
表面保護層を有するカード
【課題】本発明の課題は、磁気カード、ICカード、バーコートカードなどのカード表面の表面保護層として、従来使用されているアクリル系樹脂のものより、耐擦傷性がある表面保護層を設けたカードを提供することである。
【解決手段】少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度60%以下の酢酸セルロース樹脂を80質量%以上含み、JIS K 5600による鉛筆引っ掻き値がH以上であることを特徴とするカードである。
【解決手段】少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度60%以下の酢酸セルロース樹脂を80質量%以上含み、JIS K 5600による鉛筆引っ掻き値がH以上であることを特徴とするカードである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気カード、接触式ICカード、非接触式ICカード、バーコードカードなどのカードに関するものであり、特に表面保護層の耐擦傷性を向上したカードに関する。
【背景技術】
【0002】
近年、例えば銀行、クレジット会社、金融関係の企業、等のサービス産業分野では特に各種のカード、例えばクレジットカード、キャッシュカード、プリペイドカード、従業員証、社員証、会員証、学生証、免許証等を発行する場合が非常に多くなっている。
【0003】
また、カードは使用範囲が広がるにつれて、種々の厳しい条件下で使用されるようになっている。例えば、ポケットの中に鍵等の金属と一緒に入れられることも想定される。そのため、カード表面の耐擦傷性について、従来よりも厳しい仕様が要求されるようになっている。従来、カードの表面保護層としては、通常硬化型のアクリル系樹脂が使用されてきた。(たとえば特許文献1、特許文献2、特許文献3)。
【0004】
しかし、硬化型のアクリル系樹脂の表面保護層では、長期間使用していると、カード表面に擦れ傷がつき、例えば文字や顔写真やバーコードが不鮮明になる、などの問題が発生することがあった。さらに今後は、ATMのような種々の読み取り・書き込み装置に対して使用する場合が増えると予想される。その際は、カードの一定の場所が常に装置の搬送ローラや読み取り・書き込み部に接触するので、表面保護層の耐擦傷性を高くすることが要求されるようになると考えられる。
【0005】
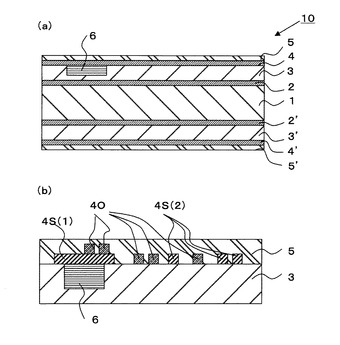
図1に磁気カードの一例における断面の模式図を示す。図1(a)は磁気カードの一例10の全体を示す図であり、図1(b)は部分拡大図である。図1(a)において、中心材となるセンターコアシート1の上側に印刷層2、外装シート3、印刷層4、表面保護層5がこの順序で配置され、外装シート3の一部には、磁気層5が埋め込まれている。一方、センターコアシート1の下側には印刷層2’、外装シート3’、印刷層4’、表面保護層5’が、この順序で配置されている。
【0006】
実際の構造では、磁気記録層6はカードの上側ではなく、下側に形成されることもある。また、表面保護層5、5’はカードの両面でなく、片面だけに形成されることもある。さらに、印刷層はセンターコアシート1の両面、外装シート3、3’の上のどれか一部だけに形成されることもある。
【0007】
印刷層には、例えば、氏名、会員番号、バーコード、顔写真等の保護すべき重要情報が印刷されている。表面保護層5、5’は、印刷層が傷や摩滅によって消えたり、不鮮明になったりしないように保護するために形成されている。
【0008】
カードの表側面には高さ0.4〜0.8mmの凸部を形成するエンボス加工が行われることが多い。エンボス部分は図1には示してないが、氏名、生年月日、会員番号等の重要情報がエンボスパターン(凸状パターン)として形成される。エンボス加工は、カードの裏面側に一種の活字を押し当てて、プレスすることにより、裏側を凹まし、表側に出っ張らせる加工法である。エンボス加工においては、カードの各層の硬度が高すぎると、その層に割れが発生する。
【0009】
エンボス適性についてはカードの各層の材料の特性が問題であり、ポリ塩化ビニルはエンボス適性が優れ、PET−Gもエンボス適性がある。一方、PETはエンボス適性がない。また、表面保護層、印刷層についても硬すぎる場合には、エンボス加工時にヒビ割れ
が発生する。
【0010】
エンボス適性は、多くの場合、第一に各層の材料の軟化点に関係し、ポリ塩化ビニルのように軟化点が60℃と低いものならエンボス適性があり、軟化点が高くなるにつれてエンボス適性が低下し、エンボス時に割れが発生する。
【0011】
表面保護層の接着性については、図1(a)において、印刷層はカード全面に層状に形成されるように示しているので、印刷層に接着性がよいことが条件であるように見える。しかし実際は、図1(b)の部分拡大したカードの断面説明図に示すように、例えば、スクリーン印刷で磁気記録層6の上に磁気層を隠蔽するための隠蔽層4S(1)を形成し、同時に絵柄や文字4S(2)を形成する。また、オフセット印刷を用いて、絵柄や文字4Oを形成する。さらに、それらを覆うように全面に表面保護層5を形成する。
【0012】
従って、一般的には、表面保護層5、5’はスクリーン印刷部分、オフセット印刷部分、外装シート3、3’、さらには場合によって磁気記録層、に接触するので、それらのいずれに対しても接着力があることが必要である。なお、磁気記録層上に隠蔽層を形成しない場合があり、その場合には、表面保護層は磁気記録層に対しても接着性がよいことが必要である。
【0013】
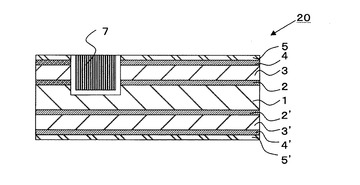
図2に接触式ICカードの一例20の断面の模式図を示す。図2において7は接触式ICカード用ICモジュールであり、センターコアシート1、外装シート3を切削した凹部にはめ込まれている。センターコアシートの両面に印刷層2,2’が形成され、その外側に外装シート3,3’が配置されている。さらに外装シート3、3’と表面保護層5,5’の間には、それぞれ印刷層4,4’が形成されている。印刷層とセンターコアシート、外装シート、表面保護層5,5’の配置関係は、磁気カードと同じである。
【0014】
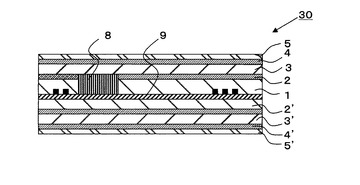
また、図3に非接触式ICカードの一例30の断面の模式図を示すが、8は非接触式ICカード用ICモジュールであり、9はアンテナシートであり、いずれもカードの内部に埋め込まれている。印刷層2,2’、4、4’とセンターコアシート1、外装シート3,3’、表面保護層5,5’との間の配置関係は、磁気カードの場合と同じである
【0015】
磁気カード、接触式ICカード、非接触式ICカードのいずれカードにおいても、基本的な構成は中心材となるセンターコアシート1と外装シート3、3’であり、印刷層はセンターコアシートと外装シートの間、または外装シートの上に形成される。また、表面保護層はカードの一面または両面に形成される。センターコアシート、外装シートはいずれのカードにおいても、同じような材料が使用されている。
【0016】
さらに、その他のカード、例えばバーコードを印刷してあるバーコードカード等、においても多くの場合に、センターコアシートと外装シートの構成と材料は、磁気カード等と同じである。また、印刷層も磁気カードの場合と同様に形成される。従って、いずれのカードにおいても、表面保護層5,5’は外装シート3,3’、スクリーン印刷部4S、オフセット印刷部4Oなどの印刷部との接着性が必要である。また、磁気記録層6の上に隠蔽層4S(1)が形成されない場合には磁気記録層6との接着性も必要である。
