wt%以下、または1wt%以下、または約0.5wt%以下の範囲で、システムのpHを調節するために用いられ得る。他の実施形態において、中和剤は、少なくとも約0.05wt%、または少なくとも約0.1wt%の量で存在することができる。これには、約0.05から約2wt%、および約0.1から約1wt%の範囲が包含される。代わりの実施形態は、約0.1wt%の中和剤を包含することができる。
【0030】
適切には、pHは、約7超であり、約10未満であり得る。これには、約7から約10の間のpHが包含される。
【0031】
可剥層用組成物のいくつかの実施形態は、エトキシ化非イオン性フルオロケミカル、他のフルオロケミカル、アルコールエトキシレート、有機シリコーン、または当業者に知られている他のもの等の湿潤剤を包含することもできる。これらの材料は、可剥層用組成物の約10wt%から、または約5wt%以下、または約3wt%以下で用いられ得る。他の実施形態において、湿潤剤は、少なくとも約0.01wt%、または少なくとも0.03wt%、または少なくとも0.05wt%、または少なくとも1wt%の量で存在することができる。これには、約0.01から約10wt%、約0.03から約5wt%、および約0.05から約3wt%の範囲が包含される。いくつかの実施形態において、約1wt%の湿潤剤が利用される。なお他の実施形態には、約0.03wt%の湿潤剤が包含される。
【0032】
コーティング組成物は、ポリシロキサン、シリコーンまたはアセチレン系脱泡剤等の脱泡剤を包含することもできる。さらに、限定されないが、ジエチレングリコールエチルエーテル、エチレングリコール2−エチルヘキシルエーテルおよびジプロピレングリコールn−ブチルエーテルが包含されるグリコールエーテル、または他の適切な溶媒等の合着剤が利用され得る。合着剤は、湿潤剤に対して上述の量で存在することができる。様々な保存剤、染料、顔料、Robertet 98Mを含むRobertetの香料等の香料、ナノ粒子、および他の添加剤も、いくつかの実施形態において包含され得る。適切な保存剤には、PROXEL GXL(1,2−ベンズイソチアゾリン−3−オン Na塩(20%))が包含される。
【0033】
可剥層用組成物の残りは水であり得る。
【0034】
いくつかの実施形態において、可剥層の光学特性に影響を及ぼすさらなる成分(「光学的成分」)が、可剥層8の光沢度を低め、艶消し仕上げ(「艶消しの光学的成分」)を提供するために、可剥層用組成物に添加される。艶消し仕上げは、欠損をより目立たないようにすることで、床の外観を改善することができ、より均一な外観を床に与えることができる。また、可剥層8に艶消し仕上げを施すと、それをメンテナンス層10と間違えにくい。これは、床全体が塗布中に可剥層により覆われることを確実にする役目をすることができる。適切な艶消しの光学的成分には、限定されないが、ヒュームドシリカ、シリカゲル、ポリエチレンおよび中空ガラスマイクロスフェアが包含される。これらは一般に、可剥層用組成物の0.5から10wt%の範囲内で用いられる。光沢を減らし、艶消し仕上げを提供するために添加される成分は、基材層6または表面と異なる屈折率を有し得る。他の適切な光学的成分は、当業者に知られている。
【0035】
いくつかの実施形態において、可剥層用組成物は、約0から約60wt%の水、少なくとも約10から約85wt%の可剥層膜形成材、約0から約5wt%の可塑剤、約0から約2wt%の中和剤、約0から約2wt%の脱泡剤、約0から約5wt%の合着剤、約0から約5wt%の湿潤剤、および香料、保存剤などの他の任意選択の添加剤を包含することができる。いくつかの実施形態において、可剥層用組成物の粘度は、約0センチポアズ(「cP」)から約10,000cP、約0cPから約1,000cP、約0cPから約100cP、約0cPから約50cP、約26cPから約32cPの間、いくつかの実施形態においては約26cPから約29cPの間である。いくつかの実施形態において、可剥層用組成物の粘度は、少なくとも約26cP、少なくとも約29cP、および少なくとも約50cPである。いくつかの実施形態において、可剥層用組成物の粘度は、約10,000cP未満、約1,000cP未満、および約100cP未満である。
【0036】
適切には、可剥層8は、そのシートまたは断片で剥離することにより、それが任意選択の基材層6または下にある表面4から除去され得るように、乾燥時に十分な引張強度を有する。必要ではないが、可剥層8は、徒歩または軽量車両の交通による等の一般的な使用の結果として基材層6または表面4を容易に剥離しないような接着特性を有することが望ましい。換言すれば、いくつかの実施形態において、可剥層8は、約200psiの接着強度、約300から約1200psiの引張強度、および約200から約450%の伸びを有する。
【0037】
可剥層8は、表面4または基材層6が可剥層8により実質的または完全に覆われるように、表面4または基材層6に付与される。いくつかの実施形態において、可剥層用組成物は、約300から約600sq.ft/galの速度で塗布され、約50wt%の固体含有率により、従来のモップおよびバケツの塗布法、または他の適切な塗布器を用い、厚さ約1ミル(0.001インチ)から約5ミルの乾燥した層が生成される。可剥層8の厚さは、その引張強度等の因子とともに、表面4または基材層6から可剥層8を剥離するのに十分であるべきである。いくつかの実施形態において、可剥層の厚さは、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、または少なくとも約2ミルである。しかし、いくつかの実施形態は、利用される可剥層8および/またはメンテナンス層10の種類に少なくとも部分的に依存して、1ミル未満の可剥層8を包含することができる。他の実施形態において、可剥層の厚さは、約3ミル未満、または約2ミル未満である。いくつかの実施形態において、可剥層の厚さは、約0.5ミル以下である。一般に、可剥層8の厚さがより均一であるほど、表面4または基材層6から可剥層8を剥離することが容易である。あるいは、可剥層用組成物のいくつかのより薄い層を付与して、適切な厚さの可剥層を作り出すことができる。
【0038】
可剥層8は、表面4または基材層6(使用される場合において)に塗布された時点においてin situで形成される膜を提供する。適切には、塗布前に可剥層8に与えられる構造はない。
【0039】
例示的な可剥層用組成物は、以下のものを包含する。
【表1】
【0040】
本開示の表面コーティングシステム2は、少なくとも1種のメンテナンス層膜形成材を含むメンテナンス層10をさらに含む。いくつかの実施形態において、メンテナンス層用組成物は水性組成物である。メンテナンス層10を可剥層8に付与して、総体的なシステム2の耐久特性を向上させることができる。これらの特性には、物理的な摩耗、スクラッチング、ステイニング、および化学的な損傷に対する耐性が包含され得る。メンテナンス層10は、欠損のないコーティングシステムが得られるように、可剥層8、または任意選択の移行層20に適合すべきである。適切なメンテナンス層膜形成材は、限定されないが、ポリウレタン、エポキシおよびポリ尿素を包含する。メンテナンス層は、自己架橋性ポリウレタンまたはポリウレタンコポリマーを含むことができる。ポリウレタン/ポリエステルの膜形成材、およびポリウレタン/ポリ尿素の膜形成材等の、他の適切な組合せは、本発明の使用に適切である。他の適切な膜形成材は、当業者に知られている。いくつかの実施形態において、膜形成材のブレンドが用いられ得る。例えば、ポリウレタン/ポリエステルの膜形成材、およびポリウレタン/ポリ尿素の膜形成材等の組合せは、本発明の使用に適切である。
【0041】
可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、亜鉛炭酸アンモニウムまたは水分散性ポリイソシアネート架橋剤等の架橋剤等の他の添加剤、および当業者に知られている他のものが、メンテナンス層用組成物に添加され得る。さらに、メンテナンス層の光学特性に影響を及ぼす添加剤が添加され得る(「光学的成分」)。これらの成分は、可剥層用組成物に関してより詳細に上述したすべてであり、そこに記載したようなパーセンテージでメンテナンス層用組成物の中に存在することができる。メンテナンス層用組成物の残りは水であり得る。
【0042】
特定の(上に議論したような)湿潤剤、可塑剤および/または合着剤を可剥層8の中に組み込むことにより、「曇り」、「割れ」、「乳白化」、「ひび」、および当業者に一般に知られている多くの他の種類の膜の欠損等の、美的に不快な膜の欠損を招く機会を低減または除去したメンテナンス層10を利用することができる。理論により限定されることを望まないが、界面活性剤、可塑剤および/または合着剤を添加することにより、そのような欠損の可能性を本質的に低減する、より良好なコート間接着および膜形成が可能になる。
【0043】
水性ポリウレタン系組成物であるいくつかの床仕上げ用組成物は、メンテナンス層10に要求される必要な適合特性および耐久特性を示すことが認められている。一般に、水性ポリウレタン系組成物は、限定されないが自己架橋性ポリウレタンまたはポリウレタンコポリマーが包含される、ポリウレタンまたはポリウレタン形成成分を包含する。適切なメンテナンス層用組成物には、ウィスコンシン州スターテバントのDiversey Inc.からのJonwood Oneの水系木材床仕上げ材、スウェーデンのBona KemiからのBona TRAFFICおよびBona MEGAの水性仕上げ材等の、市販の床仕上げ材料が包含される。適切なメンテナンス層用組成物には、ペンシルベニア州ピッツバーグのBayer Material Scienceから入手可能なBAYHYDROL XP 2593/1およびBAYHYDROL XP 2557およびBAYHYDROL XP 2637等の市販の膜形成材、ならびにオハイオ州ウィクリフのLubrizol Corp.からのTURBOSET 2025のポリウレタン分散液等の膜形成材、ならびにオランダのNeoResinsからのNeoReZ 2180のポリウレタン分散液およびNeoCryl 9045のポリウレタン分散液等の膜形成材も包含される。
【0044】
いくつかの実施形態において、メンテナンス層形成材は、約−100℃から約20℃、適切には約−90℃から約30℃、または約−50℃から約−20℃のTgを有することができる。例えば、メンテナンス層のTgは、約−20℃未満、約−50℃未満、約−60℃未満、または約−80℃未満であることができる。そのTgは、約0℃超、約20℃超、約40℃超、または約60℃超であることができる。メンテナンス層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。これらの実施形態について、1つのメンテナンス層膜形成材は、約−100℃から約20℃の第1のTgを有することができ、第2のメンテナンス層膜形成材は、約−20℃から約120℃のTgを有することができる。いくつかの実施形態は、約−50℃から約−20℃の第1のTgをもつ1つのメンテナンス膜形成材と、約40℃から約100℃のTgをもつ第2のメンテナンス層膜形成材とを有することができる。いくつかの実施形態において、1つのメンテナンス層膜形成材は、約−40℃から約−20℃のTgを有することができ、第2のメンテナンス層膜形成材は、約70℃から約100℃のTgを有することができる。
【0045】
メンテナンス層用組成物は、約15から約50wt%の固体の固体含有率を有することができる。これには、いくつかの用途において適切である、約15から約25wt%の固体含有率を有する実施形態が包含される。メンテナンス層用組成物を塗布して、約1ミルの湿潤なコーティングの厚さを提供することができる。その厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、および少なくとも約2ミルであることができる。その厚さは、約4ミル未満、約3.5ミル未満、約3ミル未満、約2.5ミル未満、約2ミル未満、および約1.5ミル未満であることができる。いくつかの例示的な実施形態において、メンテナンス層用組成物は、約20wt%の固体含有率を有し、約0.2ミルの厚さをもつ硬化され乾燥したメンテナンス層を提供する。
【0046】
多数の層のメンテナンス層用組成物を塗布して可剥層8を完全に覆うことができ、いくつかの実施形態において、約0.6ミルから約4ミルの合計厚さをもつメンテナンス層を生成する。この合計厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、少なくとも約2ミル、少なくとも約2.5ミル、少なくとも約3.0ミル、および少なくとも約3.5ミルであることができる。その合計厚さは、約6.0ミル未満、約5.5ミル未満、約5.0ミル未満、約4.5ミル未満、および約4.0ミル未満であることができる。いくつかの実施形態において、1回から10回以上のメンテナンス層用組成物10の塗布を行なうことができる。表面コーティングシステム2のいくつかの実施形態は、4から6層のメンテナンス層10を包含することができる。メンテナンス層は、必要に応じ時間をかけてこすり落とし再コーティングされ、それらの厚さをさらに増やしてもよい。複数の異なるメンテナンス層10が用いられ得る。
【0047】
メンテナンス層10は、可剥層8に、または任意選択の移行層20に、層が基材層6から物理的に剥離されるときに層が互いに接着したままであるように接着される。実際に、基材層6は、メンテナンス層10、任意選択の移行層20、および可剥層8が除去された後に、基材の上面4の上に残る。
【0048】
例示的なメンテナンス層用組成物は、以下のものを包含する。
【表2】
【0049】
任意選択の移行層は、可剥層の中でより低いTgをもつ膜形成材とメンテナンス層の中でより高いTgをもつ膜形成材との間の移行を提供する。様々な層の中の膜形成材の間におけるTgの差が大きすぎると、層は、コーティングされた表面に美的に満足な外観を与えない。任意選択の移行層20は、少なくとも1種の移行層膜形成材を含む。適切な移行層膜形成材には、限定されないが、ポリアクリレート、スチレン−アクリルポリマー、ポリウレタン、エポキシおよびポリ尿素が包含される。いくつかの実施形態において、膜形成材のブレンドが用いられ得る。他の適切な膜形成材は、当業者に知られている。可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子および光学的成分等のさらなる成分も、移行層用組成物に添加され得る。これらの成分は、可剥層用組成物に関してより詳細に上で議論したすべてであり、そこに記載したようなパーセンテージで存在することができる。任意選択の移行層用組成物の残りは水であり得る。適切な移行層用組成物には、ミネソタ州セントポールのEcolab,Inc.から入手可能なGEMSTAR LASERおよびGEMSTAR POLARISおよびTAJ MAHALおよびFIRST BASE、オハイオ州トリードのBetco Corp.からのBETCO BESTおよびBETCO EXPRESSおよびBETCO FLOOR SEALERの床仕上げ材、ミズーリ州メリーランドハイツのBuckeye Internationalから入手可能なCITATIONおよびCASTLEGUARDの床仕上げ材、ならびにウィスコンシン州スターテバントのDiversey,Inc.からのIRONSTONEおよびPLAZA PLUSおよびPREMIAおよびHIGH NOONおよびFRESCOMAXおよびOVER & UNDER等の、市販の床仕上げ材料が包含される。
【0050】
いくつかの実施形態において、移行層用組成物は、基材層用組成物またはメンテナンス層用組成物と同じであることができる。いくつかの実施形態において、移行層膜形成材のTgは、少なくとも約10℃、少なくとも約20℃、少なくとも約30℃、少なくとも約40℃、および少なくとも約50℃であることができる。そのTgは、約110℃未満、約100℃未満、約90℃未満、約80℃未満、約70℃未満、および約60℃未満であることができる。これには、約20℃から約100℃の範囲が包含される。他の実施形態において、そのTgは、約50℃から約60℃である。移行層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。
【0051】
移行層用組成物を塗布して、約0.5から約4ミルの湿潤な厚さを提供することができる。この厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、少なくとも約2ミル、少なくとも約2.5ミル、少なくとも約3.0ミル、および少なくとも約3.5ミルであることができる。その厚さは、約6.0ミル未満、約5.5ミル未満、約5.0ミル未満、約4.5ミル未満、および約4.0ミル未満であることができる。例えば、いくつかの実施形態において、湿潤な厚さは約1.0ミルである。適切には、乾燥した仕上げ材は約0.2ミルである。多数回の移行層20の塗布を行なうことができ、所望に応じて、より厚い移行層20を生成する。
【0052】
任意選択の基材層6は、少なくとも1種の基材層膜形成材を含む。適切な基材層膜形成材には、限定されないが、UV硬化ポリマー、ポリアクリレート、ポリスチレン−アクリレート、ポリウレタン、エポキシおよびポリ尿素が包含される。他の適切な膜形成材は、当業者に知られている。基材層用組成物は、メンテナンス層用組成物または移行層用組成物と同じであることができるが、これは必須または必要ではない。水性のポリアクリレート系またはポリスチレン−アクリレート系の組成物は、限定されないがスチレン、メタクリル酸、酢酸ブチルおよびメタクリレートに由来する単量体単位を包含する、ポリアクリレートまたはポリスチレンの成分を包含する。他の実施形態において、基材層6もビニル−アクリル化合物を包含することができるが、可剥層8もビニル−アクリル化合物を含む場合に、2つの層6、8は、層6、8がもっと後でより容易に分離可能であるように、異なる種類のビニル−アクリル化合物を有することができる。いくつかの実施形態において、膜形成材のブレンドが用いられ得る。
