
表面処理アルミニウム基板、アルミニウム樹脂複合材料、およびこれらの製造方法
【課題】樹脂材料に対して高い接合強度を示す新規なアルミニウム基板と樹脂材料との複合材料を提供する。
【解決手段】アルミニウム原子に結合した硫黄原子またはリン原子を表面に備える表面処理アルミニウム基板と、該表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えたアルミニウム樹脂複合材料。
【解決手段】アルミニウム原子に結合した硫黄原子またはリン原子を表面に備える表面処理アルミニウム基板と、該表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えたアルミニウム樹脂複合材料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂材料との接合に用いられる表面処理されたアルミニウム基板、この表面処理アルミニウム基板と樹脂材料とが接合された複合材料、およびこれらの製造方法に関する。
【背景技術】
【0002】
金属材料および樹脂材料は、自動車、家電製品など様々な分野で利用されているが、近年、軽量化や低コスト化の観点から、金属材料を樹脂材料に置き換えることが検討されている。しかしながら、熱伝導性や電気伝導性といった金属材料特有の物性は、樹脂材料に付与することは容易ではなく、金属材料をすべて樹脂材料に置き換えることは困難である。このため、金属材料が適用されていた部分に、金属材料と樹脂材料とを接合した複合体を適用することによって、熱伝導性や電気伝導性を維持しながら軽量化や低コスト化が図られている。
【0003】
しかしながら、金属材料と樹脂材料は、その特性が大きく異なるため、直接接合することは容易ではない。特に、アルミニウム基板とナイロンなどのポリアミド系樹脂材料とを、直接接合することは困難であった。このため、従来から、金属材料と樹脂材料とを接合する方法として、溶着による接合、接着剤による接合、機械的な固定などが用いられていた。ところが、溶着による接合は接合部の強度が十分ではなく、機械的な固定は接合の自由度が小さいといった問題があり、金属材料と樹脂材料との接合においては、近年、接着剤による接合が多く採用されている。しかしながら、接着剤を用いた場合でも、必ずしも十分な接合強度が得られるものではなかった。
【0004】
そこで、金属材料と樹脂材料との接合強度を高める方法として、特開2001−1445号公報(特許文献1)には、導電性物体の表面に多官能性トリアジンジチオール誘導体被膜を形成し、この表面に樹脂材料を接合させて複合体を形成する方法が提案されている。この方法で用いられている多官能性トリアジンジチオール誘導体は、1分子中に金属材料との反応性を示す部分と樹脂材料との反応性を示す部分とを有するものであり、これらが導電性物体および樹脂材料とそれぞれ反応することによって、導電性物体と樹脂材料との接合強度を高めている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−1445号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、樹脂材料に対して高い接合強度を示す新規なアルミニウム基板、このアルミニウム基板と樹脂材料との複合材料、およびこれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を用いてアルミニウム基板表面にレーザークラッディング処理を施すことによって、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板が得られることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明の表面処理アルミニウム基板は、アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えることを特徴とするものである。このような表面処理アルミニウム基板が前記硫黄原子を備える表面を有するものである場合、前記表面のX線光電子分光スペクトルは、160.5〜163.5eVの結合エネルギー範囲内に硫黄原子の2Pピークを有するものであることが好ましい。また、本発明の表面処理アルミニウム基板において、アルミニウム原子に結合した前記硫黄原子またはリン原子は30〜300μmの表面層を形成していることが好ましい。
【0009】
本発明のアルミニウム樹脂複合材料は、前記本発明の表面処理アルミニウム基板と、この表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えることを特徴とするものである。本発明のアルミニウム樹脂複合材料において、前記表面処理アルミニウム基板と前記樹脂材料との間の引張剪断強さは1MPa以上であることが好ましい。
【0010】
本発明の表面処理アルミニウム基板の製造方法は、アルミニウム基板の酸化膜を除去した表面上に、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を配置し、この接合剤にレーザークラッディング処理を施すことを特徴とする方法である。前記接合剤としては、アルミニウム粉末と硫黄粉末またはリン粉末とを含有するものが好ましい。
【0011】
本発明のアルミニウム樹脂複合材料の製造方法は、前記本発明の表面処理アルミニウム基板の製造方法により製造した表面処理アルミニウム基板のレーザークラッディング処理が施された表面に樹脂を接触させて、前記表面処理アルミニウム基板と樹脂材料とを接合することを特徴とする方法である。このようなアルミニウム樹脂複合材料の製造方法において、前記樹脂材料は射出成形により形成することが好ましい。
【0012】
なお、本発明の表面処理アルミニウム基板に樹脂材料を接合することによって、高い接合強度を有するアルミニウム樹脂複合材料が得られる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、本発明の表面処理アルミニウム基板においては、アルミニウム基板表面上に配置した、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤に、レーザークラッディング処理を施すことによって、前記アルミニウム原子と前記硫黄原子またはリン原子とが化学的に結合し、前記接合剤と前記アルミニウム基板とが強固に接合する。そして、このようなアルミニウム基板表面上に強固に接合された接合剤と樹脂とを接触させることによって、前記接合剤中の硫黄原子が樹脂を構成する高分子と反応し、前記接合剤と樹脂材料とが強固に接合する。このように、アルミニウム基板、接合剤および樹脂材料のいずれの間においても強固な接合が形成されるため、本発明のアルミニウム樹脂複合材料は高い接合強度を有するものとなると推察する。
【発明の効果】
【0013】
本発明によれば、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板、およびこの表面処理アルミニウム基板と樹脂材料との複合材料を得ることが可能となる。
【図面の簡単な説明】
【0014】
【図1】本発明に用いられるレーザークラッディング装置の一例を示す模式図である。
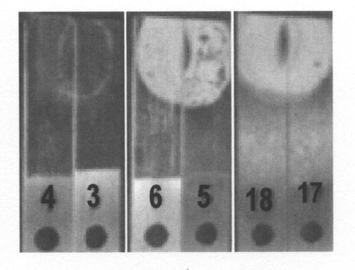
【図2】実施例1〜2および比較例1において、レーザークラッディング処理が施されたアルミニウム基板を示す写真である。
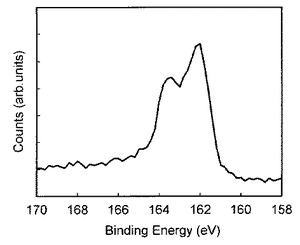
【図3A】実施例1において、レーザークラッディング処理を施したアルミニウム基板表面のX線光電子分光(XPS)スペクトルを示すグラフである。
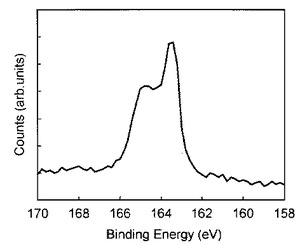
【図3B】通常の硫黄のX線光電子分光(XPS)スペクトルを示すグラフである。
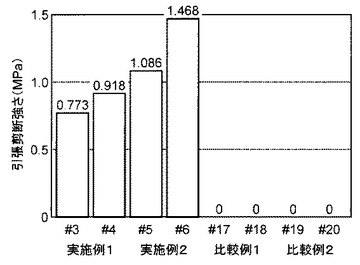
【図4】実施例1〜2および比較例1〜2で得られたアルミニウム樹脂複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを示すグラフである。
【発明を実施するための形態】
【0015】
以下、本発明をその好適な実施形態に即して詳細に説明する。
【0016】
<表面処理アルミニウム基板>