【0017】
外装シートには、一般的に透明な材料が使用され、下地であるセンターコアシートに印刷された絵柄や文字を目や装置で認識することができるようにしている。外装シートの材料としては、透明ポリ塩化ビニル、透明塩化ビニル−酢酸ビニル共重合系樹脂、透明な非晶性ポリエチレンテレフタレートとポリカーボネート及び/またはポリアリレートとのポリマーアロイが使用される。さらには酢酸セルロース樹脂が使用される(特許文献4参照)。
【0018】
センターコアシートの材料には、通常外装シートに使用される材料に白色材料を混ぜて白色にしたものが使用される。白色ポリ塩化ビニル樹脂が多用されるが、その他白色ポリエチレンテレフタレート(PET)や白色のPET共重合樹脂(例えばPET−G)、さらには白色酢酸セルロース樹脂(特許文献4)も使用される。
【0019】
スクリーン印刷はインキの膜厚を厚くすることができるので、下地の色に影響されずに所定の色を出すことができる。そのため、隠蔽層の形成や、重量感のある色が必要な絵柄の印刷に使用される。スクリーンインキの樹脂分としては、塩化ビニル−酢酸ビニル共重合系樹脂、光硬化型のアクリル系樹脂が、通常使用される。
【0020】
オフセット印刷はカードの製造において最も頻繁に使用され、絵柄や文字の印刷に使用される。オフセットインキの樹脂分としては、おもに光硬化型のアクリル系樹脂が使用される。カードの製造には、通常、スクリーン印刷とオフセット印刷が併用されている。
【0021】
磁気記録層のバインダー成分は、通常ポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂である。磁気記録層の上に隠蔽層を形成しない場合には、表面保護層は、磁気記録層にも接着性を有することが必要である。
【0022】
バーコードは、オフセット印刷時に形成することが多い。バーコードを外装シート上に形成する場合には、傷によって読み取り不良、不能になることを防止するために、しっかりした表面保護層が必要である。
【0023】
さらに、顔写真等の写真部分に対しても、表面保護層は、接着性があることが必要である。
【0024】
表面保護層は、摩擦、引っ掻きなどによって、カード基材、印刷された絵柄や文字、写真部分、隠蔽層が傷つき、剥がれてしまうことを防止するために設けられている。表面保護層として、通常は硬化タイプのアクリル系の樹脂が使用されている。その硬度はJIS
K 5600に規定されている鉛筆引っ掻き強度試験でHB程度である。しかし、先に述べたように、長期間使用していると、カード表面に擦れ傷がつき、文字や顔写真が見にくくなる、バーコードが読み取れなくなる、などの問題が発生することがあった。
【0025】
なお、カード表面の硬さの測定・評価には、「鉛筆引っ掻き試験」(JIS K 5600)を使用するが、広く一般的に使用されているアクリル系樹脂の表面保護層の耐擦傷性は鉛筆引っ掻き値(強度)でHB程度である。ただし、硬くなりすぎると、エンボス加工時にひび割れが発生する。
【0026】
公知文献を以下に示す。
【特許文献1】特開平10−863号公報
【特許文献2】特開平10−187046号公報
【特許文献3】特開2001−152052号公報
【特許文献4】特開平11−134640号公報
【発明の開示】
【発明が解決しようとする課題】
【0027】
磁気カード、ICカード、バーコードカード等のカード表面の表面保護層として、従来使用されているアクリル系樹脂のものより、耐擦傷性がある表面保護層を設けたカードを提供することである。
【課題を解決するための手段】
【0028】
本発明は、上記の課題に鑑みてなされたものであって、請求項1に係わる発明は、少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度60%以下の酢酸セルロース樹脂を80質量%以上含み、JIS K 5600による鉛筆引っ掻き値がH以上であることを特徴とするカードである。
【0029】
請求項2に係わる発明は、該表面保護層が(メタ)アクリル系樹脂を20質量%以下、または塩化ビニル−酢酸ビニル共重合系樹脂を20質量%以下、または(メタ)アクリル系樹脂と塩化ビニル−酢酸ビニル共重合系樹脂の混合物を20質量%以下含有することを特徴とする請求項1に記載のカードである。ここで、(メタ)アクリル系樹脂は、アクリル系樹脂とメタアクリル系樹脂を合わせて示している。
【0030】
請求項3に係わる発明は、少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度52%〜60%の酢酸セルロース樹脂よりなることを特徴とする請求項1または2に記載のカードである。
【0031】
請求項4に係わる発明は、該表面保護層の厚さが0.1〜2.5μmの範囲内であることを特徴とする請求項1〜3のいずれか1項に記載のカードである。
【0032】
請求項5に係わる発明は、該表面保護層側にエンボス加工が施されていることを特徴とする請求項1〜4のいずれか1項に記載のカードである。
【発明の効果】
【0033】
請求項1の発明による効果は、表面保護層の強度が鉛筆引っ掻きテストでH以上の強度を有するカードを得ることができる点である。なお、酢酸セルロース樹脂以外の樹脂分を20質量%以内において添加することができるが、添加した結果、表面保護層の鉛筆引っ掻き値がHに達せず、HB以下になる場合には、本発明の範囲外である。
【0034】
請求項2の発明による効果は、酢酸セルロース樹脂以外の樹脂分として、(メタ)アクリル系樹脂、塩化ビニル−酢酸ビニル共重合系樹脂を添加することによって、硬さを調製することができ、酢酸セルロース樹脂だけでは硬すぎてエンボス適性がない場合でも、エンボス適性を付与することができる点である。さらに、外装シートとの接着性を高くすることができるという効果もある。
【0035】
請求項3の発明による効果は、表面保護層の酢酸セルロース樹脂の酢化度を50〜60%と限定することによって、従来のアクリル系樹脂よりも耐擦過性に優れ、同時にエンボス加工しても表面保護層がひび割れしない、カードを提供することができる点である。
【0036】
請求項4で表面保護層の厚さを0.1〜2.5μmに限定した理由は、表面保護層の厚さが0.1μm以下では、耐擦傷性が低く、下地と同程度の耐擦傷性しか得られず、効果がない。一方2.5μm以上では耐擦傷性が増加せず飽和状態となる。また、磁気記録層を具備するカードでは、磁気記録層の上の表面保護層が2.5μm以上になると、所定の解像度で磁気記録を読み書きすることが難しくなるからである。
【図面の簡単な説明】
【0037】
【図1】(a)通常の磁気カードの層構成を示すための断面説明図である。(b)磁気記録層周辺部分の拡大断面説明図である。
【図2】通常の接触式ICカードの層構成を示すための断面説明図である。
【図3】通常の非接触式ICカードの層構成を示すための断面説明図である。
【発明を実施するための形態】
【0038】
以下、本発明を実施するための最良の形態につき説明する。
【0039】
