
表面処理部材
【課題】6価クロム等の有害な金属を用いることなく、高度な耐食性を発揮することが可能な金属表面処理剤、金属表面処理方法、および、表面処理部材を提供する。
【解決手段】4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を使用する。また、金属表面処理方法は、その金属表面処理剤を金属表面を有する被処理物に塗布する処理剤塗布工程と、その塗布工程において塗布された金属表面処理剤を加熱する加熱工程とを含むように構成する。さらに、表面処理部材は、基材の表面に形成された金属製の耐食膜と、上記金属表面処理剤を耐食膜上に塗布するとともに加熱することで形成された表層塗膜とを備えるように構成する。このような構成によって、6価クロム等の有害な金属を用いることなく、金属の表面の耐食性を更に向上させることが可能となる。
【解決手段】4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を使用する。また、金属表面処理方法は、その金属表面処理剤を金属表面を有する被処理物に塗布する処理剤塗布工程と、その塗布工程において塗布された金属表面処理剤を加熱する加熱工程とを含むように構成する。さらに、表面処理部材は、基材の表面に形成された金属製の耐食膜と、上記金属表面処理剤を耐食膜上に塗布するとともに加熱することで形成された表層塗膜とを備えるように構成する。このような構成によって、6価クロム等の有害な金属を用いることなく、金属の表面の耐食性を更に向上させることが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属表面を処理するための金属表面処理剤、金属表面処理剤によって被処理物の金属表面を処理する金属表面処理方法、および、金属表面処理剤によって表層塗膜が形成された表面処理部材に関する。
【背景技術】
【0002】
従来から、金属表面の耐食性を向上させるために、表面処理として、クロム酸塩等を含有する塗料を金属表面に塗布して皮膜を形成する処理、所謂、クロメート処理が一般的に行われてきた。このクロメート処理によって形成された皮膜は、優れた耐食性を発揮することで知られている。
【0003】
しかしながら、クロメート処理を行うための処理剤には、有害な6価クロムを含有しており、作業環境,排水処理等に様々な対策が必要となる。また、クロメート処理によって形成された皮膜にも、6価クロムが含まれていることから、その皮膜が形成された部材を使用した製品のリサイクルおよび廃棄処理に際して、人体への有害性,環境汚染等が懸念されている。このため、近年では、有害物質使用制限令(RoHS指令)等によって、6価クロム等の有害な金属の使用を規制する動きが広まっている。
【0004】
このようなことから、6価クロム等の有害な金属を含むことなく、金属表面の耐食性を向上させることが可能な金属表面処理剤の開発が進められており、下記特許文献には、そのような表面処理剤の一例が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4128969号公報
【特許文献2】特許第4074320号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献には、テトラアルコキシシランを加水分解し、さらに、縮重合させたアルコキシシランオリゴマーを含む表面処理剤によって、亜鉛メッキ皮膜が形成された金属表面を処理することで、耐食性を向上させる技術が記載されている。この特許文献に記載された表面処理剤は、6価クロム等の有害な金属を含むことなく、金属表面の耐食性を向上させることが可能となっており、有用なものではある。
【0007】
しかしながら、6価クロム等の有害な金属を用いることなく、耐食性の更なる向上を図ることは、多くの業界で望まれている。本発明は、そのような実情に鑑みてなされたものであり、6価クロム等の有害な金属を用いることなく、更に高度な耐食性を発揮することが可能な金属表面処理剤、金属表面処理方法、および、表面処理部材を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の金属表面処理剤は、4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させたことを特徴とする。
【0009】
また、上記課題を解決するために、本発明の金属表面処理方法は、(a)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、金属表面を有する被処理物に塗布する処理剤塗布工程と、(b)前記処理剤塗布工程において塗布された前記金属表面処理剤を加熱する加熱工程とを含むことを特徴とする。
【0010】
さらに、上記課題を解決するために、本発明の表面処理部材は、(A)基剤の表面に形成された金属製の耐食膜と、(B)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、前記耐食膜上に塗布するとともに加熱することで形成された表層塗膜とを備えたことを特徴とする。
【発明の効果】
【0011】
本発明の金属表面処理剤、金属表面処理方法、および、表面処理部材によれば、6価クロム等の有害な金属を用いることなく、金属の表面の耐食性を更に向上させることが可能となる。
【図面の簡単な説明】
【0012】
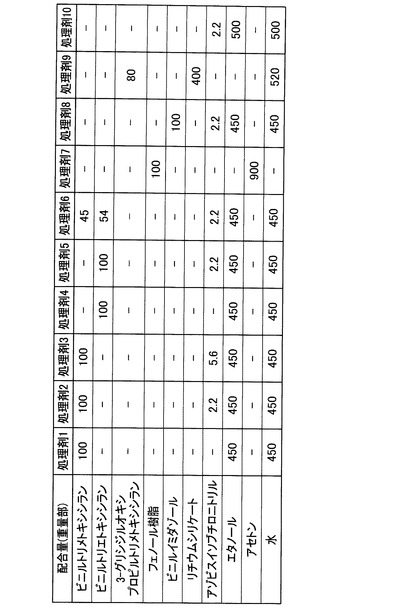
【図1】実施例および比較例の金属表面処理剤の配合量を示す表である。
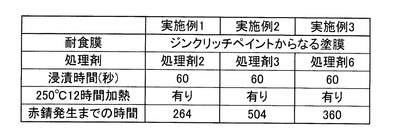
【図2】実施例1〜3の表面処理鋼材の耐食膜の種類、その耐食膜表面を処理した金属表面処理剤、処理条件、および、その実施例の表面処理鋼材の物性評価を示す表である。
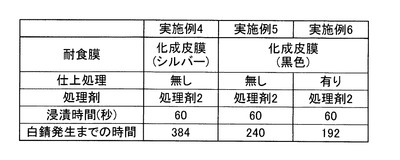
【図3】実施例4〜6の表面処理鋼材の耐食膜の種類、その耐食膜表面を処理した金属表面処理剤、処理条件、および、その実施例の表面処理鋼材の物性評価を示す表である。
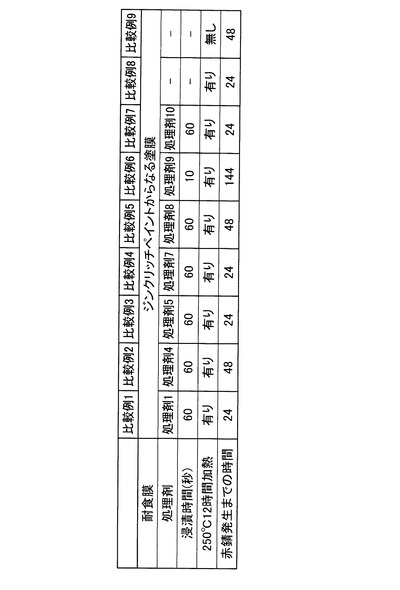
【図4】比較例1〜9の表面処理鋼材の耐食膜の種類、その耐食膜表面を処理した金属表面処理剤、処理条件、および、その比較例の表面処理鋼材の物性評価を示す表である。
【技術分野】
【0001】
本発明は、金属表面を処理するための金属表面処理剤、金属表面処理剤によって被処理物の金属表面を処理する金属表面処理方法、および、金属表面処理剤によって表層塗膜が形成された表面処理部材に関する。
【背景技術】
【0002】
従来から、金属表面の耐食性を向上させるために、表面処理として、クロム酸塩等を含有する塗料を金属表面に塗布して皮膜を形成する処理、所謂、クロメート処理が一般的に行われてきた。このクロメート処理によって形成された皮膜は、優れた耐食性を発揮することで知られている。
【0003】
しかしながら、クロメート処理を行うための処理剤には、有害な6価クロムを含有しており、作業環境,排水処理等に様々な対策が必要となる。また、クロメート処理によって形成された皮膜にも、6価クロムが含まれていることから、その皮膜が形成された部材を使用した製品のリサイクルおよび廃棄処理に際して、人体への有害性,環境汚染等が懸念されている。このため、近年では、有害物質使用制限令(RoHS指令)等によって、6価クロム等の有害な金属の使用を規制する動きが広まっている。
【0004】
