
表面修飾された二成分ポリマー繊維
本発明は、増大した表面粗さを有する二成分繊維を提供する。この繊維は、第1のポリマーと、繊維の表面の少なくとも一部を形成する層を形成するコンポジットとを含む。コンポジットは、第2のポリマー及びフィラーによって形成され、ただし、フィラーの平均粒子径が、コンポジットにより形成される層の厚みよりも大きい。この繊維は、丸形形状、楕円形状、三葉形状、三角形形状、ドッグボンド(dog-boned)形状、平坦形状又は中空形状、及び対称的又は非対称的なシース/コア形態又は並列形態を有することができる。繊維がシース/コア形態を有するとき、コンポジットはシースを形成することができ、かつフィラーの平均粒子径はシースの厚みよりも大きい。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は一般には、繊維及びその製造プロセスに関する。より具体的には、本発明は、増大した表面粗さ及び改善された手触りを有する合成繊維に関する。
【背景技術】
【0002】
繊維及び布地の多くの形態が熱可塑性プラスチックから作製されている。そのような繊維及び布地の性状は、少なくとも部分的には、繊維及び布地が作製されるポリマー、ならびに繊維及び布地が作製されるプロセスの関数である。これらの様々なポリマー、繊維タイプ及び布地タイプ、ならびに繊維及び布地を作製するためのプロセスの典型として、米国特許第4,076,698号、同第4,644,045号、同第4,830,907号、同第4,909,975号、同第4,578,414号、同第4,842,922号、同第4,990,204号、同第5,112,686号、同第5,322,728号、同第4,425,393号、同第5,068,141号及び同第6,190,786号に記載されるものが挙げられる(それぞれの全体が参照により本明細書中に組み込まれる)。
【0003】
鉱物添加物を、熱可塑性プラスチックから製造される繊維の性質に影響を及ぼすために有利に用いることができる。例えば、米国特許第4,254,182号では、サイズが10ミリミクロン〜200ミリミクロンの範囲にあるシリカを配合することによって繊維が製造される。その後、シリカは、繊維に表面の不規則さ又は凹みをもたらすために繊維から取り出される。その結果、有効繊維表面積及び摩擦係数を増大させることができ、これにより、繊維の滑らかなワックス的感触、光沢のある外観、及び色の深みの感覚を低下させ得る。
【0004】
鉱物はまた、コンポジットを形成するために、また、所望される物理特性の利益を得るためにポリマーに包まれている。米国特許第6,797,377号は、二酸化チタン、ワックス及び少なくとも1つの鉱物フィラー(例えば、カオリン又は炭酸カルシウムなど)を含有する熱可塑性ポリマー(特にポリプロピレン)から作製された繊維を記載する。フィラーは、ポリマー物質の内部に包まれるような量で加えられる。オイル及び鉱物の混合物が一緒にポリプロピレンに加えられるとき、ウエブの柔らかさが改善される一方で、ウエブの引張り強さが一般に低下することもまた、本特許から認められる。
【0005】
米国特許第5,413,655号及び同第5,344,862号は、不織用途のための一成分繊維における被包化添加物としてのシリカの使用を記載する。添加物系は2つの成分(ポリシロキサンポリエーテル及び疎水性フュームドシリカ)を含む。シリカが熱可塑性ポリオレフィンの3ppm〜1500ppmの量で加えられ、ポリエーテルが熱可塑性ポリオレフィンの0.1重量パーセント〜3重量パーセントの量で加えられる。要求される利益は、スパンボンド不織布の引張り強さの著しい増大である。
【0006】
従って、合成繊維の衣類様感覚(天然繊維の感触)を改善する必要がある。
【発明の開示】
【0007】
1つの態様において、本発明は、増大した表面粗さを有する二成分繊維に関する。この二成分繊維は、第1のポリマーと、コンポジットとを含むことができる。コンポジットは、繊維の表面の少なくとも一部を形成する層を形成することができる。コンポジットは第2のポリマー及びフィラーを含むことができる。フィラーの平均粒子径を、コンポジットにより形成される層の厚みよりも大きくすることができる。
【0008】
本発明はまた、コンポジットを形成するために、第1のポリマーと、フィラーとを混合する工程と、二成分繊維を形成するために、第2のポリマーと、コンポジットとを熱結合条件の下で同時押し出しする工程とを含む、二成分繊維を形成する方法を提供する。第2のポリマーはポリマーコアを形成することができ、コンポジットは、繊維の表面の少なくとも一部を形成する層を形成することができる。フィラーの平均粒子径を、コンポジットの層の厚みよりも大きくすることができる。
【0009】
本発明はまた、(a)第1のポリマーと、(b)繊維の表面の少なくとも一部を形成する層を形成する第2のポリマーとを熱結合条件の下で同時押し出しすることを含む、二成分繊維を製造するための方法の改善を提供する。この改善は、コンポジットを形成するために、フィラーを第2のポリマーと混合すること(ただし、フィラーの平均粒子径は、コンポジットにより形成される層の厚みよりも大きい)を含む。
【0010】
本発明の他の態様及び利点が下記の説明及び添付された特許請求の範囲から明らかである。
【発明を実施するための最良の形態】
【0011】
典型的な合成繊維は、押し出し及び延伸されるので、乱れが非常に少ない非常に滑らかな表面を有し、従って、滑らかなオイル状の感触をもたらす。1つの態様において、本発明の実施形態は、合成繊維の手触り感覚を改善するために繊維の表面粗さを改変することに関連する。本発明は、表面粗さを合成繊維に与えるための方法を提供し、この場合、二成分繊維のシースから外側に広がる表面粗さが、改善された手触り感覚をもたらし、これにより、繊維の滑らかなオイル状の感触を低下させる。1つの実施形態において、鉱物フィラー(例えば、炭酸カルシウム(CaCO3)など)をポリマーシースに加えること(この場合、鉱物フィラーは、シースの厚みよりも大きい平均粒子径を有する)により、「突き出る(stick-out)」効果をもたらすことができ、これにより、より粗い表面がもたらされ、手触り感覚が改善される。
【0012】
一般的定義
【0013】
本明細書中で使用される「繊維」は、直径に対する長さの比率が約10よりも大きい材料を意味する。繊維は、典型的には、その直径に従って分類される。フィラメント繊維は一般には、約15デニールを超える個々の繊維直径を有するものとして定義され、通常は、約30デニールを超える。ファインデニール繊維は一般には、約15デニール未満の直径を有する繊維を示す。ミクロデニール繊維は一般には、約100ミクロン未満の直径を有する繊維として定義される。
【0014】
「フィラメント繊維」又は「モノフィラメント繊維」は、長さが有限である材料の不連続なストランド(すなわち、所定の長さのセグメントに切断されているか、又は、そうでない場合には分割されているストランド)である「ステープル繊維」とは対照的に、長さが無限である(すなわち、予め決められていない)材料の連続するストランドを意味する。
【0015】
「ポリオレフィンポリマー」は、1又はそれ以上のオレフィンに由来する熱可塑性ポリマーを意味する。ポリオレフィンポリマーは1又はそれ以上の置換基(例えば、官能基、例えば、カルボニル、スルフィドなど)を有することができる。本発明の目的のために、「オレフィン」には、1又はそれ以上の二重結合を有する脂肪族化合物、脂環式化合物及び芳香族化合物が含まれる。代表的なオレフィンには、エチレン、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、4−メチル−1−ペンテン、ブタジエン、シクロヘキセン、ジシクロペンタジエン、スチレン、トルエン及びα−メチルスチレンなど含まれる。
【0016】
「温度安定的」及びこれに類似する用語は、本発明のポリオレフィンポリマーを含む繊維あるいは他の構造物又は物品が、約90℃(約200°F)、例えば、そのような構造物又は物品から作製される布地の製造時、加工時(例えば、乾燥時)及び/又はクリーニング時に受ける温度などの温度にさらされた後、繰り返される伸長及び収縮の期間中においてその弾性を実質的に維持することを意味する。
【0017】
「弾性」は、繊維が、100パーセントのひずみ(長さの2倍)への最初の引っ張りの後、及び4回目の引っ張りの後で、その伸びた長さの少なくとも約50パーセントを回復することを意味する。弾性はまた、繊維の「永久ひずみ」によって表すことができる。永久ひずみは弾性の逆である。繊維は特定の点まで伸ばされ、続いて、伸びる前の元の位置に解放され、その後、再び伸ばされる。繊維が負荷を引っ張り始める点はパーセント永久ひずみと呼ばれる。「弾性材料」はまた、当分野では「エラストマー」及び「エラストマー性」とも呼ばれる。弾性材料(これはときには弾性品と呼ばれる)には、ポリオレフィンポリマーそのもの、ならびに限定されないが、繊維、フィルム、ストリップ、テープ、リボン、シート、被覆物及び成形物などの形態であるポリオレフィンポリマーが含まれる。好ましい弾性材料は繊維である。弾性材料は、硬化又は非硬化、照射又は非照射、及び/あるいは、架橋又は非架橋であり得る。
【0018】
「非弾性材料」は、上記で定義されるような弾性的でない材料(例えば、繊維など)を意味する。
【0019】
「実質的に架橋された」及びこれに類似する用語は、ポリオレフィンポリマーが、形状化された場合、又は、物品の形態である場合、70重量パーセント以下のキシレン抽出分(すなわち、30重量パーセント以上のゲル含有量)を有すること、好ましくは、40重量パーセント以下のキシレン抽出分(すなわち、60重量パーセント以上のゲル含有量)を有することを意味する。キシレン抽出分(及びゲル含有量)はASTM D−2765に従って求められる。
【0020】
「硬化された」及び「実質的に硬化された」は、ポリオレフィンポリマーが、形状化された場合、又は、物品の形態である場合、実質的な架橋を誘導した処理に供されたか、又は、そのような処理にさらされたことを意味する。本発明の繊維は、当業者には公知である様々な方法によって硬化又は架橋することができる。
【0021】
「硬化性」及び「架橋性」は、ポリオレフィンポリマーが、形状化された場合、又は、物品の形態である場合、硬化又は架橋されておらず、また、実質的な架橋を誘導した処理に供されていないか、又は、そのような処理にさらされていないことを意味する(但し、ポリオレフィンポリマーは、形状化された場合、又は、物品の形態である場合、そのような処理に供されたとき、又は、そのような処理にさらされたとき、実質的な架橋を達成する添加物又は官能性を含む)。本発明の実施において、硬化、照射又は架橋はUV線によって達成することができる。
【0022】
「ホモフィル(homofil)繊維」は、1つだけのポリマー領域又はポリマードメインを有し、(二成分繊維が有するように)何らかの他の異なったポリマー領域を有しない繊維を意味する。
【0023】
「二成分繊維」は、2つまたはそれ以上の異なったポリマー領域又はポリマードメインを有する繊維を意味する。二成分繊維はまた、コンジュゲート繊維又は多成分繊維として知られている。そのポリマーは通常、互いに異なっているが、2つまたはそれ以上の成分が同じポリマーを含む場合がある。ポリマーは二成分繊維の断面にわたって実質的に異なった帯域で配置され、かつ、通常、二成分繊維の長さに沿って連続して伸びている。二成分繊維の形態は、例えば、シース/コア配置(この場合、一方のポリマーが別のポリマーによって取り囲まれる)、並列配置、パイ配置又は「海島(islands-in-the sea)」配置が可能である。様々な二成分繊維がさらに、米国特許第6,225,243号、同第6,140,442号、同第5,382,400号、同第5,336,552号及び同第5,108,820号に記載される。これらの特許はその全体が参照により組み込まれる。
【0024】
「メルトブローン(meltblown)繊維」は、溶融された熱可塑性ポリマー組成物を、複数の細かい(通常の場合には円形の)ダイキャピラーに通して、溶融されたスレッド又はフィラメントとして、スレッド又はフィラメントの直径を縮小して細くするために機能する集束する高速度のガス流(例えば、空気)の中に押し出すことによって形成される繊維である。フィラメント又はスレッドは高速度のガス流によって運ばれ、捕集用表面に堆積して、平均直径が一般には10ミクロン未満であるランダムに散らばった繊維のウエブを形成する。
【0025】
「メルトスパン(meltspun)繊維」は、少なくとも1種のポリマーを溶融し、その後、溶融状態での繊維を、ダイの直径(又は他の断面形状)よりも小さい直径(又は他の断面形状)に延伸することによって形成される繊維である。
【0026】
「スパンボンド繊維」は、溶融された熱可塑性ポリマー組成物を、紡糸口金の複数の細かい(通常の場合には円形の)ダイキャピラーに通してフィラメントとして押し出すことによって形成される繊維である。押し出されたフィラメントの直径は急速に縮小し、その後、フィラメントは捕集用表面に堆積して、平均直径が一般には約7ミクロン〜約30ミクロンの間であるランダムに散らばった繊維のウエブを形成する。
【0027】
「不織」は、編物の場合のように特定可能な様式ではなく、ランダムに相互の間に入る個々の繊維又はスレッドからなる構造を有するウエブ又は布地を意味する。本発明の弾性繊維は、不織構造物、ならびに非弾性材料との組合せでの弾性不織布のコンポジット構造物を調製するために用いることができる。
【0028】
「ヤーン」は、織布又は編物及び他の物品の製造において使用することができる連続した長さの撚られているフィラメント、又は、そうでない場合には絡み合ったフィラメントを意味する。ヤーンは被覆されていてもよく、非被覆であってもよい。被覆されたヤーンは、別の繊維又は材料(典型的には、天然繊維、例えば、綿又は羊毛など)の外側被覆物の内部に少なくとも部分的に包まれたヤーンである。本明細書中で使用される「繊維」又は「繊維状」は、そのような材料の長さ対直径の比率が約10よりも大きい粒子状の材料を意味する。逆に、「非繊維」又は「非繊維状」は、直径に対する長さの比率が約10以下である粒子状の材料を意味する。
【0029】
繊維及び他の物品の製造
【0030】
本発明者らは、有利なことに、改善された手触りを有する二成分繊維が、繊維の表面粗さを改変することによって製造され得ることを発見している。二成分繊維は少なくとも2つの成分、すなわち、少なくとも2つの異なったポリマー形態を有する成分を含むことができる。第1の成分、すなわち、「成分A」は、高い温度での熱結合時に繊維形態を一般には保持するという目的を果たす。第2の成分、すなわち、「成分B」は、接着剤の機能を果たす。成分Aは、成分Bよりも高い融点を有することができる。例えば、1つの実施形態において、成分Aは、成分Bが溶融する温度よりも少なくとも約20℃高い溶融温度(好ましくは、少なくとも約40℃高い溶融温度)を有することができる。別の実施形態において、成分A及び成分Bは類似する融点を有することができる。さらに別の実施形態において、成分Bは、成分Aよりも高い融点を有することができる。
