
表面処理アルミニウム合金材、および該合金材を用いた接合体
【課題】接着剤での接合に供されるアルミニウム合金材であって、接着剤層が経年劣化しても接着剤層とアルミニウム合金材表面での界面剥離が発生し難く、したがって接着強度が低下し難い接着耐久性に優れた表面処理アルミニウム合金材を提供すること。
【解決手段】本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア化合物またはその縮合体を含むリン酸チタニア系皮膜を有する。
【解決手段】本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア化合物またはその縮合体を含むリン酸チタニア系皮膜を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、接着耐久性に優れた表面処理アルミニウム合金材、及び該合金材が接着剤を介して接合されてなる接合体に関するものである。
【背景技術】
【0002】
従来から、自動車、船舶、航空機等の輸送機の部材として、各種アルミニウム合金材が、合金毎の各特性に応じて汎用されている。特に、近年のCO2排出等の地球環境問題を意識して、部材の軽量化による燃費の向上が求められており、比重が鉄の約1/3であり、かつ優れたエネルギー吸収性を有するアルミニウム合金材の使用が増加している。
【0003】
例えば、自動車用部材として用いられるアルミニウム合金材としては、JIS5000系のAl−Mg系合金、JIS6000系のAl−Mg−Si系合金等のMg含有アルミニウム合金が挙げられる。これらアルミニウム合金材の接合方法としては、溶接や接着剤による接着があり、点や線で接合する溶接に比べ、面全体で接合する接着剤の方が接合強度が高くなって衝突安全性等の面で有利となることから、接着剤を用いて接合するケースが増大している。
【0004】
一方で、接着剤で接合したアルミニウム合金製自動車用部材は、使用中に水分や酸素、あるいは塩分等がその接合部に侵入することで、接着剤とアルミニウム合金材との界面が経年劣化して界面剥離が発生し、接着強度が低下するという問題があった。
【0005】
接着剤層を有するアルミニウム合金製自動車用部材の接着耐久性を向上させる方法としては、アルミニウム合金材の表面近傍に存在して接着破壊発生の原因となる酸化皮膜を、接着剤を塗布する前に酸洗等で事前に除去する方法や、アルミニウム合金材表面を陽極酸化して、アンカー効果をもたらすような表面形態とする方法等が当業者間で一般的に知られている(例えば、特許文献1)。
【0006】
しかしながら、酸化皮膜を事前に除去する方法だけでは、初期の接着強度は改善されるものの、使用中に接着剤層の経年劣化が進んで、アルミニウム合金材の素地に水分等が浸透してくることがあり、その結果、界面剥離を起こして接着強度が低下する場合があった。また、陽極酸化法により表面形態を制御する方法では、耐久性を十分に向上させるのに表面形態が制御された皮膜を厚く形成する必要があるため、皮膜形成に長時間を要し、生産効率が悪くなるという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−070741号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記の様な事情に鑑みてなされたものであり、本発明者らは、接着剤での接合に供されるアルミニウム合金材であって、接着剤層が経年劣化しても接着剤層とアルミニウム合金材表面での界面剥離が発生し難く、したがって接着強度が低下し難い、接着耐久性に優れた表面処理アルミニウム合金材を提供することを課題として掲げた。
【課題を解決するための手段】
【0009】
上記課題を解決し得た本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア化合物またはその縮合体を含むリン酸チタニア系皮膜を有することを特徴とする。
【0010】
本発明において、前記リン酸チタニア化合物は、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x=1,2,3、y=0,1,2,3,4、z=0,1,2,3,4、l=0,1,2,3,4およびm=0,1,2,3であり、x+3y+2z+l+m=4を満たす。ただし、y+z+lは必ず1以上である。)で表されることが好ましい実施態様である。
【0011】
また、前記リン酸チタニア系皮膜の上に、さらに接着剤層を有することや、四塩化チタンを水および/または炭素数1〜4のアルコールと混合した後、さらにリン酸と混合して調製され、かつpHが5.0以下のリン酸チタニア化合物水溶液を用いて、前記リン酸チタニア系皮膜が形成されることが好ましい実施態様である。
【0012】
本発明には、前記表面処理アルミニウム合金材同士が、接着剤層を介して、互いのリン酸チタニア系皮膜が対向するように接合されていることを特徴とする接合体や、上記接合体を備えることを特徴とする自動車用部材も包含される。
