
表面処理鋼板の製造方法
【課題】めっき層の表面にクラックが形成されにくく、耐食性および塗装密着性に優れた表面処理鋼板(電気めっき鋼板)の製造方法を提供する。
【解決手段】この表面処理鋼板では、鋼板1と、前記鋼板1の片面または両面に形成されてかつ、亜鉛及びバナジウムを含むめっき層とを備え;前記めっき層は、前記バナジウムの含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、前記鋼板の厚み方向に成長した複数のデンドライト状のアームを有し;前記アーム内に存在する前記バナジウムの含有率yに対する前記アーム外に存在する前記バナジウムの含有率xの比x/yが、バナジウム元素換算で1.1以上3.0以下である。
【解決手段】この表面処理鋼板では、鋼板1と、前記鋼板1の片面または両面に形成されてかつ、亜鉛及びバナジウムを含むめっき層とを備え;前記めっき層は、前記バナジウムの含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、前記鋼板の厚み方向に成長した複数のデンドライト状のアームを有し;前記アーム内に存在する前記バナジウムの含有率yに対する前記アーム外に存在する前記バナジウムの含有率xの比x/yが、バナジウム元素換算で1.1以上3.0以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐食性および塗装密着性に優れた表面処理鋼板及びその製造方法に関する。本願は、2011年03月29日に、日本に出願された特願2011−072926号に基づき優先権を主張し、その内容をここに援用する。
【背景技術】
【0002】
従来から、家電製品や建材、自動車などの多様な分野で、電気亜鉛めっき層を有する表面処理鋼板(電気亜鉛めっき鋼板)が利用されている。近年、電気亜鉛めっき鋼板においては、より一層耐食性を向上させることが要求されている。
電気亜鉛めっき鋼板の耐食性を向上させる方法としては、亜鉛めっき層のめっき量(目付け量)を増加させることが考えられる。しかしながら、亜鉛めっき層の目付け量を増加させた場合、製造コストが増大する、または、加工性や溶接性が低下する。
【0003】
電気亜鉛めっき鋼板の耐食性や外観を向上させる方法として、表面に塗膜を形成する技術が従来から広く用いられている(例えば特許文献1)。しかしながら、電気亜鉛めっき鋼板のめっき層と塗膜との密着性(塗装密着性)が不十分であると、表面に塗膜を形成しても、塗膜を形成したことによる効果が十分に得られない。このため、電気亜鉛めっき鋼板の耐食性を向上させるとともに、塗装密着性を向上させることが要求されている。
【0004】
表面に塗膜を形成する場合、耐食性を向上させるために塗膜厚を厚くすることが考えられる。しかしながら、このような塗膜として広く採用されているシランカップリング剤等を含有する従来の無機皮膜では樹脂成分を含んでいないために、膜厚を厚くすることが困難であった。
また、塗膜を形成した電気亜鉛めっき鋼板においては、上述したような耐食性のほかに、導電性(以下、アース性ともいう。)を向上させることが要求されている。導電性の向上には塗膜を薄くすることが有効な手段であるが、上述したように、薄膜にすると耐食性の向上が図れない。
このように、従来は、電気亜鉛めっき鋼板において、表面にさらに皮膜を形成しても、耐食性と導電性の両特性を満足させることは非常に困難であった。
【0005】
また、表面粗度の高いめっき層表面に塗膜を形成する場合、耐食性が低下する。めっき層の粗度は、めっきを施す前の鋼板粗度に大きく依存する。そのため、従来の電気亜鉛めっき鋼板では、鋼板粗度が高ければ必然的にめっき層の粗度も高くなり、耐食性が劣化していた。このような耐食性の劣化を防ぐために、めっき層の粗度を小さくして鋼板粗度の改善を図ることが考えられるが、製造コストの観点から望ましくない。そのため、近年では、鋼板粗度に依存することなく耐食性を向上させることが要求されている。
【0006】
また、近年、金属板の表面に化成処理を施して化成処理層を形成し、化成処理層の上に塗料を塗布して塗装膜を形成した表面処理鋼板がある。しかしながら、このような塗膜であっても加工性を確保しつつ耐食性を向上させることは困難である。
【0007】
これらに対して、近年、電気亜鉛めっきが施される表面処理鋼板の亜鉛めっき層に、バナジウム元素を含有させることにより、耐食性を向上させることが検討されている。例えば、非特許文献1〜4には、陰極である銅板の表面に、Zn−V酸化物を複合電析させる技術が記載されている。
【0008】
しかしながら、非特許文献1〜4に記載の技術を用いて、電気めっき法により、鋼板の表面に亜鉛とバナジウム酸化物とを含むめっき層を形成した場合、めっき層の表面にクラックが発生しやすい。めっき層の表面にクラックが形成された場合、十分な耐食性を有する表面処理鋼板が得られない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2010/137726号
【非特許文献】
【0010】
【非特許文献1】CAMP−ISIJ Vol.22(2009)−933〜936
【非特許文献2】鉄と鋼 Vol.93(2007)No.11、49頁〜54頁
【非特許文献3】表面技術協会 第115回講演大会要旨集、9A−26、139頁〜140頁
【非特許文献4】ふぇらむ Vol.13,No.4,245頁、2008.4.1
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、このような事情に鑑みてなされたものである。すなわち、鋼板の表面に亜鉛とバナジウムとを含むめっき層を電気めっき法により形成する際に、めっき層の表面にクラックが形成されにくく、耐食性および塗装密着性に優れた表面処理鋼板(電気めっき鋼板)の製造方法を提供することを目的とする。
また、本発明は、鋼板の表面に、亜鉛とバナジウム酸化物とを含むめっき層が形成された耐食性および塗装密着性に優れた表面処理鋼板を提供することを目的とする。
【0012】
なお、本発明では、さらに、上記の亜鉛とバナジウム酸化物とを含むめっき層が形成された鋼板(電気めっき鋼板)の表面に、皮膜を1層以上形成させた表面処理鋼板について検討を行った。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決するために、以下に示すように、鋭意検討を行った。
すなわち、本発明者らは、電気めっき法で鋼板表面に形成した亜鉛とバナジウムとを含むめっき層における付着量(目付け量)とバナジウム含有率と結晶構造とに着目し、種々の方法を用いて鋼板表面にめっき浴を接触させて、得られためっき層の耐食性と塗装密着性との関係を調べた。
【0014】
具体的には、陰極である鋼板表面に対するめっき浴の接触方法として、めっき槽内の静止状態とされためっき浴に鋼板を浸漬させた場合(静止状態)と、めっき槽の底部に配置した攪拌子(スターラー)によって攪拌されている攪拌状態のめっき浴に鋼板を浸漬させた場合(攪拌状態)と、循環させためっき浴および/または、めっき浴中で鋼板を移動させることにより前記鋼板に対して前記めっき浴が相対的に流動されるめっき浴に鋼板を浸漬させた場合(流動状態)とについて検討した。流動状態は、めっき浴が鋼板に対して略均一な流速で流動している点が攪拌状態、静止状態と異なる。
【0015】
上記の検討の結果、めっき浴を流動状態で鋼板と接触させてバナジウムを十分に含有するめっき層を形成した場合、めっき層中に、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶が形成されることを見出した。なお、本発明では、デンドライト状の柱状結晶の幹部を一次アーム、枝部を二次アームといい、一次アームと二次アームを総称してアームと呼ぶこととする。
さらに、上記めっき層中のアーム外に存在するバナジウム含有率xの前記アーム内に存在するバナジウム含有率yに対する比、すなわち、x/yを調査した結果、バナジウム元素換算で1.1以上3.0以下であることを見出した。なお、得られためっき層は、表面粗度が中心線平均粗さRaで1.0μm以上4.0μm以下である高粗度なめっき層であった。
これに対し、静止状態および攪拌状態で鋼板表面に接触させた場合、デンドライト状の柱状結晶を有するめっき層が形成されなかった。そのため、めっき浴を流動状態で鋼板に接触させた場合と比較して、めっき層の表面にクラックが発生しやすかった。
【0016】
流動状態では、めっき浴が鋼板に対して略均一な流速で流動している。そのため、静止状態および攪拌状態と比較して、めっき浴から鋼板表面に均等に連続的にイオンが供給される。その結果、鋼板表面に均一なめっき層が形成されたと推定される。これに対し、静止状態および攪拌状態では、陰極である鋼板表面近傍のめっき浴中においてイオンが局所的に集中して消費され、鋼板近傍のめっき層の析出に用いられるイオンが欠乏する。そのため、クラックが生じやすいと推定される。
【0017】
さらに、本発明者らは、めっき浴を流動状態で鋼板表面に接触させ、1秒以上30秒以下の時間電析を行って形成しためっき層に含まれるバナジウム含有率および目付け量と、このめっき層を有する表面処理鋼板の耐食性との関係を調べた。その結果、めっき浴を流動状態で鋼板表面に接触させて形成した亜鉛とバナジウムとを含むめっき層を有する表面処理鋼板では、バナジウム含有率を1%以上20%以下かつ目付け量を3g/m2以上40g/m2以下とすることで、十分な耐食性が得られることを見出した。
【0018】
本発明者らは、めっき浴を流動状態で鋼板表面に接触させて形成した亜鉛とバナジウムとを含み、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であるめっき層上に、複数の塗料をそれぞれ塗布し、めっき層と塗膜との密着性(塗装密着性)を調べた。
その結果、このようなめっき層を有する表面処理鋼板は、従来の電気亜鉛めっき鋼板と比較して、優れた塗装密着性を有していることが分かった。
【0019】
本発明者らは、鋼板に代えて非特許文献1〜4において陰極に用いている銅板を用いて、鋼板の場合と同様にして亜鉛とバナジウムとを含むめっき層を形成し、塗装密着性及び耐食性を調べた。その結果、銅板表面に形成されためっき層は、バナジウム含有率および目付け量が少ない場合には、十分な耐食性が得られなかった。一方、十分な塗装密着性を確保するために、バナジウム含有率が3%以上かつ目付け量が3g/m2以上であるめっき層を銅板表面に形成した場合には、めっき層と銅板との間の密着性が不十分となった。このように、銅板表面には、十分な耐食性を有し、優れた塗装密着性を有し、さらに、めっき層と銅板との間の密着性が良好であるめっき層を形成することは困難であった。
【0020】
本発明者らは、上記のように、めっき浴を流動状態で鋼板表面に接触させて、電気めっき法により、亜鉛とバナジウムとを含み、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下のめっき層を鋼板上に形成した。このようなめっき層を有する表面処理鋼板は、表面にクラックが発生しにくく、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶を有していた。さらに、隣接する柱状結晶間すなわち、アーム外に存在するバナジウム含有率xと前記柱状結晶内、すなわちアーム内に存在するバナジウム含有率yとの比x/yが、バナジウム元素換算で1.1以上3.0以下であり、耐食性および塗装密着性に優れていた。