【0031】
簡略化するために、二成分繊維の構造が本明細書中ではコア/シース構造として示される。しかしながら、繊維の構造は、成分Bが、繊維の表面の少なくとも一部分を形成する層を形成する、上記で記載されたような数多くの多成分形態のいずれか1つ(例えば、コア/シース配置、並列配置、パイ配置又は「海島」配置など)を有することができる。
【0032】
いくつかの実施形態において、コア(成分A)は熱可塑性ポリマー(例えば、ポリオレフィンなど)を含むことができる。他の実施形態において、コアはエラストマーポリマーを含むことができ、その例示として、均一に枝分かれしたポリオレフィン、ジブロック又はトリブロック又はマルチブロックのエラストマーコポリマー(例えば、オレフィン性コポリマーなど、例えば、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン/ブチレン−スチレン又はスチレン−エチレン/プロピレン−スチレンなど)、ポリウレタン、ポリアミド及びポリエステルが挙げられる。特定の実施形態において、コアは、国際公開第2005/090427号パンフレット(これは参照により本明細書中に組み込まれる)に開示されるオレフィンブロックコポリマーを含むことができる。
【0033】
シース(接着剤又は成分B)もまたエラストマーとすることができる(例えば、均一に枝分かれしたポリオレフィンなど、好ましくは、均一に枝分かれしたエチレン又はプロピレン)。これらの材料は周知のものである。例えば、米国特許第6,140,442号は、均一に枝分かれした実質的に線状のポリオレフィン(特に、エチレンポリマー)の優れた開示を提供する(その内容は参照により本明細書中に組み込まれる)。
【0034】
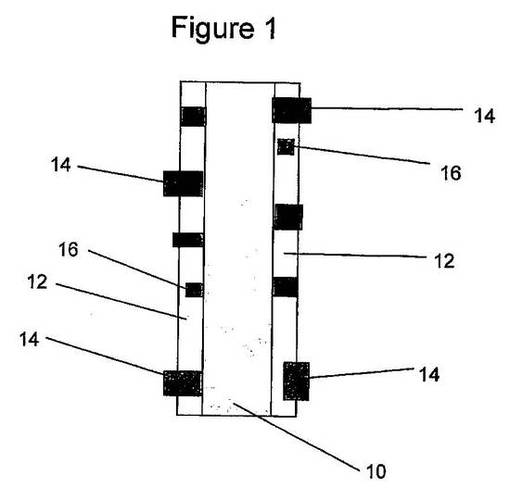
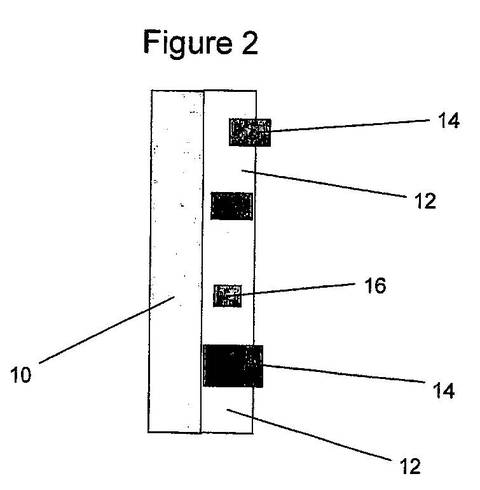
鉱物フィラーを、コンポジットを形成するために、また、所望される性質を高めるためにシースに加えることができる。好ましい実施形態において、鉱物フィラーの平均粒子径はシースの厚みよりも大きく、これにより、「突き出る」効果がもたらされる。「突き出る」効果を、図1に示されるようなコア/シースの二成分繊維について例示することができる。図1において、ポリマーコア10が、ポリマーマトリックス12及び鉱物フィラー14を含むコンポジットシースによって取り囲まれる。図2は、並列型の二成分繊維についての「突き出る」効果を例示する。二成分繊維の他の形態は類似した特徴を有し、この場合、コンポジット成分Bが、「突き出る」効果をもたらすように繊維の表面の少なくとも一部分を形成し、これにより、表面の粗さを繊維上に生じさせる。
【0035】
特定の実施形態において、鉱物フィラーはシースの約1重量パーセント〜約25重量パーセントを構成することができる。他の実施形態において、鉱物フィラーは、シースの約2重量パーセント〜約20重量パーセント、シースの約3重量パーセント〜約15重量パーセント、又は、シースの約5重量パーセント〜約10重量パーセントを構成することができる。シースはまた、シースの約0重量パーセントから約5重量パーセントまでの範囲にある他の添加物を含むことができ、これらには、可塑剤、相容化剤、及び当分野において一般的な他の添加物が含まれる。
【0036】
繊維の摩擦係数の特徴を高めるために、すなわち、「突き出る」効果を生じさせるために本発明において有用なフィラーには、非処理及び処理されたシリカ、アルミナ、二酸化ケイ素、タルク、炭酸カルシウム及び粘土が含まれるが、これらに限定されない。特定の実施形態において、好ましい鉱物フィラーは炭酸カルシウム(CaCO3)である。他の実施形態において、鉱物フィラーは、相容化された鉱物とすることができ、この場合、鉱物は、ポリマーマトリックスにおける鉱物の分散性及び相容性を高めるために化合物により被覆される。例えば、鉱物は炭酸カルシウムとすることができ、この場合、炭酸カルシウムは、ポリマーマトリックスにおける炭酸カルシウムの分散性及び相容性を高めるためにステアリン酸により被覆される。
【0037】
シースコンポジットにおいて使用される鉱物フィラーの平均粒子径は、所望されるシース厚みに基づいて選択することができ、典型的には約0.1ミクロン〜約20ミクロンの範囲であり得る。例えば、シース厚みが1ミクロンである繊維については、平均粒子径が約1ミクロンを超える鉱物フィラーにより、所望される「突き出る」効果を生じさせることができる。いくつかの実施形態において、鉱物フィラーのシースの厚みに対する平均粒子径の比率は約1.0以上であり得る。他の実施形態において、この比率は約1よりも大きくてもよく、但し、約2未満であり得る。他の実施形態において、この比率は約1.2よりも大きくてもよく、但し、約1.8未満であり得る。
【0038】
鉱物フィラーは、一部の粒子が平均粒子径よりも小さく、他の粒子が平均粒子径よりも大きい、粒子径分布を有することができる。粒子径分布は、実現された「突き出る」効果に影響を及ぼし得る。例えば、シースの厚みよりも小さい多くの粒子はシースの内部に包まれる(例えば、図1及び図2における粒子16など)。シースの厚みを十分に超えるサイズを有する粒子は接着問題を生じさせることがあり、この場合、そのような粒子はコンポジットマトリックス中に留まらない。より大きい粒子径分布はまた、(下記でさらに記載されるように)シースから突き出る粒子間のより大きい間隔を生じ得る。本発明のいくつかの実施形態において、好ましい粒子径分布は約5未満であり得る。他の実施形態において、好ましい粒子径分布は約3未満であり得る;他の実施形態では、約2.5未満、約2.0未満、又は、約1.5未満であり得る。
【0039】
繊維の直径は様々な様式で測定及び報告することができる。一般に、繊維の直径はフィラメントあたりのデニールで測定される。デニールは繊維用語である。 繊維の直径は様々な様式で測定及び報告することができる。一般に、繊維の直径はフィラメントあたりのデニールで測定される。デニールは、その繊維長さの9000メートルあたりの繊維のグラム数として定義される繊維用語である。モノフィラメントは一般には、フィラメントあたりのデニールが15を超える、押し出されたストランドを示し、通常は、フィラメントあたりのデニールが30を超える、押し出されたストランドを示す。ファインデニール繊維は一般には、約15以下のデニールを有する繊維を示す。ミクロデニール(又はミクロ繊維)は一般には、約100マイクロメートルを超えない直径を有する繊維を示す。本発明の繊維については、直径を広範囲に変化させることができ、これによる繊維の弾性に対する影響はほとんどない。しかしながら、繊維のデニールは、仕上がった物品の能力を満足させるために調節することができ、そのようなものとして、好ましくは、メルトブローン繊維については約0.5デニール/フィラメント〜約30デニール/フィラメントとすることができ、スパンボンド繊維については約1デニール/フィラメント〜約30デニール/フィラメントとすることができ、連続巻き取りフィラメントについては約1デニール/フィラメント〜約20,000デニール/フィラメントとすることができる。シースの厚み及び鉱物フィラーの平均粒子径は、所望のフィラメントの直径又はデニールに基づいて選択することができる。
【0040】
本発明の二成分繊維は、繊維の80重量パーセント〜90重量パーセントを構成するコアを有することができる。他の実施形態において、コアは繊維の85重量パーセント〜95重量パーセントが可能である。本発明の二成分繊維は、繊維の約1重量パーセント〜約20重量パーセントを構成するシースを有することができる。他の実施形態において、シースは繊維の約5重量パーセント〜約15重量パーセントを構成する。
【0041】
繊維の形状は限定されない。例えば、典型的な繊維は円形の断面形状を有し、しかし、ときには、繊維は、異なる形状(例えば、三葉形状、又は、平坦(すなわち、「リボン」様)形状など)を有する。本明細書中に開示される二成分繊維は繊維の形状によって限定されない。
【0042】
本発明の二成分繊維は、弾性布地を作製するために、他の繊維(例えば、PET、ナイロン、綿、KEVLAR(登録商標)(これはE.I.Du Pont de Nemours Co.から入手可能である)など)とともに使用することができる。付加された利点として、特定の二成分繊維の耐熱性(及び耐水性)により、ポリエステル−PET繊維が通常のPET染色条件で染色されることが可能になる。他の一般に使用される弾性繊維、特に、スパンデックス(例えば、LYCRA(登録商標)、これは、E.I.Du Pont de Nemours Co.から入手可能なスパンデックスである)は、典型的には、性質の劣化を防止するために、それほど過酷でないPET染色条件で使用される。
【0043】
第3,485,706号及び同第4,939,016号、ステープル繊維をカーディング(carding)し、熱的に結合すること;連続繊維を1回の連続操作でスパンボンディングすること;あるいは、繊維をメルトブローイングして布地とし、続いて、得られたウエブをカレンダー処理するか、又は、熱的に結合することによって。これらの様々な不織布製造技術が当業者には周知であり、本発明の範囲はいずれかの特定の方法に限定されない。そのような繊維から作製された他の構造物もまた本発明の範囲内に含まれ、これらには、例えば、本発明の繊維と、他の繊維(例えば、PET、綿など)との配合物が含まれる。
【0044】
本発明の二成分繊維及び布地を使用して作製することができる二次加工品には、弾性部分を有する弾性コンポジット品(例えば、おむつ)が含まれる。例えば、弾性部分が典型的には、(米国特許第4,381,781号(これはその全体が参照により本明細書中に組み込まれる)に示されるように)、おむつが落ちることを防止するためのおむつのウエストバンド部分に、また、漏れを防止するための脚バンド部分に組み立てられる。多くの場合、そのような弾性部分は、快適さ及び確実性の良好な組合せのためのより良好な形態一致システム及び/又は形態固定システムの向上をもたらす。本発明の繊維及び布地はまた、弾性を通気性と両立させる構造物を製造することができる。例えば、本発明の弾性繊維、弾性布地及び/又は弾性フィルムは、米国特許第6,176,952号(これはその全体が参照により本明細書中に組み込まれる)に開示される構造物に組み込むことができる。
【0045】
本発明の弾性繊維及び弾性布地はまた、米国特許第2,957,512号(‘512号特許)(これはその全体が参照により本明細書中に組み込まれる)に記載されるような様々な構造物において使用することができる。例えば、‘512号特許に記載される構造物の層50(すなわち、弾性成分)を、平坦な非弾性材料、プリーツ加工、クレープ加工、けん縮加工などがなされた非弾性材料が弾性構造物にされる場合には特に、本発明の弾性繊維及び弾性布地により置き換えることができる。本発明の弾性繊維及び/又は弾性布地を非弾性の繊維、布地又は他の構造物に取り付けることを、溶融結合することによって、又は、接着剤を用いて行うことができる。ギャザー加工又はシャーリング加工(shirted)された弾性構造物を、取り付け前に(‘512号特許に記載されるように)非弾性成分をプリーツ加工することによって、又は、取り付け前に弾性成分を予備延伸することによって、又は、取り付け後に弾性成分を熱収縮することによって、本発明の弾性繊維及び/又は弾性布地及び非弾性成分から製造することができる。
【0046】
本発明の繊維はまた、新規な構造物を作製するために、スパンレース(又は流体力学的にからみ合った)プロセスにおいて使用することができる。例えば、米国特許第4,801,482号(これはその全体が参照により本明細書中に組み込まれる)は、本明細書中に記載される新規な弾性繊維及び/又は弾性布地を用いて今では作製することができる弾性シート(12)を開示する。本明細書中に記載されるような連続する弾性フィラメントはまた、高い弾力性が所望される織物用途において使用することができる。
【0047】
米国特許第5,037,416号(‘416号特許)(これはその全体が参照により本明細書中に組み込まれる)は、弾性リボンを使用することによる形態一致用の上部シートの利点を記載する(‘416号特許の部材19を参照のこと)。本発明の弾性繊維は‘416号特許の部材19の機能を果たすことができ、又は、所望の弾性を提供するために布地形態で使用することができる。
【0048】
弾性パネルもまた、本明細書中に開示される本発明の弾性繊維及び弾性布地から作製することができ、そのような弾性パネルは、例えば、米国特許第4,940,464号(‘464号特許)(これはその全体が参照により本明細書中に組み込まれる)の部材18、部材20、部材14及び/又は部材26として使用することができる。本明細書中に記載される本発明の弾性繊維及び弾性布地はまた、複合サイドパネルの弾性成分(例えば、‘464号特許の層86)として使用することができる。
【0049】
本発明の弾性材料はまた、穴形成、スリット形成、微細孔形成、又は、繊維もしくは発泡体との混合など、及びそれらの組合せによることを含めて、当分野では周知である任意の方法によって透過性又は「通気性」にすることができる。そのような方法の例には、米国特許第3,156,242号(Crowe,Jr.)、米国特許第3,881,489号(Hartwell)、米国特許第3,989,867号(Sisson)及び米国特許第5,085,654号(Buell)が含まれる(これらのそれぞれがその全体において参照により本明細書中に組み込まれる)。
【0050】
炭酸カルシウム充填シースの表面粗さモデル
【0051】
上記で記載されたように、本発明の二成分繊維は、ポリマー材料と、「突き出る」効果を生じさせるフィラーとを含むシースを含むことができる。繊維の表面粗さをシース厚みに対する粒子径の比率及びシースにおける粒子間隔距離に関して記載する単純なモデルが、本発明をより良く理解することを可能にするために下記に示される。
【0052】
PP不織布地の手触り感覚は、Kawabata測定システムにおけるように微視的レベルでの布地の表面粗さに関連づけることができる。表面粗さは、何らかの理想的な形態又は定められた形態からの表面形状のずれとして定義される場合がある。従って、名目上平坦な表面については、粗さは、投影された名目上の面積の真の総面積の比率に関して定義され得るか、又は、何らかの定められた線に沿って得られるプロファイルの傾きとして定義され得るか、又は表面における高い地点と低い地点との距離として定義されうる。2つの用語、すなわち、シース厚みに対する平均粒子径の比率及びシースにおける粒子間隔が、繊維表面の粗さを記述するために本明細書中では使用される。下記に示されるように、粗さは繊維及びフィラーの物理的特性に直接に相関する。ミクロコンポジットシースの厚みについての単純な数学的モデルを確立するために、シースを、2相充填コンポジットシステムであると仮定し、一方、コアを、均質なポリマー樹脂(例えば、均質なポリプロピレン(hPP)など)であると仮定する。