このようなことから、6価クロム等の有害な金属を含むことなく、金属表面の耐食性を向上させることが可能な金属表面処理剤の開発が進められており、下記特許文献には、そのような表面処理剤の一例が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4128969号公報
【特許文献2】特許第4074320号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献には、テトラアルコキシシランを加水分解し、さらに、縮重合させたアルコキシシランオリゴマーを含む表面処理剤によって、亜鉛メッキ皮膜が形成された金属表面を処理することで、耐食性を向上させる技術が記載されている。この特許文献に記載された表面処理剤は、6価クロム等の有害な金属を含むことなく、金属表面の耐食性を向上させることが可能となっており、有用なものではある。
【0007】
しかしながら、6価クロム等の有害な金属を用いることなく、耐食性の更なる向上を図ることは、多くの業界で望まれている。本発明は、そのような実情に鑑みてなされたものであり、6価クロム等の有害な金属を用いることなく、更に高度な耐食性を発揮することが可能な金属表面処理剤、金属表面処理方法、および、表面処理部材を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の金属表面処理剤は、4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させたことを特徴とする。
【0009】
また、上記課題を解決するために、本発明の金属表面処理方法は、(a)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、金属表面を有する被処理物に塗布する処理剤塗布工程と、(b)前記処理剤塗布工程において塗布された前記金属表面処理剤を加熱する加熱工程とを含むことを特徴とする。
【0010】
さらに、上記課題を解決するために、本発明の表面処理部材は、(A)基剤の表面に形成された金属製の耐食膜と、(B)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、前記耐食膜上に塗布するとともに加熱することで形成された表層塗膜とを備えたことを特徴とする。
【発明の効果】
【0011】
本発明の金属表面処理剤、金属表面処理方法、および、表面処理部材によれば、6価クロム等の有害な金属を用いることなく、金属の表面の耐食性を更に向上させることが可能となる。
【図面の簡単な説明】
【0012】
【図1】実施例および比較例の金属表面処理剤の配合量を示す表である。
【図2】実施例1〜3の表面処理鋼材の耐食膜の種類、その耐食膜表面を処理した金属表面処理剤、処理条件、および、その実施例の表面処理鋼材の物性評価を示す表である。
【図3】実施例4〜6の表面処理鋼材の耐食膜の種類、その耐食膜表面を処理した金属表面処理剤、処理条件、および、その実施例の表面処理鋼材の物性評価を示す表である。
【図4】比較例1〜9の表面処理鋼材の耐食膜の種類、その耐食膜表面を処理した金属表面処理剤、処理条件、および、その比較例の表面処理鋼材の物性評価を示す表である。
【特許請求の範囲】
【請求項1】
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させたことを特徴とする金属表面処理剤。
【請求項2】
前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である請求項1に記載の金属表面処理剤。
【請求項3】
当該金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させた請求項1に記載の金属表面処理剤。
【請求項4】
前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である請求項3に記載の金属表面処理剤。
【請求項5】
当該金属表面処理剤が、ラジカル重合開始剤を含む請求項1ないし請求項4のいずれか1つに記載の金属表面処理剤。
【請求項6】
前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである請求項5に記載の金属表面処理剤。
【請求項7】
前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である請求項6に記載の金属表面処理剤。
【請求項8】
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、金属表面を有する被処理物に塗布する処理剤塗布工程と、
前記処理剤塗布工程において塗布された前記金属表面処理剤を加熱する加熱工程と
を含むことを特徴とする金属表面処理方法。
【請求項9】
前記加熱工程が、
80〜400℃で前記金属表面処理剤を加熱する工程である請求項8に記載の金属表面処理方法。
【請求項10】
前記処理剤塗布工程が、
前記被処理物を前記金属表面処理剤に1秒以上浸漬することで、その被処理物の金属表面に前記金属表面処理剤を塗布する工程である請求項8または請求項9に記載の金属表面処理方法。
【請求項11】
当該金属表面処理方法が、
基材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで、金属表面としての耐食膜を形成する耐食膜形成工程を含み、
前記処理剤塗布工程が、
前記耐食膜上に前記金属表面処理剤を塗布する工程である請求項8ないし請求項10のいずれか1つに記載の金属表面処理方法。
【請求項12】
前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である請求項8ないし請求項11のいずれか1つに記載の金属表面処理方法。
【請求項13】
前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである請求項8ないし請求項11のいずれか1つに記載の金属表面処理方法。
【請求項14】
前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である請求項13に記載の金属表面処理方法。
【請求項15】
基材の表面に形成された金属製の耐食膜と、
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、前記耐食膜上に塗布するとともに加熱することで形成された表層塗膜と
を備えた表面処理部材。
【請求項16】
前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である請求項15に記載の表面処理部材。
【請求項17】
前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである請求項15に記載の表面処理部材。
【請求項18】
前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である請求項17に記載の表面処理部材。
【請求項19】
前記表層塗膜が、
前記耐食膜上に塗布された前記金属表面処理剤を、80〜400℃で加熱することで形成されたものである請求項15ないし請求項18のいずれか1つに記載の表面処理部材。
【請求項20】
前記耐食膜が、
鋼材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで形成されるものである請求項15ないし請求項19のいずれか1つに記載の表面処理部材。
【請求項1】