【0053】
可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子および光学的成分等のさらなる成分も、基材層用組成物に添加され得る。これらの成分は、より詳細に上で議論したすべてであり、そこに記載したパーセンテージで存在することができる。基材層用組成物の残りは水であり得る。いくつかの実施形態において、基材層用組成物は、移行層組成物および/またはメンテナンス層用組成物と同じである。
【0054】
いくつかの実施形態において、基材層膜形成材は、可剥層膜形成材より高いガラス転移(Tg)温度を有する。適切には、基材層膜形成材のTgは、約−10℃から約100℃である。他の実施形態において、そのTgは、約50℃から約60℃である。いくつかの実施形態において、基材層膜形成材のTgは、少なくとも約−10℃、少なくとも約0℃、少なくとも約20℃、少なくとも約30℃、および少なくとも約40℃であることができる。そのTgは、約100℃未満、約90℃未満、約80℃未満、約75℃未満、約70℃未満、および約65℃未満であることができる。基材層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。
【0055】
様々な実施形態において、基材層6は、亜鉛および亜鉛含有化合物を含む。適切には、基材層用組成物は、約0から約5wt%の15%亜鉛炭酸アンモニウム溶液を、または約0から約2wt%のZnOを含有する。基材層6は、基材層6が基体から物理的に剥離され得ないように、基体の上面4に接着される。市場において一般に入手可能ないくつかの床仕上げ用組成物は、基材層用組成物として利用され得る。基材層6として用いられ得る適切な市販の床仕上げ材料の例には、ミネソタ州セントポールのEcolab,Inc.から入手可能なGEMSTAR LASERおよびGEMSTAR POLARISおよびTAJ MAHALおよびFIRST BASE、オハイオ州トリードのBetco Corp.からのBETCO BESTおよびBETCO EXPRESSおよびBETCO FLOOR SEALERの床仕上げ材、ミズーリ州メリーランドハイツのBuckeye Internationalから市販されているCITATIONおよびCASTLEGUARDの床仕上げ材、ならびにウィスコンシン州スターテバントのDiversey,Inc.からのIRONSTONEおよびPLAZA PLUSおよびPREMIAおよびHIGH NOONおよびOVER & UNDERおよびFRESCOMAXが包含される。
【0056】
適切な基材層用組成物は、約15から約50wt%の固体含有率を有することができる。いくつかの実施形態は、約15から約25wt%の固体含有率を有する。基材層用組成物を塗布して、約0.5ミルから約4ミルの湿潤なコーティングの厚さを提供することができる。この厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、少なくとも約2ミル、少なくとも約2.5ミル、少なくとも約3.0ミル、および少なくとも約3.5ミルであることができる。その厚さは、約6.0ミル未満、約5.5ミル未満、約5.0ミル未満、約4.5ミル未満、および約4.0ミル未満であることができる。例えば、本発明のいくつかの実施形態において、湿潤なコーティングの厚さは約1ミルである。約1ミルの湿潤なコーティングの厚さと約20wt%の固体含有率とを利用する実施形態の場合、厚さ約0.2ミルの基材層の、硬化され乾燥した仕上げ材が得られると想定される。
【0057】
いくつかの実施形態において、多数回の基材層用組成物の塗布を行なって、厚さ約0.6ミルから約4ミルの乾燥した仕上げ材の基材層で基体の上面4を完全に覆うことができる。この厚さは、基体の上面4の粗さ、多孔性および/または表面モルホロジーに少なくとも部分的に依存して、1回の塗布または多数の塗布により達成され得る。
【0058】
基材層6は、物理的および化学的に規格化された表面を提供することが理論づけられ、それは、基材層6としてのその性能のために重要であると思われる。物理的に規格化されることは、機械的および/または化学的な方法により達せられるものとほとんど等しい、粗さ、多孔性および/または表面モルホロジーをもつ表面を意味する。化学的に規格化されることは、機械的および/または化学的な方法により達せられるものとほとんど等しい、ヒドロキシル基、エステル基、炭化水素基、フルオロケミカル基、ホスフェート基、有機ホスフェート基、金属および金属酸化物などの化学的な部分の分布をもつ表面を意味する。適切には、その表面は、接着が劇的に増加(接着しすぎ)または減少(接着しなさすぎ)すると思われる化学的な部分が実質的にない。
【0059】
いくつかの実施形態において、表面4は、本明細書において記載される可剥特性をなお有するが、可剥層8が基材層6の不存在下の表面4上に直接的に付与され得るような、適切な物理的および/または化学的な特性を有することができる。いくつかの実施形態において、可剥層8は、磨かれたコンクリート床に付与され、さらなる実施形態において、コンクリート床は、磨かれ滑らかなエポキシコーティングをその上に有し、それに付与された可剥層8を有する。上に可剥層8が付与される表面(例えば、基材層6、または基体の上面4)の特性には、可剥層8が通常の使用中に分離することを防止するのに十分高いが、可剥層8の除去が望まれる場合に基材層6(または表面4)からの可剥層8の剥離を許容するのに十分低い接着強度が包含される。適切には、接着強度は、約50から約300psiの間、または約100から約200psiの間、より適切には、約180psiである。いくつかの実施形態において、接着強度は、少なくとも約50psi、少なくとも約100psi、および少なくとも約150psiである。いくつかの実施形態において、接着強度は、約300psi未満、約250psi未満、および約200psi未満である。
【0060】
可剥層8が基体の上面4上に直接的に付与されるもの等の特定の実施形態、および基材層6が実装可能な床張り基体に工場で付与されている実施形態において、基材層6を限定された領域内に付与して、基体の断片、または基体4の中の欠損の間における接合を覆うことが望ましいことがある。例えば、可剥層が、磨かれたテラゾの床上に付与される場合、基材層6は、上に可剥層8が付与され得る連続した滑らかな表面を提供するために、テラゾの床の断片の間に金属の仕切16を包含することができる接合に付与され得る(図6を参照されたい)。同様に、タイルまたは床張り材の上面4が、直接付与の可剥層8を支持するのに必要な化学的および/または物理的な特性を有する場合においてでさえ、タイルの断片の間、または基材層6をもつ床張り材片の間の、接合または継ぎ目を覆うことが望ましいことがある。
【0061】
本明細書において記載および/または例示される組成物のいずれかに添加され得るさらなる成分には、トラクションを増大し滑りを防止するための研磨材等の、埋め込み型粒子が包含される。適切には、その粒子は、約51から約500ミクロンの大きさを有する。埋め込み型粒子は、基材層用組成物に添加されて、耐滑り性の表面を提供することもできる。適切には、基材層6の上に塗布された可剥層8および任意のメンテナンス層10が、連続性を有し使用中に擦過しないように、基材層6の中に埋め込まれた粒子は、比較的滑らかである。
【0062】
本明細書において記載および/または例示される組成物のいずれかに添加され得る別の成分は、床の外観を改善し、表面コーティングシステム2が実装される空間の照明を向上させる、反射性の粒子材料等の光学的成分である。適切には、これらには、約1から約100マイクロメートルの大きさの範囲の、ガラスのマイクロスフェア、または金属化されたガラスのマイクロスフェアが包含される。いくつかある利点のうちで特に、層の光学特性を変化させる上記のもの等、1種または複数の成分の添加は、添加された成分が、コーティングがすでに塗布された箇所と塗布されていない箇所の視覚化を助ける限り、コーティングの適切な塗布を助けることができる。これは、仕上げの差(例えば、光沢のある基材層6の上に塗布されつつある艶消し仕上げの可剥層8)によっても、新しいコーティングが塗布されているところを決定するためにコーティングの塗布を支援することができるように、コーティングが、互いと識別することが困難であり得る薄い透明な層を形成する場合において特に重要である。
【0063】
基材層6は、可剥層8に対するより大きい、基体の上面4に対する接着を有する。いくつかの実施形態において、可剥層8に、または任意選択の移行層20に付与されたメンテナンス層10の接着は、可剥層8の基材層6に対する接着より大きい。また、いくつかの実施形態において、可剥層8に対する、または任意選択の移行層20に対するメンテナンス層10の接着は十分に強いので、メンテナンス層10と、可剥層8、または任意選択の移行層20とが、層の物理的な除去中において一緒に接着されている。メンテナンス層10は、耐水性、耐スクラッチ性、耐久性、さらなる光沢、および耐ステイン性等の耐久特性を表面コーティングシステム2に与えることができる。
【0064】
特定の理論により縛られることを望まないが、いくつかの実施形態のメンテナンス層10、可剥層8、および任意選択の移行層20は、層が膜を形成し、界面の応力または張力により離層しないことを可能にする同様の特性を有すると思われる。このような実施形態において、界面領域、および本体の膜は、膜の割れまたは離層を生じることがある係数の不整合による応力集中を最小化するために、同様の弾性係数をそれぞれに有するべきである。この係数は、膜の形成工程、および表面コーティングシステムの寿命を通して、同様であるべきである。いくつかの実施形態におけるメンテナンス層10、任意選択の移行層20、および可剥層8は、メンテナンス層10の膜形成中、および膜の寿命を通して、同様の収縮(仕上げられた表面の水平面の崩壊として定義される)を有することも理論付けられる。このような実施形態における収縮は、可剥層8、任意選択の移行層20、およびメンテナンス層10の、光沢の消失、しわ、割れ、および/または浅割れ目を最小化するために、同様であるべきである。
【0065】
図1Aにおいて示されるように、1つまたは複数の従来の床仕上げ材14が、所望に応じて、メンテナンス層10に付与され得る。従来の床仕上げ材には、ウィスコンシン州スターテバントのDiversey Inc.からのFRESCOMAXの床仕上げ材が包含され得る。
【0066】
いくつかの実施形態において、より古い上層をもっと後で剥離して新しい摩耗面を現すことができるように、多数の層の表面コーティングシステム2が、互いの上に付与され得る。多数の層の表面コーティングシステム2のそれぞれは、少なくとも可剥層8およびメンテナンス層10を包含し、基材層6および移行層20を場合によって包含することができる。しかし、可剥層8の露出された上面が十分に滑らかで均一である場合、その上に基材層6をさらなる可剥層8の付与前に付与する必要がないことがあるが、隣接する可剥層8は、それらが互いと融合して単一の層にならないように配合され得る。
【0067】
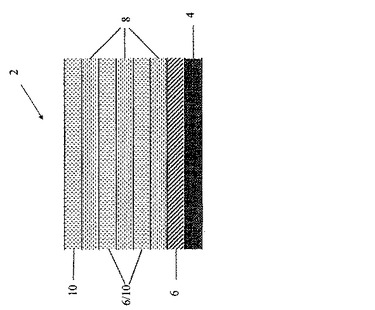
いくつかの実施形態において、多層の可剥表面は、可剥層8の連続的なコーティングを、任意選択の移行層20およびメンテナンス層10と交互に入れ替えることにより作製し、1つの層が一度に除去されることを可能にできる(図1B)。
【0068】
実際には、本明細書に記載される実施形態のいずれかによる表面コーティングシステム2で表面4を仕上げまたはコーティングする前に、表面4は最初に、洗浄され得る、または他の仕上げ材または汚れを剥離され得る。当業者は、この課題を如何に達成するかを容易に理解するであろう。剥離は、ウィスコンシン州スターテバントのDiversey Inc.からのPROSTRIPもしくはFREEDOM、オハイオ州トリードのBetco Corp.からのAX−ITもしくはEXTREME、またはオハイオ州モーミーのSpartan Chemical CompanyからのDA−70もしくはSQUARE ONE等の、従来の剥離剤を用いて行われ得る。
【0069】
床表面4を剥離し乾燥させた後に、少なくとも1層の基材層用組成物が、所望に応じて表面4に塗布され得る。基材層用組成物は、モップおよびバケツ、Tバー、ローラー塗布器、または当業者に知られている他の塗布の装置および技術を利用して塗布され得る。いくつかの実施形態において、そのような仕上げ材は、1ガロンあたり約500から3,000平方フィートのコーティング速度で塗布される。なお他の実施形態により、1ガロンあたり約1,800から2,200平方フィートのコーティング速度でそのような仕上げ材用組成物が塗布される。いくつかの実施形態において、この層の基材層用組成物は、約30〜45分間乾燥させられる。さらなる基材層は、物理的に均一な表面を作り出すように、必要に応じて、上述のステップを繰り返すことにより塗布され得る。あるいは、物理的に滑らかな表面、および適切な表面エネルギー水準を有する床張り材料は、既存の床を磨くことにより、または必須の特性を有する床張り材料を実装することにより提供され得る。このように、いくつかの実施形態において、可剥層8は、基材層6を前もって付与せずに、表面4上に直接的に付与され得る。
【0070】
基材層用組成物の最後のコーティングが塗布され、乾燥(例えば、約30〜45分間)させた後に、可剥層用組成物は、可剥層用組成物の粘度に少なくとも部分的に依存して、例えば1ガロンあたり約300から約600平方フィートの速度で、Tバー、モップおよびバケツ、ローラー、または他の塗布器を利用して塗布され得る。より高い粘度をもつ組成物の場合、Tバー、パッドまたはローラー等の、組成物を回転塗布するまたは広げる塗布器を用いることが望ましいことがある。他の実施形態において、組成物は、圧縮機駆動の動力噴霧器を用いる等により、表面上に噴霧され得る。次いで可剥層8は、硬化または乾燥させて、仕上げられるべき表面上にin situで形成することができ、少なくとも約100psiの破壊時の引張強度を有する膜が生成する。
【0071】
いくつかの実施形態において、移行層20は、可剥層8の上に付与される。移行層用組成物は、モップおよびバケツ、ローラー、または他の適切な塗布の道具および技術を利用して塗布され得る。移行層20は、硬化および乾燥(例えば、いくつかの実施形態において、30〜45分間)させ得る。移行層20のさらなるコーティングは、所望に応じて塗布され得る。いくつかの実施形態において、移行層20のコーティングが1から3回適用される。
【0072】
可剥層8を硬化させ、または乾燥(例えば、いくつかの実施形態において、約45〜120分間)させた後に、メンテナンス層用組成物がその上に塗布され得る。このメンテナンス層用組成物は、モップおよびバケツ、ローラー、または他の適切な塗布の道具および技術を利用して塗布され得る。いくつかの実施形態において、メンテナンス層用組成物10は、約500から約3,000sqft/galの速度で塗布され得る。これには、コーティング速度が約1,800から約2,200sqft/galである実施形態が包含される。メンテナンス層10は、硬化または乾燥(例えば、いくつかの実施形態において、少なくとも30〜45分間)させ得る。メンテナンス層用組成物のさらなるコーティングが、前のメンテナンス層10の上に塗布され得る。いくつかの実施形態において、メンテナンス層10のコーティングが1から10回、可剥層8の上に適用される。いくつかの実施形態において、メンテナンス層10のコーティングが4から6回適用され得る。いくつかの実施形態は、1つの基材層6、1つの可剥層8、および4つのメンテナンス層10からなる。また、いくつかの実施形態において、すべての可剥層8の合計厚さは、単一の基材層6またはメンテナンス層10の厚さの3から10倍である。
【0073】
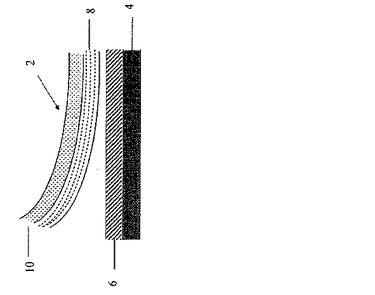
メンテナンス層10が損傷した、スカッフされた、汚れたなどの後に、次いでその除去を扱う際、従来の剥離剤が必要なくなる。実際には、時間とともに損傷し、摩耗しまたは汚れてくることがあるメンテナンス層10を除去するために、仕上げ材の表面に小さく目立たない切り込みを入れ、上にメンテナンス層10が配置された可剥層8の角または縁を手でまたは道具で握り、表面4から可剥層8、任意選択の移行層20、およびメンテナンス層10をシートの形態で剥離し始める。「シート」の用語は、任意の特定の大きさまたは寸法を示唆する意味は決してない。しかし、実際には、除去された「シート」が大きいほど、総体的な除去が迅速に達成される。図2に示されるように、基材層6(使用される場合において)は、そのような除去工程の間において表面4に固定または接着されたままである。従来の剥離剤が除去工程から排除されるので、除去工程は、より安価で、よりエネルギー消費が少なく、より時間短縮にでき、剥離用化学物質の必要もなくせる。
【0074】
