
表面処理された刃物及びその製造方法
【課題】良好な非粘着性及び滑り性が長時間持続することによって切れ味の持続性に優れる、表面処理された刃物及び該表面処理された刃物の製造方法を提供する。
【解決手段】刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物。
【解決手段】刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、各種粘着性成形物を切断するために好適な、表面処理された刃物及びその製造方法に関する。
【背景技術】
【0002】
近年、例えば電極材料、光学用フィルム、医療用のテープ及び粘着剤、プラズマテレビ関連の表面保護粘着テープ、両面粘着テープ等の幅広い技術分野で使用される多層フィルム、粘着テープ、粘着シート等の粘着性成形物においては、高機能化及び高生産効率化が求められている。従来、例えば超硬刃又は鉄刃を用いて多層フィルム、粘着テープ、粘着シート等の粘着性被切断物を切断している。このような刃物は、具体的には、例えば、樹脂フィルム、布生地、紙、不織布、繊維、板紙等のシート物、それらを巻き取った巻取りロール、紙管、絶縁テープ、粘着テープ等の被切断物に対して、所定間隔でスリットを入れて分離したり、突っ切りカット又はスライスによる断裁を行ったりするのに利用される。また、いわゆる押し切りであるスコアーカットは、粘着テープ、布テープ、軟質フィルム、ゴム等の切断に用いられる。また、粘着紙等のハーフカット、ラベラーの姿切り等において剥離紙又は剥離フィルムのみをスリットする刃物も知られている。しかしながら、切断に関しては、大量に発生する切断粉、及びこのような成形物からはみ出した粘着剤が刃物表面に付着するという問題があった。これらを放置すると、刃先の摩耗又は欠けによる製品切断面でのバリ発生、製品切断面への切断粉及び粘着剤の付着等により、製品不良が生じやすいという不都合がある。
【0003】
このような不都合を防止するために、刃物表面のフッ素樹脂加工、シリコーンオイルの刃物表面への塗布等が行われてきた。しかし、フッ素樹脂加工された刃物においては、フッ素樹脂と刃物との密着性が悪く、フッ素樹脂皮膜が刃物から剥離しやすいため、良好な切れ味が持続しないという問題があった。また、シリコーンオイルが塗布された刃物においては、被切断物の切断加工時にシリコーンオイルが被切断物に移行して刃物表面のシリコーンオイル量が減少しやすく、良好な切れ味が持続しないという問題があった。よって、上記のいずれの技術においても、長期の良好な切れ味が得られず、刃物を頻繁に交換又は清掃しなければならないために粘着性成形物の生産効率が低いという問題があった。
【0004】
特許文献1には、刃物部材の所定表面部分をブラスト加工などにより粗面化する工程と、当該部分に熱硬化性ケイ素系ポリマーを塗布する工程と、当該部分を加熱しポリマーを硬化させる工程を含むことを特徴とするプリンタ用刃物部材のコーティング方法が提案されている。特許文献1には、熱硬化性ケイ素系ポリマーでコーティングすると、そのコーティング被膜の表面にきわめて微細な粒子が並ぶことできわめて微細な凹凸が形成され、粘着物との接地面積が大幅に減少し、非粘着効果が著しくなる、との記載がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−190280号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記の特許文献1のような技術は長期間良好に持続する非粘着効果を与えるものではない。本発明は、上記の課題を解決し、良好な非粘着性及び滑り性が長時間持続することによって切れ味の持続性に優れる、表面処理された刃物及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、特定構成の表面処理層を刃物表面に設けることによって、長期間に亘る良好な非粘着性及び滑り性が刃物に付与されることを見出した。すなわち本発明の構成は以下の通りである。
【0008】
[1] 刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、
該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物。
[2] 該表面処理層が、該刃物表面に接する連続又は不連続のシリカ層を更に有し、
該シリカ層は該シリカ粒子被形成面の少なくとも一部を構成している、上記[1]に記載の表面処理された刃物。
[3] 刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、刃物表面に接するシリカ層、該シリカ層に接するシリカ粒子不連続層、並びに、該シリカ層及び該シリカ粒子不連続層に接するシリコーンオイル層を少なくとも有し、
該シリカ層がシリカ連続皮膜層であり、
該シリカ粒子不連続層は、シリカ粒子被形成面を与える該シリカ層と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されている、表面処理された刃物。
[4] 該シリカ粒子が、該シリカ粒子被形成面に対する該シリカ粒子の接触角が90°以下であるように該シリカ粒子被形成面に接している、上記[1]〜[3]のいずれかに記載の表面処理された刃物。
[5] 該シリカ粒子の、刃物表面に対して平行な方向での平均粒径が、5〜20μmである、上記[1]〜[4]のいずれかに記載の表面処理された刃物。
[6] 該シリカ粒子の厚みが、0.3〜2.0μmである、上記[1]〜[5]のいずれかに記載の表面処理された刃物。
[7] 該シリカ粒子不連続層が、該表面処理層の表面の面積の10〜50%を覆う量で形成されている、上記[1]〜[6]のいずれかに記載の表面処理された刃物。
[8] 該シリカ層の厚みが、0.1〜2.0μmである、上記[2]又は[3]に記載の表面処理された刃物。
[9] 刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
[10] 上記[1]〜[8]のいずれかに記載の表面処理された刃物の製造方法であって、
刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
[11] 該シリカ粒子不連続層形成工程の前に、刃物表面の少なくとも一部にケイ素系ポリマー含有液を塗布し、次いで該ケイ素系ポリマー含有液を焼成することにより連続又は不連続のシリカ層を形成するシリカ層形成工程を更に含む、上記[9]又は[10]に記載の表面処理された刃物の製造方法。
[12] 該ケイ素系ポリマー含有液が、パーヒドロポリシラザンの有機溶媒溶液である、上記[9]〜[11]のいずれかに記載の表面処理された刃物の製造方法。
[13] 該パーヒドロポリシラザンの数平均分子量が、500〜4,000である、上記[12]に記載の表面処理された刃物の製造方法。
【発明の効果】
【0009】
本発明によれば、良好な非粘着性及び滑り性が長時間持続することによって切れ味の持続性に優れる、表面処理された刃物及びその製造方法を提供できる。
【図面の簡単な説明】
【0010】
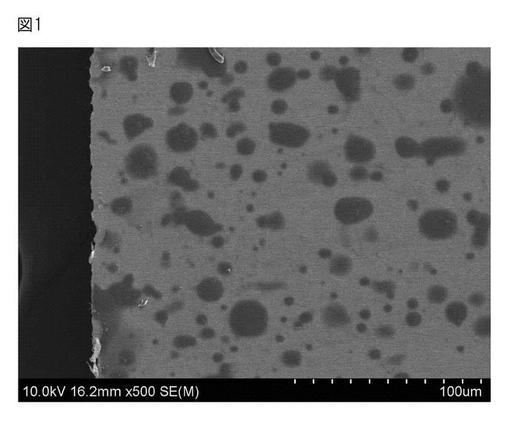
【図1】実施例1-1で作製した、表面処理された刃物の表面形態の走査型電子顕微鏡画像を示す図である。
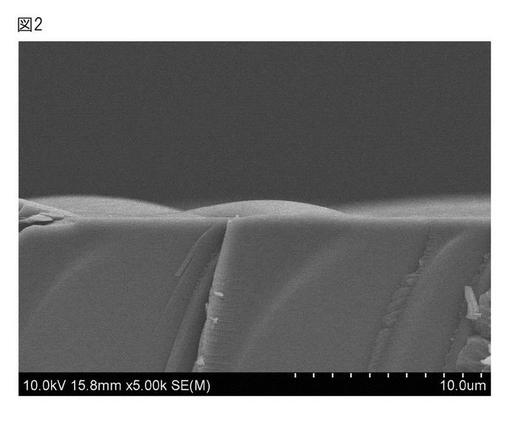
【図2】実施例1-1で作製した、表面処理された刃物の厚み方向断面形態の走査型電子顕微鏡画像を示す図である。
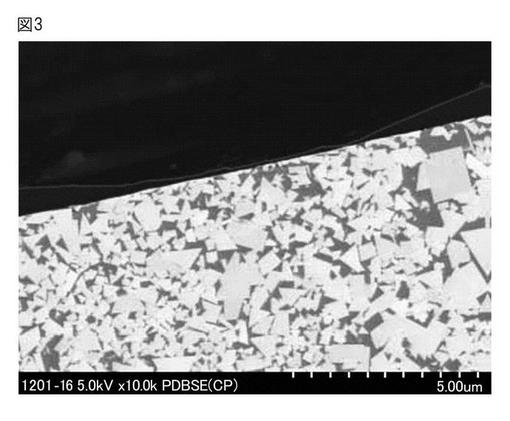
【図3】実施例1−3で作製した、表面処理された刃物の厚み方向断面形態の走査型電子顕微鏡画像を示す図である。
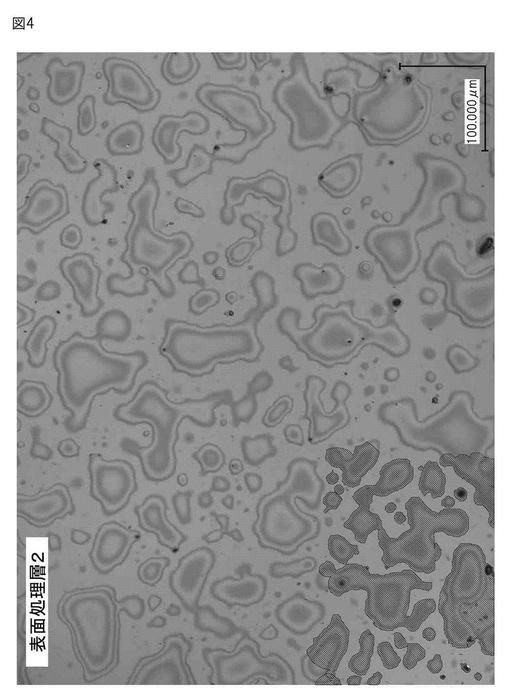
【図4】比較の表面処理層2を有する試料のレーザー顕微鏡画像を示す図である。
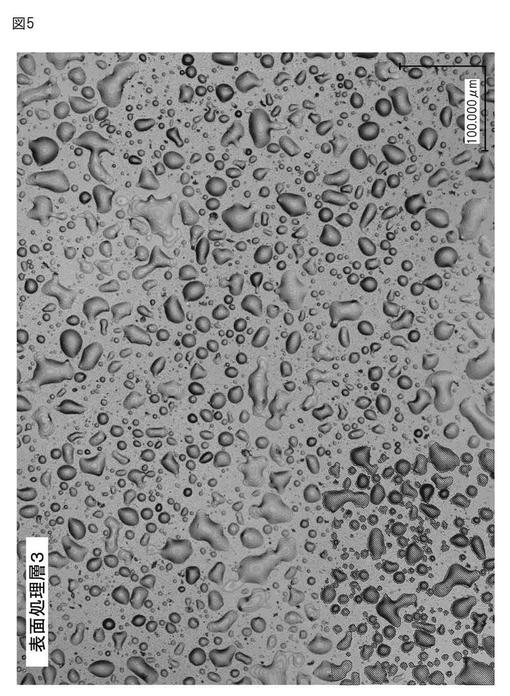
【図5】本発明に係る表面処理層3を有する試料のレーザー顕微鏡画像を示す図である。
【図6】本発明に係る表面処理層14を有する試料のレーザー顕微鏡画像を示す図である。
【発明を実施するための形態】
【0011】
<表面処理された刃物>
本発明の一態様は、刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物を提供する。本開示で、シリカ粒子被形成面(以下、単に被形成面ということもある)とは、シリカ粒子が形成される下地面を意味し、典型的には、刃物表面(例えばシリカ層が形成されない場合)又は、シリカ層が形成される場合におけるシリカ層表面である。
【0012】
好ましい態様において、表面処理層は、刃物表面に接する連続又は不連続のシリカ層を更に有する。このシリカ層は該シリカ粒子被形成面の少なくとも一部を構成している。
【0013】
また、本発明の別の態様においては、シリカ層がシリカ連続皮膜層である。
【0014】
本発明の好ましい態様は、刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、該表面処理層は、刃物表面に接するシリカ連続皮膜層、該シリカ連続皮膜層に接するシリカ粒子不連続層、並びに、該シリカ連続皮膜層及び該シリカ粒子不連続層に接するシリコーンオイル層を少なくとも有し、該シリカ粒子不連続層は、該シリカ連続皮膜層と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されている、表面処理された刃物を提供する。この態様では、シリカ連続皮膜層がシリカ粒子被形成面となる。
【0015】
本発明に係る刃物は、各種被切断物のスリッティング、カッティング、ハーフカッティング、スライシング等に使用できるものであり、板刃、丸刃等の形状であることができる。刃物の材質としては、鉄、高速度工具鋼、超硬合金等の金属、更に、セラミック、ジルコニア、サファイア等が挙げられる。例えば、超硬刃及び鉄刃は本発明の刃物の典型的な態様である。ここで超硬刃とは、硬質の金属炭化物の粉末を焼結した合金で形成された刃物であり、一般的には、炭化タングステンと結合剤コバルトとを混合及び焼結したものである。超硬刃は高強度及び高硬度であり、アルミ箔、銅箔等の金属箔の切断に適している。高速度工具鋼は、一般にタングステン、クロム、バナジウム等の合金元素を20質量%超含有し、高速度加工が可能であり、耐摩耗性が良好である。
【0016】
本発明における表面処理に供する刃物の表面は、平滑な平面又は曲面であってもよいし、平面又は曲面へのブラスト処理等により形成された梨地状凹凸を有する表面であってもよい。
【0017】
本発明が想定する被切断物は、少なくとも粘着部を有する成形物全般である。本明細書において、粘着部とは、刃物による加工時に粘着性を有する部位を意味し、室温で粘着性を有する粘着剤の他、ホットメルト接着剤等をも包含する。被切断物としては、プラスチック、金属、紙等の1種又は2以上の材料から形成された、シート、テープ、発泡体、不織布等であって、粘着部を少なくとも有するものを例示できる。
【0018】
表面処理層は、刃物表面の少なくとも一部に形成されていればよく、具体的には、少なくとも刃物表面のうち被切断物と接触する部分に形成されていればよい。
【0019】
本発明の表面処理された刃物は、表面処理がされない場合と比べて顕著に改善された切れ味を長期に亘って与えることができる。本明細書において、切れ味が改善されるとは、対象物の切断のために刃物に対して加えることが必要な荷重が低減されること、切断面のバリ発生が低減されること、及び切断面がよりフラットとなること、の1つ以上が実現されることを意味する。本発明は、刃物表面に、長期間に亘って良好に維持される、非粘着性及び高い滑り性(これは低い動摩擦係数に対応する)を付与することにより、上記の切れ味の改善を長期の使用に亘って可能にする。これにより、本発明によれば、刃物の交換回数を顕著に低減することができるため、例えば多層フィルム、粘着テープ、粘着シート等の各種粘着性被切断物を高効率で切断加工することができる。典型的には、非粘着性はテープ剥離試験(剥離強度が小さいほど非粘着性に優れる)により、そして動摩擦係数は動摩擦摩耗試験によりそれぞれ評価される。
【0020】
また、本発明における表面処理は、過度に複雑な工程及び条件設定を必要とすることなく良好かつ長期持続性の非粘着性及び滑り性を刃物に付与できる。よって本発明は、表面処理された刃物を比較的簡便かつ安価に量産できる点でも有利である。
【0021】
[シリカ層]
シリカ層はプライマー層として機能できる。シリカ層は、連続でも不連続(典型的には島状)でもよい。一態様において、シリカ層はシリカ連続皮膜層である。シリカ層は、刃物表面に接して形成されており、また刃物表面、後述のシリカ粒子不連続層及びシリコーンオイル層のいずれに対しても良好な親和性を有するため、刃物の材質の制約なく、刃物表面の上にシリカ粒子不連続層及びシリコーンオイル層を強固に保持することができる。よって、シリコーンオイル層が刃物から離脱しにくく、良好な非粘着性、並びに非粘着性の良好な安定性及び耐久性を実現できるという効果が得られる。また、シリカ層の存在によって、例えば後述のシリカ粒子不連続層を形成する際に用いるケイ素系ポリマー含有液の被形成面に対する接触角を刃物の材質に左右されずに制御できることによって、刃物の材質に制約されずに所望のシリカ粒子不連続層を形成できるという効果も得られる。上述のそれぞれの効果は、シリカ層がシリカ連続皮膜層である場合に特に顕著であるが、シリカ層が不連続であっても相当程度得られると考えられる。後述のシリカ粒子不連続層の少なくとも一部はシリカ層の上に存在できるためである。シリカ層が島状の不連続形状を有する場合、島状物のサイズ(後述の方法により測定されるHeywood径として)はシリカ粒子の粒径(Heywood径として)よりも通常大きいが、本発明はこれに限定されない。また島状物は、例えばレーザー顕微鏡又は走査型電子顕微鏡によって、刃物表面に濡れ広がったような形状として観察される。すなわち島状物は、上記の観察において、輪郭が明瞭でないか、又は不規則形状(例えばアメーバ状)を有していることによって後述のシリカ粒子と識別可能である。
【0022】
シリカ層は、典型的にはケイ素系ポリマーの焼成により形成できる。例えば、ケイ素系ポリマー含有液として、パーヒドロポリシラザン、メチルヒドロポリシラザン等のケイ素系ポリマーの有機溶剤(例えばキシレン、ジブチルエーテル等)溶液を用い、この液の塗布、続いて焼成によりシリカを形成できる。ケイ素系ポリマー含有液は、Pd、アミン等の触媒を更に含有してもよい。
【0023】
パーヒドロポリシラザンは、単位構造−(SiH2NH)−を有するポリマーである。例えばパーヒドロポリシラザンを大気中で焼成する場合、パーヒドロポリシラザンと大気中の水分又は酸素とが反応してアモルファスの高純度シリカが得られる。その反応式は次の通りである。
‐SiH2NH‐ + O2 → SiO2 + NH3
‐SiH2NH‐ + 2H2 O → SiO2 + NH3+2H2
【0024】
焼成時の雰囲気ガスを分析すれば、アンモニア及び水素の生成を確認でき、シリカの生成を推定できる。また、シリカが形成されたことは、例えば赤外吸収スペクトル分析においてSi−Oの吸収が見られるとともにシリカ以外の成分に由来する吸収が消失していることによって確認できる。