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させたことを特徴とする金属表面処理剤。
【請求項2】
前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である請求項1に記載の金属表面処理剤。
【請求項3】
当該金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させた請求項1に記載の金属表面処理剤。
【請求項4】
前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である請求項3に記載の金属表面処理剤。
【請求項5】
当該金属表面処理剤が、ラジカル重合開始剤を含む請求項1ないし請求項4のいずれか1つに記載の金属表面処理剤。
【請求項6】
前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである請求項5に記載の金属表面処理剤。
【請求項7】
前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である請求項6に記載の金属表面処理剤。
【請求項8】
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、金属表面を有する被処理物に塗布する処理剤塗布工程と、
前記処理剤塗布工程において塗布された前記金属表面処理剤を加熱する加熱工程と
を含むことを特徴とする金属表面処理方法。
【請求項9】
前記加熱工程が、
80〜400℃で前記金属表面処理剤を加熱する工程である請求項8に記載の金属表面処理方法。
【請求項10】
前記処理剤塗布工程が、
前記被処理物を前記金属表面処理剤に1秒以上浸漬することで、その被処理物の金属表面に前記金属表面処理剤を塗布する工程である請求項8または請求項9に記載の金属表面処理方法。
【請求項11】
当該金属表面処理方法が、
基材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで、金属表面としての耐食膜を形成する耐食膜形成工程を含み、
前記処理剤塗布工程が、
前記耐食膜上に前記金属表面処理剤を塗布する工程である請求項8ないし請求項10のいずれか1つに記載の金属表面処理方法。
【請求項12】
前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である請求項8ないし請求項11のいずれか1つに記載の金属表面処理方法。
【請求項13】
前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである請求項8ないし請求項11のいずれか1つに記載の金属表面処理方法。
【請求項14】
前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である請求項13に記載の金属表面処理方法。
【請求項15】
基材の表面に形成された金属製の耐食膜と、
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、前記耐食膜上に塗布するとともに加熱することで形成された表層塗膜と
を備えた表面処理部材。
【請求項16】
前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である請求項15に記載の表面処理部材。
【請求項17】
前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである請求項15に記載の表面処理部材。
【請求項18】
前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である請求項17に記載の表面処理部材。
【請求項19】
前記表層塗膜が、
前記耐食膜上に塗布された前記金属表面処理剤を、80〜400℃で加熱することで形成されたものである請求項15ないし請求項18のいずれか1つに記載の表面処理部材。
【請求項20】
前記耐食膜が、
鋼材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで形成されるものである請求項15ないし請求項19のいずれか1つに記載の表面処理部材。
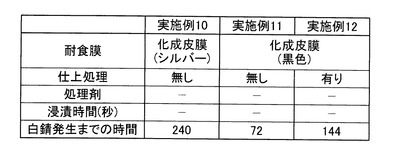
【図3】比較例10〜12の表面処理鋼材の耐食膜の種類、その耐食膜表面を処理した金属表面処理剤、処理条件、および、その比較例の表面処理鋼材の物性評価を示す表である。
【発明を実施するための形態】
【0013】
本発明に記載の「金属表面処理剤」は、ラジカル重合されたビニルトリメトキシシランを含むものであり、金属の表面に塗布されて加熱されることで、表層塗膜となる。ラジカル重合されたビニルトリメトキシシランは、その表層塗膜を硬化させるとともに、表層塗膜と金属表面とを強固に結合させる働きをするものである。
【0014】
金属表面処理剤が塗布される被処理物は、金属表面を有するものであればよく、被処理物自体が金属製のものであってもよく、基材の表面に金属製の耐食膜が形成されたものであってもよい。ちなみに、基材は、金属製の部材であってもよく、被金属製の部材であってもよい。その基材上に生成される耐食膜は、例えば、亜鉛,亜鉛合金等からなるメッキ層であってもよく、そのメッキ層に化成処理を施した化成処理層であってもよい。さらに、その化成処理層に耐食性,外観向上,摩擦係数安定化等を目的とした仕上げ処理を施した仕上げ処理層であってもよい。また、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤、所謂、ジンクリッチペイントからなる耐食膜であってもよい。その金属粉末としては、亜鉛粉末,亜鉛合金粉末,アルミニウム粉末が採用されることが好ましく、金属粉末の配合量としては、20〜60質量%であることが好ましい。また、バインダー成分としては、有機ケイ素化合物,有機チタネート化合物が採用されることが好ましく、有機ケイ素化合物の配合量としては、5〜40質量%であり、有機チタネート化合物の配合量としては、0.05〜5.0質量%であることが好ましい。
【0015】
ビニルトリメトキシシランの含有量は、4〜15質量%であることが好ましく、さらに言えば、7〜13質量%、特に、9〜11質量%であることが好ましい。また、ビニルトリメトキシシランをラジカル重合させたものの平均分子量は、1000〜10000であることが好ましく、さらに言えば、1500〜5000、特に、2000〜3000であることが好ましい。
【0016】
金属表面処理剤は、ビニルトリメトキシシラン以外のシランカップリング剤を含んでいてもよく、例えば、金属表面処理剤の安定化を図るべく、ビニルトリエトキシシランを含むことが好ましい。ビニルトリエトキシシランが含まれる場合には、ビニルトリメトキシシランとビニルトリエトキシシランとがラジカル重合され、金属表面処理剤が安定化される。
【0017】
このビニルトリエトキシシランの含有量は、10質量%以下であることが好ましく、さらに言えば、2〜8質量%、特に、4〜6質量%であることが好ましい。また、ビニルトリメトキシシランとビニルトリエトキシシランとをラジカル重合させたものの平均分子量は、1000〜5000であることが好ましく、さらに言えば、1500〜3500、特に、1500〜2500であることが好ましい。
【0018】