先ず、本発明の表面処理アルミニウム基板およびその製造方法について説明する。本発明の表面処理アルミニウム基板は、アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えるものである。このような表面処理アルミニウム基板は、アルミニウム基板の酸化膜を除去した表面上に、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を配置し、この接合剤にレーザークラッディング処理を施すことによって製造することができる。
【0017】
本発明の表面処理アルミニウム基板の製造に用いられるアルミニウム基板としては、表面の材質がアルミニウムであれば特に制限はなく、基板全体がアルミニウムからなるものであってもよいし、メッキや蒸着などにより表面にアルミニウム層を形成したものでもよい。また、アルミニウム基板の形状としては特に制限はなく、例えば、切断、プレス、切削、研削などの公知の金属加工方法により、所望の形状に加工したものを使用することが可能である。
【0018】
アルミニウム基板は、通常、その表面に酸化膜が形成されていることが多い。本発明の表面処理アルミニウム基板の製造方法においては、前記アルミニウム基板のレーザークラッディング処理を施す表面の酸化膜を除去する必要がある。酸化膜の除去方法としては、機械研磨、電解研磨、化学研磨、化学機械的研磨など公知の研磨方法を適用することができる。このように酸化膜を除去した表面(以下、「酸化膜除去表面」という。)に本発明にかかるレーザークラッディング処理を施すことによって、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板を得ることができる。一方、酸化膜を除去していない表面に本発明にかかるレーザークラッディング処理を施すと、樹脂材料に対する接合強度が著しく低下し、樹脂材料が全く接合しない場合もある。
【0019】
本発明の表面処理アルミニウム基板の製造に用いられる接合剤は、アルミニウム原子と硫黄原子またはリン原子とを含有するものである。このような接合剤としては、アルミニウム粉末と硫黄粉末またはリン粉末との混合粉末を含有するものが好ましく、取扱い易いという観点から、前記混合粉末が溶媒に懸濁したスラリー状のものがより好ましい。また、前記接合剤には、溶媒を除いて、アルミニウム粉末、硫黄粉末およびリン粉末以外の他の成分が含まれていないことが好ましい。接合剤に前記他の成分が含まれていると、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にある。
【0020】
前記アルミニウム粉末、硫黄粉末およびリン粉末の平均粒径は、いずれも0.3〜30μmであることが好ましく、1〜10μmであることが好ましい。これらの粉末の平均粒径が前記下限未満になると、空気中での自然発火などの可能性があり、取扱いが難しくなる傾向にあり、他方、前記上限を超えると、レーザーによる熔融や反応が起こりにくく、接合強度が低下する傾向にある。
【0021】
本発明にかかる接合剤において、前記アルミニウム粉末と前記硫黄粉末またはリン粉末との混合比としては、体積比(Al:SまたはP)で1:0.1〜1:10が好ましく、1:0.5〜1:5がより好ましい。これらの粉末の混合比が前記下限未満になると、レーザークラッディング処理によりアルミニウム原子と結合する硫黄原子またはリン原子の量が少なく、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にあり、他方、前記上限を超えると、結合に寄与するアルミニウム原子の数が減少し、接合強度が低下する傾向にある。
【0022】
前記溶媒としては、エタノール、アセトン、ヘキサン、アセトニトリルなどが挙げられる。中でも、安全性、取扱い易さという観点から、エタノールが好ましい。また、このような溶媒を使用する場合、前記混合粉末の濃度(スラリー濃度)としては、取扱い易いという観点から、100〜2000g/Lが好ましく、700〜1500g/Lがより好ましい。
【0023】
本発明の表面処理アルミニウム基板の製造方法においては、先ず、このような接合剤を、前記アルミニウム基板の酸化膜除去表面上に配置する。接合剤を配置する方法としては、スラリー状の接合剤を塗布したり、噴霧したり、キャストしたりするなど、公知の塗膜形成方法を適用することができる。このようにして配置する接合剤の量としては、アルミニウム基板の単位面積当たり、前記混合粉末の量が20〜2000g/m2となる量が好ましく、70〜600g/m2となる量がより好ましい。前記混合粉末量が前記下限未満になると、レーザークラッディング処理によりアルミニウム原子と結合する硫黄原子またはリン原子の量が少なく、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にあり、他方、前記上限を超えると、レーザーによる熔融や反応が起こらない層が生じ、接合強度が低下する傾向にある。
【0024】
次に、図面を参照しながら本発明にかかるレーザークラッディング処理について詳細に説明するが、本発明に用いられるレーザークラッディング装置は前記図面に限定されるものではなく、公知のレーザークラッディング装置を使用することができる。なお、以下の説明および図面中、同一または相当する要素には同一の符号を付し、重複する説明は省略する。
【0025】
まず、図1に示すレーザークラッディング装置の真空容器1内に、表面に接合剤2を配置したアルミニウム基板3を設置した後、真空容器1内を減圧する。このときの真空容器1内の圧力としては、10−2Torr以下が好ましい。真空容器1内の圧力が前記上限を超えると、レーザーのエネルギーによりアルミニウムが酸化され、硫黄原子またはリン原子と結合しにくくなる傾向にある。
【0026】
次に、真空容器1のレーザー入射窓4からレーザー光5を真空容器1内に導入する。レーザー光の波長としては150nm〜10.6μmが好ましい。レーザー光の波長が前記下限未満になると、ミラーなどの光学系として適当なものを入手しにくい傾向にあり、他方、前記上限を超えると、レーザー光の吸収が少なく、反応が十分に起こらないため、接合強度が低下する傾向にある。また、レーザー光の1パルス当たりの照射エネルギーとしては、アルミニウム基板上の照射面積1cm2当たり、0.08〜9J/(pulse・cm2)が好ましく、0.15〜5J/(pulse・cm2)がより好ましい。1パルス当たりの照射エネルギーが前記下限未満になると、反応が十分に起こらないため、接合強度が低下する傾向にあり、他方、前記上限を超えると、アルミニウム基板が熔融したり、接合剤が飛び散ったりする傾向にある。さらに、レーザー光の照射時間は、レーザー光の全照射エネルギーが、アルミニウム基板上の照射面積1cm2当たり、0.97〜5.3kJ/cm2となるように設定することが好ましく、1.5〜3.0kJ/cm2となるように設定することがより好ましい。レーザー光の全照射エネルギーが前記下限未満になると、レーザークラッディング処理が不十分となり、アルミニウム原子と結合する硫黄原子またはリン原子の量が少なく、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にあり、他方、前記上限を超えると、アルミニウム基板が熔融したり、接合剤が飛び散ったりする傾向にある。
【0027】
真空容器1内に導入されたレーザー光5は、モーター6に取り付けたミラー7で反射され、真空容器1内に設置した前記アルミニウム基板3上の接合剤2に照射される。これにより、アルミニウム基板表面上の接合剤にレーザークラッディング処理が施され、アルミニウム基板の表面において、アルミニウム原子と硫黄原子またはリン原子との結合が形成され、本発明の表面処理アルミニウム基板が得られる。なお、図1に示したレーザークラッディング装置においては、前記ミラー7は偏芯ミラーであり、モーター6を回転させることによって、レーザー光5のビーム径より大きな径の領域にレーザー光を照射することができる。また、この場合のミラー7の回転速度としては、6〜180rpmが好ましい。
【0028】
このようにして製造される本発明の表面処理アルミニウム基板は、アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えているため、樹脂材料に対して高い接合強度を示す。
【0029】