【0025】
ケイ素系ポリマー、特にパーヒドロポリシラザンの数平均分子量は、好ましくは500〜4,000であり、より好ましくは700〜1,500である。該数平均分子量が500以上である場合、物理的強度がより高いシリカを生成させることができる点で有利であり、4,000以下である場合、ケイ素系ポリマーの取り扱い性が良好である点で有利である。上記数平均分子量は、ゲルパーミエーションクロマトグラフィを用い、ポリスチレン標準を用いて測定される値である。
【0026】
ケイ素系ポリマー含有液は市販品であってもよい。例えば、AZエレクトロニックマテリアルズ(株)製のAZシリーズ(例えば、AZ NL110A(触媒:Pd系、溶剤:キシレン)、及びAZ NAX120(触媒:アミン系、溶剤:ジブチルエーテル))は好ましく例示できる。
【0027】
シリカ層の厚みは、例えば、好ましくは0.1〜2.0μm、より好ましくは0.2〜1.0μmである。厚みが0.1μm以上である場合、プライマー効果が特に良好であり、2.0μm以下である場合、シリカ層のクラック発生が防止されるのみならず、材料コストの面で有利である。上記の厚みは、走査型電子顕微鏡による厚み方向断面の形態観察において、任意に選んだ10箇所の数平均値として得られる。
【0028】
[シリカ粒子不連続層]
シリカ粒子不連続層は、刃物表面と後述のシリコーンオイル層との間に存在している。またシリカ粒子不連続層は、被形成面の上に、シリカ粒子が互いに分離した状態で分布することによって形成されている。すなわち、各シリカ粒子は独立して被形成面上に存在している。シリカ層が形成される場合には、該シリカ層がシリカ粒子被形成面の少なくとも一部を構成することになる。例えばシリカ連続皮膜層が形成される場合には、シリカ連続皮膜層の表面の一部のみがシリカ粒子で覆われている。各シリカ粒子が互いに分離した状態で被形成面上に存在していることにより、被切断物と表面処理された刃物との接触面積が低減され、被切断物と刃物との間の摩擦係数が小さくなり、切れ味が改善される。また、後述のシリコーンオイル層のうち、シリカ粒子間に存在する部分は、被切断物と接触しないか、接触しても接触圧が小さいため被切断物に移行しにくいと考えられる。すなわち、シリカ粒子不連続層の寄与により、シリコーンオイルは刃物の使用中に被切断物に徐々にしか移行せず、従って徐々にしか減少しないと考えられる。よって、シリカ粒子間に存在するシリコーンオイルは使用中に減少しにくく、非粘着性が長期に亘って持続する。
【0029】
シリカ粒子は、被形成面と面状に接して形成されている。このようなシリカ粒子は、例えば同等の粒子サイズを有する球状シリカ粒子が被形成面の上に単に堆積しているような形態と比べて、被形成面上により強固に固定されることができる。これにより、シリカ粒子が脱落しにくいという利点が得られる。またこのようなシリカ粒子は、例えば同等の粒子サイズを有する球状シリカ粒子が被形成面の上に単に堆積しているような形態とは異なり、1層で(すなわち粒子が刃物厚み方向に複数重なることなく)存在する。従って、刃物の厚みがシリカ粒子不連続層に起因して大きく増大することがなく、切れ味が損なわれないという利点も得られる。
【0030】
シリカ粒子が被形成面と面状に接して形成されていることは、表面処理層の厚み方向断面の形態観察(例えば走査型電子顕微鏡による断面観察)において、シリカ粒子が被形成面の表面形状に対応する形状にて該被形成面と接している形態が確認できるか、又は被形成面にシリカ粒子が部分的に一体化しているように観察される(すなわち、平坦な面の上に粒子が互いに離れた状態で形成されていることが観察されるが、面と粒子との界面が明瞭に観察されない)ことによって確認できる。
【0031】
シリカ粒子は、被形成面に対するシリカ粒子の接触角が90°以下であるように、被形成面に接合していることが好ましい。この場合、シリカ粒子と被形成面との接触面積が大きく、シリカ粒子がより脱落しにくいという利点が得られる。なお上記接触角は、表面処理層の厚み方向断面の形態観察(例えば走査型電子顕微鏡による断面観察)において、被形成面(例えばシリカ連続皮膜層)とシリカ粒子表面とがなす接点から被形成面(例えばシリカ連続皮膜層表面、但しシリカ粒子と接している側)及びシリカ粒子表面(但し被形成面とは接していない側)のそれぞれに向かって引いた接線がなす角度として計測できる。なお、被形成面とシリカ粒子との界面が明瞭に観察されない場合には、シリカ粒子が形成されていない部分の被形成面の表面形態から外挿して該界面を仮想的に規定した上で、上記計測を行う。これらの測定においては、任意に選んだ10個のシリカ粒子による測定値の数平均値を接触角の値とする。上記接触角は、90°以下であることが好ましく、60°以下であることがより好ましく、30°以下であることが更に好ましい。被切断物と表面処理された刃物との接触面積が低減され、かつシリコーンオイルが減少しくいという、シリカ粒子の存在による利点を良好に得るという観点から、上記接触角は、5°以上であることが好ましく、10°以上であることがより好ましい。
【0032】
好ましい態様において、シリカ粒子は部分球形状(すなわち、球をある1つの面(例えば平面)で切断して得られる、球面の一部と1つの面(例えば平面)とで囲まれた形状)であることができる。上記部分球形状を与える球は概略球形状であればよい。また、部分球が2つ以上融合した形状が混在していてもよい。部分球形状は、典型的には、シリカ粒子の材料となる物質を含有する溶液又は分散液の液滴を被形成面上に形成した後、該溶液中の溶媒又は該分散液中の分散媒を除去することによって形成される形状である。部分球形状のシリカ粒子は、脱落しにくい点及び滑り性の点で特に有利である。部分球形状の存在は、表面処理層の表面形態及び断面形態を、例えば走査型電子顕微鏡によって観察することにより確認できる。
【0033】
シリカ粒子は、シリカ層の材料と同様又は異なる材料から形成できるが、典型的にはシリカ層の材料と同様の材料から形成する。好ましい具体例は前述した通りである。好ましい例としては、シリカ層形成用として、ケイ素系ポリマーを比較的高沸点の溶剤で希釈した溶液(溶剤が揮発しにくいことにより刃物表面に該溶液が広がって連続皮膜層又は島状の不連続層が形成されやすい)を用いるとともに、シリカ粒子形成用として、上記と同様のケイ素系ポリマーを比較的低沸点の溶剤で希釈した溶液(溶剤が揮発しやすいことにより該溶液の液滴から粒子が形成されやすい)を用いることが挙げられる。より具体的な例を示すと、シリカ層形成用として、パーヒドロポリシラザンのキシレン溶液(例えば20質量%溶液)を更にデカヒドロナフタレンで希釈(例えば2倍程度に)したものを用いるとともに、シリカ粒子形成用として、上記と同様のパーヒドロポリシラザンのキシレン溶液を更にキシレンで希釈(例えば2倍程度に)したものを用いることができる。
【0034】
シリカ粒子の、刃物表面に対して平行な方向での平均粒径は、好ましくは2〜100μmであり、より好ましくは5〜50μm、更に好ましくは5〜20μmである。上記平均粒径が2μm以上である場合、シリカ粒子がより脱落しにくい点で有利であり、100μm以下である場合、刃物と被切断物との接触面積を低減する効果が特に良好である点で有利である。特に、上記平均粒径が5〜20μmである場合、シリカ粒子が脱落しにくく、かつ刃物の厚みがシリカ粒子によって増大してしまうことによる切れ味の低下が抑えられるという点で有利である。また上記平均粒径が5〜20μmである場合、シリカ粒子不連続層の後述の被覆率を後述の好ましい範囲に容易に制御できる点でも有利である。なお上記の平均粒径は以下の方法で測定されるHeywood径である。
【0035】
本開示において、Heywood径は、レーザー顕微鏡又は走査型電子顕微鏡による表面処理層表面の形態観察画像から、以下の方法で算出される、真円換算での値である。すなわち、任意に選んだ領域(例えば200μm×175μm、270μm×190μm等)において観察される、長径2μm以上の対象物(具体的には粒子又は島状物)が占める総面積を、該長径2μm以上の粒子又は島状物の数で除して、粒子又は島状物1個の平均面積を算出する。次に、この平均面積が真円の面積であると仮定したときの該真円の直径(すなわちHeywood径(投影面積相当円径))を算出する。上記の算出は、市販の解析ソフト(例えばマウンテック(株)のMac View4.0等)を用いて実施できる。
【0036】
シリカ粒子の厚みは、好ましくは0.3〜2.0μm、より好ましくは0.5〜1.0μmである。厚みが0.3μm以上である場合、刃物と被切断物との接触面積を低減する効果が特に良好である点で有利であり、2.0μm以下である場合、切れ味を良好に維持できるとともにシリカ粒子がより脱落しにくい点で有利である。上記の厚みは、走査型電子顕微鏡による厚み方向断面の形態観察において、シリカ粒子の厚み(但し、粒子内での厚みの最大値)を計測することによって評価できる。値は、任意に選んだ10個のシリカ粒子の数平均値である。
【0037】
シリカ粒子不連続層は、被形成面上で互いに離れて存在できるような形成量で形成されていればよいが、好ましい例として、シリカ粒子不連続層は、表面処理層の形成領域の面積の10〜50%を覆うような形成量で形成されていることができる。上記形成量(本開示で、被覆率ともいう)が10〜50%である場合、刃物と被切断物との接触面積を低減する効果が特に良好である点で有利である。上記形成量は、15〜50%であることがより好ましく、20〜40%であることが更に好ましい。なお上記形成量は、表面処理層が形成される部位(例えばシリカ連続皮膜層が形成されている部位)の、走査型電子顕微鏡による表面形態観察において、任意に選択した観察領域にて、長径2μm以上のシリカ粒子が占める総面積を観察領域面積で除することにより評価できる。観察領域としては、例えば200μm×175μm、270μm×190μm等の領域を選ぶことができる。上記形成量は、シリカ粒子不連続層の形成時に、材料(例えば後述するケイ素系ポリマー含有液)の堆積条件(例えば、堆積時間、単位時間当たりの堆積量等)を制御することにより所望の範囲に調整できる。
【0038】
[シリコーンオイル層]
シリコーンオイル層は、シリカ粒子不連続層の上に連続して(例えばシリカ連続皮膜層及びシリカ粒子不連続層に接して)形成され、非粘着性を付与するためのトップコート層として機能する。これにより被切断物の粘着部が刃物に付着するのを防止できる。
【0039】
シリコーンオイル層を構成するシリコーンオイルとしては、ジメチルシリコーン、メチルフェニルシリコーン、メチルハイドロジェンシリコーン等のストレートシリコーン;アミノ変性シリコーン、エポキシ変性シリコーン、カルボキシル変性シリコーン等の反応性シリコーン;アルキル変性シリコーン、ポリエーテル変性シリコーン、脂肪酸変性シリコーン、メチルスチリル変性シリコーン等の非反応性シリコーン等を使用できる。なお本開示において、シリコーンオイルは、例えば剥離紙用シリコーン(例えば付加反応型及び縮合反応型の剥離紙用シリコーン)等のシリコーンオイル二次製品も包含する。中でも、ポリジメチルシロキサンは非粘着性に優れ特に有利である。
【0040】
シリコーンオイルは市販品であってもよく、また溶剤溶液の形態で使用してもよい。例えばiCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)、SH200(東レ・ダウコーニング(株)製のポリジメチルシロキサン)等は好ましく例示できる。これらは好ましくはミネラルスピリット溶液の形態で使用される。
【0041】
シリコーンオイル層の存在は、水の接触角の測定により確認できる。具体的には、表面処理された刃物の表面に水を適用して接触角を測定し、シリコーンオイルの種類に応じた固有の接触角(例えばポリジメチルシロキサンに対する水の接触角は106°である)と比較することで、シリコーンオイル層が形成されているか否かを確認できる。例えば刃物の材質に対する水の接触角の例は、SUS304:94°、鉄:81°、超硬刃:79°、アルミニウム:76°等である。また、シリカ層及びシリカ粒子不連続層に対する水の接触角の例は、シリカ(例えば後述のAZシリーズを用いる場合):79°である。従って、上記のような接触角ではなく、シリコーンオイルに対応する接触角が観測されることにより、シリコーンオイル層の存在が確認される。接触角は、例えば、接触角計(例えば協和界面科学(株)製の「ドロップマスター」)を用いて測定できる。測定条件は、例えば、液滴法、θ/2法にて、室温(20±5℃)、液滴サイズ1.5μl、滴下30秒後に測定、の条件を採用できる。
【0042】
<表面処理された刃物の製造方法>
本発明の別の態様は、刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び、該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、を含む、表面処理された刃物の製造方法を提供する。
【0043】
好ましい態様においては、シリカ粒子不連続層形成工程の前に、刃物表面の少なくとも一部にケイ素系ポリマー含有液を塗布し、次いで該ケイ素系ポリマー含有液を焼成することにより連続又は不連続のシリカ層を形成するシリカ層形成工程を更に含む。
【0044】
また、本発明の別の態様は、刃物表面の少なくとも一部に、第1のケイ素系ポリマー含有液を塗布し、次いで該第1のケイ素系ポリマー含有液を焼成することにより、シリカ層を形成する工程、該シリカ層の上に、霧状の第2のケイ素系ポリマー含有液を堆積させ、次いで該第2のケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する工程、及び該シリカ層の露出部及び該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する工程、を含む、表面処理された刃物の製造方法を提供する。
【0045】
上記のような刃物の製造方法によれば、より典型的には、前述した本発明に係る表面処理された刃物を得ることができる。なお本明細書において、ケイ素系ポリマーとは、特に、ケイ素原子を含有する重合度2以上の化合物全般を意味する。以下、本発明に係る刃物の製造理方法の各工程の好ましい例について説明する。なお以下では、シリカ層を有する態様を例に説明するが、本発明はこれに限定されない。例えば表面処理層がシリカ層を有さない場合には、下記の手順において、シリカ層の形成手順を省き、他の手順を下記と同様に行なうことができる。
【0046】
まず、刃物表面の少なくとも一部に、第1のケイ素系ポリマー含有液を塗布する。第1のケイ素系ポリマー含有液としては、例えばパーヒドロポリシラザンの有機溶媒溶液、特にパーヒドロポリシラザンの有機溶媒中の20質量%溶液を用いるのが好ましい。パーヒドロポリシラザンの数平均分子量は、好ましくは500〜4,000であり、より好ましくは700〜1,500であることができる。有機溶媒としては、活性水素を含有しない不活性有機溶媒が好ましい。不活性有機溶媒としては、ベンゼン、トルエン、キシレン、エチルベンゼン、ジエチルベンゼン、トリメチルベンゼン、トリエチルベンゼン等の芳香族炭化水素系溶媒;シクロヘキサン、シクロヘキセン、デカヒドロナフタレン、エチルシクロヘキサン、メチルシクロヘキサン、p−メンタン、ジペンテン(リモネン)、ピネン等の脂環族炭化水素系溶媒;n−ペンタン、i-ペンタン、n−ヘキサン、i−ヘキサン、n−ヘプタン、i−ヘプタン、n−オクタン、i−オクタン、n−ノナン、i−ノナン、n−デカン、i−デカン等の飽和炭化水素化合物、ジプロピルエーテル、ジブチルエーテル等のエーテル系溶媒;メチルイソブチルケトン等のケトン系溶媒;プロピレングリコールモノメチルエーテルアセテート等のエステル系溶媒等が挙げられる。