酢酸セルロース樹脂は、天然の高分子であるセルロースを酢酸エステル化することにより得られる半合成高分子である。セルロースは無水グルコースを繰り返し単位とする高分子で、繰り返し単位当たり3個の水酸基を持っており、エステル化している程度(置換度)により性質の異なる酢酸セルロース樹脂が得られる。置換度は酢化度という指標で表す。3個の水酸基がすべてアセチル化したもの、すなわちトリアセチルセルロース、の酢化度は62.5%になる。硬度は酢化度が大きくなるにつれて低下するが、酢化度62.5%のトリアセチルセルロースではJIS K 5600による鉛筆引っ掻き値はHBである。
【0040】
後に実施例において述べるが、酢化度の異なる酢酸セルロース樹脂について検討したところ、酢化度が60%以下の酢酸セルロース樹脂であれば、JIS法による鉛筆引っ掻き値はH以上であり、ネールスクラッチ法によっても傷が付かず、表面保護層として使用することができることが判明した。
【0041】
本発明では、重合度100〜200の酢酸セルロース樹脂を使用することが好ましい。重合度が100以下であると、溶剤溶解性はよいが、使用時において各種溶剤、例えば、工業用接着剤、塗料のシンナーなどが付着した場合における耐性が不足する。一方、重合度200以上では、溶剤溶解性が低く、溶液の粘度が高くなり、所定の厚さ(本発明の場合2.5μm)以下の厚さに塗布することが困難になるからである。
【0042】
エンボス加工を行うカードについては、表面保護層として酢酸セルロース樹脂単体を使用する場合には、酢化度50%以上の酢酸セルロース樹脂であることが必要である。酢化度が50%以下の酢酸セルロース樹脂では、鉛筆引っ掻き値が2H以上となり、実施例において示すようにエンボス割れが発生する。
【0043】
エンボスを行うカードで酢酸セルロース樹脂として酢化度50%以下のものを使用する場合には、アクリル系樹脂や塩化ビニル−酢酸ビニル共重合系樹脂を添加して硬度を低下させて使用することができる。ただし、樹脂同士の相溶性の点から、アクリル系樹脂も塩化ビニル−酢酸ビニル共重合系樹脂も添加量の上限は20質量%である。また、アクリル系樹脂と塩化ビニル−酢酸ビニル共重合系樹脂を混合したものを添加する場合にも添加量は20質量%が限度である。
【0044】
請求項2に記載の(メタ)アクリル系樹脂としては、通常の(メタ)アクリル系樹脂のうち、カード表面保護層として適した硬さ、耐擦過性、耐ブロッキング性を有するものを使用することができる。例えば特許文献1に記載されている分子中に2個以上のアクリロイル基やメタクリロイル基を有するモノマーやオリゴマーに重合開始剤を添加し、重合させたもの、さらに特許文献2に記載されているウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエーテル(メタ)アクリレートに、単官能、多官能モノマーを添加し、重合させたもの、を使用することができる。
【0045】
請求項2に記載の塩化ビニル−酢酸ビニル共重合系樹脂としては、塩化ビニル−酢酸ビニル共重合系樹脂(85:15)で加重平均分子量が3〜10万のものが好ましい。
【0046】
表面保護層として、酢化度60%以上の酢酸セルロース樹脂80質量%以上と(メタ)アクリル系樹脂を20質量%以下含有するものを作成するには、溶媒として両者の共通溶剤を使用して、それぞれを溶解し、次ぎに所定の割合で混合して、混合液とし、カード表
面塗布し、乾燥することによって得ることができる。同様にして、酢化度60%以上の酢酸セルロース樹脂80質量%以上と塩化ビニル−酢酸ビニル系樹脂を20質量%以下含有する表面保護層を形成することができる。さらに、(メタ)アクリル系樹脂と塩化ビニル−酢酸ビニル系樹脂の混合物を20質量%以下含有する表面保護層を形成することができる。
【0047】
添加物として(メタ)アクリル系樹脂を使用するのか、塩化ビニル−酢酸ビニル共重合系樹脂を使用するのか、あるいはそれらの混合物を使用するのかは、カードの外装シートの種類や、インキに使用されている樹脂分との接着性を考慮し、最終的にはテストして決定する。
【0048】
本発明のカードの外装シート基材としては、通常使用される塩化ビニル樹脂、ポリエチレンテレフタレート(PET)、ポリエチレンテレフタレートとグリコールの共重合体(例えばPET−G)、ポリエチレンテレフタレートとポリカーボネート(PC)のポリマーアロイ、さらには酢酸セルロース樹脂等のいずれも使用することができる。
【0049】
外装シートにポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂を使用する場合には、表面保護層とする酢酸セルロース樹脂に塩化ビニル−酢酸ビニル共重合系樹脂を添加することが接着性向上等の点から好ましい。また、PET、PET−G等のPET系の外装シート対しては、酢酸セルロース樹脂に(メタ)アクリル系樹脂を添加した表面保護層を使用することが、多くの場合、接着性向上等の点から好ましい。
【0050】
外装シートに酢酸セルロース系樹脂を使用する場合には、JIS法の鉛筆引っ掻き値がH程度であり、またエンボス適性もある酢化度のものを使用することができる。しかし、酢酸セルロース樹脂系の外装シートにたいしては、通常使用されているスクリーンインキの樹脂分や、アクリル系樹脂を使用したオフセットインキは接着性が低く、使用中に剥離しやすい。その場合に酢酸セルロース樹脂系の表面保護層を形成すると、十分な耐擦傷性が得られる。
【0051】
酢酸セルロース樹脂表面保護層の厚さは、0.1〜2.5μmが適当である。表面保護層の厚さが0.1μm以下では、耐擦傷性が低く、外装シートと同程度の耐擦傷性しか得られず、効果がない。一方2.5μm以上では耐擦傷性が増加せずほぼ飽和状態となる。また、磁気記録層を具備するカードでは、磁気記録層の上の表面保護層が2.5μm以上になると、所定の解像度で磁気記録を読み書きすることが難しくなる。なお、磁気記録層は、表面保護層を設けなくても一般に耐擦傷性が高いので、磁気記録層の部分だけ表面保護層を設けない方法がある。この場合には表面保護層の厚さを2.5μm以上にしてもよい。
【0052】
酢酸セルロース樹脂表面保護層は、スクリーン印刷、オフセット印刷、ロールコータなどの湿式法を使用して形成することができる。さらに、いわゆる転写法を使用することができる。転写法を使用する場合には、外装シートがポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂である場合には、接着剤として塩化ビニル−酢酸ビニル共重合系樹脂を使用することが、接着力を向上させることができるので、好ましい。また、外装シートがPET系の場合には接着剤として(メタ)アクリル系樹脂やPET−G系樹脂を使用することが、接着力を向上させることができるので、好ましい。
【0053】
磁気記録層等を隠蔽するための隠蔽層はスクリーン印刷法で形成する。また、絵柄や強調したい文字にもスクリーン印刷を使用する。外装シートの材料がポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂である場合には、スクリーンインクのビヒクル分(樹脂分)としては、塩化ビニル−酢酸ビニル共重合系樹脂を使用することが多く、本発明にお
いても使用することができる。また、外装シートの材料がPET系に樹脂である場合には、ビヒクル分として(メタ)アクリル系樹脂やPET−G系樹脂を使用したものをスクリーンインキとして使用することができる。
【0054】
