
表面処理アルミニウム合金板
【課題】アルミニウム合金板自体が製造されてから自動車パネル等の製造工程に入るまでの期間が長くなっても、脱脂性、化成処理性および接着性に優れる表面処理アルミニウム合金板およびその製造方法を提供する。
【解決手段】アルミニウム合金板1と、このアルミニウム合金板の表面に形成された皮膜2と、を備えた表面処理アルミニウム合金板10であって、前記皮膜は、膜厚が1〜30nmであり、マグネシウム濃度が1〜20原子%、ジルコニウム濃度が0.2〜10原子%、ハロゲン濃度およびリン濃度がそれぞれ0.1原子%未満であることを特徴とする。
【解決手段】アルミニウム合金板1と、このアルミニウム合金板の表面に形成された皮膜2と、を備えた表面処理アルミニウム合金板10であって、前記皮膜は、膜厚が1〜30nmであり、マグネシウム濃度が1〜20原子%、ジルコニウム濃度が0.2〜10原子%、ハロゲン濃度およびリン濃度がそれぞれ0.1原子%未満であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面処理が施されたアルミニウム合金板に係り、自動車、船舶、航空機等の車両用、特に自動車パネルに好適に使用することができる表面処理アルミニウム合金板に関する。
【背景技術】
【0002】
周知の通り、従来から、自動車、船舶、航空機あるいは車両等の輸送機、機械、電気製品、建築、構造物、光学機器、器物の部材や部品用として、各種アルミニウム合金板が、合金毎の各特性に応じて汎用されている。そして、近年、排気ガス等による地球環境問題に対して、自動車車体の軽量化による燃費の向上が追求されていることから、従来使用されていた鉄鋼材料に代わって、比重が鉄の約1/3であり、優れたエネルギー吸収性を有するアルミニウム合金板の自動車車体への使用が増加している。
【0003】
アルミニウム合金板を自動車パネルとして用いる場合には、成形性、溶接性、接着性、化成処理性、塗装後の耐食性、美観等が要求される。そして、アルミニウム合金板を用いて自動車パネルを製造する方法は、1)成形(所定寸法への切り出し、所定形状へのプレス成形)、2)接合(溶接および/または接着)、3)化成処理(洗浄剤による脱脂→表面調整→リン酸亜鉛処理)、4)塗装(電着塗装による下塗り→中塗り→上塗り)、であり、従来の鋼板を用いる場合と基本的に同じである。
【0004】
一方で、自動車部品のモジュール化が進行しつつあり、アルミニウム合金板自体が製造されてから、前記の自動車パネルの製造工程や車体製造工程に入るまでの期間がこれまでより長くなる傾向がある。自動車部品のモジュール化とは、自動車メーカーにおいて車体に直接取り付けていた個々の部品を、部品会社において事前にサブアセンブリーしてから車体に取り付ける方法である。このモジュール化を行なうことは、自動車メーカーにおける難作業を簡素化して生産効率を上げることが主な目的であり、生産工程の短縮、仕掛品を削減する効果もある。自動車部品のモジュール化により、部品会社の負担は増加するが、自動車会社と部品会社の全体としてのコスト低減に効果があり、結果的に自動車のコスト削減に寄与している。
【0005】
そして、アルミニウム合金板自体が製造されてから前記の製造工程に入るまでの期間がこれまでより長くなるため、アルミニウム合金板の表面保護の観点から、アルミニウム合金板に防錆油を塗油する処理が行われる。しかし、このような場合、どうしてもアルミニウム合金板の表面特性が経時変化し、アルミニウム合金板の脱脂性、化成処理性へ悪影響を及ぼすことが問題となっている。すなわち、アルミニウム合金板の表面特性の経時変化に伴い、化成処理時の脱脂性が悪化し、化成処理皮膜が付着し難くなり、結果的に塗装後の耐食性に影響を及ぼすこととなる。加えて、接着剤で接合したアルミニウム合金製自動車パネルでは、使用中に水分や酸素、あるいは塩分等が接合部に侵入することで、接着剤とアルミニウム合金板との界面が経時劣化して界面剥離が発生し、接着強度が低下することが問題となっている。
【0006】
このため、従来、アルミニウム合金板の表面に形成された酸化皮膜、特にMgを含有する酸化皮膜を洗浄等で除去することによって、脱脂性、化成処理性および接着性を向上させることが行われている(例えば、特許文献1〜5参照)。しかしながら、酸化皮膜を完全に除去することは難しく、表面特性の経時変化が少ない表面安定性に優れたものを得ることは困難であった。また、酸化皮膜を完全に除去するには強力に洗浄する必要があるため、生産性に劣り、経済的ではなかった。
【0007】
そこで、アルミニウム合金板の酸化皮膜のMg量とOH量を調整し、酸化皮膜の調整後14日以内に防錆油を塗油することが行われている(例えば、特許文献6参照)。また、アルミニウム合金板の表面に、リン酸塩皮膜とその上に形成された酸化アルミニウム膜とからなる表面皮膜を形成し、この表面皮膜(酸化アルミニウム膜)の上に防錆油を塗油することも行われている(例えば、特許文献7参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平06−256980号公報
【特許文献2】特開平06−256881号公報
【特許文献3】特開平05−070741号公報
【特許文献4】特開平04−214835号公報
【特許文献5】特開平02−115385号公報
【特許文献6】特開2006−200007号公報
【特許文献7】特許第2744697号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、アルミニウム合金板の表面特性の経時変化は、アルミニウム合金板の製造直後から一週間程度までの変化量が最も大きく、その後の変化は比較的少ない。したがって、特許文献6に記載されたアルミニウム合金板においては、表面調整後14日以内に防錆油を塗油するため、アルミニウム合金板の表面保護が不十分となる場合があり、目的とする脱脂性、化成処理性および接着性が得られないという問題がある。また、特許文献7に記載されたアルミニウム合金板においても、その表面皮膜の構成が塗油後一週間放置したサンプル評価結果によって特定されるものであるため、目的とする脱脂性、化成処理性および接着性が得られないという問題がある。
【0010】
本発明は、前記課題を解決するものであり、アルミニウム合金板自体が製造されてから自動車パネル等の製造工程に入るまでの期間が長くなっても、脱脂性、化成処理性および接着性に優れる表面処理アルミニウム合金板およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
前記課題を解決するため、本発明に係る表面処理アルミニウム合金板は、アルミニウム合金板と、このアルミニウム合金板の表面に形成された皮膜と、を備えた表面処理アルミニウム合金板であって、前記皮膜は、膜厚が1〜30nmであり、マグネシウム濃度が1〜20原子%、ジルコニウム濃度が0.2〜10原子%、ハロゲン濃度およびリン濃度がそれぞれ0.1原子%未満である構成とした。
【0012】
このような構成によれば、基板の表面に形成されたジルコニウムを含有する皮膜を備えることで、従来行われていた酸洗浄等を行わずに、脱脂性、化成処理性および接着性が向上する。特に、皮膜において、二酸化ジルコニウム換算量で規定する付着量が所定範囲であることで、表面処理皮膜が防錆油の吸着を抑制するため、化成処理工程における脱脂時に防錆油およびプレス油が十分に除去でき、良好な水濡れ性が維持される。その結果、脱脂不良(水濡れ性不良)に起因した化成処理ムラの発生が抑制される。加えて、皮膜である表面処理皮膜と酸化皮膜が強固に結合されているため、表面処理アルミニウム合金板と接着剤との間で界面剥離が発生することが抑制される。また、皮膜における表面処理皮膜がハロゲンおよびリンを含有しないことで、表面処理アルミニウム合金板を製造する際、ハロゲンおよびリンを含有しない表面処理液を使用することとなり、製造設備への負荷が軽減されると共に、環境への影響も少なくなる。
【0013】
なお、前記した表面処理アルミニウム合金板の製造方法としては、例えば、圧延によって前記基板を作製する基板作製工程と、前記基板を400〜580℃に加熱して前記基板の表面に酸化皮膜を形成する加熱工程と、酸化皮膜が形成された基板を冷却して、酸化皮膜の表面に表面処理を施す冷却工程とを含み、冷却工程において、ハロゲンおよびリンを含有せず、濃度が0.005〜5g/Lであり、pHが1〜5の硝酸ジルコニウム水溶液を冷却液として用いることを特徴とするようにして製造することができる。また、前記基板が熱処理型アルミニウム合金からなり、前記加熱工程が前記基板に溶体化処理を施す溶体化処理工程であって、前記冷却工程が、前記酸化皮膜が形成された前記基板に焼入処理を施す焼入工程であることが好ましいものである。
【0014】
このような手順によれば、表面処理アルミニウム合金板の製造方法では、所定温度で加熱する加熱工程を行うことで、基板の表面に所定膜厚の酸化皮膜が形成されると共に、表面処理アルミニウム合金板の強度が調整される。また、表面処理アルミニウム合金板の製造方法では、所定の硝酸ジルコニウム水溶液で冷却する冷却工程を行うことで、酸化皮膜の表面に表面処理を施して、その表面処理を施したことで形成される皮膜を備えた基板となる。また、表面処理アルミニウム合金板の製造方法では、冷却工程において、ハロゲンおよびリンを含有しない表面処理液を冷却液として用いるため、ハロゲン及びリンを処理するための製造設備が必要ないので、製造設備への負荷が軽減されると共に、環境への影響も少なくなる。なお、熱処理型アルミニウム合金としては、Al−Cu−Mg系合金(2000系)、Al−Mg−Si系合金(6000系)、Al−Zn−Mg系合金(7000系)が知られている。