【発明の効果】
【0013】
本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア系皮膜を有することから、表面水和量を小さくすることができる。その結果、この表面処理アルミニウム合金材を接着剤で接合しても、接着剤層とリン酸チタニア系皮膜の間で界面剥離が生じ難くなることから、接着強度に優れたアルミニウム合金製自動車用部材を得ることができる。
【図面の簡単な説明】
【0014】
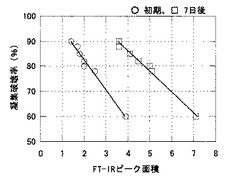
【図1】凝集破壊率と表面水和量との相関を表す図である。
【発明を実施するための形態】
【0015】
本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア化合物またはその縮合体(以下、「リン酸チタニア化合物類」と称する場合がある。)を含むリン酸チタニア系皮膜を有することを特徴とする。以下、本発明の表面処理アルミニウム合金材について、詳細に説明する。
【0016】
(アルミニウム合金基材)
本発明で用いるアルミニウム合金基材の種類は、特に限定されるものではなく、例えば、JIS1000系の純アルミニウム、JIS3000系のAl−Mn系合金、JIS5000系のAl−Mg系合金、JIS6000系のAl−Mg−Si系合金等が挙げられる。特に、本発明の表面処理アルミニウム合金材を自動車用部材として用いる場合には、JIS5000系のAl−Mg系合金や、JIS6000系のAl−Mg−Si系合金等のMg含有アルミニウム合金基材を用いることが好ましい。アルミニウム合金基材の厚みも特に限定されないが、上記用途で用いる場合には、0.1mm以上(より好ましくは0.2mm以上)が好ましく、3.0mm以下(より好ましくは2.0mm以下、さらに好ましくは1.5mm以下)であることが好ましい。
【0017】
(リン酸チタニア系皮膜)
本発明の表面処理アルミニウム合金材は、リン酸チタニア系皮膜がアルミニウム合金基材表面上に形成されている点に特徴を有する。アルミニウム合金基材表面上にリン酸チタニア系皮膜を有することによって、得られる表面処理アルミニウム合金材の接着耐久性が向上するメカニズムの詳細については明らかではないが、以下のように推測される。すなわち、後述する試験によれば、表面処理アルミニウム合金材が水和し難くなるにしたがって、この表面処理アルミニウム合金材を接着剤を介して接合した接合体の凝集破壊率(非界面剥離率)が上昇することが分かった(図1)。このことから、リン酸チタニア系皮膜がアルミニウム合金基材表面の水和を抑制して、界面における接着剤の加水分解を防いだものと推察される。
【0018】
リン酸チタニア系皮膜は、表面処理アルミニウム合金材の水和を抑制することができれば、いずれのリン酸チタニア化合物類から形成されてもよいが、入手のし易さや取り扱い性の観点から、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x=1,2,3、y=0,1,2,3,4、z=0,1,2,3,4、l=0,1,2,3,4およびm=0,1,2,3であり、x+3y+2z+l+m=4を満たす。ただし、y+z+lは必ず1以上である。)で表されるリン酸チタニア化合物類を用いて形成されることが好ましい。
【0019】
かかるリン酸チタニア化合物類としては、例えば、Ti(OH)(H2PO4)2(OR)、Ti(OH)(PO4)、Ti(OH)2(H2PO4)(OR)、Ti(OH)(HPO4)(OR)、Ti(OH)(HPO4)(H2PO4)、Ti(OH)2(H2PO4)2、Ti(OH)3(H2PO4)等が挙げられる。
【0020】
リン酸チタニウム系化合物類は、たとえば特許第3829640号に記載の製造方法によって調製できる。詳細には、最初に、四塩化チタンを水および/またはアルコールと混合する。アルコールとしては、メタノール、エタノール、プロパノール、ブタノール等が挙げられる。水とアルコールの混合溶液を用いる場合には、体積比で、水が30%以上(より好ましくは40%以上)含まれていることが好ましく、70%以下(より好ましくは60%以下)含まれていることが好ましい。四塩化チタンの添加量は、体積比で、水および/またはアルコール100部に対して、0.01部以上(より好ましくは5部以上)が好ましく、30部以下(より好ましくは20部以下)であることが好ましい。四塩化チタンと水および/またはアルコールとの混合温度は、とくに制限はなく、5〜35℃であればよい。上記混合は、得られる混合液のpHが約1になるまで行うことが好ましい。
【0021】