【0047】
これらの溶媒を使用する場合、パーヒドロポリシラザンの溶解度及び溶媒の蒸発速度を調節するために、2種類以上の溶剤を混合してもよい。
【0048】
第1のケイ素系ポリマー含有液の塗布方法は特に限定されず、例えばスプレー塗装法等により実施できる。又は、第1のケイ素系ポリマー含有液が霧状状態で浮遊している雰囲気中に刃物を曝露することによって、刃物表面上に第1のケイ素系ポリマー含有液を堆積させてもよい。塗布は複数回繰り返してもよい。第1のケイ素系ポリマー含有液においては、例えば上記のような塗布方法によって刃物表面に均一に濡れ広がることができるよう粘度、刃物表面に対する濡れ性等が適宜調整される。
【0049】
次いで該第1のケイ素系ポリマー含有液を焼成することにより、シリカ層を形成する。焼成条件としては、例えば焼成温度80〜200℃、及び焼成時間5分〜60分を好ましく例示できる。焼成は、水分及び酸素を供給する観点から大気中で行うことが好ましい。ケイ素系ポリマー含有液を塗布して大気中で焼成すると、大気中の水分及び酸素と反応して高純度シリカが得られる。例えば、パーヒドロポリシラザンの場合、450℃で焼成するとアモルファス状態のシリカSiO2が得られる。その反応式は次の通りである。
‐SiH2NH‐ + O2 → SiO2 + NH3
‐SiH2NH‐ + 2H2O → SiO2 + NH3+2H2
このときの焼成時の雰囲気ガスを分析すれば、アンモニア及び水素の生成を確認できる。
【0050】
シリカが形成されたことは、例えば赤外吸収スペクトル分析においてSi−Oの吸収が見られるとともにシリカ以外の成分に由来する吸収が消失していることによって確認できる。
【0051】
次に、シリカ層の上に、霧状の第2のケイ素系ポリマー含有液を堆積させる。シリカ層の上に第2のケイ素系ポリマー含有液を堆積させる方法としては、スプレー塗装法、及び、第2のケイ素系ポリマー含有液が霧状状態で浮遊している雰囲気中に刃物を曝露する方法等が挙げられる。堆積は複数回繰り返してもよい。第2のケイ素系ポリマー含有液においては、例えば上記のような方法によってシリカ層上に所望サイズの液滴を形成できるよう粘度、刃物表面に対する濡れ性等が適宜調整される。第2のケイ素系ポリマーの好ましい具体例は、上述した第1のケイ素系ポリマーと同様である。特に、第1のケイ素系ポリマー含有液及び第2のケイ素系ポリマー含有液が、ともにパーヒドロポリシラザンの有機溶媒溶液であることが好ましい。この場合シリカ粒子がより脱落しにくい点で有利である。またこのときのパーヒドロポリシラザンの数平均分子量は、500〜4,000であることが好ましく、700〜1,500であることが特に好ましい。第2のケイ素系ポリマー含有液の霧化状態での噴霧は、例えば渦流霧化スプレーガンを用いて実施できる。
【0052】
第2のケイ素系ポリマー含有液を霧化状態でシリカ層上に堆積させることにより、所望のシリカ粒子径を与えるような径を有する液滴をシリカ層上に均等に形成できる。
【0053】
第2のケイ素系ポリマー含有液が霧化状態で浮遊している雰囲気中にシリカ層を曝露する場合には、例えば、シリカ層を上向きに保持し、これを第2のケイ素系ポリマー含有液の霧化雰囲気に曝すことが好ましい。この場合、霧化状態で雰囲気中に分散浮遊している第2のケイ素系ポリマー含有液の液滴が自然落下してシリカ層に付着し、シリカ層に対する液滴の濡れ性に応じて、シリカ層上に扁平な液滴が形成されるため、扁平なシリカ粒子を形成する上で有利である。
【0054】
次に、第2のケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する。焼成により扁平形状のシリカ粒子を確実に形成できる。焼成条件としては、例えば焼成温度80〜200℃、及び焼成時間5分〜60分を好ましく例示できる。
【0055】
次いで、シリカ層の露出部(すなわち、シリカ粒子不連続層が形成されなかった部分)及び該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する。所定量のシリコーンオイルを刃物上に垂らし、ウエスで塗り広げる方法、スプレー塗装法等により、シリコーンオイルを塗布できる。上記塗布の後には任意に乾燥工程を設けてもよい。乾燥工程は、典型的にはシリコーンオイルの溶剤溶液を用いてシリコーンオイル層を形成する場合に、溶剤を揮散させる目的で行う。
【0056】
以上の手順により、表面処理された刃物の製造方法を実施できる。
【実施例】
【0057】
以下に、実施例及び比較例によって本発明の具体的な態様を更に説明するが、本発明は以下の実施例に限定されない。なお以下で、第1層とはシリカ層、第2層とはシリカ粒子不連続層、及び第3層とはシリコーンオイル層をそれぞれ意味する。また以下の各表の表面処理層の欄において、「1」はシリカ層、「2」はシリカ粒子不連続層、そして「3」はシリコーンオイル層を意味する。
【0058】
[実施例1−1及び1−2、並びに比較例1−1〜1−2]
<表面処理された刃物の作製>
【0059】
[実施例1-1]
高速度工具鋼SKH51基材の刃物の一方の表面に、AZ NL110A(AZエレクトロニックマテリアルズ(株)製)の20質量%溶液(溶媒:キシレン)を等質量のデカヒドロナフタレンで希釈した溶液を噴霧した。噴霧後に150℃で60分間焼成した。これによりシリカ連続皮膜層を形成した。続いて刃物の他方の表面にも上記と同様の手順でシリカ連続皮膜層を形成した。
【0060】
続いて、シリカ連続皮膜層が形成された刃物を、縦約50cm、横約50cm、高さ約40cmのアクリル樹脂製ボックス内にセットし、ボックス内上部にAZ NL110Aの20質量%溶液(溶媒:キシレン)を等質量のキシレンで希釈した液を渦流霧化スプレーガンを用いてスプレーし、霧化状態の液滴の自然落下によって、シリカ連続皮膜層が形成された刃物表面上に付着させた。その後、150℃で60分間の焼成を行い、シリカ粒子不連続層を形成した。続いて刃物の他方の表面にも上記と同様の手順でシリカ粒子不連続層を形成した。
【0061】
続いて、シリカ連続皮膜層及びシリカ粒子不連続層が形成された刃物の両表面上に、iCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)の固形分7.5質量%のミネラルスピリット溶液を垂らし、ウエスで広げることによって塗布した。続いて、150℃で30分間加熱して溶剤を揮散させて、シリコーンオイル層を形成した。
【0062】
以上により、表面処理された刃物を作製した。刃物につき、以下の特性評価を行った。
【0063】
<特性評価>
(1)シリカ連続皮膜層の厚み
走査型電子顕微鏡((株)日立ハイテクフィールディング製S−4800)による刃物断面の形態観察画像からシリカ連続皮膜層の厚みを測定したところ、1μmであった。
【0064】
(2)シリカ粒子不連続層
(i)シリカ粒子の分布状態
上述の走査型電子顕微鏡を用いて、表面処理された刃物の表面及び厚み方向断面の形態を観察した。図1は、実施例1-1で作製した、表面処理された刃物の表面形態を示す走査型電子顕微鏡画像であり、図2は、実施例1-1で作製した、表面処理された刃物の厚み方向断面形態を示す走査型電子顕微鏡画像である。これらの画像から、シリカ粒子が、互いに分離した状態でシリカ連続皮膜層上に分布していることが確認された。
【0065】
(ii)刃物表面に対して平行な方向でのシリカ粒子の平均粒径
上述の走査型電子顕微鏡(SEM)により、刃物表面の形態観察画像から求められるシリカ粒子の平均粒径は、真円換算で10μmであった。なお、上記の真円換算での平均粒径は以下のようにして求めた。すなわち、刃物表面の形態観察画像の200μm×175μmの視野にて、長径2μm未満の粒子は無視した上で、シリカ粒子が占める総面積をシリカ粒子数で除して、シリカ粒子1個の平均面積を算出した。次に、この平均面積が真円の面積であると仮定したときの該真円の直径を算出した。得られた直径の値を、シリカ粒子の、刃物表面に対して平行な方向での平均粒径として採用した。
【0066】
(iii)シリカ粒子の厚み
上述の走査型電子顕微鏡を用い、刃物断面の形態観察画像からシリカ粒子の厚み(粒子内での厚みの最大値)を求めたところ、10個の粒子の数平均値で1μmであった。
(iv)シリカ粒子不連続層の形成量
シリカ連続皮膜層が形成されている部位の、走査型電子顕微鏡による表面形態観察において、200μm×175μmの視野にて、長径2μm未満の粒子は無視した上で、シリカ粒子部分の総面積を視野の総面積で除することにより、シリカ粒子不連続層の被覆率を算出したところ、25%であった。
【0067】
(3)接触角
上述の走査型電子顕微鏡による断面形態画像において、シリカ連続皮膜層表面とシリカ粒子表面とがなす接点からシリカ連続皮膜層表面(但しシリカ粒子と接している側)及びシリカ粒子表面(但しシリカ連続皮膜層とは接していない側)のそれぞれに向かって引いた接線がなす角度(すなわち接触角)を求めた。
【0068】
10個のシリカ粒子の数平均値を求めたところ、22°であった。
【0069】
[実施例1−2]
シリカ連続皮膜層を形成しない他は実施例1-1と同様の手順で、実施例1-1と同様のシリカ粒子不連続層及びシリコーンオイル層が形成された表面処理刃物を作製した。
【0070】
[比較例1-1]
実施例1-1と同様の刃物の表面に、実施例1-1と同様の方法でシリコーンオイルを塗布することにより、実施例1-1と同様のシリコーンオイル層が形成された表面処理刃物を作製した。
【0071】
[比較例1-2]
シリカ粒子不連続層を形成しない他は実施例1-1と同様の手順で、実施例1-1と同様のシリカ連続皮膜層及びシリコーンオイル層が形成された表面処理刃物を作製した。
【0072】
実施例及び比較例における表面処理層の構成を表1に示す。
【0073】
<表面処理された刃物の性能評価>
(1)滑り性の持続性
(a)往復摩擦試験(ナイロンボール)
摩擦摩耗試験機(新東科学(株)製 14FW)を用いて、表面処理された刃物の表面の動摩擦係数を測定した。ナイロンボールで垂直荷重:100gf、摩擦速度:100mm/秒、ストローク:30mm、1往復を1回として試料表面を往復摩擦して、動摩擦係数μkを測定し、μkが0.2を超えるまでの摩擦回数をカウントした。μkが0.2を超えるまでの往復摩擦回数(回)を表2に示す。
【0074】
(b)往復摩擦試験(紙ワイパー)
摩擦摩耗試験機(新東科学(株)製 14FW)を用いて、表面処理された刃物の表面の動摩擦係数を測定した。摩擦摩耗試験機用のアルミニウム製圧子に両面テープで紙ワイパー(日本製紙クレシア(株)製 ケイドライ132−5)を幅20mmで貼り付けた。以下の条件にて、紙ワイパー部で試料表面を往復摩擦した。以下の各往復回数の摩擦が終了した時点での動摩擦係数を表2に示す。なお表2中、測定中止とは、動摩擦係数が過度に大きくなり装置が停止したために測定を中止したことを示す。
荷重:500gf
往復ストローク:50mm
摩擦速度:100mm/秒
往復回数:500回、1000回、1500回、及び2000回
紙ワイパーの擦り切れによる測定誤差を低減するため、往復回数500回につき少なくとも1回は紙ワイパーを新しいものに交換した。
【0075】
(2)非粘着性の持続性(剥離試験)
上記(1)(b)の紙ワイパーによる往復摩擦試験を行った後の刃物表面につき、以下の方法で剥離試験を行った。上記の往復摩擦試験後の刃物表面に、幅8mmの粘着テープ(日東電工(株)製 PET粘着テープNo.31D)を、自重2kgのハンドローラーを用いて5往復で圧着した。圧着後20分間静置した後、引張試験機を用いて、粘着テープを長さ方向に180°剥離した。粘着テープの剥離開始位置を0mmとしたときのテープ長さ方向20〜60mmの範囲の位置で、接着剥離強さの平均荷重(N/8mm)を求めた。測定条件は以下の通りである。測定結果を表3に示す。
試験機:インストロン万能試験機 5582型
クロスヘッドスピード:300mm/分
試験温湿度:23℃、50%RH
【0076】
【表1】

【0077】
【表2】
【0078】
【表3】
【0079】
表2及び表3に示す結果から分かるように、シリカ連続皮膜層及びシリカ粒子不連続層をいずれも欠く比較例1-1、並びにシリカ粒子不連続層を欠く比較例1-2に対し、本発明例である実施例1-1及び1−2においては、往復摩擦試験及び剥離試験の結果がいずれも顕著に改善している。比較例1-1ではシリコーンオイル層と刃物との密着性が悪かったために、そして比較例1-2では表面処理層と被切断物との接触面積及び接触圧が大きかったために、いずれの場合にも被切断物への移行によるシリコーンオイル層の減少を防止できず、良好な非粘着性の持続性と良好な滑り性の持続性とをともに実現することができなかった。これに対し、シリカ粒子不連続層及びシリコーンオイル層を有する表面処理層により、実施例1−1及び1−2においては、非粘着性の持続性と滑り性の持続性とをともに良好に実現できた。これは、シリカ粒子不連続層の寄与により、シリコーンオイルが徐々にしか減少しなかったためと考えられる。特に実施例1-1においては、シリカ連続皮膜層、シリカ粒子不連続層及びシリコーンオイル層を有する表面処理層により、非粘着性の持続性と滑り性の持続性とを特に良好に実現できた。
【0080】
[実施例1−3]
コバルト−タングステン系超硬合金刃の一方の表面に、AZ NL110A(AZエレクトロニックマテリアルズ(株)製)の20質量%溶液(溶媒:キシレン)を等質量のデカヒドロナフタレンで希釈した溶液を噴霧した。噴霧後に150℃で60分間焼成した。これによりシリカ層を形成した。続いて刃物の他方の表面にも上記と同様の手順でシリカ層を形成した。続いて、シリカ層が形成された刃物を、縦約50cm、横約50cm、高さ約40cmのアクリル樹脂製ボックス内にセットし、ボックス内上部にAZ NL110Aの20質量%溶液(溶媒:キシレン)を等質量のキシレンで希釈した液を渦流霧化スプレーガンを用いてスプレーし、霧化状態の液滴の自然落下によって、シリカ層が形成された刃物の該一方の表面上に付着させた。その後、150℃で60分間の焼成を行い、シリカ粒子不連続層を形成した。続いて刃物の該他方の表面にも上記と同様の手順でシリカ粒子不連続層を形成した。続いて、上記でシリカ層及びシリカ粒子不連続層が形成された刃物の両表面上に、iCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)の固形分7.5質量%のミネラルスピリット溶液を垂らし、ウエスで広げることによって塗布した。続いて、150℃で30分間加熱して溶剤を揮散させて、シリコーンオイル層を形成した。以上により、表面処理された刃物を作製した。なお得られた表面処理済の刃物について、シリコーンオイルを塗布した部分における水の接触角を測定したところ106°であり、シリコーンオイル層の存在が確認された。接触角は、接触角計(協和界面科学(株)製の「ドロップマスター」)を用い、液滴法、θ/2法にて、室温(20±5℃)、液滴サイズ1.5μl、滴下30秒後に測定、の条件にて測定した。