【0021】
次に、この耐食性及び塗装密着性に優れるめっき層の表面にさらに、樹脂皮膜を形成して、必要に応じて金属酸化物粒子と潤滑材とを樹脂皮膜に添加して、この樹脂皮膜の耐食性について調査した。その結果、高粗度なめっき層上に皮膜を形成しても耐食性が劣化することなく、十分な耐食性が得られることを見出した。
さらに、高粗度なめっき層を有する表面処理鋼板の表面に樹脂皮膜を形成した表面処理鋼板の導電性についても調査したところ、皮膜厚さが0.5〜5.0μmの範囲で皮膜の膜厚に依存することなく、十分な導電性が得られることを見出した。つまり、皮膜が薄膜の場合は当然ながら、厚膜であった場合であっても、十分な導電性を有していた。
つまり、従来は耐食性と導電性の両特性を満足させた表面処理鋼板を提供することは非常に困難であると考えられてきたが、上述したようなめっき層を有する表面処理鋼板に樹脂皮膜を形成することにより、耐食性と導電性の特性をいずれも向上させることができることを見出した。
【0022】
さらに本発明者らは、上記のめっき層を有する表面処理鋼板のめっき層の上に、シランカップリング剤を含む水系金属表面処理剤を塗布し乾燥することにより得られるインヒビターを含有する皮膜を合計膜厚が0.5〜4.0μmとなるように形成した表面処理鋼板について上記同様の耐食性及び導電性について調査した。その結果、十分な耐食性を有しており、さらに、皮膜の膜厚が厚膜であっても導電性を十分に確保できることを見出した。
さらに、従来、バナジウムを含んでいない亜鉛めっき層表面へ皮膜を形成しても、良好な加工性(加工密着性)を得ることは困難であった。しかしながら、バナジウムを含有しためっき層の場合、この加工密着性の劣化を抑制できることを見出した。つまり、耐食性と導電性の特性を両立、そして優れた加工密着性を確保できることを見出した。
【0023】
なお、上述のような、鋼板の表面に、亜鉛とバナジウム酸化物とを含むめっき層が形成された表面処理鋼板は、黒色の外観を呈する。しかしながら、黒色の外観を有する意匠性材料として使用するには、めっき表面の微細な外観ムラを隠蔽したり、プレス加工に必要な耐キズ付性を付与したりするために、めっき層の上にさらに、膜厚の厚い黒色皮膜を形成しなければならない場合がある。
【0024】
そのような場合、所望の外観を得るために上記のめっき層の上にさらに、膜厚の厚い皮膜を形成する。しかしながら、加工時の塗装密着性が低下したり、皮膜乾燥工程での加温により塗料中の溶媒が突沸し、ワキと呼ばれる塗装欠陥が生じたりする場合がある。
したがって、亜鉛とバナジウムとを含む上記のめっき層の上層に、厚い黒色皮膜を形成することなく、めっき表面の微細な外観ムラを隠蔽し、光沢が十分に抑えられ、L*値(明度)が十分に低く、耐キズ付性および加工時の密着性に優れ、更に美麗な外観を有する鋼板があれば、その価値は高い。
【0025】
これに対し、本発明者らは、上記のめっき層を有する表面処理鋼板のめっき層の上に、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)とを含む有機樹脂からなる有機樹脂皮膜を形成し、加工時の塗装密着性、耐食性および耐キズ付性、光沢、L*値について検討した。
【0026】
その結果、上記めっき層が、めっき層中に亜鉛とバナジウムを含有しており、且つ、板の厚み方向に成長された複数のデンドライト状の柱状結晶を有しているものであるため、光沢が抑えられたL*値が低い外観を有していた。更にめっき層と上記有機樹脂皮膜との界面において優れた密着性が得られた。さらに、上記の有機樹脂皮膜が、有機樹脂皮膜中におけるカーボンブラックを含有する着色顔料を含む着色剤(C1)が均一に分散しているものであるので、塗装密着性を低下させる厚い膜厚にしなくても、光沢が十分に抑えられたL*値の十分に低い外観が得られ、優れた耐キズ付性が得られた。
【0027】
上記の有機樹脂皮膜は、スルホン酸基を含有するポリエステル樹脂(A1)を硬化剤(B1)で硬化させて得られた緻密なものである。そのため、上記のめっき層の上に上記の有機樹脂皮膜を形成することによって、上記のめっき層に起因する優れた耐食性および塗装密着性と、緻密で薄い有機樹脂皮膜による耐食性向上効果との相乗効果が得られ、非常に優れた耐食性を有する表面処理鋼板が得られる。
【0028】
さらに、本発明者らは、上記のめっき層を有する表面処理鋼板の片面もしくは両面に、亜鉛とバナジウムとを含むめっき層と、着色顔料層を含む着色塗膜層とをこの順で形成した。その結果、耐食性および加工性に優れた表面処理鋼板が得られた。
【0029】
本発明は上記の知見に基づいて完成した。
上記課題を解決して係る目的を達成するために、本発明は以下の手段を採用した。
(1)すなわち、本発明の一態様に係る表面処理鋼板は、鋼板と、前記鋼板の片面または両面に形成されてかつ、亜鉛及びバナジウムを含むめっき層とを備え;前記めっき層は、前記バナジウムの含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、前記鋼板の厚み方向に成長した複数のデンドライト状のアームを有し;前記アーム内に存在する前記バナジウムの含有率yに対する前記アーム外に存在する前記バナジウムの含有率xの比x/yが、バナジウム元素換算で1.1以上3.0以下である。
【0030】
(2)上記(1)に記載の表面処理鋼板では、前記めっき層が、その表面温度が100℃の条件において測定した波数600〜3000cm−1の領域における放射率が0.30以上0.95以下であってもよい。
【0031】
(3)上記(1)または(2)に記載の表面処理鋼板では、前記めっき層の表面粗度が、JIS B 0601:2001で規定される中心線平均粗さRaで1.0μm以上、4.0μm以下であってもよい。
【0032】
(4)上記(1)〜(3)のいずれか一項に記載の表面処理鋼板では、前記めっき層の上にさらに皮膜が1層以上形成されていてもよい。
【0033】
(5)上記(4)に記載の表面処理鋼板では、前記皮膜が、有機樹脂を含有してもよい。
【0034】
(6)上記(5)に記載の表面処理鋼板では、前記皮膜が、樹脂皮膜であり、前記樹脂皮膜の固形分100質量部に対して、5〜50質量部の金属酸化物粒子と;更に、前記樹脂皮膜の固形分100質量%に対して0.1〜30質量%の潤滑材とを含有してもよい。
【0035】
(7)上記(5)に記載の表面処理鋼板では、前記有機樹脂が、カルボキシル基、水酸基、スルホン酸基、シラノール基の少なくとも1種を構造中に有し;スルホン酸基を含有するポリエステル樹脂と;硬化剤と;カーボンブラックを含有する着色顔料を含んでもよい。
【0036】
(8)上記(4)に記載の表面処理鋼板では、前記皮膜が、シランカップリング剤を含有する水系金属表面処理剤を前記鋼板に塗布して乾燥させることにより得られてもよい。
【0037】
(9)上記(8)に記載の表面処理鋼板では、前記複合皮膜が、更に、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物を必須成分とするインヒビター成分を含有してもよい。
【0038】
(10)上記(8)または(9)に記載の表面処理鋼板では、前記皮膜が、ポリエーテルポリウレタン樹脂と;カーボンブラックを含有する着色顔料とを含む複合皮膜であってもよい。
【0039】
(11)上記(5)に記載の表面処理鋼板では、前記皮膜が、着色顔料層を含む着色塗膜層であってもよい。
【0040】
(12)上記(11)に記載の表面処理鋼板では、前記着色塗膜層が、プライマー塗膜層を含み、前記プライマー塗膜層は、前記めっき層と前記着色顔料層との間に形成されて、かつ防錆剤を含んでもよい。
【0041】
(13)上記(11)または(12)に記載の表面処理鋼板では、前記着色塗膜層が前記めっき層上に接して形成されていてもよい。
【0042】
(14)上記(11)または(12)のいずれか一項に記載の表面処理鋼板では、前記着色塗膜層と前記めっき層との間に、化成処理層をさらに含んでもよい。
【0043】
(15)本発明の一態様に係る表面処理鋼板の製造方法は、鋼板の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を備えた表面処理鋼板の製造方法であって、前記めっき工程において、めっき浴に前記鋼板を浸漬させ、前記めっき浴中の電流密度を20〜150A/dm2として、1秒以上30秒以下の時間、電析を行って前記めっき層を形成し;前記めっき浴は、亜鉛化合物及びバナジウム化合物を含有し、かつ、バナジウムイオンまたはバナジルイオンの少なくとも1種を合計含有量で0.01mol/l以上1.0mol/l未満含有し、硝酸イオン含有量を0.0005mol/l未満に制限し、さらに、前記めっき浴は、循環させためっき浴または、めっき浴中で鋼板を移動させることにより前記鋼板に対して前記めっき浴が相対的に流動されるめっき浴の少なくとも一方であり;前記めっき層は、バナジウム含有率が1%以上20%以下、かつ目付け量が3g/m2以上40g/m2以下である。
【0044】
(16)上記(15)に記載の表面処理鋼板の製造方法では、めっき槽内における前記めっき浴の平均流速を20〜300m/minの範囲としてもよい。
【0045】
(17)上記(15)または(16)に記載の表面処理鋼板の製造方法では、前記めっき浴が、ナトリウムイオンを0.1mol/l以上4.0mol/l以下含んでもよい。
【0046】
(18)上記(15)〜(17)のいずれか一項に記載の表面処理鋼板の製造方法では、前記めっき浴が、ニッケルイオンを0.01mol/l以上1.0mol/l以下含んでもよい。
【発明の効果】
【0047】
本実施形態に係る表面処理鋼板は、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下で、鋼板の厚み方向に成長された複数のデンドライト状のアームを有し、アーム外に存在するバナジウム含有率xのアーム内に存在するバナジウム含有率yとの比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層が形成されている。そのため、耐食性および塗装密着性に優れる。
【0048】
本実施形態に係る表面処理鋼板の製造方法では、めっき工程において、流動状態のめっき浴に鋼板を浸漬させ、1秒以上30秒以下の時間電析を行い、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であるめっき層を形成する。これにより、めっき層の表面にクラックが発生しにくく、デンドライト状の柱状結晶を有するめっき層が得られ、耐食性および塗装密着性に優れた表面処理鋼板が得られる。
【0049】
さらに、めっき層の上に、さらに、樹脂皮膜、複合皮膜、着色塗膜層などの皮膜を形成した表面処理鋼板では、より耐食性、導電性、外観などの特性が優れる。
【図面の簡単な説明】
【0050】
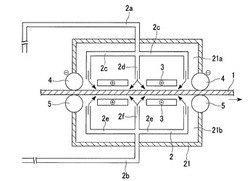
【図1】本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の一例を示した概略図である。