【0053】
2相コンポジットにおける成分の重量含有量及び体積含有量の間における相関
【0054】
2相コンポジットシステムについては、重量百分率を体積百分率に変換するために、下記の式を使用できること、
αav=1/(1+(1/αaw−1)ρa/ρb) (1)
又は、式(2)が、体積百分率から重量百分率変換するために使用できること、
αaw=1/(1+(1/αav−1)ρb/ρa) (2)
(式中、αavは成分「a」の体積百分率であり、αawは成分「a」の重量百分率であり、ρaは成分「a」の密度であり、ρbは成分「b」の密度である。)
が示され得る。
【0055】
例えば、炭酸カルシウム充填hPPコンポジットについては、PPの密度が0.90として仮定され、炭酸カルシウムの密度が2.7であり、使用されるCaCO3の体積百分率が2パーセントである。式(2)から、この炭酸カルシウム充填hPPコンポジットの充填レベルは5.77重量パーセントと等価である。
【0056】
二成分繊維についての2相コンポジットシースの厚みの予測
【0057】
厚みの予測のために用いられた仮定では、(1)二成分繊維の断面が2つの完全な同心円からなること;及び(2)二成分繊維のコンポジットシース及び均質なコアの部分が、一方からもう一方への侵入を伴うことなく2つの異なった相として形成することが含まれる。
【0058】
二成分繊維におけるシース含有量が重量百分率によって与えられるとき、コンポジットシースの厚みを推定するための必要条件の式は下記のとおりである。
ρs=Afρフィラー+(1―Af)ρm
k=0.5{(ρcws/ρswc+1)0.5−1}
h=11.894k[dpf/(ρc+4ρsk(1+k))]0.5
Dc=h/k
Df=Dc+2h
式中、ρフィラーはフィラーの密度(g/cm3)である;ρmはポリマーマトリックスの密度(g/cm3)である;Afはミクロコンポジットにおけるフィラーの体積パーセントである;wfはミクロコンポジットにおけるフィラーの重量パーセントである;ρcは二成分繊維のコア部におけるポリマーの密度(g/cm3)である;ρsは二成分繊維のシース部におけるポリマーの密度(g/cm3)である;wcはコア部の重量パーセントである;wsはシース部の重量パーセントである(但し、wc+ws=1である。);Vcはコア部の体積パーセントである;Vsはシース部の体積パーセントである(但し、Vc+Vs=1である。);dpfはフィラメントあたりのデニールであるか、又は、9000メートルでのフィラメントのグラム数である;kは、シース対コアに関連するパラメーターである;hはシースの厚み(ミクロン)である;Dcはコア部の直径(ミクロン)である;Dfは二成分繊維の直径(ミクロン)である。
【0059】
重量パーセント(wf)による既知フィラー含有量に基づいた炭酸カルシウム充填二成分hPP繊維のシース厚みの推定値の例が表1に示される。コアがhPPポリマー(密度=ρc=0.90g/cm3)であり、一方、シースが、炭酸カルシウム(密度=2.70g/cm3)が充填されたhPPミクロコンポジットであり、これにより、コア密度(ρc)よりも大きいシース密度(ρs)がもたらされる。
【表1】
【0060】
二成分繊維におけるシース含有量が体積百分率として既知であるとき、コンポジットシースの厚みを計算するための式は、上記で示されるような体積百分率及び重量百分率の間における関係に基づいて変形される。
【0061】
シースにおけるフィラー含有量を重量百分率又は体積百分率のいずれかとして表すことができ、従って、シースの厚みを推定するための式はそれに従って展開することができる。これらの式はシースの厚みを近似するにすぎないことに留意しなければならない。粒子の「突き出る」部分の体積が、ポリマーマトリックスに埋もれたかのように含まれているからである。このため、実際のシース厚みは、予測された厚みよりも小さくなる。しかしながら、シースにおけるフィラーの体積百分率は典型的には低い(15%以下)ので、それに伴う誤差は小さく、大抵の場合には無視することができる。
【0062】
表1から、二成分繊維における重量百分率でのシース含有量が一定である場合、二成分繊維の直径が大きくなるほど(又は、dpfが大きくなるほど)、ミクロコンポジットシースの厚みが大きくなることが示され得る。さらに、二成分繊維の直径(又はdpf)が一定である場合、シース含有量の重量百分率が大きくなるほど、シースが厚くなる。最後に、シースの厚みに対するシース中のフィラー含有量の影響は比較的小さい。充填レベルが増大するにつれ、シースの厚みが小さい量で増大する。体積パーセントによって見たとき、シースの厚みに関して同様の所見を得ることができる。
【0063】
フィラー粒子の「突き出る」効果によって表される繊維の表面粗さは部分的には、シースの厚みに対するフィラーの粒子径の比率に関して記述することができる。この比率が1未満であるならば、粒子がポリマーのシースマトリックスに埋もれ、表面の不均一さを生じさせることにおいて、より効果が小さい。他方で、この比率が2を超えるならば、鉱物粒子の体積の半分を超える部分がシースから突き出て、大気に露出する可能性があり、これにより、シースが、埋め込まれた粒子に対するその保持力を失うことがおそらくは生じるかもしれない。しかしながら、この近似は、存在するときにはこの比率を著しく大きくさせ得る機械的影響及び接着の影響を考慮していないことに留意しなければならない。1つの実施形態において、シースの厚みに対するフィラーの粒子径の比率は約1〜約2の範囲であり得る。別の実施形態において、この比率は約1.2〜約1.8の範囲であり得る。さらに別の実施形態において、この比率は約2を超える場合がある。
【0064】
二成分繊維の2相コンポジットシースにおける粒子間隔の推定
【0065】
上記の議論から、「突き出る」効果を確実にするための適切な粒子径を選択することの重要性が明瞭に明らかにされる。知覚される手触り感覚にミクロスケールで影響を及ぼす別の要因はシースにおける粒子間隔であり、これは、粒子径、フィラーの体積百分率及び粒子の空間的配置に相関させることができる。Wangらは、球状の充填粒子の間における平均距離を表す下記のモデルを提案した(Meng-Jiao Wang, Siegfried Wolff及びEwe-Hong Tan, 「Filler-Elastomer Interactions. Part VIII. The Role of the Distance Between Filler Aggregates in the Dynamic Properties of Filled Vulcanizates」, Rubber Chemistry and Technology, Vol 66, 178-195 (1993))。粒子の配置の最もゆるい形態(すなわち、立方体形態)の場合、粒子の中心間距離が、下記の式
L=0.805φ-1/3d
(式中、φはフィラーの体積百分率であり、dは粒子の特性長さである。)
によって与えられる。
【0066】
粒子の最密配置(すなわち、面心立方配置)については、粒子の中心間距離が、下記の式
L=0.906φ-1/3d
によって与えられる。
【0067】
ランダム充填配置については、0.86φ-1/3dの平均化された値を使用することができる。
【0068】
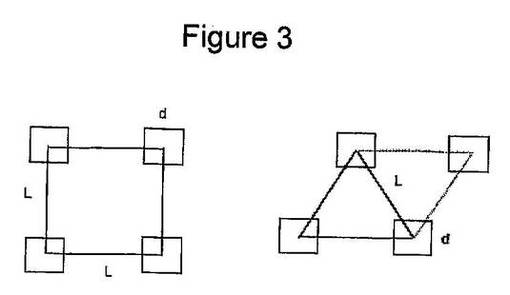
厚み方向(すなわち、z軸)での粒子径の変動を、粒子径がシースの厚みと同じ桁であることを仮定することによって効果的に除くことができ、これにより、平面又は2次元の粒子径分布に単純化するモデルがもたらされる。4つの考えられる場合が検討される。立方体形状及び球状形状での粒子、ならびに正方形配置及び正三角形配置での粒子分布。
【0069】
4つの仮定を、粒子間隔を推定するために行った。第1に、シースの厚みがCaCO3フィラーの平均粒子径と同程度である。すなわち、平均粒子径が1μmであるならば、シースの厚みもまた1μmである。従って、シースにおけるフィラーの分布は2次元的であると見なすことができる。第2に、フィラー粒子がシースのポリマーマトリックスに一様に分布する。第3に、すべての粒子がシースにおいて均一に分布し、正方形又は正三角形のいずれかとして形成される。第4に、粒子径が非常に狭く分布し、従って、平均粒子径のみが、間隔距離をモデル化するために使用される。
【0070】
その後、粒子間隔を、粒子を空間において配列化することに基づいて推定することができる。粒子は、図3の左側及び右側にそれぞれ例示されるように、正方形の形式又は正三角形の形式であることが可能である。結果はまた、粒子が、(粒子の特性長さに影響する)球体であると仮定するか又は立方体であると仮定するかにも依存する。粒子間隔を計算するための得られる式が表2に示され、表2において、Lは粒子間隔であり、dは粒子径(特性長さ:立方体粒子については辺の長さ、又は、球状粒子については直径)であり、αavはポリマーマトリックス体積百分率に対する粒子体積百分率の比率である。
【表2】
【0071】
上記式のそれぞれについて、粒子間隔は粒子径に正比例する。従って、体積充填レベルが一定である場合、粒子間隔距離が、上記式のそれぞれについて、粒子の特性大きさによって求められる。粒子特性大きさに対する粒子間隔の比率(L/d)が、3重量パーセント〜15重量パーセントのフィラーを有する系について表3に示される。ポリマーマトリックスにおける粒子の最大充填レベルはまた、押し出し機の混合容量にも依存することを指摘しなければならない。
【表3】
【0072】
いくつかの所見を、表3に示されるデータから得ることができる。第1に、充填含有量が増大するにつれ、粒子濃度レベルが増大し、従って、粒子間の距離がより短くなる。第2に、負荷レベル、粒子配置及び粒子特性大きさを一定に保ったとき、球状粒子間の距離は立方体粒子間の距離よりも小さい(定義により、立方体粒子の体積は、同じ特性長さ(d)を有する球状粒子の体積よりも大きい)。逆に、同じ負荷レベルの下では、立方体粒子よりも多数の球状粒子が存在し、従って、粒子間隔距離がより短くなる。
【0073】
この単純化されたモデルのために、フィラーの粒子は小さい立方体又は球体としてモデル化される。シースにおける粒子の分布が正方形又は正三角形の配置として取り扱われる。現実の世界では、粒子は十中八九、ランダムに充填され、粒子の形状は、程度の差はあるが、不規則である。この変動を取り扱うための1つの方法が、充填配置についての平均化された値を使用することである。粒子直径はまた、(Wangらに記載されるように)凝集物の直径によって置き換えられる。簡略化のために、平均粒子間隔距離が、表3に示される粒子間隔距離の4つの値を平均化すること(あるいは、L/d≒(0.8/αav)1/2)によってモデルのために採用された。
【0074】
1ミクロン〜10ミクロンのスケールでの繊維の表面粗さが、改善された手触り感覚を生じさせることが発見された。所望の繊維粗さを生じさせるために、粒子径に対する粒子間隔の要求される比率(L/d)は、粒子径に基づいて変化し得る。特定の実施形態において、L/dの比率は1から10までの範囲であり得る。例えば、粒子径が1ミクロン未満であるならば、この比率は、所望の粗さを生じさせるために、3〜6であるように選ぶことができる。粒子径が1ミクロン以上であるならば、この比率は、2〜4であるように選ぶことができる。従って、フィラー負荷レベルが5重量パーセント未満であるとき、粒子間隔は大きすぎて、繊維の触覚特性を改善するために効果的でないかもしれないことが、表3から理解される。
【0075】
所定の平均粒子径及び粒子径分布(狭い〜広い)を有するフィラーが一般には利用され得るので、実際の粒子径は典型的には、すべての充填粒子について同じではない。粒子径をシース厚みに関連づける上記の計算は、粒子径分布が実際の間隔及び繊維の表面粗さに影響することに留意して、平均化された粒子径(又は平均粒子径)を使用することによって求めることができる。狭い粒子径分布(約2.0未満)を有する鉱物フィラーについては、粒子間隔に対する分布の影響は無視することができる。より広い粒子径分布(約3.0を超える)を有するフィラーについては、そのようなより広い粒子径分布が、より大きい粒子間距離をもたらすと考えられる。例えば、狭い粒子径分布を有する繊維の表面粗さは、より広い粒子径分布を有する繊維の表面粗さとは異なる。広い粒子径分布を組み込む繊維は、平均粒子径よりも小さい粒子をより多く有するからである。従って、これらのより小さい粒子はシースに埋もれるかもしれず、これは、低下した「突き出る」効果をもたらす可能性がある。広い粒子径分布はまた、平均粒子径よりも大きい粒子を、狭い分布が有する場合よりも多く有する。しかしながら、平均粒子径よりも大きい粒子をより多く有することの影響は、実際に「突き出る」効果をもたらす粒子についての増大した粒子間隔、及び潜在的な接着の問題の増大した可能性によって打ち消されるかもしれない。
【0076】
上記モデルは、シース厚みに対する平均粒子径の比率、及びシースにおける粒子間隔距離を推定するために使用することができるが、このモデルは、多くの近似が、式を導くために使用されたので、定量的ではなく、むしろ、定性的に使用されなければならない。しかしながら、繊維表面のモルフォロジーを変化させるために鉱物フィラーを使用するための一般原理が、このモデルによって明瞭に表され、このモデルは最初の設計指針を提供することができる。
【実施例】
【0077】
紡糸試験を、シースが炭酸カルシウム充填ポリマーのミクロコンポジットである二成分繊維を製造することによって行った。コアはポリプロピレン5D49(これは、Dow Chemical Compayから入手可能な市販のホモポリマーである)(38MFR;0.90g/cm3の密度)であった。シースは、表4に示されるように、様々な規格の炭酸カルシウムが配合された5D49であった。これらの繊維をコントロール(比較用)サンプルとしての5D49ホモフィル繊維(必要に応じて2又は4のdpf)と比較した。
【0078】
炭酸カルシウムの選択
平均粒子径が0.4ミクロンから1.2ミクロンまでの範囲にある3つの市販規格の炭酸カルシウムを、「突き出る」効果を調べるために選択した。TUFFGARD(登録商標)(0.4ミクロンの平均粒子径及び約2ミクロンでのトップカット(top cut)を有する沈降炭酸カルシウム、これはSpecialty Minerals Inc.(Adams,MA)から市販されている);SUPER−PFLEX(登録商標)200(0.7ミクロンの平均粒子径及び約4ミクロンでのトップカットを有し、ポリマー中の分散を促進させるために2%のステアリン酸により表面被覆された沈降炭酸カルシウム、これもまた、Specialty Minerals Inc.(Adams,MA)から市販されている);及びFILMLINK(登録商標)400(1.2ミクロンの平均粒子径及び約8ミクロンでのトップカットを有し、0.8%〜1.2%のステアリン酸により表面被覆された粉砕炭酸カルシウム、これはImerys(Roswell,GA)から市販されている)。