本発明の表面処理アルミニウム基板において、アルミニウム原子と硫黄原子またはリン原子との結合は、X線光電子分光(XPS)スペクトルを測定することによって確認することができる。すなわち、硫黄分子を形成している硫黄原子のXPSスペクトルにおいては、結合エネルギーが164eV付近に硫黄原子の2Pピークを観察することができる。また、リン分子を形成しているリン原子のXPSスペクトルにおいては、結合エネルギーが130eV付近にリン原子の2Pピークを観察することができる。これに対して、アルミニウム原子に結合した硫黄原子のXPSスペクトルにおいては、結合エネルギーが160.5〜163.5eVに硫黄原子の2Pピークを観察することができる。また、アルミニウム原子に結合したリン原子のXPSスペクトルにおいては、結合エネルギーが128.5〜129.5eVにリン原子の2Pピークを観察することができる。従って、本発明の表面処理アルミニウム基板の表面のXPSスペクトルを測定し、硫黄原子またはリン原子の2Pピークの位置を確認することにより、アルミニウム原子と硫黄原子またはリン原子との結合を確認することができる。例えば、上述したように、アルミニウム基板の表面に本発明にかかるレーザークラッディング処理を施した場合、レーザークラッディング処理する部分および処理した部分のXPSスペクトルを測定し、レーザー光の照射前後において、硫黄原子またはリン原子の2Pピークが所定の位置にシフトしたことが観察されれば、硫黄原子またはリン原子はアルミニウム原子と結合していることが確認できる。
【0030】
また、前記接合剤を用いてアルミニウム基板の表面にレーザークラッディング処理を施した場合、アルミニウム基板の表面に配置された接合剤の表面だけでなく、この表面からある程度の深さの部分(以下、この部分を「表面層」という)までレーザー光が到達する。このため、アルミニウム原子と硫黄原子またはリン原子との結合は、このような表面層内においても観察することができる。このような表面層の厚さは、レーザー光の照射条件によって決まるものであるが、通常、10〜500μmであり、好ましくは30〜300μmである。
【0031】
<アルミニウム樹脂複合材料>
次に、本発明のアルミニウム樹脂複合材料およびその製造方法について説明する。本発明のアルミニウム樹脂複合材料は、前記本発明の表面処理アルミニウム基板と、この表面処理アルミニウム基板の硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えるものである。このようなアルミニウム樹脂複合材料は、前記本発明の表面処理アルミニウム基板の前記レーザークラッディング処理が施された表面に樹脂を接触させることによって製造することができる。
【0032】
本発明のアルミニウム樹脂複合材料の製造に用いられる樹脂としては特に制限はなく、例えば、汎用プラスチック、汎用エンジニアリングプラスチック、スーパーエンジニアリングプラスチックといった熱可塑性樹脂が挙げられ、各種用途に応じて適宜選択することができる。前記汎用プラスチックとしては、ポリエチレン、ポリプロピレンといったポリオレフィン、ポリ塩化ビニル、ポリスチレン、アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、ポリメチルメタクリレート、ポリビニルアルコール、ポリ塩化ビニリデン、ポリブタジエン、ポリエチレンテレフタレートなどが挙げられる。前記汎用エンジニアリングプラスチックとしては、ナイロン6、ナイロン66、ナイロン12といったポリアミド、ポリアセタール、ポリカーボネート、変性ポリフェニレンエーテル、ポリブチレンテレフタレート、超高分子量ポリエチレンなどが挙げられる。前記スーパーエンジニアリングプラスチックとしては、ポリスルホン、ポリエーテルスルホン、ポリフェニレンスルフィド、非晶ポリアリレート、ポリアミドイミド、ポリエーテルイミド、ポリエーテルエーテルケトン、熱可塑性ポリイミド、液晶ポリマー、ポリテトラフロロエチレンといったフッ素樹脂などが挙げられる。
【0033】
このような熱可塑性樹脂は1種を単独で使用しても2種以上を併用してもよい。このような熱可塑性樹脂の中でも、樹脂材料を接合する際に、硫黄原子と結合しやすいという観点から、ナイロン6、ナイロン66、ナイロン12などのポリアミド、ポリフェニレンスルフィド(PPS)が好ましく、ナイロン6、ナイロン66、ナイロン12がより好ましい。また、このような樹脂には、公知の充填材や公知の添加剤、公知の樹脂強化材などを配合してもよい。前記樹脂強化材としてはガラス繊維やバイオナノファイバーなどが挙げられる。
【0034】
本発明のアルミニウム樹脂複合材料の製造方法においては、前記本発明の表面処理アルミニウム基板の前記レーザークラッディング処理が施された表面(以下、「レーザークラッディング処理表面」という。)に溶融状態の前記樹脂を接触させることによって、前記レーザークラッディング処理表面に樹脂材料を接合することができる。
【0035】
前記レーザークラッディング処理表面に溶融状態の前記樹脂を接触させる方法としては、前記レーザークラッディング処理表面に溶融状態の樹脂を射出して成形する方法、前記レーザークラッディング処理表面に予備成形した樹脂材料を溶融圧着させる方法などが挙げられる。
【0036】
射出成形による方法として、具体的には、先ず、前記本発明の表面処理アルミニウム基板を所定の射出成形用金型に装着する。次に、前記表面処理アルミニウム基板のレーザークラッディング処理表面に溶融状態の樹脂を射出する。その後、金型を冷却することによって樹脂を凝固させ、表面処理アルミニウム基板と樹脂材料とを接合させる。前記射出時の樹脂温度としては、樹脂の溶融温度以上であれば特に制限はない。また、その他の射出条件についても各樹脂に応じた公知の条件を採用することができる。
【0037】
溶融圧着による方法としては、先ず、樹脂を射出成形や押出成形など公知の成形方法により所定の形状に予備成形する。この予備成形された樹脂材料を、前記本発明の表面処理アルミニウム基板のレーザークラッディング処理表面上に重ね合わせて、アルミニウム樹脂複合材料前駆体を作製する。その後、このアルミニウム樹脂複合材料前駆体を加熱しながらプレス成形することによって、前記レーザークラッディング処理表面に樹脂材料が溶融圧着され、得られたプレス成形品を冷却することによって、表面処理アルミニウム基板と樹脂材料とが接合された本発明のアルミニウム樹脂複合材料が得られる。前記溶融圧着時の加熱温度としては、樹脂の溶融温度以上であれば特に制限はない。また、その他の溶融圧着条件についても各樹脂に応じた公知の条件を採用することができる。
【0038】
このようにして製造される本発明のアルミニウム樹脂複合材料は、前記表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に樹脂材料が接合したものである。このようなアルミニウム樹脂複合材料は、前記表面処理アルミニウム基板と前記樹脂材料との間において高い接合強度を有するものであり、具体的には、前記表面処理アルミニウム基板と前記樹脂材料との間の引張剪断強さが0.5MPa以上であることが好ましく、1MPa以上であることがより好ましい。引張剪断強さが前記下限未満になると、表面処理アルミニウム基板と樹脂材料との接合強度が不十分となる傾向にある。
【実施例】
【0039】
以下、実施例および比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0040】
(実施例1)
<電界研磨による酸化膜の除去>
エタノール160mlと過塩素酸67mlとを含有する混合溶液をステンレス製容器に入れ、この混合溶液にアルミニウム基板(10mm×48mm×1mm)を浸漬した。前記アルミニウム基板を正極、前記ステンレス製容器を負極として、8Vの直流電圧を2分間印加した。その後、アルミニウム基板を引き上げて水洗し、ドライヤーで乾燥させて、表面の酸化膜が除去されたアルミニウム基板を得た。
【0041】
<レーザークラッディング処理>
アルミニウム粉末(平均粒径:3μm)と硫黄粉末(平均粒径:3μm)とを体積比1:1でエタノール中で混合し、接合剤(スラリー濃度(混合粉末濃度):1400g/L)を調製した。この接合剤を前記アルミニウム基板の酸化膜を除去した表面上に、混合粉末量がアルミニウム基板の単位面積当たり240g/m2となるように塗布して試験片を作製し、この試験片を図1に示すレーザークラッディング装置の真空容器1内に2枚並べて設置した。
【0042】