【図2】本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の他の例を示した概略図である。
【図3A】実施例m23の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図3B】実施例m23の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図4A】比較例x3の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図4B】比較例x3の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図5A】比較例x2の表面処理銅板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図5B】比較例x2の表面処理銅板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図6A】比較例x1の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図6B】比較例x1の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図7】第5実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。
【図8A】第6実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。
【図8B】第6実施形態の変形例に係る表面処理鋼板を説明するための拡大断面図である。
【図8C】第6実施形態の他の変形例に係る表面処理鋼板を説明するための拡大断面図である。
【図9】曲げ加工性試験における折り曲げ加工を説明するための概略斜視図である。
【図10】絞り加工性試験におけるカップ状の成形体を示した概略斜視図である。
【発明を実施するための形態】
【0051】
以下、図面を参照して本発明を適用した実施形態について詳細に説明する。
「第1実施形態」
図1に示すめっき装置を用いて、本実施形態に係る表面処理鋼板の製造方法により本実施形態に係る表面処理鋼板を製造する場合を例に挙げて説明する。
【0052】
図1は、本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の一例を示した概略図である。図1において、符号1は鋼板を示し、符号2はめっき浴を示し、符号21はめっき槽を示し、符号3は陽極を示している。
本実施形態に係る表面処理鋼板の製造方法は、鋼板1の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を備えている。
【0053】
本実施形態において表面にめっき層の形成される鋼板1は、特に限定されない。例えば、極低炭素型(フェライト主体組織)、低炭素型(フェライト中にパーライトを含む組織)、2相組織型(例えば、フェライト中にマルテンサイトを含む組織、フェライト中にベイナイトを含む組織)、加工誘起変態型(フェライト中に残留オーステナイトを含む組織)、微細結晶型(フェライト主体組織)等、いずれの型の鋼板であっても良い。
【0054】
図1において、符号4、5は、鋼板1を図1における矢印の方向に移動させて、めっき浴2中に鋼板1を通板させるロールを示している。本実施形態においては、ロール4、5のうち、鋼板1の上部に配置されたロール4は、電源(不図示)と鋼板1とを電気的に接続する接続部材(コンダクタ)として機能する。鋼板1は、ロール4に電気的に接続されることにより、陰極とされている。
【0055】
本実施形態においては、めっき工程において図1に示すめっき槽21を用いる。めっき槽21は、鋼板1の上部に配置される上部槽21aと、鋼板1の下部に配置される下部槽21bとを有している。
図1に示すように、上部槽21a内および下部槽21b内の鋼板1に隣接する位置には、白金などからなる複数の陽極3が鋼板1との間に所定の間隔を空けて配置されている。各陽極3の鋼板1に対向する面は、鋼板1の表面と略平行となるように配置されている。各陽極3は、不図示の接続部材によって、電源(不図示)に電気的に接続されている。
【0056】
上部槽21a内および下部槽21b内は、めっき浴2で満たされている。図1に示すように、めっき槽21の上部槽21aと下部槽21bとの間には、面方向を略水平にして移動する鋼板1が配置されている。ロール4、5によってめっき槽21内を矢印の方向(紙面右方向)に通過している鋼板1は、上部槽21a内および下部槽21b内のめっき浴2に浸漬された状態となっている。したがって、本実施形態においては、ロール4、5によって鋼板1を移動させて、めっき浴2中で鋼板1を移動させることにより、鋼板1に対してめっき浴2が相対的に流動される流動状態となっている。
【0057】
図1に示すように、上部槽21aには、上部槽21aにめっき浴2を供給する上部供給用配管2aが上部槽21aの上面を貫通するように設けられている。上部供給用配管2aは、上部槽21a内において複数の外周分岐路2cと複数の中間分岐路2d(図1においては1つのみ図示)とに分岐されている。中間分岐路2dは、平面視で隣接する陽極3間に鋼板1の幅方向に沿って複数配置されており、両側の電極3(陽極)と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。外周分岐路2cは、平面視で陽極3とロール4との間に鋼板1の幅方向に沿って複数配置されており、電極3と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。
【0058】
上部槽21aには、めっき浴2を排出する排出口(不図示)が設けられており、ポンプを備える配管(不図示)を介して、上部供給用配管2aと接続されている。したがって、上部槽21aでは、めっき浴2は、上部供給用配管2aから供給される。その後、排出口から排出され、ポンプによって、配管を介して再び上部供給用配管2aから供給されて循環される。
【0059】
下部槽21bには、下部槽21bにめっき浴2を供給する下部供給用配管2bが下部槽21bの下面を貫通するように設けられている。下部供給用配管2bは、下部槽21b内において複数の外周分岐路2eと複数の中間分岐路2f(図1においては1つのみ図示)とに分岐されている。中間分岐路2fは、平面視で隣接する陽極3間に鋼板1の幅方向に沿って複数配置されており、両側の電極3と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。外周分岐路2eは、平面視で陽極3とロール5との間に鋼板1の幅方向に沿って複数配置されており、電極3と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。
【0060】
下部槽21bには、めっき浴2を排出する排出口(不図示)が設けられており、ポンプを備える配管(不図示)を介して、下部供給用配管2bと接続されている。したがって、下部槽21bでは、めっき浴2は、下部供給用配管2bから供給される。その後、排出口から排出され、ポンプによって、配管を介して再び下部供給用配管2bから供給されて循環される。
【0061】
図1に示すめっき装置には、電極3は4つ配置されているが、電極3の数はいくつであってもよい。電極3の数は、めっき槽21、鋼板1、電極3の大きさや、上部供給用配管2aおよび下部供給用配管2bの配置、めっき槽21内のめっき浴2の平均流速等に応じて適宜決定できる。上部供給用配管2aおよび下部供給用配管2bの配置や形状も、電極3の形状や、めっき槽21内のめっき浴2の平均流速等に応じて適宜変更できる。
【0062】
本実施形態のめっき工程は、めっき浴が循環させた流動状態でかつ、めっき浴2中で鋼板1を移動させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態のめっき浴2に、鋼板1を浸漬させて、前記めっき浴中の電流密度を20〜150A/dm2として、1秒以上30秒以下の時間電析を行い、亜鉛とバナジウムとを含むめっき層を形成する工程である。
本実施形態においては、このめっき工程を行うことにより、鋼板1の表面に、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下のデンドライト状の柱状結晶(一次アーム及び二次アーム)を有するめっき層を形成する。
【0063】
本実施形態のめっき工程においては、循環させた流動状態のめっき浴2でかつ、めっき浴2中に鋼板1を通過させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態のめっき浴2に、鋼板1を浸漬させる。そのため、鋼板1と電極3との間に十分にイオンが供給される。その結果、めっき工程を行うことにより、鋼板の厚み方向に成長された複数のデンドライト状のアームを有し、アーム外に存在するバナジウム含有率xのアーム内に存在するバナジウム含有率yに対する比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層を有する表面処理鋼板が得られる。
【0064】
本実施形態においては、鋼板1と電極3との間に十分かつ均一にイオンを供給するために、図1に示すめっき槽21のめっき浴2のように、循環させた流動状態のめっき浴2でかつ、めっき浴2中で鋼板1を移動させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態のめっき浴2に鋼板1を浸漬させることが好ましい。しかしながら、図1に示すめっき槽21のめっき浴2は、めっき浴2中で鋼板1を移動させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態であるので、めっき浴2を循環させなくても鋼板1と電極3との間に十分にイオンを供給できる。
【0065】
本実施形態においては、めっき工程によって形成されためっき層のバナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、十分な耐食性を有する表面処理鋼板が得られる。
めっき層のバナジウム含有率は、耐食性および塗装密着性をより一層向上させるために2%以上であることが好ましい。めっき層と鋼板1との間で良好な密着性を得るため、めっき層のバナジウム含有率は、20%以下とする。より好ましくは、15%以下である
【0066】
めっき層の目付け量は、3g/m2以上とするが、耐食性および塗装密着性をより一層向上させる場合には、5g/m2以上であることが好ましい。めっき層の目付け量は、40g/m2以下であることが好ましく、15g/m2以下であることがより好ましい。めっき層の目付け量が、40g/m2以下である場合、製造コストが増大するばかりか、めっき密着性(パウダリング性)が劣化する。さらに、15g/m2以下である場合、従来の電気亜鉛めっき(通常、20g/m2程度である)等と比較して析出させる金属量が少なくて済み、めっき層を形成するための金属コストや電力コストの観点から経済的に優れている。
【0067】