【0079】
配合
配合を、hPPにおける炭酸カルシウムの分散を確実にするために2段階で行った。最初に、炭酸カルシウムを、Banbury(登録商標)ミキサーを使用することによってhPP(5D49)と40/60の重量比で配合して、濃縮物を形成した。次に、炭酸カルシウム−hPPの濃縮物を、HAAKE(登録商標)1”二軸押し出し機を穏和なトルク及び穏和な溶融温度設定(約210℃)で使用することによって、表4における配合に従った所望の組成物に希釈した。
【0080】
繊維の紡糸
繊維サンプルを、2つの1”一軸押し出し機、2つのZenithギアポンプ、144穴紡糸口金、繊維急冷キャビネット及び巻き取り装置からなる繊維紡糸ラインにより調製した。紡糸口金のキャピラー穴は直径が0.65mmで、長さ対直径の比率が4:1であった。溶融温度を240℃で設定した。処理量は0.4グラム/穴/分であった。紡糸速度を、4dpf(デニール・パー・フィラメント)の繊維を製造するために1000m/分で、また、2dpfの繊維を製造するために2000m/分でそれぞれ設定した。繊維をその後の特性試験のためにスプールに集めた。繊維の紡糸は非常に順調に行われ、繊維の切断が、いずれのサンプルを製造している際にも全く検出されなかった。
【表4】
【0081】
繊維表面のモルフォロジーについてのSEM分析
表面及び断面の像を取得するために、繊維の小さい領域を切断し、アルミニウムの走査電子顕微鏡観察(SEM)用サンプルマウントに置いた。サンプルを、金パラジウムにより2回、20秒間被覆した。繊維表面の二次電子像を、5kVの加速電圧を用いてHitachi S4100走査電子顕微鏡で集めた。
【0082】
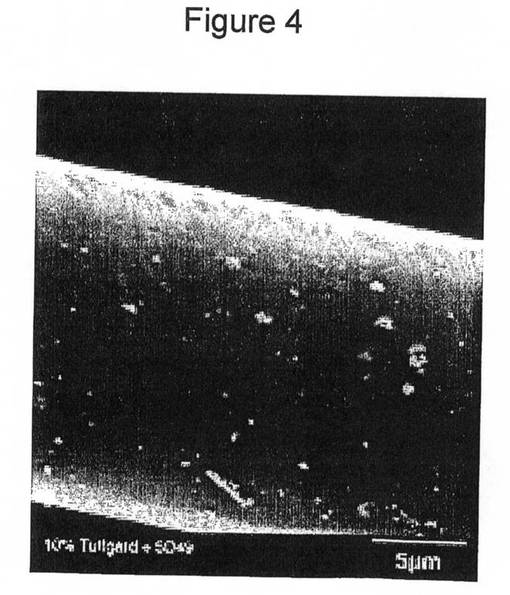
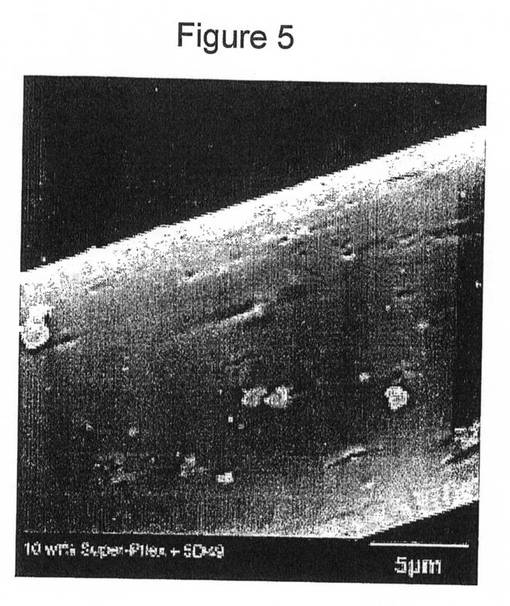
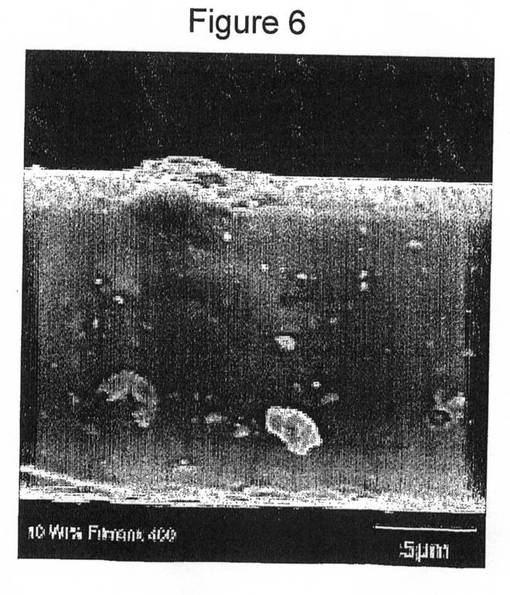
3つの代表的な表面修飾された二成分繊維(サンプル4、サンプル8及びサンプル10)の表面のSEM像を図4〜図6にそれぞれ示す。3つの繊維のすべてが2dpfであり(直径が17.7ミクロンであり)、体積比で10%のシースを含有する。
【0083】
図4を参照すると、繊維サンプル4のSEM像は、このサンプルにおける炭酸カルシウム粒子が、それ以外の2つの繊維サンプルのSEM像(図5及び図6)と比較したとき、より小さく、また、より高濃度であったことを示している。この観察結果はモデルからの予測と一致している。すなわち、炭酸カルシウム(TUFFGARD(登録商標))の規格はより小さい粒子径(0.4ミクロン)を有し、また、シース厚みに対する粒子径の比率が1未満であるために、モデルにより、それほど顕著でない「突き出る」効果、及びより接近した粒子間隔距離が予測される。さらに、トポグラフィーにおける違いは、5%のサンプル(サンプル2、SEM像は示されていない)と、10%のサンプルとの間で識別することができず、繊維表面の像は非常に類似しているようであった。
【0084】
図5を参照すると、サンプル8の像は、この繊維が最も大きい全体的な表面粗さを有することを示している。この繊維は炭酸カルシウムの「こぶ」を有するだけでなく、炭酸カルシウム粒子の周りに形成されたクレーター又はくぼみをも有している。そのようなクレーター又はくぼみは図4では明らかではなかった。サンプル8に含有される炭酸カルシウム(SUPER−PFLEX(登録商標)100)は0.7ミクロンの粒子径を有する。従って、シース厚みに対する粒子径の比率は1よりも大きく、サンプル4を上回る「突き出る」効果における改善がモデルから予想される。
【0085】
図6を参照すると、サンプル10の粒子径は、最も大きく、また、繊維上に最も少なく集まっているようである。くぼみ又はクレーターの痕跡が少しあったが、サンプル8よりも緩やかであった。この繊維における炭酸カルシウム(FILMLINK(登録商標)400)は最も大きい粒子径(1.2ミクロン)を有し、シース厚みに対する粒子径の比率が1よりも大きい。SEM像は、「突き出る」効果がこれら3つの繊維サンプルの中で最も強いようであり、また、間隔距離もまた最も大きいようであるので、モデルが正しいことを証明しているようである。
【0086】
繊維表面におけるクレーター又はくぼみの形成は完全には理解されていない。1つの仮説は、いくつかの大きい炭酸カルシウム粒子が、紡糸プロセス時に遭遇する遠心力又は他の要因のために抜け落ちるとき、クレーター又はくぼみが生じるかもしれないということである。除かれた粒子によって後に残ったクレーターがまさに表面粗さをもたらすので、紡糸プロセス時におけるいくつかの炭酸カルシウム粒子の喪失は、表面粗さを生じさせることを妨げない。しかしながら、粒子が紡糸プロセス時に除かれることは、ダスト発生の問題を引き起こし得る。スパンボンドラインについては、繊維がウエブに当たり、プレフォーム不織布を形成しつつある形成途中のウエブの下側には吸込みファンがあるので、ダスト発生は問題とならないはずである。他の適用においては、製造ラインの周りにおける改善された換気条件が必要となる場合がある。しかしながら、繊維における炭酸カルシウムの充填含有量は低い(重量比で繊維の約1%)ので、発生するかもしない何らかのダスト発生はひどくならないはずであり、容易に克服することができるであろう。
【0087】
ニット編み靴下
【0088】
hPPコントロールを含む2dpfの繊維サンプルを、Lawson Hemphillソックス編み機で編んだ。1インチあたりのウェール数及びコース数(wpi及びcpi)が編み目(knit)密度の尺度である。ウェール数は布地の機械方向で進み、コース数は横方向で進む。布地密度は、ウェール数及びコース数の積として定義される。6つのサンプルのwpi及びcpiはそれぞれ、26及び32として測定された。それぞれのサンプルの密度は832であった。
【0089】
手触りの結果
2dpfの繊維から作製されたニット編み靴下の手触り感覚が表5に示される。サンプル2及びサンプル4(これらはシース厚みに対する粒子の比率が1未満)は手触りにおける著しい改善をもたらさなかった。モデルによって予測されるように、また、図4におけるサンプル4のSEM像において観察されるように、著しい「突き出る」効果が認められない。サンプル8及びサンプル10は、表面修飾を伴うことなくhPP(5D49)モノ繊維から作製されるコントロールサンプルと比較したとき、改善された手触り感覚を有した。
【表5】
【0090】
上記の説明及び実施例によって示されるように、ミクロコンポジット表面成分を有する二成分繊維は、合成繊維の手触り感覚を改善することができる。ミクロコンポジットのポリマーマトリックスの厚みよりも大きい粒子径を有する鉱物フィラーを配合することによって、「突き出る」効果を得ることができ、これにより、表面粗さ及び改善された感触がもたらされる。特定の実施形態において、改善された感触を有する二成分繊維は、様々な最終製造物(例えば、カーペット、人工毛、女性衛生用品、おむつ、競技用スポーツウエア、衣料品、室内装飾品、包帯及び殺菌可能な医療用衣料品及び機器ラップなど)において有用である
【0091】
本発明は、限られた数の実施形態に関して記載されているが、当業者は、本開示の恩恵を有する場合、本明細書中に開示されるような本発明の範囲から逸脱しない他の実施形態が考案され得ることを理解する。従って、本発明の範囲は、添付された特許請求の範囲によってのみ限定される。
【0092】
すべての優先権書類は、そのような取り込みが許されるすべての権限範囲について参照により全体的に本明細書中に組み込まれる。さらに、試験手順を含めて、本明細書中で引用されたすべての文書は、そのような取り込みが許されるすべての権限範囲について参照により全体的に本明細書中に組み込まれる。
【図面の簡単な説明】
【0093】
【図1】本発明のコア/シース型二成分繊維の実施形態の概略図である。
【0094】
【図2】本発明の並列型二成分繊維の実施形態の概略図である。
【0095】
【図3】本発明の二成分繊維の実施形態を製造することにおいて有用なモデルを開発する際に使用された、単純化された粒子分布形式を例示する。
【0096】
【図4】本発明の二成分繊維の実施形態のSEM写真である。
【図5】本発明の二成分繊維の実施形態のSEM写真である。
【図6】本発明の二成分繊維の実施形態のSEM写真である。
【技術分野】
【0001】
本発明は一般には、繊維及びその製造プロセスに関する。より具体的には、本発明は、増大した表面粗さ及び改善された手触りを有する合成繊維に関する。
【背景技術】
【0002】
繊維及び布地の多くの形態が熱可塑性プラスチックから作製されている。そのような繊維及び布地の性状は、少なくとも部分的には、繊維及び布地が作製されるポリマー、ならびに繊維及び布地が作製されるプロセスの関数である。これらの様々なポリマー、繊維タイプ及び布地タイプ、ならびに繊維及び布地を作製するためのプロセスの典型として、米国特許第4,076,698号、同第4,644,045号、同第4,830,907号、同第4,909,975号、同第4,578,414号、同第4,842,922号、同第4,990,204号、同第5,112,686号、同第5,322,728号、同第4,425,393号、同第5,068,141号及び同第6,190,786号に記載されるものが挙げられる(それぞれの全体が参照により本明細書中に組み込まれる)。
【0003】
鉱物添加物を、熱可塑性プラスチックから製造される繊維の性質に影響を及ぼすために有利に用いることができる。例えば、米国特許第4,254,182号では、サイズが10ミリミクロン〜200ミリミクロンの範囲にあるシリカを配合することによって繊維が製造される。その後、シリカは、繊維に表面の不規則さ又は凹みをもたらすために繊維から取り出される。その結果、有効繊維表面積及び摩擦係数を増大させることができ、これにより、繊維の滑らかなワックス的感触、光沢のある外観、及び色の深みの感覚を低下させ得る。
【0004】
鉱物はまた、コンポジットを形成するために、また、所望される物理特性の利益を得るためにポリマーに包まれている。米国特許第6,797,377号は、二酸化チタン、ワックス及び少なくとも1つの鉱物フィラー(例えば、カオリン又は炭酸カルシウムなど)を含有する熱可塑性ポリマー(特にポリプロピレン)から作製された繊維を記載する。フィラーは、ポリマー物質の内部に包まれるような量で加えられる。オイル及び鉱物の混合物が一緒にポリプロピレンに加えられるとき、ウエブの柔らかさが改善される一方で、ウエブの引張り強さが一般に低下することもまた、本特許から認められる。
【0005】
米国特許第5,413,655号及び同第5,344,862号は、不織用途のための一成分繊維における被包化添加物としてのシリカの使用を記載する。添加物系は2つの成分(ポリシロキサンポリエーテル及び疎水性フュームドシリカ)を含む。シリカが熱可塑性ポリオレフィンの3ppm〜1500ppmの量で加えられ、ポリエーテルが熱可塑性ポリオレフィンの0.1重量パーセント〜3重量パーセントの量で加えられる。要求される利益は、スパンボンド不織布の引張り強さの著しい増大である。
【0006】
従って、合成繊維の衣類様感覚(天然繊維の感触)を改善する必要がある。
【発明の開示】
【0007】
1つの態様において、本発明は、増大した表面粗さを有する二成分繊維に関する。この二成分繊維は、第1のポリマーと、コンポジットとを含むことができる。コンポジットは、繊維の表面の少なくとも一部を形成する層を形成することができる。コンポジットは第2のポリマー及びフィラーを含むことができる。フィラーの平均粒子径を、コンポジットにより形成される層の厚みよりも大きくすることができる。
【0008】
本発明はまた、コンポジットを形成するために、第1のポリマーと、フィラーとを混合する工程と、二成分繊維を形成するために、第2のポリマーと、コンポジットとを熱結合条件の下で同時押し出しする工程とを含む、二成分繊維を形成する方法を提供する。第2のポリマーはポリマーコアを形成することができ、コンポジットは、繊維の表面の少なくとも一部を形成する層を形成することができる。フィラーの平均粒子径を、コンポジットの層の厚みよりも大きくすることができる。
【0009】
本発明はまた、(a)第1のポリマーと、(b)繊維の表面の少なくとも一部を形成する層を形成する第2のポリマーとを熱結合条件の下で同時押し出しすることを含む、二成分繊維を製造するための方法の改善を提供する。この改善は、コンポジットを形成するために、フィラーを第2のポリマーと混合すること(ただし、フィラーの平均粒子径は、コンポジットにより形成される層の厚みよりも大きい)を含む。
【0010】
本発明の他の態様及び利点が下記の説明及び添付された特許請求の範囲から明らかである。
【発明を実施するための最良の形態】
【0011】
典型的な合成繊維は、押し出し及び延伸されるので、乱れが非常に少ない非常に滑らかな表面を有し、従って、滑らかなオイル状の感触をもたらす。1つの態様において、本発明の実施形態は、合成繊維の手触り感覚を改善するために繊維の表面粗さを改変することに関連する。本発明は、表面粗さを合成繊維に与えるための方法を提供し、この場合、二成分繊維のシースから外側に広がる表面粗さが、改善された手触り感覚をもたらし、これにより、繊維の滑らかなオイル状の感触を低下させる。1つの実施形態において、鉱物フィラー(例えば、炭酸カルシウム(CaCO3)など)をポリマーシースに加えること(この場合、鉱物フィラーは、シースの厚みよりも大きい平均粒子径を有する)により、「突き出る(stick-out)」効果をもたらすことができ、これにより、より粗い表面がもたらされ、手触り感覚が改善される。
【0012】
一般的定義
【0013】
本明細書中で使用される「繊維」は、直径に対する長さの比率が約10よりも大きい材料を意味する。繊維は、典型的には、その直径に従って分類される。フィラメント繊維は一般には、約15デニールを超える個々の繊維直径を有するものとして定義され、通常は、約30デニールを超える。ファインデニール繊維は一般には、約15デニール未満の直径を有する繊維を示す。ミクロデニール繊維は一般には、約100ミクロン未満の直径を有する繊維として定義される。
【0014】
「フィラメント繊維」又は「モノフィラメント繊維」は、長さが有限である材料の不連続なストランド(すなわち、所定の長さのセグメントに切断されているか、又は、そうでない場合には分割されているストランド)である「ステープル繊維」とは対照的に、長さが無限である(すなわち、予め決められていない)材料の連続するストランドを意味する。
【0015】