真空容器1内を10−2Torr以下に減圧した後、Nd−YAGレーザー装置(スペクトラフィジックス(株)製「Quanta−Ray Pro−290−10」、パルス幅:8ナノ秒、繰返し数:10Hz)を用いて、2倍の高調波(波長:532nm)のレーザー光5(ビーム径:φ13mm)を、真空容器1のレーザー入射窓4から真空容器1内に導入し、モーター6に取り付けたミラー7で反射させて前記試験片に照射し、アルミニウム基板3上の接合剤2にレーザークラッディング処理を施した。レーザー光の照射エネルギーは525mJ/pulse、照射時間は20分間に設定した。また、前記試験片上のレーザー光の照射領域の直径がφ24mmとなるように前記ミラー7を回転速度60rpmで偏芯回転させた。
【0043】
このようにしてレーザークラッディング処理を施した試験片の写真を図2(サンプル番号#3および#4)に示す。写真上部のわずかに白くなった部分がレーザークラッディング処理を施した部分である。また、前記レーザークラッディング処理を施した部分(表面層)の厚さを測定したところ、100μmであった。
【0044】
また、レーザークラッディング処理を施したアルミニウム基板表面(前記試験片のレーザークラッディング処理を施した部分)のX線光電子分光(XPS)スペクトルを図3Aに示す。なお、図3Bには、通常の硫黄のXPSスペクトルを示す。図3Aおよび図3Bに示したXPSスペクトルのピークは硫黄原子の2Pピークであり、レーザー光の照射によって硫黄原子の2Pピークが、結合エネルギー164eV付近から162.8eV付近にシフトすることがわかった。結合エネルギーが164eV付近の2Pピークは、硫黄原子同士が結合していることを示しており、結合エネルギーが160.5〜163.5eVのピークは、硫黄原子がアルミニウム原子と結合していることを示している。したがって、アルミニウム基板表面上の前記接合剤にレーザー光を照射してアルミニウム基板の表面にレーザークラッディング処理を施すことによって、硫黄原子とアルミニウム原子とが結合することが確認された。
【0045】
<射出成形>
レーザークラッディング処理を施した前記試験片を金型に装着し、金型温度70℃、樹脂温度245℃、保持時間30秒間の条件で、ナイロン6(宇部興産(株)製「ナイロン6 グレード1022B」)を前記レーザークラッディング処理を施した面に射出して、前記アルミニウム基板とナイロン6(10mm×40mm×2mm)とが接合されたアルミニウム樹脂複合材料(重なり部分:10mm×10mm)を作製した。この複合材料について、万力型のチャックを備えたインストロン型万能試験機(インストロン社製「INSTRON5566」)を用い、引張速度10mm/分、チャック間距離50mm、ロードセル10kN、チャックスペーサー10kNの条件で引張剪断試験を行い、アルミニウム基板とナイロン6との間の引張剪断強さを測定した。その結果を図4に示す。
【0046】
(実施例2)
レーザー光の照射エネルギーを870mJ/pulseに変更した以外は実施例1と同様にして、アルミニウム基板の酸化膜を除去した表面に前記接合剤を塗布してレーザークラッディング処理を施した。レーザークラッディング処理を施した試験片の写真を図2(サンプル番号#5および#6)に示す。写真上部の白色部分がレーザークラッディング処理を施した部分である。また、前記レーザークラッディング処理を施した部分(表面層)の厚さを測定したところ、100μmであった。
【0047】
この試験片にナイロン6を接合した以外は実施例1と同様にしてアルミニウム樹脂複合材料を作製した。この複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを実施例1と同様にして測定した。その結果を図4に示す。
【0048】
(比較例1)
アルミニウム基板表面の酸化膜を除去せず、レーザー光の照射エネルギーを870mJに変更した以外は実施例1と同様にして、アルミニウム基板の表面に前記接合剤を塗布してレーザークラッディング処理を施した。レーザークラッディング処理を施した試験片の写真を図2(サンプル番号#17および#18)に示す。写真上部の白色部分がレーザークラッディング処理を施した部分である。また、前記レーザークラッディング処理を施した部分(表面層)の厚さを測定したところ、100μmであった。
【0049】
この試験片にナイロン6を接合した以外は実施例1と同様にしてアルミニウム樹脂複合材料を作製した。この複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを実施例1と同様にして測定した。その結果を図4に示す。
【0050】
(比較例2)
実施例1と同様にしてアルミニウム基板の表面の酸化膜を除去した。この酸化膜を除去したアルミニウム基板を用いた以外は、実施例1と同様にしてアルミニウム基板とナイロン6とを接合してアルミニウム樹脂複合材料を作製した。この複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを実施例1と同様にして測定した。その結果を図4に示す。
【0051】
図4に示した結果から明らかなように、酸化膜を除去したアルミニウム基板の表面に、アルミニウム粉末と硫黄粉末とを用いてレーザークラッディング処理を施した場合(実施例1〜2)には、アルミニウム基板とポリアミド系樹脂とを強固に接合できることが確認された。
【0052】
一方、本発明にかかるレーザークラッディング処理を施さなかった場合(比較例2)には、アルミニウム基板にポリアミド系樹脂を接合することは困難であった。また、本発明にかかるレーザークラッディング処理を施した場合であっても、アルミニウム基板表面の酸化膜を除去しなかった場合(比較例1)には、アルミニウム基板にポリアミド系樹脂を接合することは困難であった。
【産業上の利用可能性】
【0053】
以上説明したように、本発明によれば、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板を得ることができ、さらに、このような表面処理アルミニウム基板と樹脂材料とを接合することによって、アルミニウム基板と樹脂材料との間において高い接合強度を有するアルミニウム樹脂複合材料を得ることができる。そして、このようなアルミニウム樹脂複合材料は、金属材料が適用されていた部分に置き換えて使用することができ、自動車、家電製品などにおいて、軽量化や低コスト化を図ることが可能となる。
【0054】
したがって、本発明のアルミニウム樹脂複合材料は、軽量化や低コスト化が要求されるハイブリッド車や電気自動車に用いられる各種部品、例えば、バックドア、インバータケースといったアルミニウム基板と樹脂材料との直接接合が必要な部品として有用であり、特に、エンジン部品やシャーシ(フレーム)などにおいては、熱伝導性や電気伝導性、強度を維持しながら軽量化や低コスト化を図ることができるという点で有用である。
【符号の説明】
【0055】
1:真空容器、2:接合剤、3:アルミニウム基板、4:レーザー入射窓、5:レーザー光、6:モーター、7:ミラー。
【技術分野】
【0001】
本発明は、樹脂材料との接合に用いられる表面処理されたアルミニウム基板、この表面処理アルミニウム基板と樹脂材料とが接合された複合材料、およびこれらの製造方法に関する。
【背景技術】
【0002】
金属材料および樹脂材料は、自動車、家電製品など様々な分野で利用されているが、近年、軽量化や低コスト化の観点から、金属材料を樹脂材料に置き換えることが検討されている。しかしながら、熱伝導性や電気伝導性といった金属材料特有の物性は、樹脂材料に付与することは容易ではなく、金属材料をすべて樹脂材料に置き換えることは困難である。このため、金属材料が適用されていた部分に、金属材料と樹脂材料とを接合した複合体を適用することによって、熱伝導性や電気伝導性を維持しながら軽量化や低コスト化が図られている。
【0003】
しかしながら、金属材料と樹脂材料は、その特性が大きく異なるため、直接接合することは容易ではない。特に、アルミニウム基板とナイロンなどのポリアミド系樹脂材料とを、直接接合することは困難であった。このため、従来から、金属材料と樹脂材料とを接合する方法として、溶着による接合、接着剤による接合、機械的な固定などが用いられていた。ところが、溶着による接合は接合部の強度が十分ではなく、機械的な固定は接合の自由度が小さいといった問題があり、金属材料と樹脂材料との接合においては、近年、接着剤による接合が多く採用されている。しかしながら、接着剤を用いた場合でも、必ずしも十分な接合強度が得られるものではなかった。
【0004】