次に、得られた混合液にリン酸を混合して、リン酸チタニア化合物類を得る。なお、前記混合液は、リン酸を混合する前に、水やアルコール等の溶媒で10倍〜500倍の範囲で希釈することが好ましい。希釈倍率が10倍未満では、リン酸を少量加えただけでも、得られるリン酸チタニア化合物類が白濁して、これを用いて形成されるリン酸チタニア系皮膜の膜硬度が下がって剥離したり脱落が生じる場合がある。このため、リン酸添加後の混合液をろ過するか沈殿させて上澄みを使用する必要があり、製造工程が増える。希釈倍率は20倍以上が好ましく、200倍以下(より好ましくは100倍以下)が好ましい。リン酸の添加量は、体積比で、前記混合液(希釈前)100部に対して、3部以上が好ましく、500部以下(より好ましくは450部以下)が好ましい。リン酸の混合は、得られる混合液のpHが4以下(より好ましくは3以下)になるまで行うことが好ましい。混合液のpHが4を超える場合、未反応のリン酸が残留する場合がある。
【0022】
本発明のリン酸チタニア系皮膜中のリン酸チタニア化合物類の含有率は、アルミニウム合金基材表面の水和を抑制できれば特に限定されないが、90質量%以上(より好ましくは95質量%以上)であることが好ましく、リン酸チタニア化合物類のみから構成されることが最も好ましい。
【0023】
アルミニウム合金基材上へのリン酸チタニア系皮膜の形成方法としては、特に限定されるものではなく、リン酸を混合して得られる上記混合液またはその希釈液を、アルミニウム合金基材表面に噴霧したり塗布する方法や、当該混合液中にアルミニウム合金基材を浸漬する方法が挙げられる。
【0024】
なお、リン酸を混合して得られる上記混合液の希釈液を用いる場合には、当該希釈液のpHは、5.0以下(より好ましくは4.5以下)であることが好ましい。希釈液のpHが5.0を超える場合、アルミニウム合金基材表面の水和を十分に抑制できない場合がある。
【0025】
(接着剤層)
本発明の表面処理アルミニウム合金材は、上記リン酸チタニア系皮膜の上に、さらに接着剤層を有してもよい。
【0026】
この接着剤層を構成する接着剤としては、特に限定されるものではなく、従来アルミニウム合金材を接合する際に用いられてきた接着剤を用いることができる。例えば熱硬化型エポキシ樹脂、アクリル樹脂、ウレタン樹脂等が挙げられる。接着剤層の膜厚は10μm以上(より好ましくは50μm以上)が好ましく、500μm以下(より好ましくは200μm以下)が好ましい。接着剤層の膜厚が10μm未満の場合には、表面処理アルミニウム合金材を、他の表面処理アルミニウム合金材と接着剤層を介して高い接着耐久性で接合できない場合がある。接着剤層の膜厚が500μmを超える場合には、凝集破壊強度が小さくなる場合がある。
【0027】
接着剤層の形成方法については、特に限定されるものではなく、例えば、接着剤成分が固体である場合にはこれを溶剤に溶解させて溶液とした後、また、液状である場合にはこのまま、リン酸チタニア系皮膜上に噴霧したり塗布する方法が挙げられる。
【0028】
(接合体)
本発明には、上記表面処理アルミニウム合金材を用いて得られた接合体も含まれる。例えば、リン酸チタニア系皮膜上に接着剤層を有する表面処理アルミニウム合金材に、当該接着剤層を介して他のアルミニウム合金材(表面にリン酸チタニア系皮膜を有しない)を接合させた接合体や、上記表面処理アルミニウム合金材同士を、接着剤層を介して、互いのリン酸チタニア系皮膜が対向するように接合した接合体が挙げられる。なお、経年劣化による界面剥離を防ぐためには、後者の接合体が好ましい。
【0029】
本発明の接合体は、アルミニウム合金基材表面の水和がリン酸チタニア系皮膜によって抑制されているため、接着剤層の経年劣化によっても界面剥離が生じ難い。このため、本発明の接合体は、従来アルミニウム合金材の接合体が用いられてきた自動車や船舶、航空機等の輸送機の部材として好適に用いることができる。
【実施例】
【0030】
以下、実施例に基づいて本発明を詳細に述べる。ただし、下記実施例は本発明を制限するものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは全て本発明の技術的範囲に包含される。
【0031】
先ず、実験例で用いた試験方法について、以下説明する。
【0032】
(表面水和量の測定方法)
作製した表面処理アルミニウム合金材の表面水和量を、下記条件にて測定した。なお、水和量の測定は、表面処理アルミニウム合金材作製後、湿潤状態に曝すことなく保管し、かつ作製後2時間以内のものと、作製した表面処理アルミニウム合金材を50℃、95RH%の湿潤雰囲気中に7日間放置した後のものとに対して行った。
装置:ニコレー製Magna−750 FT−IR Spectrometer
アタッチメント:外部反射アタッチメント
測定条件:窒素パージ、平行偏向、入射角75度、分解能8カイザー、積算回数1000回
解析:装置付属の解析ソフトを使用。ベースライン補正後、3400カイザー付近にピークを持つ水酸基の吸収のピーク面積を求めた。
【0033】
(凝集破壊率)