「ポリオレフィンポリマー」は、1又はそれ以上のオレフィンに由来する熱可塑性ポリマーを意味する。ポリオレフィンポリマーは1又はそれ以上の置換基(例えば、官能基、例えば、カルボニル、スルフィドなど)を有することができる。本発明の目的のために、「オレフィン」には、1又はそれ以上の二重結合を有する脂肪族化合物、脂環式化合物及び芳香族化合物が含まれる。代表的なオレフィンには、エチレン、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、4−メチル−1−ペンテン、ブタジエン、シクロヘキセン、ジシクロペンタジエン、スチレン、トルエン及びα−メチルスチレンなど含まれる。
【0016】
「温度安定的」及びこれに類似する用語は、本発明のポリオレフィンポリマーを含む繊維あるいは他の構造物又は物品が、約90℃(約200°F)、例えば、そのような構造物又は物品から作製される布地の製造時、加工時(例えば、乾燥時)及び/又はクリーニング時に受ける温度などの温度にさらされた後、繰り返される伸長及び収縮の期間中においてその弾性を実質的に維持することを意味する。
【0017】
「弾性」は、繊維が、100パーセントのひずみ(長さの2倍)への最初の引っ張りの後、及び4回目の引っ張りの後で、その伸びた長さの少なくとも約50パーセントを回復することを意味する。弾性はまた、繊維の「永久ひずみ」によって表すことができる。永久ひずみは弾性の逆である。繊維は特定の点まで伸ばされ、続いて、伸びる前の元の位置に解放され、その後、再び伸ばされる。繊維が負荷を引っ張り始める点はパーセント永久ひずみと呼ばれる。「弾性材料」はまた、当分野では「エラストマー」及び「エラストマー性」とも呼ばれる。弾性材料(これはときには弾性品と呼ばれる)には、ポリオレフィンポリマーそのもの、ならびに限定されないが、繊維、フィルム、ストリップ、テープ、リボン、シート、被覆物及び成形物などの形態であるポリオレフィンポリマーが含まれる。好ましい弾性材料は繊維である。弾性材料は、硬化又は非硬化、照射又は非照射、及び/あるいは、架橋又は非架橋であり得る。
【0018】
「非弾性材料」は、上記で定義されるような弾性的でない材料(例えば、繊維など)を意味する。
【0019】
「実質的に架橋された」及びこれに類似する用語は、ポリオレフィンポリマーが、形状化された場合、又は、物品の形態である場合、70重量パーセント以下のキシレン抽出分(すなわち、30重量パーセント以上のゲル含有量)を有すること、好ましくは、40重量パーセント以下のキシレン抽出分(すなわち、60重量パーセント以上のゲル含有量)を有することを意味する。キシレン抽出分(及びゲル含有量)はASTM D−2765に従って求められる。
【0020】
「硬化された」及び「実質的に硬化された」は、ポリオレフィンポリマーが、形状化された場合、又は、物品の形態である場合、実質的な架橋を誘導した処理に供されたか、又は、そのような処理にさらされたことを意味する。本発明の繊維は、当業者には公知である様々な方法によって硬化又は架橋することができる。
【0021】
「硬化性」及び「架橋性」は、ポリオレフィンポリマーが、形状化された場合、又は、物品の形態である場合、硬化又は架橋されておらず、また、実質的な架橋を誘導した処理に供されていないか、又は、そのような処理にさらされていないことを意味する(但し、ポリオレフィンポリマーは、形状化された場合、又は、物品の形態である場合、そのような処理に供されたとき、又は、そのような処理にさらされたとき、実質的な架橋を達成する添加物又は官能性を含む)。本発明の実施において、硬化、照射又は架橋はUV線によって達成することができる。
【0022】
「ホモフィル(homofil)繊維」は、1つだけのポリマー領域又はポリマードメインを有し、(二成分繊維が有するように)何らかの他の異なったポリマー領域を有しない繊維を意味する。
【0023】
「二成分繊維」は、2つまたはそれ以上の異なったポリマー領域又はポリマードメインを有する繊維を意味する。二成分繊維はまた、コンジュゲート繊維又は多成分繊維として知られている。そのポリマーは通常、互いに異なっているが、2つまたはそれ以上の成分が同じポリマーを含む場合がある。ポリマーは二成分繊維の断面にわたって実質的に異なった帯域で配置され、かつ、通常、二成分繊維の長さに沿って連続して伸びている。二成分繊維の形態は、例えば、シース/コア配置(この場合、一方のポリマーが別のポリマーによって取り囲まれる)、並列配置、パイ配置又は「海島(islands-in-the sea)」配置が可能である。様々な二成分繊維がさらに、米国特許第6,225,243号、同第6,140,442号、同第5,382,400号、同第5,336,552号及び同第5,108,820号に記載される。これらの特許はその全体が参照により組み込まれる。
【0024】
「メルトブローン(meltblown)繊維」は、溶融された熱可塑性ポリマー組成物を、複数の細かい(通常の場合には円形の)ダイキャピラーに通して、溶融されたスレッド又はフィラメントとして、スレッド又はフィラメントの直径を縮小して細くするために機能する集束する高速度のガス流(例えば、空気)の中に押し出すことによって形成される繊維である。フィラメント又はスレッドは高速度のガス流によって運ばれ、捕集用表面に堆積して、平均直径が一般には10ミクロン未満であるランダムに散らばった繊維のウエブを形成する。
【0025】
「メルトスパン(meltspun)繊維」は、少なくとも1種のポリマーを溶融し、その後、溶融状態での繊維を、ダイの直径(又は他の断面形状)よりも小さい直径(又は他の断面形状)に延伸することによって形成される繊維である。
【0026】
「スパンボンド繊維」は、溶融された熱可塑性ポリマー組成物を、紡糸口金の複数の細かい(通常の場合には円形の)ダイキャピラーに通してフィラメントとして押し出すことによって形成される繊維である。押し出されたフィラメントの直径は急速に縮小し、その後、フィラメントは捕集用表面に堆積して、平均直径が一般には約7ミクロン〜約30ミクロンの間であるランダムに散らばった繊維のウエブを形成する。
【0027】
「不織」は、編物の場合のように特定可能な様式ではなく、ランダムに相互の間に入る個々の繊維又はスレッドからなる構造を有するウエブ又は布地を意味する。本発明の弾性繊維は、不織構造物、ならびに非弾性材料との組合せでの弾性不織布のコンポジット構造物を調製するために用いることができる。
【0028】
「ヤーン」は、織布又は編物及び他の物品の製造において使用することができる連続した長さの撚られているフィラメント、又は、そうでない場合には絡み合ったフィラメントを意味する。ヤーンは被覆されていてもよく、非被覆であってもよい。被覆されたヤーンは、別の繊維又は材料(典型的には、天然繊維、例えば、綿又は羊毛など)の外側被覆物の内部に少なくとも部分的に包まれたヤーンである。本明細書中で使用される「繊維」又は「繊維状」は、そのような材料の長さ対直径の比率が約10よりも大きい粒子状の材料を意味する。逆に、「非繊維」又は「非繊維状」は、直径に対する長さの比率が約10以下である粒子状の材料を意味する。
【0029】
繊維及び他の物品の製造
【0030】
本発明者らは、有利なことに、改善された手触りを有する二成分繊維が、繊維の表面粗さを改変することによって製造され得ることを発見している。二成分繊維は少なくとも2つの成分、すなわち、少なくとも2つの異なったポリマー形態を有する成分を含むことができる。第1の成分、すなわち、「成分A」は、高い温度での熱結合時に繊維形態を一般には保持するという目的を果たす。第2の成分、すなわち、「成分B」は、接着剤の機能を果たす。成分Aは、成分Bよりも高い融点を有することができる。例えば、1つの実施形態において、成分Aは、成分Bが溶融する温度よりも少なくとも約20℃高い溶融温度(好ましくは、少なくとも約40℃高い溶融温度)を有することができる。別の実施形態において、成分A及び成分Bは類似する融点を有することができる。さらに別の実施形態において、成分Bは、成分Aよりも高い融点を有することができる。
【0031】
簡略化するために、二成分繊維の構造が本明細書中ではコア/シース構造として示される。しかしながら、繊維の構造は、成分Bが、繊維の表面の少なくとも一部分を形成する層を形成する、上記で記載されたような数多くの多成分形態のいずれか1つ(例えば、コア/シース配置、並列配置、パイ配置又は「海島」配置など)を有することができる。
【0032】
いくつかの実施形態において、コア(成分A)は熱可塑性ポリマー(例えば、ポリオレフィンなど)を含むことができる。他の実施形態において、コアはエラストマーポリマーを含むことができ、その例示として、均一に枝分かれしたポリオレフィン、ジブロック又はトリブロック又はマルチブロックのエラストマーコポリマー(例えば、オレフィン性コポリマーなど、例えば、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン/ブチレン−スチレン又はスチレン−エチレン/プロピレン−スチレンなど)、ポリウレタン、ポリアミド及びポリエステルが挙げられる。特定の実施形態において、コアは、国際公開第2005/090427号パンフレット(これは参照により本明細書中に組み込まれる)に開示されるオレフィンブロックコポリマーを含むことができる。
【0033】
シース(接着剤又は成分B)もまたエラストマーとすることができる(例えば、均一に枝分かれしたポリオレフィンなど、好ましくは、均一に枝分かれしたエチレン又はプロピレン)。これらの材料は周知のものである。例えば、米国特許第6,140,442号は、均一に枝分かれした実質的に線状のポリオレフィン(特に、エチレンポリマー)の優れた開示を提供する(その内容は参照により本明細書中に組み込まれる)。
【0034】
鉱物フィラーを、コンポジットを形成するために、また、所望される性質を高めるためにシースに加えることができる。好ましい実施形態において、鉱物フィラーの平均粒子径はシースの厚みよりも大きく、これにより、「突き出る」効果がもたらされる。「突き出る」効果を、図1に示されるようなコア/シースの二成分繊維について例示することができる。図1において、ポリマーコア10が、ポリマーマトリックス12及び鉱物フィラー14を含むコンポジットシースによって取り囲まれる。図2は、並列型の二成分繊維についての「突き出る」効果を例示する。二成分繊維の他の形態は類似した特徴を有し、この場合、コンポジット成分Bが、「突き出る」効果をもたらすように繊維の表面の少なくとも一部分を形成し、これにより、表面の粗さを繊維上に生じさせる。
【0035】
特定の実施形態において、鉱物フィラーはシースの約1重量パーセント〜約25重量パーセントを構成することができる。他の実施形態において、鉱物フィラーは、シースの約2重量パーセント〜約20重量パーセント、シースの約3重量パーセント〜約15重量パーセント、又は、シースの約5重量パーセント〜約10重量パーセントを構成することができる。シースはまた、シースの約0重量パーセントから約5重量パーセントまでの範囲にある他の添加物を含むことができ、これらには、可塑剤、相容化剤、及び当分野において一般的な他の添加物が含まれる。
【0036】
繊維の摩擦係数の特徴を高めるために、すなわち、「突き出る」効果を生じさせるために本発明において有用なフィラーには、非処理及び処理されたシリカ、アルミナ、二酸化ケイ素、タルク、炭酸カルシウム及び粘土が含まれるが、これらに限定されない。特定の実施形態において、好ましい鉱物フィラーは炭酸カルシウム(CaCO3)である。他の実施形態において、鉱物フィラーは、相容化された鉱物とすることができ、この場合、鉱物は、ポリマーマトリックスにおける鉱物の分散性及び相容性を高めるために化合物により被覆される。例えば、鉱物は炭酸カルシウムとすることができ、この場合、炭酸カルシウムは、ポリマーマトリックスにおける炭酸カルシウムの分散性及び相容性を高めるためにステアリン酸により被覆される。
【0037】
シースコンポジットにおいて使用される鉱物フィラーの平均粒子径は、所望されるシース厚みに基づいて選択することができ、典型的には約0.1ミクロン〜約20ミクロンの範囲であり得る。例えば、シース厚みが1ミクロンである繊維については、平均粒子径が約1ミクロンを超える鉱物フィラーにより、所望される「突き出る」効果を生じさせることができる。いくつかの実施形態において、鉱物フィラーのシースの厚みに対する平均粒子径の比率は約1.0以上であり得る。他の実施形態において、この比率は約1よりも大きくてもよく、但し、約2未満であり得る。他の実施形態において、この比率は約1.2よりも大きくてもよく、但し、約1.8未満であり得る。
【0038】
鉱物フィラーは、一部の粒子が平均粒子径よりも小さく、他の粒子が平均粒子径よりも大きい、粒子径分布を有することができる。粒子径分布は、実現された「突き出る」効果に影響を及ぼし得る。例えば、シースの厚みよりも小さい多くの粒子はシースの内部に包まれる(例えば、図1及び図2における粒子16など)。シースの厚みを十分に超えるサイズを有する粒子は接着問題を生じさせることがあり、この場合、そのような粒子はコンポジットマトリックス中に留まらない。より大きい粒子径分布はまた、(下記でさらに記載されるように)シースから突き出る粒子間のより大きい間隔を生じ得る。本発明のいくつかの実施形態において、好ましい粒子径分布は約5未満であり得る。他の実施形態において、好ましい粒子径分布は約3未満であり得る;他の実施形態では、約2.5未満、約2.0未満、又は、約1.5未満であり得る。
【0039】
繊維の直径は様々な様式で測定及び報告することができる。一般に、繊維の直径はフィラメントあたりのデニールで測定される。デニールは繊維用語である。 繊維の直径は様々な様式で測定及び報告することができる。一般に、繊維の直径はフィラメントあたりのデニールで測定される。デニールは、その繊維長さの9000メートルあたりの繊維のグラム数として定義される繊維用語である。モノフィラメントは一般には、フィラメントあたりのデニールが15を超える、押し出されたストランドを示し、通常は、フィラメントあたりのデニールが30を超える、押し出されたストランドを示す。ファインデニール繊維は一般には、約15以下のデニールを有する繊維を示す。ミクロデニール(又はミクロ繊維)は一般には、約100マイクロメートルを超えない直径を有する繊維を示す。本発明の繊維については、直径を広範囲に変化させることができ、これによる繊維の弾性に対する影響はほとんどない。しかしながら、繊維のデニールは、仕上がった物品の能力を満足させるために調節することができ、そのようなものとして、好ましくは、メルトブローン繊維については約0.5デニール/フィラメント〜約30デニール/フィラメントとすることができ、スパンボンド繊維については約1デニール/フィラメント〜約30デニール/フィラメントとすることができ、連続巻き取りフィラメントについては約1デニール/フィラメント〜約20,000デニール/フィラメントとすることができる。シースの厚み及び鉱物フィラーの平均粒子径は、所望のフィラメントの直径又はデニールに基づいて選択することができる。
【0040】
