
表面処理のマスキング方法およびそれを用いたスクロール部品
【課題】加工の手間や管理が煩雑にならず、押し忘れやスタンプインクに含有される成分の潤滑油への影響等の問題がおこらない表面処理種類識別マーク付加が可能なマスキング方法を提供する。
【解決手段】ワーク部品の表面処理不要面をマスキング治具7で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具7の少なくとも1箇所に孔部9を設けることで、ワーク部品の表面処理と同時に識別マークを付けることができるので、識別マークの付け忘れがなく、また、表面処理前のワーク部品を共用することができ、識別マークの加工工程は不要となる。
【解決手段】ワーク部品の表面処理不要面をマスキング治具7で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具7の少なくとも1箇所に孔部9を設けることで、ワーク部品の表面処理と同時に識別マークを付けることができるので、識別マークの付け忘れがなく、また、表面処理前のワーク部品を共用することができ、識別マークの加工工程は不要となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面処理のマスキング方法およびそれを用いたスクロール部品に関するものである。
【背景技術】
【0002】
従来より、代表的な圧縮機の一つとしてスクロール式があり、その構造および原理は広く知られている。
【0003】
中でも、電動機をインバータ方式で駆動させる可変速スクロール圧縮機では、その駆動部の一つである旋回スクロールの材質として、高速運転時の圧縮機構部の負荷や圧縮機自体の振動を低減する目的により、アルミニウム合金を用いるものが多く知られている。
【0004】
さらに、近年、二酸化炭素などの自然冷媒を用いるスクロール圧縮機が実用化されてきているが、従来のR410aなどの冷媒に比べて負荷が高くなるために、耐焼き付き性を向上する目的で、旋回スクロールの摺動面に表面処理が行われているものがあり、その一つとしてアルマイト皮膜処理を行う技術が開示されている(例えば、特許文献1参照)。
【0005】
上記従来の旋回スクロールを図5に示す。
【0006】
旋回スクロール1は、鏡板2の上に渦巻ラップ3を形成するとともに、その反対面に偏心軸支持部4を設けている。渦巻ラップ3は、固定スクロール(図示せず)と噛み合わさって圧縮室を形成しているとともに、偏心軸支持部4には、軸受部材5が圧入嵌合されており、偏心軸を有するクランク軸の偏心軸(図示せず)からの駆動力を伝達している。また、鏡板2には、キー溝部6が設けられており、オルダムリングのキー部(図示せず)が摺動自在に勘合されており、旋回スクロール1が回転を伴わない公転運動をするように拘束している。このような主要構成により、冷媒を圧縮している。
【0007】
旋回スクロール1は、圧縮機の高速運転時の圧縮機構部の負荷や圧縮機自体の振動を低減する目的により、その材質にアルミニウム合金を用いており、さらに、耐焼き付き性を向上するために、その表面にアルマイト皮膜処理が行われている。ここで、軸受部材5は、樹脂を主体とする材質が用いられているため、この軸受部材5の表面にはアルマイト皮膜処理は行わないようにする必要がある。そのため、図6に示すように、旋回スクロール1のアルマイト皮膜処理時に、マスキング治具7を、他部品と摺動しない前記偏心軸支持部4の外周を覆うようにかぶせてアルマイト皮膜処理を行う。アルマイト皮膜処理後に、マスキング治具7を取ると、表面処理境界線13を境に表面処理される面とされない面とが現れる。
【0008】
ここで、アルマイト皮膜処理業者違いや、旋回スクロール1の仕様に応じて処理条件の異なったアルマイト皮膜処理を行うような場合、旋回スクロール1にその識別マークが必要となる。その方法として、例えば、アルマイト皮膜処理前の旋回スクロールの非摺動面に識別用の小孔8を設けておく等の方法が考えられる。
【特許文献1】特開2005−16334号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら上記のようにアルマイト皮膜処理前の旋回スクロールに識別マークを予めつけておく場合、アルマイト皮膜処理の種類ごとに旋回スクロールに識別マークを追加し