構成が同じ2枚の表面処理アルミニウム合金材(試験片;幅25mm)の端部を、熱硬化型エポキシ樹脂系接着剤(サンスター技研株式会社製、ペンギンセメント#1086)を介して、ラップ長13mm(接着面積:25mm×13mm=325mm2)となるように重ね合わせた。なお、接着剤層の膜厚が150μmとなるように微量のガラスビーズ(粒径150μm)を接着剤に添加して調節した。重ね合わせてから30分、室温で乾燥させて、次いで170℃で20分間加熱して接着剤を硬化させた。その後さらに室温で24時間静置して、接着試験体を作製した。
【0034】
得られた接着試験体を、50℃、95%RHの湿潤雰囲気中に10日間保持した後、引張試験機にて50mm/分の速度で引張り、下記の式に基づいて、接着部分の接着剤層の凝集破壊率(非界面剥離率)を求めた。なお、各試験条件とも接着試験体を3本ずつ作製し、凝集破壊率は3本の平均値とした。
凝集破壊率(%)=100−{(試験片Aの界面剥離面積/試験片Aの接着面積)×100}+{(試験片Bの界面剥離面積/試験片Bの接着面積)×100}
(接着試験体の一方を試験片A、他方を試験片Bとする)
【0035】
(実験例1〜4)
<アルミニウム合金基材の作製>
板厚1.0mmのJIS6000系の6022規格のアルミニウム合金冷延板から、長さ100mm×幅25mmの合金片を切り出した。次いで、合金片をヘキサンに浸漬して、合金片の表面に残留する油分を取り除いて、アルミニウム合金基材を作製した。
【0036】
<リン酸系チタニア化合物水溶液の調製>
イソプロピルアルコール25mlと精製水25mlの混合液に、撹拌しながら四塩化チタン5mlを混合したのち、精製水で100倍に希釈した。これに85質量%のリン酸水溶液5mlを加えて、リン酸系チタニア化合物水溶液を調製した。得られたリン酸チタニア化合物は、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OCH(CH3)2)mまたはこれが縮合した組成であると推定される。
【0037】
調製したリン酸系チタニア化合物水溶液は白濁していたため、静置して透明となった上澄み液をデカンテーションによって取出して、リン酸系チタニア化合物水溶液とした。次いで、得られた水溶液にイオン交換水を加えて、10倍、100倍、及び1000倍希釈の水溶液を調製した。
【0038】
<表面処理アルミニウム合金材の作製>
60℃に保持した上記各水溶液中に、アルミニウム合金基材を20秒間浸漬した。浸漬後、イオン交換水にて洗浄し、室温にて乾燥させて、アルミニウム合金基材の表面がリン酸チタニア系皮膜で被覆された表面処理アルミニウム合金材を得た。
【0039】
得られた表面処理アルミニウム合金材の表面水和量と凝集破壊率の結果を表1に示す。
【0040】
(実験例5〜6)
実験例1〜4で用いた表面処理アルミニウム合金材に代えて、上記アルミニウム合金基材を用いるか(実験例5)、このアルミニウム合金基材に硝酸酸洗を実施して、その表面の酸化皮膜を除去した酸化皮膜除去アルミニウム合金基材を用いた(実験例6)以外は実験例1と同様にして、表面水和量と凝集破壊率を測定した。その結果を表1に示す。
【0041】
【表1】

【0042】
実験例1〜4と実験例5との比較から、表面にリン酸チタニア系皮膜を有する表面処理アルミニウム合金材(実験例1〜4)は、当該皮膜を持たないアルミニウム合金材(実験例5)に比して、凝集破壊率が高いことから、接着耐久性に優れることが分かった。また、実験例1〜4と実験例6との比較から、本願表面処理アルミニウム合材は、接着剤層を設ける前にその表面を酸洗しなくとも(実験例1〜4)、酸洗したアルミニウム合金材(実験例6)と同等、もしくは優れた接着耐久性を有することが分かった。
【技術分野】
【0001】
本発明は、接着耐久性に優れた表面処理アルミニウム合金材、及び該合金材が接着剤を介して接合されてなる接合体に関するものである。
【背景技術】
【0002】
従来から、自動車、船舶、航空機等の輸送機の部材として、各種アルミニウム合金材が、合金毎の各特性に応じて汎用されている。特に、近年のCO2排出等の地球環境問題を意識して、部材の軽量化による燃費の向上が求められており、比重が鉄の約1/3であり、かつ優れたエネルギー吸収性を有するアルミニウム合金材の使用が増加している。
【0003】
例えば、自動車用部材として用いられるアルミニウム合金材としては、JIS5000系のAl−Mg系合金、JIS6000系のAl−Mg−Si系合金等のMg含有アルミニウム合金が挙げられる。これらアルミニウム合金材の接合方法としては、溶接や接着剤による接着があり、点や線で接合する溶接に比べ、面全体で接合する接着剤の方が接合強度が高くなって衝突安全性等の面で有利となることから、接着剤を用いて接合するケースが増大している。
【0004】
一方で、接着剤で接合したアルミニウム合金製自動車用部材は、使用中に水分や酸素、あるいは塩分等がその接合部に侵入することで、接着剤とアルミニウム合金材との界面が経年劣化して界面剥離が発生し、接着強度が低下するという問題があった。