本発明の二成分繊維は、繊維の80重量パーセント〜90重量パーセントを構成するコアを有することができる。他の実施形態において、コアは繊維の85重量パーセント〜95重量パーセントが可能である。本発明の二成分繊維は、繊維の約1重量パーセント〜約20重量パーセントを構成するシースを有することができる。他の実施形態において、シースは繊維の約5重量パーセント〜約15重量パーセントを構成する。
【0041】
繊維の形状は限定されない。例えば、典型的な繊維は円形の断面形状を有し、しかし、ときには、繊維は、異なる形状(例えば、三葉形状、又は、平坦(すなわち、「リボン」様)形状など)を有する。本明細書中に開示される二成分繊維は繊維の形状によって限定されない。
【0042】
本発明の二成分繊維は、弾性布地を作製するために、他の繊維(例えば、PET、ナイロン、綿、KEVLAR(登録商標)(これはE.I.Du Pont de Nemours Co.から入手可能である)など)とともに使用することができる。付加された利点として、特定の二成分繊維の耐熱性(及び耐水性)により、ポリエステル−PET繊維が通常のPET染色条件で染色されることが可能になる。他の一般に使用される弾性繊維、特に、スパンデックス(例えば、LYCRA(登録商標)、これは、E.I.Du Pont de Nemours Co.から入手可能なスパンデックスである)は、典型的には、性質の劣化を防止するために、それほど過酷でないPET染色条件で使用される。
【0043】
第3,485,706号及び同第4,939,016号、ステープル繊維をカーディング(carding)し、熱的に結合すること;連続繊維を1回の連続操作でスパンボンディングすること;あるいは、繊維をメルトブローイングして布地とし、続いて、得られたウエブをカレンダー処理するか、又は、熱的に結合することによって。これらの様々な不織布製造技術が当業者には周知であり、本発明の範囲はいずれかの特定の方法に限定されない。そのような繊維から作製された他の構造物もまた本発明の範囲内に含まれ、これらには、例えば、本発明の繊維と、他の繊維(例えば、PET、綿など)との配合物が含まれる。
【0044】
本発明の二成分繊維及び布地を使用して作製することができる二次加工品には、弾性部分を有する弾性コンポジット品(例えば、おむつ)が含まれる。例えば、弾性部分が典型的には、(米国特許第4,381,781号(これはその全体が参照により本明細書中に組み込まれる)に示されるように)、おむつが落ちることを防止するためのおむつのウエストバンド部分に、また、漏れを防止するための脚バンド部分に組み立てられる。多くの場合、そのような弾性部分は、快適さ及び確実性の良好な組合せのためのより良好な形態一致システム及び/又は形態固定システムの向上をもたらす。本発明の繊維及び布地はまた、弾性を通気性と両立させる構造物を製造することができる。例えば、本発明の弾性繊維、弾性布地及び/又は弾性フィルムは、米国特許第6,176,952号(これはその全体が参照により本明細書中に組み込まれる)に開示される構造物に組み込むことができる。
【0045】
本発明の弾性繊維及び弾性布地はまた、米国特許第2,957,512号(‘512号特許)(これはその全体が参照により本明細書中に組み込まれる)に記載されるような様々な構造物において使用することができる。例えば、‘512号特許に記載される構造物の層50(すなわち、弾性成分)を、平坦な非弾性材料、プリーツ加工、クレープ加工、けん縮加工などがなされた非弾性材料が弾性構造物にされる場合には特に、本発明の弾性繊維及び弾性布地により置き換えることができる。本発明の弾性繊維及び/又は弾性布地を非弾性の繊維、布地又は他の構造物に取り付けることを、溶融結合することによって、又は、接着剤を用いて行うことができる。ギャザー加工又はシャーリング加工(shirted)された弾性構造物を、取り付け前に(‘512号特許に記載されるように)非弾性成分をプリーツ加工することによって、又は、取り付け前に弾性成分を予備延伸することによって、又は、取り付け後に弾性成分を熱収縮することによって、本発明の弾性繊維及び/又は弾性布地及び非弾性成分から製造することができる。
【0046】
本発明の繊維はまた、新規な構造物を作製するために、スパンレース(又は流体力学的にからみ合った)プロセスにおいて使用することができる。例えば、米国特許第4,801,482号(これはその全体が参照により本明細書中に組み込まれる)は、本明細書中に記載される新規な弾性繊維及び/又は弾性布地を用いて今では作製することができる弾性シート(12)を開示する。本明細書中に記載されるような連続する弾性フィラメントはまた、高い弾力性が所望される織物用途において使用することができる。
【0047】
米国特許第5,037,416号(‘416号特許)(これはその全体が参照により本明細書中に組み込まれる)は、弾性リボンを使用することによる形態一致用の上部シートの利点を記載する(‘416号特許の部材19を参照のこと)。本発明の弾性繊維は‘416号特許の部材19の機能を果たすことができ、又は、所望の弾性を提供するために布地形態で使用することができる。
【0048】
弾性パネルもまた、本明細書中に開示される本発明の弾性繊維及び弾性布地から作製することができ、そのような弾性パネルは、例えば、米国特許第4,940,464号(‘464号特許)(これはその全体が参照により本明細書中に組み込まれる)の部材18、部材20、部材14及び/又は部材26として使用することができる。本明細書中に記載される本発明の弾性繊維及び弾性布地はまた、複合サイドパネルの弾性成分(例えば、‘464号特許の層86)として使用することができる。
【0049】
本発明の弾性材料はまた、穴形成、スリット形成、微細孔形成、又は、繊維もしくは発泡体との混合など、及びそれらの組合せによることを含めて、当分野では周知である任意の方法によって透過性又は「通気性」にすることができる。そのような方法の例には、米国特許第3,156,242号(Crowe,Jr.)、米国特許第3,881,489号(Hartwell)、米国特許第3,989,867号(Sisson)及び米国特許第5,085,654号(Buell)が含まれる(これらのそれぞれがその全体において参照により本明細書中に組み込まれる)。
【0050】
炭酸カルシウム充填シースの表面粗さモデル
【0051】
上記で記載されたように、本発明の二成分繊維は、ポリマー材料と、「突き出る」効果を生じさせるフィラーとを含むシースを含むことができる。繊維の表面粗さをシース厚みに対する粒子径の比率及びシースにおける粒子間隔距離に関して記載する単純なモデルが、本発明をより良く理解することを可能にするために下記に示される。
【0052】
PP不織布地の手触り感覚は、Kawabata測定システムにおけるように微視的レベルでの布地の表面粗さに関連づけることができる。表面粗さは、何らかの理想的な形態又は定められた形態からの表面形状のずれとして定義される場合がある。従って、名目上平坦な表面については、粗さは、投影された名目上の面積の真の総面積の比率に関して定義され得るか、又は、何らかの定められた線に沿って得られるプロファイルの傾きとして定義され得るか、又は表面における高い地点と低い地点との距離として定義されうる。2つの用語、すなわち、シース厚みに対する平均粒子径の比率及びシースにおける粒子間隔が、繊維表面の粗さを記述するために本明細書中では使用される。下記に示されるように、粗さは繊維及びフィラーの物理的特性に直接に相関する。ミクロコンポジットシースの厚みについての単純な数学的モデルを確立するために、シースを、2相充填コンポジットシステムであると仮定し、一方、コアを、均質なポリマー樹脂(例えば、均質なポリプロピレン(hPP)など)であると仮定する。
【0053】
2相コンポジットにおける成分の重量含有量及び体積含有量の間における相関
【0054】
2相コンポジットシステムについては、重量百分率を体積百分率に変換するために、下記の式を使用できること、
αav=1/(1+(1/αaw−1)ρa/ρb) (1)
又は、式(2)が、体積百分率から重量百分率変換するために使用できること、
αaw=1/(1+(1/αav−1)ρb/ρa) (2)
(式中、αavは成分「a」の体積百分率であり、αawは成分「a」の重量百分率であり、ρaは成分「a」の密度であり、ρbは成分「b」の密度である。)
が示され得る。
【0055】
例えば、炭酸カルシウム充填hPPコンポジットについては、PPの密度が0.90として仮定され、炭酸カルシウムの密度が2.7であり、使用されるCaCO3の体積百分率が2パーセントである。式(2)から、この炭酸カルシウム充填hPPコンポジットの充填レベルは5.77重量パーセントと等価である。
【0056】
二成分繊維についての2相コンポジットシースの厚みの予測
【0057】
厚みの予測のために用いられた仮定では、(1)二成分繊維の断面が2つの完全な同心円からなること;及び(2)二成分繊維のコンポジットシース及び均質なコアの部分が、一方からもう一方への侵入を伴うことなく2つの異なった相として形成することが含まれる。
【0058】
二成分繊維におけるシース含有量が重量百分率によって与えられるとき、コンポジットシースの厚みを推定するための必要条件の式は下記のとおりである。
ρs=Afρフィラー+(1―Af)ρm
k=0.5{(ρcws/ρswc+1)0.5−1}
h=11.894k[dpf/(ρc+4ρsk(1+k))]0.5
Dc=h/k
Df=Dc+2h
式中、ρフィラーはフィラーの密度(g/cm3)である;ρmはポリマーマトリックスの密度(g/cm3)である;Afはミクロコンポジットにおけるフィラーの体積パーセントである;wfはミクロコンポジットにおけるフィラーの重量パーセントである;ρcは二成分繊維のコア部におけるポリマーの密度(g/cm3)である;ρsは二成分繊維のシース部におけるポリマーの密度(g/cm3)である;wcはコア部の重量パーセントである;wsはシース部の重量パーセントである(但し、wc+ws=1である。);Vcはコア部の体積パーセントである;Vsはシース部の体積パーセントである(但し、Vc+Vs=1である。);dpfはフィラメントあたりのデニールであるか、又は、9000メートルでのフィラメントのグラム数である;kは、シース対コアに関連するパラメーターである;hはシースの厚み(ミクロン)である;Dcはコア部の直径(ミクロン)である;Dfは二成分繊維の直径(ミクロン)である。
【0059】
重量パーセント(wf)による既知フィラー含有量に基づいた炭酸カルシウム充填二成分hPP繊維のシース厚みの推定値の例が表1に示される。コアがhPPポリマー(密度=ρc=0.90g/cm3)であり、一方、シースが、炭酸カルシウム(密度=2.70g/cm3)が充填されたhPPミクロコンポジットであり、これにより、コア密度(ρc)よりも大きいシース密度(ρs)がもたらされる。
【表1】
【0060】
二成分繊維におけるシース含有量が体積百分率として既知であるとき、コンポジットシースの厚みを計算するための式は、上記で示されるような体積百分率及び重量百分率の間における関係に基づいて変形される。
【0061】
シースにおけるフィラー含有量を重量百分率又は体積百分率のいずれかとして表すことができ、従って、シースの厚みを推定するための式はそれに従って展開することができる。これらの式はシースの厚みを近似するにすぎないことに留意しなければならない。粒子の「突き出る」部分の体積が、ポリマーマトリックスに埋もれたかのように含まれているからである。このため、実際のシース厚みは、予測された厚みよりも小さくなる。しかしながら、シースにおけるフィラーの体積百分率は典型的には低い(15%以下)ので、それに伴う誤差は小さく、大抵の場合には無視することができる。
【0062】
表1から、二成分繊維における重量百分率でのシース含有量が一定である場合、二成分繊維の直径が大きくなるほど(又は、dpfが大きくなるほど)、ミクロコンポジットシースの厚みが大きくなることが示され得る。さらに、二成分繊維の直径(又はdpf)が一定である場合、シース含有量の重量百分率が大きくなるほど、シースが厚くなる。最後に、シースの厚みに対するシース中のフィラー含有量の影響は比較的小さい。充填レベルが増大するにつれ、シースの厚みが小さい量で増大する。体積パーセントによって見たとき、シースの厚みに関して同様の所見を得ることができる。
【0063】
フィラー粒子の「突き出る」効果によって表される繊維の表面粗さは部分的には、シースの厚みに対するフィラーの粒子径の比率に関して記述することができる。この比率が1未満であるならば、粒子がポリマーのシースマトリックスに埋もれ、表面の不均一さを生じさせることにおいて、より効果が小さい。他方で、この比率が2を超えるならば、鉱物粒子の体積の半分を超える部分がシースから突き出て、大気に露出する可能性があり、これにより、シースが、埋め込まれた粒子に対するその保持力を失うことがおそらくは生じるかもしれない。しかしながら、この近似は、存在するときにはこの比率を著しく大きくさせ得る機械的影響及び接着の影響を考慮していないことに留意しなければならない。1つの実施形態において、シースの厚みに対するフィラーの粒子径の比率は約1〜約2の範囲であり得る。別の実施形態において、この比率は約1.2〜約1.8の範囲であり得る。さらに別の実施形態において、この比率は約2を超える場合がある。
【0064】
二成分繊維の2相コンポジットシースにおける粒子間隔の推定
【0065】
上記の議論から、「突き出る」効果を確実にするための適切な粒子径を選択することの重要性が明瞭に明らかにされる。知覚される手触り感覚にミクロスケールで影響を及ぼす別の要因はシースにおける粒子間隔であり、これは、粒子径、フィラーの体積百分率及び粒子の空間的配置に相関させることができる。Wangらは、球状の充填粒子の間における平均距離を表す下記のモデルを提案した(Meng-Jiao Wang, Siegfried Wolff及びEwe-Hong Tan, 「Filler-Elastomer Interactions. Part VIII. The Role of the Distance Between Filler Aggregates in the Dynamic Properties of Filled Vulcanizates」, Rubber Chemistry and Technology, Vol 66, 178-195 (1993))。粒子の配置の最もゆるい形態(すなわち、立方体形態)の場合、粒子の中心間距離が、下記の式
L=0.805φ-1/3d
(式中、φはフィラーの体積百分率であり、dは粒子の特性長さである。)
によって与えられる。
【0066】
粒子の最密配置(すなわち、面心立方配置)については、粒子の中心間距離が、下記の式
L=0.906φ-1/3d
によって与えられる。
【0067】
ランダム充填配置については、0.86φ-1/3dの平均化された値を使用することができる。
【0068】