て、区別して準備しなければならず、識別マーク加工の手間や管理が煩雑になるという課題があった。
【0010】
また、アルマイト皮膜処理後の旋回スクロールに、その非摺動面にスタンプ印などで識別マークを押印する方法も考えられるが、押印し忘れや、スタンプインクに含有される成分の潤滑油への影響も考えられる。
【0011】
本発明は、このような従来の課題を解決するものであり、ワーク部品に表面処理を行うと同時に、表面処理のときのマスキングにより、簡単かつ確実に識別マークを付ける方法およびそれを用いたスクロール部品を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記従来の課題を解決するために本発明は、ワーク部品に非表面処理面形成を行う際に、非表面処理部分をマスキング治具で覆うとともに、前記マスキング治具の少なくとも1箇所に孔部を設けて表面処理液をシールしたものである。
【0013】
これにより、ワーク部品の非表面処理面のうち、前記孔部分は表面処理液にさらされて表面処理されるので、これが識別マークとなり、表面処理と同時に識別マークを付けることができる。
【発明の効果】
【0014】
表面処理前のワーク部品を共用することができ、識別用マークの加工工程は不要となるとともに、ワーク部品の表面処理と同時に識別マークを付けることができるので、識別マークの付け忘れがない。
【0015】
また、マスキング治具を変更するだけで表面処理の種類ごとに簡単かつ確実に異なった識別マークをつけることができる。
【発明を実施するための最良の形態】
【0016】
第1の発明は、ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことによりワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、マスキング治具の少なくとも1箇所に孔部を設けて表面処理液をシールすることで、非表面処理部分がマスキング治具でマスキングされると同時に、ワーク部品の孔部分は表面処理されるため、表面処理と同時に識別マークを付けることができる。
【0017】
第2の発明は、特に第1の発明のマスキング治具として、そのマスキング治具の開口側端部に1箇所以上の切欠き部を設けて表面処理液をシールすることで、第1の発明と同様に、ワーク部品の前記切欠き部は表面処理されるため、表面処理と同時に識別マークを付けることができる。
【0018】
第3の発明は、特に第1の発明のマスキング治具として、そのマスキング治具の開口側端部にワーク部品の被処理面上に向けて少なくとも1箇所の突出部を設けることで、ワーク部品の前記突出部は表面処理されないため、表面処理と同時に識別マークを付けることができる。
【0019】
第4の発明は、第1ないし第3のいずれか1つの発明において、ワーク部品の材質をアルミニウム合金とするとともに、表面処理をアルマイト皮膜処理するものであり、皮膜処理される面と表面処理されない面でのワーク部品の色調差が明確に現れるため、識別マーク判別を容易にできるとともに、耐摩耗性が高く、識別マークが容易に消えるようなこと
はない。
【0020】
第5の発明は、第1ないし第3のいずれか1つの発明において、マスキング治具の主材質をゴムもしくは樹脂とする方法であり、ワーク部品の非表面処理面のシール性を向上することができるとともに、表面処理の種類に応じて、複数種類の切欠き部を容易に追加することができる。
【0021】
第6の発明は、第1ないし第5のいずれか1つの発明において、ワーク部品をスクロール部品としたものであり、第1ないし第5の発明と同様の効果を得ることができ、生産性の高いスクロール部品を得ることができる。
【0022】
以下、本発明の実施の形態について図面を参照しながら説明する。なお、この実施の形態によって本発明は限定されるものではない。
【0023】
ここでは、ワーク部品として、二酸化炭素を作動流体としたスクロール圧縮機に用いられる旋回スクロールを例にとり説明する。また、図5および図6で説明した従来例と同一の構成については、同一番号を使用し、その作用の説明は省略する。