本実施形態で得られるめっき層は、亜鉛中にバナジウム元素が酸化物としてデンドライト状に存在することで黒色の外観を呈する。したがって、本実施形態の表面処理鋼板を、例えば、黒色の外観を有する製品の材料として用いる場合に、好ましい外観を有する。また、黒色の外観を得るために塗膜を塗布する場合、塗膜の厚みを低減できる。なお、めっき層の色は、バナジウム含有率が多いほど黒くなり、L*値が低くなる。
【0068】
めっき工程においては、十分な目付量を得るため、電析時間を1秒以上行う。一方、生産性を害さないという観点で、電析時間は30秒以下とする。好ましくは、1秒以上15秒以下である。
また、めっき工程においては、電流密度を20〜150A/dm2とする。電流密度を上記範囲内とすることで、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下である本実施形態のめっき層を容易に形成できる。電流密度が20A/dm2未満であると、所定のバナジウム含有率および/または目付け量を確保しにくくなる。電流密度が150A/dm2を超えると、めっき層と鋼板1との間の密着性が低下する恐れがある。
【0069】
本実施形態では、流動状態のめっき浴2に鋼板1を浸漬させてめっき層を形成するので、充分に高いバナジウム含有率を確保するためには、めっき浴を静止状態および攪拌状態で鋼板表面に接触させた場合と比較して、電流密度を高くする必要がある。これは、流動状態のめっき浴2に鋼板1を浸漬させた場合、めっき浴2から鋼板1の表面に均等に連続的にイオンが供給されるため、静止状態および攪拌状態と比較してめっき層にバナジウムが取り込まれにくいためである。
【0070】
めっき工程においては、めっき槽21内のめっき浴2の平均流速が20〜300m/minの範囲であることが好ましく、40〜200m/minの範囲であることがより好ましい。めっき浴2の平均流速が20〜300m/minの範囲内である場合、めっき層におけるクラックの発生を、より効果的に防止できる。めっき浴2の平均流速が上記範囲未満であると、めっき浴2を循環させて流動状態とすることによる効果が不十分となる恐れがある。また、めっき浴2の平均流速が上記範囲を超えると、めっき浴2から鋼板1の表面へのイオンの供給に支障をきたす恐れがある。
【0071】
めっき工程においては、めっき浴2は、V化合物およびZn化合物を含む。めっき浴2には、V化合物およびZn化合物に加えて、必要に応じて、H2SO4やNaOHなどのpH調整剤、NiSO4・6H2OなどのNi化合物などV化合物とZn化合物ではない他の金属化合物、めっき浴2の導電性を安定させるNa2SO4などの添加剤を添加してもよい。しかしながら、めっき浴2は、デンドライトの柱状結晶を確実に生成するため、硝酸イオン含有量を0.0005mol/l未満に制限する。
めっき浴2に用いられるZn化合物としては、金属Zn、ZnSO4・7H2O、ZnCO3などが挙げられる。これらは単独で用いてもよく、2種類以上を併用しても良い。
めっき浴2に用いられるV化合物としては、メタバナジン酸アンモン(V)、メタバナジン酸カリウム(V)、メタバナジン酸ソーダ(V)、VO(C5H7O2)2(バナジルアセチルアセトネート(IV))、VOSO4・5H2O(硫酸バナジル(IV))などが挙げられる。これらは単独で用いてもよく、2種類以上を併用しても良い。
【0072】
めっき浴2は、V化合物およびZn化合物として、Zn2+と、VO2+または、V4+とを含むことが好ましい。
めっき浴2が、VO2+または、V4+をいずれか、もしくは両方含む場合、めっき浴2中にこれらを合計で0.01mol/l以上1.0mol/l未満含有させる。VO2+または、V4+を上記範囲内で含むめっき浴2を用いることで、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であるめっき層を容易に形成できる。めっき浴2に含まれるVO2+または、V4+の含有量が上記範囲未満である場合、鋼板1の厚み方向に複数のデンドライト状の柱状結晶12が成長しにくくなり、バナジウム含有率が低下する。また、めっき浴2に含まれるVO2+または、V4+の含有量が上記範囲を超えると、高価なバナジウムをめっき浴2中に多く使用することになるため経済的に不利となる。
めっき浴2が、Zn2+を含む場合、Zn2+を0.1〜1.5mol/l含むことが好ましく、0.35〜1.2mol/l含むことがより好ましい。
【0073】
また、めっき浴2中には、ナトリウムイオンを0.1mol/l以上含むことが好ましい。この場合、めっき浴2の導電性を高める事ができ、本実施形態のめっき層を容易に形成できる。ただし、4.0mol/l以上とすると、ナトリウムイオンを過剰に含む場合、ナトリウムイオンがめっき浴中に溶解して存在せず、沈殿することがあるため、望ましくない。
めっき浴2がNi化合物を含む場合、めっき浴2中にニッケルイオンを0.01mol/l以上含むことが好ましい。この場合、バナジウムが析出しやすくなり、本実施形態のめっき層を容易に形成できる。ただし、1.0mol/l以上とすることは、表面処理鋼板の耐食性やめっき密着性が劣化することが懸念されるため望ましくない。
【0074】
めっき浴2の温度は、特に限定されないが、本実施形態のめっき層を容易に効率よく形成するために、40〜60℃の範囲であることが好ましい。また、めっき浴2のpHは、デンドライト状の柱状結晶を有し、上記バナジウム含有率および目付け量である本実施形態のめっき層を容易に形成するために、1〜5の範囲であることが好ましく、1.5〜4の範囲であることがより好ましい。
【0075】
このめっき層の表面粗度は、JIS B 0601:2001で規定される中心線平均粗さRaで1.0μm以上、4.0μm以下とすることが望ましい。従来ではめっき層の表面粗度を下げることにより耐食性が確保されると考えられてきたが、本発明ではめっき層に十分な耐食性が備えられるため、Raが1.0μm以上の高粗度なめっき層としても、耐食性が劣化しない。さらに、めっき層の表面粗度を高粗度することにより、後に皮膜を形成した場合の導電性を確保できるばかりか、加工密着性も向上させることができる。一方で、Raが4.0μmを超えるとロールコーターのゴムやパスロールが削れ、製品にゴミとして付着する虞があるため、上限を4.0μmとする。なお、より好ましくは、1.1μm以上3.0μm以下である。
【0076】
本実施形態において形成された表面処理鋼板のめっき層の結晶構造について、図面を用いて説明する。図3A、図3Bは、本実施形態に係る表面処理鋼板の一例のめっき層の走査型電子顕微鏡写真である。図3Aは上面から見た写真であり、図3Bは、断面の写真である。
【0077】
めっき層11は、図3Aおよび図3Bに示すように、鋼板1に達するクラック(隙間)がなく、鋼板1の厚み方向に成長された微細で緻密な複数のデンドライト状の柱状結晶12(アーム)を有している。各柱状結晶12は、鋼板1の表面から厚み方向だけでなく、鋼板1の面方向にも成長している。したがって、柱状結晶12のうちの少なくとも一部は、図3Bに示すように、鋼板1に接する基部12aでは分離され、鋼板1から離れた部分12bでは隣接する柱状結晶12と一体化された形状となっている。
【0078】
隣接する柱状結晶12間、すなわちめっき層中でかつアーム外には、柱状結晶12を縁取るように、柱状結晶12内、すなわちアーム内(図3Bにおける薄い灰色部分)と比較してバナジウム含有量の多い領域13(図3Bにおける濃い灰色部分)が形成されている。アーム外に存在するバナジウム含有率xの、アーム内に存在するバナジウム含有率yに対する比であるx/yは、バナジウム元素換算で1.1以上である。耐食性の観点では、上記の比x/yは、1.2以上であることがより好ましい。x/yが3.0を超えるような場合、Vを過大に添加する必要があり、高コストとなるため、望ましくない。上記の比x/yが1.2〜2.0の範囲である場合、低コストで、より優れた耐食性が得られる。
【0079】
本実施形態に係る表面処理鋼板においては、図3Aおよび図3Bに示すように、鋼板1の厚み方向に成長された微細で緻密な複数のデンドライト状の柱状結晶12を有する。そして、柱状結晶12のうちの少なくとも一部が、基部12aでは分離され、鋼板1から離れた部分12bでは隣接する柱状結晶12と一体化された形状を有するめっき層11が形成され、優れた塗装密着性を有している。これは、柱状結晶12がアンカー効果として機能しているためと推定される。
本実施形態においては、図3Aおよび図3Bに示すように、鋼板1に達するクラック(隙間)がなく、隣接する柱状結晶12間(アーム外)に柱状結晶12内(アーム内)と比較してバナジウム含有量の多い領域13が形成されている。従って、バナジウムを含有させることによる耐食性を向上させる効果が、より効果的に発揮されると推定される。
【0080】
また、本実施形態においては、めっき層11が、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、鋼板1の厚み方向に成長された複数のデンドライト状の柱状結晶12を有する。本実施形態において形成されためっき層は、100℃で測定した波数600〜3000cm−1の領域における放射率が0.30以上である。
放射率は一定温度では物体の吸収率と同じになるので、放射率の高いものは熱吸収性も高くなる。めっき層11の上記放射率は、熱吸収性効果および放熱効果を十分に得るために、0.30以上であることが好ましく、0.60以上であることがより好ましい。
【0081】
めっき層11のバナジウム含有率が1%未満である場合または目付け量が3g/m2未満である場合、上記の放射率が0.30未満になりやすくなる。めっき層11の上記の放射率が0.30未満であると、熱吸収性効果および放熱効果が十分に得られない場合がある。
なお、波数600cm−1未満、もしくは、3000cm−1超の波数領域の放射線吸収は、表面処理鋼板の熱吸収性に与える影響および温度低下効果が非常に小さいため、これらの波数領域の放射線を含めた放射率は不適である。また、放射率を測定する温度は、家電製品に使用されるICチップ等の電子回路の稼働温度を考慮して100℃とした。
【0082】
本実施形態の表面処理鋼板は、鋼板1の表面に、100℃で測定した波数600〜3000cm−1の領域における放射率が0.30以上であるめっき層11が形成されているので、外部からの熱をよく吸収しかつ効率よく放熱できるものとなり、例えば、電子部品の放熱板として好適に利用できる。
【0083】
「第2実施形態」
図2に示すめっき装置を用いて、第2実施形態に係る表面処理鋼板及びその製造方法について説明する。
図2は、本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の他の例を示した概略図である。図2において、符号10は鋼板、符号32はめっき浴、符号22はめっき槽、符号23は陽極を示している。
【0084】
図2に示す鋼板10は、めっき槽22の平面形状よりも小さい平面形状を有する。鋼板10は特に限定されず、第1実施形態において用いた鋼板1と同様の材料からなるものなどを用いることができる。
めっき浴32としては、第1実施形態において用いためっき浴2と同様のものを用いることができる。
【0085】