また、通常の絵柄や文字はオフセット印刷法を使用する。本発明においては、オフセットインクのビヒクル分として塩化ビニル−酢酸ビニル共重合系樹脂、(メタ)アクリル系樹脂、両者の混合物等を使用することができる。
【0055】
塗布して形成した表面保護層は、通常十分に平滑であるが、得意先要望等などの必要に応じて、さらに平滑にする必要がある場合には、酢化度50〜60%酢酸セルロース樹脂は、熱可塑性があるので、表面研磨ステンレス板、クロムメッキ板等を使用して、加熱プレスしてさらに平滑にすることができる。
【0056】
外装シートやスクリーン印刷部、オフセット印刷部に対する表面保護層の接着力が不足する場合には、プライマーや接着剤を併用することができる。
【0057】
本発明のカードは種々のカードに使用することができる。たとえば、磁気カード、接触式ICカード、非接触型ICカード、接触・非接触共用ICカード、感熱記録層を有するカード、さらには、顔写真入りのカード、である。エンボス加工は、どの種類のカードにおいても行う場合と行わない場合がある。
【実施例】
【0058】
以下に、本発明を実施例により更に詳細に説明するが、本発明はこれらに限定されるものではない。
【0059】
<実施例1>
図1(a)、(b)に示した磁気カードを作成した。センターコアシート1として、白色ポリ塩化ビニル樹脂フィルムを使用し、外装シート3、3’として透明な硬質ポリ塩化ビニル樹脂フィルムを使用した。外装シート3の上に磁気テープをテープ転写機で転写し、センターコアシート1と外装シート3、3’を、磁気テープ6が外側になるように重ねた。なお、センターコアシートにはなにも印刷しなかった。次ぎに加熱プレスして全層を一体化した。磁気テープ6は外装シート3の中に埋め込まれた状態になった。
【0060】
磁気テープ6の上の隠蔽層4S(1)と絵柄の一部4S(2)をスクリーン印刷で形成した。スクリーンインキとしては、塩化ビニル−酢酸ビニル共重合系樹脂をビヒクル分としたものを用いた。
【0061】
次ぎにオフセット印刷法で絵柄と文字4Oを形成した。オフセットインキには塩化ビニル−酢酸ビニル共重合系樹脂とアクリル系樹脂を質量比1:1で混合したものをビヒクル分とするものを使用した。
【0062】
酢化度55%の酢酸セルロース樹脂(ダイセル化学製 M−80、重合度約150)を溶剤として酢酸エチルとメチルセロソルブアセタートの混合物を使用して濃度を20質量%とした溶液(塗工液)を作成した。この塗工液を使用して、ロール塗布法で乾燥膜厚1.5μmの表面保護層を形成した。溶剤乾燥条件は40〜60℃で、1〜1.5時間とした。
【0063】
同様にして、酢化度51%(ダイセル化学製 M−80、重合度約150)、および酢化度61%(ダイセル化学製 LT−55、重合度約150)の酢酸セルロース樹脂の表面保護層を有するカードを作成した。
【0064】
このようにして形成した酢化度が異なる酢酸セルロース樹脂の表面保護層について、以下の評価を行った。
<エンボス加工適性>データカード社製の発行機(エンボス加工機)DC9000を用い、1と7の2種の数字を3列形成した。割れの有無は目視で判定した。結果を表1に示す。
<接着性>JIS K 5600に準拠して、2.54mm幅のセロファンテープをカードの平滑面、およびエンボス加工部分に密着させ、1分間放置した後、セロファンテープを90度剥離して、表面保護層が剥離したか否か、目視で判別した。結果を表1に示す。<ネールスクラッチ>カードの表面保護層に爪を立てて引っ掻き、キズの程度(有無)は目視で観察、評価した。引っ掻く強さは、毎回同じになるように注意した。結果を表1に示す。
<鉛筆引っ掻き値>JIS K5600に準拠して、手書き法でテストし、すり傷で判定した。結果を表1に示す。
【0065】
【表1】

【0066】
表1に示したように、エンボス割れに関しては、酢化度51%では発生するが、53%では発生しない。この結果は、鉛筆引っ掻き強度が酢化度51%では2Hと高く、酢化度53%ではH、酢化度61%ではHBと、酢化度が高くなるにつれて低下する、という結果に一致している。酢化度が低い酢酸セルロース樹脂のほうが、硬度が高くなるので、割れ易くなったと考えられる。
【0067】
<実施例2>
酢化度51%の酢酸セルロース樹脂に酢化度55%の酢酸セルロース樹脂を10%、20%混合した溶液を作成し、実施例1と同様にして乾燥膜厚1.5μmの表面保護層を形成した。2種類の酢化度の酢酸セルロース樹脂を混合したもののエンボス特性、表面強度が酢化度の加重平均値になるか、否かは、定かではないが、酢化度以外は類似した樹脂であり、しかも酢化度の差も小さいので、特性は加重平均的な値になると想定した。すると、10%混合したものは計算上、酢化度51.4%、20%混合したものは酢化度51.8%となる。
【0068】
同様に酢化度61%の酢酸セルロース樹脂に酢化度55%の酢酸セルロース樹脂を10%、20%混合したもので、乾燥膜厚1.5μmの表面保護層を形成した。見かけ上の酢化度は10%添加のもので60.4%、20%添加のもので59.8%となる。
【0069】
上記の4種類の表面保護層について、エンボス加工の割れと鉛筆引っ掻き値を調べた。すると、酢化度51.4%のものはエンボス割れが発生し、鉛筆引っ掻き値が2Hであった。酢化度51.8%のものは、エンボス割れが発生せず、鉛筆引っ掻き値がHであった。しなかった。また、酢化度60.4%のものはエンボス割れが発生せず、鉛筆引っ掻き値がHBであった。酢化度59.8%のものは、エンボス割れが発生せず、鉛筆引っ掻き値がHであった。
【0070】
以上の結果から、酢化度60%以下の酢酸セルロース樹脂を表面保護層として使用することで、耐擦過傷性が優れたカードを得ることができる、といえる。また、エンボス加工が必要な場合には、酢化度52%〜60%の酢酸セルロース樹脂を表面保護層として使用することによって、エンボス加工適性があり耐擦過傷性に優れたカードを得ることができる。
【符号の説明】
【0071】
1・・・・・・センターコアシート
2、2’・・・センターコアシートと外装シートの間の印刷層
3、3’・・・外装シート
4、4’・・・外装シート3と表面保護層5の間の印刷層
4O・・・・・外装シート3と表面保護層5の間のオフセット印刷部
4S・・・・・外装シート3と表面保護層5の間のスクリーン印刷部
4S(1)・・隠蔽層
4S(2)・・絵柄
5、5’・・・表面保護層
6・・・・・・磁気記録層
7・・・・・・接触式ICカード用ICモジュール
8・・・・・・非接触式ICカード用ICモジュール
9・・・・・・アンテナシート
10・・・・・・磁気カード
20・・・・・・接触式ICカード
30・・・・・・非接触式ICカード
【技術分野】
【0001】
本発明は、磁気カード、接触式ICカード、非接触式ICカード、バーコードカードなどのカードに関するものであり、特に表面保護層の耐擦傷性を向上したカードに関する。
【背景技術】
【0002】
近年、例えば銀行、クレジット会社、金融関係の企業、等のサービス産業分野では特に各種のカード、例えばクレジットカード、キャッシュカード、プリペイドカード、従業員証、社員証、会員証、学生証、免許証等を発行する場合が非常に多くなっている。
【0003】
また、カードは使用範囲が広がるにつれて、種々の厳しい条件下で使用されるようになっている。例えば、ポケットの中に鍵等の金属と一緒に入れられることも想定される。そのため、カード表面の耐擦傷性について、従来よりも厳しい仕様が要求されるようになっている。従来、カードの表面保護層としては、通常硬化型のアクリル系樹脂が使用されてきた。(たとえば特許文献1、特許文献2、特許文献3)。