ラジカル重合は、フリーラジカルの発生によりポリマー鎖が伸長していく反応であり、フリーラジカルを発生させるために、通常、ラジカル開始剤が用いられる。ラジカル開始剤としては、例えば、アゾ化合物,有機過酸化物,酸化剤と還元剤とを組み合わせたもの等が挙げられる。
【0019】
具体的には、例えば、アゾ化合物としては、アゾビスイソブチロニトリル,アゾビスシクロヘキサンカルボニトリル等が挙げられ、有機過酸化物としては、過酸化ベンゾイル,メチルエチルケトンペルオキシド等が挙げられる。また、酸化剤と還元剤とを組み合わせたものとしては、鉄(II)イオンと過酸化水素とを組み合わせたもの,過硫酸塩と亜硫酸水素ナトリウムとを組み合わせたもの等が挙げられる。
【0020】
上記したラジカル開始剤の中でも、アゾビスイソブチロニトリルが特に好ましく、アゾビスイソブチロニトリルの含有量は、0.2〜0.8質量%以下であることが好ましく、さらに言えば、0.4〜0.6質量%であることが好ましい。
【0021】
また、金属表面処理剤の溶媒は、ビニルトリメトキシシラン等を溶解させることが可能な有機系溶媒を含むものであり、有機系溶媒のみによって構成されてもよいが、コスト面等を考慮すると、有機系溶媒と水とによって構成される溶媒を採用することが好ましい。上記有機系溶媒としては、例えば、メチルアルコール,エチルアルコール等が挙げられる。
【0022】
金属表面処理剤は、上述した各成分を混合し攪拌することにより調整される。各成分の混合する順番は、限定されるものではなく、任意の順番で混合することが可能である。具体的には、例えば、有機系溶媒にビニルトリメトキシシラン(ビニルトリエトキシシラン)およびラジカル重合開始剤を混合し、攪拌する。そして、ビニルトリメトキシシラン(ビニルトリエトキシシラン)を充分にラジカル重合させるべく、ビニルトリメトキシシラン等が混合された溶液を攪拌した状態で数時間放置する。これにより、金属表面処理剤が調整される。ちなみに、溶液攪拌時には、ラジカル重合の促進を図るべく、55〜65℃程度に加温されることが好ましい。また、溶媒として水を含む金属表面処理剤は、放置された後の溶液に水が添加される。
【0023】
また、金属表面処理剤の金属表面への塗布は、浸漬,ロール塗布,スプレー,刷毛塗り,スピンコート等、被処理物の大きさ,形状等に応じて種々の手法を採用することが可能である。例えば、被処理物を金属表面処理剤に浸漬する場合には、1秒以上浸漬することが好ましい。さらに言えば、5秒以上、特に、10秒以上浸漬することが好ましい。また、金属表面処理剤の塗布温度は、0〜50℃であることが好ましく、さらに言えば、10〜40℃、特に、15〜35℃であることが好ましい。
【0024】
金属表面処理剤が塗布される金属表面が、上述した金属製の耐食膜である場合には、その耐食膜を基材上に形成するために、金属表面が比較的高温まで加熱されることがある。このような場合に、比較的高温となっている金属表面に金属表面処理剤を塗布することは望ましくないため、金属表面が50℃以下、さらに言えば、40℃以下となってから、金属表面処理剤を塗布することが好ましい。
【0025】
金属表面上に塗布された金属表面処理剤を加熱することで、表層塗膜が形成されるが、加熱温度は、80〜400℃であることが好ましく、さらに言えば、100〜300℃、特に、220〜270℃であることが好ましい。また、加熱時間は、表層塗膜の厚さに応じて調整されるが、10〜100分であることが好ましく、さらに言えば、15〜50分、特に、20〜30分であることが好ましい。
【実施例】
【0026】
以下に実施例を示し、本発明をさらに具体的に説明する。ただし、本発明は、この実施例に限定されるものではなく、当業者の知識に基づいて種々の変更、改良を施した種々の態様で実施することができる。
【0027】
図1に示す配合の各原料から、実施例および比較例の表面処理鋼材に塗布するための表面処理剤を調整した。その図1における表面処理剤の原料の詳細を以下に示す。
・ビニルトリメトキシシラン:商品名「KBM−1003」 信越化学工業株式会社製
・ビニルトリエトキシシラン:商品名「トリエトキシビニルシラン」 東京化成工業株式会社製
・3−グリシジルオキシプロピルトリメトキシシラン:商品名「A187」 日本ユニカー株式会社製
・フェノール樹脂:商品名「コンポセランP」 荒川化学工業株式会社製
・ビニルイミダゾール:商品名「1−ビニルイミダゾール」 東京化成工業株式会社製
・リチウムシリケート:商品名「リチウムシリケート75」 日産化学工業株式会社製
・アゾビスイソブチロニトリル:商品名「2,2‘−アゾビス(イソブチロニトリル)」 和光純薬工業株式会社製
【0028】
各処理剤の調整方法について説明する。処理剤1ないし6,8の調整方法は、殆ど同じであることから、処理剤2および3の調整方法を代表して説明する。まず、所定の配合量のエタノールに所定の配合量のビニルトリメトキシシラン、およびアゾビスイソブチロニトリルを混合し、攪拌する。そして、ビニルトリメトキシシラン等が混合された溶液を55〜65℃に加温しつつ攪拌した状態で8時間放置する。そして、その後に、所定の配合量の水を添加する。
【0029】
ちなみに、処理剤4,5では、ビニルトリメトキシシランの代わりにビニルトリエトキシシランが混合され、処理剤8では、ビニルトリメトキシシランの代わりにビニルイミダゾールが混合される。また、処理剤6では、所定の配合量のビニルトリエトキシシランが、所定の配合量のビニルトリメトキシシランに加えられる。また、処理剤1,4では、アゾビスイソブチロニトリルは添加されない。
【0030】
また、処理剤9では、所定の配合量の水に所定の配合量のリチウムシリケートを混合し、攪拌する。そして、その溶液に3−グリシジルオキシプロピルトリメトキシシランを混合し攪拌した状態で1時間放置することで、処理剤9が調整される。また、処理剤7および10は、所定の配合量の各成分を混合し、十分に攪拌することで調整される。
【0031】
なお、上述したようにして調整された処理剤2,3および6の重量平均分子量は、以下に示す値が測定された。
・処理剤2:重量平均分子量 2414(最大分子量 10959、最少分子量 505)
・処理剤3:重量平均分子量 2373(最大分子量 11963、最少分子量 521)
・処理剤6:重量平均分子量 1797(最大分子量 5186、最少分子量 852)
【0032】
上述したように調整された各処理剤を金属製の耐食膜が形成された被処理物に塗布するとともに、加熱することで、図2および図3に示す実施例1〜6の表面処理鋼材および図4に示す比較例1〜7の表面処理鋼材を作製した。また、上記処理剤による処理の施されていない図4および図5に示す比較例8〜12の表面処理鋼材も、作製した。
【0033】
実施例1〜3、および比較例1〜9の表面処理鋼材の基材としては、冷間圧延鋼板SPCC−SDを採用しており、その基材上にジンクリッチペイントからなる塗膜を形成した。詳しくは、基材上に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤(メタスYC:ユケン工業株式会社製)を用いて、メタスYC−B11プロセスに従って耐食性の塗膜を形成した。ちなみに、金属粉末としては、亜鉛粉末,アルミニウム粉末が採用されており、バインダー成分としては、有機ケイ素化合物,有機チタネート化合物が採用されている。
【0034】
実施例4〜6、および比較例10〜12の表面処理鋼材の基材としては、亜鉛メッキ層が形成されたM10ボルトを採用している。そして、実施例5,6、および比較例11,12では、亜鉛メッキ層上に、3価クロム塩をベースに構成された化成処理液(メタスYFB:ユケン工業株式会社製)を用いて、メタスYFBプロセスに従って耐食性の化成皮膜(黒色)を形成した。さらに、実施例6、および比較例12では、化成皮膜に、仕上処理液(メタスCR−U3,メタスCR−U3 I2:ユケン工業株式会社製)を用いて仕上処理を行った。