可剥層8、任意選択の移行層20、およびメンテナンス層10の除去を達成するために、使用者は、多数の繰り返しステップの中で一緒に可剥層8およびメンテナンス層10の断片もしくはシートを手で剥離することができる、または1つの大きいシートでそれを達成することができる。あるいは、例として、層に刻み目をつけローラーが包含される道具を用い、均一なシートの中の層をよりきちんと効率的に除去するために床表面に実施することができる。層の除去後、新しい可剥層8が、表面4の上に残っている基材層6の上に(または上述のような適切な塗布で、表面の上に直接的に)塗布され得る。使用される場合において、移行層20は、その上に塗布される。次いでメンテナンス層10は、可剥層8または移行層20の上に、それが硬化または乾燥された後に塗布され得る。これは、表面コーティングシステム2の最初の適用において前述したように達成され得る。
【0075】
損傷したメンテナンス層10または表面コーティングシステム2の一部のみを修復することは、いくつかの場合において望ましいことがある。これを達成するために、損傷した領域は、かみそりの刃、または層を切るのに適切な他の道具を用いて切り出し、切り出す断片のみを剥離して露出した表面を作り出す等の、任意の適切な技術を用いて除去され得る。除去後に、可剥層8は、露出された表面(すなわち、その断片が除去された領域)に再付与されて、修復された可剥層を形成することができる。可剥層8が乾燥した後に、次いで用いられる場合において移行層が付与され、次いでメンテナンス層10が付与されて、修復されたコーティングを得ることができる。可剥層8のポリマーの性質により、それは、その周囲に元々の可剥層8をもつ1つの完全な膜を再形成することができるので、いくつかの実施形態において、それは、次に除去する際、すでに存在する層のより大きい片の一部として剥離され得る。
【0076】
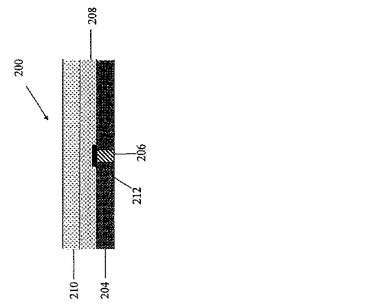
図3A、3B、4、5、7および8に、本発明による表面コーティングシステム200の代わりの実施形態を例示する。表面コーティングシステム200は、多くの点で、上述の図1A、1B、2および6の例示された実施形態と同様である。したがって、図3A、3B、4、5、7および8の実施形態と図1A、1Bおよび2の実施形態との間の相互に矛盾する特徴および要素を除き、図3A、3B、4、5、7および8の実施形態の特徴および要素(ならびに特徴および要素に代わるもの)のより完全な説明のために、図1A、1Bおよび2の実施形態に伴う上記の説明がこれにより参照される。
【0077】
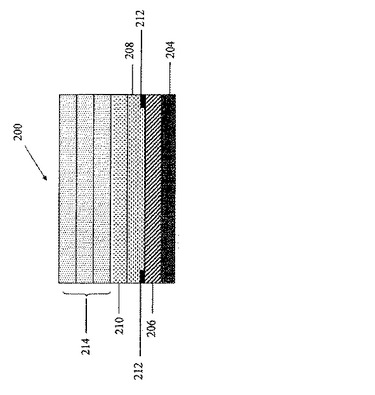
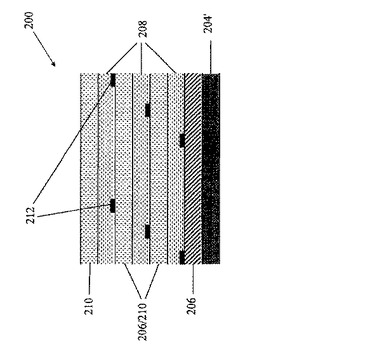
図3Aにおいて、スターター機構212は、それらが断面で見えるように模式的に示され、基材層206の上、および可剥層208の下または中に位置して、可剥層208、ならびに任意の層210、およびその上に塗布された従来の床コーティング214の除去を容易にする。スターター機構212は、様々な厚さを有することができるが、いくつかの実施形態において、表面コーティングシステム200における任意の隆起または突出を最小化するために十分に薄い。適切には、スターター機構212は、上層(すなわち、可剥層208、メンテナンス層210、および場合によって可剥層208およびメンテナンス層210の上に塗布された任意の従来の床コーティング214)を通して引っ張ったときの破壊に耐えるために十分に強い。
【0078】
スターター機構212は、可剥層208、および存在する場合においてそれに塗布されたメンテナンス層210の除去を容易にするために、表面上に戦略的に設置され得る。いくつかの実施形態において、スターター機構212は、可剥層208が除去されるべき表面の向かい合った縁に設置される。例えば、図3Aにおいて示される図に中間部の断面が表わされるとすれば、スターター機構212は、隣接する壁の縁に対して向かい合う中間部の両側に設置され得る。したがって、スターター機構212を引っ張り上げることにより層が壁から分離して、層210の壁からの完全な除去が容易になる。この実施形態のいくつかの変形において、可剥層208およびメンテナンス層210はスターター機構212を完全に覆わないが、壁から離れて面するスターター機構212の縁に沿ってのみ付与される。したがって、スターター機構212、および層208、210を引っ張り上げたときに、隣接する壁上に残余の層が残らない。このような場合において、より幅広いスターター機構212を用いて、スターター機構212の一部を隣接する壁の下の縁に沿って付与することを可能にできる(図3B)。スターター機構212を、その縁が壁に隣接するように、完全に平坦に付与することもできる。
【0079】
特定の実施形態において、スターター機構212は格子パターンで付与されるが、他の実施形態において、スターター機構212は、平行に並んだ様式で付与されるのみである。なお他の実施形態において、スターター機構212は、中間部の中央、または出入口の近く等において、知られているまたは予期されている交通量の多い領域の床において、層の除去および交換を容易にするパターンで塗布される(図4および5を参照されたい)。
【0080】
いくつかの実施形態において、スターター機構212は比較的目立たない。例えば、スターター機構212は透明で無色であることができる、またはスターター機構212は表面コーティングシステム200が適用される表面204と同じ質感および/または色を有することができる。他の実施形態において、スターター機構212は、層を通して、および場合によって迅速な識別のための従来の床仕上げコーティング214を通して容易に見えるように選択され得る。スターター機構212の例には、テープ(例えば、ポリエステル系テープ)、紐およびプラスチックが包含され得る。市販のスターター機構には、釣り糸、デンタルフロス(例えば、薄いナイロンのフィラメント、またはポリエチレンもしくはテフロン(登録商標)等のプラスチックから作製されたリボンを含む)、自動車のピンストライプテープ、およびウィスコンシン州フランクスビルのSpecialty Tapesから入手可能なLinered Removable Acrylic Tape(#S922)が包含され得る。いくつかの実施形態において、例えば、スターター機構212は、幅約6mm、および厚さ約4.5ミルの粘着テープである。
【0081】
いくつかの実施形態において、スターター機構212は、液体の形態で塗布される材料である。例えば、可剥層208のために用いられるものと同様の組成を有する液体が、液体のスターター機構212として用いられ得る。適切には、液体のスターター機構のための組成物は、乾燥および/または硬化されたときに、それとともに用いられる可剥層208より強い材料の層を提供する。可剥層用組成物と同様に、液体系スターター機構212のための組成物は、いくつかの方法を用い、例えば、噴霧、延展、ローラー塗り、刷毛塗りまたはモップ塗りにより塗布され得る。使用される方法は、液体のスターター機構用組成物の粘度および他の特性の他に、床張り材の表面、ならびに塗布されるスターター機構212の所望の幅および外観等の要因に依存することができる。
【0082】
いくつかの実施形態において、スターター機構212は、メンテナンス層210の付与前に、基材層206の少なくとも一部に付与される。図3Aに示される実施形態において、スターター機構212は、基材層206の向かい合う縁に沿って付与された2片のテープを含む。しかし、スターター機構212は、様々な異なる材料から作製されることがあり、様々な形状および大きさを有することができ、基材層206上の1箇所または複数の場所において付与されることがあることが理解されよう。図3Aに示されるように、可剥層208は、スターター機構212および基材層206に付与され得る。場合によって、1種または複数の従来の床仕上げ材214が可剥層208に付与され得る。本発明のいくつかの実施形態において、スターター機構212の片が、表面コーティングシステム200の上に露出されて、スターター片を作り出す(図10を参照されたい)。あるいは、スターター機構212全体が可剥層208により覆われ得る。
【0083】
可剥層8が床張り基体の上面4の上に直接的に付与される特定の実施形態において、スターター機構212は、床張り基体上の任意の位置に付与され得る。例えば、スターター機構212は、床張り基体の断片の間の接合の上に付与されて、上に可剥層208が付与され得る連続的で滑らかな表面を提供することができ、可剥層208の後の除去のためのスターター機構212を提供することもできる(図8)。
【0084】
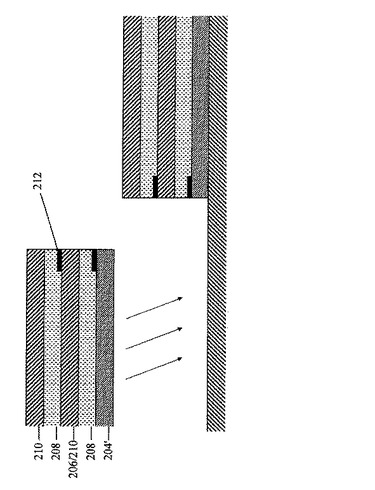
いくつかの実施形態において、1つまたは複数の表面コーティングシステム200が、実装可能な床張り基体204’(例えば、タイルまたはシートの材料)にその製造中において適用される(図7、9)。したがって、床張り基体が実装された後に、その表面は、表面コーティングシステム200の最上層を除去することにより更新され得る。これは、基体に工場で付与されたのと同じ数の層について繰り返され得る。いくつかの実施形態において、それぞれの層のスターター機構212は、表面を歪めることがある層状材料の予想される堆積を防止するために相殺され、または1つまたは複数の近くの層のスターター機構212からずらされる(図7)。いくつかの実施形態において、スターター機構212は、少なくとも製造された床張り基体の縁に付与され得る(図9)。
【0085】
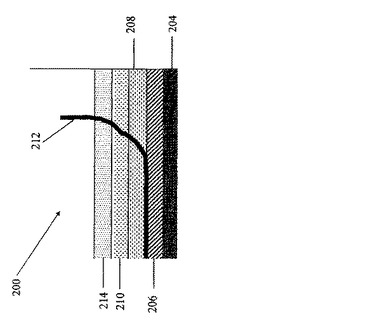
可剥層208、およびその上の層を除去するために、スターター機構212は、上層(すなわち、可剥層208、メンテナンス層210、および場合によって任意の従来の床仕上げ材214)を通して引っ張られ、上述のような下にある基材層206から可剥層208を剥離するために用いられ得る明確な縁を作り出す。スターター機構212は、様々な層の上に露出され得るスターター片を経由して、または上層208、210を通過して埋め込まれたスターター片212に達することによりアクセスされ得る。
【0086】
他の実施形態において、表面コーティングシステム2は、可能な使用の例を少し挙げると、例えば、手術台、食品調理の表面、机、テーブル等の他の実質的に水平な表面、ならびに壁、窓等の垂直な表面、ならびに食品調理の設備、容器、タンク、部品等の不規則な表面が包含される、床以外の表面に塗布される。
【0087】
上述の層の間に1つまたは複数のさらなる層があってもよいことを理解すべきである。この様式において、層は、互いに直接的または間接的に付与され得る。
【実施例】
【0088】
以下の実施例は、本発明のさらなる理解を支援するために提供される。使用される特定の材料および方法は、本発明の例示であるとみなされ、本発明の特許請求の範囲を限定することを意味しない。
【実施例1】
【0089】
INSTRON(商標)およびPOSITEST(商標)の試験
試験を、ASTM D 6862−03「接着剤の90度耐剥離性についての標準試験法」の版を用いて行った。可剥コーティングを、90°剥離の付属品を用いたINSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。ASTM D882−10「薄プラスチックシーティングの引張特性についての標準試験法」を用いた試験を行った。フィルムを、INSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。ASTM D4541「ポータブル接着試験器を用いたコーティングの引離し強度についての標準試験法」を用いて試験を行った。コーティングを、POSITEST(商標)ATのマニュアルポータブル試験(ニューヨーク州オグデンスバーグ、DeFelsko Corporation)を用いて試験した。
【0090】
ビニルコンポジットタイル(ペンシルベニア州ランカスター、EXCELONのブランド、Armstrong Flooring)を、2,000sq.ft/galの速度で基材層として市販の床仕上げ材(ウィスコンシン州スターテバント、Diversey、OVER & UNDER)を塗布することにより調製し、乾燥させた。
【0091】
次に、以下に記載される可剥層用組成物を、基材層の上に約300ft2/galの速度で塗布し、乾燥させた。
【表3】
【0092】
コーティングシステムが空気中で完全に硬化した後に、次いでタイルを1インチの断片に切断した。フリーなフィルムを、張力および伸びの分析のためのINSTRON(商標)の試験システムの中に設置した。試料を、30mm/minの速度で伸ばして、引張特性を測定した。タイルを、90度の剥離の器具を利用したINSTRON(商標)の試験システムの中に設置し、試料を、1,000mm/minの速度で剥離して、剥離特性を測定した。次いでINSTRON(商標)のソフトウェア・プログラムにより、試料の引張強度、伸びおよび剥離強度を自動的に計算した。二液型エポキシ接着剤を用いて小片に接着し、最低12時間乾燥温度で乾燥した試料を、接着試験のために調製した。POSITEST(商標)ATの試験器を用いて、止め具を引っ張った。結果を表1に示す。
【表4】
【実施例2】
【0093】
INSTRON(商標)の試験
試験を、ASTM D 6862−03「接着剤の90度耐剥離性についての標準試験法」を用いて行った。可剥コーティングを、90°剥離の付属品を用いたINSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。ASTM D882−10「薄プラスチックシーティングの引張特性についての標準試験法」を用いた試験を行った。フィルムを、INSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。
【0094】
ビニルコンポジットタイル(ペンシルベニア州ランカスター、EXCELONのブランド、Armstrong Flooring)を、2,000sq.ft/galの速度で基材層として市販の床仕上げ材(ウィスコンシン州スターテバント、Diversey、OVER & UNDER)を塗布することにより調製し、乾燥させた。
【0095】
次に、以下に記載される可剥層用組成物を、基材層の上に600ft2/galの速度で塗布し、乾燥させた。
【表5】
【0096】
次いで、以下に記載されるメンテナンス組成物の2つの連続した層を、メンテナンス層用組成物の連続した層の間に乾燥時間を設け、可剥層に600ft2/galの速度で塗布した。
【表6】
【0097】
コーティングシステムが空気中で完全に硬化した後に、次いでタイルを1インチの断片に切断した。フリーなフィルムを、張力および伸びの分析のためのINSTRON(商標)の試験システムの中に設置した。試料を、30mm/minの速度で伸ばして、引張特性を測定した。タイルを、90度の剥離の器具を利用したINSTRON(商標)の試験システムの中に設置し、試料を、1000mm/minの速度で剥離して、剥離特性を測定した。次いでINSTRON(商標)のソフトウェア・プログラムにより、試料の引張強度、伸びおよび剥離強度を自動的に計算し、結果を表2に示す。
【表7】
【技術分野】
【0001】
本願は、米国特許法第119条(e)の下における、2009年11月25日に出願した米国仮特許出願第61/264,471号の優先権を主張する。本願の内容は、その全体が参照により本明細書に組み込まれる。
【背景技術】
【0002】
今日では、ビニル、リノリウム、木、コンクリート、大理石、テラゾ、セラミック等の床基体の外観の保護および補強の両方をするために、床の手入れプログラムが主に行使される。これらの床張り材料は、歩行者または車両交通等の交通により摩耗および劣化しやすい。犠牲コーティングは、物理的な摩耗、スクラッチング、ステイニング、および化学的な損傷から床張り材料を保護するために、しばしば用いられる。これらのコーティングは、多くのいろいろな種類の製品を包含することができる床の手入れプログラムの一部であるが、一般に、床基体の表面に塗布される基材および/または仕上げ材の使用を伴う。次いで、この仕上げ材は、様々なバフ仕上げまたは磨き仕上げの機械を包含し得るクリーナーおよび道具の使用により維持される。これらの計画はとても有効であるが、それらは消費者にとって大きな出費と考えられる。さらに、表面が時間とともに摩耗しまたは不満足になった場合に、剥離剤として一般に知られている様々な化学組成物を利用し、床仕上げ材またはシーラーを完全に除去する必要がある。このような化学的な剥離は、時間がかかり、労働集約的である。
【0003】
ウレタン、エポキシまたはシランの技術を利用したもの等の、耐久性のある半永久的なコーティングで多くの床張り基体を処理することも一般的であった。これらのコーティングシステムは、化学的な除去可能性および修復性の欠如を欠点とし、除去は、しばしば、研磨、機械的削磨または化学的剥離からなる。これらは、かなりの制約であり、不満足な結果をもたらすことが多い。
【0004】
ポリマー系の床コーティングは、乾燥して硬質の保護膜になる水性乳剤または溶媒溶液としてモップまたは他の塗布具で一般に塗布される仕上げ材またはコーティングの一例である。床表面からのこれらのコーティングの除去は、従来において、腐食性の化学物質溶液、一般にアルカリおよび揮発性溶媒の混合物の使用を必要としてきた。したがって、保護のための床コーティングにおける最近の傾向は、これらの従来の仕上げ材を離れ、UV硬化されたウレタン、ポリウレタン分散液、およびエポキシ等の、より耐久性のある高架橋性コーティングへと向かっている。これらのコーティングは、より従来の床仕上げ材を上回って向上された耐久性を有するが、それらも、スクラッチ、スカッフなどにより床から最終的に除去されなければならないという欠点がある。しかし、より従来の床仕上げ材は化学的に除去され得るが、これらのより耐久性のある膜の高架橋性の性質は、不可能でない場合において、物理的削磨以外の任意の手段によりそれらが除去されることを困難にしている。