厚み方向(すなわち、z軸)での粒子径の変動を、粒子径がシースの厚みと同じ桁であることを仮定することによって効果的に除くことができ、これにより、平面又は2次元の粒子径分布に単純化するモデルがもたらされる。4つの考えられる場合が検討される。立方体形状及び球状形状での粒子、ならびに正方形配置及び正三角形配置での粒子分布。
【0069】
4つの仮定を、粒子間隔を推定するために行った。第1に、シースの厚みがCaCO3フィラーの平均粒子径と同程度である。すなわち、平均粒子径が1μmであるならば、シースの厚みもまた1μmである。従って、シースにおけるフィラーの分布は2次元的であると見なすことができる。第2に、フィラー粒子がシースのポリマーマトリックスに一様に分布する。第3に、すべての粒子がシースにおいて均一に分布し、正方形又は正三角形のいずれかとして形成される。第4に、粒子径が非常に狭く分布し、従って、平均粒子径のみが、間隔距離をモデル化するために使用される。
【0070】
その後、粒子間隔を、粒子を空間において配列化することに基づいて推定することができる。粒子は、図3の左側及び右側にそれぞれ例示されるように、正方形の形式又は正三角形の形式であることが可能である。結果はまた、粒子が、(粒子の特性長さに影響する)球体であると仮定するか又は立方体であると仮定するかにも依存する。粒子間隔を計算するための得られる式が表2に示され、表2において、Lは粒子間隔であり、dは粒子径(特性長さ:立方体粒子については辺の長さ、又は、球状粒子については直径)であり、αavはポリマーマトリックス体積百分率に対する粒子体積百分率の比率である。
【表2】
【0071】
上記式のそれぞれについて、粒子間隔は粒子径に正比例する。従って、体積充填レベルが一定である場合、粒子間隔距離が、上記式のそれぞれについて、粒子の特性大きさによって求められる。粒子特性大きさに対する粒子間隔の比率(L/d)が、3重量パーセント〜15重量パーセントのフィラーを有する系について表3に示される。ポリマーマトリックスにおける粒子の最大充填レベルはまた、押し出し機の混合容量にも依存することを指摘しなければならない。
【表3】
【0072】
いくつかの所見を、表3に示されるデータから得ることができる。第1に、充填含有量が増大するにつれ、粒子濃度レベルが増大し、従って、粒子間の距離がより短くなる。第2に、負荷レベル、粒子配置及び粒子特性大きさを一定に保ったとき、球状粒子間の距離は立方体粒子間の距離よりも小さい(定義により、立方体粒子の体積は、同じ特性長さ(d)を有する球状粒子の体積よりも大きい)。逆に、同じ負荷レベルの下では、立方体粒子よりも多数の球状粒子が存在し、従って、粒子間隔距離がより短くなる。
【0073】
この単純化されたモデルのために、フィラーの粒子は小さい立方体又は球体としてモデル化される。シースにおける粒子の分布が正方形又は正三角形の配置として取り扱われる。現実の世界では、粒子は十中八九、ランダムに充填され、粒子の形状は、程度の差はあるが、不規則である。この変動を取り扱うための1つの方法が、充填配置についての平均化された値を使用することである。粒子直径はまた、(Wangらに記載されるように)凝集物の直径によって置き換えられる。簡略化のために、平均粒子間隔距離が、表3に示される粒子間隔距離の4つの値を平均化すること(あるいは、L/d≒(0.8/αav)1/2)によってモデルのために採用された。
【0074】
1ミクロン〜10ミクロンのスケールでの繊維の表面粗さが、改善された手触り感覚を生じさせることが発見された。所望の繊維粗さを生じさせるために、粒子径に対する粒子間隔の要求される比率(L/d)は、粒子径に基づいて変化し得る。特定の実施形態において、L/dの比率は1から10までの範囲であり得る。例えば、粒子径が1ミクロン未満であるならば、この比率は、所望の粗さを生じさせるために、3〜6であるように選ぶことができる。粒子径が1ミクロン以上であるならば、この比率は、2〜4であるように選ぶことができる。従って、フィラー負荷レベルが5重量パーセント未満であるとき、粒子間隔は大きすぎて、繊維の触覚特性を改善するために効果的でないかもしれないことが、表3から理解される。
【0075】
所定の平均粒子径及び粒子径分布(狭い〜広い)を有するフィラーが一般には利用され得るので、実際の粒子径は典型的には、すべての充填粒子について同じではない。粒子径をシース厚みに関連づける上記の計算は、粒子径分布が実際の間隔及び繊維の表面粗さに影響することに留意して、平均化された粒子径(又は平均粒子径)を使用することによって求めることができる。狭い粒子径分布(約2.0未満)を有する鉱物フィラーについては、粒子間隔に対する分布の影響は無視することができる。より広い粒子径分布(約3.0を超える)を有するフィラーについては、そのようなより広い粒子径分布が、より大きい粒子間距離をもたらすと考えられる。例えば、狭い粒子径分布を有する繊維の表面粗さは、より広い粒子径分布を有する繊維の表面粗さとは異なる。広い粒子径分布を組み込む繊維は、平均粒子径よりも小さい粒子をより多く有するからである。従って、これらのより小さい粒子はシースに埋もれるかもしれず、これは、低下した「突き出る」効果をもたらす可能性がある。広い粒子径分布はまた、平均粒子径よりも大きい粒子を、狭い分布が有する場合よりも多く有する。しかしながら、平均粒子径よりも大きい粒子をより多く有することの影響は、実際に「突き出る」効果をもたらす粒子についての増大した粒子間隔、及び潜在的な接着の問題の増大した可能性によって打ち消されるかもしれない。
【0076】
上記モデルは、シース厚みに対する平均粒子径の比率、及びシースにおける粒子間隔距離を推定するために使用することができるが、このモデルは、多くの近似が、式を導くために使用されたので、定量的ではなく、むしろ、定性的に使用されなければならない。しかしながら、繊維表面のモルフォロジーを変化させるために鉱物フィラーを使用するための一般原理が、このモデルによって明瞭に表され、このモデルは最初の設計指針を提供することができる。
【実施例】
【0077】
紡糸試験を、シースが炭酸カルシウム充填ポリマーのミクロコンポジットである二成分繊維を製造することによって行った。コアはポリプロピレン5D49(これは、Dow Chemical Compayから入手可能な市販のホモポリマーである)(38MFR;0.90g/cm3の密度)であった。シースは、表4に示されるように、様々な規格の炭酸カルシウムが配合された5D49であった。これらの繊維をコントロール(比較用)サンプルとしての5D49ホモフィル繊維(必要に応じて2又は4のdpf)と比較した。
【0078】
炭酸カルシウムの選択
平均粒子径が0.4ミクロンから1.2ミクロンまでの範囲にある3つの市販規格の炭酸カルシウムを、「突き出る」効果を調べるために選択した。TUFFGARD(登録商標)(0.4ミクロンの平均粒子径及び約2ミクロンでのトップカット(top cut)を有する沈降炭酸カルシウム、これはSpecialty Minerals Inc.(Adams,MA)から市販されている);SUPER−PFLEX(登録商標)200(0.7ミクロンの平均粒子径及び約4ミクロンでのトップカットを有し、ポリマー中の分散を促進させるために2%のステアリン酸により表面被覆された沈降炭酸カルシウム、これもまた、Specialty Minerals Inc.(Adams,MA)から市販されている);及びFILMLINK(登録商標)400(1.2ミクロンの平均粒子径及び約8ミクロンでのトップカットを有し、0.8%〜1.2%のステアリン酸により表面被覆された粉砕炭酸カルシウム、これはImerys(Roswell,GA)から市販されている)。
【0079】
配合
配合を、hPPにおける炭酸カルシウムの分散を確実にするために2段階で行った。最初に、炭酸カルシウムを、Banbury(登録商標)ミキサーを使用することによってhPP(5D49)と40/60の重量比で配合して、濃縮物を形成した。次に、炭酸カルシウム−hPPの濃縮物を、HAAKE(登録商標)1”二軸押し出し機を穏和なトルク及び穏和な溶融温度設定(約210℃)で使用することによって、表4における配合に従った所望の組成物に希釈した。
【0080】
繊維の紡糸
繊維サンプルを、2つの1”一軸押し出し機、2つのZenithギアポンプ、144穴紡糸口金、繊維急冷キャビネット及び巻き取り装置からなる繊維紡糸ラインにより調製した。紡糸口金のキャピラー穴は直径が0.65mmで、長さ対直径の比率が4:1であった。溶融温度を240℃で設定した。処理量は0.4グラム/穴/分であった。紡糸速度を、4dpf(デニール・パー・フィラメント)の繊維を製造するために1000m/分で、また、2dpfの繊維を製造するために2000m/分でそれぞれ設定した。繊維をその後の特性試験のためにスプールに集めた。繊維の紡糸は非常に順調に行われ、繊維の切断が、いずれのサンプルを製造している際にも全く検出されなかった。
【表4】
【0081】
繊維表面のモルフォロジーについてのSEM分析
表面及び断面の像を取得するために、繊維の小さい領域を切断し、アルミニウムの走査電子顕微鏡観察(SEM)用サンプルマウントに置いた。サンプルを、金パラジウムにより2回、20秒間被覆した。繊維表面の二次電子像を、5kVの加速電圧を用いてHitachi S4100走査電子顕微鏡で集めた。
【0082】
3つの代表的な表面修飾された二成分繊維(サンプル4、サンプル8及びサンプル10)の表面のSEM像を図4〜図6にそれぞれ示す。3つの繊維のすべてが2dpfであり(直径が17.7ミクロンであり)、体積比で10%のシースを含有する。
【0083】
図4を参照すると、繊維サンプル4のSEM像は、このサンプルにおける炭酸カルシウム粒子が、それ以外の2つの繊維サンプルのSEM像(図5及び図6)と比較したとき、より小さく、また、より高濃度であったことを示している。この観察結果はモデルからの予測と一致している。すなわち、炭酸カルシウム(TUFFGARD(登録商標))の規格はより小さい粒子径(0.4ミクロン)を有し、また、シース厚みに対する粒子径の比率が1未満であるために、モデルにより、それほど顕著でない「突き出る」効果、及びより接近した粒子間隔距離が予測される。さらに、トポグラフィーにおける違いは、5%のサンプル(サンプル2、SEM像は示されていない)と、10%のサンプルとの間で識別することができず、繊維表面の像は非常に類似しているようであった。
【0084】
図5を参照すると、サンプル8の像は、この繊維が最も大きい全体的な表面粗さを有することを示している。この繊維は炭酸カルシウムの「こぶ」を有するだけでなく、炭酸カルシウム粒子の周りに形成されたクレーター又はくぼみをも有している。そのようなクレーター又はくぼみは図4では明らかではなかった。サンプル8に含有される炭酸カルシウム(SUPER−PFLEX(登録商標)100)は0.7ミクロンの粒子径を有する。従って、シース厚みに対する粒子径の比率は1よりも大きく、サンプル4を上回る「突き出る」効果における改善がモデルから予想される。
【0085】
図6を参照すると、サンプル10の粒子径は、最も大きく、また、繊維上に最も少なく集まっているようである。くぼみ又はクレーターの痕跡が少しあったが、サンプル8よりも緩やかであった。この繊維における炭酸カルシウム(FILMLINK(登録商標)400)は最も大きい粒子径(1.2ミクロン)を有し、シース厚みに対する粒子径の比率が1よりも大きい。SEM像は、「突き出る」効果がこれら3つの繊維サンプルの中で最も強いようであり、また、間隔距離もまた最も大きいようであるので、モデルが正しいことを証明しているようである。
【0086】
繊維表面におけるクレーター又はくぼみの形成は完全には理解されていない。1つの仮説は、いくつかの大きい炭酸カルシウム粒子が、紡糸プロセス時に遭遇する遠心力又は他の要因のために抜け落ちるとき、クレーター又はくぼみが生じるかもしれないということである。除かれた粒子によって後に残ったクレーターがまさに表面粗さをもたらすので、紡糸プロセス時におけるいくつかの炭酸カルシウム粒子の喪失は、表面粗さを生じさせることを妨げない。しかしながら、粒子が紡糸プロセス時に除かれることは、ダスト発生の問題を引き起こし得る。スパンボンドラインについては、繊維がウエブに当たり、プレフォーム不織布を形成しつつある形成途中のウエブの下側には吸込みファンがあるので、ダスト発生は問題とならないはずである。他の適用においては、製造ラインの周りにおける改善された換気条件が必要となる場合がある。しかしながら、繊維における炭酸カルシウムの充填含有量は低い(重量比で繊維の約1%)ので、発生するかもしない何らかのダスト発生はひどくならないはずであり、容易に克服することができるであろう。
【0087】
ニット編み靴下
【0088】
hPPコントロールを含む2dpfの繊維サンプルを、Lawson Hemphillソックス編み機で編んだ。1インチあたりのウェール数及びコース数(wpi及びcpi)が編み目(knit)密度の尺度である。ウェール数は布地の機械方向で進み、コース数は横方向で進む。布地密度は、ウェール数及びコース数の積として定義される。6つのサンプルのwpi及びcpiはそれぞれ、26及び32として測定された。それぞれのサンプルの密度は832であった。
【0089】
手触りの結果
2dpfの繊維から作製されたニット編み靴下の手触り感覚が表5に示される。サンプル2及びサンプル4(これらはシース厚みに対する粒子の比率が1未満)は手触りにおける著しい改善をもたらさなかった。モデルによって予測されるように、また、図4におけるサンプル4のSEM像において観察されるように、著しい「突き出る」効果が認められない。サンプル8及びサンプル10は、表面修飾を伴うことなくhPP(5D49)モノ繊維から作製されるコントロールサンプルと比較したとき、改善された手触り感覚を有した。
【表5】
【0090】
上記の説明及び実施例によって示されるように、ミクロコンポジット表面成分を有する二成分繊維は、合成繊維の手触り感覚を改善することができる。ミクロコンポジットのポリマーマトリックスの厚みよりも大きい粒子径を有する鉱物フィラーを配合することによって、「突き出る」効果を得ることができ、これにより、表面粗さ及び改善された感触がもたらされる。特定の実施形態において、改善された感触を有する二成分繊維は、様々な最終製造物(例えば、カーペット、人工毛、女性衛生用品、おむつ、競技用スポーツウエア、衣料品、室内装飾品、包帯及び殺菌可能な医療用衣料品及び機器ラップなど)において有用である
【0091】
本発明は、限られた数の実施形態に関して記載されているが、当業者は、本開示の恩恵を有する場合、本明細書中に開示されるような本発明の範囲から逸脱しない他の実施形態が考案され得ることを理解する。従って、本発明の範囲は、添付された特許請求の範囲によってのみ限定される。
【0092】