【0081】
図3は、実施例1−3で作製した、表面処理された刃物の厚み方向断面形態の走査型電子顕微鏡画像を示す図である。撮影には、走査型電子顕微鏡((株)日立製作所製SU−70)を用いた。シリカ層とシリカ粒子不連続層との境界は明瞭でないが、シリカ粒子が互いに分離して分布していると思われる形態が観察された。一方、上記の走査型電子顕微鏡を用いて撮影した断面形態画像において、シリカ層の表面に対するシリカ粒子の接触角を以下のように求めた。シリカ層とシリカ粒子との界面を、シリカ粒子が形成されていない部分のシリカ層の表面形態から外挿して仮想した。画像上の、シリカ層表面とシリカ粒子表面とがなす接点からシリカ層表面(但しシリカ粒子と接している側)及びシリカ粒子表面(但しシリカ層とは接していない側)のそれぞれに向かって引いた接線がなす角度を、接触角として求めた。10個のシリカ粒子の数平均値を求めたところ、14°であった。
【0082】
[実験例2−1〜2−12、実施例2−13〜2−19、比較実験例2−1〜2−2、及び比較例2−3〜2−5]
各例において形成した表面処理層の詳細を表4に示す。試験項目に応じた後述の基材の各々に対して各表面処理層を以下の方法で形成した。
表面処理層ASは、未処理(表面処理層なし)を意味する。
表面処理層1は、基材上に以下の方法でシリコーンオイル層を形成して得た。
表面処理層2は、基材上に以下の方法でシリカ層、次いでシリコーンオイル層を形成して得た。
表面処理層3は、基材上に以下の方法でシリカ粒子不連続層、次いでシリコーンオイル層を形成して得た。
表面処理層4〜16、及び7Bは、基材上に以下の方法でシリカ層、シリカ粒子不連続層及びシリコーンオイル層をこの順で形成して得た。
基材として、シリカ粒子不連続層の被覆率及びシリカ粒子の粒子径の測定用には、市販のソーダ石灰シリカガラス製のフロート板ガラス(一方の表面に表面処理層を形成した)を用い、剥離強度及び摩擦係数、並びに非粘着性寿命の測定用には市販のSUS304(一方の表面に表面処理層を形成した)を用い、そして本多式切味試験用にはオルファ株式会社製のカッター替刃(大)(両表面に表面処理層を形成した)を用いた。両表面に表面処理層を形成する場合には、以下のいずれかの手順を用いた。
(1)両表面に一度にシリコーンオイル層を形成(シリコーンオイル層のみ形成する例)。
(2)一方の表面にシリカ層を形成→他方の表面にシリカ層を形成→両表面に一度にシリコーンオイル層を形成(シリカ層及びシリコーンオイル層を形成する例)。
(3)一方の表面にシリカ粒子不連続層を形成→他方の表面にシリカ粒子不連続層を形成→両表面に一度にシリコーンオイル層を形成(シリカ粒子不連続層及びシリコーンオイル層を形成する例)。
(4)一方の表面にシリカ層を形成→他方の表面にシリカ層を形成→該一方の表面にシリカ粒子不連続層を形成→該他方の表面にシリカ粒子不連続層を形成→両表面に一度にシリコーンオイル層を形成(シリカ層、シリカ粒子不連続層及びシリコーンオイル層を形成する例)。
【0083】
シリカ層の形成
基材上に、AZ NL110A(AZエレクトロニックマテリアルズ(株)製)の20質量%溶液(溶媒:キシレン)を等質量のデカヒドロナフタレンで希釈した溶液を噴霧した。噴霧後に150℃で60分間焼成した。これによりシリカ層を形成した。
【0084】
シリカ粒子不連続層の形成
基材(各例における表面処理層の構成に応じ、シリカ層が形成されたもの、又は形成されていないもの)を、縦約50cm、横約50cm、高さ約40cmのアクリル樹脂製ボックス内にセットし、ボックス内上部にAZ NL110Aの20質量%溶液(溶媒:キシレン)を等質量のキシレンで希釈した液を渦流霧化スプレーガンを用いてスプレーし、霧化状態の液滴の自然落下によって、基材上に付着させた。その後、150℃で60分間の焼成を行い、シリカ粒子不連続層を形成した。このとき、スプレーガンのスプレーノズルからの液吐出量を変えることによって、シリカ粒子不連続層の被覆率を調整した。
【0085】
シリコーンオイル層の形成
基材(各例における表面処理層の構成に応じ、シリカ層及び/若しくはシリカ粒子不連続層が形成されたもの、又はこれらが形成されていないもの)に、iCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)の固形分7.5質量%のミネラルスピリット溶液を垂らし、ウエスで広げることによって塗布した。続いて、150℃で30分間加熱して溶剤を揮散させて、シリコーンオイル層を形成した。
【0086】
なお表面処理層7Bについては、前述のiCotz Mould Guard MGのミネラルスピリット溶液に代えて東レ・ダウコーニング(株)製のポリジメチルシロキサン(商品名SH200、粘度100万cSt)の固形分7.5質量%のミネラルスピリット溶液を用いた。
【0087】
以上により作製した試料につき、以下の特性評価を行った。
【0088】
<特性評価>
(1)シリカ粒子不連続層の被覆率及びシリカ粒子の平均粒径
レーザー顕微鏡((株)キーエンス製、VK−8500)を用い、400倍にて光量画像視野270μm×190μmで試料表面を撮影した。得られた画像に基づき、マウンテック(株)のMac View4.0画像解析ソフトを用いて、シリカ粒子不連続層の被覆率及びシリカ粒子の粒子径を測定した。測定においては、長径2μm未満の粒子を無視した上で粒子を検出し、上記視野面積に占める粒子合計面積を被覆率とし、平均粒径をHeywood径(投影面積円相当径)として求めた。図4、図5及び図6は、それぞれ表面処理層2、表面処理層3及び表面処理層14を有する試料のレーザー顕微鏡画像を示す図である。各図の左下に示されるように、270μm×190μmの部位で被覆率及び平均粒径を算出した。各試料についての測定結果を表4に示す。
【0089】
【表4】
【0090】
<表面処理された試料の性能評価>
(1)非粘着性の耐久性(剥離強度及び摩擦係数)
(i)往復摩擦試験(ポリエステルフィルム)
摩擦摩耗試験機(新東科学(株)製 14FW)を用いて、表面処理された試料の表面の動摩擦係数を測定した。摩擦摩耗試験機用のアルミニウム製圧子に両面テープでポリエステルフィルム(東レ(株)製ルミラー、厚み50μm)を幅20mmで貼り付けた。以下の条件にて、ポリエステルフィルム部で試料表面を往復摩擦した。以下の各往復回数の摩擦が終了した時点での動摩擦係数を表5〜7中に「0回」として示す。
荷重:500gf
往復ストローク:20mm
摩擦速度:100mm/秒
往復回数:50回
試験温湿度:18〜22℃、30〜60%RH
(ii)剥離試験
上記(i)のポリエステルフィルムによる往復摩擦試験を行った後の試料の表面につき、以下の方法で剥離試験を行った。上記の往復摩擦試験後の試料の表面に、幅8mmの粘着テープ(日東電工(株)製 PET粘着テープNo.31D)を、自重2kgのハンドローラーを用いて5往復で圧着した。圧着後20分間静置した後、引張試験機を用いて、粘着テープを長さ方向に180°剥離した。粘着テープの剥離開始位置を0mmとしたときのテープ長さ方向10〜25mmの範囲の位置で、接着剥離強さの平均荷重(N/8mm)を求めた。測定条件は以下の通りである。
試験機:インストロン万能試験機 5582型
クロスヘッドスピード:300mm/分
試験温湿度:23℃、50%RH
(iii)往復摩擦試験
上記(ii)の剥離試験の後、往復摩擦試験機(専用設計)により、上記(i)と同じ押付け圧子にポリエステルフィルムを貼り付け、試料表面を20,000回摩擦した。
荷重:500gf
往復ストローク:20mm
摩擦速度:133mm/秒
往復回数:20,000回
試験温湿度:23℃、50%RH
上記(i)、(ii)及び(iii)の手順を、剥離強度が2回連続で0.5N/8mm以上になるか、又は(iii)における往復摩擦回数が通算100,000回になるまで繰り返して、剥離強度と摩擦係数とを測定した。なお、(i)及び(iii)の摩擦試験の開始時には、新しいポリエステルフィルムを貼り付けた。
【0091】
表5〜7に示す試料について剥離強度及び摩擦係数を測定した。シリカ層及びシリカ粒子不連続層の有無の影響を調べた結果を表5に示す。シリカ層、シリカ粒子不連続層及びシリコーンオイル層を有する試料について、シリカ粒子不連続層の被覆率の影響を調べた結果を表6に示す。また、シリコーンオイル種を変えることの影響を調べた結果を表7に示す。
【0092】
【表5】
【0093】
【表6】
【0094】
【表7】
【0095】
表5に示すように、シリカ粒子不連続層を有さない比較実験例2−1及び2−2では、非粘着性の低下が早く、摩擦回数40,000回で剥離強度が0.5N/8mm以上となり、60,000回までで測定が終了された。一方、シリカ粒子不連続層を有する実験例2−1及び2−2では、比較実験例2−1及び2−2と比べて非粘着性の低下が顕著に小さかった。これらの結果から、非粘着性の耐久性を維持するためにはシリカ粒子不連続層の寄与が大きいことが確認された。
【0096】
また、シリカ層を有さない実験例2−1と、シリカ層を有する実験例2−2とを比較すると、シリカ層を有する例では摩擦係数がフィルム摩擦回数に応じて徐々に高くなるのに対し、シリカ層を有さない例では試験途中で摩擦係数が一旦若干低くなった。また、摩擦係数、剥離強度ともに、シリカ層を有する例の方がばらつきが小さかった。これらの結果から、シリカ層の存在は、非粘着性の性能安定性及び耐久性の点で有利に働くことが確認された。
【0097】
表6に示す結果から、被覆率が10%未満である実験例2−3及び2−4、並びに被覆率が50%を超える実験例2−10及び2−11と比べ、実験例2−5〜2−9、特に実験例2−6〜2−9では非粘着性の性能安定性及び耐久性がより良好である傾向が見られた。
【0098】
表7に示す結果から、実験例2−12と、例えば実験例2−12とシリカ粒子の被覆率及び粒子径が近い実験例2−6との比較により、シリコーンオイル種を変えた場合にも非粘着性の耐久性が良好に得られることが確認された。
【0099】
(2)本多式切味試験
表8に示す試料について、本多式切味試験機にて以下の項目を評価した。
【0100】
日東電工(株)製のポリエステル粘着テープ(No.31D 8mm幅×50m巻き)(ポリエチレンテレフタレートフィルム25μm厚/ゴム糊28μm厚、総厚53μmである)を周方向にて6等分し、紙管をほぼ取り除いて、テープ束厚み約9mmの被切断物(以下、テープ片ともいう)を作製した。本多式切味試験機の作動条件は以下の通りである。
荷重:2kg
往復ストローク:20mm
移動速度:3秒/1往復(13.33mm/秒)
テープ片1束を試験機にセットし、これを完全に切断するのに要する刃物往復回数を記録した。テープ片を交換しながらこれを繰り返し、完全切断に要する刃物往復回数が、150往復未満から2束連続で150往復以上に上昇するか、又は150往復未満から一度に200往復以上に上昇するまで測定を続行した。
【0101】
「閾値直前までの合計切断束数」は、完全切断に要する刃物往復回数として150往復以上が連続2束続いた場合の1束目までの合計切断束数、又は、150往復未満から一度に200往復以上になった場合の200往復直前の束までの合計切断束数である。
【0102】
上記試験後の刃物試料をデジタルカメラで撮影した。各試料につき、横700μm×縦525μmの視野において最も糊の付着が顕著である部分について、以下の基準で糊の付着有無を判定した。なお、刃物の切削側端辺と平行の方向を上記の横方向とした。
○:糊の付着範囲が、視野の幅方向の50%未満である。
△:糊の付着範囲が、視野の幅方向の50%以上100%未満である。
×:糊の付着範囲が、視野の幅方向の100%である(すなわち糊が視野の幅方向全体に亘って付着している)。
【0103】
【表8】
【0104】
表8に示す結果から、各比較例においては試験後の試料において糊の付着が顕著であったのに対し、各実施例においては、糊の付着が低減されており、かつ合計切断束数の値がいずれも良好であった。これらの結果から、各実施例においては切味の持続性が良好であることが分かる。
【産業上の利用可能性】
【0105】
本発明に係る表面処理された刃物は、電極材料、光学用フィルム、医療用のテープ及び粘着剤等、幅広い分野において使用される種々の粘着性成形物を切断するために好適である。
【技術分野】
【0001】
本発明は、各種粘着性成形物を切断するために好適な、表面処理された刃物及びその製造方法に関する。
【背景技術】
【0002】
近年、例えば電極材料、光学用フィルム、医療用のテープ及び粘着剤、プラズマテレビ関連の表面保護粘着テープ、両面粘着テープ等の幅広い技術分野で使用される多層フィルム、粘着テープ、粘着シート等の粘着性成形物においては、高機能化及び高生産効率化が求められている。従来、例えば超硬刃又は鉄刃を用いて多層フィルム、粘着テープ、粘着シート等の粘着性被切断物を切断している。このような刃物は、具体的には、例えば、樹脂フィルム、布生地、紙、不織布、繊維、板紙等のシート物、それらを巻き取った巻取りロール、紙管、絶縁テープ、粘着テープ等の被切断物に対して、所定間隔でスリットを入れて分離したり、突っ切りカット又はスライスによる断裁を行ったりするのに利用される。また、いわゆる押し切りであるスコアーカットは、粘着テープ、布テープ、軟質フィルム、ゴム等の切断に用いられる。また、粘着紙等のハーフカット、ラベラーの姿切り等において剥離紙又は剥離フィルムのみをスリットする刃物も知られている。しかしながら、切断に関しては、大量に発生する切断粉、及びこのような成形物からはみ出した粘着剤が刃物表面に付着するという問題があった。これらを放置すると、刃先の摩耗又は欠けによる製品切断面でのバリ発生、製品切断面への切断粉及び粘着剤の付着等により、製品不良が生じやすいという不都合がある。
【0003】
このような不都合を防止するために、刃物表面のフッ素樹脂加工、シリコーンオイルの刃物表面への塗布等が行われてきた。しかし、フッ素樹脂加工された刃物においては、フッ素樹脂と刃物との密着性が悪く、フッ素樹脂皮膜が刃物から剥離しやすいため、良好な切れ味が持続しないという問題があった。また、シリコーンオイルが塗布された刃物においては、被切断物の切断加工時にシリコーンオイルが被切断物に移行して刃物表面のシリコーンオイル量が減少しやすく、良好な切れ味が持続しないという問題があった。よって、上記のいずれの技術においても、長期の良好な切れ味が得られず、刃物を頻繁に交換又は清掃しなければならないために粘着性成形物の生産効率が低いという問題があった。
【0004】
特許文献1には、刃物部材の所定表面部分をブラスト加工などにより粗面化する工程と、当該部分に熱硬化性ケイ素系ポリマーを塗布する工程と、当該部分を加熱しポリマーを硬化させる工程を含むことを特徴とするプリンタ用刃物部材のコーティング方法が提案されている。特許文献1には、熱硬化性ケイ素系ポリマーでコーティングすると、そのコーティング被膜の表面にきわめて微細な粒子が並ぶことできわめて微細な凹凸が形成され、粘着物との接地面積が大幅に減少し、非粘着効果が著しくなる、との記載がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−190280号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記の特許文献1のような技術は長期間良好に持続する非粘着効果を与えるものではない。本発明は、上記の課題を解決し、良好な非粘着性及び滑り性が長時間持続することによって切れ味の持続性に優れる、表面処理された刃物及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、特定構成の表面処理層を刃物表面に設けることによって、長期間に亘る良好な非粘着性及び滑り性が刃物に付与されることを見出した。すなわち本発明の構成は以下の通りである。