【発明の効果】
【0015】
本発明の表面処理アルミニウム合金板は、脱脂性、化成処理性および接着性に優れると共に、製造設備への負荷を軽減でき、環境対応に優れる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る表面処理アルミニウム合金板の構成を模式的に示す断面図である。
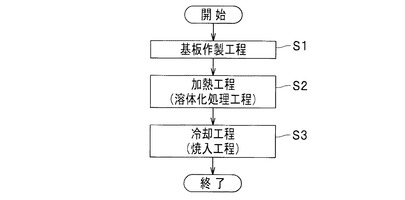
【図2】本発明に係る表面処理アルミニウム合金板の製造方法を示す工程フローである。
【発明を実施するための形態】
【0017】
≪表面処理アルミニウム合金板≫
以下、本発明に係る表面処理アルミニウム合金板について、図1を参照して具体的に説明する。図1に示すように、本発明に係る表面処理アルミニウム合金板10は、基板1と、この基板1の表面に形成された皮膜2とを備えている。なお、皮膜2は、後記するように、製造方法においては、初めに酸化皮膜を形成し、その後、形成した酸化皮膜の表面に硝酸ジルコニウム(正式名:二硝酸酸化ジルコニウム、慣用名:オキシ硝酸ジルコニウム、硝酸ジルコニル、硝酸ジルコン等)水溶液を接触させ、冷却とともに表面処理を施すことにより、全体として皮膜2を形成するようにしている。
なお、ここで、基板1の表面とは、基板1の表面の少なくとも一面を意味し、いわゆる表面、裏面が含まれる。
以下、表面処理アルミニウム合金板の各構成について説明する。
【0018】
<基板>
基板1は、アルミニウム合金からなり、その板厚は表面処理アルミニウム合金板10の用途に応じて適宜設定される。また、基板1の材料となるアルミニウム合金も、表面処理アルミニウム合金板10の用途に応じて、JISに規定される、またはJISに近似する種々の非熱処理型アルミニウム合金または熱処理型アルミニウム合金から適宜選択される。なお、非熱処理型アルミニウム合金は、純アルミニウム(1000系)、Al−Mn系合金(3000系)、Al−Si系合金(4000系)およびAl−Mg系合金(5000系)であり、熱処理型アルミニウム合金は、Al−Cu−Mg系合金(2000系)、Al−Mg−Si系合金(6000系)およびAl−Zn−Mg系合金(7000系)である。
【0019】
具体例を挙げると、表面処理アルミニウム合金板を自動車用に用いる場合では、0.2%耐力が100MPa以上の高強度の基板であることが好ましい。このような特性を満足する基板を構成するアルミニウム合金としては、通常、この種の構造部材用途に汎用される、5000系、6000系、7000系等の耐力が比較的高い汎用合金であって、必要により調質されたアルミニウム合金が好適に用いられる。優れた時効硬化能や合金元素量が比較的少なくスクラップのリサイクル性や成形性にも優れている点では、6000系アルミニウム合金を用いることが好ましい。
【0020】
好適なアルミニウム合金の組成の一例として、Mg:0.2〜1.5質量%、Si:0.3〜2.3質量%、Cu:1.0質量%以下を含有し、更に、Ti:0.1質量%以下、B:0.06質量%以下、Be:0.2質量%以下、Mn:0.8質量%以下、Cr:0.4質量%以下、Fe:0.5質量%以下、Zr:0.2質量%以下、V:0.2質量%以下から選択される1種以上を含有し、残部がAlおよび不可避的不純物からなるアルミニウム合金が挙げられる。各元素の数値限定理由は以下のとおりである。
【0021】
(Mg:0.2〜1.5質量%)
Mgは、強度を向上させる効果がある。Mgの含有量が0.2質量%未満では、強度向上の効果が小さい。一方、Mgの含有量が1.5質量%を超えると、成形性が低下しやすくなる。
【0022】
(Si:0.3〜2.3質量%)
Siは、強度を向上させる効果がある。Siの含有量が0.3質量%未満では、強度向上の効果が小さい。一方、Siの含有量が2.3質量%を超えると、成形性、熱間圧延性が低下しやすくなる。
【0023】
(Cu:1.0質量%以下)
Cuは、強度を向上させる効果がある。しかし、Cuの含有量が1.0質量%を超えると、耐食性が低下しやすくなる。
【0024】
(Ti:0.1質量%以下、B:0.06質量%以下、Be:0.2質量%以下、Mn:0.8質量%以下、Cr:0.4質量%以下、Fe:0.5質量%以下、Zr:0.2質量%以下、V:0.2質量%以下から選択される1種以上)
【0025】
Tiは、鋳塊の結晶粒を微細にし、成形性を向上させる効果がある。しかし、Tiの含有量が0.1質量%を超えると、粗大な晶出物の形成により、成形性が低下しやすくなる。
Bは、鋳塊の結晶粒や晶出物を微細にし、成形性を向上させる効果がある。しかし、Bの含有量が0.06質量%を超えると、粗大な晶出物の形成により、成形性が低下しやすくなる。
【0026】
Beは、熱間圧延性および成形性を向上させる効果がある。しかし、Beの含有量が0.2質量%を超えると、効果が飽和する。
Mn、Cr、Fe、Zr、Vは、強度を向上させる効果がある。しかし、含有量がそれぞれ、0.8質量%、0.4質量%、0.5質量%、0.2質量%、0.2質量%を超えると、粗大な晶出物の形成により、成形性が低下しやすくなる。
【0027】
なお、不可避的不純物としては、Ca、Zn、Ni等が挙げられる。
【0028】
<皮膜の構成>
皮膜2は、脱脂性の向上、化成処理のムラの低減、及び接着性の向上を行なうために、基板1の表面に、所定の成分で所定の膜厚で形成されるものである。なお、皮膜2の形成は、ここでは、酸化皮膜を加熱工程により作成した後に、冷却工程により硝酸ジルコニウム水溶液を用いた冷却工程により酸化皮膜上に表面処理を行い、その表面処理を行った酸化皮膜の全体で皮膜2を形成している。
【0029】
(膜厚)
この皮膜2は、その膜厚を1〜30nmの範囲として基板1に形成している。皮膜2は、その膜厚が1nm未満では、防錆油およびプレス油中のエステル成分の吸着が抑制されるため、表面処理皮膜が無くても脱脂性、化成処理性及び接着性は確保されるが、全体として膜厚を1nm未満に制御するには酸洗浄等が必要となる。そのため、生産性に劣り、実用的ではない。一方、皮膜の膜厚が30nm超の場合,皮膜量が過剰のために表面に凹凸ができ、結果的に化成ムラが生じ、化成性が低下する。なお、膜厚の好適な範囲は10〜20nmである。
【0030】
皮膜2の膜厚は、後記する加熱工程により形成した酸化皮膜により決定される要因が大きい。そのため、後記する冷却工程により冷却液として使用される硝酸ジルコニウム水溶液による表面処理では、酸化皮膜に二酸化ジルコニウムが付着あるいは入り込むよう状態となるため、大部分は酸化皮膜の膜厚で決められる。
【0031】
(マグネシウム濃度)
皮膜2は、マグネシウム濃度を1〜20原子%の範囲となるようにしている。皮膜2は、基板1にマグネシウムの成分を含んでいた場合には、そのマグネシウム濃度が1原子%未満に抑制することが困難であり、そのための処理が必要になってしまう。一方、マグネシウム濃度が20原子%超の場合,硝酸ジルコニウム水溶液を用いた本発明の処理を行っても脱脂性や化成性等を確保することができない。なお、皮膜2におけるマグネシウム濃度の好適な範囲は2〜15原子%である。また、皮膜2中のマグネシウム濃度は、基板1に含まれるマグネシウム量や製造条件により制御されるが、特に、ここでは、基板1に含まれるマグネシウム量(0.2〜1.5質量%)を制御することと、後記する製造方法により皮膜2のマグネシウム濃度を1〜20原子%の範囲にコントロールしている。
【0032】
皮膜2は、ジルコニウム濃度を0.2〜10原子%の範囲として有している。皮膜2は、ジルコニウム濃度が0.2原子%未満の場合、プレス油中のエステル成分の吸着を抑制することができず、脱脂性や化成性等の所望の性能を得られない。一方、皮膜2は、ジルコニウム濃度が10原子%超の場合、表面のジルコニウムが多すぎ、化成処理反応が阻害されて化成処理ムラが生じ、化成性が低下する。なお、ジルコニウム濃度の好適な範囲は0.4〜8原子%である。ジルコニウム濃度の制御は、後記する冷却工程で使用する硝酸ジルコニウム水溶液の濃度等により行なうことができる。
【0033】
そして、皮膜2は、前記した所定のマグネシウム濃度と、前記した所定のジルコニウム濃度と、合わせて、ハロゲンおよびリンを含有しないものである。例えば、ハロゲンおよびリンを測定した際、フッ素:0.1原子%未満、塩素:0.1原子%未満、臭素:0.1原子%未満、ヨウ素:0.1原子%未満、アスタチン:0.1原子%未満、リン:0.1原子%未満である。表面処理皮膜がハロゲンを含有する場合には、ハロゲンに対応する製造設備に負荷がかかる。また、表面処理皮膜がリンを含有する場合には、表面処理液を排液する際に沈殿が生じ易く、環境を汚染し易い。
【0034】
さらに、皮膜2は、上記の元素(マグネシウム、ジルコニウム、ハロゲン及びリン)を含むほか、残部が酸素、アルミニウムおよび不純物からなる。酸素、アルミニウムの好ましい含有量はそれぞれ、20〜65原子%である。不純物としてはC、Si、Ca、Fe、Cu、Mn、Ti、Zn、Ni等が挙げられ、Cであれば5原子%未満、その他の不純物であれば0.5原子%未満の含有量は許容される。
【0035】
なお、皮膜2の加熱工程により形成される酸化皮膜は、基板1の表面に形成される凸凹状の多孔質皮膜であり、基板1が6000系合金からなる場合には、酸化マグネシウムを主成分とする皮膜である。酸化皮膜の膜厚は、ここでは、1〜30nmであって、表面処理アルミニウム合金板10の製造過程(加熱工程)における加熱温度によって制御している。酸化皮膜の膜厚が1nm未満では、防錆油およびプレス油中のエステル成分の吸着が抑制されるため、表面処理皮膜が無くても脱脂性、化成処理性および接着性は確保されるが、膜厚を1nm未満に制御するには酸洗浄等が必要となる。そのため、生産性に劣り、実用的ではない。一方、酸化皮膜の膜厚が30nmを超えると、表面処理皮膜を設けても化成処理性を確保することができない。また、酸化皮膜の膜厚は、10〜20nmが好ましい。