【0005】
さらに、化学的または機械的な削磨の剥離のいずれかに関して、例えば、化学物質および/または水の利用が木の表面を損傷する木の床張り材の場合において、しばしば、下にある床張り基体または表面が損傷される。
【0006】
犠牲のまたは耐久性のある半永久的なコーティングまたは仕上げ材の、修復、修正または除去にはかなりの困難および不足が存在する。したがって、迅速で容易に塗布でき、さらに損傷または摩耗の後に容易に除去可能および/または修復可能である仕上げ材で、表面をコーティングすることが可能と見込まれる表面コーティングシステムの探索が進行中である。
【0007】
要約すると、床表面等の表面に対するコーティングシステムまたは仕上げ材に関する技術分野においては、かなりの数の欠陥が存在する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】WO2008/144535
【特許文献2】米国出願第61/023,351号
【発明の概要】
【課題を解決するための手段】
【0009】
特に、コーティングシステムが提供される。そのコーティングシステムは、可剥層膜形成材を含む可剥層用組成物を含むことができる。そのコーティングシステムは、メンテナンス層膜形成材を含むメンテナンス層用組成物も含むことができる。そのメンテナンス層膜形成材は、約−100℃から約20℃の第1のTgを有することができる。
【0010】
別の態様において、表面をコーティングする方法が提供される。その方法は、可剥層膜形成材を含む可剥層用組成物を塗布して可剥層を形成することを含むことができる。その可剥層は、接着強度より大きい引張強度を有することができる。その方法は、メンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することも含むことができる。そのメンテナンス層膜形成材は、自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含むことができる。
【0011】
別の態様において、表面をコーティングする方法が提供される。その方法は、可剥層膜形成材を含む可剥層用組成物を塗布することを含むことができる。その方法は、メンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することも含むことができる。そのメンテナンス層膜形成材は、約−100℃から約20℃の第1のTgを有することができる。
【0012】
別の態様において、コーティングシステムが提供される。そのコーティングシステムは、可剥層を形成するための可剥層用組成物を含むことができる。その可剥層用組成物は、可剥層膜形成材を含むことができる。その可剥層は、接着強度より大きい引張強度を有することができる。そのコーティングシステムは、メンテナンス層膜形成材を含むメンテナンス層用組成物も含むことができる。そのメンテナンス層用組成物は、自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含むことができる。
【0013】
本発明の他の態様は、詳細な説明、および添付の図面を考慮することにより明白となるであろう。
【図面の簡単な説明】
【0014】
【図1A】床表面に塗布された表面コーティングシステムの断面図である。
【図1B】床表面に塗布された多層の表面コーティングシステムの断面図である。
【図2】メンテナンス層が基材層から剥離されつつある、図1Aの表面コーティングシステムの断面図である。
【図3A】基材層から可剥層およびメンテナンス層を剥離することを助けるために、可剥層の下にスターター機構が設置されている表面コーティングシステムの断面図である。
【図3B】スターター機構が壁に隣接して設けられ、スターター機構が可剥層およびメンテナンス層により部分的にのみ覆われている表面コーティングシステムの断面図である。
【図4】多数のスターター機構が可剥層と基材層との間に配置されている表面コーティングシステムの断面図である。
【図5】一連のスターター機構を包含する表面コーティングシステムが塗布されている部屋の斜視図であり、挿入図は円で示される位置の床張りシステムの断面を示す。
【図6】基材層が床張り基体の中の接合の領域内にのみ塗布されている表面コーティングシステムの断面図である。
【図7】それぞれの層の中に一連のスターター機構を包含し、スターター機構が層間においてずらしてある、床表面に塗布された多層の表面コーティングシステムの断面図である。
【図8】スターター機構が床張り基体の中の接合の領域内に塗布されている表面コーティングシステムの断面図である。
【図9】可剥層のそれぞれのコーティングにおいて実装可能な床張り材料の縁部に付与されたスターター機構を包含する、実装可能な床張り材料の断片に付与されている多層の表面コーティングシステムの断面図である。
【図10】スターター機構片が層の最上層の表面より上に露出されている表面コーティングシステムの断面図である。
【発明を実施するための形態】
【0015】
本開示は、本明細書において示される特定の構造の詳細、構成要素の配置、または方法のステップに、その開示により限定されない。本明細書において開示される組成物および方法は、様々なやり方でなされ、実施され、用いられ、実行されかつ/または形成されることが可能である。本明細書において用いられる語法および用語は、説明のためだけのものであり、限定とみなされるべきでない。第1、第2および第3等の序数の指標は、様々な構造または方法のステップを指すために説明および特許請求の範囲の中で用いられるときに、任意の特定の構造もしくはステップ、またはそのような構造もしくはステップに対する任意の特定の順序もしくは構成を示すと解釈されることを意味するものではない。本明細書において記載されるすべての方法は、本明細書において別に示されなければ、または別に文脈と明らかに矛盾しなければ、任意の適切な順序で行われ得る。本明細書において与えられるありとあらゆる例、または例示的な語(例えば「等」)の使用は、単に本発明をより良好に明らかにすることが意図され、別に主張されなければ本発明の範囲について限定を呈しない。明細書における語、および図面に示される構造は、任意の特許請求されていない要素が本発明の実施に本質的であることを示すと解釈されるべきでない。「包含する」、「含む」または「有する」の用語、およびそれらの変形の本明細書における使用は、以下に列記される項目、およびそれらの均等物、ならびに追加的な項目を網羅することを意味する。別に特定または限定されなければ、「搭載」、「接続」、「支持」および「結合」の用語、ならびにそれらの変形は、直接的および間接的の両方の、搭載、接続、支持および結合を網羅する。さらに、「接続」および「結合」は、物理的または機械的な接続または結合に制限されない。
【0016】
本明細書における値の範囲の詳述は、本明細書において別に示されなければ、単に、その範囲内に入るそれぞれの別々の値を個々に指す省略表現法としての役目をすることが意図され、それぞれの別々の値は、本明細書において個々に詳述されているかのように、本明細書の中に組み込まれる。例えば、濃度の範囲が、1%から50%として言及されている場合において、それは、2%から40%、10%から30%、または1%から3%等の値が本明細書において明確に挙げられることが意図される。これらは、具体的に意図されることの例に過ぎず、挙げられた最低値と最高値との間の、挙げられた最低値と最高値とを包含する数値のすべての可能な組合せは、本開示において明確に言及されているとみなされるべきである。特定の詳述された量または量の範囲を説明するための「約」の語の使用は、製造許容差、ならびに寸法形成時における機器的および人的な誤差等から説明され得るまたは自ずと説明される値等の、詳述された量に非常に近い値が、その量の中に包含されることを示すことを意味する。
【0017】
本明細書において引用される任意の非特許文献または特許文献を含む任意の参照文献が、先行技術を構成することを認めるものではない。特に、別に言及されなければ、本明細書における任意の文献の参照は、これらの文献のどれもが米国におけるまたは任意の他の国における技術分野において共通の一般的知識の一部を形成することの承認を構成しないことが理解されよう。参照文献の任意の議論はそれらの著者が主張することに言及しているのであり、出願人は、本明細書において引用されるどの文献の正確さおよび適切さにも異議を唱える権利を留保する。本明細書において引用されるすべての参照文献は、別に明示的に示されなければ、参照により完全に組み込まれる。本開示は、いかなる相違がある現象においても支配するものとする。
【0018】
本発明は、保護、耐スカッフ性、または耐滑り性が望ましい任意の表面上における潜在的な応用を有する。そのような表面には、床、食品調理の表面、壁などが包含される。仕上げられるべき表面は、限定されないが、人工的な石、加工木材、ビニル、大理石、テラゾ、セラミック、リノリウム、木、金属、プラスチック、ゴム、コンクリート、石、コンポジション・ビニル・タイル(VCT)およびガラスなどの多種多様な材料から作製され得る。
【0019】
本発明は、可剥層用組成物およびメンテナンス層用組成物を包含するコーティングシステムに関する。そのコーティングシステムは、場合によって、基材層用組成物および/または移行層用組成物を包含する。さらに、そのコーティングシステムは、場合によって、除去具、および/または使用のための取扱説明書を包含する。可剥層は、表面に対しての、または存在する場合において任意選択の基材層に対しての、その接着強度より大きい引張強度を有する。これにより、可剥層が、表面への損傷が最小限から無い状態で、表面から非化学的に除去されることが可能になる。本明細書に参照によりその全体が組み込まれるWO2008/144535において開示されているもの等の、他の可剥層用組成物システムが知られている。
【0020】
任意選択の除去具は、かみそりの刃などであり得る、またはそれは、本明細書に参照によりその全体が組み込まれる、2008年1月24日に出願された米国出願第61/023,351号に記載されているもの等の工具であり得る。当業者の一人は、本発明において使用に適した除去具を決定することができると思われる。
【0021】
図1Aに、床等の表面4に付与される表面コーティングシステム2の例示的な実施形態を示す。表面コーティングシステム2は、基材層6の上に配置された可剥層8を包含する。コーティングシステム2は、可剥層8の上に配置されたメンテナンス層10をさらに包含する。表面コーティングシステムによりコーティングされた材料の種類に少なくとも部分的に依存して、表面コーティングシステム2は基材層6を必ずしも包含する必要はない。使用されたときに、基材層6は、仕上げられるべき表面4に接着したままであるように設計される。可剥層8、任意選択の移行層20、およびメンテナンス層10は、互いに接着したままであるが、基材層6または表面4から剥離して、表面への損傷が最小限から無い状態で、表面4の剥離および再仕上げを可能にするように設計される。
【0022】
剥離層8および可剥層用組成物のそれぞれは、少なくとも1種の可剥層膜形成材を包含する。適切な可剥層膜形成材には、限定されないが、ポリアクリレートポリマー、ポリアクリルポリマー、エポキシポリマー、ポリスチレンポリマー、ポリアクリレート−スチレンコポリマー、ポリエステル、フルオロポリマー、ポリ塩化ビニル、ポリ塩化ビニルco−酢酸ビニル、ポリビニルアルコール、酢酸ビニルポリマー、酢酸ビニルエチレンコポリマー、酢酸ビニルアクリレートコポリマー、ポリビニルブチラール、スチレン−ブタジエンコポリマー、アクリロニトリル−ブタジエンコポリマーなどが包含される。他の適切な膜形成材は、当業者に知られている。いくつかの実施形態において、複数の膜形成材のブレンドが用いられる。
【0023】
適切な膜形成材は、柔軟性、引張強度および接着のバランスを提供することが認められており、酢酸ビニルアクリレートコポリマーおよび酢酸ビニルエチレンコポリマーのものを包含する。適切な酢酸ビニルアクリレートコポリマーには、酢酸ビニル−アクリル酸ブチル−メタクリル酸メチルコポリマーが包含される。いくつかの実施形態において、固体は、約20から約100wt%、約30から約99wt%、約40から約98wt%、約50から約97wt%、約60から約96wt%、約65から約95wt%、および約70から約85wt%の量で存在する。いくつかの実施形態において、膜形成材は、少なくとも約10wt%、少なくとも約20wt%、少なくとも約30wt%、少なくとも約40wt%、少なくとも約50wt%、少なくとも約60wt%、少なくとも約65wt%、および少なくとも約70wt%の固形分レベルを有することができる。他の実施形態において、膜形成材は、約99wt%以下、約98wt%以下、約97wt%以下、約96wt%以下、約95wt%以下、または約85wt%以下の固形分レベルを有することができる。
【0024】
いくつかの実施形態において、適切な可剥層膜形成材には、約−20°から約60℃の、適切には約−10℃から約50℃のガラス転移値(Tg)を有するものが包含される。他の実施形態において、そのTgは、約0℃から約50℃、または10℃から約30℃である。例えば、そのTgは、約60℃未満、約50℃未満、約40℃未満、または約30℃未満であることができる。そのTgは、約−20℃超、約−10℃超、約0℃超、または約10℃超であることができる。可剥層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。一般に、より高いガラス転移値を有する組成物は、合着剤/可塑剤がより要求されることにより、より長い乾燥時間を要する。いくつかの実施形態において、Tgは、約15℃から約25℃、または約20℃である。
【0025】
膜形成材は、滑らかなコーティングが表面に付与され得るようなレオロジー特性をもつコーティングを提供するように配合され得る。いくつかの実施形態において、可剥層は、1平方インチあたり少なくとも約100ポンド(「psi」)、少なくとも約200psi、少なくとも約300psi、少なくとも約400psi、および少なくとも約500psiの破壊時の引張強度を有する。いくつかの実施形態において、可剥層自体の引張強度は、約3,000psi未満、約2,000psi未満、約1,000psi未満、約800psi未満、および約600psi未満である。いくつかの実施形態において、可剥層自体の引張強度は、約100から約3,000psi、約200から約2,000psi、約300から約1,000psi、約400から約800psi、および約500から約600psiの間である。いくつかの実施形態において、可剥層自体の破壊時の伸びは、少なくとも約50%であり、他の実施形態において、可剥層の破壊時の伸びは、少なくとも約100%、または少なくとも約150%、または少なくとも約200%、または少なくとも約250%である。いくつかの実施形態において、可剥層の破壊時の伸びは、約350%未満、または約300%未満、または約250%未満、または約200%未満である。いくつかの実施形態において、可剥層の破壊時の伸びは、約100%から約350%、約150%から約300%、および約200%から約250%である。可剥層が上塗りされると、伸びは減少することがある。
【0026】
いくつかの実施形態において、可剥層用組成物およびメンテナンス層用組成物はコーティングを形成し、そのコーティングは、1平方インチあたり少なくとも約100ポンド(「psi」)、少なくとも約200psi、少なくとも約300psi、少なくとも約400psi、および少なくとも約500psiの引張強度を有する。いくつかの実施形態において、コーティングの引張強度は、約3,000psi未満、約2,750psi未満、約2,500psi未満、約2,250psi未満、および約2,000psi未満であることができる。いくつかの実施形態において、コーティングの引張強度は、約100から約3,000psi、約200から約2,500psi、約300から約2,250psi、約400から約2,125psi、および約500から約2,000psiの間である。
【0027】
可剥層用組成物に適した配合物は、約10から約100wt%の固形分レベルを有することができ、その固体は主に、上記のもの等の1種または複数の膜形成材を含む。いくつかの実施形態において、固体は、可剥層用組成物の少なくとも約10wt%、または少なくとも25wt%、または少なくとも約50wt%、または少なくとも約75wt%で存在することができる。他の実施形態において、固形分レベルは、可剥層用組成物の約85wt%以下、または約75wt%以下、または約50wt%以下である。これには、約10wt%から約85wt%、約25wt%から約75wt%、および約25wt%から約50wt%の範囲が包含される。
【0028】
さらに、可剥層用組成物は、性能を向上させるために添加剤を包含することもできる。例えば、可剥層用組成物は、水性コーティング配合物の当業者には知られた可塑剤を包含することができる。適切な可塑剤には、限定されないが、ジブチルフタレート、ブチルベンジルフタレート、ジイソオクチルフタレート、ジエチレングリコールジベンゾエート、トリエチレングリコールジベンゾエート、ジプロピレングリコールジベンゾエート、トリブトキシエチルホスフェート、および当業者に知られている多くの他の可塑剤が包含される。いくつかの実施形態において、可塑剤は、可剥層用組成物の約5wt%以下、または約3wt%以下、または約1wt%以下の範囲内である。他の実施形態において、可塑剤は、少なくとも約0.1wt%、または少なくとも約0.5wt%で存在する。これには、約0.1から約5wt%、および約0.5から約3wt%の範囲が包含される。いくつかの実施形態は、約0.5wt%の量の可塑剤を包含する。