そこで、金属材料と樹脂材料との接合強度を高める方法として、特開2001−1445号公報(特許文献1)には、導電性物体の表面に多官能性トリアジンジチオール誘導体被膜を形成し、この表面に樹脂材料を接合させて複合体を形成する方法が提案されている。この方法で用いられている多官能性トリアジンジチオール誘導体は、1分子中に金属材料との反応性を示す部分と樹脂材料との反応性を示す部分とを有するものであり、これらが導電性物体および樹脂材料とそれぞれ反応することによって、導電性物体と樹脂材料との接合強度を高めている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−1445号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、樹脂材料に対して高い接合強度を示す新規なアルミニウム基板、このアルミニウム基板と樹脂材料との複合材料、およびこれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を用いてアルミニウム基板表面にレーザークラッディング処理を施すことによって、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板が得られることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明の表面処理アルミニウム基板は、アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えることを特徴とするものである。このような表面処理アルミニウム基板が前記硫黄原子を備える表面を有するものである場合、前記表面のX線光電子分光スペクトルは、160.5〜163.5eVの結合エネルギー範囲内に硫黄原子の2Pピークを有するものであることが好ましい。また、本発明の表面処理アルミニウム基板において、アルミニウム原子に結合した前記硫黄原子またはリン原子は30〜300μmの表面層を形成していることが好ましい。
【0009】
本発明のアルミニウム樹脂複合材料は、前記本発明の表面処理アルミニウム基板と、この表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えることを特徴とするものである。本発明のアルミニウム樹脂複合材料において、前記表面処理アルミニウム基板と前記樹脂材料との間の引張剪断強さは1MPa以上であることが好ましい。
【0010】
本発明の表面処理アルミニウム基板の製造方法は、アルミニウム基板の酸化膜を除去した表面上に、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を配置し、この接合剤にレーザークラッディング処理を施すことを特徴とする方法である。前記接合剤としては、アルミニウム粉末と硫黄粉末またはリン粉末とを含有するものが好ましい。
【0011】
本発明のアルミニウム樹脂複合材料の製造方法は、前記本発明の表面処理アルミニウム基板の製造方法により製造した表面処理アルミニウム基板のレーザークラッディング処理が施された表面に樹脂を接触させて、前記表面処理アルミニウム基板と樹脂材料とを接合することを特徴とする方法である。このようなアルミニウム樹脂複合材料の製造方法において、前記樹脂材料は射出成形により形成することが好ましい。
【0012】
なお、本発明の表面処理アルミニウム基板に樹脂材料を接合することによって、高い接合強度を有するアルミニウム樹脂複合材料が得られる理由は必ずしも定かではないが、本発明者らは以下のように推察する。すなわち、本発明の表面処理アルミニウム基板においては、アルミニウム基板表面上に配置した、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤に、レーザークラッディング処理を施すことによって、前記アルミニウム原子と前記硫黄原子またはリン原子とが化学的に結合し、前記接合剤と前記アルミニウム基板とが強固に接合する。そして、このようなアルミニウム基板表面上に強固に接合された接合剤と樹脂とを接触させることによって、前記接合剤中の硫黄原子が樹脂を構成する高分子と反応し、前記接合剤と樹脂材料とが強固に接合する。このように、アルミニウム基板、接合剤および樹脂材料のいずれの間においても強固な接合が形成されるため、本発明のアルミニウム樹脂複合材料は高い接合強度を有するものとなると推察する。
【発明の効果】
【0013】
本発明によれば、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板、およびこの表面処理アルミニウム基板と樹脂材料との複合材料を得ることが可能となる。
【図面の簡単な説明】
【0014】
【図1】本発明に用いられるレーザークラッディング装置の一例を示す模式図である。
【図2】実施例1〜2および比較例1において、レーザークラッディング処理が施されたアルミニウム基板を示す写真である。
【図3A】実施例1において、レーザークラッディング処理を施したアルミニウム基板表面のX線光電子分光(XPS)スペクトルを示すグラフである。
【図3B】通常の硫黄のX線光電子分光(XPS)スペクトルを示すグラフである。
【図4】実施例1〜2および比較例1〜2で得られたアルミニウム樹脂複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを示すグラフである。
【発明を実施するための形態】
【0015】
以下、本発明をその好適な実施形態に即して詳細に説明する。
【0016】
<表面処理アルミニウム基板>
先ず、本発明の表面処理アルミニウム基板およびその製造方法について説明する。本発明の表面処理アルミニウム基板は、アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えるものである。このような表面処理アルミニウム基板は、アルミニウム基板の酸化膜を除去した表面上に、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を配置し、この接合剤にレーザークラッディング処理を施すことによって製造することができる。
【0017】
本発明の表面処理アルミニウム基板の製造に用いられるアルミニウム基板としては、表面の材質がアルミニウムであれば特に制限はなく、基板全体がアルミニウムからなるものであってもよいし、メッキや蒸着などにより表面にアルミニウム層を形成したものでもよい。また、アルミニウム基板の形状としては特に制限はなく、例えば、切断、プレス、切削、研削などの公知の金属加工方法により、所望の形状に加工したものを使用することが可能である。
【0018】
アルミニウム基板は、通常、その表面に酸化膜が形成されていることが多い。本発明の表面処理アルミニウム基板の製造方法においては、前記アルミニウム基板のレーザークラッディング処理を施す表面の酸化膜を除去する必要がある。酸化膜の除去方法としては、機械研磨、電解研磨、化学研磨、化学機械的研磨など公知の研磨方法を適用することができる。このように酸化膜を除去した表面(以下、「酸化膜除去表面」という。)に本発明にかかるレーザークラッディング処理を施すことによって、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板を得ることができる。一方、酸化膜を除去していない表面に本発明にかかるレーザークラッディング処理を施すと、樹脂材料に対する接合強度が著しく低下し、樹脂材料が全く接合しない場合もある。
【0019】
本発明の表面処理アルミニウム基板の製造に用いられる接合剤は、アルミニウム原子と硫黄原子またはリン原子とを含有するものである。このような接合剤としては、アルミニウム粉末と硫黄粉末またはリン粉末との混合粉末を含有するものが好ましく、取扱い易いという観点から、前記混合粉末が溶媒に懸濁したスラリー状のものがより好ましい。また、前記接合剤には、溶媒を除いて、アルミニウム粉末、硫黄粉末およびリン粉末以外の他の成分が含まれていないことが好ましい。接合剤に前記他の成分が含まれていると、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にある。
【0020】
前記アルミニウム粉末、硫黄粉末およびリン粉末の平均粒径は、いずれも0.3〜30μmであることが好ましく、1〜10μmであることが好ましい。これらの粉末の平均粒径が前記下限未満になると、空気中での自然発火などの可能性があり、取扱いが難しくなる傾向にあり、他方、前記上限を超えると、レーザーによる熔融や反応が起こりにくく、接合強度が低下する傾向にある。