【0036】
また、酸化皮膜の表面に行う表面処理は、酸化皮膜の表面に、ハロゲンおよびリンを含有しない硝酸ジルコニウム水溶液を冷却工程で使用することで行なっている。また、表面処理において、ジルコニウム濃度は、表面処理アルミニウム合金板10の製造過程(冷却工程)における冷却条件によって制御する。表面処理によりジルコニウム濃度が0.2原子%未満では、凹凸状の酸化皮膜を十分にカバーしきれず、また、酸化皮膜を十分にカバーできても、酸化皮膜におけるZr成分が不足するため、脱脂性、化成処理性および接着性が確保できない。一方、表面処理によるジルコニウム濃度が10原子%を超えた場合、脱脂性の向上効果は飽和し、しかも、ジルコニウムの分布が不均一になりやすく、化成処理性および接着性が低下するおそれがある。また、表面処理によるジルコニウム濃度は0.4〜0.8原子%が好ましい。
【0037】
<皮膜中の元素濃度及び膜厚測定法>
アルミニウム合金材(基板10)の板表面の皮膜2中の元素濃度(マグネシウム濃度、ジルコニウム濃度、ハロゲン、リン等の濃度)は、GD−OES(グロー放電発光分析装置(Glow Discharge Optical Emission Spectroscopy))よって測定され、皮膜2の膜厚さ測定後、深さ方向プロファイルにおいて所定元素濃度の平均値を算出することができる。また、GD−OESは、皮膜2の膜厚についても測定することが可能である。すなわち、GD−OESにより測定した、深さ方向プロファイルでの最大ジルコニウム濃度の半値の時の深さを皮膜の厚さとすることができる。なお、元素濃度および膜厚は、皮膜2表面における数箇所の測定結果の平均値とすることができるのはいうまでもない。
【0038】
また、元素濃度及び膜厚の測定法は、GD−OESと同精度を持つ測定法であれば、特にGD−OESに限定されず、AES(オージェ電子分光法)、XPS(X線光電子分光法)などでも良い。表面処理によるジルコニウム濃度についても、マグネシウム濃度と同様な測定方法を使用することができる。また、ジルコニウム濃度は、皮膜2の二酸化ジルコニウム濃度から求めることもできる。つまり、二酸化ジルコニウム濃度を求め、その求めた二酸化ジルコニウムから所定の演算によりジルコニウム濃度が求められる。
【0039】
≪表面処理アルミニウム合金板の製造方法≫
次に、本発明に係る表面処理アルミニウム合金板の製造方法について、図2を参照して説明する。なお、表面処理アルミニウム合金板の構成については、図1を参照する。
【0040】
表面処理アルミニウム合金板10の製造方法は、基板作製工程S1と、加熱工程S2と、冷却工程S3を含むものである。そして、加熱工程S2における加熱温度と、冷却工程S3における硝酸ジルコニウム水溶液の濃度およびpHを規定したものである。
以下、各工程について説明する。
【0041】
<基板作製工程>
基板作製工程S1は、圧延によって基板1を作製する工程である。具体的には、以下のような手順で基板1を作製することが好ましい。
【0042】
所定の組成を有するアルミニウム合金を連続鋳造により溶解、鋳造して鋳塊を製造し(溶解鋳造工程)、前記製造された鋳塊に均質化熱処理を施す(均質化熱処理工程)。次に、前記均質化熱処理された鋳塊に、熱間圧延を施して熱延板を製造する(熱間圧延工程)。次いで、熱延板に300〜580℃で荒焼鈍または中間焼鈍を行い、最終冷間圧延率5%以上の冷間圧延を少なくとも1回施して、所定の板厚の冷延板(基板1)を製造する(冷間圧延工程)。荒焼鈍または中間焼鈍の温度を300℃以上とすることで、成形性向上の効果がより発揮され、580℃以下とすることで、バーニングの発生による成形性の低下を抑制しやすくなる。最終冷間圧延率を5%以上とすることで、成形性向上の効果がより発揮される。なお、均質化熱処理、熱間圧延の条件は、特に限定されるものではなく、熱延板を通常得る場合の条件でよい。また、中間焼鈍は行わなくてもよい。
【0043】
<加熱工程>
加熱工程S2は、基板1を400〜580℃に加熱して、基板1の表面に酸化皮膜を形成する工程である。また、加熱工程S2は、表面処理アルミニウム合金板10の強度を調整する工程でもある。なお、加熱工程S2は、加熱速度100℃/分以上の急速加熱とすることが好ましい。
【0044】
そして、加熱工程S2は、基板1が熱処理型アルミニウム合金からなる場合には溶体化処理工程であって、基板1が非熱処理型アルミニウム合金からなる場合には、焼鈍工程(最終焼鈍工程)における加熱工程である。
【0045】
(加熱温度:400〜580℃)
加熱温度400℃以上に急速加熱することで、表面処理アルミニウム合金板10の強度、および、その表面処理アルミニウム合金板10の塗装後加熱(ベーキング)した後の強度がより高くなる。加熱温度580℃以下に急速加熱することで、バーニングの発生による成形性の低下が抑制される。また、加熱温度400〜580℃で加熱することで、基板1の表面に所定膜厚(1〜30nm)の酸化皮膜が形成される。なお、強度を向上させる観点から、保持時間は、3〜30秒が好ましい。
【0046】
<冷却工程>
冷却工程S3は、酸化皮膜が形成された基板1を冷却して、酸化皮膜の表面に表面処理を行っている、すなわち、冷却処理と表面処理とを同時に行なう工程である。なお、冷却工程S3は、冷却速度100℃/分以上で100℃まで急速冷却することが好ましい。100℃までの冷却速度を100℃/分以上とすることで、成形性の低下がより抑制されると共に、ベーキング後の強度がより高くなる。
【0047】
そして、冷却工程S3は、基板1が熱処理型アルミニウム合金からなる場合には焼入工程であって、基板1が非熱処理型アルミニウム合金からなる場合には、焼鈍工程(最終焼鈍工程)における冷却工程である。
【0048】
冷却工程S3では、冷却液として、ハロゲンおよびリンを含有せず、濃度が0.005〜5g/Lであり、pHが1〜5の硝酸ジルコニウム水溶液を用いる。また、冷却工程S3では、冷却時間が1〜30秒であることが好ましい。この冷却工程S3では、例えば、酸化皮膜が形成された基板1に対して、シャワーや噴霧することで硝酸ジルコニウム水溶液を吹き付けることや、または、硝酸ジルコニウム水溶液中を通過させることにより、基板1の冷却を行なうようにしている。
【0049】
(ハロゲンおよびリンを含有しない)
本発明において、冷却液としての硝酸ジルコニウム水溶液がハロゲンおよびリンを含有しないとは、前記したように、蛍光X線およびGD−OESでハロゲンおよびリンを測定した際、測定できないこと、すなわち、測定限界未満であることを意味する。そして、冷却液がハロゲンを含有する場合には、製造設備に負荷がかかる。また、冷却液がリンを含有する場合には、表面処理液を排液する際に沈殿が生じ易く、環境を汚染し易い。
【0050】
(濃度:0.005〜5g/L)
冷却液として所定濃度の硝酸ジルコニウム水溶液を用いることで、表面処理を行うことで皮膜2のジルコニウム濃度が所定範囲(0.2〜10原子%)となる。硝酸ジルコニウム水溶液の濃度が0.005g/L未満では、表面処理によるジルコニウム濃度が小さく(0.1原子%未満)、表面処理アルミニウム合金板10の脱脂性、化成処理性および接着性が確保できない。一方、硝酸ジルコニウム水溶液の濃度が5g/Lを超えると、表面処理によるジルコニウム濃度が大きく(ジルコニウム濃度10原子%を超える)、脱脂性、化成処理性および接着性の向上効果が飽和する。硝酸ジルコニウム水溶液の濃度は、0.05〜0.5g/Lが好ましい。
【0051】
(pH:1〜5)
冷却液としての硝酸ジルコニウム水溶液のpHが1未満では、表面処理が適正にできず、表面処理アルミニウム合金板10の脱脂性、化成処理性および接着性が確保できない。一方、pHが5を超えると、冷却液の安定性が低下し、冷却液中に沈殿が発生し易くなる。冷却液中に沈殿が発生すると、表面処理アルミニウム合金板10の板表面に沈殿が異物として押し込まれ、外観不良となるため、好ましくない。冷却水としての硝酸ジルコニウム水溶液のpHは、2〜4が好ましい。
【0052】
このように、冷却工程において、硝酸ジルコニウム水溶液を冷却液として使用し、加熱後の基板1、すなわち、表面に酸化皮膜が形成された基板1を冷却すると共に表面処理を行うことで、酸洗浄等により表面の酸化皮膜を除去する必要がないため、従来行われていた酸洗浄等を行う必要がなく、酸洗浄等のラインを省略することができる。さらに、冷却処理と表面処理とを同一工程で行うことができるため、製造コストをさらに削減することができる。
【0053】
表面処理アルミニウム合金板10の製造方法は、以上説明したとおりであるが、表面処理アルミニウム合金板10の製造を行うにあたり、前記各工程に悪影響を与えない範囲において、前記各工程の間あるいは前後に、他の工程を含めてもよい。例えば、前記冷却工程の後に予備時効処理を施す予備時効処理工程を設けてもよい。予備時効処理は、72時間以内に40〜120℃で8〜36時間の低温加熱することにより行うのが好ましい。この条件で予備時効処理することにより、成形性、および、ベーキング後の強度向上を図ることができる。
その他、例えば表面処理アルミニウム合金板10の板表面の異物を除去する異物除去工程や、各工程で発生した不良品を除去する不良品除去工程等を含めてもよい。
【0054】
そして、製造された表面処理アルミニウム合金板10は、成形前にプレス油が塗布される。プレス油は、エステル成分を含有するものが主に使用される。
次に、本発明に係る表面処理アルミニウム合金板10にプレス油を塗布する方法について説明する。