【0035】
また、実施例4、および比較例10では、M10ボルトの亜鉛メッキ層上に、3価クロム塩をベースに構成された化成処理液(メタスYFA:ユケン工業株式会社製)を用いて、メタスYFAプロセスに従って耐食性の化成皮膜(シルバー)を形成した。
【0036】
そして、上述したように作製された実施例1〜6の表面処理鋼材および比較例1〜7の表面処理鋼材に、上記処理液による表面処理を施した。各表面処理鋼材での処理法は、殆ど同じであることから、実施例1の表面処理鋼材での表面処理法を代表して説明する。
【0037】
まず、耐食膜が形成された鋼材を処理剤1に60秒間浸漬し、耐食膜上に処理剤1を塗布する。ちなみに、この塗布工程は、室温(15〜35℃)で行った。そして、その処理剤1が塗布された鋼材を、250℃で30分間加熱した。この加熱工程により、耐食膜上に処理剤1からなる表層塗膜が形成される。なお、比較例6の塗布工程のみ、浸漬時間が10秒間とされている。
【0038】
上述したようにして作製された実施例1〜6の表面処理鋼材および比較例1〜12の表面処理鋼材の耐食性を評価するべく、塩水噴霧試験によって、赤錆、若しくは白錆が発生するまでの時間を計測した。
【0039】
詳しく言えば、基材として冷間圧延鋼板を採用した実施例1〜3、および比較例1〜9の表面処理鋼材では、まず、各表面処理鋼材を、250℃で12時間加熱処理を行った。ただし、比較例9の表面処理鋼材のみ、この加熱処理は行っていない。そして、各表面処理鋼材の外縁3mmの部分をマスキングし、JIS Z 2371に基づく方法に準拠した塩水噴霧試験によって赤錆が発生するまでの時間を計測した。
【0040】
一方、基材としてM10ボルトを採用した実施例4〜6、および比較例10〜12の表面処理鋼材では、JIS Z 2371に基づく方法に準拠した塩水噴霧試験によって白錆が発生するまでの時間を計測した。
【0041】
赤錆が発生するまでの時間を、図2,4に示し、白錆が発生するまでの時間を、図3,5に示す。ちなみに、測定時間の単位は、「hour」である。
【0042】
図2,4から解るように、ジンクリッチペイントからなる塗膜が形成された表面処理鋼材に関しては、実施例1〜3の表面処理鋼材は、比較例1〜9の表面処理鋼材と比較して、耐久性が約2〜21倍向上している。このことから、250℃で12時間加熱処理後、つまり、耐熱付加後の塩水噴霧試験において、実施例1〜3の表面処理鋼材は、効果的な耐久性を発揮していることが解る。
【0043】
特に、実施例1の表面処理鋼材と実施例3の表面処理鋼材とを比較して分かるように、ビニルトリメトキシシランだけでなく、ビニルトリエトキシシランをも含み、それらビニルトリメトキシシランとビニルトリエトキシシランとをラジカル重合させた処理剤6を使用することで、耐久性を更に向上させることが可能となる。
【0044】
さらに、実施例1の表面処理鋼材と実施例2の表面処理鋼材とを比較して分かるように、好適な量(4〜6質量%)のラジカル重合開始剤を含有している処理剤3を使用することで、耐久性を更に向上させることが可能となる。
【0045】
また、化成処理層が形成された表面処理鋼材に関しては、図3,5から解るように、実施例4の表面処理鋼材は、比較例10の表面処理鋼材と比較して、耐久性が1.6倍向上し、実施例5の表面処理鋼材は、比較例11の表面処理鋼材と比較して、耐久性が約3.3倍向上し、実施例6の表面処理鋼材は、比較例12の表面処理鋼材と比較して、耐久性が約1.3倍向上している。
【0046】
以下、本発明の諸態様について列記する。
【0047】
(1)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させたことを特徴とする金属表面処理剤。
【0048】
(2)前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である(1)項に記載の金属表面処理剤。
【0049】
(3)当該金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させた(1)項に記載の金属表面処理剤。
【0050】
(4)前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である(3)項に記載の金属表面処理剤。
【0051】
(5)当該金属表面処理剤が、ラジカル重合開始剤を含む(1)項ないし(4)項のいずれか1つに記載の金属表面処理剤。
【0052】
(6)前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである(5)項に記載の金属表面処理剤。
【0053】
(7)前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である(6)項に記載の金属表面処理剤。
【0054】
(8)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、金属表面を有する被処理物に塗布する処理剤塗布工程と、
前記処理剤塗布工程において塗布された前記金属表面処理剤を加熱する加熱工程と
を含むことを特徴とする金属表面処理方法。
【0055】
(9)前記加熱工程が、
80〜400℃で前記金属表面処理剤を加熱する工程である(8)項に記載の金属表面処理方法。
【0056】
(10)前記処理剤塗布工程が、
前記被処理物を前記金属表面処理剤に1秒以上浸漬することで、その被処理物の金属表面に前記金属表面処理剤を塗布する工程である(8)項または(9)項に記載の金属表面処理方法。
【0057】
(11)当該金属表面処理方法が、
基材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで、金属表面としての耐食膜を形成する耐食膜形成工程を含み、
前記処理剤塗布工程が、
前記耐食膜上に前記金属表面処理剤を塗布する工程である(8)項ないし(10)項のいずれか1つに記載の金属表面処理方法。
【0058】
(12)前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である(8)項ないし(11)項のいずれか1つに記載の金属表面処理方法。
【0059】
(13)前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである(8)項ないし(11)項のいずれか1つに記載の金属表面処理方法。
【0060】
(14)前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である(13)項に記載の金属表面処理方法。
【0061】
(15)前記金属表面処理剤が、ラジカル重合開始剤を含む(8)項ないし(14)項のいずれか1つに記載の金属表面処理方法。
【0062】
(16)前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである(15)項に記載の金属表面処理方法。
【0063】
(17)前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である(16)項に記載の金属表面処理方法。
【0064】
(18)基材の表面に形成された金属製の耐食膜と、