【0021】
本発明にかかる接合剤において、前記アルミニウム粉末と前記硫黄粉末またはリン粉末との混合比としては、体積比(Al:SまたはP)で1:0.1〜1:10が好ましく、1:0.5〜1:5がより好ましい。これらの粉末の混合比が前記下限未満になると、レーザークラッディング処理によりアルミニウム原子と結合する硫黄原子またはリン原子の量が少なく、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にあり、他方、前記上限を超えると、結合に寄与するアルミニウム原子の数が減少し、接合強度が低下する傾向にある。
【0022】
前記溶媒としては、エタノール、アセトン、ヘキサン、アセトニトリルなどが挙げられる。中でも、安全性、取扱い易さという観点から、エタノールが好ましい。また、このような溶媒を使用する場合、前記混合粉末の濃度(スラリー濃度)としては、取扱い易いという観点から、100〜2000g/Lが好ましく、700〜1500g/Lがより好ましい。
【0023】
本発明の表面処理アルミニウム基板の製造方法においては、先ず、このような接合剤を、前記アルミニウム基板の酸化膜除去表面上に配置する。接合剤を配置する方法としては、スラリー状の接合剤を塗布したり、噴霧したり、キャストしたりするなど、公知の塗膜形成方法を適用することができる。このようにして配置する接合剤の量としては、アルミニウム基板の単位面積当たり、前記混合粉末の量が20〜2000g/m2となる量が好ましく、70〜600g/m2となる量がより好ましい。前記混合粉末量が前記下限未満になると、レーザークラッディング処理によりアルミニウム原子と結合する硫黄原子またはリン原子の量が少なく、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にあり、他方、前記上限を超えると、レーザーによる熔融や反応が起こらない層が生じ、接合強度が低下する傾向にある。
【0024】
次に、図面を参照しながら本発明にかかるレーザークラッディング処理について詳細に説明するが、本発明に用いられるレーザークラッディング装置は前記図面に限定されるものではなく、公知のレーザークラッディング装置を使用することができる。なお、以下の説明および図面中、同一または相当する要素には同一の符号を付し、重複する説明は省略する。
【0025】
まず、図1に示すレーザークラッディング装置の真空容器1内に、表面に接合剤2を配置したアルミニウム基板3を設置した後、真空容器1内を減圧する。このときの真空容器1内の圧力としては、10−2Torr以下が好ましい。真空容器1内の圧力が前記上限を超えると、レーザーのエネルギーによりアルミニウムが酸化され、硫黄原子またはリン原子と結合しにくくなる傾向にある。
【0026】
次に、真空容器1のレーザー入射窓4からレーザー光5を真空容器1内に導入する。レーザー光の波長としては150nm〜10.6μmが好ましい。レーザー光の波長が前記下限未満になると、ミラーなどの光学系として適当なものを入手しにくい傾向にあり、他方、前記上限を超えると、レーザー光の吸収が少なく、反応が十分に起こらないため、接合強度が低下する傾向にある。また、レーザー光の1パルス当たりの照射エネルギーとしては、アルミニウム基板上の照射面積1cm2当たり、0.08〜9J/(pulse・cm2)が好ましく、0.15〜5J/(pulse・cm2)がより好ましい。1パルス当たりの照射エネルギーが前記下限未満になると、反応が十分に起こらないため、接合強度が低下する傾向にあり、他方、前記上限を超えると、アルミニウム基板が熔融したり、接合剤が飛び散ったりする傾向にある。さらに、レーザー光の照射時間は、レーザー光の全照射エネルギーが、アルミニウム基板上の照射面積1cm2当たり、0.97〜5.3kJ/cm2となるように設定することが好ましく、1.5〜3.0kJ/cm2となるように設定することがより好ましい。レーザー光の全照射エネルギーが前記下限未満になると、レーザークラッディング処理が不十分となり、アルミニウム原子と結合する硫黄原子またはリン原子の量が少なく、表面処理アルミニウム基板の樹脂材料に対する接合強度が低下する傾向にあり、他方、前記上限を超えると、アルミニウム基板が熔融したり、接合剤が飛び散ったりする傾向にある。
【0027】
真空容器1内に導入されたレーザー光5は、モーター6に取り付けたミラー7で反射され、真空容器1内に設置した前記アルミニウム基板3上の接合剤2に照射される。これにより、アルミニウム基板表面上の接合剤にレーザークラッディング処理が施され、アルミニウム基板の表面において、アルミニウム原子と硫黄原子またはリン原子との結合が形成され、本発明の表面処理アルミニウム基板が得られる。なお、図1に示したレーザークラッディング装置においては、前記ミラー7は偏芯ミラーであり、モーター6を回転させることによって、レーザー光5のビーム径より大きな径の領域にレーザー光を照射することができる。また、この場合のミラー7の回転速度としては、6〜180rpmが好ましい。
【0028】
このようにして製造される本発明の表面処理アルミニウム基板は、アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えているため、樹脂材料に対して高い接合強度を示す。
【0029】
本発明の表面処理アルミニウム基板において、アルミニウム原子と硫黄原子またはリン原子との結合は、X線光電子分光(XPS)スペクトルを測定することによって確認することができる。すなわち、硫黄分子を形成している硫黄原子のXPSスペクトルにおいては、結合エネルギーが164eV付近に硫黄原子の2Pピークを観察することができる。また、リン分子を形成しているリン原子のXPSスペクトルにおいては、結合エネルギーが130eV付近にリン原子の2Pピークを観察することができる。これに対して、アルミニウム原子に結合した硫黄原子のXPSスペクトルにおいては、結合エネルギーが160.5〜163.5eVに硫黄原子の2Pピークを観察することができる。また、アルミニウム原子に結合したリン原子のXPSスペクトルにおいては、結合エネルギーが128.5〜129.5eVにリン原子の2Pピークを観察することができる。従って、本発明の表面処理アルミニウム基板の表面のXPSスペクトルを測定し、硫黄原子またはリン原子の2Pピークの位置を確認することにより、アルミニウム原子と硫黄原子またはリン原子との結合を確認することができる。例えば、上述したように、アルミニウム基板の表面に本発明にかかるレーザークラッディング処理を施した場合、レーザークラッディング処理する部分および処理した部分のXPSスペクトルを測定し、レーザー光の照射前後において、硫黄原子またはリン原子の2Pピークが所定の位置にシフトしたことが観察されれば、硫黄原子またはリン原子はアルミニウム原子と結合していることが確認できる。
【0030】
また、前記接合剤を用いてアルミニウム基板の表面にレーザークラッディング処理を施した場合、アルミニウム基板の表面に配置された接合剤の表面だけでなく、この表面からある程度の深さの部分(以下、この部分を「表面層」という)までレーザー光が到達する。このため、アルミニウム原子と硫黄原子またはリン原子との結合は、このような表面層内においても観察することができる。このような表面層の厚さは、レーザー光の照射条件によって決まるものであるが、通常、10〜500μmであり、好ましくは30〜300μmである。
【0031】
<アルミニウム樹脂複合材料>
次に、本発明のアルミニウム樹脂複合材料およびその製造方法について説明する。本発明のアルミニウム樹脂複合材料は、前記本発明の表面処理アルミニウム基板と、この表面処理アルミニウム基板の硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えるものである。このようなアルミニウム樹脂複合材料は、前記本発明の表面処理アルミニウム基板の前記レーザークラッディング処理が施された表面に樹脂を接触させることによって製造することができる。
【0032】