プレス油の塗布の方法としては、例えば、エステル成分としてオレイン酸エチルを含有するプレス油に、表面処理アルミニウム合金板10を浸漬させるだけでよい。エステル成分を含有するプレス油を塗布する方法や条件は、特に限定されるものではなく、通常のプレス油を塗布する方法や条件が広く適用できる。また、エステル成分もオレイン酸エチルに限定されるものではなく、ステアリン酸ブチルやソルビタンモノステアレート等、様々なものを利用することができる。
【実施例】
【0055】
次に、本発明の表面処理アルミニウム合金板について、本発明の要件を満たす実施例と、本発明の要件を満たさない比較例と、を対比させて具体的に説明する。
【0056】
表面処理アルミニウム合金板は、Aとして、その成分が6022規格(Si:0.8〜1.5質量%,Mg:0.45〜0.7質量%,Cu:0.01〜0.11質量%),Bとして、6016規格(Si:1.0〜1.5質量%,Mg:0.25〜0.6質量%,Cu:0.2質量%),Cとして、6111規格(Si:0.6〜1.1質量%,Mg:0.5〜1.0質量%,Cu:0.5〜0.9質量%)の市販品3種の6000系アルミニウム合金板を用いて、前記した製造方法により、サイズが70mm幅×150mm長さ×1mm厚さの基材を作製した(表1参照)。
【0057】
次に、この基材を実体到達温度480〜580℃まで加熱し、加温せずに常温である、硝酸を添加してpHを2〜4に調整した濃度0.05〜0.5g/Lの硝酸ジルコニウム水溶液に5〜20秒間浸漬して冷却した後、水洗・乾燥して、両面に酸化皮膜および表面処理を行った表面処理アルミニウム合金板を作製した。この表面処理アルミニウム合金板の両面に、市販自動車用洗浄プレス油(鉱油系、動粘度1〜7cSt)を0.1〜2g/m2塗布して、供試材(No.1〜19)とした。
【0058】
供試材(No.1〜10)の作製においては、基板の加熱温度(実体到達温度)、硝酸ジルコニウム水溶液の濃度、硝酸ジルコニウム水溶液の接触時間を、前記範囲内で適宜調整した。供試材(No.11)については、硝酸ジルコニウム水溶液による冷却(表面処理)を施さず、水冷によって冷却し、本発明の表面処理を行わなかった。
供試材No.12については,加熱温度590℃、濃度0.05g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材No.13については,加熱温度500℃、濃度0.004g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材(No.14、15)については、加熱処理後に酸洗浄、強酸洗浄を行い、本発明の表面処理を行わなかった。
供試材No.16については,加熱温度500℃、濃度6g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材No.17については,加熱温度590℃、濃度1g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材(No.18)については、加熱温度500℃とし、硝酸ジルコニウム水溶液の代わりに、濃度が0.5g/Lのリン酸二水素アルミニウム水溶液を用いた。
供試材No.19については、濃度10g/Lのハロゲン含有Zr系水溶液による表面処理を行なった。なお、ここでは、環境および設備への負荷等を考慮して常温で処理を行う一方、反応性を考慮して濃度を高めに設定してある。
【0059】
前記のようにして得られた供試材について、皮膜の膜厚およびMg、Zr,ハロゲン、Pの含有量を高周波グロー放電発光分光分析(GD−OES(ホリバ・ジョバンイボン社製、型式JY−5000RF))によって測定した。その結果を表1に示す。なお、Mg、Zr,ハロゲン、Pの含有量の合計が100原子%にならない場合には、OやAl、微量不純物を含んでいる。
【0060】
供試材(No.1〜10、11〜17)の表面処理による皮膜は、ハロゲン、リン共に含有されていなかった。供試材(No.18)の表面処理による皮膜が、ハロゲンは含有されず、皮膜の深さ方向プロファイルでのリン含有量の平均値は10原子%であった。また、供試材No.19は、表面処理による皮膜がリンを含有量していないが、ハロゲンを1原子%含有していた。
【0061】
次に、前記の供試材を用いて、以下の評価を行った。その結果を表1に示す。
<脱脂性(水濡れ面積率)>
各供試材を、15〜35℃で50〜90%RHの環境室内に6ヶ月放置した。そして、6ヶ月後に、市販自動車用の炭酸ソーダ系脱脂浴に40℃×2分間浸漬(スターラーによる攪拌あり)し、30秒間水洗(流水)した後の供試材面積に対する水濡れ面積率(表裏の平均)を測定した(良好な程、高い数値となり、完全に水濡れする場合は100%となる)。これにより、化成処理時の水濡れ性、すなわち、脱脂性を評価することができる。各供試材は、それぞれ3枚とし、水濡れ面積率は、これらの平均値とした。なお、湿潤環境室内に保持する前の初期値は全て100%であった。水漏れ面積率が80%以上のものを、脱脂性が良好、80%未満のものを、脱脂性が不良とした。
【0062】
<化成処理性(化成処理ムラ有無)>
各供試材を、炭酸ソーダ系脱脂浴に40℃×2分間浸漬(スターラーによる攪拌あり)して、供試材表面を脱脂処理した。次に、室温の亜鉛系表面調整浴に1分間浸漬(スターラーによる攪拌あり)した後、35℃リン酸亜鉛浴に2分間浸漬(スターラーによる攪拌あり)して、供試材表面を化成処理した。そして、化成処理後の供試材表面に発生する化成処理ムラを目視にて観察し、化成処理性を評価した。化成処理性の評価において、化成処理ムラの発生が無かったものを、表中「なし」と記して、化成処理性が良好とし、化成処理ムラが発生したものを、表中「あり」と記して、化成処理性が不良とした。
【0063】
<接着性(凝集破壊率)>
構成が同じ2枚の供試材(70mm幅)の端部を、熱硬化型エポキシ樹脂系接着剤(サンスター技研株式会社製、ペンギンセメント#1086)を介して、ラップ長13mm(接着面積:70mm×13mm=910mm2)となるように重ね合わせた。なお、接着剤層の膜厚が150μmとなるように微量のガラスビーズ(粒径150μm)を接着剤に添加して調節した。重ね合わせてから30分、室温で乾燥させて、次いで、170℃で20分間加熱して接着剤を硬化させた。その後、さらに室温で24時間静置して、接着試験体とした。
【0064】
得られた接着試験体を、50℃、95%RHの湿潤雰囲気中に10日間保持した後、引張試験機にて50mm/分の速度で引張り、下記の式(1)に基づいて、接着部分の接着剤層の凝集破壊率(非界面剥離率)を算出した。なお、凝集破壊率は、接着試験体3本の平均値とした。また、式(1)において、接着試験体の一方を試験片A、他方を試験片Bとする。凝集破壊率が80%以上のものを接着性が良好、80%未満のものを接着性が不良とした。
凝集破壊率(%)=100−{(試験片Aの界面剥離面積/試験片Aの接着面積)×100}+{(試験片Bの界面剥離面積/試験片Bの接着面積)×100}・・・(1)
【0065】
【表1】

【0066】
表1に示すように、供試材No.1〜10(実施例)は、本発明の構成を満たすため、脱脂性、化成処理性および接着性が良好であった。
一方、供試材No.11〜19(比較例)は、本発明の構成を満たさないため、以下の結果となった。
【0067】
供試材No.11は、表面処理をしていないため、脱脂性、化成処理性および接着性が不良であった。供試材No.12は、皮膜の膜厚が上限値を超えているため、化成処理性が不良であった。供試材No.13は、表面処理による皮膜のジルコニウム濃度が本発明の範囲外であったので、脱脂性、化成処理性及び接着性が不良であった。供試材No.14は、皮膜の膜厚が本発明の範囲内であったが、本発明の表面処理を行っていないためジルコニウム濃度を測定できず、脱脂性、化成処理性及び接着性が不良であった。
【0068】
供試材No.15は、マグネシウム濃度が下限値未満で、かつ、ジルコニウム濃度を測定できない状態となるより強力な洗浄である強酸洗浄を行ったものであるが、酸化皮膜の膜厚が下限値未満であるため、脱脂性、化成処理性および接着性は良好であるが、強酸洗浄を行ったため、生産性に劣っていた。したがって、供試材No.15による表面処理アルミニウム合金板は、経済的ではなく、実用に適さないものであった。
供試材No.16は、ジルコニウム濃度が上限を超えているため、化成処理性が不良であった。試供材No.17は、マグネシウム濃度が上限を超えているため、脱脂性、化成処理性および接着性が不良であった。
【0069】
供試材No.18は、冷却液としてリン酸二水素アルミニウム水溶液を用いたため、脱脂性および化成処理性は良好であったが、接着性が不良であった。また、冷却液が沈殿し易く排液処理性が悪かった。
供試材No.19は、ハロゲンを含むZr系による表面処理を行ったため、脱脂性、化成処理性および接着性は良好であるが、環境及び設備負荷が高くなってしまう。したがって、供試材No.19による表面処理アルミニウム合金板は、経済的ではなく、実用に適さないものであった。
【0070】
以上、本発明に係る表面処理アルミニウム合金板について実施の形態および実施例を示して詳細に説明したが、本発明の趣旨は前記した内容に限定されることなく、その権利範囲は特許請求の範囲の記載に基づいて解釈しなければならない。なお、本発明の内容は、前記した記載に基づいて改変・変更等することができることはいうまでもない。
【符号の説明】
【0071】
1 基板
2 皮膜
10 表面処理アルミニウム合金板
【技術分野】
【0001】