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、前記耐食膜上に塗布するとともに加熱することで形成された表層塗膜と
を備えた表面処理部材。
【0065】
(19)前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である(18)項に記載の表面処理部材。
【0066】
(20)前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである(18)項に記載の表面処理部材。
【0067】
(21)前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である(20)項に記載の表面処理部材。
【0068】
(22)前記金属表面処理剤が、ラジカル重合開始剤を含む(18)項ないし(21)項のいずれか1つに記載の表面処理部材。
【0069】
(23)前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである(22)項に記載の表面処理部材。
【0070】
(24)前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である(23)項に記載の表面処理部材。
【0071】
(25)前記表層塗膜が、
前記耐食膜上に塗布された前記金属表面処理剤を、80〜400℃で加熱することで形成されたものである(18)項ないし(24)項のいずれか1つに記載の表面処理部材。
【0072】
(26)前記耐食膜が、
鋼材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで形成されるものである(18)項ないし(25)項のいずれか1つに記載の表面処理部材。
【図1】


【図2】
【図3】
【図4】
【図5】
【発明を実施するための形態】
【0013】
本発明に記載の「金属表面処理剤」は、ラジカル重合されたビニルトリメトキシシランを含むものであり、金属の表面に塗布されて加熱されることで、表層塗膜となる。ラジカル重合されたビニルトリメトキシシランは、その表層塗膜を硬化させるとともに、表層塗膜と金属表面とを強固に結合させる働きをするものである。
【0014】
金属表面処理剤が塗布される被処理物は、金属表面を有するものであればよく、被処理物自体が金属製のものであってもよく、基材の表面に金属製の耐食膜が形成されたものであってもよい。ちなみに、基材は、金属製の部材であってもよく、被金属製の部材であってもよい。その基材上に生成される耐食膜は、例えば、亜鉛,亜鉛合金等からなるメッキ層であってもよく、そのメッキ層に化成処理を施した化成処理層であってもよい。さらに、その化成処理層に耐食性,外観向上,摩擦係数安定化等を目的とした仕上げ処理を施した仕上げ処理層であってもよい。また、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤、所謂、ジンクリッチペイントからなる耐食膜であってもよい。その金属粉末としては、亜鉛粉末,亜鉛合金粉末,アルミニウム粉末が採用されることが好ましく、金属粉末の配合量としては、20〜60質量%であることが好ましい。また、バインダー成分としては、有機ケイ素化合物,有機チタネート化合物が採用されることが好ましく、有機ケイ素化合物の配合量としては、5〜40質量%であり、有機チタネート化合物の配合量としては、0.05〜5.0質量%であることが好ましい。
【0015】
ビニルトリメトキシシランの含有量は、4〜15質量%であることが好ましく、さらに言えば、7〜13質量%、特に、9〜11質量%であることが好ましい。また、ビニルトリメトキシシランをラジカル重合させたものの平均分子量は、1000〜10000であることが好ましく、さらに言えば、1500〜5000、特に、2000〜3000であることが好ましい。
【0016】
金属表面処理剤は、ビニルトリメトキシシラン以外のシランカップリング剤を含んでいてもよく、例えば、金属表面処理剤の安定化を図るべく、ビニルトリエトキシシランを含むことが好ましい。ビニルトリエトキシシランが含まれる場合には、ビニルトリメトキシシランとビニルトリエトキシシランとがラジカル重合され、金属表面処理剤が安定化される。
【0017】
このビニルトリエトキシシランの含有量は、10質量%以下であることが好ましく、さらに言えば、2〜8質量%、特に、4〜6質量%であることが好ましい。また、ビニルトリメトキシシランとビニルトリエトキシシランとをラジカル重合させたものの平均分子量は、1000〜5000であることが好ましく、さらに言えば、1500〜3500、特に、1500〜2500であることが好ましい。
【0018】
ラジカル重合は、フリーラジカルの発生によりポリマー鎖が伸長していく反応であり、フリーラジカルを発生させるために、通常、ラジカル開始剤が用いられる。ラジカル開始剤としては、例えば、アゾ化合物,有機過酸化物,酸化剤と還元剤とを組み合わせたもの等が挙げられる。
【0019】
具体的には、例えば、アゾ化合物としては、アゾビスイソブチロニトリル,アゾビスシクロヘキサンカルボニトリル等が挙げられ、有機過酸化物としては、過酸化ベンゾイル,メチルエチルケトンペルオキシド等が挙げられる。また、酸化剤と還元剤とを組み合わせたものとしては、鉄(II)イオンと過酸化水素とを組み合わせたもの,過硫酸塩と亜硫酸水素ナトリウムとを組み合わせたもの等が挙げられる。
【0020】
上記したラジカル開始剤の中でも、アゾビスイソブチロニトリルが特に好ましく、アゾビスイソブチロニトリルの含有量は、0.2〜0.8質量%以下であることが好ましく、さらに言えば、0.4〜0.6質量%であることが好ましい。
【0021】
また、金属表面処理剤の溶媒は、ビニルトリメトキシシラン等を溶解させることが可能な有機系溶媒を含むものであり、有機系溶媒のみによって構成されてもよいが、コスト面等を考慮すると、有機系溶媒と水とによって構成される溶媒を採用することが好ましい。上記有機系溶媒としては、例えば、メチルアルコール,エチルアルコール等が挙げられる。
【0022】
金属表面処理剤は、上述した各成分を混合し攪拌することにより調整される。各成分の混合する順番は、限定されるものではなく、任意の順番で混合することが可能である。具体的には、例えば、有機系溶媒にビニルトリメトキシシラン(ビニルトリエトキシシラン)およびラジカル重合開始剤を混合し、攪拌する。そして、ビニルトリメトキシシラン(ビニルトリエトキシシラン)を充分にラジカル重合させるべく、ビニルトリメトキシシラン等が混合された溶液を攪拌した状態で数時間放置する。これにより、金属表面処理剤が調整される。ちなみに、溶液攪拌時には、ラジカル重合の促進を図るべく、55〜65℃程度に加温されることが好ましい。また、溶媒として水を含む金属表面処理剤は、放置された後の溶液に水が添加される。
【0023】
また、金属表面処理剤の金属表面への塗布は、浸漬,ロール塗布,スプレー,刷毛塗り,スピンコート等、被処理物の大きさ,形状等に応じて種々の手法を採用することが可能である。例えば、被処理物を金属表面処理剤に浸漬する場合には、1秒以上浸漬することが好ましい。さらに言えば、5秒以上、特に、10秒以上浸漬することが好ましい。また、金属表面処理剤の塗布温度は、0〜50℃であることが好ましく、さらに言えば、10〜40℃、特に、15〜35℃であることが好ましい。
【0024】