【0024】
(実施の形態1)
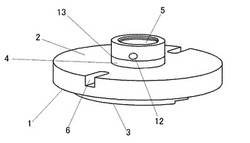
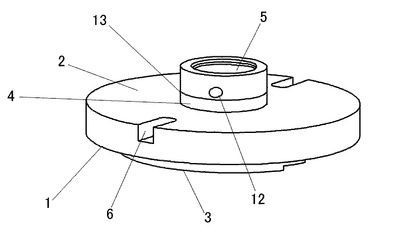
図1は、本発明の第1の実施の形態における表面処理のマスキング方法を用いた旋回スクロールの斜視図であり、図2は、その表面処理時にマスキング治具を取り付けた旋回スクロールの斜視図である。
【0025】
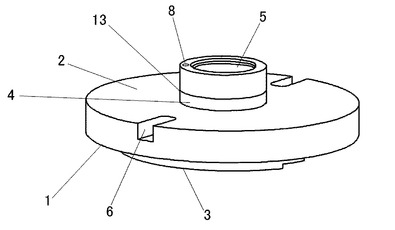
図1において、軸受部材5は、樹脂を主体とする材質が用いられているため、アルマイト皮膜処理を行わないようにする必要があるので、図2に示すように、旋回スクロール1のアルマイト皮膜処理時に、マスキング治具7を、他部品と摺動しない偏心軸支持部4の外周を覆うようにかぶせてアルマイト皮膜処理を行っている。
【0026】
ここで、マスキング治具7の偏心軸支持部4の外周と接する面に1箇所の孔部9を設けているので、偏心軸支持部4の孔部4はアルマイト皮膜処理される。そのため、アルマイト処理後に、マスキング治具7を取ると、図1に示したように、表面処理境界線13とともに、識別マーク12が付く。これにより、旋回スクロール1の表面処理と同時に識別マークを付けることができる。
【0027】
(実施の形態2)
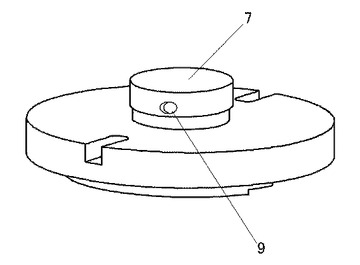
図3は、本発明の第2の実施の形態における表面処理時にマスキング治具を取り付けた旋回スクロールの斜視図である。また、図1および図2で説明した実施の形態1と同一の構成については、同一番号を使用し、その作用の説明は省略する。
【0028】
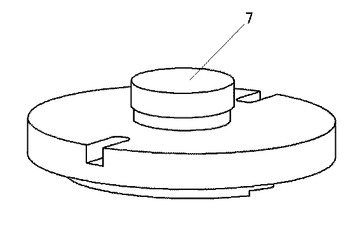
図3において、マスキング治具7の偏心軸支持部4の外周と接する開口側端部に1箇所の切欠き部10を設けているので、偏心軸支持部4の切欠き部10はアルマイト皮膜処理される。そのため、アルマイト処理後に、マスキング治具7を取ると、切欠き部の形状の識別マークが付く。これにより、旋回スクロール1の表面処理と同時に識別マークを付けることができる。
【0029】
(実施の形態3)
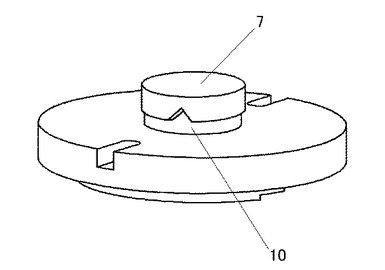
図4は、本発明の第3の実施の形態における表面処理時にマスキング治具を取り付けた旋回スクロールの斜視図である。また、図1および図2で説明した実施の形態1と同一の構成については、同一番号を使用し、その作用の説明は省略する。
【0030】
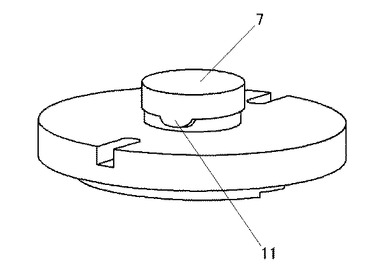
図4において、マスキング治具7の偏心軸支持部4の外周と接する開口側端部に、偏心軸支持部4の被処理面上に向けて1箇所の突出部11を設けているので、偏心軸支持部4の突出部11に接する面はアルマイト皮膜処理されない。そのため、アルマイト処理後に、マスキング治具7を取ると、突出部11の形状の識別マークをが付く。これにより、旋回スクロール1の表面処理と同時に識別マークを付けることができる。
【0031】
なお、上記本発明の実施の形態に係るマスキング治具7の孔部9もしくは切欠き部10もしくは突出部11の数あるいは位置は特に限定されるものでなく、アルマイト皮膜処理業者違いや、旋回スクロール1の仕様に応じて処理条件の異なったアルマイト皮膜処理を行うような場合、旋回スクロール1にその種類に応じてマスキング治具を変更したり、孔部9もしくは切欠き部10もしくは突出部11を組合せることにより幾通りもの識別マークを容易に設定することができる。
【0032】
また、上記の場合でも、表面処理前の旋回スクロールは1種類でよく、加工の手間や管理が煩雑になるといったことはない。
【0033】
なお、上記本発明の実施の形態に係るマスキング治具7の材質は、特に限定されるものではないが、その主材質は、ウレタンゴムやシリコンゴムなどのゴム、あるいは、PET樹脂やナイロン樹脂などの樹脂がシール性において適している。また、これらの材質であれば、表面処理の条件などが異なり、識別マークを変更する場合でも、マスキング治具に孔部や切欠き部を容易に追加することができる。