【0008】
[1] 刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、
該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物。
[2] 該表面処理層が、該刃物表面に接する連続又は不連続のシリカ層を更に有し、
該シリカ層は該シリカ粒子被形成面の少なくとも一部を構成している、上記[1]に記載の表面処理された刃物。
[3] 刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、刃物表面に接するシリカ層、該シリカ層に接するシリカ粒子不連続層、並びに、該シリカ層及び該シリカ粒子不連続層に接するシリコーンオイル層を少なくとも有し、
該シリカ層がシリカ連続皮膜層であり、
該シリカ粒子不連続層は、シリカ粒子被形成面を与える該シリカ層と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されている、表面処理された刃物。
[4] 該シリカ粒子が、該シリカ粒子被形成面に対する該シリカ粒子の接触角が90°以下であるように該シリカ粒子被形成面に接している、上記[1]〜[3]のいずれかに記載の表面処理された刃物。
[5] 該シリカ粒子の、刃物表面に対して平行な方向での平均粒径が、5〜20μmである、上記[1]〜[4]のいずれかに記載の表面処理された刃物。
[6] 該シリカ粒子の厚みが、0.3〜2.0μmである、上記[1]〜[5]のいずれかに記載の表面処理された刃物。
[7] 該シリカ粒子不連続層が、該表面処理層の表面の面積の10〜50%を覆う量で形成されている、上記[1]〜[6]のいずれかに記載の表面処理された刃物。
[8] 該シリカ層の厚みが、0.1〜2.0μmである、上記[2]又は[3]に記載の表面処理された刃物。
[9] 刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
[10] 上記[1]〜[8]のいずれかに記載の表面処理された刃物の製造方法であって、
刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
[11] 該シリカ粒子不連続層形成工程の前に、刃物表面の少なくとも一部にケイ素系ポリマー含有液を塗布し、次いで該ケイ素系ポリマー含有液を焼成することにより連続又は不連続のシリカ層を形成するシリカ層形成工程を更に含む、上記[9]又は[10]に記載の表面処理された刃物の製造方法。
[12] 該ケイ素系ポリマー含有液が、パーヒドロポリシラザンの有機溶媒溶液である、上記[9]〜[11]のいずれかに記載の表面処理された刃物の製造方法。
[13] 該パーヒドロポリシラザンの数平均分子量が、500〜4,000である、上記[12]に記載の表面処理された刃物の製造方法。
【発明の効果】
【0009】
本発明によれば、良好な非粘着性及び滑り性が長時間持続することによって切れ味の持続性に優れる、表面処理された刃物及びその製造方法を提供できる。
【図面の簡単な説明】
【0010】
【図1】実施例1-1で作製した、表面処理された刃物の表面形態の走査型電子顕微鏡画像を示す図である。
【図2】実施例1-1で作製した、表面処理された刃物の厚み方向断面形態の走査型電子顕微鏡画像を示す図である。
【図3】実施例1−3で作製した、表面処理された刃物の厚み方向断面形態の走査型電子顕微鏡画像を示す図である。
【図4】比較の表面処理層2を有する試料のレーザー顕微鏡画像を示す図である。
【図5】本発明に係る表面処理層3を有する試料のレーザー顕微鏡画像を示す図である。
【図6】本発明に係る表面処理層14を有する試料のレーザー顕微鏡画像を示す図である。
【発明を実施するための形態】
【0011】
<表面処理された刃物>
本発明の一態様は、刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物を提供する。本開示で、シリカ粒子被形成面(以下、単に被形成面ということもある)とは、シリカ粒子が形成される下地面を意味し、典型的には、刃物表面(例えばシリカ層が形成されない場合)又は、シリカ層が形成される場合におけるシリカ層表面である。
【0012】
好ましい態様において、表面処理層は、刃物表面に接する連続又は不連続のシリカ層を更に有する。このシリカ層は該シリカ粒子被形成面の少なくとも一部を構成している。
【0013】
また、本発明の別の態様においては、シリカ層がシリカ連続皮膜層である。
【0014】
本発明の好ましい態様は、刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、該表面処理層は、刃物表面に接するシリカ連続皮膜層、該シリカ連続皮膜層に接するシリカ粒子不連続層、並びに、該シリカ連続皮膜層及び該シリカ粒子不連続層に接するシリコーンオイル層を少なくとも有し、該シリカ粒子不連続層は、該シリカ連続皮膜層と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されている、表面処理された刃物を提供する。この態様では、シリカ連続皮膜層がシリカ粒子被形成面となる。
【0015】
本発明に係る刃物は、各種被切断物のスリッティング、カッティング、ハーフカッティング、スライシング等に使用できるものであり、板刃、丸刃等の形状であることができる。刃物の材質としては、鉄、高速度工具鋼、超硬合金等の金属、更に、セラミック、ジルコニア、サファイア等が挙げられる。例えば、超硬刃及び鉄刃は本発明の刃物の典型的な態様である。ここで超硬刃とは、硬質の金属炭化物の粉末を焼結した合金で形成された刃物であり、一般的には、炭化タングステンと結合剤コバルトとを混合及び焼結したものである。超硬刃は高強度及び高硬度であり、アルミ箔、銅箔等の金属箔の切断に適している。高速度工具鋼は、一般にタングステン、クロム、バナジウム等の合金元素を20質量%超含有し、高速度加工が可能であり、耐摩耗性が良好である。
【0016】
本発明における表面処理に供する刃物の表面は、平滑な平面又は曲面であってもよいし、平面又は曲面へのブラスト処理等により形成された梨地状凹凸を有する表面であってもよい。
【0017】
本発明が想定する被切断物は、少なくとも粘着部を有する成形物全般である。本明細書において、粘着部とは、刃物による加工時に粘着性を有する部位を意味し、室温で粘着性を有する粘着剤の他、ホットメルト接着剤等をも包含する。被切断物としては、プラスチック、金属、紙等の1種又は2以上の材料から形成された、シート、テープ、発泡体、不織布等であって、粘着部を少なくとも有するものを例示できる。
【0018】
表面処理層は、刃物表面の少なくとも一部に形成されていればよく、具体的には、少なくとも刃物表面のうち被切断物と接触する部分に形成されていればよい。
【0019】
本発明の表面処理された刃物は、表面処理がされない場合と比べて顕著に改善された切れ味を長期に亘って与えることができる。本明細書において、切れ味が改善されるとは、対象物の切断のために刃物に対して加えることが必要な荷重が低減されること、切断面のバリ発生が低減されること、及び切断面がよりフラットとなること、の1つ以上が実現されることを意味する。本発明は、刃物表面に、長期間に亘って良好に維持される、非粘着性及び高い滑り性(これは低い動摩擦係数に対応する)を付与することにより、上記の切れ味の改善を長期の使用に亘って可能にする。これにより、本発明によれば、刃物の交換回数を顕著に低減することができるため、例えば多層フィルム、粘着テープ、粘着シート等の各種粘着性被切断物を高効率で切断加工することができる。典型的には、非粘着性はテープ剥離試験(剥離強度が小さいほど非粘着性に優れる)により、そして動摩擦係数は動摩擦摩耗試験によりそれぞれ評価される。
【0020】
また、本発明における表面処理は、過度に複雑な工程及び条件設定を必要とすることなく良好かつ長期持続性の非粘着性及び滑り性を刃物に付与できる。よって本発明は、表面処理された刃物を比較的簡便かつ安価に量産できる点でも有利である。
【0021】
[シリカ層]
シリカ層はプライマー層として機能できる。シリカ層は、連続でも不連続(典型的には島状)でもよい。一態様において、シリカ層はシリカ連続皮膜層である。シリカ層は、刃物表面に接して形成されており、また刃物表面、後述のシリカ粒子不連続層及びシリコーンオイル層のいずれに対しても良好な親和性を有するため、刃物の材質の制約なく、刃物表面の上にシリカ粒子不連続層及びシリコーンオイル層を強固に保持することができる。よって、シリコーンオイル層が刃物から離脱しにくく、良好な非粘着性、並びに非粘着性の良好な安定性及び耐久性を実現できるという効果が得られる。また、シリカ層の存在によって、例えば後述のシリカ粒子不連続層を形成する際に用いるケイ素系ポリマー含有液の被形成面に対する接触角を刃物の材質に左右されずに制御できることによって、刃物の材質に制約されずに所望のシリカ粒子不連続層を形成できるという効果も得られる。上述のそれぞれの効果は、シリカ層がシリカ連続皮膜層である場合に特に顕著であるが、シリカ層が不連続であっても相当程度得られると考えられる。後述のシリカ粒子不連続層の少なくとも一部はシリカ層の上に存在できるためである。シリカ層が島状の不連続形状を有する場合、島状物のサイズ(後述の方法により測定されるHeywood径として)はシリカ粒子の粒径(Heywood径として)よりも通常大きいが、本発明はこれに限定されない。また島状物は、例えばレーザー顕微鏡又は走査型電子顕微鏡によって、刃物表面に濡れ広がったような形状として観察される。すなわち島状物は、上記の観察において、輪郭が明瞭でないか、又は不規則形状(例えばアメーバ状)を有していることによって後述のシリカ粒子と識別可能である。
【0022】
シリカ層は、典型的にはケイ素系ポリマーの焼成により形成できる。例えば、ケイ素系ポリマー含有液として、パーヒドロポリシラザン、メチルヒドロポリシラザン等のケイ素系ポリマーの有機溶剤(例えばキシレン、ジブチルエーテル等)溶液を用い、この液の塗布、続いて焼成によりシリカを形成できる。ケイ素系ポリマー含有液は、Pd、アミン等の触媒を更に含有してもよい。
【0023】
パーヒドロポリシラザンは、単位構造−(SiH2NH)−を有するポリマーである。例えばパーヒドロポリシラザンを大気中で焼成する場合、パーヒドロポリシラザンと大気中の水分又は酸素とが反応してアモルファスの高純度シリカが得られる。その反応式は次の通りである。
‐SiH2NH‐ + O2 → SiO2 + NH3
‐SiH2NH‐ + 2H2 O → SiO2 + NH3+2H2
【0024】
焼成時の雰囲気ガスを分析すれば、アンモニア及び水素の生成を確認でき、シリカの生成を推定できる。また、シリカが形成されたことは、例えば赤外吸収スペクトル分析においてSi−Oの吸収が見られるとともにシリカ以外の成分に由来する吸収が消失していることによって確認できる。
【0025】
ケイ素系ポリマー、特にパーヒドロポリシラザンの数平均分子量は、好ましくは500〜4,000であり、より好ましくは700〜1,500である。該数平均分子量が500以上である場合、物理的強度がより高いシリカを生成させることができる点で有利であり、4,000以下である場合、ケイ素系ポリマーの取り扱い性が良好である点で有利である。上記数平均分子量は、ゲルパーミエーションクロマトグラフィを用い、ポリスチレン標準を用いて測定される値である。
【0026】
ケイ素系ポリマー含有液は市販品であってもよい。例えば、AZエレクトロニックマテリアルズ(株)製のAZシリーズ(例えば、AZ NL110A(触媒:Pd系、溶剤:キシレン)、及びAZ NAX120(触媒:アミン系、溶剤:ジブチルエーテル))は好ましく例示できる。
【0027】
シリカ層の厚みは、例えば、好ましくは0.1〜2.0μm、より好ましくは0.2〜1.0μmである。厚みが0.1μm以上である場合、プライマー効果が特に良好であり、2.0μm以下である場合、シリカ層のクラック発生が防止されるのみならず、材料コストの面で有利である。上記の厚みは、走査型電子顕微鏡による厚み方向断面の形態観察において、任意に選んだ10箇所の数平均値として得られる。
【0028】
[シリカ粒子不連続層]
シリカ粒子不連続層は、刃物表面と後述のシリコーンオイル層との間に存在している。またシリカ粒子不連続層は、被形成面の上に、シリカ粒子が互いに分離した状態で分布することによって形成されている。すなわち、各シリカ粒子は独立して被形成面上に存在している。シリカ層が形成される場合には、該シリカ層がシリカ粒子被形成面の少なくとも一部を構成することになる。例えばシリカ連続皮膜層が形成される場合には、シリカ連続皮膜層の表面の一部のみがシリカ粒子で覆われている。各シリカ粒子が互いに分離した状態で被形成面上に存在していることにより、被切断物と表面処理された刃物との接触面積が低減され、被切断物と刃物との間の摩擦係数が小さくなり、切れ味が改善される。また、後述のシリコーンオイル層のうち、シリカ粒子間に存在する部分は、被切断物と接触しないか、接触しても接触圧が小さいため被切断物に移行しにくいと考えられる。すなわち、シリカ粒子不連続層の寄与により、シリコーンオイルは刃物の使用中に被切断物に徐々にしか移行せず、従って徐々にしか減少しないと考えられる。よって、シリカ粒子間に存在するシリコーンオイルは使用中に減少しにくく、非粘着性が長期に亘って持続する。
【0029】
シリカ粒子は、被形成面と面状に接して形成されている。このようなシリカ粒子は、例えば同等の粒子サイズを有する球状シリカ粒子が被形成面の上に単に堆積しているような形態と比べて、被形成面上により強固に固定されることができる。これにより、シリカ粒子が脱落しにくいという利点が得られる。またこのようなシリカ粒子は、例えば同等の粒子サイズを有する球状シリカ粒子が被形成面の上に単に堆積しているような形態とは異なり、1層で(すなわち粒子が刃物厚み方向に複数重なることなく)存在する。従って、刃物の厚みがシリカ粒子不連続層に起因して大きく増大することがなく、切れ味が損なわれないという利点も得られる。
【0030】
シリカ粒子が被形成面と面状に接して形成されていることは、表面処理層の厚み方向断面の形態観察(例えば走査型電子顕微鏡による断面観察)において、シリカ粒子が被形成面の表面形状に対応する形状にて該被形成面と接している形態が確認できるか、又は被形成面にシリカ粒子が部分的に一体化しているように観察される(すなわち、平坦な面の上に粒子が互いに離れた状態で形成されていることが観察されるが、面と粒子との界面が明瞭に観察されない)ことによって確認できる。
【0031】