金属表面処理剤が塗布される金属表面が、上述した金属製の耐食膜である場合には、その耐食膜を基材上に形成するために、金属表面が比較的高温まで加熱されることがある。このような場合に、比較的高温となっている金属表面に金属表面処理剤を塗布することは望ましくないため、金属表面が50℃以下、さらに言えば、40℃以下となってから、金属表面処理剤を塗布することが好ましい。
【0025】
金属表面上に塗布された金属表面処理剤を加熱することで、表層塗膜が形成されるが、加熱温度は、80〜400℃であることが好ましく、さらに言えば、100〜300℃、特に、220〜270℃であることが好ましい。また、加熱時間は、表層塗膜の厚さに応じて調整されるが、10〜100分であることが好ましく、さらに言えば、15〜50分、特に、20〜30分であることが好ましい。
【実施例】
【0026】
以下に実施例を示し、本発明をさらに具体的に説明する。ただし、本発明は、この実施例に限定されるものではなく、当業者の知識に基づいて種々の変更、改良を施した種々の態様で実施することができる。
【0027】
図1に示す配合の各原料から、実施例および比較例の表面処理鋼材に塗布するための表面処理剤を調整した。その図1における表面処理剤の原料の詳細を以下に示す。
・ビニルトリメトキシシラン:商品名「KBM−1003」 信越化学工業株式会社製
・ビニルトリエトキシシラン:商品名「トリエトキシビニルシラン」 東京化成工業株式会社製
・3−グリシジルオキシプロピルトリメトキシシラン:商品名「A187」 日本ユニカー株式会社製
・フェノール樹脂:商品名「コンポセランP」 荒川化学工業株式会社製
・ビニルイミダゾール:商品名「1−ビニルイミダゾール」 東京化成工業株式会社製
・リチウムシリケート:商品名「リチウムシリケート75」 日産化学工業株式会社製
・アゾビスイソブチロニトリル:商品名「2,2‘−アゾビス(イソブチロニトリル)」 和光純薬工業株式会社製
【0028】
各処理剤の調整方法について説明する。処理剤1ないし6,8の調整方法は、殆ど同じであることから、処理剤2および3の調整方法を代表して説明する。まず、所定の配合量のエタノールに所定の配合量のビニルトリメトキシシラン、およびアゾビスイソブチロニトリルを混合し、攪拌する。そして、ビニルトリメトキシシラン等が混合された溶液を55〜65℃に加温しつつ攪拌した状態で8時間放置する。そして、その後に、所定の配合量の水を添加する。
【0029】
ちなみに、処理剤4,5では、ビニルトリメトキシシランの代わりにビニルトリエトキシシランが混合され、処理剤8では、ビニルトリメトキシシランの代わりにビニルイミダゾールが混合される。また、処理剤6では、所定の配合量のビニルトリエトキシシランが、所定の配合量のビニルトリメトキシシランに加えられる。また、処理剤1,4では、アゾビスイソブチロニトリルは添加されない。
【0030】
また、処理剤9では、所定の配合量の水に所定の配合量のリチウムシリケートを混合し、攪拌する。そして、その溶液に3−グリシジルオキシプロピルトリメトキシシランを混合し攪拌した状態で1時間放置することで、処理剤9が調整される。また、処理剤7および10は、所定の配合量の各成分を混合し、十分に攪拌することで調整される。
【0031】
なお、上述したようにして調整された処理剤2,3および6の重量平均分子量は、以下に示す値が測定された。
・処理剤2:重量平均分子量 2414(最大分子量 10959、最少分子量 505)
・処理剤3:重量平均分子量 2373(最大分子量 11963、最少分子量 521)
・処理剤6:重量平均分子量 1797(最大分子量 5186、最少分子量 852)
【0032】
上述したように調整された各処理剤を金属製の耐食膜が形成された被処理物に塗布するとともに、加熱することで、図2および図3に示す実施例1〜6の表面処理鋼材および図4に示す比較例1〜7の表面処理鋼材を作製した。また、上記処理剤による処理の施されていない図4および図5に示す比較例8〜12の表面処理鋼材も、作製した。
【0033】
実施例1〜3、および比較例1〜9の表面処理鋼材の基材としては、冷間圧延鋼板SPCC−SDを採用しており、その基材上にジンクリッチペイントからなる塗膜を形成した。詳しくは、基材上に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤(メタスYC:ユケン工業株式会社製)を用いて、メタスYC−B11プロセスに従って耐食性の塗膜を形成した。ちなみに、金属粉末としては、亜鉛粉末,アルミニウム粉末が採用されており、バインダー成分としては、有機ケイ素化合物,有機チタネート化合物が採用されている。
【0034】
実施例4〜6、および比較例10〜12の表面処理鋼材の基材としては、亜鉛メッキ層が形成されたM10ボルトを採用している。そして、実施例5,6、および比較例11,12では、亜鉛メッキ層上に、3価クロム塩をベースに構成された化成処理液(メタスYFB:ユケン工業株式会社製)を用いて、メタスYFBプロセスに従って耐食性の化成皮膜(黒色)を形成した。さらに、実施例6、および比較例12では、化成皮膜に、仕上処理液(メタスCR−U3,メタスCR−U3 I2:ユケン工業株式会社製)を用いて仕上処理を行った。
【0035】
また、実施例4、および比較例10では、M10ボルトの亜鉛メッキ層上に、3価クロム塩をベースに構成された化成処理液(メタスYFA:ユケン工業株式会社製)を用いて、メタスYFAプロセスに従って耐食性の化成皮膜(シルバー)を形成した。
【0036】
そして、上述したように作製された実施例1〜6の表面処理鋼材および比較例1〜7の表面処理鋼材に、上記処理液による表面処理を施した。各表面処理鋼材での処理法は、殆ど同じであることから、実施例1の表面処理鋼材での表面処理法を代表して説明する。
【0037】
まず、耐食膜が形成された鋼材を処理剤1に60秒間浸漬し、耐食膜上に処理剤1を塗布する。ちなみに、この塗布工程は、室温(15〜35℃)で行った。そして、その処理剤1が塗布された鋼材を、250℃で30分間加熱した。この加熱工程により、耐食膜上に処理剤1からなる表層塗膜が形成される。なお、比較例6の塗布工程のみ、浸漬時間が10秒間とされている。
【0038】
上述したようにして作製された実施例1〜6の表面処理鋼材および比較例1〜12の表面処理鋼材の耐食性を評価するべく、塩水噴霧試験によって、赤錆、若しくは白錆が発生するまでの時間を計測した。
【0039】
詳しく言えば、基材として冷間圧延鋼板を採用した実施例1〜3、および比較例1〜9の表面処理鋼材では、まず、各表面処理鋼材を、250℃で12時間加熱処理を行った。ただし、比較例9の表面処理鋼材のみ、この加熱処理は行っていない。そして、各表面処理鋼材の外縁3mmの部分をマスキングし、JIS Z 2371に基づく方法に準拠した塩水噴霧試験によって赤錆が発生するまでの時間を計測した。
【0040】
一方、基材としてM10ボルトを採用した実施例4〜6、および比較例10〜12の表面処理鋼材では、JIS Z 2371に基づく方法に準拠した塩水噴霧試験によって白錆が発生するまでの時間を計測した。
【0041】
赤錆が発生するまでの時間を、図2,4に示し、白錆が発生するまでの時間を、図3,5に示す。ちなみに、測定時間の単位は、「hour」である。
【0042】
図2,4から解るように、ジンクリッチペイントからなる塗膜が形成された表面処理鋼材に関しては、実施例1〜3の表面処理鋼材は、比較例1〜9の表面処理鋼材と比較して、耐久性が約2〜21倍向上している。このことから、250℃で12時間加熱処理後、つまり、耐熱付加後の塩水噴霧試験において、実施例1〜3の表面処理鋼材は、効果的な耐久性を発揮していることが解る。
【0043】