【0029】
可剥層用組成物は、コーティング配合物のpHを調節するための中和剤を包含することができる。例えば、アンモニア、水酸化アンモニウム、アミン、水酸化物、ケイ酸塩、リン酸塩、および当業者に知られている他の添加剤は、必要と考えられる場合において、可剥層用組成物の約2wt%以下、または1wt%以下、または約0.5wt%以下の範囲で、システムのpHを調節するために用いられ得る。他の実施形態において、中和剤は、少なくとも約0.05wt%、または少なくとも約0.1wt%の量で存在することができる。これには、約0.05から約2wt%、および約0.1から約1wt%の範囲が包含される。代わりの実施形態は、約0.1wt%の中和剤を包含することができる。
【0030】
適切には、pHは、約7超であり、約10未満であり得る。これには、約7から約10の間のpHが包含される。
【0031】
可剥層用組成物のいくつかの実施形態は、エトキシ化非イオン性フルオロケミカル、他のフルオロケミカル、アルコールエトキシレート、有機シリコーン、または当業者に知られている他のもの等の湿潤剤を包含することもできる。これらの材料は、可剥層用組成物の約10wt%から、または約5wt%以下、または約3wt%以下で用いられ得る。他の実施形態において、湿潤剤は、少なくとも約0.01wt%、または少なくとも0.03wt%、または少なくとも0.05wt%、または少なくとも1wt%の量で存在することができる。これには、約0.01から約10wt%、約0.03から約5wt%、および約0.05から約3wt%の範囲が包含される。いくつかの実施形態において、約1wt%の湿潤剤が利用される。なお他の実施形態には、約0.03wt%の湿潤剤が包含される。
【0032】
コーティング組成物は、ポリシロキサン、シリコーンまたはアセチレン系脱泡剤等の脱泡剤を包含することもできる。さらに、限定されないが、ジエチレングリコールエチルエーテル、エチレングリコール2−エチルヘキシルエーテルおよびジプロピレングリコールn−ブチルエーテルが包含されるグリコールエーテル、または他の適切な溶媒等の合着剤が利用され得る。合着剤は、湿潤剤に対して上述の量で存在することができる。様々な保存剤、染料、顔料、Robertet 98Mを含むRobertetの香料等の香料、ナノ粒子、および他の添加剤も、いくつかの実施形態において包含され得る。適切な保存剤には、PROXEL GXL(1,2−ベンズイソチアゾリン−3−オン Na塩(20%))が包含される。
【0033】
可剥層用組成物の残りは水であり得る。
【0034】
いくつかの実施形態において、可剥層の光学特性に影響を及ぼすさらなる成分(「光学的成分」)が、可剥層8の光沢度を低め、艶消し仕上げ(「艶消しの光学的成分」)を提供するために、可剥層用組成物に添加される。艶消し仕上げは、欠損をより目立たないようにすることで、床の外観を改善することができ、より均一な外観を床に与えることができる。また、可剥層8に艶消し仕上げを施すと、それをメンテナンス層10と間違えにくい。これは、床全体が塗布中に可剥層により覆われることを確実にする役目をすることができる。適切な艶消しの光学的成分には、限定されないが、ヒュームドシリカ、シリカゲル、ポリエチレンおよび中空ガラスマイクロスフェアが包含される。これらは一般に、可剥層用組成物の0.5から10wt%の範囲内で用いられる。光沢を減らし、艶消し仕上げを提供するために添加される成分は、基材層6または表面と異なる屈折率を有し得る。他の適切な光学的成分は、当業者に知られている。
【0035】
いくつかの実施形態において、可剥層用組成物は、約0から約60wt%の水、少なくとも約10から約85wt%の可剥層膜形成材、約0から約5wt%の可塑剤、約0から約2wt%の中和剤、約0から約2wt%の脱泡剤、約0から約5wt%の合着剤、約0から約5wt%の湿潤剤、および香料、保存剤などの他の任意選択の添加剤を包含することができる。いくつかの実施形態において、可剥層用組成物の粘度は、約0センチポアズ(「cP」)から約10,000cP、約0cPから約1,000cP、約0cPから約100cP、約0cPから約50cP、約26cPから約32cPの間、いくつかの実施形態においては約26cPから約29cPの間である。いくつかの実施形態において、可剥層用組成物の粘度は、少なくとも約26cP、少なくとも約29cP、および少なくとも約50cPである。いくつかの実施形態において、可剥層用組成物の粘度は、約10,000cP未満、約1,000cP未満、および約100cP未満である。
【0036】
適切には、可剥層8は、そのシートまたは断片で剥離することにより、それが任意選択の基材層6または下にある表面4から除去され得るように、乾燥時に十分な引張強度を有する。必要ではないが、可剥層8は、徒歩または軽量車両の交通による等の一般的な使用の結果として基材層6または表面4を容易に剥離しないような接着特性を有することが望ましい。換言すれば、いくつかの実施形態において、可剥層8は、約200psiの接着強度、約300から約1200psiの引張強度、および約200から約450%の伸びを有する。
【0037】
可剥層8は、表面4または基材層6が可剥層8により実質的または完全に覆われるように、表面4または基材層6に付与される。いくつかの実施形態において、可剥層用組成物は、約300から約600sq.ft/galの速度で塗布され、約50wt%の固体含有率により、従来のモップおよびバケツの塗布法、または他の適切な塗布器を用い、厚さ約1ミル(0.001インチ)から約5ミルの乾燥した層が生成される。可剥層8の厚さは、その引張強度等の因子とともに、表面4または基材層6から可剥層8を剥離するのに十分であるべきである。いくつかの実施形態において、可剥層の厚さは、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、または少なくとも約2ミルである。しかし、いくつかの実施形態は、利用される可剥層8および/またはメンテナンス層10の種類に少なくとも部分的に依存して、1ミル未満の可剥層8を包含することができる。他の実施形態において、可剥層の厚さは、約3ミル未満、または約2ミル未満である。いくつかの実施形態において、可剥層の厚さは、約0.5ミル以下である。一般に、可剥層8の厚さがより均一であるほど、表面4または基材層6から可剥層8を剥離することが容易である。あるいは、可剥層用組成物のいくつかのより薄い層を付与して、適切な厚さの可剥層を作り出すことができる。
【0038】
可剥層8は、表面4または基材層6(使用される場合において)に塗布された時点においてin situで形成される膜を提供する。適切には、塗布前に可剥層8に与えられる構造はない。
【0039】
例示的な可剥層用組成物は、以下のものを包含する。
【表1】
【0040】
本開示の表面コーティングシステム2は、少なくとも1種のメンテナンス層膜形成材を含むメンテナンス層10をさらに含む。いくつかの実施形態において、メンテナンス層用組成物は水性組成物である。メンテナンス層10を可剥層8に付与して、総体的なシステム2の耐久特性を向上させることができる。これらの特性には、物理的な摩耗、スクラッチング、ステイニング、および化学的な損傷に対する耐性が包含され得る。メンテナンス層10は、欠損のないコーティングシステムが得られるように、可剥層8、または任意選択の移行層20に適合すべきである。適切なメンテナンス層膜形成材は、限定されないが、ポリウレタン、エポキシおよびポリ尿素を包含する。メンテナンス層は、自己架橋性ポリウレタンまたはポリウレタンコポリマーを含むことができる。ポリウレタン/ポリエステルの膜形成材、およびポリウレタン/ポリ尿素の膜形成材等の、他の適切な組合せは、本発明の使用に適切である。他の適切な膜形成材は、当業者に知られている。いくつかの実施形態において、膜形成材のブレンドが用いられ得る。例えば、ポリウレタン/ポリエステルの膜形成材、およびポリウレタン/ポリ尿素の膜形成材等の組合せは、本発明の使用に適切である。
【0041】
可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、亜鉛炭酸アンモニウムまたは水分散性ポリイソシアネート架橋剤等の架橋剤等の他の添加剤、および当業者に知られている他のものが、メンテナンス層用組成物に添加され得る。さらに、メンテナンス層の光学特性に影響を及ぼす添加剤が添加され得る(「光学的成分」)。これらの成分は、可剥層用組成物に関してより詳細に上述したすべてであり、そこに記載したようなパーセンテージでメンテナンス層用組成物の中に存在することができる。メンテナンス層用組成物の残りは水であり得る。
【0042】
特定の(上に議論したような)湿潤剤、可塑剤および/または合着剤を可剥層8の中に組み込むことにより、「曇り」、「割れ」、「乳白化」、「ひび」、および当業者に一般に知られている多くの他の種類の膜の欠損等の、美的に不快な膜の欠損を招く機会を低減または除去したメンテナンス層10を利用することができる。理論により限定されることを望まないが、界面活性剤、可塑剤および/または合着剤を添加することにより、そのような欠損の可能性を本質的に低減する、より良好なコート間接着および膜形成が可能になる。
【0043】
水性ポリウレタン系組成物であるいくつかの床仕上げ用組成物は、メンテナンス層10に要求される必要な適合特性および耐久特性を示すことが認められている。一般に、水性ポリウレタン系組成物は、限定されないが自己架橋性ポリウレタンまたはポリウレタンコポリマーが包含される、ポリウレタンまたはポリウレタン形成成分を包含する。適切なメンテナンス層用組成物には、ウィスコンシン州スターテバントのDiversey Inc.からのJonwood Oneの水系木材床仕上げ材、スウェーデンのBona KemiからのBona TRAFFICおよびBona MEGAの水性仕上げ材等の、市販の床仕上げ材料が包含される。適切なメンテナンス層用組成物には、ペンシルベニア州ピッツバーグのBayer Material Scienceから入手可能なBAYHYDROL XP 2593/1およびBAYHYDROL XP 2557およびBAYHYDROL XP 2637等の市販の膜形成材、ならびにオハイオ州ウィクリフのLubrizol Corp.からのTURBOSET 2025のポリウレタン分散液等の膜形成材、ならびにオランダのNeoResinsからのNeoReZ 2180のポリウレタン分散液およびNeoCryl 9045のポリウレタン分散液等の膜形成材も包含される。
【0044】
いくつかの実施形態において、メンテナンス層形成材は、約−100℃から約20℃、適切には約−90℃から約30℃、または約−50℃から約−20℃のTgを有することができる。例えば、メンテナンス層のTgは、約−20℃未満、約−50℃未満、約−60℃未満、または約−80℃未満であることができる。そのTgは、約0℃超、約20℃超、約40℃超、または約60℃超であることができる。メンテナンス層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。これらの実施形態について、1つのメンテナンス層膜形成材は、約−100℃から約20℃の第1のTgを有することができ、第2のメンテナンス層膜形成材は、約−20℃から約120℃のTgを有することができる。いくつかの実施形態は、約−50℃から約−20℃の第1のTgをもつ1つのメンテナンス膜形成材と、約40℃から約100℃のTgをもつ第2のメンテナンス層膜形成材とを有することができる。いくつかの実施形態において、1つのメンテナンス層膜形成材は、約−40℃から約−20℃のTgを有することができ、第2のメンテナンス層膜形成材は、約70℃から約100℃のTgを有することができる。
【0045】
メンテナンス層用組成物は、約15から約50wt%の固体の固体含有率を有することができる。これには、いくつかの用途において適切である、約15から約25wt%の固体含有率を有する実施形態が包含される。メンテナンス層用組成物を塗布して、約1ミルの湿潤なコーティングの厚さを提供することができる。その厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、および少なくとも約2ミルであることができる。その厚さは、約4ミル未満、約3.5ミル未満、約3ミル未満、約2.5ミル未満、約2ミル未満、および約1.5ミル未満であることができる。いくつかの例示的な実施形態において、メンテナンス層用組成物は、約20wt%の固体含有率を有し、約0.2ミルの厚さをもつ硬化され乾燥したメンテナンス層を提供する。
【0046】
多数の層のメンテナンス層用組成物を塗布して可剥層8を完全に覆うことができ、いくつかの実施形態において、約0.6ミルから約4ミルの合計厚さをもつメンテナンス層を生成する。この合計厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、少なくとも約2ミル、少なくとも約2.5ミル、少なくとも約3.0ミル、および少なくとも約3.5ミルであることができる。その合計厚さは、約6.0ミル未満、約5.5ミル未満、約5.0ミル未満、約4.5ミル未満、および約4.0ミル未満であることができる。いくつかの実施形態において、1回から10回以上のメンテナンス層用組成物10の塗布を行なうことができる。表面コーティングシステム2のいくつかの実施形態は、4から6層のメンテナンス層10を包含することができる。メンテナンス層は、必要に応じ時間をかけてこすり落とし再コーティングされ、それらの厚さをさらに増やしてもよい。複数の異なるメンテナンス層10が用いられ得る。
【0047】
メンテナンス層10は、可剥層8に、または任意選択の移行層20に、層が基材層6から物理的に剥離されるときに層が互いに接着したままであるように接着される。実際に、基材層6は、メンテナンス層10、任意選択の移行層20、および可剥層8が除去された後に、基材の上面4の上に残る。
【0048】
例示的なメンテナンス層用組成物は、以下のものを包含する。
【表2】
【0049】
任意選択の移行層は、可剥層の中でより低いTgをもつ膜形成材とメンテナンス層の中でより高いTgをもつ膜形成材との間の移行を提供する。様々な層の中の膜形成材の間におけるTgの差が大きすぎると、層は、コーティングされた表面に美的に満足な外観を与えない。任意選択の移行層20は、少なくとも1種の移行層膜形成材を含む。適切な移行層膜形成材には、限定されないが、ポリアクリレート、スチレン−アクリルポリマー、ポリウレタン、エポキシおよびポリ尿素が包含される。いくつかの実施形態において、膜形成材のブレンドが用いられ得る。他の適切な膜形成材は、当業者に知られている。可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子および光学的成分等のさらなる成分も、移行層用組成物に添加され得る。これらの成分は、可剥層用組成物に関してより詳細に上で議論したすべてであり、そこに記載したようなパーセンテージで存在することができる。任意選択の移行層用組成物の残りは水であり得る。適切な移行層用組成物には、ミネソタ州セントポールのEcolab,Inc.から入手可能なGEMSTAR LASERおよびGEMSTAR POLARISおよびTAJ MAHALおよびFIRST BASE、オハイオ州トリードのBetco Corp.からのBETCO BESTおよびBETCO EXPRESSおよびBETCO FLOOR SEALERの床仕上げ材、ミズーリ州メリーランドハイツのBuckeye Internationalから入手可能なCITATIONおよびCASTLEGUARDの床仕上げ材、ならびにウィスコンシン州スターテバントのDiversey,Inc.からのIRONSTONEおよびPLAZA PLUSおよびPREMIAおよびHIGH NOONおよびFRESCOMAXおよびOVER & UNDER等の、市販の床仕上げ材料が包含される。
【0050】
いくつかの実施形態において、移行層用組成物は、基材層用組成物またはメンテナンス層用組成物と同じであることができる。いくつかの実施形態において、移行層膜形成材のTgは、少なくとも約10℃、少なくとも約20℃、少なくとも約30℃、少なくとも約40℃、および少なくとも約50℃であることができる。そのTgは、約110℃未満、約100℃未満、約90℃未満、約80℃未満、約70℃未満、および約60℃未満であることができる。これには、約20℃から約100℃の範囲が包含される。他の実施形態において、そのTgは、約50℃から約60℃である。移行層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。
【0051】
移行層用組成物を塗布して、約0.5から約4ミルの湿潤な厚さを提供することができる。この厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、少なくとも約2ミル、少なくとも約2.5ミル、少なくとも約3.0ミル、および少なくとも約3.5ミルであることができる。その厚さは、約6.0ミル未満、約5.5ミル未満、約5.0ミル未満、約4.5ミル未満、および約4.0ミル未満であることができる。例えば、いくつかの実施形態において、湿潤な厚さは約1.0ミルである。適切には、乾燥した仕上げ材は約0.2ミルである。多数回の移行層20の塗布を行なうことができ、所望に応じて、より厚い移行層20を生成する。