【0034】
なお、上記本発明の実施の形態で実施する表面処理の種類は、特に限定されるものではないが、他には例えばニッケルメッキが挙げられる。
【産業上の利用可能性】
【0035】
以上のように本発明にかかる表面処理のマスキング方法は、非表面処理面をマスキング治具で覆う表面処理において、識別マークをつける必要がある部品に広く適用することができる。
【図面の簡単な説明】
【0036】
【図1】本発明実施の形態1における旋回スクロールの斜視図
【図2】本発明実施の形態1におけるマスキング治具を取り付けた旋回スクロールの斜視図
【図3】本発明実施の形態2におけるマスキング治具を取り付けた旋回スクロールの斜視図
【図4】本発明実施の形態3におけるマスキング治具を取り付けた旋回スクロールの斜視図
【図5】従来の旋回スクロールの斜視図
【図6】従来のマスキング治具を取り付けた旋回スクロールの斜視図
【符号の説明】
【0037】
1 旋回スクロール
2 鏡板
3 渦巻ラップ
4 偏心軸支持部
5 軸受部材
6 キー溝部
7 マスキング治具
8 小孔
9 孔部
10 切欠き部
11 突出部
12 識別マーク
13 表面処理境界線
【技術分野】
【0001】
本発明は、表面処理のマスキング方法およびそれを用いたスクロール部品に関するものである。
【背景技術】
【0002】
従来より、代表的な圧縮機の一つとしてスクロール式があり、その構造および原理は広く知られている。
【0003】
中でも、電動機をインバータ方式で駆動させる可変速スクロール圧縮機では、その駆動部の一つである旋回スクロールの材質として、高速運転時の圧縮機構部の負荷や圧縮機自体の振動を低減する目的により、アルミニウム合金を用いるものが多く知られている。
【0004】
さらに、近年、二酸化炭素などの自然冷媒を用いるスクロール圧縮機が実用化されてきているが、従来のR410aなどの冷媒に比べて負荷が高くなるために、耐焼き付き性を向上する目的で、旋回スクロールの摺動面に表面処理が行われているものがあり、その一つとしてアルマイト皮膜処理を行う技術が開示されている(例えば、特許文献1参照)。
【0005】
上記従来の旋回スクロールを図5に示す。
【0006】
旋回スクロール1は、鏡板2の上に渦巻ラップ3を形成するとともに、その反対面に偏心軸支持部4を設けている。渦巻ラップ3は、固定スクロール(図示せず)と噛み合わさって圧縮室を形成しているとともに、偏心軸支持部4には、軸受部材5が圧入嵌合されており、偏心軸を有するクランク軸の偏心軸(図示せず)からの駆動力を伝達している。また、鏡板2には、キー溝部6が設けられており、オルダムリングのキー部(図示せず)が摺動自在に勘合されており、旋回スクロール1が回転を伴わない公転運動をするように拘束している。このような主要構成により、冷媒を圧縮している。
【0007】
旋回スクロール1は、圧縮機の高速運転時の圧縮機構部の負荷や圧縮機自体の振動を低減する目的により、その材質にアルミニウム合金を用いており、さらに、耐焼き付き性を向上するために、その表面にアルマイト皮膜処理が行われている。ここで、軸受部材5は、樹脂を主体とする材質が用いられているため、この軸受部材5の表面にはアルマイト皮膜処理は行わないようにする必要がある。そのため、図6に示すように、旋回スクロール1のアルマイト皮膜処理時に、マスキング治具7を、他部品と摺動しない前記偏心軸支持部4の外周を覆うようにかぶせてアルマイト皮膜処理を行う。アルマイト皮膜処理後に、マスキング治具7を取ると、表面処理境界線13を境に表面処理される面とされない面とが現れる。
【0008】
ここで、アルマイト皮膜処理業者違いや、旋回スクロール1の仕様に応じて処理条件の異なったアルマイト皮膜処理を行うような場合、旋回スクロール1にその識別マークが必要となる。その方法として、例えば、アルマイト皮膜処理前の旋回スクロールの非摺動面に識別用の小孔8を設けておく等の方法が考えられる。
【特許文献1】特開2005−16334号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかしながら上記のようにアルマイト皮膜処理前の旋回スクロールに識別マークを予めつけておく場合、アルマイト皮膜処理の種類ごとに旋回スクロールに識別マークを追加し