本発明は、表面処理が施されたアルミニウム合金板に係り、自動車、船舶、航空機等の車両用、特に自動車パネルに好適に使用することができる表面処理アルミニウム合金板に関する。
【背景技術】
【0002】
周知の通り、従来から、自動車、船舶、航空機あるいは車両等の輸送機、機械、電気製品、建築、構造物、光学機器、器物の部材や部品用として、各種アルミニウム合金板が、合金毎の各特性に応じて汎用されている。そして、近年、排気ガス等による地球環境問題に対して、自動車車体の軽量化による燃費の向上が追求されていることから、従来使用されていた鉄鋼材料に代わって、比重が鉄の約1/3であり、優れたエネルギー吸収性を有するアルミニウム合金板の自動車車体への使用が増加している。
【0003】
アルミニウム合金板を自動車パネルとして用いる場合には、成形性、溶接性、接着性、化成処理性、塗装後の耐食性、美観等が要求される。そして、アルミニウム合金板を用いて自動車パネルを製造する方法は、1)成形(所定寸法への切り出し、所定形状へのプレス成形)、2)接合(溶接および/または接着)、3)化成処理(洗浄剤による脱脂→表面調整→リン酸亜鉛処理)、4)塗装(電着塗装による下塗り→中塗り→上塗り)、であり、従来の鋼板を用いる場合と基本的に同じである。
【0004】
一方で、自動車部品のモジュール化が進行しつつあり、アルミニウム合金板自体が製造されてから、前記の自動車パネルの製造工程や車体製造工程に入るまでの期間がこれまでより長くなる傾向がある。自動車部品のモジュール化とは、自動車メーカーにおいて車体に直接取り付けていた個々の部品を、部品会社において事前にサブアセンブリーしてから車体に取り付ける方法である。このモジュール化を行なうことは、自動車メーカーにおける難作業を簡素化して生産効率を上げることが主な目的であり、生産工程の短縮、仕掛品を削減する効果もある。自動車部品のモジュール化により、部品会社の負担は増加するが、自動車会社と部品会社の全体としてのコスト低減に効果があり、結果的に自動車のコスト削減に寄与している。
【0005】
そして、アルミニウム合金板自体が製造されてから前記の製造工程に入るまでの期間がこれまでより長くなるため、アルミニウム合金板の表面保護の観点から、アルミニウム合金板に防錆油を塗油する処理が行われる。しかし、このような場合、どうしてもアルミニウム合金板の表面特性が経時変化し、アルミニウム合金板の脱脂性、化成処理性へ悪影響を及ぼすことが問題となっている。すなわち、アルミニウム合金板の表面特性の経時変化に伴い、化成処理時の脱脂性が悪化し、化成処理皮膜が付着し難くなり、結果的に塗装後の耐食性に影響を及ぼすこととなる。加えて、接着剤で接合したアルミニウム合金製自動車パネルでは、使用中に水分や酸素、あるいは塩分等が接合部に侵入することで、接着剤とアルミニウム合金板との界面が経時劣化して界面剥離が発生し、接着強度が低下することが問題となっている。
【0006】
このため、従来、アルミニウム合金板の表面に形成された酸化皮膜、特にMgを含有する酸化皮膜を洗浄等で除去することによって、脱脂性、化成処理性および接着性を向上させることが行われている(例えば、特許文献1〜5参照)。しかしながら、酸化皮膜を完全に除去することは難しく、表面特性の経時変化が少ない表面安定性に優れたものを得ることは困難であった。また、酸化皮膜を完全に除去するには強力に洗浄する必要があるため、生産性に劣り、経済的ではなかった。
【0007】
そこで、アルミニウム合金板の酸化皮膜のMg量とOH量を調整し、酸化皮膜の調整後14日以内に防錆油を塗油することが行われている(例えば、特許文献6参照)。また、アルミニウム合金板の表面に、リン酸塩皮膜とその上に形成された酸化アルミニウム膜とからなる表面皮膜を形成し、この表面皮膜(酸化アルミニウム膜)の上に防錆油を塗油することも行われている(例えば、特許文献7参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平06−256980号公報
【特許文献2】特開平06−256881号公報
【特許文献3】特開平05−070741号公報
【特許文献4】特開平04−214835号公報
【特許文献5】特開平02−115385号公報
【特許文献6】特開2006−200007号公報
【特許文献7】特許第2744697号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、アルミニウム合金板の表面特性の経時変化は、アルミニウム合金板の製造直後から一週間程度までの変化量が最も大きく、その後の変化は比較的少ない。したがって、特許文献6に記載されたアルミニウム合金板においては、表面調整後14日以内に防錆油を塗油するため、アルミニウム合金板の表面保護が不十分となる場合があり、目的とする脱脂性、化成処理性および接着性が得られないという問題がある。また、特許文献7に記載されたアルミニウム合金板においても、その表面皮膜の構成が塗油後一週間放置したサンプル評価結果によって特定されるものであるため、目的とする脱脂性、化成処理性および接着性が得られないという問題がある。
【0010】
本発明は、前記課題を解決するものであり、アルミニウム合金板自体が製造されてから自動車パネル等の製造工程に入るまでの期間が長くなっても、脱脂性、化成処理性および接着性に優れる表面処理アルミニウム合金板およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0011】
前記課題を解決するため、本発明に係る表面処理アルミニウム合金板は、アルミニウム合金板と、このアルミニウム合金板の表面に形成された皮膜と、を備えた表面処理アルミニウム合金板であって、前記皮膜は、膜厚が1〜30nmであり、マグネシウム濃度が1〜20原子%、ジルコニウム濃度が0.2〜10原子%、ハロゲン濃度およびリン濃度がそれぞれ0.1原子%未満である構成とした。
【0012】
このような構成によれば、基板の表面に形成されたジルコニウムを含有する皮膜を備えることで、従来行われていた酸洗浄等を行わずに、脱脂性、化成処理性および接着性が向上する。特に、皮膜において、二酸化ジルコニウム換算量で規定する付着量が所定範囲であることで、表面処理皮膜が防錆油の吸着を抑制するため、化成処理工程における脱脂時に防錆油およびプレス油が十分に除去でき、良好な水濡れ性が維持される。その結果、脱脂不良(水濡れ性不良)に起因した化成処理ムラの発生が抑制される。加えて、皮膜である表面処理皮膜と酸化皮膜が強固に結合されているため、表面処理アルミニウム合金板と接着剤との間で界面剥離が発生することが抑制される。また、皮膜における表面処理皮膜がハロゲンおよびリンを含有しないことで、表面処理アルミニウム合金板を製造する際、ハロゲンおよびリンを含有しない表面処理液を使用することとなり、製造設備への負荷が軽減されると共に、環境への影響も少なくなる。
【0013】
なお、前記した表面処理アルミニウム合金板の製造方法としては、例えば、圧延によって前記基板を作製する基板作製工程と、前記基板を400〜580℃に加熱して前記基板の表面に酸化皮膜を形成する加熱工程と、酸化皮膜が形成された基板を冷却して、酸化皮膜の表面に表面処理を施す冷却工程とを含み、冷却工程において、ハロゲンおよびリンを含有せず、濃度が0.005〜5g/Lであり、pHが1〜5の硝酸ジルコニウム水溶液を冷却液として用いることを特徴とするようにして製造することができる。また、前記基板が熱処理型アルミニウム合金からなり、前記加熱工程が前記基板に溶体化処理を施す溶体化処理工程であって、前記冷却工程が、前記酸化皮膜が形成された前記基板に焼入処理を施す焼入工程であることが好ましいものである。
【0014】
このような手順によれば、表面処理アルミニウム合金板の製造方法では、所定温度で加熱する加熱工程を行うことで、基板の表面に所定膜厚の酸化皮膜が形成されると共に、表面処理アルミニウム合金板の強度が調整される。また、表面処理アルミニウム合金板の製造方法では、所定の硝酸ジルコニウム水溶液で冷却する冷却工程を行うことで、酸化皮膜の表面に表面処理を施して、その表面処理を施したことで形成される皮膜を備えた基板となる。また、表面処理アルミニウム合金板の製造方法では、冷却工程において、ハロゲンおよびリンを含有しない表面処理液を冷却液として用いるため、ハロゲン及びリンを処理するための製造設備が必要ないので、製造設備への負荷が軽減されると共に、環境への影響も少なくなる。なお、熱処理型アルミニウム合金としては、Al−Cu−Mg系合金(2000系)、Al−Mg−Si系合金(6000系)、Al−Zn−Mg系合金(7000系)が知られている。
【発明の効果】
【0015】
本発明の表面処理アルミニウム合金板は、脱脂性、化成処理性および接着性に優れると共に、製造設備への負荷を軽減でき、環境対応に優れる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る表面処理アルミニウム合金板の構成を模式的に示す断面図である。
【図2】本発明に係る表面処理アルミニウム合金板の製造方法を示す工程フローである。
【発明を実施するための形態】
【0017】
≪表面処理アルミニウム合金板≫
以下、本発明に係る表面処理アルミニウム合金板について、図1を参照して具体的に説明する。図1に示すように、本発明に係る表面処理アルミニウム合金板10は、基板1と、この基板1の表面に形成された皮膜2とを備えている。なお、皮膜2は、後記するように、製造方法においては、初めに酸化皮膜を形成し、その後、形成した酸化皮膜の表面に硝酸ジルコニウム(正式名:二硝酸酸化ジルコニウム、慣用名:オキシ硝酸ジルコニウム、硝酸ジルコニル、硝酸ジルコン等)水溶液を接触させ、冷却とともに表面処理を施すことにより、全体として皮膜2を形成するようにしている。