本実施形態においては、図2に示すめっき槽22を用いて、鋼板10の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を行う。めっき槽22の対向する一方の側面32aには、排出口32cが設けられている。他方の側面32bには、供給口32dが設けられている。図2に示すように、排出口32cと供給口32dとは、配管32eによって接続されており、配管32eには、ポンプPが接続されている。
図2に示すように、めっき槽22の底部には、白金などからなる陽極23が配置されている。めっき槽22内は、めっき浴32で満たされており、めっき浴32には、陰極である鋼板10が面方向を略水平に配置して浸漬されている。
【0086】
本実施形態のめっき工程は、図2に示すように、めっき槽22の排出口32cからめっき浴32を排出し、ポンプPによって配管32eを介して供給口32dからめっき浴32を供給して循環させてなる流動状態のめっき浴32に、鋼板10を浸漬させて、亜鉛とバナジウムとを含むめっき層を形成する工程である。
本実施形態においても、めっき工程を行うことにより、鋼板10の表面に、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下のデンドライト状の柱状結晶を有するめっき層が形成される。
【0087】
本実施形態のめっき工程においては、循環させた流動状態のめっき浴32に、鋼板10を浸漬させるので、鋼板10と電極(陽極)23との間に十分にイオンが供給される。その結果、めっき工程を行うことにより、鋼板10の厚み方向に成長された複数のデンドライト状のアーム(柱状結晶)を有し、アーム外(隣接する柱状結晶間)に存在するバナジウム含有率xのアーム内(柱状結晶内)に存在するバナジウム含有率yに対する比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層を有する表面処理鋼板が得られる。
【0088】
第1実施形態および第2実施形態のように、循環させた流動状態のめっき浴に鋼板を浸漬させる場合には、第1実施形態のめっき槽21のめっき浴2のように、鋼板1に対してめっき浴2が相対的に流動される流動状態とされていてもよく、第2実施形態のようにめっき浴中で鋼板を移動させなくてもよい。第2実施形態においては、循環させた流動状態のめっき浴32とされているので、鋼板に対してめっき浴が相対的に流動され、鋼板10と電極23との間に十分にイオンを供給できる。
【0089】
以下、「第3実施形態」から「第6実施形態」において、上記の第1実施形態または第2実施形態で得られた表面処理鋼板のめっき層の上面に、更に皮膜を1層以上形成させた例について説明する。
【0090】
「第3実施形態」
第1実施形態または第2実施形態で得られた亜鉛とバナジウムとを含むめっき層を有する表面処理鋼板に、樹脂皮膜を形成させた表面処理鋼板について説明する。なお、この樹脂皮膜について、本実施形態に係る樹脂皮膜と言う場合がある。また、本実施形態で用いた表面処理鋼板が有するめっき層について、本実施形態に係るめっき層と言う場合がある。
本実施形態に係る樹脂皮膜(A)は、本実施形態に係るめっき層の上面に、樹脂皮膜(A)が1層以上形成されている。これら複数の樹脂皮膜(A)の少なくとも1層の厚みは0.5〜5.0μmが望ましい。従来では、皮膜の薄膜化、及びめっき層の高粗度化は、耐食性の劣化を招くと考えられてきた。しかしながら、上述したように、本実施形態に係るめっき層は、非常に高い耐食性を有しているため、めっき層が高粗度であっても、上述の皮膜の厚みで、十分な耐食性を確保することができる。さらに、本実施形態に係るめっき層は高粗度であるため、上述の皮膜厚みで十分な導電性を確保することができる。耐食性の観点から、樹脂皮膜(A)の厚みを0.5μm以上とすることがより好ましく、1.0μm以上とすることがよりさらに好ましい。また、導電性の観点から、樹脂皮膜(A)の厚みを5.0μm以下とすることがより好ましく、4.0μm以下とすることがさらに好ましい。
【0091】
上記樹脂皮膜(A)は、水溶性樹脂のほか、本来水不溶性でありながらエマルジョンやサスペンジョンのように水中に微分散された状態になりうる樹脂(水分散性樹脂)を含めて言う。
【0092】
上記樹脂皮膜(A)の種類としては、特に限定されない。例えば、ポリエステル系樹脂、ポリウレタン樹脂、アクリル系樹脂、エポキシ系樹脂、ポリオレフィン樹脂、及びこれらの変成樹脂からなる群より選択される少なくとも1種以上を用いてよい。
【0093】
上記ポリエステル系樹脂としては特に限定されない。例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1、6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と無水フタル酸、イソフタル酸、テレフタル酸、無水コハク酸、アジピン酸、セバシン酸、無水マレイン酸、イタコン酸、フマル酸、無水ハイミック酸等の多塩基酸とを脱水縮合させ、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を用いることができる。
【0094】
上記ポリウレタン樹脂としては特に限定されない。例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1、6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類とヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させ、さらにジアミン等で鎖延長し、水分散化させて得られるもの等を用いることができる。
【0095】
上記アクリル樹脂としては特に限定されない。例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アクリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを用いることができる。また、上記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ吉草酸、アゾビスイソブチロニトリル等のアゾ化合物等を使用することができる。
【0096】
上記エポキシ樹脂としては特に限定されない。例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、水素添加ビスフェノールA型エポキシ樹脂、水素添加ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、ノボラック型エポキシ樹脂等のエポキシ樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物と反応させ、有機酸又は無機酸で中和して得られるものや上記エポキシ樹脂の存在下で、高酸価アクリル樹脂をラジカル重合したのち、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0097】
上記ポリオレフィン樹脂としては特に限定されない。例えば、エチレンとメタクリル酸、アクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸等の不飽和カルボン酸とを高温高圧下でラジカル重合したのち、アンモニアやアミン化合物、KOH、NaOH、LiOH等の金属化合物あるいは上記金属化合物を含有するアンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を用いることができる。
【0098】
また、上記樹脂皮膜(A)の種類として、フェノール樹脂を用いることができる。
なお、フェノール樹脂としては特に限定されない。例えば、フェノール、レゾルシン、クレゾール、ビスフェノールA、パラキシリレンジメチルエーテル等の芳香族類とホルムアルデヒドとを反応触媒の存在下で付加反応させたメチロール化フェノール樹脂等のフェノール樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物類と反応させ、有機酸又は無機酸で中和することによって得られるもの等を用いることができる。
【0099】
本実施形態に係る樹脂皮膜は、金属酸化物粒子と、潤滑剤とを含有することが望ましい。その場合、金属酸化物粒子(B)の含有量は、樹脂皮膜(A)の固形分100質量%に対して、5〜50質量%とする。5質量%未満の場合、耐食性の向上効果が小さい。一方、50質量%を超える量では樹脂系皮膜が脆くなり加工部耐食性の向上効果が小さい。
【0100】
上記金属酸化物粒子(B)の種類としては、特に限定されない。例えば、Si、Ti、Al及びZrからなる群より選択される少なくとも一種の金属元素からなるものが挙げられ、更に具体的には、シリカ粒子、チタニア粒子、アルミナ粒子、ジルコニア粒子等を用いることができる。上記金属酸化物粒子(B)としては、平均粒子径が1〜300nm程度のものが好適である。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0101】
また、上記の潤滑剤(H)の含有量は樹脂皮膜(A)の固形分100質量%に対して0.1〜30質量%とすることが望ましい。0.1%未満の場合、加工性向上効果が小さく、30%を超える量では耐食性の向上効果が得られない場合がある。
【0102】
上記潤滑剤(H)を上記の通り含有することで樹脂系皮膜の潤滑性が向上する。その結果、プレス成形時の加工性向上、金型や取り扱い等による疵入り防止、成形品やコイル輸送時の摩耗傷防止に対して効果がある。
【0103】
上記潤滑剤(H)としては特に限定されない。公知のフッ素系、炭化水素系、脂肪酸アミド系、エステル系、アルコール系、金属石鹸系及び無機系等の潤滑剤を用いることができる。加工性向上のための潤滑添加物の選択基準としては、添加した潤滑剤が成膜した樹脂膜に分散して存在するよりも樹脂膜表面に存在するような物質を選択することが、成型加工物の表面と金型の摩擦を低減させ潤滑効果を最大限発揮させる点から効果的である。潤滑剤が成膜した樹脂膜に分散して存在する場合、表面摩擦係数が高く樹脂膜が破壊され易く粉状物質が剥離堆積してパウダリング現象と言われる外観不良及び加工性低下を生じる。樹脂膜表面に存在するような物質としては、樹脂に相溶せずかつ表面エネルギーの小さいものが選ばれる。
【0104】
上記潤滑剤(H)としてポリオレフィンワックスを使用すると、表面の動摩擦係数が低下し、加工性が大きく向上し、加工後の耐食性も良好にするためより好ましい。このワックスとしては、パラフィン、マイクロクリスタリンまたはポリエチレン等の炭化水素系のワックスがある。なお、加工時には、素材の変形熱と摩擦熱によって皮膜温度が上昇するため、ワックスの融点は70〜160℃がより好ましい。70℃未満では加工時に軟化溶融して潤滑剤としての優れた特性が発揮されない場合がある。また、160℃を超える融点のものは、硬い粒子が表面に存在することとなり摩擦特性を低下させるので高度の成形加工性は得られない場合がある。
【0105】
これらのワックスの粒子径は、0.1〜5μmがより好ましい。5μmを超えるものは固体化したワックスの分布が不均一となったり、樹脂系皮膜からの脱落が生じる可能性がある。また、0.1μm未満の場合は、加工性が不十分な場合がある。
【0106】