【0005】
接着剤層を有するアルミニウム合金製自動車用部材の接着耐久性を向上させる方法としては、アルミニウム合金材の表面近傍に存在して接着破壊発生の原因となる酸化皮膜を、接着剤を塗布する前に酸洗等で事前に除去する方法や、アルミニウム合金材表面を陽極酸化して、アンカー効果をもたらすような表面形態とする方法等が当業者間で一般的に知られている(例えば、特許文献1)。
【0006】
しかしながら、酸化皮膜を事前に除去する方法だけでは、初期の接着強度は改善されるものの、使用中に接着剤層の経年劣化が進んで、アルミニウム合金材の素地に水分等が浸透してくることがあり、その結果、界面剥離を起こして接着強度が低下する場合があった。また、陽極酸化法により表面形態を制御する方法では、耐久性を十分に向上させるのに表面形態が制御された皮膜を厚く形成する必要があるため、皮膜形成に長時間を要し、生産効率が悪くなるという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−070741号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は上記の様な事情に鑑みてなされたものであり、本発明者らは、接着剤での接合に供されるアルミニウム合金材であって、接着剤層が経年劣化しても接着剤層とアルミニウム合金材表面での界面剥離が発生し難く、したがって接着強度が低下し難い、接着耐久性に優れた表面処理アルミニウム合金材を提供することを課題として掲げた。
【課題を解決するための手段】
【0009】
上記課題を解決し得た本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア化合物またはその縮合体を含むリン酸チタニア系皮膜を有することを特徴とする。
【0010】
本発明において、前記リン酸チタニア化合物は、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x=1,2,3、y=0,1,2,3,4、z=0,1,2,3,4、l=0,1,2,3,4およびm=0,1,2,3であり、x+3y+2z+l+m=4を満たす。ただし、y+z+lは必ず1以上である。)で表されることが好ましい実施態様である。
【0011】
また、前記リン酸チタニア系皮膜の上に、さらに接着剤層を有することや、四塩化チタンを水および/または炭素数1〜4のアルコールと混合した後、さらにリン酸と混合して調製され、かつpHが5.0以下のリン酸チタニア化合物水溶液を用いて、前記リン酸チタニア系皮膜が形成されることが好ましい実施態様である。
【0012】
本発明には、前記表面処理アルミニウム合金材同士が、接着剤層を介して、互いのリン酸チタニア系皮膜が対向するように接合されていることを特徴とする接合体や、上記接合体を備えることを特徴とする自動車用部材も包含される。
【発明の効果】
【0013】
本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア系皮膜を有することから、表面水和量を小さくすることができる。その結果、この表面処理アルミニウム合金材を接着剤で接合しても、接着剤層とリン酸チタニア系皮膜の間で界面剥離が生じ難くなることから、接着強度に優れたアルミニウム合金製自動車用部材を得ることができる。
【図面の簡単な説明】
【0014】
【図1】凝集破壊率と表面水和量との相関を表す図である。
【発明を実施するための形態】
【0015】
本発明の表面処理アルミニウム合金材は、アルミニウム合金基材の少なくとも片面に、リン酸チタニア化合物またはその縮合体(以下、「リン酸チタニア化合物類」と称する場合がある。)を含むリン酸チタニア系皮膜を有することを特徴とする。以下、本発明の表面処理アルミニウム合金材について、詳細に説明する。
【0016】
(アルミニウム合金基材)
本発明で用いるアルミニウム合金基材の種類は、特に限定されるものではなく、例えば、JIS1000系の純アルミニウム、JIS3000系のAl−Mn系合金、JIS5000系のAl−Mg系合金、JIS6000系のAl−Mg−Si系合金等が挙げられる。特に、本発明の表面処理アルミニウム合金材を自動車用部材として用いる場合には、JIS5000系のAl−Mg系合金や、JIS6000系のAl−Mg−Si系合金等のMg含有アルミニウム合金基材を用いることが好ましい。アルミニウム合金基材の厚みも特に限定されないが、上記用途で用いる場合には、0.1mm以上(より好ましくは0.2mm以上)が好ましく、3.0mm以下(より好ましくは2.0mm以下、さらに好ましくは1.5mm以下)であることが好ましい。
【0017】
(リン酸チタニア系皮膜)