て、区別して準備しなければならず、識別マーク加工の手間や管理が煩雑になるという課題があった。
【0010】
また、アルマイト皮膜処理後の旋回スクロールに、その非摺動面にスタンプ印などで識別マークを押印する方法も考えられるが、押印し忘れや、スタンプインクに含有される成分の潤滑油への影響も考えられる。
【0011】
本発明は、このような従来の課題を解決するものであり、ワーク部品に表面処理を行うと同時に、表面処理のときのマスキングにより、簡単かつ確実に識別マークを付ける方法およびそれを用いたスクロール部品を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記従来の課題を解決するために本発明は、ワーク部品に非表面処理面形成を行う際に、非表面処理部分をマスキング治具で覆うとともに、前記マスキング治具の少なくとも1箇所に孔部を設けて表面処理液をシールしたものである。
【0013】
これにより、ワーク部品の非表面処理面のうち、前記孔部分は表面処理液にさらされて表面処理されるので、これが識別マークとなり、表面処理と同時に識別マークを付けることができる。
【発明の効果】
【0014】
表面処理前のワーク部品を共用することができ、識別用マークの加工工程は不要となるとともに、ワーク部品の表面処理と同時に識別マークを付けることができるので、識別マークの付け忘れがない。
【0015】
また、マスキング治具を変更するだけで表面処理の種類ごとに簡単かつ確実に異なった識別マークをつけることができる。
【発明を実施するための最良の形態】
【0016】
第1の発明は、ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことによりワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、マスキング治具の少なくとも1箇所に孔部を設けて表面処理液をシールすることで、非表面処理部分がマスキング治具でマスキングされると同時に、ワーク部品の孔部分は表面処理されるため、表面処理と同時に識別マークを付けることができる。
【0017】
第2の発明は、特に第1の発明のマスキング治具として、そのマスキング治具の開口側端部に1箇所以上の切欠き部を設けて表面処理液をシールすることで、第1の発明と同様に、ワーク部品の前記切欠き部は表面処理されるため、表面処理と同時に識別マークを付けることができる。
【0018】
第3の発明は、特に第1の発明のマスキング治具として、そのマスキング治具の開口側端部にワーク部品の被処理面上に向けて少なくとも1箇所の突出部を設けることで、ワーク部品の前記突出部は表面処理されないため、表面処理と同時に識別マークを付けることができる。
【0019】
第4の発明は、第1ないし第3のいずれか1つの発明において、ワーク部品の材質をアルミニウム合金とするとともに、表面処理をアルマイト皮膜処理するものであり、皮膜処理される面と表面処理されない面でのワーク部品の色調差が明確に現れるため、識別マーク判別を容易にできるとともに、耐摩耗性が高く、識別マークが容易に消えるようなこと
はない。
【0020】
第5の発明は、第1ないし第3のいずれか1つの発明において、マスキング治具の主材質をゴムもしくは樹脂とする方法であり、ワーク部品の非表面処理面のシール性を向上することができるとともに、表面処理の種類に応じて、複数種類の切欠き部を容易に追加することができる。
【0021】
第6の発明は、第1ないし第5のいずれか1つの発明において、ワーク部品をスクロール部品としたものであり、第1ないし第5の発明と同様の効果を得ることができ、生産性の高いスクロール部品を得ることができる。
【0022】
以下、本発明の実施の形態について図面を参照しながら説明する。なお、この実施の形態によって本発明は限定されるものではない。
【0023】
ここでは、ワーク部品として、二酸化炭素を作動流体としたスクロール圧縮機に用いられる旋回スクロールを例にとり説明する。また、図5および図6で説明した従来例と同一の構成については、同一番号を使用し、その作用の説明は省略する。