本発明のアルミニウム樹脂複合材料の製造に用いられる樹脂としては特に制限はなく、例えば、汎用プラスチック、汎用エンジニアリングプラスチック、スーパーエンジニアリングプラスチックといった熱可塑性樹脂が挙げられ、各種用途に応じて適宜選択することができる。前記汎用プラスチックとしては、ポリエチレン、ポリプロピレンといったポリオレフィン、ポリ塩化ビニル、ポリスチレン、アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、ポリメチルメタクリレート、ポリビニルアルコール、ポリ塩化ビニリデン、ポリブタジエン、ポリエチレンテレフタレートなどが挙げられる。前記汎用エンジニアリングプラスチックとしては、ナイロン6、ナイロン66、ナイロン12といったポリアミド、ポリアセタール、ポリカーボネート、変性ポリフェニレンエーテル、ポリブチレンテレフタレート、超高分子量ポリエチレンなどが挙げられる。前記スーパーエンジニアリングプラスチックとしては、ポリスルホン、ポリエーテルスルホン、ポリフェニレンスルフィド、非晶ポリアリレート、ポリアミドイミド、ポリエーテルイミド、ポリエーテルエーテルケトン、熱可塑性ポリイミド、液晶ポリマー、ポリテトラフロロエチレンといったフッ素樹脂などが挙げられる。
【0033】
このような熱可塑性樹脂は1種を単独で使用しても2種以上を併用してもよい。このような熱可塑性樹脂の中でも、樹脂材料を接合する際に、硫黄原子と結合しやすいという観点から、ナイロン6、ナイロン66、ナイロン12などのポリアミド、ポリフェニレンスルフィド(PPS)が好ましく、ナイロン6、ナイロン66、ナイロン12がより好ましい。また、このような樹脂には、公知の充填材や公知の添加剤、公知の樹脂強化材などを配合してもよい。前記樹脂強化材としてはガラス繊維やバイオナノファイバーなどが挙げられる。
【0034】
本発明のアルミニウム樹脂複合材料の製造方法においては、前記本発明の表面処理アルミニウム基板の前記レーザークラッディング処理が施された表面(以下、「レーザークラッディング処理表面」という。)に溶融状態の前記樹脂を接触させることによって、前記レーザークラッディング処理表面に樹脂材料を接合することができる。
【0035】
前記レーザークラッディング処理表面に溶融状態の前記樹脂を接触させる方法としては、前記レーザークラッディング処理表面に溶融状態の樹脂を射出して成形する方法、前記レーザークラッディング処理表面に予備成形した樹脂材料を溶融圧着させる方法などが挙げられる。
【0036】
射出成形による方法として、具体的には、先ず、前記本発明の表面処理アルミニウム基板を所定の射出成形用金型に装着する。次に、前記表面処理アルミニウム基板のレーザークラッディング処理表面に溶融状態の樹脂を射出する。その後、金型を冷却することによって樹脂を凝固させ、表面処理アルミニウム基板と樹脂材料とを接合させる。前記射出時の樹脂温度としては、樹脂の溶融温度以上であれば特に制限はない。また、その他の射出条件についても各樹脂に応じた公知の条件を採用することができる。
【0037】
溶融圧着による方法としては、先ず、樹脂を射出成形や押出成形など公知の成形方法により所定の形状に予備成形する。この予備成形された樹脂材料を、前記本発明の表面処理アルミニウム基板のレーザークラッディング処理表面上に重ね合わせて、アルミニウム樹脂複合材料前駆体を作製する。その後、このアルミニウム樹脂複合材料前駆体を加熱しながらプレス成形することによって、前記レーザークラッディング処理表面に樹脂材料が溶融圧着され、得られたプレス成形品を冷却することによって、表面処理アルミニウム基板と樹脂材料とが接合された本発明のアルミニウム樹脂複合材料が得られる。前記溶融圧着時の加熱温度としては、樹脂の溶融温度以上であれば特に制限はない。また、その他の溶融圧着条件についても各樹脂に応じた公知の条件を採用することができる。
【0038】
このようにして製造される本発明のアルミニウム樹脂複合材料は、前記表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に樹脂材料が接合したものである。このようなアルミニウム樹脂複合材料は、前記表面処理アルミニウム基板と前記樹脂材料との間において高い接合強度を有するものであり、具体的には、前記表面処理アルミニウム基板と前記樹脂材料との間の引張剪断強さが0.5MPa以上であることが好ましく、1MPa以上であることがより好ましい。引張剪断強さが前記下限未満になると、表面処理アルミニウム基板と樹脂材料との接合強度が不十分となる傾向にある。
【実施例】
【0039】
以下、実施例および比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0040】
(実施例1)
<電界研磨による酸化膜の除去>
エタノール160mlと過塩素酸67mlとを含有する混合溶液をステンレス製容器に入れ、この混合溶液にアルミニウム基板(10mm×48mm×1mm)を浸漬した。前記アルミニウム基板を正極、前記ステンレス製容器を負極として、8Vの直流電圧を2分間印加した。その後、アルミニウム基板を引き上げて水洗し、ドライヤーで乾燥させて、表面の酸化膜が除去されたアルミニウム基板を得た。
【0041】
<レーザークラッディング処理>
アルミニウム粉末(平均粒径:3μm)と硫黄粉末(平均粒径:3μm)とを体積比1:1でエタノール中で混合し、接合剤(スラリー濃度(混合粉末濃度):1400g/L)を調製した。この接合剤を前記アルミニウム基板の酸化膜を除去した表面上に、混合粉末量がアルミニウム基板の単位面積当たり240g/m2となるように塗布して試験片を作製し、この試験片を図1に示すレーザークラッディング装置の真空容器1内に2枚並べて設置した。
【0042】
真空容器1内を10−2Torr以下に減圧した後、Nd−YAGレーザー装置(スペクトラフィジックス(株)製「Quanta−Ray Pro−290−10」、パルス幅:8ナノ秒、繰返し数:10Hz)を用いて、2倍の高調波(波長:532nm)のレーザー光5(ビーム径:φ13mm)を、真空容器1のレーザー入射窓4から真空容器1内に導入し、モーター6に取り付けたミラー7で反射させて前記試験片に照射し、アルミニウム基板3上の接合剤2にレーザークラッディング処理を施した。レーザー光の照射エネルギーは525mJ/pulse、照射時間は20分間に設定した。また、前記試験片上のレーザー光の照射領域の直径がφ24mmとなるように前記ミラー7を回転速度60rpmで偏芯回転させた。
【0043】
このようにしてレーザークラッディング処理を施した試験片の写真を図2(サンプル番号#3および#4)に示す。写真上部のわずかに白くなった部分がレーザークラッディング処理を施した部分である。また、前記レーザークラッディング処理を施した部分(表面層)の厚さを測定したところ、100μmであった。
【0044】
また、レーザークラッディング処理を施したアルミニウム基板表面(前記試験片のレーザークラッディング処理を施した部分)のX線光電子分光(XPS)スペクトルを図3Aに示す。なお、図3Bには、通常の硫黄のXPSスペクトルを示す。図3Aおよび図3Bに示したXPSスペクトルのピークは硫黄原子の2Pピークであり、レーザー光の照射によって硫黄原子の2Pピークが、結合エネルギー164eV付近から162.8eV付近にシフトすることがわかった。結合エネルギーが164eV付近の2Pピークは、硫黄原子同士が結合していることを示しており、結合エネルギーが160.5〜163.5eVのピークは、硫黄原子がアルミニウム原子と結合していることを示している。したがって、アルミニウム基板表面上の前記接合剤にレーザー光を照射してアルミニウム基板の表面にレーザークラッディング処理を施すことによって、硫黄原子とアルミニウム原子とが結合することが確認された。
【0045】
<射出成形>
レーザークラッディング処理を施した前記試験片を金型に装着し、金型温度70℃、樹脂温度245℃、保持時間30秒間の条件で、ナイロン6(宇部興産(株)製「ナイロン6 グレード1022B」)を前記レーザークラッディング処理を施した面に射出して、前記アルミニウム基板とナイロン6(10mm×40mm×2mm)とが接合されたアルミニウム樹脂複合材料(重なり部分:10mm×10mm)を作製した。この複合材料について、万力型のチャックを備えたインストロン型万能試験機(インストロン社製「INSTRON5566」)を用い、引張速度10mm/分、チャック間距離50mm、ロードセル10kN、チャックスペーサー10kNの条件で引張剪断試験を行い、アルミニウム基板とナイロン6との間の引張剪断強さを測定した。その結果を図4に示す。
【0046】
(実施例2)