本発明の表面処理アルミニウム合金材は、リン酸チタニア系皮膜がアルミニウム合金基材表面上に形成されている点に特徴を有する。アルミニウム合金基材表面上にリン酸チタニア系皮膜を有することによって、得られる表面処理アルミニウム合金材の接着耐久性が向上するメカニズムの詳細については明らかではないが、以下のように推測される。すなわち、後述する試験によれば、表面処理アルミニウム合金材が水和し難くなるにしたがって、この表面処理アルミニウム合金材を接着剤を介して接合した接合体の凝集破壊率(非界面剥離率)が上昇することが分かった(図1)。このことから、リン酸チタニア系皮膜がアルミニウム合金基材表面の水和を抑制して、界面における接着剤の加水分解を防いだものと推察される。
【0018】
リン酸チタニア系皮膜は、表面処理アルミニウム合金材の水和を抑制することができれば、いずれのリン酸チタニア化合物類から形成されてもよいが、入手のし易さや取り扱い性の観点から、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x=1,2,3、y=0,1,2,3,4、z=0,1,2,3,4、l=0,1,2,3,4およびm=0,1,2,3であり、x+3y+2z+l+m=4を満たす。ただし、y+z+lは必ず1以上である。)で表されるリン酸チタニア化合物類を用いて形成されることが好ましい。
【0019】
かかるリン酸チタニア化合物類としては、例えば、Ti(OH)(H2PO4)2(OR)、Ti(OH)(PO4)、Ti(OH)2(H2PO4)(OR)、Ti(OH)(HPO4)(OR)、Ti(OH)(HPO4)(H2PO4)、Ti(OH)2(H2PO4)2、Ti(OH)3(H2PO4)等が挙げられる。
【0020】
リン酸チタニウム系化合物類は、たとえば特許第3829640号に記載の製造方法によって調製できる。詳細には、最初に、四塩化チタンを水および/またはアルコールと混合する。アルコールとしては、メタノール、エタノール、プロパノール、ブタノール等が挙げられる。水とアルコールの混合溶液を用いる場合には、体積比で、水が30%以上(より好ましくは40%以上)含まれていることが好ましく、70%以下(より好ましくは60%以下)含まれていることが好ましい。四塩化チタンの添加量は、体積比で、水および/またはアルコール100部に対して、0.01部以上(より好ましくは5部以上)が好ましく、30部以下(より好ましくは20部以下)であることが好ましい。四塩化チタンと水および/またはアルコールとの混合温度は、とくに制限はなく、5〜35℃であればよい。上記混合は、得られる混合液のpHが約1になるまで行うことが好ましい。
【0021】
次に、得られた混合液にリン酸を混合して、リン酸チタニア化合物類を得る。なお、前記混合液は、リン酸を混合する前に、水やアルコール等の溶媒で10倍〜500倍の範囲で希釈することが好ましい。希釈倍率が10倍未満では、リン酸を少量加えただけでも、得られるリン酸チタニア化合物類が白濁して、これを用いて形成されるリン酸チタニア系皮膜の膜硬度が下がって剥離したり脱落が生じる場合がある。このため、リン酸添加後の混合液をろ過するか沈殿させて上澄みを使用する必要があり、製造工程が増える。希釈倍率は20倍以上が好ましく、200倍以下(より好ましくは100倍以下)が好ましい。リン酸の添加量は、体積比で、前記混合液(希釈前)100部に対して、3部以上が好ましく、500部以下(より好ましくは450部以下)が好ましい。リン酸の混合は、得られる混合液のpHが4以下(より好ましくは3以下)になるまで行うことが好ましい。混合液のpHが4を超える場合、未反応のリン酸が残留する場合がある。
【0022】
本発明のリン酸チタニア系皮膜中のリン酸チタニア化合物類の含有率は、アルミニウム合金基材表面の水和を抑制できれば特に限定されないが、90質量%以上(より好ましくは95質量%以上)であることが好ましく、リン酸チタニア化合物類のみから構成されることが最も好ましい。
【0023】
アルミニウム合金基材上へのリン酸チタニア系皮膜の形成方法としては、特に限定されるものではなく、リン酸を混合して得られる上記混合液またはその希釈液を、アルミニウム合金基材表面に噴霧したり塗布する方法や、当該混合液中にアルミニウム合金基材を浸漬する方法が挙げられる。
【0024】
なお、リン酸を混合して得られる上記混合液の希釈液を用いる場合には、当該希釈液のpHは、5.0以下(より好ましくは4.5以下)であることが好ましい。希釈液のpHが5.0を超える場合、アルミニウム合金基材表面の水和を十分に抑制できない場合がある。
【0025】
(接着剤層)
本発明の表面処理アルミニウム合金材は、上記リン酸チタニア系皮膜の上に、さらに接着剤層を有してもよい。
【0026】