【0024】
(実施の形態1)
図1は、本発明の第1の実施の形態における表面処理のマスキング方法を用いた旋回スクロールの斜視図であり、図2は、その表面処理時にマスキング治具を取り付けた旋回スクロールの斜視図である。
【0025】
図1において、軸受部材5は、樹脂を主体とする材質が用いられているため、アルマイト皮膜処理を行わないようにする必要があるので、図2に示すように、旋回スクロール1のアルマイト皮膜処理時に、マスキング治具7を、他部品と摺動しない偏心軸支持部4の外周を覆うようにかぶせてアルマイト皮膜処理を行っている。
【0026】
ここで、マスキング治具7の偏心軸支持部4の外周と接する面に1箇所の孔部9を設けているので、偏心軸支持部4の孔部4はアルマイト皮膜処理される。そのため、アルマイト処理後に、マスキング治具7を取ると、図1に示したように、表面処理境界線13とともに、識別マーク12が付く。これにより、旋回スクロール1の表面処理と同時に識別マークを付けることができる。
【0027】
(実施の形態2)
図3は、本発明の第2の実施の形態における表面処理時にマスキング治具を取り付けた旋回スクロールの斜視図である。また、図1および図2で説明した実施の形態1と同一の構成については、同一番号を使用し、その作用の説明は省略する。
【0028】
図3において、マスキング治具7の偏心軸支持部4の外周と接する開口側端部に1箇所の切欠き部10を設けているので、偏心軸支持部4の切欠き部10はアルマイト皮膜処理される。そのため、アルマイト処理後に、マスキング治具7を取ると、切欠き部の形状の識別マークが付く。これにより、旋回スクロール1の表面処理と同時に識別マークを付けることができる。
【0029】
(実施の形態3)
図4は、本発明の第3の実施の形態における表面処理時にマスキング治具を取り付けた旋回スクロールの斜視図である。また、図1および図2で説明した実施の形態1と同一の構成については、同一番号を使用し、その作用の説明は省略する。
【0030】
図4において、マスキング治具7の偏心軸支持部4の外周と接する開口側端部に、偏心軸支持部4の被処理面上に向けて1箇所の突出部11を設けているので、偏心軸支持部4の突出部11に接する面はアルマイト皮膜処理されない。そのため、アルマイト処理後に、マスキング治具7を取ると、突出部11の形状の識別マークをが付く。これにより、旋回スクロール1の表面処理と同時に識別マークを付けることができる。
【0031】
なお、上記本発明の実施の形態に係るマスキング治具7の孔部9もしくは切欠き部10もしくは突出部11の数あるいは位置は特に限定されるものでなく、アルマイト皮膜処理業者違いや、旋回スクロール1の仕様に応じて処理条件の異なったアルマイト皮膜処理を行うような場合、旋回スクロール1にその種類に応じてマスキング治具を変更したり、孔部9もしくは切欠き部10もしくは突出部11を組合せることにより幾通りもの識別マークを容易に設定することができる。
【0032】
また、上記の場合でも、表面処理前の旋回スクロールは1種類でよく、加工の手間や管理が煩雑になるといったことはない。
【0033】
なお、上記本発明の実施の形態に係るマスキング治具7の材質は、特に限定されるものではないが、その主材質は、ウレタンゴムやシリコンゴムなどのゴム、あるいは、PET樹脂やナイロン樹脂などの樹脂がシール性において適している。また、これらの材質であれば、表面処理の条件などが異なり、識別マークを変更する場合でも、マスキング治具に孔部や切欠き部を容易に追加することができる。
【0034】
なお、上記本発明の実施の形態で実施する表面処理の種類は、特に限定されるものではないが、他には例えばニッケルメッキが挙げられる。
【産業上の利用可能性】
【0035】
以上のように本発明にかかる表面処理のマスキング方法は、非表面処理面をマスキング治具で覆う表面処理において、識別マークをつける必要がある部品に広く適用することができる。
【図面の簡単な説明】
【0036】
【図1】本発明実施の形態1における旋回スクロールの斜視図
【図2】本発明実施の形態1におけるマスキング治具を取り付けた旋回スクロールの斜視図