特に、実施例1の表面処理鋼材と実施例3の表面処理鋼材とを比較して分かるように、ビニルトリメトキシシランだけでなく、ビニルトリエトキシシランをも含み、それらビニルトリメトキシシランとビニルトリエトキシシランとをラジカル重合させた処理剤6を使用することで、耐久性を更に向上させることが可能となる。
【0044】
さらに、実施例1の表面処理鋼材と実施例2の表面処理鋼材とを比較して分かるように、好適な量(4〜6質量%)のラジカル重合開始剤を含有している処理剤3を使用することで、耐久性を更に向上させることが可能となる。
【0045】
また、化成処理層が形成された表面処理鋼材に関しては、図3,5から解るように、実施例4の表面処理鋼材は、比較例10の表面処理鋼材と比較して、耐久性が1.6倍向上し、実施例5の表面処理鋼材は、比較例11の表面処理鋼材と比較して、耐久性が約3.3倍向上し、実施例6の表面処理鋼材は、比較例12の表面処理鋼材と比較して、耐久性が約1.3倍向上している。
【0046】
以下、本発明の諸態様について列記する。
【0047】
(1)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させたことを特徴とする金属表面処理剤。
【0048】
(2)前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である(1)項に記載の金属表面処理剤。
【0049】
(3)当該金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させた(1)項に記載の金属表面処理剤。
【0050】
(4)前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である(3)項に記載の金属表面処理剤。
【0051】
(5)当該金属表面処理剤が、ラジカル重合開始剤を含む(1)項ないし(4)項のいずれか1つに記載の金属表面処理剤。
【0052】
(6)前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである(5)項に記載の金属表面処理剤。
【0053】
(7)前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である(6)項に記載の金属表面処理剤。
【0054】
(8)4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、金属表面を有する被処理物に塗布する処理剤塗布工程と、
前記処理剤塗布工程において塗布された前記金属表面処理剤を加熱する加熱工程と
を含むことを特徴とする金属表面処理方法。
【0055】
(9)前記加熱工程が、
80〜400℃で前記金属表面処理剤を加熱する工程である(8)項に記載の金属表面処理方法。
【0056】
(10)前記処理剤塗布工程が、
前記被処理物を前記金属表面処理剤に1秒以上浸漬することで、その被処理物の金属表面に前記金属表面処理剤を塗布する工程である(8)項または(9)項に記載の金属表面処理方法。
【0057】
(11)当該金属表面処理方法が、
基材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで、金属表面としての耐食膜を形成する耐食膜形成工程を含み、
前記処理剤塗布工程が、
前記耐食膜上に前記金属表面処理剤を塗布する工程である(8)項ないし(10)項のいずれか1つに記載の金属表面処理方法。
【0058】
(12)前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である(8)項ないし(11)項のいずれか1つに記載の金属表面処理方法。
【0059】
(13)前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである(8)項ないし(11)項のいずれか1つに記載の金属表面処理方法。
【0060】
(14)前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である(13)項に記載の金属表面処理方法。
【0061】
(15)前記金属表面処理剤が、ラジカル重合開始剤を含む(8)項ないし(14)項のいずれか1つに記載の金属表面処理方法。
【0062】
(16)前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである(15)項に記載の金属表面処理方法。
【0063】
(17)前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である(16)項に記載の金属表面処理方法。
【0064】
(18)基材の表面に形成された金属製の耐食膜と、
4〜15質量%のビニルトリメトキシシランを含み、そのビニルトリメトキシシランをラジカル重合させた金属表面処理剤を、前記耐食膜上に塗布するとともに加熱することで形成された表層塗膜と
を備えた表面処理部材。
【0065】
(19)前記ビニルトリメトキシシランをラジカル重合させたものの重量平均分子量が、1000〜10000である(18)項に記載の表面処理部材。
【0066】
(20)前記金属表面処理剤が、
さらに、10質量%以下のビニルトリエトキシシランを含み、そのビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものである(18)項に記載の表面処理部材。
【0067】
(21)前記ビニルトリエトキシシランと前記ビニルトリメトキシシランとをラジカル重合させたものの重量平均分子量が、1000〜5000である(20)項に記載の表面処理部材。
【0068】
(22)前記金属表面処理剤が、ラジカル重合開始剤を含む(18)項ないし(21)項のいずれか1つに記載の表面処理部材。
【0069】
(23)前記ラジカル重合開始剤が、アゾビスイソブチロニトリルである(22)項に記載の表面処理部材。
【0070】
(24)前記アゾビスイソブチロニトリルが、0.2〜0.6質量%である(23)項に記載の表面処理部材。
【0071】
(25)前記表層塗膜が、
前記耐食膜上に塗布された前記金属表面処理剤を、80〜400℃で加熱することで形成されたものである(18)項ないし(24)項のいずれか1つに記載の表面処理部材。
【0072】
(26)前記耐食膜が、
鋼材の表面に、金属粉末とバインダー成分と有機溶剤とを含むコーティング剤を塗布するとともに乾燥することで形成されるものである(18)項ないし(25)項のいずれか1つに記載の表面処理部材。
【図1】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−49904(P2013−49904A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−188766(P2011−188766)
【出願日】平成23年8月31日(2011.8.31)
【特許番号】特許第5114653号(P5114653)
【特許公報発行日】平成25年1月9日(2013.1.9)
【出願人】(000115072)ユケン工業株式会社 (33)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【特許番号】特許第5114653号(P5114653)
【特許公報発行日】平成25年1月9日(2013.1.9)
【出願人】(000115072)ユケン工業株式会社 (33)
【Fターム(参考)】
[ Back to top ]