この接着剤層を構成する接着剤としては、特に限定されるものではなく、従来アルミニウム合金材を接合する際に用いられてきた接着剤を用いることができる。例えば熱硬化型エポキシ樹脂、アクリル樹脂、ウレタン樹脂等が挙げられる。接着剤層の膜厚は10μm以上(より好ましくは50μm以上)が好ましく、500μm以下(より好ましくは200μm以下)が好ましい。接着剤層の膜厚が10μm未満の場合には、表面処理アルミニウム合金材を、他の表面処理アルミニウム合金材と接着剤層を介して高い接着耐久性で接合できない場合がある。接着剤層の膜厚が500μmを超える場合には、凝集破壊強度が小さくなる場合がある。
【0027】
接着剤層の形成方法については、特に限定されるものではなく、例えば、接着剤成分が固体である場合にはこれを溶剤に溶解させて溶液とした後、また、液状である場合にはこのまま、リン酸チタニア系皮膜上に噴霧したり塗布する方法が挙げられる。
【0028】
(接合体)
本発明には、上記表面処理アルミニウム合金材を用いて得られた接合体も含まれる。例えば、リン酸チタニア系皮膜上に接着剤層を有する表面処理アルミニウム合金材に、当該接着剤層を介して他のアルミニウム合金材(表面にリン酸チタニア系皮膜を有しない)を接合させた接合体や、上記表面処理アルミニウム合金材同士を、接着剤層を介して、互いのリン酸チタニア系皮膜が対向するように接合した接合体が挙げられる。なお、経年劣化による界面剥離を防ぐためには、後者の接合体が好ましい。
【0029】
本発明の接合体は、アルミニウム合金基材表面の水和がリン酸チタニア系皮膜によって抑制されているため、接着剤層の経年劣化によっても界面剥離が生じ難い。このため、本発明の接合体は、従来アルミニウム合金材の接合体が用いられてきた自動車や船舶、航空機等の輸送機の部材として好適に用いることができる。
【実施例】
【0030】
以下、実施例に基づいて本発明を詳細に述べる。ただし、下記実施例は本発明を制限するものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは全て本発明の技術的範囲に包含される。
【0031】
先ず、実験例で用いた試験方法について、以下説明する。
【0032】
(表面水和量の測定方法)
作製した表面処理アルミニウム合金材の表面水和量を、下記条件にて測定した。なお、水和量の測定は、表面処理アルミニウム合金材作製後、湿潤状態に曝すことなく保管し、かつ作製後2時間以内のものと、作製した表面処理アルミニウム合金材を50℃、95RH%の湿潤雰囲気中に7日間放置した後のものとに対して行った。
装置:ニコレー製Magna−750 FT−IR Spectrometer
アタッチメント:外部反射アタッチメント
測定条件:窒素パージ、平行偏向、入射角75度、分解能8カイザー、積算回数1000回
解析:装置付属の解析ソフトを使用。ベースライン補正後、3400カイザー付近にピークを持つ水酸基の吸収のピーク面積を求めた。
【0033】
(凝集破壊率)
構成が同じ2枚の表面処理アルミニウム合金材(試験片;幅25mm)の端部を、熱硬化型エポキシ樹脂系接着剤(サンスター技研株式会社製、ペンギンセメント#1086)を介して、ラップ長13mm(接着面積:25mm×13mm=325mm2)となるように重ね合わせた。なお、接着剤層の膜厚が150μmとなるように微量のガラスビーズ(粒径150μm)を接着剤に添加して調節した。重ね合わせてから30分、室温で乾燥させて、次いで170℃で20分間加熱して接着剤を硬化させた。その後さらに室温で24時間静置して、接着試験体を作製した。
【0034】
得られた接着試験体を、50℃、95%RHの湿潤雰囲気中に10日間保持した後、引張試験機にて50mm/分の速度で引張り、下記の式に基づいて、接着部分の接着剤層の凝集破壊率(非界面剥離率)を求めた。なお、各試験条件とも接着試験体を3本ずつ作製し、凝集破壊率は3本の平均値とした。
凝集破壊率(%)=100−{(試験片Aの界面剥離面積/試験片Aの接着面積)×100}+{(試験片Bの界面剥離面積/試験片Bの接着面積)×100}
(接着試験体の一方を試験片A、他方を試験片Bとする)
【0035】
(実験例1〜4)
<アルミニウム合金基材の作製>
板厚1.0mmのJIS6000系の6022規格のアルミニウム合金冷延板から、長さ100mm×幅25mmの合金片を切り出した。次いで、合金片をヘキサンに浸漬して、合金片の表面に残留する油分を取り除いて、アルミニウム合金基材を作製した。
【0036】
<リン酸系チタニア化合物水溶液の調製>
イソプロピルアルコール25mlと精製水25mlの混合液に、撹拌しながら四塩化チタン5mlを混合したのち、精製水で100倍に希釈した。これに85質量%のリン酸水溶液5mlを加えて、リン酸系チタニア化合物水溶液を調製した。得られたリン酸チタニア化合物は、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OCH(CH3)2)mまたはこれが縮合した組成であると推定される。
【0037】
調製したリン酸系チタニア化合物水溶液は白濁していたため、静置して透明となった上澄み液をデカンテーションによって取出して、リン酸系チタニア化合物水溶液とした。次いで、得られた水溶液にイオン交換水を加えて、10倍、100倍、及び1000倍希釈の水溶液を調製した。