シリカ粒子は、被形成面に対するシリカ粒子の接触角が90°以下であるように、被形成面に接合していることが好ましい。この場合、シリカ粒子と被形成面との接触面積が大きく、シリカ粒子がより脱落しにくいという利点が得られる。なお上記接触角は、表面処理層の厚み方向断面の形態観察(例えば走査型電子顕微鏡による断面観察)において、被形成面(例えばシリカ連続皮膜層)とシリカ粒子表面とがなす接点から被形成面(例えばシリカ連続皮膜層表面、但しシリカ粒子と接している側)及びシリカ粒子表面(但し被形成面とは接していない側)のそれぞれに向かって引いた接線がなす角度として計測できる。なお、被形成面とシリカ粒子との界面が明瞭に観察されない場合には、シリカ粒子が形成されていない部分の被形成面の表面形態から外挿して該界面を仮想的に規定した上で、上記計測を行う。これらの測定においては、任意に選んだ10個のシリカ粒子による測定値の数平均値を接触角の値とする。上記接触角は、90°以下であることが好ましく、60°以下であることがより好ましく、30°以下であることが更に好ましい。被切断物と表面処理された刃物との接触面積が低減され、かつシリコーンオイルが減少しくいという、シリカ粒子の存在による利点を良好に得るという観点から、上記接触角は、5°以上であることが好ましく、10°以上であることがより好ましい。
【0032】
好ましい態様において、シリカ粒子は部分球形状(すなわち、球をある1つの面(例えば平面)で切断して得られる、球面の一部と1つの面(例えば平面)とで囲まれた形状)であることができる。上記部分球形状を与える球は概略球形状であればよい。また、部分球が2つ以上融合した形状が混在していてもよい。部分球形状は、典型的には、シリカ粒子の材料となる物質を含有する溶液又は分散液の液滴を被形成面上に形成した後、該溶液中の溶媒又は該分散液中の分散媒を除去することによって形成される形状である。部分球形状のシリカ粒子は、脱落しにくい点及び滑り性の点で特に有利である。部分球形状の存在は、表面処理層の表面形態及び断面形態を、例えば走査型電子顕微鏡によって観察することにより確認できる。
【0033】
シリカ粒子は、シリカ層の材料と同様又は異なる材料から形成できるが、典型的にはシリカ層の材料と同様の材料から形成する。好ましい具体例は前述した通りである。好ましい例としては、シリカ層形成用として、ケイ素系ポリマーを比較的高沸点の溶剤で希釈した溶液(溶剤が揮発しにくいことにより刃物表面に該溶液が広がって連続皮膜層又は島状の不連続層が形成されやすい)を用いるとともに、シリカ粒子形成用として、上記と同様のケイ素系ポリマーを比較的低沸点の溶剤で希釈した溶液(溶剤が揮発しやすいことにより該溶液の液滴から粒子が形成されやすい)を用いることが挙げられる。より具体的な例を示すと、シリカ層形成用として、パーヒドロポリシラザンのキシレン溶液(例えば20質量%溶液)を更にデカヒドロナフタレンで希釈(例えば2倍程度に)したものを用いるとともに、シリカ粒子形成用として、上記と同様のパーヒドロポリシラザンのキシレン溶液を更にキシレンで希釈(例えば2倍程度に)したものを用いることができる。
【0034】
シリカ粒子の、刃物表面に対して平行な方向での平均粒径は、好ましくは2〜100μmであり、より好ましくは5〜50μm、更に好ましくは5〜20μmである。上記平均粒径が2μm以上である場合、シリカ粒子がより脱落しにくい点で有利であり、100μm以下である場合、刃物と被切断物との接触面積を低減する効果が特に良好である点で有利である。特に、上記平均粒径が5〜20μmである場合、シリカ粒子が脱落しにくく、かつ刃物の厚みがシリカ粒子によって増大してしまうことによる切れ味の低下が抑えられるという点で有利である。また上記平均粒径が5〜20μmである場合、シリカ粒子不連続層の後述の被覆率を後述の好ましい範囲に容易に制御できる点でも有利である。なお上記の平均粒径は以下の方法で測定されるHeywood径である。
【0035】
本開示において、Heywood径は、レーザー顕微鏡又は走査型電子顕微鏡による表面処理層表面の形態観察画像から、以下の方法で算出される、真円換算での値である。すなわち、任意に選んだ領域(例えば200μm×175μm、270μm×190μm等)において観察される、長径2μm以上の対象物(具体的には粒子又は島状物)が占める総面積を、該長径2μm以上の粒子又は島状物の数で除して、粒子又は島状物1個の平均面積を算出する。次に、この平均面積が真円の面積であると仮定したときの該真円の直径(すなわちHeywood径(投影面積相当円径))を算出する。上記の算出は、市販の解析ソフト(例えばマウンテック(株)のMac View4.0等)を用いて実施できる。
【0036】
シリカ粒子の厚みは、好ましくは0.3〜2.0μm、より好ましくは0.5〜1.0μmである。厚みが0.3μm以上である場合、刃物と被切断物との接触面積を低減する効果が特に良好である点で有利であり、2.0μm以下である場合、切れ味を良好に維持できるとともにシリカ粒子がより脱落しにくい点で有利である。上記の厚みは、走査型電子顕微鏡による厚み方向断面の形態観察において、シリカ粒子の厚み(但し、粒子内での厚みの最大値)を計測することによって評価できる。値は、任意に選んだ10個のシリカ粒子の数平均値である。
【0037】
シリカ粒子不連続層は、被形成面上で互いに離れて存在できるような形成量で形成されていればよいが、好ましい例として、シリカ粒子不連続層は、表面処理層の形成領域の面積の10〜50%を覆うような形成量で形成されていることができる。上記形成量(本開示で、被覆率ともいう)が10〜50%である場合、刃物と被切断物との接触面積を低減する効果が特に良好である点で有利である。上記形成量は、15〜50%であることがより好ましく、20〜40%であることが更に好ましい。なお上記形成量は、表面処理層が形成される部位(例えばシリカ連続皮膜層が形成されている部位)の、走査型電子顕微鏡による表面形態観察において、任意に選択した観察領域にて、長径2μm以上のシリカ粒子が占める総面積を観察領域面積で除することにより評価できる。観察領域としては、例えば200μm×175μm、270μm×190μm等の領域を選ぶことができる。上記形成量は、シリカ粒子不連続層の形成時に、材料(例えば後述するケイ素系ポリマー含有液)の堆積条件(例えば、堆積時間、単位時間当たりの堆積量等)を制御することにより所望の範囲に調整できる。
【0038】
[シリコーンオイル層]
シリコーンオイル層は、シリカ粒子不連続層の上に連続して(例えばシリカ連続皮膜層及びシリカ粒子不連続層に接して)形成され、非粘着性を付与するためのトップコート層として機能する。これにより被切断物の粘着部が刃物に付着するのを防止できる。
【0039】
シリコーンオイル層を構成するシリコーンオイルとしては、ジメチルシリコーン、メチルフェニルシリコーン、メチルハイドロジェンシリコーン等のストレートシリコーン;アミノ変性シリコーン、エポキシ変性シリコーン、カルボキシル変性シリコーン等の反応性シリコーン;アルキル変性シリコーン、ポリエーテル変性シリコーン、脂肪酸変性シリコーン、メチルスチリル変性シリコーン等の非反応性シリコーン等を使用できる。なお本開示において、シリコーンオイルは、例えば剥離紙用シリコーン(例えば付加反応型及び縮合反応型の剥離紙用シリコーン)等のシリコーンオイル二次製品も包含する。中でも、ポリジメチルシロキサンは非粘着性に優れ特に有利である。
【0040】
シリコーンオイルは市販品であってもよく、また溶剤溶液の形態で使用してもよい。例えばiCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)、SH200(東レ・ダウコーニング(株)製のポリジメチルシロキサン)等は好ましく例示できる。これらは好ましくはミネラルスピリット溶液の形態で使用される。
【0041】
シリコーンオイル層の存在は、水の接触角の測定により確認できる。具体的には、表面処理された刃物の表面に水を適用して接触角を測定し、シリコーンオイルの種類に応じた固有の接触角(例えばポリジメチルシロキサンに対する水の接触角は106°である)と比較することで、シリコーンオイル層が形成されているか否かを確認できる。例えば刃物の材質に対する水の接触角の例は、SUS304:94°、鉄:81°、超硬刃:79°、アルミニウム:76°等である。また、シリカ層及びシリカ粒子不連続層に対する水の接触角の例は、シリカ(例えば後述のAZシリーズを用いる場合):79°である。従って、上記のような接触角ではなく、シリコーンオイルに対応する接触角が観測されることにより、シリコーンオイル層の存在が確認される。接触角は、例えば、接触角計(例えば協和界面科学(株)製の「ドロップマスター」)を用いて測定できる。測定条件は、例えば、液滴法、θ/2法にて、室温(20±5℃)、液滴サイズ1.5μl、滴下30秒後に測定、の条件を採用できる。
【0042】
<表面処理された刃物の製造方法>
本発明の別の態様は、刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び、該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、を含む、表面処理された刃物の製造方法を提供する。
【0043】
好ましい態様においては、シリカ粒子不連続層形成工程の前に、刃物表面の少なくとも一部にケイ素系ポリマー含有液を塗布し、次いで該ケイ素系ポリマー含有液を焼成することにより連続又は不連続のシリカ層を形成するシリカ層形成工程を更に含む。
【0044】
また、本発明の別の態様は、刃物表面の少なくとも一部に、第1のケイ素系ポリマー含有液を塗布し、次いで該第1のケイ素系ポリマー含有液を焼成することにより、シリカ層を形成する工程、該シリカ層の上に、霧状の第2のケイ素系ポリマー含有液を堆積させ、次いで該第2のケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する工程、及び該シリカ層の露出部及び該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する工程、を含む、表面処理された刃物の製造方法を提供する。
【0045】
上記のような刃物の製造方法によれば、より典型的には、前述した本発明に係る表面処理された刃物を得ることができる。なお本明細書において、ケイ素系ポリマーとは、特に、ケイ素原子を含有する重合度2以上の化合物全般を意味する。以下、本発明に係る刃物の製造理方法の各工程の好ましい例について説明する。なお以下では、シリカ層を有する態様を例に説明するが、本発明はこれに限定されない。例えば表面処理層がシリカ層を有さない場合には、下記の手順において、シリカ層の形成手順を省き、他の手順を下記と同様に行なうことができる。
【0046】
まず、刃物表面の少なくとも一部に、第1のケイ素系ポリマー含有液を塗布する。第1のケイ素系ポリマー含有液としては、例えばパーヒドロポリシラザンの有機溶媒溶液、特にパーヒドロポリシラザンの有機溶媒中の20質量%溶液を用いるのが好ましい。パーヒドロポリシラザンの数平均分子量は、好ましくは500〜4,000であり、より好ましくは700〜1,500であることができる。有機溶媒としては、活性水素を含有しない不活性有機溶媒が好ましい。不活性有機溶媒としては、ベンゼン、トルエン、キシレン、エチルベンゼン、ジエチルベンゼン、トリメチルベンゼン、トリエチルベンゼン等の芳香族炭化水素系溶媒;シクロヘキサン、シクロヘキセン、デカヒドロナフタレン、エチルシクロヘキサン、メチルシクロヘキサン、p−メンタン、ジペンテン(リモネン)、ピネン等の脂環族炭化水素系溶媒;n−ペンタン、i-ペンタン、n−ヘキサン、i−ヘキサン、n−ヘプタン、i−ヘプタン、n−オクタン、i−オクタン、n−ノナン、i−ノナン、n−デカン、i−デカン等の飽和炭化水素化合物、ジプロピルエーテル、ジブチルエーテル等のエーテル系溶媒;メチルイソブチルケトン等のケトン系溶媒;プロピレングリコールモノメチルエーテルアセテート等のエステル系溶媒等が挙げられる。
【0047】
これらの溶媒を使用する場合、パーヒドロポリシラザンの溶解度及び溶媒の蒸発速度を調節するために、2種類以上の溶剤を混合してもよい。
【0048】
第1のケイ素系ポリマー含有液の塗布方法は特に限定されず、例えばスプレー塗装法等により実施できる。又は、第1のケイ素系ポリマー含有液が霧状状態で浮遊している雰囲気中に刃物を曝露することによって、刃物表面上に第1のケイ素系ポリマー含有液を堆積させてもよい。塗布は複数回繰り返してもよい。第1のケイ素系ポリマー含有液においては、例えば上記のような塗布方法によって刃物表面に均一に濡れ広がることができるよう粘度、刃物表面に対する濡れ性等が適宜調整される。
【0049】
次いで該第1のケイ素系ポリマー含有液を焼成することにより、シリカ層を形成する。焼成条件としては、例えば焼成温度80〜200℃、及び焼成時間5分〜60分を好ましく例示できる。焼成は、水分及び酸素を供給する観点から大気中で行うことが好ましい。ケイ素系ポリマー含有液を塗布して大気中で焼成すると、大気中の水分及び酸素と反応して高純度シリカが得られる。例えば、パーヒドロポリシラザンの場合、450℃で焼成するとアモルファス状態のシリカSiO2が得られる。その反応式は次の通りである。
‐SiH2NH‐ + O2 → SiO2 + NH3
‐SiH2NH‐ + 2H2O → SiO2 + NH3+2H2
このときの焼成時の雰囲気ガスを分析すれば、アンモニア及び水素の生成を確認できる。
【0050】
シリカが形成されたことは、例えば赤外吸収スペクトル分析においてSi−Oの吸収が見られるとともにシリカ以外の成分に由来する吸収が消失していることによって確認できる。
【0051】
次に、シリカ層の上に、霧状の第2のケイ素系ポリマー含有液を堆積させる。シリカ層の上に第2のケイ素系ポリマー含有液を堆積させる方法としては、スプレー塗装法、及び、第2のケイ素系ポリマー含有液が霧状状態で浮遊している雰囲気中に刃物を曝露する方法等が挙げられる。堆積は複数回繰り返してもよい。第2のケイ素系ポリマー含有液においては、例えば上記のような方法によってシリカ層上に所望サイズの液滴を形成できるよう粘度、刃物表面に対する濡れ性等が適宜調整される。第2のケイ素系ポリマーの好ましい具体例は、上述した第1のケイ素系ポリマーと同様である。特に、第1のケイ素系ポリマー含有液及び第2のケイ素系ポリマー含有液が、ともにパーヒドロポリシラザンの有機溶媒溶液であることが好ましい。この場合シリカ粒子がより脱落しにくい点で有利である。またこのときのパーヒドロポリシラザンの数平均分子量は、500〜4,000であることが好ましく、700〜1,500であることが特に好ましい。第2のケイ素系ポリマー含有液の霧化状態での噴霧は、例えば渦流霧化スプレーガンを用いて実施できる。
【0052】
第2のケイ素系ポリマー含有液を霧化状態でシリカ層上に堆積させることにより、所望のシリカ粒子径を与えるような径を有する液滴をシリカ層上に均等に形成できる。
【0053】
第2のケイ素系ポリマー含有液が霧化状態で浮遊している雰囲気中にシリカ層を曝露する場合には、例えば、シリカ層を上向きに保持し、これを第2のケイ素系ポリマー含有液の霧化雰囲気に曝すことが好ましい。この場合、霧化状態で雰囲気中に分散浮遊している第2のケイ素系ポリマー含有液の液滴が自然落下してシリカ層に付着し、シリカ層に対する液滴の濡れ性に応じて、シリカ層上に扁平な液滴が形成されるため、扁平なシリカ粒子を形成する上で有利である。
【0054】