すべての優先権書類は、そのような取り込みが許されるすべての権限範囲について参照により全体的に本明細書中に組み込まれる。さらに、試験手順を含めて、本明細書中で引用されたすべての文書は、そのような取り込みが許されるすべての権限範囲について参照により全体的に本明細書中に組み込まれる。
【図面の簡単な説明】
【0093】
【図1】本発明のコア/シース型二成分繊維の実施形態の概略図である。
【0094】
【図2】本発明の並列型二成分繊維の実施形態の概略図である。
【0095】
【図3】本発明の二成分繊維の実施形態を製造することにおいて有用なモデルを開発する際に使用された、単純化された粒子分布形式を例示する。
【0096】
【図4】本発明の二成分繊維の実施形態のSEM写真である。
【図5】本発明の二成分繊維の実施形態のSEM写真である。
【図6】本発明の二成分繊維の実施形態のSEM写真である。
【特許請求の範囲】
【請求項1】
増大した表面粗さを有する二成分繊維であって、
第1のポリマーと、
第2のポリマー及びフィラーを含むコンポジットと
を含み、前記コンポジットが、繊維の表面の少なくとも一部を形成する層を形成し、かつ前記フィラーの平均粒子径が、前記コンポジットにより形成される層の厚みよりも大きい、二成分繊維。
【請求項2】
シース/コア形態を有し、シースが前記コンポジットを含み、コアが前記第1のポリマーを含み、かつシースの厚みが前記フィラーの平均粒子径よりも小さい、請求項1の二成分繊維。
【請求項3】
前記第1のポリマーが、ポリオレフィン、ジブロック、トリブロック又はマルチブロックのエラストマーコポリマー、ポリウレタン、ポリアミド、ポリエステル、あるいはそれらの組合せからなる群より選択される、請求項1の二成分繊維。
【請求項4】
前記ジブロック又はトリブロック又はマルチブロックのエラストマーコポリマーが、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン/ブチレン−スチレン、スチレン−エチレン/プロピレン−スチレン又はそれらの組合せからなる群より選択される、請求項3の二成分繊維。
【請求項5】
前記第1のポリマーがポリオレフィンを含む、請求項1の二成分繊維。
【請求項6】
前記ポリオレフィンが、均一に枝分かれしたポリオレフィンである、請求項5の二成分繊維。
【請求項7】
前記ポリオレフィンが、エチレン、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、4−メチル−1−ペンテン、ブタジエン、シクロヘキセン、ジシクロペンタジエン、スチレン、トルエン、α−メチルスチレン又はそれらの組合せからなる群より選択される少なくとも1種のモノマーに由来する、請求項5の二成分繊維。
【請求項8】
前記コンポジットがエラストマーポリマーを含む、請求項1の二成分繊維。
【請求項9】
前記エラストマーポリマーが、均一に枝分かれしたポリオレフィン、ジブロック、トリブロック又はマルチブロックのエラストマーコポリマー、ポリウレタン、ポリアミド、ポリエステル、あるいはそれらの組合せからなる群より選択される、請求項8の二成分繊維。
【請求項10】
前記ポリオレフィンが、エチレン、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、4−メチル−1−ペンテン、ブタジエン、シクロヘキセン、ジシクロペンタジエン、スチレン、トルエン、α−メチルスチレン又はそれらの組合せからなる群より選択される少なくとも1種のモノマーに由来する、請求項9の二成分繊維。
【請求項11】
前記フィラーが、シリカ、アルミナ、炭酸カルシウム、二酸化ケイ素、粘土又はそれらの組合せからなる群より選択される、請求項1の二成分繊維。
【請求項12】
前記フィラーが炭酸カルシウムを含む、請求項1の二成分繊維。
【請求項13】
前記フィラーが相溶化剤により被覆される、請求項11の二成分繊維。
【請求項14】
前記相溶化剤がステアリン酸である、請求項13の二成分繊維。
【請求項15】
前記コンポジットが繊維の約1重量パーセント〜約20重量パーセントを構成する、請求項1の二成分繊維。
【請求項16】
前記コンポジットが繊維の約5重量パーセント〜約15重量パーセントを構成する、請求項15の二成分繊維。
【請求項17】
前記フィラーが前記コンポジットの約1重量パーセント〜約25重量パーセントを構成する、請求項1の二成分繊維。
【請求項18】
前記フィラーが前記コンポジットの約3重量パーセント〜約15重量パーセントを構成する、請求項1の二成分繊維。
【請求項19】
前記フィラーの平均粒子径が約0.1ミクロン〜約20ミクロンの範囲にある、請求項1の二成分繊維。
【請求項20】
前記コンポジットの層厚みに対する前記フィラーの平均粒子径の比率が1よりも大きく、2未満である、請求項1の二成分繊維。
【請求項21】
前記コンポジットの層厚みに対する前記フィラーの平均粒子径の比率が1.2〜1.8である、請求項20の二成分繊維。
【請求項22】
前記フィラーの粒子径分布が3.0未満である、請求項1の二成分繊維。
【請求項23】
前記フィラーの粒子径分布が2.0未満である、請求項22の二成分繊維。
【請求項24】
前記フィラーの平均粒子径(d)に対するフィラー粒子の中心間距離(L)の比率が、
a)平均粒子径が1ミクロン未満であるときには約3〜約6の間であり、又は
b)前記フィラーの平均粒子径が1ミクロン又は以上であるときには約2〜約4の間であり、
ただし、中心間距離(L)が、(0.8/αav)1/2d(式中、αavは、ポリマーマトリックスの体積百分率に対する粒子の体積百分率の比率である)に等しいとして計算される、
請求項1の二成分繊維。
【請求項25】
弾性である、請求項1の二成分繊維。
【請求項26】
架橋される、請求項1の二成分繊維。
【請求項27】
請求項1の繊維を含む、物品。
【請求項28】
二成分繊維を形成する方法であって、
コンポジットを形成するために、第1のポリマーと、フィラーとを混合すること;
二成分繊維を形成するために、第2のポリマーと、コンポジットとを熱結合条件の下で同時押し出しすること
を含み、
第2のポリマーがポリマーコアを形成し、コンポジットが、繊維の表面の少なくとも一部を形成する層を形成し、かつ
フィラーの平均粒子径がコンポジット層の厚みよりも大きい、
二成分繊維を形成する方法。
【請求項29】
同時押し出しすることが、丸形形状、楕円形状、三葉形状、三角形形状、ドッグボンド(dog-boned)形状、平坦形状又は中空形状、及び対称的又は非対称的なシース/コア形態又は並列形態を有する繊維を形成することを含む、請求項28の方法。
【請求項30】
前記二成分繊維が丸形形状及びシース/コア形態を有する、請求項29の方法。
【請求項31】
二成分繊維を、(a)第1のポリマーと、(b)繊維の表面の少なくとも一部を形成する層を形成する第2のポリマーとを熱結合条件の下で同時押し出しすることによって製造するための方法において、
コンポジットを形成するために、フィラーを第2のポリマーと混合すること(ただし、フィラーの平均粒子径は、コンポジットにより形成される層の厚みよりも大きい)
を含む、改善。
【請求項32】
ポリマー及びフィラーを含むコンポジットを含む二成分繊維であって、前記コンポジットが、前記繊維の表面の少なくとも一部を形成する層を形成し、かつ、前記フィラーの平均粒子径が、前記コンポジットにより形成される層の厚みよりも大きい、二成分繊維。
【請求項1】
増大した表面粗さを有する二成分繊維であって、
第1のポリマーと、
第2のポリマー及びフィラーを含むコンポジットと
を含み、前記コンポジットが、繊維の表面の少なくとも一部を形成する層を形成し、かつ前記フィラーの平均粒子径が、前記コンポジットにより形成される層の厚みよりも大きい、二成分繊維。
【請求項2】
シース/コア形態を有し、シースが前記コンポジットを含み、コアが前記第1のポリマーを含み、かつシースの厚みが前記フィラーの平均粒子径よりも小さい、請求項1の二成分繊維。
【請求項3】
前記第1のポリマーが、ポリオレフィン、ジブロック、トリブロック又はマルチブロックのエラストマーコポリマー、ポリウレタン、ポリアミド、ポリエステル、あるいはそれらの組合せからなる群より選択される、請求項1の二成分繊維。
【請求項4】
前記ジブロック又はトリブロック又はマルチブロックのエラストマーコポリマーが、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン/ブチレン−スチレン、スチレン−エチレン/プロピレン−スチレン又はそれらの組合せからなる群より選択される、請求項3の二成分繊維。
【請求項5】
前記第1のポリマーがポリオレフィンを含む、請求項1の二成分繊維。
【請求項6】
前記ポリオレフィンが、均一に枝分かれしたポリオレフィンである、請求項5の二成分繊維。
【請求項7】
前記ポリオレフィンが、エチレン、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、4−メチル−1−ペンテン、ブタジエン、シクロヘキセン、ジシクロペンタジエン、スチレン、トルエン、α−メチルスチレン又はそれらの組合せからなる群より選択される少なくとも1種のモノマーに由来する、請求項5の二成分繊維。
【請求項8】
前記コンポジットがエラストマーポリマーを含む、請求項1の二成分繊維。
【請求項9】
前記エラストマーポリマーが、均一に枝分かれしたポリオレフィン、ジブロック、トリブロック又はマルチブロックのエラストマーコポリマー、ポリウレタン、ポリアミド、ポリエステル、あるいはそれらの組合せからなる群より選択される、請求項8の二成分繊維。
【請求項10】
前記ポリオレフィンが、エチレン、プロピレン、1−ブテン、1−ヘキセン、1−オクテン、4−メチル−1−ペンテン、ブタジエン、シクロヘキセン、ジシクロペンタジエン、スチレン、トルエン、α−メチルスチレン又はそれらの組合せからなる群より選択される少なくとも1種のモノマーに由来する、請求項9の二成分繊維。
【請求項11】
前記フィラーが、シリカ、アルミナ、炭酸カルシウム、二酸化ケイ素、粘土又はそれらの組合せからなる群より選択される、請求項1の二成分繊維。
【請求項12】
前記フィラーが炭酸カルシウムを含む、請求項1の二成分繊維。
【請求項13】
前記フィラーが相溶化剤により被覆される、請求項11の二成分繊維。
【請求項14】
前記相溶化剤がステアリン酸である、請求項13の二成分繊維。
【請求項15】
前記コンポジットが繊維の約1重量パーセント〜約20重量パーセントを構成する、請求項1の二成分繊維。
【請求項16】
前記コンポジットが繊維の約5重量パーセント〜約15重量パーセントを構成する、請求項15の二成分繊維。
【請求項17】
前記フィラーが前記コンポジットの約1重量パーセント〜約25重量パーセントを構成する、請求項1の二成分繊維。
【請求項18】
前記フィラーが前記コンポジットの約3重量パーセント〜約15重量パーセントを構成する、請求項1の二成分繊維。
【請求項19】
前記フィラーの平均粒子径が約0.1ミクロン〜約20ミクロンの範囲にある、請求項1の二成分繊維。
【請求項20】
前記コンポジットの層厚みに対する前記フィラーの平均粒子径の比率が1よりも大きく、2未満である、請求項1の二成分繊維。
【請求項21】
前記コンポジットの層厚みに対する前記フィラーの平均粒子径の比率が1.2〜1.8である、請求項20の二成分繊維。
【請求項22】
前記フィラーの粒子径分布が3.0未満である、請求項1の二成分繊維。
【請求項23】
前記フィラーの粒子径分布が2.0未満である、請求項22の二成分繊維。
【請求項24】
前記フィラーの平均粒子径(d)に対するフィラー粒子の中心間距離(L)の比率が、
a)平均粒子径が1ミクロン未満であるときには約3〜約6の間であり、又は
b)前記フィラーの平均粒子径が1ミクロン又は以上であるときには約2〜約4の間であり、
ただし、中心間距離(L)が、(0.8/αav)1/2d(式中、αavは、ポリマーマトリックスの体積百分率に対する粒子の体積百分率の比率である)に等しいとして計算される、
請求項1の二成分繊維。
【請求項25】
弾性である、請求項1の二成分繊維。
【請求項26】
架橋される、請求項1の二成分繊維。
【請求項27】
請求項1の繊維を含む、物品。
【請求項28】
二成分繊維を形成する方法であって、
コンポジットを形成するために、第1のポリマーと、フィラーとを混合すること;
二成分繊維を形成するために、第2のポリマーと、コンポジットとを熱結合条件の下で同時押し出しすること
を含み、
第2のポリマーがポリマーコアを形成し、コンポジットが、繊維の表面の少なくとも一部を形成する層を形成し、かつ
フィラーの平均粒子径がコンポジット層の厚みよりも大きい、
二成分繊維を形成する方法。
【請求項29】
同時押し出しすることが、丸形形状、楕円形状、三葉形状、三角形形状、ドッグボンド(dog-boned)形状、平坦形状又は中空形状、及び対称的又は非対称的なシース/コア形態又は並列形態を有する繊維を形成することを含む、請求項28の方法。
【請求項30】
前記二成分繊維が丸形形状及びシース/コア形態を有する、請求項29の方法。
【請求項31】
二成分繊維を、(a)第1のポリマーと、(b)繊維の表面の少なくとも一部を形成する層を形成する第2のポリマーとを熱結合条件の下で同時押し出しすることによって製造するための方法において、
コンポジットを形成するために、フィラーを第2のポリマーと混合すること(ただし、フィラーの平均粒子径は、コンポジットにより形成される層の厚みよりも大きい)
を含む、改善。
【請求項32】
ポリマー及びフィラーを含むコンポジットを含む二成分繊維であって、前記コンポジットが、前記繊維の表面の少なくとも一部を形成する層を形成し、かつ、前記フィラーの平均粒子径が、前記コンポジットにより形成される層の厚みよりも大きい、二成分繊維。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2009−518547(P2009−518547A)
【公表日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願番号】特願2008−543430(P2008−543430)
【出願日】平成18年11月29日(2006.11.29)
【国際出願番号】PCT/US2006/045725
【国際公開番号】WO2007/064728
【国際公開日】平成19年6月7日(2007.6.7)
【出願人】(502141050)ダウ グローバル テクノロジーズ インコーポレイティド (1,383)
【Fターム(参考)】
【公表日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願日】平成18年11月29日(2006.11.29)
【国際出願番号】PCT/US2006/045725
【国際公開番号】WO2007/064728
【国際公開日】平成19年6月7日(2007.6.7)
【出願人】(502141050)ダウ グローバル テクノロジーズ インコーポレイティド (1,383)
【Fターム(参考)】
[ Back to top ]