本実施形態に係る樹脂皮膜(A)は、更に、リン酸化合物(C)を含有することが好ましい。上記リン酸化合物(C)を含有させた場合、めっき層表面にリン酸塩層が形成され、不動態化するため耐食性が向上する。
【0107】
上記リン酸化合物(C)としては、例えば、オルトリン酸、メタリン酸、ピロリン酸、三リン酸、四リン酸等のリン酸類及びそれらの塩;アミノトリ(メチレンホスホン酸)、1−ヒドロキシエチリデン−1、1−ジホスホン酸、エチレンジアミンテトラ(メチレンホスホン酸)、ジエチレントリアミンペンタ(メチレンホスホン酸)等のホスホン酸類及びそれらの塩;フィチン酸等の有機リン酸類及びそれらの塩等を挙げることができる。塩類のカチオン種としては特に制限されず、例えば、Cu、Co、Fe、Mn、Sn、V、Mg、Ba、Al、Ca、Sr、Nb、Y、Ni及びZn等である。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0108】
上記リン酸化合物(C)は、上記樹脂皮膜(A)の固形分100質量%に対して、0.01〜20質量%含有することが好ましい。0.01質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合があり、20質量%を超える量では樹脂系皮膜が脆くなり加工部の耐食性の向上効果が得られない場合がある。
【0109】
本実施形態に係る樹脂皮膜(A)には、更に、シランカップリング剤、架橋性ジルコニウム化合物及び架橋性チタン化合物からなる群から選択される少なくとも1種の架橋剤(D)を含有することが好ましい。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0110】
上記シランカップリング剤、架橋性ジルコニウム化合物及び架橋性チタン化合物からなる群から選択される少なくとも1種の架橋剤(D)を含有させた場合、めっき層と樹脂皮膜(A)との密着性を更に向上させる。
【0111】
上記シランカップリング剤としては、特に限定されない。例えば、信越化学工業、日本ユニカー、チッソ、東芝シリコーン等から販売されているビニルトリメトキシシラン、ビニルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、γ−アミノプロピルエトキシシラン、N−〔2−(ビニルベンジルアミノ)エチル〕−3−アミノプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、γ−メタクリロキシプロピルトリエトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、2−(3、4−エポキシシクロヘキシル)エチルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルトリエトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルメチルジメトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン、γ−メルカブトプロピルトリメトキシシラン等を用いることができる。上記シランカップリング剤は、単独で用いてもよく、2種以上を併用してもよい。
【0112】
上記架橋性ジルコニウム化合物としては、カルボキシル基や水酸基と反応しうる官能基を複数個有するジルコニウム含有化合物であれば特に限定されない。ただし、水又は、有機溶剤に可溶である化合物が好ましく、水溶性のジルコニウム化合物であることがより好ましい。このような化合物としては例えば、炭酸ジルコニルアンモニウムがある。
【0113】
上記架橋性チタン化合物としては、カルボキシル基や水酸基と反応しうる官能基を複数個有するチタン含有化合物であれば特に限定されない。例えばジプロポキシ・ビス(トリエタノールアミナト)チタン、ジプロポキシ・ビス(ジエタノールアミナト)チタン、プロポキシ・トリス(ジエタノールアミナト)チタン、ジブトキシ・ビス(トリエタノールアミナト)チタン、ジブトキシ・ビス(ジエタノールアミナト)チタン、ジプロポキシ・ビス(アセチルアセトナト)チタン、ジブトキシ・ビス(アセチルアセトナト)チタン、ジヒドロキシ・ビス(ラクタト)チタンモノアンモニウム塩、ジヒドロキシ・ビス(ラクタト)チタンジアンモニウム塩、プロパンジオキシチタンビス(エチルアセトアセテート)、オキソチタンビス(モノアンモニウムオキサレート)、イソプロピルトリ(N−アミドエチル・アミノエチル)チタネート等を用いることができる。上記架橋剤は、単独で用いてもよく、2種以上を併用してもよい。
【0114】
上記シランカップリング剤、架橋性ジルコニウム化合物及び架橋性チタン化合物からなる群から選択される少なくとも1種の架橋剤(D)を含有させる場合、水性樹脂(A)の固形分100質量%に対して0.1〜50質量%とすることが好ましい。0.1質量%未満の場合、含有量が少なく密着性の向上効果が得られない場合があり、50質量%を超える量では水性組成物の安定性が低下する場合がある。
【0115】
本実施形態に係る樹脂皮膜(A)には、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(E)を含有することが好ましい。これらの架橋剤は単独で使用してもよいし、2種以上を併用してもよい。
【0116】
上記アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(E)を含有させた場合、架橋密度が大きくなり樹脂系皮膜のバリア性が向上し、耐食性を更に向上させる。
【0117】
上記アミノ樹脂としては特に限定されない。例えば、メラミン樹脂、ベンゾグアナミン樹脂、尿素樹脂、グリコールウリル樹脂等を用いることができる。
【0118】
上記ポリイソシアネート化合物としては特に限定されない。例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート等を用いることができる。また、そのブロック化物は、上記ポリイソシアネート化合物のブロック化物である。
【0119】
上記エポキシ化合物は、オキシラン環を複数個有する化合物であれば特に限定されない。例えば、アジピン酸ジグリシジルエステル、フタル酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、ソルビタンポリグルシジルエーテル、ペンタエリスリトールポリグリシジルエーテル、グリセリンポリグリシジルエーテル、トリメチルプロパンポリグリシジルエーテル、ネオペンチルグリコールポリグリシジルエーテル、エチレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、プロピレンレングリコールジグリシジルエーテル、ポリプロピレンレングリコールジグリシジルエーテル、2,2−ビス−(4’−グリシジルオキシフェニル)プロパン、トリス(2,3−エポキシプロピル)イソシアヌレート、ビスフェノールAジグリシジルエーテル、水素添加ビスフェノールAジグリシジルエーテル等を用いることができる。
【0120】
上記カルボジイミド化合物としては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネート等のジイソシアネート化合物の脱二酸化炭素を伴う縮合反応によりイソシアネート末端ポリカルボジイミドを合成した後、更にイソシアネート基との反応性を有する官能基を持つ親水性セグメントを付加した化合物等がある。
【0121】
上記アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(E)は樹脂皮膜(A)の固形分100質量%に対して0.1〜50質量%含有することが好ましい。0.1質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合があり、50質量%を超える量では樹脂皮膜が脆くなり加工部の耐食性向上効果が得られない場合がある。
【0122】
本実施形態に係る樹脂皮膜(A)には、更に、バナジウム化合物、タングステン化合物及びモリブデン化合物からなる群より選択される少なくとも1種(F)を含有してもよい。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0123】
上記バナジウム化合物、タングステン化合物及びモリブデン化合物からなる群より選択される少なくとも1種(F)を含有することで、本実施形態に係る樹脂皮膜の耐食性が向上する。
【0124】
上記バナジウム化合物としては特に限定されない。従来公知のバナジウム含有化合物を用いることができ、例えば、バナジウム酸及びバナジウム酸アンモニウム、バナジウム酸ナトリウム等のバナジウム酸塩、リンバナジウム酸及びリンバナジウム酸アンモニウム等のリンバナジウム酸塩等を用いることができる。
【0125】
上記タングステン化合物としては特に限定されない。従来公知のタングステン含有化合物を用いることができ、例えば、タングステン酸及びタングステン酸アンモニウム、タングステン酸ナトリウム等のタングステン酸塩、リンタングステン酸及びリンタングステン酸アンモニウム等のリンタングステン酸塩等を用いることができる。
【0126】
上記モリブデン化合物としては特に限定されない。従来公知のモリブデン含有化合物を用いることができ、例えば、モリブデン酸塩等を用いることができる。上記モリブデン酸塩は、その骨格、縮合度に限定はなく、例えば、オルトモリブデン酸塩、パラモリブデン酸塩、メタモリブデン酸塩等を挙げることができる。また、単塩、複塩等のすべての塩を含み、複塩としてはリン酸モリブデン酸塩等を用いることができる。
【0127】
上記バナジウム化合物、タングステン化合物及びモリブデン化合物からなる群より選択される少なくとも1種(F)を含有させる場合、樹脂皮膜(A)の固形分100質量%に対して合計で0.01〜20質量%とすることが好ましい。0.01質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合がある。一方、20質量%を超える量では樹脂系皮膜が脆くなり加工部の耐食性向上効果が得られない場合がある。
【0128】
本実施形態に係る樹脂皮膜(A)には、更に、ポリフェノール化合物(G)を含有してもよい。
【0129】
上記ポリフェノール化合物(G)を含有することで樹脂系皮膜の耐食性や後塗装用途等に使用される場合の後塗装皮膜の密着性が向上する。
【0130】
上記ポリフェノール化合物(G)は、ベンゼン環に結合したフェノール性水酸基を2以上有する化合物又はその縮合物である。上記ベンゼン環に結合したフェノール性水酸基を2以上有する化合物としては、例えば、没食子酸、ピロガロール、カテコール等がある。ベンゼン環に結合したフェノール性水酸基を2以上有する化合物の縮合物としては特に限定されず、例えば、通常タンニン酸と呼ばれる植物界に広く分布するポリフェノール化合物等を用いることができる。タンニン酸は、広く植物界に分布する多数のフェノール性水酸基を有する複雑な構造の芳香族化合物の総称である。上記タンニン酸は、加水分解性タンニン酸でも縮合型タンニン酸でもよい。上記タンニン酸としては特に限定されない。例えば、ハマメリタンニン、カキタンニン、チャタンニン、五倍子タンニン、没食子タンニン、ミロバランタンニン、ジビジビタンニン、アルガロビラタンニン、バロニアタンニン、カテキンタンニン等を用いることができる。