次に、第2のケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する。焼成により扁平形状のシリカ粒子を確実に形成できる。焼成条件としては、例えば焼成温度80〜200℃、及び焼成時間5分〜60分を好ましく例示できる。
【0055】
次いで、シリカ層の露出部(すなわち、シリカ粒子不連続層が形成されなかった部分)及び該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する。所定量のシリコーンオイルを刃物上に垂らし、ウエスで塗り広げる方法、スプレー塗装法等により、シリコーンオイルを塗布できる。上記塗布の後には任意に乾燥工程を設けてもよい。乾燥工程は、典型的にはシリコーンオイルの溶剤溶液を用いてシリコーンオイル層を形成する場合に、溶剤を揮散させる目的で行う。
【0056】
以上の手順により、表面処理された刃物の製造方法を実施できる。
【実施例】
【0057】
以下に、実施例及び比較例によって本発明の具体的な態様を更に説明するが、本発明は以下の実施例に限定されない。なお以下で、第1層とはシリカ層、第2層とはシリカ粒子不連続層、及び第3層とはシリコーンオイル層をそれぞれ意味する。また以下の各表の表面処理層の欄において、「1」はシリカ層、「2」はシリカ粒子不連続層、そして「3」はシリコーンオイル層を意味する。
【0058】
[実施例1−1及び1−2、並びに比較例1−1〜1−2]
<表面処理された刃物の作製>
【0059】
[実施例1-1]
高速度工具鋼SKH51基材の刃物の一方の表面に、AZ NL110A(AZエレクトロニックマテリアルズ(株)製)の20質量%溶液(溶媒:キシレン)を等質量のデカヒドロナフタレンで希釈した溶液を噴霧した。噴霧後に150℃で60分間焼成した。これによりシリカ連続皮膜層を形成した。続いて刃物の他方の表面にも上記と同様の手順でシリカ連続皮膜層を形成した。
【0060】
続いて、シリカ連続皮膜層が形成された刃物を、縦約50cm、横約50cm、高さ約40cmのアクリル樹脂製ボックス内にセットし、ボックス内上部にAZ NL110Aの20質量%溶液(溶媒:キシレン)を等質量のキシレンで希釈した液を渦流霧化スプレーガンを用いてスプレーし、霧化状態の液滴の自然落下によって、シリカ連続皮膜層が形成された刃物表面上に付着させた。その後、150℃で60分間の焼成を行い、シリカ粒子不連続層を形成した。続いて刃物の他方の表面にも上記と同様の手順でシリカ粒子不連続層を形成した。
【0061】
続いて、シリカ連続皮膜層及びシリカ粒子不連続層が形成された刃物の両表面上に、iCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)の固形分7.5質量%のミネラルスピリット溶液を垂らし、ウエスで広げることによって塗布した。続いて、150℃で30分間加熱して溶剤を揮散させて、シリコーンオイル層を形成した。
【0062】
以上により、表面処理された刃物を作製した。刃物につき、以下の特性評価を行った。
【0063】
<特性評価>
(1)シリカ連続皮膜層の厚み
走査型電子顕微鏡((株)日立ハイテクフィールディング製S−4800)による刃物断面の形態観察画像からシリカ連続皮膜層の厚みを測定したところ、1μmであった。
【0064】
(2)シリカ粒子不連続層
(i)シリカ粒子の分布状態
上述の走査型電子顕微鏡を用いて、表面処理された刃物の表面及び厚み方向断面の形態を観察した。図1は、実施例1-1で作製した、表面処理された刃物の表面形態を示す走査型電子顕微鏡画像であり、図2は、実施例1-1で作製した、表面処理された刃物の厚み方向断面形態を示す走査型電子顕微鏡画像である。これらの画像から、シリカ粒子が、互いに分離した状態でシリカ連続皮膜層上に分布していることが確認された。
【0065】
(ii)刃物表面に対して平行な方向でのシリカ粒子の平均粒径
上述の走査型電子顕微鏡(SEM)により、刃物表面の形態観察画像から求められるシリカ粒子の平均粒径は、真円換算で10μmであった。なお、上記の真円換算での平均粒径は以下のようにして求めた。すなわち、刃物表面の形態観察画像の200μm×175μmの視野にて、長径2μm未満の粒子は無視した上で、シリカ粒子が占める総面積をシリカ粒子数で除して、シリカ粒子1個の平均面積を算出した。次に、この平均面積が真円の面積であると仮定したときの該真円の直径を算出した。得られた直径の値を、シリカ粒子の、刃物表面に対して平行な方向での平均粒径として採用した。
【0066】
(iii)シリカ粒子の厚み
上述の走査型電子顕微鏡を用い、刃物断面の形態観察画像からシリカ粒子の厚み(粒子内での厚みの最大値)を求めたところ、10個の粒子の数平均値で1μmであった。
(iv)シリカ粒子不連続層の形成量
シリカ連続皮膜層が形成されている部位の、走査型電子顕微鏡による表面形態観察において、200μm×175μmの視野にて、長径2μm未満の粒子は無視した上で、シリカ粒子部分の総面積を視野の総面積で除することにより、シリカ粒子不連続層の被覆率を算出したところ、25%であった。
【0067】
(3)接触角
上述の走査型電子顕微鏡による断面形態画像において、シリカ連続皮膜層表面とシリカ粒子表面とがなす接点からシリカ連続皮膜層表面(但しシリカ粒子と接している側)及びシリカ粒子表面(但しシリカ連続皮膜層とは接していない側)のそれぞれに向かって引いた接線がなす角度(すなわち接触角)を求めた。
【0068】
10個のシリカ粒子の数平均値を求めたところ、22°であった。
【0069】
[実施例1−2]
シリカ連続皮膜層を形成しない他は実施例1-1と同様の手順で、実施例1-1と同様のシリカ粒子不連続層及びシリコーンオイル層が形成された表面処理刃物を作製した。
【0070】
[比較例1-1]
実施例1-1と同様の刃物の表面に、実施例1-1と同様の方法でシリコーンオイルを塗布することにより、実施例1-1と同様のシリコーンオイル層が形成された表面処理刃物を作製した。
【0071】
[比較例1-2]
シリカ粒子不連続層を形成しない他は実施例1-1と同様の手順で、実施例1-1と同様のシリカ連続皮膜層及びシリコーンオイル層が形成された表面処理刃物を作製した。
【0072】
実施例及び比較例における表面処理層の構成を表1に示す。
【0073】
<表面処理された刃物の性能評価>
(1)滑り性の持続性
(a)往復摩擦試験(ナイロンボール)
摩擦摩耗試験機(新東科学(株)製 14FW)を用いて、表面処理された刃物の表面の動摩擦係数を測定した。ナイロンボールで垂直荷重:100gf、摩擦速度:100mm/秒、ストローク:30mm、1往復を1回として試料表面を往復摩擦して、動摩擦係数μkを測定し、μkが0.2を超えるまでの摩擦回数をカウントした。μkが0.2を超えるまでの往復摩擦回数(回)を表2に示す。
【0074】
(b)往復摩擦試験(紙ワイパー)
摩擦摩耗試験機(新東科学(株)製 14FW)を用いて、表面処理された刃物の表面の動摩擦係数を測定した。摩擦摩耗試験機用のアルミニウム製圧子に両面テープで紙ワイパー(日本製紙クレシア(株)製 ケイドライ132−5)を幅20mmで貼り付けた。以下の条件にて、紙ワイパー部で試料表面を往復摩擦した。以下の各往復回数の摩擦が終了した時点での動摩擦係数を表2に示す。なお表2中、測定中止とは、動摩擦係数が過度に大きくなり装置が停止したために測定を中止したことを示す。
荷重:500gf
往復ストローク:50mm
摩擦速度:100mm/秒
往復回数:500回、1000回、1500回、及び2000回
紙ワイパーの擦り切れによる測定誤差を低減するため、往復回数500回につき少なくとも1回は紙ワイパーを新しいものに交換した。
【0075】
(2)非粘着性の持続性(剥離試験)
上記(1)(b)の紙ワイパーによる往復摩擦試験を行った後の刃物表面につき、以下の方法で剥離試験を行った。上記の往復摩擦試験後の刃物表面に、幅8mmの粘着テープ(日東電工(株)製 PET粘着テープNo.31D)を、自重2kgのハンドローラーを用いて5往復で圧着した。圧着後20分間静置した後、引張試験機を用いて、粘着テープを長さ方向に180°剥離した。粘着テープの剥離開始位置を0mmとしたときのテープ長さ方向20〜60mmの範囲の位置で、接着剥離強さの平均荷重(N/8mm)を求めた。測定条件は以下の通りである。測定結果を表3に示す。
試験機:インストロン万能試験機 5582型
クロスヘッドスピード:300mm/分
試験温湿度:23℃、50%RH
【0076】
【表1】
【0077】
【表2】
【0078】
【表3】
【0079】
表2及び表3に示す結果から分かるように、シリカ連続皮膜層及びシリカ粒子不連続層をいずれも欠く比較例1-1、並びにシリカ粒子不連続層を欠く比較例1-2に対し、本発明例である実施例1-1及び1−2においては、往復摩擦試験及び剥離試験の結果がいずれも顕著に改善している。比較例1-1ではシリコーンオイル層と刃物との密着性が悪かったために、そして比較例1-2では表面処理層と被切断物との接触面積及び接触圧が大きかったために、いずれの場合にも被切断物への移行によるシリコーンオイル層の減少を防止できず、良好な非粘着性の持続性と良好な滑り性の持続性とをともに実現することができなかった。これに対し、シリカ粒子不連続層及びシリコーンオイル層を有する表面処理層により、実施例1−1及び1−2においては、非粘着性の持続性と滑り性の持続性とをともに良好に実現できた。これは、シリカ粒子不連続層の寄与により、シリコーンオイルが徐々にしか減少しなかったためと考えられる。特に実施例1-1においては、シリカ連続皮膜層、シリカ粒子不連続層及びシリコーンオイル層を有する表面処理層により、非粘着性の持続性と滑り性の持続性とを特に良好に実現できた。
【0080】
[実施例1−3]
コバルト−タングステン系超硬合金刃の一方の表面に、AZ NL110A(AZエレクトロニックマテリアルズ(株)製)の20質量%溶液(溶媒:キシレン)を等質量のデカヒドロナフタレンで希釈した溶液を噴霧した。噴霧後に150℃で60分間焼成した。これによりシリカ層を形成した。続いて刃物の他方の表面にも上記と同様の手順でシリカ層を形成した。続いて、シリカ層が形成された刃物を、縦約50cm、横約50cm、高さ約40cmのアクリル樹脂製ボックス内にセットし、ボックス内上部にAZ NL110Aの20質量%溶液(溶媒:キシレン)を等質量のキシレンで希釈した液を渦流霧化スプレーガンを用いてスプレーし、霧化状態の液滴の自然落下によって、シリカ層が形成された刃物の該一方の表面上に付着させた。その後、150℃で60分間の焼成を行い、シリカ粒子不連続層を形成した。続いて刃物の該他方の表面にも上記と同様の手順でシリカ粒子不連続層を形成した。続いて、上記でシリカ層及びシリカ粒子不連続層が形成された刃物の両表面上に、iCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)の固形分7.5質量%のミネラルスピリット溶液を垂らし、ウエスで広げることによって塗布した。続いて、150℃で30分間加熱して溶剤を揮散させて、シリコーンオイル層を形成した。以上により、表面処理された刃物を作製した。なお得られた表面処理済の刃物について、シリコーンオイルを塗布した部分における水の接触角を測定したところ106°であり、シリコーンオイル層の存在が確認された。接触角は、接触角計(協和界面科学(株)製の「ドロップマスター」)を用い、液滴法、θ/2法にて、室温(20±5℃)、液滴サイズ1.5μl、滴下30秒後に測定、の条件にて測定した。
【0081】
図3は、実施例1−3で作製した、表面処理された刃物の厚み方向断面形態の走査型電子顕微鏡画像を示す図である。撮影には、走査型電子顕微鏡((株)日立製作所製SU−70)を用いた。シリカ層とシリカ粒子不連続層との境界は明瞭でないが、シリカ粒子が互いに分離して分布していると思われる形態が観察された。一方、上記の走査型電子顕微鏡を用いて撮影した断面形態画像において、シリカ層の表面に対するシリカ粒子の接触角を以下のように求めた。シリカ層とシリカ粒子との界面を、シリカ粒子が形成されていない部分のシリカ層の表面形態から外挿して仮想した。画像上の、シリカ層表面とシリカ粒子表面とがなす接点からシリカ層表面(但しシリカ粒子と接している側)及びシリカ粒子表面(但しシリカ層とは接していない側)のそれぞれに向かって引いた接線がなす角度を、接触角として求めた。10個のシリカ粒子の数平均値を求めたところ、14°であった。
【0082】
[実験例2−1〜2−12、実施例2−13〜2−19、比較実験例2−1〜2−2、及び比較例2−3〜2−5]
各例において形成した表面処理層の詳細を表4に示す。試験項目に応じた後述の基材の各々に対して各表面処理層を以下の方法で形成した。
表面処理層ASは、未処理(表面処理層なし)を意味する。
表面処理層1は、基材上に以下の方法でシリコーンオイル層を形成して得た。
表面処理層2は、基材上に以下の方法でシリカ層、次いでシリコーンオイル層を形成して得た。
表面処理層3は、基材上に以下の方法でシリカ粒子不連続層、次いでシリコーンオイル層を形成して得た。
表面処理層4〜16、及び7Bは、基材上に以下の方法でシリカ層、シリカ粒子不連続層及びシリコーンオイル層をこの順で形成して得た。
基材として、シリカ粒子不連続層の被覆率及びシリカ粒子の粒子径の測定用には、市販のソーダ石灰シリカガラス製のフロート板ガラス(一方の表面に表面処理層を形成した)を用い、剥離強度及び摩擦係数、並びに非粘着性寿命の測定用には市販のSUS304(一方の表面に表面処理層を形成した)を用い、そして本多式切味試験用にはオルファ株式会社製のカッター替刃(大)(両表面に表面処理層を形成した)を用いた。両表面に表面処理層を形成する場合には、以下のいずれかの手順を用いた。
(1)両表面に一度にシリコーンオイル層を形成(シリコーンオイル層のみ形成する例)。
(2)一方の表面にシリカ層を形成→他方の表面にシリカ層を形成→両表面に一度にシリコーンオイル層を形成(シリカ層及びシリコーンオイル層を形成する例)。
(3)一方の表面にシリカ粒子不連続層を形成→他方の表面にシリカ粒子不連続層を形成→両表面に一度にシリコーンオイル層を形成(シリカ粒子不連続層及びシリコーンオイル層を形成する例)。
(4)一方の表面にシリカ層を形成→他方の表面にシリカ層を形成→該一方の表面にシリカ粒子不連続層を形成→該他方の表面にシリカ粒子不連続層を形成→両表面に一度にシリコーンオイル層を形成(シリカ層、シリカ粒子不連続層及びシリコーンオイル層を形成する例)。
【0083】
シリカ層の形成
基材上に、AZ NL110A(AZエレクトロニックマテリアルズ(株)製)の20質量%溶液(溶媒:キシレン)を等質量のデカヒドロナフタレンで希釈した溶液を噴霧した。噴霧後に150℃で60分間焼成した。これによりシリカ層を形成した。
【0084】
シリカ粒子不連続層の形成
基材(各例における表面処理層の構成に応じ、シリカ層が形成されたもの、又は形成されていないもの)を、縦約50cm、横約50cm、高さ約40cmのアクリル樹脂製ボックス内にセットし、ボックス内上部にAZ NL110Aの20質量%溶液(溶媒:キシレン)を等質量のキシレンで希釈した液を渦流霧化スプレーガンを用いてスプレーし、霧化状態の液滴の自然落下によって、基材上に付着させた。その後、150℃で60分間の焼成を行い、シリカ粒子不連続層を形成した。このとき、スプレーガンのスプレーノズルからの液吐出量を変えることによって、シリカ粒子不連続層の被覆率を調整した。