なお、ここで、基板1の表面とは、基板1の表面の少なくとも一面を意味し、いわゆる表面、裏面が含まれる。
以下、表面処理アルミニウム合金板の各構成について説明する。
【0018】
<基板>
基板1は、アルミニウム合金からなり、その板厚は表面処理アルミニウム合金板10の用途に応じて適宜設定される。また、基板1の材料となるアルミニウム合金も、表面処理アルミニウム合金板10の用途に応じて、JISに規定される、またはJISに近似する種々の非熱処理型アルミニウム合金または熱処理型アルミニウム合金から適宜選択される。なお、非熱処理型アルミニウム合金は、純アルミニウム(1000系)、Al−Mn系合金(3000系)、Al−Si系合金(4000系)およびAl−Mg系合金(5000系)であり、熱処理型アルミニウム合金は、Al−Cu−Mg系合金(2000系)、Al−Mg−Si系合金(6000系)およびAl−Zn−Mg系合金(7000系)である。
【0019】
具体例を挙げると、表面処理アルミニウム合金板を自動車用に用いる場合では、0.2%耐力が100MPa以上の高強度の基板であることが好ましい。このような特性を満足する基板を構成するアルミニウム合金としては、通常、この種の構造部材用途に汎用される、5000系、6000系、7000系等の耐力が比較的高い汎用合金であって、必要により調質されたアルミニウム合金が好適に用いられる。優れた時効硬化能や合金元素量が比較的少なくスクラップのリサイクル性や成形性にも優れている点では、6000系アルミニウム合金を用いることが好ましい。
【0020】
好適なアルミニウム合金の組成の一例として、Mg:0.2〜1.5質量%、Si:0.3〜2.3質量%、Cu:1.0質量%以下を含有し、更に、Ti:0.1質量%以下、B:0.06質量%以下、Be:0.2質量%以下、Mn:0.8質量%以下、Cr:0.4質量%以下、Fe:0.5質量%以下、Zr:0.2質量%以下、V:0.2質量%以下から選択される1種以上を含有し、残部がAlおよび不可避的不純物からなるアルミニウム合金が挙げられる。各元素の数値限定理由は以下のとおりである。
【0021】
(Mg:0.2〜1.5質量%)
Mgは、強度を向上させる効果がある。Mgの含有量が0.2質量%未満では、強度向上の効果が小さい。一方、Mgの含有量が1.5質量%を超えると、成形性が低下しやすくなる。
【0022】
(Si:0.3〜2.3質量%)
Siは、強度を向上させる効果がある。Siの含有量が0.3質量%未満では、強度向上の効果が小さい。一方、Siの含有量が2.3質量%を超えると、成形性、熱間圧延性が低下しやすくなる。
【0023】
(Cu:1.0質量%以下)
Cuは、強度を向上させる効果がある。しかし、Cuの含有量が1.0質量%を超えると、耐食性が低下しやすくなる。
【0024】
(Ti:0.1質量%以下、B:0.06質量%以下、Be:0.2質量%以下、Mn:0.8質量%以下、Cr:0.4質量%以下、Fe:0.5質量%以下、Zr:0.2質量%以下、V:0.2質量%以下から選択される1種以上)
【0025】
Tiは、鋳塊の結晶粒を微細にし、成形性を向上させる効果がある。しかし、Tiの含有量が0.1質量%を超えると、粗大な晶出物の形成により、成形性が低下しやすくなる。
Bは、鋳塊の結晶粒や晶出物を微細にし、成形性を向上させる効果がある。しかし、Bの含有量が0.06質量%を超えると、粗大な晶出物の形成により、成形性が低下しやすくなる。
【0026】
Beは、熱間圧延性および成形性を向上させる効果がある。しかし、Beの含有量が0.2質量%を超えると、効果が飽和する。
Mn、Cr、Fe、Zr、Vは、強度を向上させる効果がある。しかし、含有量がそれぞれ、0.8質量%、0.4質量%、0.5質量%、0.2質量%、0.2質量%を超えると、粗大な晶出物の形成により、成形性が低下しやすくなる。
【0027】
なお、不可避的不純物としては、Ca、Zn、Ni等が挙げられる。
【0028】
<皮膜の構成>
皮膜2は、脱脂性の向上、化成処理のムラの低減、及び接着性の向上を行なうために、基板1の表面に、所定の成分で所定の膜厚で形成されるものである。なお、皮膜2の形成は、ここでは、酸化皮膜を加熱工程により作成した後に、冷却工程により硝酸ジルコニウム水溶液を用いた冷却工程により酸化皮膜上に表面処理を行い、その表面処理を行った酸化皮膜の全体で皮膜2を形成している。
【0029】
(膜厚)
この皮膜2は、その膜厚を1〜30nmの範囲として基板1に形成している。皮膜2は、その膜厚が1nm未満では、防錆油およびプレス油中のエステル成分の吸着が抑制されるため、表面処理皮膜が無くても脱脂性、化成処理性及び接着性は確保されるが、全体として膜厚を1nm未満に制御するには酸洗浄等が必要となる。そのため、生産性に劣り、実用的ではない。一方、皮膜の膜厚が30nm超の場合,皮膜量が過剰のために表面に凹凸ができ、結果的に化成ムラが生じ、化成性が低下する。なお、膜厚の好適な範囲は10〜20nmである。
【0030】
皮膜2の膜厚は、後記する加熱工程により形成した酸化皮膜により決定される要因が大きい。そのため、後記する冷却工程により冷却液として使用される硝酸ジルコニウム水溶液による表面処理では、酸化皮膜に二酸化ジルコニウムが付着あるいは入り込むよう状態となるため、大部分は酸化皮膜の膜厚で決められる。
【0031】
(マグネシウム濃度)
皮膜2は、マグネシウム濃度を1〜20原子%の範囲となるようにしている。皮膜2は、基板1にマグネシウムの成分を含んでいた場合には、そのマグネシウム濃度が1原子%未満に抑制することが困難であり、そのための処理が必要になってしまう。一方、マグネシウム濃度が20原子%超の場合,硝酸ジルコニウム水溶液を用いた本発明の処理を行っても脱脂性や化成性等を確保することができない。なお、皮膜2におけるマグネシウム濃度の好適な範囲は2〜15原子%である。また、皮膜2中のマグネシウム濃度は、基板1に含まれるマグネシウム量や製造条件により制御されるが、特に、ここでは、基板1に含まれるマグネシウム量(0.2〜1.5質量%)を制御することと、後記する製造方法により皮膜2のマグネシウム濃度を1〜20原子%の範囲にコントロールしている。
【0032】
皮膜2は、ジルコニウム濃度を0.2〜10原子%の範囲として有している。皮膜2は、ジルコニウム濃度が0.2原子%未満の場合、プレス油中のエステル成分の吸着を抑制することができず、脱脂性や化成性等の所望の性能を得られない。一方、皮膜2は、ジルコニウム濃度が10原子%超の場合、表面のジルコニウムが多すぎ、化成処理反応が阻害されて化成処理ムラが生じ、化成性が低下する。なお、ジルコニウム濃度の好適な範囲は0.4〜8原子%である。ジルコニウム濃度の制御は、後記する冷却工程で使用する硝酸ジルコニウム水溶液の濃度等により行なうことができる。
【0033】
そして、皮膜2は、前記した所定のマグネシウム濃度と、前記した所定のジルコニウム濃度と、合わせて、ハロゲンおよびリンを含有しないものである。例えば、ハロゲンおよびリンを測定した際、フッ素:0.1原子%未満、塩素:0.1原子%未満、臭素:0.1原子%未満、ヨウ素:0.1原子%未満、アスタチン:0.1原子%未満、リン:0.1原子%未満である。表面処理皮膜がハロゲンを含有する場合には、ハロゲンに対応する製造設備に負荷がかかる。また、表面処理皮膜がリンを含有する場合には、表面処理液を排液する際に沈殿が生じ易く、環境を汚染し易い。
【0034】
さらに、皮膜2は、上記の元素(マグネシウム、ジルコニウム、ハロゲン及びリン)を含むほか、残部が酸素、アルミニウムおよび不純物からなる。酸素、アルミニウムの好ましい含有量はそれぞれ、20〜65原子%である。不純物としてはC、Si、Ca、Fe、Cu、Mn、Ti、Zn、Ni等が挙げられ、Cであれば5原子%未満、その他の不純物であれば0.5原子%未満の含有量は許容される。
【0035】
なお、皮膜2の加熱工程により形成される酸化皮膜は、基板1の表面に形成される凸凹状の多孔質皮膜であり、基板1が6000系合金からなる場合には、酸化マグネシウムを主成分とする皮膜である。酸化皮膜の膜厚は、ここでは、1〜30nmであって、表面処理アルミニウム合金板10の製造過程(加熱工程)における加熱温度によって制御している。酸化皮膜の膜厚が1nm未満では、防錆油およびプレス油中のエステル成分の吸着が抑制されるため、表面処理皮膜が無くても脱脂性、化成処理性および接着性は確保されるが、膜厚を1nm未満に制御するには酸洗浄等が必要となる。そのため、生産性に劣り、実用的ではない。一方、酸化皮膜の膜厚が30nmを超えると、表面処理皮膜を設けても化成処理性を確保することができない。また、酸化皮膜の膜厚は、10〜20nmが好ましい。
【0036】
また、酸化皮膜の表面に行う表面処理は、酸化皮膜の表面に、ハロゲンおよびリンを含有しない硝酸ジルコニウム水溶液を冷却工程で使用することで行なっている。また、表面処理において、ジルコニウム濃度は、表面処理アルミニウム合金板10の製造過程(冷却工程)における冷却条件によって制御する。表面処理によりジルコニウム濃度が0.2原子%未満では、凹凸状の酸化皮膜を十分にカバーしきれず、また、酸化皮膜を十分にカバーできても、酸化皮膜におけるZr成分が不足するため、脱脂性、化成処理性および接着性が確保できない。一方、表面処理によるジルコニウム濃度が10原子%を超えた場合、脱脂性の向上効果は飽和し、しかも、ジルコニウムの分布が不均一になりやすく、化成処理性および接着性が低下するおそれがある。また、表面処理によるジルコニウム濃度は0.4〜0.8原子%が好ましい。
【0037】
<皮膜中の元素濃度及び膜厚測定法>