【0131】
上記タンニン酸としては、市販のもの、例えば、「タンニン酸エキスA」、「Bタンニン酸」、「Nタンニン酸」、「工用タンニン酸」、「精製タンニン酸」、「Hiタンニン酸」、「Fタンニン酸」、「局タンニン酸」(いずれも大日本製薬株式会社製)、「タンニン酸:AL」(富士化学工業株式会社製)等を使用することもできる。上記ポリフェノール化合物は単独で使用しても良く、2種以上を併用してもよい。
【0132】
上記ポリフェノール化合物(G)は、樹脂皮膜(A)の固形分100質量%に対して0.1〜50質量%含有することが好ましい。0.1質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合があり、50質量%を超える量では水性組成物の安定性が低下する場合がある。
【0133】
本実施形態に係る樹脂皮膜には、更に、他の添加剤が配合されていてもよい。例えば、顔料を配合してもよい。上記顔料としては、例えば、酸化チタン(TiO2)、酸化亜鉛(ZnO)、炭酸カルシウム(CaCO3)、硫酸バリウム(BaSO4)、アルミナ(Al2O3)、カオリンクレー、カーボンブラック、酸化鉄(Fe2O3、Fe3O4)等の無機顔料や、有機顔料等の各種着色顔料等を用いることができる。
【0134】
上記樹脂皮膜(A)の被覆方法は、樹脂皮膜(A)の原料である水性組成物をめっき鋼板表面に塗布して皮膜を形成する。塗布方法は特に限定されない。例えば、一般に使用されるロールコート、エアスプレー、エアレススプレー、浸漬等を適宜採用することができる。皮膜の硬化性を高めるために、あらかじめ被塗物を加熱しておくか、被覆後に被塗物を熱乾燥させることが好ましい。熱乾燥方法としては、熱風、誘導加熱、近赤外、遠赤外等のいずれの方法でもよいし、併用してもよい。熱乾燥させる場合、被塗物の加熱温度は50〜250℃、好ましくは70〜220℃である。加熱温度が50℃未満では、水分の蒸発速度が遅く充分な成膜性が得られず、耐食性が低下する場合がある。一方、250℃を超えると樹脂の熱分解が生じて耐食性が低下するとともに、黄変等により外観が悪くなる。被覆後に熱乾燥させる場合の乾燥時間は1秒〜5分が好ましい。また、樹脂が電子線や紫外線で硬化するものであればこれらの照射による硬化でもよいし、熱乾燥との併用であってもよい。
【0135】
「第4実施形態」
上記の第1実施形態または第2実施形態で得られた表面処理鋼板のめっき層の上面に、更に、シランカップリング剤(I)を含む有機ケイ素化合物(W)を含有する水系金属表面処理剤を塗布し乾燥することにより得られる皮膜を1層以上形成させた。
【0136】
なお、この皮膜について、本実施形態に係る皮膜という場合がある
本実施形態において水系金属表面処理剤の必須成分である有機ケイ素化合物(W)は、分子中にアミノ基を1つ以上含有するシランカップリング剤(I)と、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)を配合して得ることができる。シランカップリング剤(I)とシランカップリング剤(J)の配合比率としては、固形分質量比〔(I)/(J)〕で0.5〜1.7であることが好ましく、0.7〜1.7がより好ましく、0.9〜1.1であることが最も好ましい。固形分質量比〔(I)/(J)〕が0.5未満であると、耐指紋性および浴安定性、耐黒カス性が著しく低下するため好ましくない。逆に1.7を超えると、耐水性が著しく低下するため好ましくない。
【0137】
また、本実施形態における前記分子中にアミノ基を1つ以上含有するシランカップリング剤(I)としては、特に限定するものではない。例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシランなどを例示することができ、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)としては、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシランなどを用いることができる。
【0138】
また、本実施形態において有機ケイ素化合物(W)の製造方法は、特に限定するものではないが、pH4に調整した水に、前記シランカップリング剤(I)と、前記シランカップリング剤(J)とを順次添加し、所定時間攪拌する方法が挙げられる。
【0139】
また、有機ケイ素化合物(W)において、分子内に式−SiR1R2R3(式中、R1、R2及びR3は互いに独立に、アルコキシ基又は水酸基を表し、少なくとも1つはアルコキシ基を表す)で表される官能基(a)を2個以上と、水酸基(官能基(a)に含まれ得るものとは別個のもの)およびアミノ基から選ばれる少なくとも1種の親水性官能基(b)を1個以上含有する官能基(a)の数は2個以上であることが好ましい。官能基(a)の数が1個である場合には、金属材料表面に対する密着力および造膜性が低下するため、耐黒カス性が低下する虞がある。官能基(a)のR1、R2及びR3の定義におけるアルコキシ基の炭素数は特に制限されないが1から6であるのが好ましく、1から4であるのがより好ましく、1又は2であるのがもっとも好ましい。官能基(b)の存在割合としては、1分子内に一個以上であればよい。
有機ケイ素化合物(W)の平均の分子量は1000〜10000であることが好ましく、1300〜6000であることがより好ましい。ここでいう分子量は、特に限定するものではないが、TOF−MS法による直接測定およびクロマトグラフィー法による換算測定のいずれかを用いて良い。平均の分子量が1000未満であると、形成された皮膜の耐水性が著しく低くなる。一方、平均の分子量が10000より大きいと、前記有機ケイ素化合物を安定に溶解または分散させることが困難になる。
【0140】
本実施形態に係る皮膜中には、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物を必須成分とするインヒビター成分を含有することが好ましい。このようなインヒビター成分を含有させることにより、表面処理鋼板の腐食抑制効果を大きく向上させることができる。
本発明のフルオロ金属錯化合物(N)の配合量に関しては、前記有機ケイ素化合物(W)とフルオロ金属錯化合物(N)の固形分質量比〔(N)/(W)〕が0.02〜0.07であることが好ましく、0.03〜0.06がより好ましく、0.04〜0.05であることが最も好ましい。前記有機ケイ素化合物(W)とフルオロ金属錯化合物(N)の固形分質量比〔(N)/(W)〕が0.02未満であると、添加効果が発現しないため好ましくない。逆に0.07より大きいと導電性が低下するため好ましくない。
【0141】
本実施形態に係る皮膜中には、リン酸(Y)を含有することが好ましい。リン酸(Y)の配合量に関しては、前記有機ケイ素化合物(W)とリン酸(Y)の固形分質量比〔(Y)/(W)〕が0.03〜0.12であることが好ましく、0.05〜0.12であることがより好ましく、0.09〜0.1であることが最も好ましい。前記有機ケイ素化合物(W)とリン酸(Y)の固形分質量比〔(Y)/(W)〕が0.03未満であると添加効果が発現しないため好ましくない。逆に0.12を超えると、皮膜の水溶化が著しくなるため好ましくない。
【0142】
本実施形態に係る皮膜中にはバナジウム化合物(Z)を含有することが好ましい。バナジウム化合物(Z)の配合量に関しては、前記有機ケイ素化合物(W)とバナジウム化合物の固形分質量比〔(Z)/(W)〕が0.05〜0.17であることがより好ましく、0.07〜0.15であることがより好ましく、0.09〜0.14であることがさらに好ましく、0.11〜0.13であることが最も好ましい。前記有機ケイ素化合物(W)とバナジウム化合物の固形分質量比〔(Z)/(W)〕が0.05未満であると添加効果が発現しないため好ましくない。逆に0.17を超えると、安定性が極めて低下するため好ましくない。
【0143】
バナジウム化合物(Z)としては、特に限定するものではない。例えば、五酸化バナジウムV2O5、メタバナジン酸HVO3、メタバナジン酸アンモニウム、メタバナジン酸ナトリウム、オキシ三塩化バナジウムVOCl3、三酸化バナジウムV2O3、二酸化バナジウムVO2、オキシ硫酸バナジウムVOSO4、バナジウムオキシアセチルアセトネートVO(OC(=CH2)CH2COCH3))2、バナジウムアセチルアセトネートV(OC(=CH2)CH2COCH3))3、三塩化バナジウムVCl3、リンバナドモリブデン酸などを例示することができる。また、5価のバナジウム化合物を水酸基、カルボニル基、カルボキシル基、1〜3級アミノ基、アミド基、リン酸基及びホスホン酸基よりなる群から選ばれる少なくとも1種の官能基を有する有機化合物により、4価〜2価に還元したものも使用可能である。
【0144】
また、上述のフルオロ金属錯化合物(N)とバナジウム化合物(Z)の配合量に関しては、フルオロ金属錯化合物(N)とバナジウム化合物(Z)の固形分質量比〔(Z)/(N)〕が1.3〜6.0である必要があり、1.3〜3.5であることが好ましく、2.5〜3.3であることがさらに好ましく、2.8〜3.0であることが最も好ましい。前記フルオロ化合物(N)とバナジウム化合物(Z)固形分質量比〔(Z)/(N)〕が1.3未満であるとバナジウム化合物(Z)の添加効果が発現しないため好ましくない。逆に6.0を超えると、浴安定性、耐黒カス性が低下するため好ましくない。フルオロ金属錯化合物(N)としては、例えば、チタンフッ化水素酸(O)や、ジルコンフッ化水素酸(P)がある。
【0145】
本実施形態に係る皮膜中には、Mg、CoおよびWから選ばれる少なくとも1種の金属成分を含有することが好ましい。このような金属成分を含有させることにより、当該金属成分を溶出用インヒビターとして機能させることができ、表面処理鋼板の腐食抑制を図ることができる。このような観点より、本実施形態に係る皮膜中においては、コバルト化合物(Co)を添加することがより好ましい。コバルト化合物(Co)は、硫酸コバルト、硝酸コバルトおよび炭酸コバルトからなる群から選ばれる少なくとも1種のコバルト化合物であることが好ましい。また、その配合比率は、前記有機ケイ素化合物(W)とコバルト化合物(Co)の固形分質量比〔(Co)/(W)〕が0.01〜0.1であることが望ましく、0.02〜0.07であることがより望ましく、0.03〜0.05であることが最も望ましい。前記有機ケイ素化合物(W)とコバルト化合物(Co)の固形分質量比〔(Co)/(W)〕が0.01未満であると、コバルト化合物(Co)の添加効果が発現しないため好ましくない。逆に0.1より大きいと耐食性向上効果が得られないため好ましくない。
【0146】
本実施形態に係る表面処理鋼板は、上述の水系金属表面処理剤を塗布し、50℃より高く250℃未満の到達温度で乾燥を行い、乾燥後の膜厚が0.05〜2.0μmであることが好ましい。乾燥温度については、到達温度で50℃より高く250℃未満であることが好ましく、70℃〜150℃であることが更に好ましく、100℃〜140℃であることが最も好ましい。到達温度が50℃以下であると、該水系金属表面処理剤の溶媒が完全に揮発しないため好ましくない。逆に250℃以上となると、該水系金属表面処理剤にて形成された皮膜の有機鎖の一部が分解するため好ましくない。