【0052】
任意選択の基材層6は、少なくとも1種の基材層膜形成材を含む。適切な基材層膜形成材には、限定されないが、UV硬化ポリマー、ポリアクリレート、ポリスチレン−アクリレート、ポリウレタン、エポキシおよびポリ尿素が包含される。他の適切な膜形成材は、当業者に知られている。基材層用組成物は、メンテナンス層用組成物または移行層用組成物と同じであることができるが、これは必須または必要ではない。水性のポリアクリレート系またはポリスチレン−アクリレート系の組成物は、限定されないがスチレン、メタクリル酸、酢酸ブチルおよびメタクリレートに由来する単量体単位を包含する、ポリアクリレートまたはポリスチレンの成分を包含する。他の実施形態において、基材層6もビニル−アクリル化合物を包含することができるが、可剥層8もビニル−アクリル化合物を含む場合に、2つの層6、8は、層6、8がもっと後でより容易に分離可能であるように、異なる種類のビニル−アクリル化合物を有することができる。いくつかの実施形態において、膜形成材のブレンドが用いられ得る。
【0053】
可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子および光学的成分等のさらなる成分も、基材層用組成物に添加され得る。これらの成分は、より詳細に上で議論したすべてであり、そこに記載したパーセンテージで存在することができる。基材層用組成物の残りは水であり得る。いくつかの実施形態において、基材層用組成物は、移行層組成物および/またはメンテナンス層用組成物と同じである。
【0054】
いくつかの実施形態において、基材層膜形成材は、可剥層膜形成材より高いガラス転移(Tg)温度を有する。適切には、基材層膜形成材のTgは、約−10℃から約100℃である。他の実施形態において、そのTgは、約50℃から約60℃である。いくつかの実施形態において、基材層膜形成材のTgは、少なくとも約−10℃、少なくとも約0℃、少なくとも約20℃、少なくとも約30℃、および少なくとも約40℃であることができる。そのTgは、約100℃未満、約90℃未満、約80℃未満、約75℃未満、約70℃未満、および約65℃未満であることができる。基材層膜形成材のブレンドが用いられる実施形態において、それぞれの膜形成材は、異なるTgを有することができる。
【0055】
様々な実施形態において、基材層6は、亜鉛および亜鉛含有化合物を含む。適切には、基材層用組成物は、約0から約5wt%の15%亜鉛炭酸アンモニウム溶液を、または約0から約2wt%のZnOを含有する。基材層6は、基材層6が基体から物理的に剥離され得ないように、基体の上面4に接着される。市場において一般に入手可能ないくつかの床仕上げ用組成物は、基材層用組成物として利用され得る。基材層6として用いられ得る適切な市販の床仕上げ材料の例には、ミネソタ州セントポールのEcolab,Inc.から入手可能なGEMSTAR LASERおよびGEMSTAR POLARISおよびTAJ MAHALおよびFIRST BASE、オハイオ州トリードのBetco Corp.からのBETCO BESTおよびBETCO EXPRESSおよびBETCO FLOOR SEALERの床仕上げ材、ミズーリ州メリーランドハイツのBuckeye Internationalから市販されているCITATIONおよびCASTLEGUARDの床仕上げ材、ならびにウィスコンシン州スターテバントのDiversey,Inc.からのIRONSTONEおよびPLAZA PLUSおよびPREMIAおよびHIGH NOONおよびOVER & UNDERおよびFRESCOMAXが包含される。
【0056】
適切な基材層用組成物は、約15から約50wt%の固体含有率を有することができる。いくつかの実施形態は、約15から約25wt%の固体含有率を有する。基材層用組成物を塗布して、約0.5ミルから約4ミルの湿潤なコーティングの厚さを提供することができる。この厚さは、少なくとも約0.1ミル、少なくとも約0.2ミル、少なくとも約0.5ミル、少なくとも約1ミル、少なくとも約1.5ミル、少なくとも約2ミル、少なくとも約2.5ミル、少なくとも約3.0ミル、および少なくとも約3.5ミルであることができる。その厚さは、約6.0ミル未満、約5.5ミル未満、約5.0ミル未満、約4.5ミル未満、および約4.0ミル未満であることができる。例えば、本発明のいくつかの実施形態において、湿潤なコーティングの厚さは約1ミルである。約1ミルの湿潤なコーティングの厚さと約20wt%の固体含有率とを利用する実施形態の場合、厚さ約0.2ミルの基材層の、硬化され乾燥した仕上げ材が得られると想定される。
【0057】
いくつかの実施形態において、多数回の基材層用組成物の塗布を行なって、厚さ約0.6ミルから約4ミルの乾燥した仕上げ材の基材層で基体の上面4を完全に覆うことができる。この厚さは、基体の上面4の粗さ、多孔性および/または表面モルホロジーに少なくとも部分的に依存して、1回の塗布または多数の塗布により達成され得る。
【0058】
基材層6は、物理的および化学的に規格化された表面を提供することが理論づけられ、それは、基材層6としてのその性能のために重要であると思われる。物理的に規格化されることは、機械的および/または化学的な方法により達せられるものとほとんど等しい、粗さ、多孔性および/または表面モルホロジーをもつ表面を意味する。化学的に規格化されることは、機械的および/または化学的な方法により達せられるものとほとんど等しい、ヒドロキシル基、エステル基、炭化水素基、フルオロケミカル基、ホスフェート基、有機ホスフェート基、金属および金属酸化物などの化学的な部分の分布をもつ表面を意味する。適切には、その表面は、接着が劇的に増加(接着しすぎ)または減少(接着しなさすぎ)すると思われる化学的な部分が実質的にない。
【0059】
いくつかの実施形態において、表面4は、本明細書において記載される可剥特性をなお有するが、可剥層8が基材層6の不存在下の表面4上に直接的に付与され得るような、適切な物理的および/または化学的な特性を有することができる。いくつかの実施形態において、可剥層8は、磨かれたコンクリート床に付与され、さらなる実施形態において、コンクリート床は、磨かれ滑らかなエポキシコーティングをその上に有し、それに付与された可剥層8を有する。上に可剥層8が付与される表面(例えば、基材層6、または基体の上面4)の特性には、可剥層8が通常の使用中に分離することを防止するのに十分高いが、可剥層8の除去が望まれる場合に基材層6(または表面4)からの可剥層8の剥離を許容するのに十分低い接着強度が包含される。適切には、接着強度は、約50から約300psiの間、または約100から約200psiの間、より適切には、約180psiである。いくつかの実施形態において、接着強度は、少なくとも約50psi、少なくとも約100psi、および少なくとも約150psiである。いくつかの実施形態において、接着強度は、約300psi未満、約250psi未満、および約200psi未満である。
【0060】
可剥層8が基体の上面4上に直接的に付与されるもの等の特定の実施形態、および基材層6が実装可能な床張り基体に工場で付与されている実施形態において、基材層6を限定された領域内に付与して、基体の断片、または基体4の中の欠損の間における接合を覆うことが望ましいことがある。例えば、可剥層が、磨かれたテラゾの床上に付与される場合、基材層6は、上に可剥層8が付与され得る連続した滑らかな表面を提供するために、テラゾの床の断片の間に金属の仕切16を包含することができる接合に付与され得る(図6を参照されたい)。同様に、タイルまたは床張り材の上面4が、直接付与の可剥層8を支持するのに必要な化学的および/または物理的な特性を有する場合においてでさえ、タイルの断片の間、または基材層6をもつ床張り材片の間の、接合または継ぎ目を覆うことが望ましいことがある。
【0061】
本明細書において記載および/または例示される組成物のいずれかに添加され得るさらなる成分には、トラクションを増大し滑りを防止するための研磨材等の、埋め込み型粒子が包含される。適切には、その粒子は、約51から約500ミクロンの大きさを有する。埋め込み型粒子は、基材層用組成物に添加されて、耐滑り性の表面を提供することもできる。適切には、基材層6の上に塗布された可剥層8および任意のメンテナンス層10が、連続性を有し使用中に擦過しないように、基材層6の中に埋め込まれた粒子は、比較的滑らかである。
【0062】
本明細書において記載および/または例示される組成物のいずれかに添加され得る別の成分は、床の外観を改善し、表面コーティングシステム2が実装される空間の照明を向上させる、反射性の粒子材料等の光学的成分である。適切には、これらには、約1から約100マイクロメートルの大きさの範囲の、ガラスのマイクロスフェア、または金属化されたガラスのマイクロスフェアが包含される。いくつかある利点のうちで特に、層の光学特性を変化させる上記のもの等、1種または複数の成分の添加は、添加された成分が、コーティングがすでに塗布された箇所と塗布されていない箇所の視覚化を助ける限り、コーティングの適切な塗布を助けることができる。これは、仕上げの差(例えば、光沢のある基材層6の上に塗布されつつある艶消し仕上げの可剥層8)によっても、新しいコーティングが塗布されているところを決定するためにコーティングの塗布を支援することができるように、コーティングが、互いと識別することが困難であり得る薄い透明な層を形成する場合において特に重要である。
【0063】
基材層6は、可剥層8に対するより大きい、基体の上面4に対する接着を有する。いくつかの実施形態において、可剥層8に、または任意選択の移行層20に付与されたメンテナンス層10の接着は、可剥層8の基材層6に対する接着より大きい。また、いくつかの実施形態において、可剥層8に対する、または任意選択の移行層20に対するメンテナンス層10の接着は十分に強いので、メンテナンス層10と、可剥層8、または任意選択の移行層20とが、層の物理的な除去中において一緒に接着されている。メンテナンス層10は、耐水性、耐スクラッチ性、耐久性、さらなる光沢、および耐ステイン性等の耐久特性を表面コーティングシステム2に与えることができる。
【0064】
特定の理論により縛られることを望まないが、いくつかの実施形態のメンテナンス層10、可剥層8、および任意選択の移行層20は、層が膜を形成し、界面の応力または張力により離層しないことを可能にする同様の特性を有すると思われる。このような実施形態において、界面領域、および本体の膜は、膜の割れまたは離層を生じることがある係数の不整合による応力集中を最小化するために、同様の弾性係数をそれぞれに有するべきである。この係数は、膜の形成工程、および表面コーティングシステムの寿命を通して、同様であるべきである。いくつかの実施形態におけるメンテナンス層10、任意選択の移行層20、および可剥層8は、メンテナンス層10の膜形成中、および膜の寿命を通して、同様の収縮(仕上げられた表面の水平面の崩壊として定義される)を有することも理論付けられる。このような実施形態における収縮は、可剥層8、任意選択の移行層20、およびメンテナンス層10の、光沢の消失、しわ、割れ、および/または浅割れ目を最小化するために、同様であるべきである。
【0065】
図1Aにおいて示されるように、1つまたは複数の従来の床仕上げ材14が、所望に応じて、メンテナンス層10に付与され得る。従来の床仕上げ材には、ウィスコンシン州スターテバントのDiversey Inc.からのFRESCOMAXの床仕上げ材が包含され得る。
【0066】
いくつかの実施形態において、より古い上層をもっと後で剥離して新しい摩耗面を現すことができるように、多数の層の表面コーティングシステム2が、互いの上に付与され得る。多数の層の表面コーティングシステム2のそれぞれは、少なくとも可剥層8およびメンテナンス層10を包含し、基材層6および移行層20を場合によって包含することができる。しかし、可剥層8の露出された上面が十分に滑らかで均一である場合、その上に基材層6をさらなる可剥層8の付与前に付与する必要がないことがあるが、隣接する可剥層8は、それらが互いと融合して単一の層にならないように配合され得る。
【0067】
いくつかの実施形態において、多層の可剥表面は、可剥層8の連続的なコーティングを、任意選択の移行層20およびメンテナンス層10と交互に入れ替えることにより作製し、1つの層が一度に除去されることを可能にできる(図1B)。
【0068】
実際には、本明細書に記載される実施形態のいずれかによる表面コーティングシステム2で表面4を仕上げまたはコーティングする前に、表面4は最初に、洗浄され得る、または他の仕上げ材または汚れを剥離され得る。当業者は、この課題を如何に達成するかを容易に理解するであろう。剥離は、ウィスコンシン州スターテバントのDiversey Inc.からのPROSTRIPもしくはFREEDOM、オハイオ州トリードのBetco Corp.からのAX−ITもしくはEXTREME、またはオハイオ州モーミーのSpartan Chemical CompanyからのDA−70もしくはSQUARE ONE等の、従来の剥離剤を用いて行われ得る。
【0069】
床表面4を剥離し乾燥させた後に、少なくとも1層の基材層用組成物が、所望に応じて表面4に塗布され得る。基材層用組成物は、モップおよびバケツ、Tバー、ローラー塗布器、または当業者に知られている他の塗布の装置および技術を利用して塗布され得る。いくつかの実施形態において、そのような仕上げ材は、1ガロンあたり約500から3,000平方フィートのコーティング速度で塗布される。なお他の実施形態により、1ガロンあたり約1,800から2,200平方フィートのコーティング速度でそのような仕上げ材用組成物が塗布される。いくつかの実施形態において、この層の基材層用組成物は、約30〜45分間乾燥させられる。さらなる基材層は、物理的に均一な表面を作り出すように、必要に応じて、上述のステップを繰り返すことにより塗布され得る。あるいは、物理的に滑らかな表面、および適切な表面エネルギー水準を有する床張り材料は、既存の床を磨くことにより、または必須の特性を有する床張り材料を実装することにより提供され得る。このように、いくつかの実施形態において、可剥層8は、基材層6を前もって付与せずに、表面4上に直接的に付与され得る。
【0070】
基材層用組成物の最後のコーティングが塗布され、乾燥(例えば、約30〜45分間)させた後に、可剥層用組成物は、可剥層用組成物の粘度に少なくとも部分的に依存して、例えば1ガロンあたり約300から約600平方フィートの速度で、Tバー、モップおよびバケツ、ローラー、または他の塗布器を利用して塗布され得る。より高い粘度をもつ組成物の場合、Tバー、パッドまたはローラー等の、組成物を回転塗布するまたは広げる塗布器を用いることが望ましいことがある。他の実施形態において、組成物は、圧縮機駆動の動力噴霧器を用いる等により、表面上に噴霧され得る。次いで可剥層8は、硬化または乾燥させて、仕上げられるべき表面上にin situで形成することができ、少なくとも約100psiの破壊時の引張強度を有する膜が生成する。
【0071】
いくつかの実施形態において、移行層20は、可剥層8の上に付与される。移行層用組成物は、モップおよびバケツ、ローラー、または他の適切な塗布の道具および技術を利用して塗布され得る。移行層20は、硬化および乾燥(例えば、いくつかの実施形態において、30〜45分間)させ得る。移行層20のさらなるコーティングは、所望に応じて塗布され得る。いくつかの実施形態において、移行層20のコーティングが1から3回適用される。
【0072】
可剥層8を硬化させ、または乾燥(例えば、いくつかの実施形態において、約45〜120分間)させた後に、メンテナンス層用組成物がその上に塗布され得る。このメンテナンス層用組成物は、モップおよびバケツ、ローラー、または他の適切な塗布の道具および技術を利用して塗布され得る。いくつかの実施形態において、メンテナンス層用組成物10は、約500から約3,000sqft/galの速度で塗布され得る。これには、コーティング速度が約1,800から約2,200sqft/galである実施形態が包含される。メンテナンス層10は、硬化または乾燥(例えば、いくつかの実施形態において、少なくとも30〜45分間)させ得る。メンテナンス層用組成物のさらなるコーティングが、前のメンテナンス層10の上に塗布され得る。いくつかの実施形態において、メンテナンス層10のコーティングが1から10回、可剥層8の上に適用される。いくつかの実施形態において、メンテナンス層10のコーティングが4から6回適用され得る。いくつかの実施形態は、1つの基材層6、1つの可剥層8、および4つのメンテナンス層10からなる。また、いくつかの実施形態において、すべての可剥層8の合計厚さは、単一の基材層6またはメンテナンス層10の厚さの3から10倍である。
【0073】
メンテナンス層10が損傷した、スカッフされた、汚れたなどの後に、次いでその除去を扱う際、従来の剥離剤が必要なくなる。実際には、時間とともに損傷し、摩耗しまたは汚れてくることがあるメンテナンス層10を除去するために、仕上げ材の表面に小さく目立たない切り込みを入れ、上にメンテナンス層10が配置された可剥層8の角または縁を手でまたは道具で握り、表面4から可剥層8、任意選択の移行層20、およびメンテナンス層10をシートの形態で剥離し始める。「シート」の用語は、任意の特定の大きさまたは寸法を示唆する意味は決してない。しかし、実際には、除去された「シート」が大きいほど、総体的な除去が迅速に達成される。図2に示されるように、基材層6(使用される場合において)は、そのような除去工程の間において表面4に固定または接着されたままである。従来の剥離剤が除去工程から排除されるので、除去工程は、より安価で、よりエネルギー消費が少なく、より時間短縮にでき、剥離用化学物質の必要もなくせる。