レーザー光の照射エネルギーを870mJ/pulseに変更した以外は実施例1と同様にして、アルミニウム基板の酸化膜を除去した表面に前記接合剤を塗布してレーザークラッディング処理を施した。レーザークラッディング処理を施した試験片の写真を図2(サンプル番号#5および#6)に示す。写真上部の白色部分がレーザークラッディング処理を施した部分である。また、前記レーザークラッディング処理を施した部分(表面層)の厚さを測定したところ、100μmであった。
【0047】
この試験片にナイロン6を接合した以外は実施例1と同様にしてアルミニウム樹脂複合材料を作製した。この複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを実施例1と同様にして測定した。その結果を図4に示す。
【0048】
(比較例1)
アルミニウム基板表面の酸化膜を除去せず、レーザー光の照射エネルギーを870mJに変更した以外は実施例1と同様にして、アルミニウム基板の表面に前記接合剤を塗布してレーザークラッディング処理を施した。レーザークラッディング処理を施した試験片の写真を図2(サンプル番号#17および#18)に示す。写真上部の白色部分がレーザークラッディング処理を施した部分である。また、前記レーザークラッディング処理を施した部分(表面層)の厚さを測定したところ、100μmであった。
【0049】
この試験片にナイロン6を接合した以外は実施例1と同様にしてアルミニウム樹脂複合材料を作製した。この複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを実施例1と同様にして測定した。その結果を図4に示す。
【0050】
(比較例2)
実施例1と同様にしてアルミニウム基板の表面の酸化膜を除去した。この酸化膜を除去したアルミニウム基板を用いた以外は、実施例1と同様にしてアルミニウム基板とナイロン6とを接合してアルミニウム樹脂複合材料を作製した。この複合材料のアルミニウム基板とナイロン6との間の引張剪断強さを実施例1と同様にして測定した。その結果を図4に示す。
【0051】
図4に示した結果から明らかなように、酸化膜を除去したアルミニウム基板の表面に、アルミニウム粉末と硫黄粉末とを用いてレーザークラッディング処理を施した場合(実施例1〜2)には、アルミニウム基板とポリアミド系樹脂とを強固に接合できることが確認された。
【0052】
一方、本発明にかかるレーザークラッディング処理を施さなかった場合(比較例2)には、アルミニウム基板にポリアミド系樹脂を接合することは困難であった。また、本発明にかかるレーザークラッディング処理を施した場合であっても、アルミニウム基板表面の酸化膜を除去しなかった場合(比較例1)には、アルミニウム基板にポリアミド系樹脂を接合することは困難であった。
【産業上の利用可能性】
【0053】
以上説明したように、本発明によれば、樹脂材料に対して高い接合強度を示す表面処理アルミニウム基板を得ることができ、さらに、このような表面処理アルミニウム基板と樹脂材料とを接合することによって、アルミニウム基板と樹脂材料との間において高い接合強度を有するアルミニウム樹脂複合材料を得ることができる。そして、このようなアルミニウム樹脂複合材料は、金属材料が適用されていた部分に置き換えて使用することができ、自動車、家電製品などにおいて、軽量化や低コスト化を図ることが可能となる。
【0054】
したがって、本発明のアルミニウム樹脂複合材料は、軽量化や低コスト化が要求されるハイブリッド車や電気自動車に用いられる各種部品、例えば、バックドア、インバータケースといったアルミニウム基板と樹脂材料との直接接合が必要な部品として有用であり、特に、エンジン部品やシャーシ(フレーム)などにおいては、熱伝導性や電気伝導性、強度を維持しながら軽量化や低コスト化を図ることができるという点で有用である。
【符号の説明】
【0055】
1:真空容器、2:接合剤、3:アルミニウム基板、4:レーザー入射窓、5:レーザー光、6:モーター、7:ミラー。
【特許請求の範囲】
【請求項1】
アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えることを特徴とする表面処理アルミニウム基板。
【請求項2】
前記硫黄原子を備える表面を有し、該表面のX線光電子分光スペクトルが160.5〜163.5eVの結合エネルギー範囲内に硫黄原子の2Pピークを有するものであることを特徴とする請求項1に記載の表面処理アルミニウム基板。
【請求項3】
アルミニウム原子に結合した前記硫黄原子またはリン原子が30〜300μmの表面層を形成していることを特徴とする請求項1または2に記載の表面処理アルミニウム基板。
【請求項4】
請求項1〜3のうちのいずれか一項に記載の表面処理アルミニウム基板と、該表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えることを特徴とするアルミニウム樹脂複合材料。
【請求項5】
前記表面処理アルミニウム基板と前記樹脂材料との間の引張剪断強さが1MPa以上であることを特徴とする請求項4に記載のアルミニウム樹脂複合材料。
【請求項6】
アルミニウム基板の酸化膜を除去した表面上に、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を配置し、該接合剤にレーザークラッディング処理を施すことを特徴とする表面処理アルミニウム基板の製造方法。
【請求項7】
前記接合剤が、アルミニウム粉末と硫黄粉末またはリン粉末とを含有するものであることを特徴とする請求項6に記載の表面処理アルミニウム基板の製造方法。
【請求項8】
請求項6または7に記載の方法により製造した表面処理アルミニウム基板のレーザークラッディング処理が施された表面に樹脂を接触させて、前記表面処理アルミニウム基板と樹脂材料とを接合することを特徴とするアルミニウム樹脂複合材料の製造方法。
【請求項9】
前記樹脂材料を射出成形により形成することを特徴とする請求項8に記載のアルミニウム樹脂複合材料の製造方法。
【請求項1】
アルミニウム原子に結合した硫黄原子またはリン原子を表面に備えることを特徴とする表面処理アルミニウム基板。
【請求項2】
前記硫黄原子を備える表面を有し、該表面のX線光電子分光スペクトルが160.5〜163.5eVの結合エネルギー範囲内に硫黄原子の2Pピークを有するものであることを特徴とする請求項1に記載の表面処理アルミニウム基板。
【請求項3】
アルミニウム原子に結合した前記硫黄原子またはリン原子が30〜300μmの表面層を形成していることを特徴とする請求項1または2に記載の表面処理アルミニウム基板。
【請求項4】
請求項1〜3のうちのいずれか一項に記載の表面処理アルミニウム基板と、該表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えることを特徴とするアルミニウム樹脂複合材料。
【請求項5】
前記表面処理アルミニウム基板と前記樹脂材料との間の引張剪断強さが1MPa以上であることを特徴とする請求項4に記載のアルミニウム樹脂複合材料。
【請求項6】
アルミニウム基板の酸化膜を除去した表面上に、アルミニウム原子と硫黄原子またはリン原子とを含有する接合剤を配置し、該接合剤にレーザークラッディング処理を施すことを特徴とする表面処理アルミニウム基板の製造方法。
【請求項7】
前記接合剤が、アルミニウム粉末と硫黄粉末またはリン粉末とを含有するものであることを特徴とする請求項6に記載の表面処理アルミニウム基板の製造方法。
【請求項8】
請求項6または7に記載の方法により製造した表面処理アルミニウム基板のレーザークラッディング処理が施された表面に樹脂を接触させて、前記表面処理アルミニウム基板と樹脂材料とを接合することを特徴とするアルミニウム樹脂複合材料の製造方法。
【請求項9】
前記樹脂材料を射出成形により形成することを特徴とする請求項8に記載のアルミニウム樹脂複合材料の製造方法。
【図3A】


【図3B】
【図4】
【図1】

【図2】
【図3B】
【図4】
【図1】
【図2】
【公開番号】特開2013−23756(P2013−23756A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−162296(P2011−162296)
【出願日】平成23年7月25日(2011.7.25)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月25日(2011.7.25)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【Fターム(参考)】
[ Back to top ]