アルミニウム合金材(基板10)の板表面の皮膜2中の元素濃度(マグネシウム濃度、ジルコニウム濃度、ハロゲン、リン等の濃度)は、GD−OES(グロー放電発光分析装置(Glow Discharge Optical Emission Spectroscopy))よって測定され、皮膜2の膜厚さ測定後、深さ方向プロファイルにおいて所定元素濃度の平均値を算出することができる。また、GD−OESは、皮膜2の膜厚についても測定することが可能である。すなわち、GD−OESにより測定した、深さ方向プロファイルでの最大ジルコニウム濃度の半値の時の深さを皮膜の厚さとすることができる。なお、元素濃度および膜厚は、皮膜2表面における数箇所の測定結果の平均値とすることができるのはいうまでもない。
【0038】
また、元素濃度及び膜厚の測定法は、GD−OESと同精度を持つ測定法であれば、特にGD−OESに限定されず、AES(オージェ電子分光法)、XPS(X線光電子分光法)などでも良い。表面処理によるジルコニウム濃度についても、マグネシウム濃度と同様な測定方法を使用することができる。また、ジルコニウム濃度は、皮膜2の二酸化ジルコニウム濃度から求めることもできる。つまり、二酸化ジルコニウム濃度を求め、その求めた二酸化ジルコニウムから所定の演算によりジルコニウム濃度が求められる。
【0039】
≪表面処理アルミニウム合金板の製造方法≫
次に、本発明に係る表面処理アルミニウム合金板の製造方法について、図2を参照して説明する。なお、表面処理アルミニウム合金板の構成については、図1を参照する。
【0040】
表面処理アルミニウム合金板10の製造方法は、基板作製工程S1と、加熱工程S2と、冷却工程S3を含むものである。そして、加熱工程S2における加熱温度と、冷却工程S3における硝酸ジルコニウム水溶液の濃度およびpHを規定したものである。
以下、各工程について説明する。
【0041】
<基板作製工程>
基板作製工程S1は、圧延によって基板1を作製する工程である。具体的には、以下のような手順で基板1を作製することが好ましい。
【0042】
所定の組成を有するアルミニウム合金を連続鋳造により溶解、鋳造して鋳塊を製造し(溶解鋳造工程)、前記製造された鋳塊に均質化熱処理を施す(均質化熱処理工程)。次に、前記均質化熱処理された鋳塊に、熱間圧延を施して熱延板を製造する(熱間圧延工程)。次いで、熱延板に300〜580℃で荒焼鈍または中間焼鈍を行い、最終冷間圧延率5%以上の冷間圧延を少なくとも1回施して、所定の板厚の冷延板(基板1)を製造する(冷間圧延工程)。荒焼鈍または中間焼鈍の温度を300℃以上とすることで、成形性向上の効果がより発揮され、580℃以下とすることで、バーニングの発生による成形性の低下を抑制しやすくなる。最終冷間圧延率を5%以上とすることで、成形性向上の効果がより発揮される。なお、均質化熱処理、熱間圧延の条件は、特に限定されるものではなく、熱延板を通常得る場合の条件でよい。また、中間焼鈍は行わなくてもよい。
【0043】
<加熱工程>
加熱工程S2は、基板1を400〜580℃に加熱して、基板1の表面に酸化皮膜を形成する工程である。また、加熱工程S2は、表面処理アルミニウム合金板10の強度を調整する工程でもある。なお、加熱工程S2は、加熱速度100℃/分以上の急速加熱とすることが好ましい。
【0044】
そして、加熱工程S2は、基板1が熱処理型アルミニウム合金からなる場合には溶体化処理工程であって、基板1が非熱処理型アルミニウム合金からなる場合には、焼鈍工程(最終焼鈍工程)における加熱工程である。
【0045】
(加熱温度:400〜580℃)
加熱温度400℃以上に急速加熱することで、表面処理アルミニウム合金板10の強度、および、その表面処理アルミニウム合金板10の塗装後加熱(ベーキング)した後の強度がより高くなる。加熱温度580℃以下に急速加熱することで、バーニングの発生による成形性の低下が抑制される。また、加熱温度400〜580℃で加熱することで、基板1の表面に所定膜厚(1〜30nm)の酸化皮膜が形成される。なお、強度を向上させる観点から、保持時間は、3〜30秒が好ましい。
【0046】
<冷却工程>
冷却工程S3は、酸化皮膜が形成された基板1を冷却して、酸化皮膜の表面に表面処理を行っている、すなわち、冷却処理と表面処理とを同時に行なう工程である。なお、冷却工程S3は、冷却速度100℃/分以上で100℃まで急速冷却することが好ましい。100℃までの冷却速度を100℃/分以上とすることで、成形性の低下がより抑制されると共に、ベーキング後の強度がより高くなる。
【0047】
そして、冷却工程S3は、基板1が熱処理型アルミニウム合金からなる場合には焼入工程であって、基板1が非熱処理型アルミニウム合金からなる場合には、焼鈍工程(最終焼鈍工程)における冷却工程である。
【0048】
冷却工程S3では、冷却液として、ハロゲンおよびリンを含有せず、濃度が0.005〜5g/Lであり、pHが1〜5の硝酸ジルコニウム水溶液を用いる。また、冷却工程S3では、冷却時間が1〜30秒であることが好ましい。この冷却工程S3では、例えば、酸化皮膜が形成された基板1に対して、シャワーや噴霧することで硝酸ジルコニウム水溶液を吹き付けることや、または、硝酸ジルコニウム水溶液中を通過させることにより、基板1の冷却を行なうようにしている。
【0049】
(ハロゲンおよびリンを含有しない)
本発明において、冷却液としての硝酸ジルコニウム水溶液がハロゲンおよびリンを含有しないとは、前記したように、蛍光X線およびGD−OESでハロゲンおよびリンを測定した際、測定できないこと、すなわち、測定限界未満であることを意味する。そして、冷却液がハロゲンを含有する場合には、製造設備に負荷がかかる。また、冷却液がリンを含有する場合には、表面処理液を排液する際に沈殿が生じ易く、環境を汚染し易い。
【0050】
(濃度:0.005〜5g/L)
冷却液として所定濃度の硝酸ジルコニウム水溶液を用いることで、表面処理を行うことで皮膜2のジルコニウム濃度が所定範囲(0.2〜10原子%)となる。硝酸ジルコニウム水溶液の濃度が0.005g/L未満では、表面処理によるジルコニウム濃度が小さく(0.1原子%未満)、表面処理アルミニウム合金板10の脱脂性、化成処理性および接着性が確保できない。一方、硝酸ジルコニウム水溶液の濃度が5g/Lを超えると、表面処理によるジルコニウム濃度が大きく(ジルコニウム濃度10原子%を超える)、脱脂性、化成処理性および接着性の向上効果が飽和する。硝酸ジルコニウム水溶液の濃度は、0.05〜0.5g/Lが好ましい。
【0051】
(pH:1〜5)
冷却液としての硝酸ジルコニウム水溶液のpHが1未満では、表面処理が適正にできず、表面処理アルミニウム合金板10の脱脂性、化成処理性および接着性が確保できない。一方、pHが5を超えると、冷却液の安定性が低下し、冷却液中に沈殿が発生し易くなる。冷却液中に沈殿が発生すると、表面処理アルミニウム合金板10の板表面に沈殿が異物として押し込まれ、外観不良となるため、好ましくない。冷却水としての硝酸ジルコニウム水溶液のpHは、2〜4が好ましい。
【0052】
このように、冷却工程において、硝酸ジルコニウム水溶液を冷却液として使用し、加熱後の基板1、すなわち、表面に酸化皮膜が形成された基板1を冷却すると共に表面処理を行うことで、酸洗浄等により表面の酸化皮膜を除去する必要がないため、従来行われていた酸洗浄等を行う必要がなく、酸洗浄等のラインを省略することができる。さらに、冷却処理と表面処理とを同一工程で行うことができるため、製造コストをさらに削減することができる。
【0053】
表面処理アルミニウム合金板10の製造方法は、以上説明したとおりであるが、表面処理アルミニウム合金板10の製造を行うにあたり、前記各工程に悪影響を与えない範囲において、前記各工程の間あるいは前後に、他の工程を含めてもよい。例えば、前記冷却工程の後に予備時効処理を施す予備時効処理工程を設けてもよい。予備時効処理は、72時間以内に40〜120℃で8〜36時間の低温加熱することにより行うのが好ましい。この条件で予備時効処理することにより、成形性、および、ベーキング後の強度向上を図ることができる。
その他、例えば表面処理アルミニウム合金板10の板表面の異物を除去する異物除去工程や、各工程で発生した不良品を除去する不良品除去工程等を含めてもよい。
【0054】
そして、製造された表面処理アルミニウム合金板10は、成形前にプレス油が塗布される。プレス油は、エステル成分を含有するものが主に使用される。
次に、本発明に係る表面処理アルミニウム合金板10にプレス油を塗布する方法について説明する。
プレス油の塗布の方法としては、例えば、エステル成分としてオレイン酸エチルを含有するプレス油に、表面処理アルミニウム合金板10を浸漬させるだけでよい。エステル成分を含有するプレス油を塗布する方法や条件は、特に限定されるものではなく、通常のプレス油を塗布する方法や条件が広く適用できる。また、エステル成分もオレイン酸エチルに限定されるものではなく、ステアリン酸ブチルやソルビタンモノステアレート等、様々なものを利用することができる。
【実施例】
【0055】
次に、本発明の表面処理アルミニウム合金板について、本発明の要件を満たす実施例と、本発明の要件を満たさない比較例と、を対比させて具体的に説明する。
【0056】
表面処理アルミニウム合金板は、Aとして、その成分が6022規格(Si:0.8〜1.5質量%,Mg:0.45〜0.7質量%,Cu:0.01〜0.11質量%),Bとして、6016規格(Si:1.0〜1.5質量%,Mg:0.25〜0.6質量%,Cu:0.2質量%),Cとして、6111規格(Si:0.6〜1.1質量%,Mg:0.5〜1.0質量%,Cu:0.5〜0.9質量%)の市販品3種の6000系アルミニウム合金板を用いて、前記した製造方法により、サイズが70mm幅×150mm長さ×1mm厚さの基材を作製した(表1参照)。