【0074】
可剥層8、任意選択の移行層20、およびメンテナンス層10の除去を達成するために、使用者は、多数の繰り返しステップの中で一緒に可剥層8およびメンテナンス層10の断片もしくはシートを手で剥離することができる、または1つの大きいシートでそれを達成することができる。あるいは、例として、層に刻み目をつけローラーが包含される道具を用い、均一なシートの中の層をよりきちんと効率的に除去するために床表面に実施することができる。層の除去後、新しい可剥層8が、表面4の上に残っている基材層6の上に(または上述のような適切な塗布で、表面の上に直接的に)塗布され得る。使用される場合において、移行層20は、その上に塗布される。次いでメンテナンス層10は、可剥層8または移行層20の上に、それが硬化または乾燥された後に塗布され得る。これは、表面コーティングシステム2の最初の適用において前述したように達成され得る。
【0075】
損傷したメンテナンス層10または表面コーティングシステム2の一部のみを修復することは、いくつかの場合において望ましいことがある。これを達成するために、損傷した領域は、かみそりの刃、または層を切るのに適切な他の道具を用いて切り出し、切り出す断片のみを剥離して露出した表面を作り出す等の、任意の適切な技術を用いて除去され得る。除去後に、可剥層8は、露出された表面(すなわち、その断片が除去された領域)に再付与されて、修復された可剥層を形成することができる。可剥層8が乾燥した後に、次いで用いられる場合において移行層が付与され、次いでメンテナンス層10が付与されて、修復されたコーティングを得ることができる。可剥層8のポリマーの性質により、それは、その周囲に元々の可剥層8をもつ1つの完全な膜を再形成することができるので、いくつかの実施形態において、それは、次に除去する際、すでに存在する層のより大きい片の一部として剥離され得る。
【0076】
図3A、3B、4、5、7および8に、本発明による表面コーティングシステム200の代わりの実施形態を例示する。表面コーティングシステム200は、多くの点で、上述の図1A、1B、2および6の例示された実施形態と同様である。したがって、図3A、3B、4、5、7および8の実施形態と図1A、1Bおよび2の実施形態との間の相互に矛盾する特徴および要素を除き、図3A、3B、4、5、7および8の実施形態の特徴および要素(ならびに特徴および要素に代わるもの)のより完全な説明のために、図1A、1Bおよび2の実施形態に伴う上記の説明がこれにより参照される。
【0077】
図3Aにおいて、スターター機構212は、それらが断面で見えるように模式的に示され、基材層206の上、および可剥層208の下または中に位置して、可剥層208、ならびに任意の層210、およびその上に塗布された従来の床コーティング214の除去を容易にする。スターター機構212は、様々な厚さを有することができるが、いくつかの実施形態において、表面コーティングシステム200における任意の隆起または突出を最小化するために十分に薄い。適切には、スターター機構212は、上層(すなわち、可剥層208、メンテナンス層210、および場合によって可剥層208およびメンテナンス層210の上に塗布された任意の従来の床コーティング214)を通して引っ張ったときの破壊に耐えるために十分に強い。
【0078】
スターター機構212は、可剥層208、および存在する場合においてそれに塗布されたメンテナンス層210の除去を容易にするために、表面上に戦略的に設置され得る。いくつかの実施形態において、スターター機構212は、可剥層208が除去されるべき表面の向かい合った縁に設置される。例えば、図3Aにおいて示される図に中間部の断面が表わされるとすれば、スターター機構212は、隣接する壁の縁に対して向かい合う中間部の両側に設置され得る。したがって、スターター機構212を引っ張り上げることにより層が壁から分離して、層210の壁からの完全な除去が容易になる。この実施形態のいくつかの変形において、可剥層208およびメンテナンス層210はスターター機構212を完全に覆わないが、壁から離れて面するスターター機構212の縁に沿ってのみ付与される。したがって、スターター機構212、および層208、210を引っ張り上げたときに、隣接する壁上に残余の層が残らない。このような場合において、より幅広いスターター機構212を用いて、スターター機構212の一部を隣接する壁の下の縁に沿って付与することを可能にできる(図3B)。スターター機構212を、その縁が壁に隣接するように、完全に平坦に付与することもできる。
【0079】
特定の実施形態において、スターター機構212は格子パターンで付与されるが、他の実施形態において、スターター機構212は、平行に並んだ様式で付与されるのみである。なお他の実施形態において、スターター機構212は、中間部の中央、または出入口の近く等において、知られているまたは予期されている交通量の多い領域の床において、層の除去および交換を容易にするパターンで塗布される(図4および5を参照されたい)。
【0080】
いくつかの実施形態において、スターター機構212は比較的目立たない。例えば、スターター機構212は透明で無色であることができる、またはスターター機構212は表面コーティングシステム200が適用される表面204と同じ質感および/または色を有することができる。他の実施形態において、スターター機構212は、層を通して、および場合によって迅速な識別のための従来の床仕上げコーティング214を通して容易に見えるように選択され得る。スターター機構212の例には、テープ(例えば、ポリエステル系テープ)、紐およびプラスチックが包含され得る。市販のスターター機構には、釣り糸、デンタルフロス(例えば、薄いナイロンのフィラメント、またはポリエチレンもしくはテフロン(登録商標)等のプラスチックから作製されたリボンを含む)、自動車のピンストライプテープ、およびウィスコンシン州フランクスビルのSpecialty Tapesから入手可能なLinered Removable Acrylic Tape(#S922)が包含され得る。いくつかの実施形態において、例えば、スターター機構212は、幅約6mm、および厚さ約4.5ミルの粘着テープである。
【0081】
いくつかの実施形態において、スターター機構212は、液体の形態で塗布される材料である。例えば、可剥層208のために用いられるものと同様の組成を有する液体が、液体のスターター機構212として用いられ得る。適切には、液体のスターター機構のための組成物は、乾燥および/または硬化されたときに、それとともに用いられる可剥層208より強い材料の層を提供する。可剥層用組成物と同様に、液体系スターター機構212のための組成物は、いくつかの方法を用い、例えば、噴霧、延展、ローラー塗り、刷毛塗りまたはモップ塗りにより塗布され得る。使用される方法は、液体のスターター機構用組成物の粘度および他の特性の他に、床張り材の表面、ならびに塗布されるスターター機構212の所望の幅および外観等の要因に依存することができる。
【0082】
いくつかの実施形態において、スターター機構212は、メンテナンス層210の付与前に、基材層206の少なくとも一部に付与される。図3Aに示される実施形態において、スターター機構212は、基材層206の向かい合う縁に沿って付与された2片のテープを含む。しかし、スターター機構212は、様々な異なる材料から作製されることがあり、様々な形状および大きさを有することができ、基材層206上の1箇所または複数の場所において付与されることがあることが理解されよう。図3Aに示されるように、可剥層208は、スターター機構212および基材層206に付与され得る。場合によって、1種または複数の従来の床仕上げ材214が可剥層208に付与され得る。本発明のいくつかの実施形態において、スターター機構212の片が、表面コーティングシステム200の上に露出されて、スターター片を作り出す(図10を参照されたい)。あるいは、スターター機構212全体が可剥層208により覆われ得る。
【0083】
可剥層8が床張り基体の上面4の上に直接的に付与される特定の実施形態において、スターター機構212は、床張り基体上の任意の位置に付与され得る。例えば、スターター機構212は、床張り基体の断片の間の接合の上に付与されて、上に可剥層208が付与され得る連続的で滑らかな表面を提供することができ、可剥層208の後の除去のためのスターター機構212を提供することもできる(図8)。
【0084】
いくつかの実施形態において、1つまたは複数の表面コーティングシステム200が、実装可能な床張り基体204’(例えば、タイルまたはシートの材料)にその製造中において適用される(図7、9)。したがって、床張り基体が実装された後に、その表面は、表面コーティングシステム200の最上層を除去することにより更新され得る。これは、基体に工場で付与されたのと同じ数の層について繰り返され得る。いくつかの実施形態において、それぞれの層のスターター機構212は、表面を歪めることがある層状材料の予想される堆積を防止するために相殺され、または1つまたは複数の近くの層のスターター機構212からずらされる(図7)。いくつかの実施形態において、スターター機構212は、少なくとも製造された床張り基体の縁に付与され得る(図9)。
【0085】
可剥層208、およびその上の層を除去するために、スターター機構212は、上層(すなわち、可剥層208、メンテナンス層210、および場合によって任意の従来の床仕上げ材214)を通して引っ張られ、上述のような下にある基材層206から可剥層208を剥離するために用いられ得る明確な縁を作り出す。スターター機構212は、様々な層の上に露出され得るスターター片を経由して、または上層208、210を通過して埋め込まれたスターター片212に達することによりアクセスされ得る。
【0086】
他の実施形態において、表面コーティングシステム2は、可能な使用の例を少し挙げると、例えば、手術台、食品調理の表面、机、テーブル等の他の実質的に水平な表面、ならびに壁、窓等の垂直な表面、ならびに食品調理の設備、容器、タンク、部品等の不規則な表面が包含される、床以外の表面に塗布される。
【0087】
上述の層の間に1つまたは複数のさらなる層があってもよいことを理解すべきである。この様式において、層は、互いに直接的または間接的に付与され得る。
【実施例】
【0088】
以下の実施例は、本発明のさらなる理解を支援するために提供される。使用される特定の材料および方法は、本発明の例示であるとみなされ、本発明の特許請求の範囲を限定することを意味しない。
【実施例1】
【0089】
INSTRON(商標)およびPOSITEST(商標)の試験
試験を、ASTM D 6862−03「接着剤の90度耐剥離性についての標準試験法」の版を用いて行った。可剥コーティングを、90°剥離の付属品を用いたINSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。ASTM D882−10「薄プラスチックシーティングの引張特性についての標準試験法」を用いた試験を行った。フィルムを、INSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。ASTM D4541「ポータブル接着試験器を用いたコーティングの引離し強度についての標準試験法」を用いて試験を行った。コーティングを、POSITEST(商標)ATのマニュアルポータブル試験(ニューヨーク州オグデンスバーグ、DeFelsko Corporation)を用いて試験した。
【0090】
ビニルコンポジットタイル(ペンシルベニア州ランカスター、EXCELONのブランド、Armstrong Flooring)を、2,000sq.ft/galの速度で基材層として市販の床仕上げ材(ウィスコンシン州スターテバント、Diversey、OVER & UNDER)を塗布することにより調製し、乾燥させた。
【0091】
次に、以下に記載される可剥層用組成物を、基材層の上に約300ft2/galの速度で塗布し、乾燥させた。
【表3】
【0092】
コーティングシステムが空気中で完全に硬化した後に、次いでタイルを1インチの断片に切断した。フリーなフィルムを、張力および伸びの分析のためのINSTRON(商標)の試験システムの中に設置した。試料を、30mm/minの速度で伸ばして、引張特性を測定した。タイルを、90度の剥離の器具を利用したINSTRON(商標)の試験システムの中に設置し、試料を、1,000mm/minの速度で剥離して、剥離特性を測定した。次いでINSTRON(商標)のソフトウェア・プログラムにより、試料の引張強度、伸びおよび剥離強度を自動的に計算した。二液型エポキシ接着剤を用いて小片に接着し、最低12時間乾燥温度で乾燥した試料を、接着試験のために調製した。POSITEST(商標)ATの試験器を用いて、止め具を引っ張った。結果を表1に示す。
【表4】
【実施例2】
【0093】
INSTRON(商標)の試験
試験を、ASTM D 6862−03「接着剤の90度耐剥離性についての標準試験法」を用いて行った。可剥コーティングを、90°剥離の付属品を用いたINSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。ASTM D882−10「薄プラスチックシーティングの引張特性についての標準試験法」を用いた試験を行った。フィルムを、INSTRON(商標)Table Top Electromechanical Single Column Testing System、model 3345(マサチューセッツ州ノーウッド、INSTRON(商標))を用いて試験した。
【0094】
ビニルコンポジットタイル(ペンシルベニア州ランカスター、EXCELONのブランド、Armstrong Flooring)を、2,000sq.ft/galの速度で基材層として市販の床仕上げ材(ウィスコンシン州スターテバント、Diversey、OVER & UNDER)を塗布することにより調製し、乾燥させた。
【0095】
次に、以下に記載される可剥層用組成物を、基材層の上に600ft2/galの速度で塗布し、乾燥させた。
【表5】
【0096】
次いで、以下に記載されるメンテナンス組成物の2つの連続した層を、メンテナンス層用組成物の連続した層の間に乾燥時間を設け、可剥層に600ft2/galの速度で塗布した。
【表6】
【0097】
コーティングシステムが空気中で完全に硬化した後に、次いでタイルを1インチの断片に切断した。フリーなフィルムを、張力および伸びの分析のためのINSTRON(商標)の試験システムの中に設置した。試料を、30mm/minの速度で伸ばして、引張特性を測定した。タイルを、90度の剥離の器具を利用したINSTRON(商標)の試験システムの中に設置し、試料を、1000mm/minの速度で剥離して、剥離特性を測定した。次いでINSTRON(商標)のソフトウェア・プログラムにより、試料の引張強度、伸びおよび剥離強度を自動的に計算し、結果を表2に示す。
【表7】
【特許請求の範囲】
【請求項1】
可剥層膜形成材を含む可剥層用組成物、および
約−100℃から約20℃の第1のTgを有するメンテナンス層膜形成材を含むメンテナンス層用組成物
を含むコーティングシステム。
【請求項2】
メンテナンス層用組成物が、約−50℃から約−20℃の第1のTgを有するメンテナンス層膜形成材を含む、請求項1に記載のコーティングシステム。
【請求項3】
メンテナンス層用組成物が、約−20℃から約120℃の第2のTgを有するメンテナンス層膜形成材を含む、請求項1または2に記載のコーティングシステム。
【請求項4】
第2のTgが、約40℃から約100℃である、請求項3に記載のコーティングシステム。
【請求項5】
可剥層用組成物が、約−20℃から約60℃のTgを有する、請求項1乃至4のいずれか1項に記載のコーティングシステム。
【請求項6】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項1乃至5のいずれか1項に記載のコーティングシステム。
【請求項7】
可剥層膜形成材が、エチレン酢酸ビニルコポリマーまたは酢酸ビニルアクリレートコポリマーを含む、請求項1乃至6のいずれか1項に記載のコーティングシステム。
【請求項8】
酢酸ビニルアクリレートコポリマーが、酢酸ビニル−アクリル酸ブチル−メタクリル酸メチルを含む、請求項7に記載のコーティングシステム。
【請求項9】
メンテナンス層膜形成材がポリウレタンを含む、請求項1乃至8のいずれか1項に記載のコーティングシステム。
【請求項10】
ポリウレタンが自己架橋性ポリウレタンを含む、請求項9に記載のコーティングシステム。
【請求項11】
ポリウレタンがポリウレタンコポリマーを含む、請求項9に記載のコーティングシステム。
【請求項12】
可剥層用組成物またはメンテナンス層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項1乃至11のいずれか1項に記載のコーティングシステム。
【請求項13】
基材層膜形成材を含む基材層用組成物をさらに含む、請求項1乃至12のいずれか1項に記載のコーティングシステム。
【請求項14】
基材層膜形成材が、約−10℃から約100℃のTgを有する、請求項13に記載のコーティングシステム。
【請求項15】