【図3】本発明実施の形態2におけるマスキング治具を取り付けた旋回スクロールの斜視図
【図4】本発明実施の形態3におけるマスキング治具を取り付けた旋回スクロールの斜視図
【図5】従来の旋回スクロールの斜視図
【図6】従来のマスキング治具を取り付けた旋回スクロールの斜視図
【符号の説明】
【0037】
1 旋回スクロール
2 鏡板
3 渦巻ラップ
4 偏心軸支持部
5 軸受部材
6 キー溝部
7 マスキング治具
8 小孔
9 孔部
10 切欠き部
11 突出部
12 識別マーク
13 表面処理境界線
【特許請求の範囲】
【請求項1】
ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具の少なくとも1箇所に孔部を設けて前記表面処理液をシールする表面処理のマスキング方法。
【請求項2】
ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具の開口側端部に少なくとも1箇所の切欠き部を設けて前記表面処理液をシールする表面処理のマスキング方法。
【請求項3】
ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具の開口側端部に前記ワーク部品の被処理面上に向けて少なくとも1箇所の突出部を設けることにより前記表面処理液をシールすることを特徴とする表面処理のマスキング方法。
【請求項4】
ワーク部品の材質がアルミニウム合金であり、表面処理としてアルマイト皮膜処理としたことを特徴とする請求項1乃至3に記載の表面処理のマスキング方法。
【請求項5】
マスキング治具の主材質がゴムもしくは樹脂であることを特徴とする請求項1ないし3のいずれか1項に記載の表面処理のマスキング方法。
【請求項6】
請求項目1乃至5に記載の表面処理のマスキング方法を用いて製造されたスクロール部品。
【請求項1】
ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具の少なくとも1箇所に孔部を設けて前記表面処理液をシールする表面処理のマスキング方法。
【請求項2】
ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具の開口側端部に少なくとも1箇所の切欠き部を設けて前記表面処理液をシールする表面処理のマスキング方法。
【請求項3】
ワーク部品の非表面処理面をマスキング治具で覆い、その後、前記ワークの被処理面を表面処理液で満たすことにより前記ワーク部品の被処理面のみに表面処理を施す表面処理のマスキング方法において、前記マスキング治具の開口側端部に前記ワーク部品の被処理面上に向けて少なくとも1箇所の突出部を設けることにより前記表面処理液をシールすることを特徴とする表面処理のマスキング方法。
【請求項4】
ワーク部品の材質がアルミニウム合金であり、表面処理としてアルマイト皮膜処理としたことを特徴とする請求項1乃至3に記載の表面処理のマスキング方法。
【請求項5】
マスキング治具の主材質がゴムもしくは樹脂であることを特徴とする請求項1ないし3のいずれか1項に記載の表面処理のマスキング方法。
【請求項6】
請求項目1乃至5に記載の表面処理のマスキング方法を用いて製造されたスクロール部品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−224358(P2007−224358A)
【公開日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願番号】特願2006−46557(P2006−46557)
【出願日】平成18年2月23日(2006.2.23)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
【公開日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願日】平成18年2月23日(2006.2.23)
【出願人】(000005821)松下電器産業株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]