【0004】
しかし、硬化型のアクリル系樹脂の表面保護層では、長期間使用していると、カード表面に擦れ傷がつき、例えば文字や顔写真やバーコードが不鮮明になる、などの問題が発生することがあった。さらに今後は、ATMのような種々の読み取り・書き込み装置に対して使用する場合が増えると予想される。その際は、カードの一定の場所が常に装置の搬送ローラや読み取り・書き込み部に接触するので、表面保護層の耐擦傷性を高くすることが要求されるようになると考えられる。
【0005】
図1に磁気カードの一例における断面の模式図を示す。図1(a)は磁気カードの一例10の全体を示す図であり、図1(b)は部分拡大図である。図1(a)において、中心材となるセンターコアシート1の上側に印刷層2、外装シート3、印刷層4、表面保護層5がこの順序で配置され、外装シート3の一部には、磁気層5が埋め込まれている。一方、センターコアシート1の下側には印刷層2’、外装シート3’、印刷層4’、表面保護層5’が、この順序で配置されている。
【0006】
実際の構造では、磁気記録層6はカードの上側ではなく、下側に形成されることもある。また、表面保護層5、5’はカードの両面でなく、片面だけに形成されることもある。さらに、印刷層はセンターコアシート1の両面、外装シート3、3’の上のどれか一部だけに形成されることもある。
【0007】
印刷層には、例えば、氏名、会員番号、バーコード、顔写真等の保護すべき重要情報が印刷されている。表面保護層5、5’は、印刷層が傷や摩滅によって消えたり、不鮮明になったりしないように保護するために形成されている。
【0008】
カードの表側面には高さ0.4〜0.8mmの凸部を形成するエンボス加工が行われることが多い。エンボス部分は図1には示してないが、氏名、生年月日、会員番号等の重要情報がエンボスパターン(凸状パターン)として形成される。エンボス加工は、カードの裏面側に一種の活字を押し当てて、プレスすることにより、裏側を凹まし、表側に出っ張らせる加工法である。エンボス加工においては、カードの各層の硬度が高すぎると、その層に割れが発生する。
【0009】
エンボス適性についてはカードの各層の材料の特性が問題であり、ポリ塩化ビニルはエンボス適性が優れ、PET−Gもエンボス適性がある。一方、PETはエンボス適性がない。また、表面保護層、印刷層についても硬すぎる場合には、エンボス加工時にヒビ割れ
が発生する。
【0010】
エンボス適性は、多くの場合、第一に各層の材料の軟化点に関係し、ポリ塩化ビニルのように軟化点が60℃と低いものならエンボス適性があり、軟化点が高くなるにつれてエンボス適性が低下し、エンボス時に割れが発生する。
【0011】
表面保護層の接着性については、図1(a)において、印刷層はカード全面に層状に形成されるように示しているので、印刷層に接着性がよいことが条件であるように見える。しかし実際は、図1(b)の部分拡大したカードの断面説明図に示すように、例えば、スクリーン印刷で磁気記録層6の上に磁気層を隠蔽するための隠蔽層4S(1)を形成し、同時に絵柄や文字4S(2)を形成する。また、オフセット印刷を用いて、絵柄や文字4Oを形成する。さらに、それらを覆うように全面に表面保護層5を形成する。
【0012】
従って、一般的には、表面保護層5、5’はスクリーン印刷部分、オフセット印刷部分、外装シート3、3’、さらには場合によって磁気記録層、に接触するので、それらのいずれに対しても接着力があることが必要である。なお、磁気記録層上に隠蔽層を形成しない場合があり、その場合には、表面保護層は磁気記録層に対しても接着性がよいことが必要である。
【0013】
図2に接触式ICカードの一例20の断面の模式図を示す。図2において7は接触式ICカード用ICモジュールであり、センターコアシート1、外装シート3を切削した凹部にはめ込まれている。センターコアシートの両面に印刷層2,2’が形成され、その外側に外装シート3,3’が配置されている。さらに外装シート3、3’と表面保護層5,5’の間には、それぞれ印刷層4,4’が形成されている。印刷層とセンターコアシート、外装シート、表面保護層5,5’の配置関係は、磁気カードと同じである。
【0014】
また、図3に非接触式ICカードの一例30の断面の模式図を示すが、8は非接触式ICカード用ICモジュールであり、9はアンテナシートであり、いずれもカードの内部に埋め込まれている。印刷層2,2’、4、4’とセンターコアシート1、外装シート3,3’、表面保護層5,5’との間の配置関係は、磁気カードの場合と同じである
【0015】
磁気カード、接触式ICカード、非接触式ICカードのいずれカードにおいても、基本的な構成は中心材となるセンターコアシート1と外装シート3、3’であり、印刷層はセンターコアシートと外装シートの間、または外装シートの上に形成される。また、表面保護層はカードの一面または両面に形成される。センターコアシート、外装シートはいずれのカードにおいても、同じような材料が使用されている。
【0016】
さらに、その他のカード、例えばバーコードを印刷してあるバーコードカード等、においても多くの場合に、センターコアシートと外装シートの構成と材料は、磁気カード等と同じである。また、印刷層も磁気カードの場合と同様に形成される。従って、いずれのカードにおいても、表面保護層5,5’は外装シート3,3’、スクリーン印刷部4S、オフセット印刷部4Oなどの印刷部との接着性が必要である。また、磁気記録層6の上に隠蔽層4S(1)が形成されない場合には磁気記録層6との接着性も必要である。
【0017】
外装シートには、一般的に透明な材料が使用され、下地であるセンターコアシートに印刷された絵柄や文字を目や装置で認識することができるようにしている。外装シートの材料としては、透明ポリ塩化ビニル、透明塩化ビニル−酢酸ビニル共重合系樹脂、透明な非晶性ポリエチレンテレフタレートとポリカーボネート及び/またはポリアリレートとのポリマーアロイが使用される。さらには酢酸セルロース樹脂が使用される(特許文献4参照)。
【0018】
センターコアシートの材料には、通常外装シートに使用される材料に白色材料を混ぜて白色にしたものが使用される。白色ポリ塩化ビニル樹脂が多用されるが、その他白色ポリエチレンテレフタレート(PET)や白色のPET共重合樹脂(例えばPET−G)、さらには白色酢酸セルロース樹脂(特許文献4)も使用される。
【0019】
スクリーン印刷はインキの膜厚を厚くすることができるので、下地の色に影響されずに所定の色を出すことができる。そのため、隠蔽層の形成や、重量感のある色が必要な絵柄の印刷に使用される。スクリーンインキの樹脂分としては、塩化ビニル−酢酸ビニル共重合系樹脂、光硬化型のアクリル系樹脂が、通常使用される。
【0020】
オフセット印刷はカードの製造において最も頻繁に使用され、絵柄や文字の印刷に使用される。オフセットインキの樹脂分としては、おもに光硬化型のアクリル系樹脂が使用される。カードの製造には、通常、スクリーン印刷とオフセット印刷が併用されている。
【0021】
磁気記録層のバインダー成分は、通常ポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂である。磁気記録層の上に隠蔽層を形成しない場合には、表面保護層は、磁気記録層にも接着性を有することが必要である。
【0022】