【0057】
次に、この基材を実体到達温度480〜580℃まで加熱し、加温せずに常温である、硝酸を添加してpHを2〜4に調整した濃度0.05〜0.5g/Lの硝酸ジルコニウム水溶液に5〜20秒間浸漬して冷却した後、水洗・乾燥して、両面に酸化皮膜および表面処理を行った表面処理アルミニウム合金板を作製した。この表面処理アルミニウム合金板の両面に、市販自動車用洗浄プレス油(鉱油系、動粘度1〜7cSt)を0.1〜2g/m2塗布して、供試材(No.1〜19)とした。
【0058】
供試材(No.1〜10)の作製においては、基板の加熱温度(実体到達温度)、硝酸ジルコニウム水溶液の濃度、硝酸ジルコニウム水溶液の接触時間を、前記範囲内で適宜調整した。供試材(No.11)については、硝酸ジルコニウム水溶液による冷却(表面処理)を施さず、水冷によって冷却し、本発明の表面処理を行わなかった。
供試材No.12については,加熱温度590℃、濃度0.05g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材No.13については,加熱温度500℃、濃度0.004g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材(No.14、15)については、加熱処理後に酸洗浄、強酸洗浄を行い、本発明の表面処理を行わなかった。
供試材No.16については,加熱温度500℃、濃度6g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材No.17については,加熱温度590℃、濃度1g/Lの硝酸ジルコニウム水溶液を用いて処理を行った。
供試材(No.18)については、加熱温度500℃とし、硝酸ジルコニウム水溶液の代わりに、濃度が0.5g/Lのリン酸二水素アルミニウム水溶液を用いた。
供試材No.19については、濃度10g/Lのハロゲン含有Zr系水溶液による表面処理を行なった。なお、ここでは、環境および設備への負荷等を考慮して常温で処理を行う一方、反応性を考慮して濃度を高めに設定してある。
【0059】
前記のようにして得られた供試材について、皮膜の膜厚およびMg、Zr,ハロゲン、Pの含有量を高周波グロー放電発光分光分析(GD−OES(ホリバ・ジョバンイボン社製、型式JY−5000RF))によって測定した。その結果を表1に示す。なお、Mg、Zr,ハロゲン、Pの含有量の合計が100原子%にならない場合には、OやAl、微量不純物を含んでいる。
【0060】
供試材(No.1〜10、11〜17)の表面処理による皮膜は、ハロゲン、リン共に含有されていなかった。供試材(No.18)の表面処理による皮膜が、ハロゲンは含有されず、皮膜の深さ方向プロファイルでのリン含有量の平均値は10原子%であった。また、供試材No.19は、表面処理による皮膜がリンを含有量していないが、ハロゲンを1原子%含有していた。
【0061】
次に、前記の供試材を用いて、以下の評価を行った。その結果を表1に示す。
<脱脂性(水濡れ面積率)>
各供試材を、15〜35℃で50〜90%RHの環境室内に6ヶ月放置した。そして、6ヶ月後に、市販自動車用の炭酸ソーダ系脱脂浴に40℃×2分間浸漬(スターラーによる攪拌あり)し、30秒間水洗(流水)した後の供試材面積に対する水濡れ面積率(表裏の平均)を測定した(良好な程、高い数値となり、完全に水濡れする場合は100%となる)。これにより、化成処理時の水濡れ性、すなわち、脱脂性を評価することができる。各供試材は、それぞれ3枚とし、水濡れ面積率は、これらの平均値とした。なお、湿潤環境室内に保持する前の初期値は全て100%であった。水漏れ面積率が80%以上のものを、脱脂性が良好、80%未満のものを、脱脂性が不良とした。
【0062】
<化成処理性(化成処理ムラ有無)>
各供試材を、炭酸ソーダ系脱脂浴に40℃×2分間浸漬(スターラーによる攪拌あり)して、供試材表面を脱脂処理した。次に、室温の亜鉛系表面調整浴に1分間浸漬(スターラーによる攪拌あり)した後、35℃リン酸亜鉛浴に2分間浸漬(スターラーによる攪拌あり)して、供試材表面を化成処理した。そして、化成処理後の供試材表面に発生する化成処理ムラを目視にて観察し、化成処理性を評価した。化成処理性の評価において、化成処理ムラの発生が無かったものを、表中「なし」と記して、化成処理性が良好とし、化成処理ムラが発生したものを、表中「あり」と記して、化成処理性が不良とした。
【0063】
<接着性(凝集破壊率)>
構成が同じ2枚の供試材(70mm幅)の端部を、熱硬化型エポキシ樹脂系接着剤(サンスター技研株式会社製、ペンギンセメント#1086)を介して、ラップ長13mm(接着面積:70mm×13mm=910mm2)となるように重ね合わせた。なお、接着剤層の膜厚が150μmとなるように微量のガラスビーズ(粒径150μm)を接着剤に添加して調節した。重ね合わせてから30分、室温で乾燥させて、次いで、170℃で20分間加熱して接着剤を硬化させた。その後、さらに室温で24時間静置して、接着試験体とした。
【0064】
得られた接着試験体を、50℃、95%RHの湿潤雰囲気中に10日間保持した後、引張試験機にて50mm/分の速度で引張り、下記の式(1)に基づいて、接着部分の接着剤層の凝集破壊率(非界面剥離率)を算出した。なお、凝集破壊率は、接着試験体3本の平均値とした。また、式(1)において、接着試験体の一方を試験片A、他方を試験片Bとする。凝集破壊率が80%以上のものを接着性が良好、80%未満のものを接着性が不良とした。
凝集破壊率(%)=100−{(試験片Aの界面剥離面積/試験片Aの接着面積)×100}+{(試験片Bの界面剥離面積/試験片Bの接着面積)×100}・・・(1)
【0065】
【表1】
【0066】
表1に示すように、供試材No.1〜10(実施例)は、本発明の構成を満たすため、脱脂性、化成処理性および接着性が良好であった。
一方、供試材No.11〜19(比較例)は、本発明の構成を満たさないため、以下の結果となった。
【0067】
供試材No.11は、表面処理をしていないため、脱脂性、化成処理性および接着性が不良であった。供試材No.12は、皮膜の膜厚が上限値を超えているため、化成処理性が不良であった。供試材No.13は、表面処理による皮膜のジルコニウム濃度が本発明の範囲外であったので、脱脂性、化成処理性及び接着性が不良であった。供試材No.14は、皮膜の膜厚が本発明の範囲内であったが、本発明の表面処理を行っていないためジルコニウム濃度を測定できず、脱脂性、化成処理性及び接着性が不良であった。
【0068】
供試材No.15は、マグネシウム濃度が下限値未満で、かつ、ジルコニウム濃度を測定できない状態となるより強力な洗浄である強酸洗浄を行ったものであるが、酸化皮膜の膜厚が下限値未満であるため、脱脂性、化成処理性および接着性は良好であるが、強酸洗浄を行ったため、生産性に劣っていた。したがって、供試材No.15による表面処理アルミニウム合金板は、経済的ではなく、実用に適さないものであった。
供試材No.16は、ジルコニウム濃度が上限を超えているため、化成処理性が不良であった。試供材No.17は、マグネシウム濃度が上限を超えているため、脱脂性、化成処理性および接着性が不良であった。
【0069】
供試材No.18は、冷却液としてリン酸二水素アルミニウム水溶液を用いたため、脱脂性および化成処理性は良好であったが、接着性が不良であった。また、冷却液が沈殿し易く排液処理性が悪かった。
供試材No.19は、ハロゲンを含むZr系による表面処理を行ったため、脱脂性、化成処理性および接着性は良好であるが、環境及び設備負荷が高くなってしまう。したがって、供試材No.19による表面処理アルミニウム合金板は、経済的ではなく、実用に適さないものであった。
【0070】
以上、本発明に係る表面処理アルミニウム合金板について実施の形態および実施例を示して詳細に説明したが、本発明の趣旨は前記した内容に限定されることなく、その権利範囲は特許請求の範囲の記載に基づいて解釈しなければならない。なお、本発明の内容は、前記した記載に基づいて改変・変更等することができることはいうまでもない。
【符号の説明】
【0071】
1 基板
2 皮膜
10 表面処理アルミニウム合金板
【特許請求の範囲】
【請求項1】
アルミニウム合金板と、このアルミニウム合金板の表面に形成された皮膜と、を備えた表面処理アルミニウム合金板であって、
前記皮膜は、膜厚が1〜30nmであり、マグネシウム濃度が1〜20原子%、ジルコニウム濃度が0.2〜10原子%、ハロゲン濃度およびリン濃度がそれぞれ0.1原子%未満であることを特徴とする表面処理アルミニウム合金板。
【請求項1】
アルミニウム合金板と、このアルミニウム合金板の表面に形成された皮膜と、を備えた表面処理アルミニウム合金板であって、
前記皮膜は、膜厚が1〜30nmであり、マグネシウム濃度が1〜20原子%、ジルコニウム濃度が0.2〜10原子%、ハロゲン濃度およびリン濃度がそれぞれ0.1原子%未満であることを特徴とする表面処理アルミニウム合金板。
【図1】

【図2】
【図2】
【公開番号】特開2012−31479(P2012−31479A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−172805(P2010−172805)
【出願日】平成22年7月30日(2010.7.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月30日(2010.7.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]