【0038】
<表面処理アルミニウム合金材の作製>
60℃に保持した上記各水溶液中に、アルミニウム合金基材を20秒間浸漬した。浸漬後、イオン交換水にて洗浄し、室温にて乾燥させて、アルミニウム合金基材の表面がリン酸チタニア系皮膜で被覆された表面処理アルミニウム合金材を得た。
【0039】
得られた表面処理アルミニウム合金材の表面水和量と凝集破壊率の結果を表1に示す。
【0040】
(実験例5〜6)
実験例1〜4で用いた表面処理アルミニウム合金材に代えて、上記アルミニウム合金基材を用いるか(実験例5)、このアルミニウム合金基材に硝酸酸洗を実施して、その表面の酸化皮膜を除去した酸化皮膜除去アルミニウム合金基材を用いた(実験例6)以外は実験例1と同様にして、表面水和量と凝集破壊率を測定した。その結果を表1に示す。
【0041】
【表1】
【0042】
実験例1〜4と実験例5との比較から、表面にリン酸チタニア系皮膜を有する表面処理アルミニウム合金材(実験例1〜4)は、当該皮膜を持たないアルミニウム合金材(実験例5)に比して、凝集破壊率が高いことから、接着耐久性に優れることが分かった。また、実験例1〜4と実験例6との比較から、本願表面処理アルミニウム合材は、接着剤層を設ける前にその表面を酸洗しなくとも(実験例1〜4)、酸洗したアルミニウム合金材(実験例6)と同等、もしくは優れた接着耐久性を有することが分かった。
【特許請求の範囲】
【請求項1】
アルミニウム合金基材の少なくとも片面に、
リン酸チタニア化合物またはその縮合体を含むリン酸チタニア系皮膜を有することを特徴とする表面処理アルミニウム合金材。
【請求項2】
前記リン酸チタニア化合物が、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x=1,2,3、y=0,1,2,3,4、z=0,1,2,3,4、l=0,1,2,3,4およびm=0,1,2,3であり、x+3y+2z+l+m=4を満たす。ただし、y+z+lは必ず1以上である。)で表される請求項1に記載の表面処理アルミニウム合金材。
【請求項3】
前記リン酸チタニア系皮膜の上に、さらに接着剤層を有する請求項1または2に記載の表面処理アルミニウム合金材。
【請求項4】
四塩化チタンを水および/または炭素数1〜4のアルコールと混合した後、さらにリン酸と混合して調製され、かつpHが5.0以下のリン酸チタニア化合物水溶液を用いて、前記リン酸チタニア系皮膜が形成される請求項1から3のいずれか一項に記載の表面処理アルミニウム合金材。
【請求項5】
請求項1または2に記載の表面処理アルミニウム合金材同士が、接着剤層を介して、互いのリン酸チタニア系皮膜が対向するように接合されていることを特徴とする接合体。
【請求項6】
請求項5に記載の接合体を備えることを特徴とする自動車用部材。
【請求項1】
アルミニウム合金基材の少なくとも片面に、
リン酸チタニア化合物またはその縮合体を含むリン酸チタニア系皮膜を有することを特徴とする表面処理アルミニウム合金材。
【請求項2】
前記リン酸チタニア化合物が、Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x=1,2,3、y=0,1,2,3,4、z=0,1,2,3,4、l=0,1,2,3,4およびm=0,1,2,3であり、x+3y+2z+l+m=4を満たす。ただし、y+z+lは必ず1以上である。)で表される請求項1に記載の表面処理アルミニウム合金材。
【請求項3】
前記リン酸チタニア系皮膜の上に、さらに接着剤層を有する請求項1または2に記載の表面処理アルミニウム合金材。
【請求項4】
四塩化チタンを水および/または炭素数1〜4のアルコールと混合した後、さらにリン酸と混合して調製され、かつpHが5.0以下のリン酸チタニア化合物水溶液を用いて、前記リン酸チタニア系皮膜が形成される請求項1から3のいずれか一項に記載の表面処理アルミニウム合金材。
【請求項5】
請求項1または2に記載の表面処理アルミニウム合金材同士が、接着剤層を介して、互いのリン酸チタニア系皮膜が対向するように接合されていることを特徴とする接合体。
【請求項6】
請求項5に記載の接合体を備えることを特徴とする自動車用部材。
【図1】

【公開番号】特開2011−202267(P2011−202267A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−73686(P2010−73686)
【出願日】平成22年3月26日(2010.3.26)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月26日(2010.3.26)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]