バーコードは、オフセット印刷時に形成することが多い。バーコードを外装シート上に形成する場合には、傷によって読み取り不良、不能になることを防止するために、しっかりした表面保護層が必要である。
【0023】
さらに、顔写真等の写真部分に対しても、表面保護層は、接着性があることが必要である。
【0024】
表面保護層は、摩擦、引っ掻きなどによって、カード基材、印刷された絵柄や文字、写真部分、隠蔽層が傷つき、剥がれてしまうことを防止するために設けられている。表面保護層として、通常は硬化タイプのアクリル系の樹脂が使用されている。その硬度はJIS
K 5600に規定されている鉛筆引っ掻き強度試験でHB程度である。しかし、先に述べたように、長期間使用していると、カード表面に擦れ傷がつき、文字や顔写真が見にくくなる、バーコードが読み取れなくなる、などの問題が発生することがあった。
【0025】
なお、カード表面の硬さの測定・評価には、「鉛筆引っ掻き試験」(JIS K 5600)を使用するが、広く一般的に使用されているアクリル系樹脂の表面保護層の耐擦傷性は鉛筆引っ掻き値(強度)でHB程度である。ただし、硬くなりすぎると、エンボス加工時にひび割れが発生する。
【0026】
公知文献を以下に示す。
【特許文献1】特開平10−863号公報
【特許文献2】特開平10−187046号公報
【特許文献3】特開2001−152052号公報
【特許文献4】特開平11−134640号公報
【発明の開示】
【発明が解決しようとする課題】
【0027】
磁気カード、ICカード、バーコードカード等のカード表面の表面保護層として、従来使用されているアクリル系樹脂のものより、耐擦傷性がある表面保護層を設けたカードを提供することである。
【課題を解決するための手段】
【0028】
本発明は、上記の課題に鑑みてなされたものであって、請求項1に係わる発明は、少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度60%以下の酢酸セルロース樹脂を80質量%以上含み、JIS K 5600による鉛筆引っ掻き値がH以上であることを特徴とするカードである。
【0029】
請求項2に係わる発明は、該表面保護層が(メタ)アクリル系樹脂を20質量%以下、または塩化ビニル−酢酸ビニル共重合系樹脂を20質量%以下、または(メタ)アクリル系樹脂と塩化ビニル−酢酸ビニル共重合系樹脂の混合物を20質量%以下含有することを特徴とする請求項1に記載のカードである。ここで、(メタ)アクリル系樹脂は、アクリル系樹脂とメタアクリル系樹脂を合わせて示している。
【0030】
請求項3に係わる発明は、少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度52%〜60%の酢酸セルロース樹脂よりなることを特徴とする請求項1または2に記載のカードである。
【0031】
請求項4に係わる発明は、該表面保護層の厚さが0.1〜2.5μmの範囲内であることを特徴とする請求項1〜3のいずれか1項に記載のカードである。
【0032】
請求項5に係わる発明は、該表面保護層側にエンボス加工が施されていることを特徴とする請求項1〜4のいずれか1項に記載のカードである。
【発明の効果】
【0033】
請求項1の発明による効果は、表面保護層の強度が鉛筆引っ掻きテストでH以上の強度を有するカードを得ることができる点である。なお、酢酸セルロース樹脂以外の樹脂分を20質量%以内において添加することができるが、添加した結果、表面保護層の鉛筆引っ掻き値がHに達せず、HB以下になる場合には、本発明の範囲外である。
【0034】
請求項2の発明による効果は、酢酸セルロース樹脂以外の樹脂分として、(メタ)アクリル系樹脂、塩化ビニル−酢酸ビニル共重合系樹脂を添加することによって、硬さを調製することができ、酢酸セルロース樹脂だけでは硬すぎてエンボス適性がない場合でも、エンボス適性を付与することができる点である。さらに、外装シートとの接着性を高くすることができるという効果もある。
【0035】
請求項3の発明による効果は、表面保護層の酢酸セルロース樹脂の酢化度を50〜60%と限定することによって、従来のアクリル系樹脂よりも耐擦過性に優れ、同時にエンボス加工しても表面保護層がひび割れしない、カードを提供することができる点である。
【0036】
請求項4で表面保護層の厚さを0.1〜2.5μmに限定した理由は、表面保護層の厚さが0.1μm以下では、耐擦傷性が低く、下地と同程度の耐擦傷性しか得られず、効果がない。一方2.5μm以上では耐擦傷性が増加せず飽和状態となる。また、磁気記録層を具備するカードでは、磁気記録層の上の表面保護層が2.5μm以上になると、所定の解像度で磁気記録を読み書きすることが難しくなるからである。
【図面の簡単な説明】
【0037】
【図1】(a)通常の磁気カードの層構成を示すための断面説明図である。(b)磁気記録層周辺部分の拡大断面説明図である。
【図2】通常の接触式ICカードの層構成を示すための断面説明図である。
【図3】通常の非接触式ICカードの層構成を示すための断面説明図である。
【発明を実施するための形態】
【0038】
以下、本発明を実施するための最良の形態につき説明する。
【0039】
酢酸セルロース樹脂は、天然の高分子であるセルロースを酢酸エステル化することにより得られる半合成高分子である。セルロースは無水グルコースを繰り返し単位とする高分子で、繰り返し単位当たり3個の水酸基を持っており、エステル化している程度(置換度)により性質の異なる酢酸セルロース樹脂が得られる。置換度は酢化度という指標で表す。3個の水酸基がすべてアセチル化したもの、すなわちトリアセチルセルロース、の酢化度は62.5%になる。硬度は酢化度が大きくなるにつれて低下するが、酢化度62.5%のトリアセチルセルロースではJIS K 5600による鉛筆引っ掻き値はHBである。
【0040】
後に実施例において述べるが、酢化度の異なる酢酸セルロース樹脂について検討したところ、酢化度が60%以下の酢酸セルロース樹脂であれば、JIS法による鉛筆引っ掻き値はH以上であり、ネールスクラッチ法によっても傷が付かず、表面保護層として使用することができることが判明した。
【0041】
本発明では、重合度100〜200の酢酸セルロース樹脂を使用することが好ましい。重合度が100以下であると、溶剤溶解性はよいが、使用時において各種溶剤、例えば、工業用接着剤、塗料のシンナーなどが付着した場合における耐性が不足する。一方、重合度200以上では、溶剤溶解性が低く、溶液の粘度が高くなり、所定の厚さ(本発明の場合2.5μm)以下の厚さに塗布することが困難になるからである。
【0042】
エンボス加工を行うカードについては、表面保護層として酢酸セルロース樹脂単体を使用する場合には、酢化度50%以上の酢酸セルロース樹脂であることが必要である。酢化度が50%以下の酢酸セルロース樹脂では、鉛筆引っ掻き値が2H以上となり、実施例において示すようにエンボス割れが発生する。
【0043】
エンボスを行うカードで酢酸セルロース樹脂として酢化度50%以下のものを使用する場合には、アクリル系樹脂や塩化ビニル−酢酸ビニル共重合系樹脂を添加して硬度を低下させて使用することができる。ただし、樹脂同士の相溶性の点から、アクリル系樹脂も塩化ビニル−酢酸ビニル共重合系樹脂も添加量の上限は20質量%である。また、アクリル系樹脂と塩化ビニル−酢酸ビニル共重合系樹脂を混合したものを添加する場合にも添加量は20質量%が限度である。