基材層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項13または14に記載のコーティングシステム。
【請求項16】
移行層膜形成材を含む移行層用組成物をさらに含む、請求項1乃至15のいずれか1項に記載のコーティングシステム。
【請求項17】
移行層膜形成材が、約20℃から約100℃のTgを有する、請求項16に記載のコーティングシステム。
【請求項18】
移行層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項16または17に記載のコーティングシステム。
【請求項19】
除去具をさらに含む、請求項1乃至18のいずれか1項に記載のコーティングシステム。
【請求項20】
可剥層膜形成材を含む可剥層用組成物を塗布して、接着強度より大きい引張強度を有する可剥層を形成することと、
自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含むメンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することと
を含む、表面をコーティングする方法。
【請求項21】
可剥層膜形成材が、約−20℃から約60℃のTgを有する、請求項20に記載の方法。
【請求項22】
可剥層の引張強度が、約100psiから約3,000psiの間である、請求項20または21に記載の方法。
【請求項23】
可剥層の接着強度が、約50psiから約300psiの間である、請求項20乃至22のいずれか1項に記載の方法。
【請求項24】
可剥層の破壊時の伸びが、少なくとも約50%である、請求項20乃至23のいずれか1項に記載の方法。
【請求項25】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項20乃至24のいずれか1項に記載の方法。
【請求項26】
可剥層用組成物およびメンテナンス層用組成物が、約100psiから約3,000psiの間の引張強度を有するコーティングを形成する、請求項20乃至25のいずれか1項に記載の方法。
【請求項27】
表面が床である、請求項20乃至26のいずれか1項に記載の方法。
【請求項28】
可剥層膜形成材を含む可剥層用組成物を塗布することと、
約−100℃から約20℃の第1のTgを有するメンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することと
を含む、表面をコーティングする方法。
【請求項29】
メンテナンス層用組成物が、約−50℃から約−20℃の第1のTgを有するメンテナンス層膜形成材を含む、請求項28に記載の表面をコーティングする方法。
【請求項30】
メンテナンス層用組成物が、約−20℃から約120℃の第2のTgを有するメンテナンス層膜形成材を含む、請求項29に記載の表面をコーティングする方法。
【請求項31】
第2のTgが、約40℃から約100℃である、請求項30に記載の表面をコーティングする方法。
【請求項32】
可剥層用組成物が、約−20℃から約60℃のTgを有する、請求項28乃至31のいずれか1項に記載の表面をコーティングする方法。
【請求項33】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項28乃至32のいずれか1項に記載の表面をコーティングする方法。
【請求項34】
可剥層膜形成材が、エチレン酢酸ビニルコポリマーまたは酢酸ビニルアクリレートコポリマーを含む、請求項28乃至33のいずれか1項に記載の表面をコーティングする方法。
【請求項35】
酢酸ビニルアクリレートコポリマーが、酢酸ビニル−アクリル酸ブチル−メタクリル酸メチルを含む、請求項34に記載の表面をコーティングする方法。
【請求項36】
メンテナンス層膜形成材がポリウレタンを含む、請求項28乃至35のいずれか1項に記載の表面をコーティングする方法。
【請求項37】
ポリウレタンが自己架橋性ポリウレタンを含む、請求項36に記載の表面をコーティングする方法。
【請求項38】
ポリウレタンがポリウレタンコポリマーを含む、請求項36に記載の表面をコーティングする方法。
【請求項39】
可剥層用組成物またはメンテナンス層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項28乃至38のいずれか1項に記載の表面をコーティングする方法。
【請求項40】
表面が床である、請求項28乃至39のいずれか1項に記載の表面をコーティングする方法。
【請求項41】
可剥層用組成物およびメンテナンス層用組成物が、約100psiから約3,000psiの間の引張強度を有するコーティングを形成する、請求項28乃至40のいずれか1項に記載の方法。
【請求項42】
接着強度より大きい引張強度を有する可剥層を形成するための、可剥層膜形成材を含む可剥層用組成物と、
自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含み、メンテナンス層膜形成材を含むメンテナンス層用組成物と
を含むコーティングシステム。
【請求項43】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項42に記載のコーティングシステム。
【請求項44】
基材層膜形成材を含む基材層用組成物をさらに含む、請求項42または43に記載のコーティングシステム。
【請求項45】
移行層膜形成材を含む移行層用組成物をさらに含む、請求項42乃至44のいずれか1項に記載のコーティングシステム。
【請求項46】
可剥層膜形成材が、約−20℃から約60℃のTgを有する、請求項42乃至45のいずれか1項に記載のコーティングシステム。
【請求項47】
引張強度が、約100psiから約3,000psiの間である、請求項42乃至46のいずれか1項に記載のコーティングシステム。
【請求項48】
接着強度が、約50psiから約300psiの間である、請求項42乃至47のいずれか1項に記載のコーティングシステム。
【請求項49】
可剥層の破壊時の伸びが、少なくとも約50%である、請求項42乃至48のいずれか1項に記載のコーティングシステム。
【請求項50】
可剥層膜形成材が、ポリアクリレートポリマー、ポリアクリルポリマー、エポキシポリマー、ポリスチレンポリマー、ポリアクリレート−スチレンコポリマー、ポリエステル、フルオロポリマー、ポリ塩化ビニル、ポリ塩化ビニルco−酢酸ビニル、ポリビニルアルコール、酢酸ビニルポリマー、酢酸ビニルエチレンコポリマー、酢酸ビニルアクリレートコポリマー、ポリビニルブチラール、スチレン−ブタジエンコポリマー、アクリロニトリル−ブタジエンコポリマー、およびそれらの組合せの少なくとも1種を含む、請求項42乃至49のいずれか1項に記載のコーティングシステム。
【請求項1】
可剥層膜形成材を含む可剥層用組成物、および
約−100℃から約20℃の第1のTgを有するメンテナンス層膜形成材を含むメンテナンス層用組成物
を含むコーティングシステム。
【請求項2】
メンテナンス層用組成物が、約−50℃から約−20℃の第1のTgを有するメンテナンス層膜形成材を含む、請求項1に記載のコーティングシステム。
【請求項3】
メンテナンス層用組成物が、約−20℃から約120℃の第2のTgを有するメンテナンス層膜形成材を含む、請求項1または2に記載のコーティングシステム。
【請求項4】
第2のTgが、約40℃から約100℃である、請求項3に記載のコーティングシステム。
【請求項5】
可剥層用組成物が、約−20℃から約60℃のTgを有する、請求項1乃至4のいずれか1項に記載のコーティングシステム。
【請求項6】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項1乃至5のいずれか1項に記載のコーティングシステム。
【請求項7】
可剥層膜形成材が、エチレン酢酸ビニルコポリマーまたは酢酸ビニルアクリレートコポリマーを含む、請求項1乃至6のいずれか1項に記載のコーティングシステム。
【請求項8】
酢酸ビニルアクリレートコポリマーが、酢酸ビニル−アクリル酸ブチル−メタクリル酸メチルを含む、請求項7に記載のコーティングシステム。
【請求項9】
メンテナンス層膜形成材がポリウレタンを含む、請求項1乃至8のいずれか1項に記載のコーティングシステム。
【請求項10】
ポリウレタンが自己架橋性ポリウレタンを含む、請求項9に記載のコーティングシステム。
【請求項11】
ポリウレタンがポリウレタンコポリマーを含む、請求項9に記載のコーティングシステム。
【請求項12】
可剥層用組成物またはメンテナンス層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項1乃至11のいずれか1項に記載のコーティングシステム。
【請求項13】
基材層膜形成材を含む基材層用組成物をさらに含む、請求項1乃至12のいずれか1項に記載のコーティングシステム。
【請求項14】
基材層膜形成材が、約−10℃から約100℃のTgを有する、請求項13に記載のコーティングシステム。
【請求項15】
基材層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項13または14に記載のコーティングシステム。
【請求項16】
移行層膜形成材を含む移行層用組成物をさらに含む、請求項1乃至15のいずれか1項に記載のコーティングシステム。
【請求項17】
移行層膜形成材が、約20℃から約100℃のTgを有する、請求項16に記載のコーティングシステム。
【請求項18】
移行層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項16または17に記載のコーティングシステム。
【請求項19】
除去具をさらに含む、請求項1乃至18のいずれか1項に記載のコーティングシステム。
【請求項20】
可剥層膜形成材を含む可剥層用組成物を塗布して、接着強度より大きい引張強度を有する可剥層を形成することと、
自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含むメンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することと
を含む、表面をコーティングする方法。
【請求項21】
可剥層膜形成材が、約−20℃から約60℃のTgを有する、請求項20に記載の方法。
【請求項22】
可剥層の引張強度が、約100psiから約3,000psiの間である、請求項20または21に記載の方法。
【請求項23】
可剥層の接着強度が、約50psiから約300psiの間である、請求項20乃至22のいずれか1項に記載の方法。
【請求項24】
可剥層の破壊時の伸びが、少なくとも約50%である、請求項20乃至23のいずれか1項に記載の方法。
【請求項25】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項20乃至24のいずれか1項に記載の方法。
【請求項26】
可剥層用組成物およびメンテナンス層用組成物が、約100psiから約3,000psiの間の引張強度を有するコーティングを形成する、請求項20乃至25のいずれか1項に記載の方法。
【請求項27】
表面が床である、請求項20乃至26のいずれか1項に記載の方法。
【請求項28】
可剥層膜形成材を含む可剥層用組成物を塗布することと、
約−100℃から約20℃の第1のTgを有するメンテナンス層膜形成材を含むメンテナンス層用組成物を塗布することと
を含む、表面をコーティングする方法。
【請求項29】
メンテナンス層用組成物が、約−50℃から約−20℃の第1のTgを有するメンテナンス層膜形成材を含む、請求項28に記載の表面をコーティングする方法。
【請求項30】
メンテナンス層用組成物が、約−20℃から約120℃の第2のTgを有するメンテナンス層膜形成材を含む、請求項29に記載の表面をコーティングする方法。
【請求項31】
第2のTgが、約40℃から約100℃である、請求項30に記載の表面をコーティングする方法。
【請求項32】
可剥層用組成物が、約−20℃から約60℃のTgを有する、請求項28乃至31のいずれか1項に記載の表面をコーティングする方法。
【請求項33】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項28乃至32のいずれか1項に記載の表面をコーティングする方法。
【請求項34】
可剥層膜形成材が、エチレン酢酸ビニルコポリマーまたは酢酸ビニルアクリレートコポリマーを含む、請求項28乃至33のいずれか1項に記載の表面をコーティングする方法。
【請求項35】
酢酸ビニルアクリレートコポリマーが、酢酸ビニル−アクリル酸ブチル−メタクリル酸メチルを含む、請求項34に記載の表面をコーティングする方法。
【請求項36】
メンテナンス層膜形成材がポリウレタンを含む、請求項28乃至35のいずれか1項に記載の表面をコーティングする方法。
【請求項37】
ポリウレタンが自己架橋性ポリウレタンを含む、請求項36に記載の表面をコーティングする方法。
【請求項38】
ポリウレタンがポリウレタンコポリマーを含む、請求項36に記載の表面をコーティングする方法。
【請求項39】
可剥層用組成物またはメンテナンス層用組成物が、可塑剤、中和剤、湿潤剤、脱泡剤、合着剤、保存剤、染料、顔料、香料、ナノ粒子、光学的成分、および埋め込み型粒子からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項28乃至38のいずれか1項に記載の表面をコーティングする方法。
【請求項40】
表面が床である、請求項28乃至39のいずれか1項に記載の表面をコーティングする方法。
【請求項41】
可剥層用組成物およびメンテナンス層用組成物が、約100psiから約3,000psiの間の引張強度を有するコーティングを形成する、請求項28乃至40のいずれか1項に記載の方法。
【請求項42】
接着強度より大きい引張強度を有する可剥層を形成するための、可剥層膜形成材を含む可剥層用組成物と、
自己架橋性ポリウレタン、ポリウレタンコポリマー、またはそれらの組合せを含み、メンテナンス層膜形成材を含むメンテナンス層用組成物と
を含むコーティングシステム。
【請求項43】
可剥層用組成物またはメンテナンス層用組成物が液体である、請求項42に記載のコーティングシステム。
【請求項44】
基材層膜形成材を含む基材層用組成物をさらに含む、請求項42または43に記載のコーティングシステム。
【請求項45】
移行層膜形成材を含む移行層用組成物をさらに含む、請求項42乃至44のいずれか1項に記載のコーティングシステム。
【請求項46】
可剥層膜形成材が、約−20℃から約60℃のTgを有する、請求項42乃至45のいずれか1項に記載のコーティングシステム。
【請求項47】
引張強度が、約100psiから約3,000psiの間である、請求項42乃至46のいずれか1項に記載のコーティングシステム。
【請求項48】
接着強度が、約50psiから約300psiの間である、請求項42乃至47のいずれか1項に記載のコーティングシステム。
【請求項49】
可剥層の破壊時の伸びが、少なくとも約50%である、請求項42乃至48のいずれか1項に記載のコーティングシステム。
【請求項50】
可剥層膜形成材が、ポリアクリレートポリマー、ポリアクリルポリマー、エポキシポリマー、ポリスチレンポリマー、ポリアクリレート−スチレンコポリマー、ポリエステル、フルオロポリマー、ポリ塩化ビニル、ポリ塩化ビニルco−酢酸ビニル、ポリビニルアルコール、酢酸ビニルポリマー、酢酸ビニルエチレンコポリマー、酢酸ビニルアクリレートコポリマー、ポリビニルブチラール、スチレン−ブタジエンコポリマー、アクリロニトリル−ブタジエンコポリマー、およびそれらの組合せの少なくとも1種を含む、請求項42乃至49のいずれか1項に記載のコーティングシステム。
【図1A】

【図1B】
【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図1B】
【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2013−512316(P2013−512316A)
【公表日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−541201(P2012−541201)
【出願日】平成22年11月24日(2010.11.24)
【国際出願番号】PCT/US2010/058040
【国際公開番号】WO2011/066413
【国際公開日】平成23年6月3日(2011.6.3)
【出願人】(398061050)ディバーシー・インコーポレーテッド (101)
【住所又は居所原語表記】8310 16th Street,Sturtevant,Wisconsin 53177−0902,United States of America
【Fターム(参考)】
【公表日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成22年11月24日(2010.11.24)
【国際出願番号】PCT/US2010/058040
【国際公開番号】WO2011/066413
【国際公開日】平成23年6月3日(2011.6.3)
【出願人】(398061050)ディバーシー・インコーポレーテッド (101)
【住所又は居所原語表記】8310 16th Street,Sturtevant,Wisconsin 53177−0902,United States of America
【Fターム(参考)】
[ Back to top ]