【0085】
シリコーンオイル層の形成
基材(各例における表面処理層の構成に応じ、シリカ層及び/若しくはシリカ粒子不連続層が形成されたもの、又はこれらが形成されていないもの)に、iCotz Mould Guard MG(Inspiraz Technology Pte Ltd.より入手可能なポリジメチルシロキサン)の固形分7.5質量%のミネラルスピリット溶液を垂らし、ウエスで広げることによって塗布した。続いて、150℃で30分間加熱して溶剤を揮散させて、シリコーンオイル層を形成した。
【0086】
なお表面処理層7Bについては、前述のiCotz Mould Guard MGのミネラルスピリット溶液に代えて東レ・ダウコーニング(株)製のポリジメチルシロキサン(商品名SH200、粘度100万cSt)の固形分7.5質量%のミネラルスピリット溶液を用いた。
【0087】
以上により作製した試料につき、以下の特性評価を行った。
【0088】
<特性評価>
(1)シリカ粒子不連続層の被覆率及びシリカ粒子の平均粒径
レーザー顕微鏡((株)キーエンス製、VK−8500)を用い、400倍にて光量画像視野270μm×190μmで試料表面を撮影した。得られた画像に基づき、マウンテック(株)のMac View4.0画像解析ソフトを用いて、シリカ粒子不連続層の被覆率及びシリカ粒子の粒子径を測定した。測定においては、長径2μm未満の粒子を無視した上で粒子を検出し、上記視野面積に占める粒子合計面積を被覆率とし、平均粒径をHeywood径(投影面積円相当径)として求めた。図4、図5及び図6は、それぞれ表面処理層2、表面処理層3及び表面処理層14を有する試料のレーザー顕微鏡画像を示す図である。各図の左下に示されるように、270μm×190μmの部位で被覆率及び平均粒径を算出した。各試料についての測定結果を表4に示す。
【0089】
【表4】
【0090】
<表面処理された試料の性能評価>
(1)非粘着性の耐久性(剥離強度及び摩擦係数)
(i)往復摩擦試験(ポリエステルフィルム)
摩擦摩耗試験機(新東科学(株)製 14FW)を用いて、表面処理された試料の表面の動摩擦係数を測定した。摩擦摩耗試験機用のアルミニウム製圧子に両面テープでポリエステルフィルム(東レ(株)製ルミラー、厚み50μm)を幅20mmで貼り付けた。以下の条件にて、ポリエステルフィルム部で試料表面を往復摩擦した。以下の各往復回数の摩擦が終了した時点での動摩擦係数を表5〜7中に「0回」として示す。
荷重:500gf
往復ストローク:20mm
摩擦速度:100mm/秒
往復回数:50回
試験温湿度:18〜22℃、30〜60%RH
(ii)剥離試験
上記(i)のポリエステルフィルムによる往復摩擦試験を行った後の試料の表面につき、以下の方法で剥離試験を行った。上記の往復摩擦試験後の試料の表面に、幅8mmの粘着テープ(日東電工(株)製 PET粘着テープNo.31D)を、自重2kgのハンドローラーを用いて5往復で圧着した。圧着後20分間静置した後、引張試験機を用いて、粘着テープを長さ方向に180°剥離した。粘着テープの剥離開始位置を0mmとしたときのテープ長さ方向10〜25mmの範囲の位置で、接着剥離強さの平均荷重(N/8mm)を求めた。測定条件は以下の通りである。
試験機:インストロン万能試験機 5582型
クロスヘッドスピード:300mm/分
試験温湿度:23℃、50%RH
(iii)往復摩擦試験
上記(ii)の剥離試験の後、往復摩擦試験機(専用設計)により、上記(i)と同じ押付け圧子にポリエステルフィルムを貼り付け、試料表面を20,000回摩擦した。
荷重:500gf
往復ストローク:20mm
摩擦速度:133mm/秒
往復回数:20,000回
試験温湿度:23℃、50%RH
上記(i)、(ii)及び(iii)の手順を、剥離強度が2回連続で0.5N/8mm以上になるか、又は(iii)における往復摩擦回数が通算100,000回になるまで繰り返して、剥離強度と摩擦係数とを測定した。なお、(i)及び(iii)の摩擦試験の開始時には、新しいポリエステルフィルムを貼り付けた。
【0091】
表5〜7に示す試料について剥離強度及び摩擦係数を測定した。シリカ層及びシリカ粒子不連続層の有無の影響を調べた結果を表5に示す。シリカ層、シリカ粒子不連続層及びシリコーンオイル層を有する試料について、シリカ粒子不連続層の被覆率の影響を調べた結果を表6に示す。また、シリコーンオイル種を変えることの影響を調べた結果を表7に示す。
【0092】
【表5】
【0093】
【表6】
【0094】
【表7】
【0095】
表5に示すように、シリカ粒子不連続層を有さない比較実験例2−1及び2−2では、非粘着性の低下が早く、摩擦回数40,000回で剥離強度が0.5N/8mm以上となり、60,000回までで測定が終了された。一方、シリカ粒子不連続層を有する実験例2−1及び2−2では、比較実験例2−1及び2−2と比べて非粘着性の低下が顕著に小さかった。これらの結果から、非粘着性の耐久性を維持するためにはシリカ粒子不連続層の寄与が大きいことが確認された。
【0096】
また、シリカ層を有さない実験例2−1と、シリカ層を有する実験例2−2とを比較すると、シリカ層を有する例では摩擦係数がフィルム摩擦回数に応じて徐々に高くなるのに対し、シリカ層を有さない例では試験途中で摩擦係数が一旦若干低くなった。また、摩擦係数、剥離強度ともに、シリカ層を有する例の方がばらつきが小さかった。これらの結果から、シリカ層の存在は、非粘着性の性能安定性及び耐久性の点で有利に働くことが確認された。
【0097】
表6に示す結果から、被覆率が10%未満である実験例2−3及び2−4、並びに被覆率が50%を超える実験例2−10及び2−11と比べ、実験例2−5〜2−9、特に実験例2−6〜2−9では非粘着性の性能安定性及び耐久性がより良好である傾向が見られた。
【0098】
表7に示す結果から、実験例2−12と、例えば実験例2−12とシリカ粒子の被覆率及び粒子径が近い実験例2−6との比較により、シリコーンオイル種を変えた場合にも非粘着性の耐久性が良好に得られることが確認された。
【0099】
(2)本多式切味試験
表8に示す試料について、本多式切味試験機にて以下の項目を評価した。
【0100】
日東電工(株)製のポリエステル粘着テープ(No.31D 8mm幅×50m巻き)(ポリエチレンテレフタレートフィルム25μm厚/ゴム糊28μm厚、総厚53μmである)を周方向にて6等分し、紙管をほぼ取り除いて、テープ束厚み約9mmの被切断物(以下、テープ片ともいう)を作製した。本多式切味試験機の作動条件は以下の通りである。
荷重:2kg
往復ストローク:20mm
移動速度:3秒/1往復(13.33mm/秒)
テープ片1束を試験機にセットし、これを完全に切断するのに要する刃物往復回数を記録した。テープ片を交換しながらこれを繰り返し、完全切断に要する刃物往復回数が、150往復未満から2束連続で150往復以上に上昇するか、又は150往復未満から一度に200往復以上に上昇するまで測定を続行した。
【0101】
「閾値直前までの合計切断束数」は、完全切断に要する刃物往復回数として150往復以上が連続2束続いた場合の1束目までの合計切断束数、又は、150往復未満から一度に200往復以上になった場合の200往復直前の束までの合計切断束数である。
【0102】
上記試験後の刃物試料をデジタルカメラで撮影した。各試料につき、横700μm×縦525μmの視野において最も糊の付着が顕著である部分について、以下の基準で糊の付着有無を判定した。なお、刃物の切削側端辺と平行の方向を上記の横方向とした。
○:糊の付着範囲が、視野の幅方向の50%未満である。
△:糊の付着範囲が、視野の幅方向の50%以上100%未満である。
×:糊の付着範囲が、視野の幅方向の100%である(すなわち糊が視野の幅方向全体に亘って付着している)。
【0103】
【表8】
【0104】
表8に示す結果から、各比較例においては試験後の試料において糊の付着が顕著であったのに対し、各実施例においては、糊の付着が低減されており、かつ合計切断束数の値がいずれも良好であった。これらの結果から、各実施例においては切味の持続性が良好であることが分かる。
【産業上の利用可能性】
【0105】
本発明に係る表面処理された刃物は、電極材料、光学用フィルム、医療用のテープ及び粘着剤等、幅広い分野において使用される種々の粘着性成形物を切断するために好適である。
【特許請求の範囲】
【請求項1】
刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、
該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物。
【請求項2】
該表面処理層が、該刃物表面に接する連続又は不連続のシリカ層を更に有し、
該シリカ層は該シリカ粒子被形成面の少なくとも一部を構成している、請求項1に記載の表面処理された刃物。
【請求項3】
刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、刃物表面に接するシリカ層、該シリカ層に接するシリカ粒子不連続層、並びに、該シリカ層及び該シリカ粒子不連続層に接するシリコーンオイル層を少なくとも有し、
該シリカ層がシリカ連続皮膜層であり、
該シリカ粒子不連続層は、シリカ粒子被形成面を与える該シリカ層と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されている、表面処理された刃物。
【請求項4】
該シリカ粒子が、該シリカ粒子被形成面に対する該シリカ粒子の接触角が90°以下であるように該シリカ粒子被形成面に接している、請求項1〜3のいずれか1項に記載の表面処理された刃物。
【請求項5】
該シリカ粒子の、刃物表面に対して平行な方向での平均粒径が、5〜20μmである、請求項1〜4のいずれか1項に記載の表面処理された刃物。
【請求項6】
該シリカ粒子の厚みが、0.3〜2.0μmである、請求項1〜5のいずれか1項に記載の表面処理された刃物。
【請求項7】
該シリカ粒子不連続層が、該表面処理層の表面の面積の10〜50%を覆う量で形成されている、請求項1〜6のいずれか1項に記載の表面処理された刃物。
【請求項8】
該シリカ層の厚みが、0.1〜2.0μmである、請求項2又は3に記載の表面処理された刃物。
【請求項9】
刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
【請求項10】
請求項1〜8のいずれか1項に記載の表面処理された刃物の製造方法であって、
刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
【請求項11】
該シリカ粒子不連続層形成工程の前に、刃物表面の少なくとも一部にケイ素系ポリマー含有液を塗布し、次いで該ケイ素系ポリマー含有液を焼成することにより連続又は不連続のシリカ層を形成するシリカ層形成工程を更に含む、請求項9又は10に記載の表面処理された刃物の製造方法。
【請求項12】
該ケイ素系ポリマー含有液が、パーヒドロポリシラザンの有機溶媒溶液である、請求項9〜11のいずれか1項に記載の表面処理された刃物の製造方法。
【請求項13】
該パーヒドロポリシラザンの数平均分子量が、500〜4,000である、請求項12に記載の表面処理された刃物の製造方法。
【請求項1】
刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、シリカ粒子不連続層及びシリコーンオイル層を少なくとも有し、
該シリカ粒子不連続層は、シリカ粒子被形成面と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されており、かつ該シリカ粒子不連続層は該刃物表面と該シリコーンオイル層との間に存在している、表面処理された刃物。
【請求項2】
該表面処理層が、該刃物表面に接する連続又は不連続のシリカ層を更に有し、
該シリカ層は該シリカ粒子被形成面の少なくとも一部を構成している、請求項1に記載の表面処理された刃物。
【請求項3】
刃物表面の少なくとも一部に表面処理層を有する、表面処理された刃物であって、
該表面処理層は、刃物表面に接するシリカ層、該シリカ層に接するシリカ粒子不連続層、並びに、該シリカ層及び該シリカ粒子不連続層に接するシリコーンオイル層を少なくとも有し、
該シリカ層がシリカ連続皮膜層であり、
該シリカ粒子不連続層は、シリカ粒子被形成面を与える該シリカ層と面状に接して形成されたシリカ粒子が互いに分離した状態で分布することによって形成されている、表面処理された刃物。
【請求項4】
該シリカ粒子が、該シリカ粒子被形成面に対する該シリカ粒子の接触角が90°以下であるように該シリカ粒子被形成面に接している、請求項1〜3のいずれか1項に記載の表面処理された刃物。
【請求項5】
該シリカ粒子の、刃物表面に対して平行な方向での平均粒径が、5〜20μmである、請求項1〜4のいずれか1項に記載の表面処理された刃物。
【請求項6】
該シリカ粒子の厚みが、0.3〜2.0μmである、請求項1〜5のいずれか1項に記載の表面処理された刃物。
【請求項7】
該シリカ粒子不連続層が、該表面処理層の表面の面積の10〜50%を覆う量で形成されている、請求項1〜6のいずれか1項に記載の表面処理された刃物。
【請求項8】
該シリカ層の厚みが、0.1〜2.0μmである、請求項2又は3に記載の表面処理された刃物。
【請求項9】
刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
【請求項10】
請求項1〜8のいずれか1項に記載の表面処理された刃物の製造方法であって、
刃物表面の少なくとも一部に、霧状のケイ素系ポリマー含有液を堆積させ、次いで該ケイ素系ポリマー含有液を焼成することにより、シリカ粒子不連続層を形成する、シリカ粒子不連続層形成工程、及び
該シリカ粒子不連続層の上に、シリコーンオイルを塗布することによってシリコーンオイル層を形成する、シリコーンオイル層形成工程、
を含む、表面処理された刃物の製造方法。
【請求項11】
該シリカ粒子不連続層形成工程の前に、刃物表面の少なくとも一部にケイ素系ポリマー含有液を塗布し、次いで該ケイ素系ポリマー含有液を焼成することにより連続又は不連続のシリカ層を形成するシリカ層形成工程を更に含む、請求項9又は10に記載の表面処理された刃物の製造方法。
【請求項12】
該ケイ素系ポリマー含有液が、パーヒドロポリシラザンの有機溶媒溶液である、請求項9〜11のいずれか1項に記載の表面処理された刃物の製造方法。
【請求項13】
該パーヒドロポリシラザンの数平均分子量が、500〜4,000である、請求項12に記載の表面処理された刃物の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−18112(P2013−18112A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2012−134825(P2012−134825)
【出願日】平成24年6月14日(2012.6.14)
【出願人】(000227456)日東商事株式会社 (4)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成24年6月14日(2012.6.14)
【出願人】(000227456)日東商事株式会社 (4)
【Fターム(参考)】
[ Back to top ]