【0044】
請求項2に記載の(メタ)アクリル系樹脂としては、通常の(メタ)アクリル系樹脂のうち、カード表面保護層として適した硬さ、耐擦過性、耐ブロッキング性を有するものを使用することができる。例えば特許文献1に記載されている分子中に2個以上のアクリロイル基やメタクリロイル基を有するモノマーやオリゴマーに重合開始剤を添加し、重合させたもの、さらに特許文献2に記載されているウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエーテル(メタ)アクリレートに、単官能、多官能モノマーを添加し、重合させたもの、を使用することができる。
【0045】
請求項2に記載の塩化ビニル−酢酸ビニル共重合系樹脂としては、塩化ビニル−酢酸ビニル共重合系樹脂(85:15)で加重平均分子量が3〜10万のものが好ましい。
【0046】
表面保護層として、酢化度60%以上の酢酸セルロース樹脂80質量%以上と(メタ)アクリル系樹脂を20質量%以下含有するものを作成するには、溶媒として両者の共通溶剤を使用して、それぞれを溶解し、次ぎに所定の割合で混合して、混合液とし、カード表
面塗布し、乾燥することによって得ることができる。同様にして、酢化度60%以上の酢酸セルロース樹脂80質量%以上と塩化ビニル−酢酸ビニル系樹脂を20質量%以下含有する表面保護層を形成することができる。さらに、(メタ)アクリル系樹脂と塩化ビニル−酢酸ビニル系樹脂の混合物を20質量%以下含有する表面保護層を形成することができる。
【0047】
添加物として(メタ)アクリル系樹脂を使用するのか、塩化ビニル−酢酸ビニル共重合系樹脂を使用するのか、あるいはそれらの混合物を使用するのかは、カードの外装シートの種類や、インキに使用されている樹脂分との接着性を考慮し、最終的にはテストして決定する。
【0048】
本発明のカードの外装シート基材としては、通常使用される塩化ビニル樹脂、ポリエチレンテレフタレート(PET)、ポリエチレンテレフタレートとグリコールの共重合体(例えばPET−G)、ポリエチレンテレフタレートとポリカーボネート(PC)のポリマーアロイ、さらには酢酸セルロース樹脂等のいずれも使用することができる。
【0049】
外装シートにポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂を使用する場合には、表面保護層とする酢酸セルロース樹脂に塩化ビニル−酢酸ビニル共重合系樹脂を添加することが接着性向上等の点から好ましい。また、PET、PET−G等のPET系の外装シート対しては、酢酸セルロース樹脂に(メタ)アクリル系樹脂を添加した表面保護層を使用することが、多くの場合、接着性向上等の点から好ましい。
【0050】
外装シートに酢酸セルロース系樹脂を使用する場合には、JIS法の鉛筆引っ掻き値がH程度であり、またエンボス適性もある酢化度のものを使用することができる。しかし、酢酸セルロース樹脂系の外装シートにたいしては、通常使用されているスクリーンインキの樹脂分や、アクリル系樹脂を使用したオフセットインキは接着性が低く、使用中に剥離しやすい。その場合に酢酸セルロース樹脂系の表面保護層を形成すると、十分な耐擦傷性が得られる。
【0051】
酢酸セルロース樹脂表面保護層の厚さは、0.1〜2.5μmが適当である。表面保護層の厚さが0.1μm以下では、耐擦傷性が低く、外装シートと同程度の耐擦傷性しか得られず、効果がない。一方2.5μm以上では耐擦傷性が増加せずほぼ飽和状態となる。また、磁気記録層を具備するカードでは、磁気記録層の上の表面保護層が2.5μm以上になると、所定の解像度で磁気記録を読み書きすることが難しくなる。なお、磁気記録層は、表面保護層を設けなくても一般に耐擦傷性が高いので、磁気記録層の部分だけ表面保護層を設けない方法がある。この場合には表面保護層の厚さを2.5μm以上にしてもよい。
【0052】
酢酸セルロース樹脂表面保護層は、スクリーン印刷、オフセット印刷、ロールコータなどの湿式法を使用して形成することができる。さらに、いわゆる転写法を使用することができる。転写法を使用する場合には、外装シートがポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂である場合には、接着剤として塩化ビニル−酢酸ビニル共重合系樹脂を使用することが、接着力を向上させることができるので、好ましい。また、外装シートがPET系の場合には接着剤として(メタ)アクリル系樹脂やPET−G系樹脂を使用することが、接着力を向上させることができるので、好ましい。
【0053】
磁気記録層等を隠蔽するための隠蔽層はスクリーン印刷法で形成する。また、絵柄や強調したい文字にもスクリーン印刷を使用する。外装シートの材料がポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合系樹脂である場合には、スクリーンインクのビヒクル分(樹脂分)としては、塩化ビニル−酢酸ビニル共重合系樹脂を使用することが多く、本発明にお
いても使用することができる。また、外装シートの材料がPET系に樹脂である場合には、ビヒクル分として(メタ)アクリル系樹脂やPET−G系樹脂を使用したものをスクリーンインキとして使用することができる。
【0054】
また、通常の絵柄や文字はオフセット印刷法を使用する。本発明においては、オフセットインクのビヒクル分として塩化ビニル−酢酸ビニル共重合系樹脂、(メタ)アクリル系樹脂、両者の混合物等を使用することができる。
【0055】
塗布して形成した表面保護層は、通常十分に平滑であるが、得意先要望等などの必要に応じて、さらに平滑にする必要がある場合には、酢化度50〜60%酢酸セルロース樹脂は、熱可塑性があるので、表面研磨ステンレス板、クロムメッキ板等を使用して、加熱プレスしてさらに平滑にすることができる。
【0056】
外装シートやスクリーン印刷部、オフセット印刷部に対する表面保護層の接着力が不足する場合には、プライマーや接着剤を併用することができる。
【0057】
本発明のカードは種々のカードに使用することができる。たとえば、磁気カード、接触式ICカード、非接触型ICカード、接触・非接触共用ICカード、感熱記録層を有するカード、さらには、顔写真入りのカード、である。エンボス加工は、どの種類のカードにおいても行う場合と行わない場合がある。
【実施例】
【0058】
以下に、本発明を実施例により更に詳細に説明するが、本発明はこれらに限定されるものではない。
【0059】
<実施例1>
図1(a)、(b)に示した磁気カードを作成した。センターコアシート1として、白色ポリ塩化ビニル樹脂フィルムを使用し、外装シート3、3’として透明な硬質ポリ塩化ビニル樹脂フィルムを使用した。外装シート3の上に磁気テープをテープ転写機で転写し、センターコアシート1と外装シート3、3’を、磁気テープ6が外側になるように重ねた。なお、センターコアシートにはなにも印刷しなかった。次ぎに加熱プレスして全層を一体化した。磁気テープ6は外装シート3の中に埋め込まれた状態になった。
【0060】
磁気テープ6の上の隠蔽層4S(1)と絵柄の一部4S(2)をスクリーン印刷で形成した。スクリーンインキとしては、塩化ビニル−酢酸ビニル共重合系樹脂をビヒクル分としたものを用いた。
【0061】
次ぎにオフセット印刷法で絵柄と文字4Oを形成した。オフセットインキには塩化ビニル−酢酸ビニル共重合系樹脂とアクリル系樹脂を質量比1:1で混合したものをビヒクル分とするものを使用した。
【0062】
酢化度55%の酢酸セルロース樹脂(ダイセル化学製 M−80、重合度約150)を溶剤として酢酸エチルとメチルセロソルブアセタートの混合物を使用して濃度を20質量%とした溶液(塗工液)を作成した。この塗工液を使用して、ロール塗布法で乾燥膜厚1.5μmの表面保護層を形成した。溶剤乾燥条件は40〜60℃で、1〜1.5時間とした。
【0063】
同様にして、酢化度51%(ダイセル化学製 M−80、重合度約150)、および酢化度61%(ダイセル化学製 LT−55、重合度約150)の酢酸セルロース樹脂の表面保護層を有するカードを作成した。
【0064】
このようにして形成した酢化度が異なる酢酸セルロース樹脂の表面保護層について、以下の評価を行った。
<エンボス加工適性>データカード社製の発行機(エンボス加工機)DC9000を用い、1と7の2種の数字を3列形成した。割れの有無は目視で判定した。結果を表1に示す。
<接着性>JIS K 5600に準拠して、2.54mm幅のセロファンテープをカードの平滑面、およびエンボス加工部分に密着させ、1分間放置した後、セロファンテープを90度剥離して、表面保護層が剥離したか否か、目視で判別した。結果を表1に示す。<ネールスクラッチ>カードの表面保護層に爪を立てて引っ掻き、キズの程度(有無)は目視で観察、評価した。引っ掻く強さは、毎回同じになるように注意した。結果を表1に示す。
<鉛筆引っ掻き値>JIS K5600に準拠して、手書き法でテストし、すり傷で判定した。結果を表1に示す。
【0065】
【表1】
【0066】
表1に示したように、エンボス割れに関しては、酢化度51%では発生するが、53%では発生しない。この結果は、鉛筆引っ掻き強度が酢化度51%では2Hと高く、酢化度53%ではH、酢化度61%ではHBと、酢化度が高くなるにつれて低下する、という結果に一致している。酢化度が低い酢酸セルロース樹脂のほうが、硬度が高くなるので、割れ易くなったと考えられる。
【0067】
<実施例2>
酢化度51%の酢酸セルロース樹脂に酢化度55%の酢酸セルロース樹脂を10%、20%混合した溶液を作成し、実施例1と同様にして乾燥膜厚1.5μmの表面保護層を形成した。2種類の酢化度の酢酸セルロース樹脂を混合したもののエンボス特性、表面強度が酢化度の加重平均値になるか、否かは、定かではないが、酢化度以外は類似した樹脂であり、しかも酢化度の差も小さいので、特性は加重平均的な値になると想定した。すると、10%混合したものは計算上、酢化度51.4%、20%混合したものは酢化度51.8%となる。
【0068】
同様に酢化度61%の酢酸セルロース樹脂に酢化度55%の酢酸セルロース樹脂を10%、20%混合したもので、乾燥膜厚1.5μmの表面保護層を形成した。見かけ上の酢化度は10%添加のもので60.4%、20%添加のもので59.8%となる。
【0069】
上記の4種類の表面保護層について、エンボス加工の割れと鉛筆引っ掻き値を調べた。すると、酢化度51.4%のものはエンボス割れが発生し、鉛筆引っ掻き値が2Hであった。酢化度51.8%のものは、エンボス割れが発生せず、鉛筆引っ掻き値がHであった。しなかった。また、酢化度60.4%のものはエンボス割れが発生せず、鉛筆引っ掻き値がHBであった。酢化度59.8%のものは、エンボス割れが発生せず、鉛筆引っ掻き値がHであった。
【0070】
以上の結果から、酢化度60%以下の酢酸セルロース樹脂を表面保護層として使用することで、耐擦過傷性が優れたカードを得ることができる、といえる。また、エンボス加工が必要な場合には、酢化度52%〜60%の酢酸セルロース樹脂を表面保護層として使用することによって、エンボス加工適性があり耐擦過傷性に優れたカードを得ることができる。
【符号の説明】
【0071】
1・・・・・・センターコアシート
2、2’・・・センターコアシートと外装シートの間の印刷層
3、3’・・・外装シート
4、4’・・・外装シート3と表面保護層5の間の印刷層
4O・・・・・外装シート3と表面保護層5の間のオフセット印刷部
4S・・・・・外装シート3と表面保護層5の間のスクリーン印刷部
4S(1)・・隠蔽層
4S(2)・・絵柄
5、5’・・・表面保護層
6・・・・・・磁気記録層
7・・・・・・接触式ICカード用ICモジュール
8・・・・・・非接触式ICカード用ICモジュール
9・・・・・・アンテナシート
10・・・・・・磁気カード
20・・・・・・接触式ICカード
30・・・・・・非接触式ICカード
【特許請求の範囲】
【請求項1】
少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度60%以下の酢酸セルロース樹脂を80質量%以上含み、JIS K 5600による鉛筆引っ掻き値がH以上であることを特徴とするカード。
【請求項2】
該表面保護層が(メタ)アクリル系樹脂を20質量%以下、または塩化ビニル−酢酸ビニル共重合系樹脂を20質量%以下、または(メタ)アクリル系樹脂と塩化ビニル−酢酸ビニル共重合系樹脂の混合物を20質量%以下含有することを特徴とする請求項1に記載のカード。
【請求項3】
少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度52%〜60%の酢酸セルロース樹脂よりなることを特徴とする請求項1または2に記載のカード。
【請求項4】
該表面保護層の厚さが0.1〜2.5μmの範囲内であることを特徴とする請求項1〜3のいずれか1項に記載のカード。
【請求項5】
該表面保護層側にエンボス加工が施されていることを特徴とする請求項1〜4のいずれか1項に記載のカード。
【請求項1】
少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度60%以下の酢酸セルロース樹脂を80質量%以上含み、JIS K 5600による鉛筆引っ掻き値がH以上であることを特徴とするカード。
【請求項2】
該表面保護層が(メタ)アクリル系樹脂を20質量%以下、または塩化ビニル−酢酸ビニル共重合系樹脂を20質量%以下、または(メタ)アクリル系樹脂と塩化ビニル−酢酸ビニル共重合系樹脂の混合物を20質量%以下含有することを特徴とする請求項1に記載のカード。
【請求項3】
少なくとも一方の最表面に表面保護層を有するカードにおいて、該表面保護層が酢化度52%〜60%の酢酸セルロース樹脂よりなることを特徴とする請求項1または2に記載のカード。
【請求項4】
該表面保護層の厚さが0.1〜2.5μmの範囲内であることを特徴とする請求項1〜3のいずれか1項に記載のカード。
【請求項5】
該表面保護層側にエンボス加工が施されていることを特徴とする請求項1〜4のいずれか1項に記載のカード。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−173212(P2010−173212A)
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願番号】特願2009−19419(P2009−19419)
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願日】平成21年1月30日(2009.1.30)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]