皮膜の膜厚に関しては、0.05〜2.0μmであることが好ましく、0.2〜1.0μmであることが更に好ましく、0.3〜0.6μmであることが最も好ましい。膜厚が0.05μm未満であると、該金属材の表面を被覆できないため耐食性向上効果が得られない場合がある。逆に2.0μmより大きいと、導電性と加工密着性が低下するため好ましくない。
【0147】
本発明に用いる水系金属表面処理剤は、本発明の効果を損なわない範囲で、塗工性を向上させるためのレベリング剤や水溶性溶剤、金属安定化剤、エッチング抑制剤およびpH調整剤などを使用することが可能である。
【0148】
本発明の皮膜には、更に、潤滑剤としてポリエチレンワックス(Q)を含有してもよい。
【0149】
上記ポリエチレンワックス(Q)を含有することで皮膜の潤滑性が向上し、プレス成形時の加工性向上、金型や取り扱い等による疵入り防止、成形品やコイル輸送時の摩耗傷防止に対して効果がある。
【0150】
上記ポリエチレンワックス(Q)は皮膜の固形分100質量%に対して0.1〜10質量%含有することが好ましい。0.1%未満の場合、加工性向上効果が小さく、10%を超える量では耐食性が低下する場合がある。
【0151】
これらのワックスの粒子径は、0.1〜5μmがより好ましい。5μmを超えるものは固体化したワックスの分布が不均一となったり、樹脂系皮膜からの脱落が生じたりする可能性がある。また、0.1μm未満の場合は、加工性が不十分である場合がある。
【0152】
「第4実施形態の変形例」
上述の皮膜においては、シランカップリング剤(I)を含む有機ケイ素化合物(W)と、さらに、有機樹脂(GB)とを含んだ水系金属表面処理剤を塗布して乾燥することにより得られる複合皮膜としてもよい。その場合、後述のようであることが望ましい。なお、この複合皮膜について、本実施形態に係る複合皮膜という場合がある。
【0153】
上記の有機ケイ素化合物(W)は、分子中にアミノ基を1つ以上含有するシランカップリング剤(I)と、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)を所定の固形分質量比〔(I)/(J)〕割合で配合して得られる。このシランカップリング剤(I)とシランカップリング剤(J)の配合比率としては、固形分質量比〔(I)/(J)〕で0.50〜0.75の割合であることが好ましく、0.50〜0.65であることがより好ましく、0.55〜0.65であることが最も好ましい。固形分質量比〔(I)/(J)〕が0.50未満であると、有機ケイ素化合物(W)の疎水性および自己架橋性が強くなるため、処理剤安定性が著しく低下する。逆に固形分質量比〔(I)/(J)〕が0.75を超えると、有機ケイ素化合物(W)の親水性が強くなりすぎ、得られる皮膜の耐水性が著しく低下する。
【0154】
本実施形態において、上述の分子中にアミノ基を1つ以上含有するシランカップリング剤(I)としては、特に限定するものではない。例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシランなどを用いることができる。また、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)としては、例えば、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシランなどを用いることができる。
【0155】
上述の有機ケイ素化合物(W)の製造方法は、特に限定するものではない。例えば、pH4に調整した水に、シランカップリング剤(I)と、シランカップリング剤(J)とを順次添加し、所定時間攪拌する方法がある。
【0156】
有機ケイ素化合物(W)における官能基(a)の数は2個以上であることが好ましい。官能基(a)の数が1個である場合には、亜鉛系めっき材表面との密着性、有機ケイ素化合物(W)の自己架橋性、後述のポリエーテルポリウレタン樹脂(K)との結合性が低下し、皮膜が充分に形成されない場合がある。その場合、めっき層の上に複合皮膜を形成することによる効果が得られない。官能基(a)のR1、R2及びR3の定義におけるアルキル基及びアルコキシ基の炭素数は、特に制限されないが、1から6であるのがより好ましく、1から4であるのがさらに好ましく、1又は2であるのがもっとも好ましい。
【0157】
さらに、前記有機ケイ素化合物(W)において、分子内に式−SiR1R2R3(式中、R1、R2及びR3は互いに独立に、アルコキシ基又は水酸基を表し、少なくとも1つはアルコキシ基を表す)で表される官能基(b)の存在割合は、一分子内一個以上であれば良い。また平均の分子量が1000〜10000であることが好ましく、1300〜6000であることがより好ましい。ここでいう分子量は、特に限定するものではないが、TOF−MS法による直接測定およびクロマトグラフィー法による換算測定のいずれかを用いて測定することができる。なお、GFC(ゲルフィルタレーション・クロマトグラフィー)を用い、分子量標準物質としてエチレングリコールを用いることが好ましい。同法で求めた平均の分子量が1000未満であると、有機ケイ素化合物の水溶解性が強くなるため、形成された皮膜の耐水性が著しく低くなる。一方、平均の分子量が10000を超えると、前記有機ケイ素化合物(W)を安定に溶解または分散させることが困難になる。
【0158】
必須成分である有機樹脂(GB)の種類としては特に限定されないが、例えばポリエーテルポリウレタン樹脂(K)を用いることが好ましい。
ポリエーテルポリウレタン樹脂(K)を用いる場合、下記一般式[1]で表される構造単位(L1)、炭素数4〜6の脂環構造(L2)および炭素数6の芳香環構造(L3)からなる群から選ばれる少なくとも一つの構造単位(L)を有することが望ましい。構造単位(L1)は、前記有機ケイ素化合物(W)との反応点として作用する。そのため、構造単位(L1)を有すると、架橋度上がり耐食性や耐洗浄剤性が著しく向上する。また、炭素数4〜6の脂環構造(L2)を有すると、造膜時に有機ケイ素化合物(W)と絡合し、架橋した場合と同様の効果が得られる。また、芳香環構造(L3)を有すると、芳香環の有するバリア性がポリエーテルポリウレタン樹脂(K)に付与されるため、架橋反応や絡合反応は生じないものの、これらと同様の効果が得られる。
【0159】
【化1】

【0160】
有機樹脂の種類として、ポリエステルポリウレタン樹脂は、酸やアルカリにより加水分解を生じるため好ましくない。ポリカーボネートポリウレタンは、硬くて脆い皮膜を形成しやすく、加工時の密着性や加工部の耐食性に劣るため好ましくない。
【0161】
前記構造単位(L1)中のR9、R10、R11は、特に限定するものではないが、R9は水素原子、アルキル基、アリール基およびアラルキル基からなる群より選ばれる一価の有機残基、R10、R11は互いに独立に、アルコキシル基、アシロキシ基、水酸基およびハロゲン原子からなる群から選ばれる官能基であることが好ましく、R9はアルキル基であることが最も好ましく、R10、R11は水酸基であることが最も好ましい。構造単位(L1)のエチレン鎖数mは、特に限定するものではないが、1〜5であることが好ましく、2又は3であることが最も好ましい。
【0162】
本実施形態に係るポリエーテルポリウレタン樹脂(K)は、特に限定するものではない。例えば、ポリエーテルポリオールと脂肪族、脂環式もしくは芳香族ポリイソシアネートとの縮重合物であるウレタン樹脂であって、用いるポリオールの一部として、(置換)アミノ基を有するポリオールを用いることによって得られるポリウレタンである。ポリエーテルポリオールとしては、開始剤としてエチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、ヘキサメチレングリコール、サッカロース、メチレングリコール、グリセリンなどを用い、エチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド、スチレンオキサイド、エピクロルヒドリン、テトロヒドロフラン、シクロヘキシレンなどの化合物の1種以上を付加重合することによって得られるものを使用することができる。ポリイソシアネートとしては、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、シクロヘキシレンジイソシアネート、ヘキサメチレンジイソシアネート、リジンジイソシアネート等を使用することができる。
【0163】
ポリエーテルポリウレタン樹脂(K)が構造単位(L1)を含有する場合、この構造単位(L1)は、ポリエーテルポリウレタン樹脂(K)の骨格末端がイソシアネートとなっている段階にて、1級アミンと、トリアルコキシシランの双方を有する有機化合物を用い、ポリエーテルポリウレタン樹脂(K)の末端イソシアネートと1級アミンを反応させることで得ることができる。1級アミンとトリアルコキシシランの双方を有する有機化合物としては、例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシランなどがある。
【0164】
本実施形態に係る複合皮膜中にはカチオン性フェノール樹脂(M)を含有することが好ましく、その場合、カチオン性フェノール樹脂(M)は、ビスフェノールA骨格を有することが望ましい。上述のカチオン性フェノール樹脂(M)は、特に限定するものではないが、ビスフェノールAを縮合したビスフェノールAを主骨格構造とするノボラック型フェノール樹脂であり、直鎖状の化合物だけでなく3次元的に縮合した形の化合物を含んでも良い。前記カチオン性フェノール樹脂(M)のカチオン性は、特に限定するものではない。例えば、ビスフェノールA骨格中の芳香環において、芳香環を構成する炭素原子に結合した水素原子が失われ付加した−CH2NHCH2OHおよび/又は−CH2NHCH2OC2H5が、硫酸イオン、リン酸イオン等の無機酸イオン、もしくは酢酸イオン、ギ酸イオンなどの有機酸イオンにて中和され、4級アンモニウム塩を形成することによって発現するものが好ましい。なお、中和する酸としては、リン酸が最も好ましい。
【0165】
本実施形態に係る複合皮膜中には、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物(N)を必須成分とするインヒビター成分(d)を含有することが好ましい。このようなインヒビター成分を含有することにより、表面処理鋼板の腐食抑制効果が大きく向上する。
チタンを有するフルオロ金属錯化合物(N)としては、例えばチタンフッ化水素酸(O)であり、ジルコニウムを有するフルオロ金属錯化合物(N)としては、例えばジルコンフッ化水素酸(P)である。
【0166】
また、上記のインヒビター成分(d)において、チタンフッ化水素酸(O)とジルコンフッ化水素酸(P)の両方を含有する場合、その配合比に関して、チタンフッ化水素酸(O)に含まれるTi量(Mo)とジルコンフッ化水素酸(P)に含まれるZr量(Mp)の金属成分質量比〔(Mo)/(Mp)〕が、0.5〜0.8の範囲であることが好ましく、0.6〜0.8であることがより好ましく、0.6〜0.7であることがもっとも好ましい。この金属成分質量比〔(Mo)/(Mp)〕が、所定の範囲にあると、チタンフッ化水素酸より生成する相対的に加工性は高いが耐アルカリ性の低いチタン若しくはその酸化物皮膜と、相対的に硬く脆いが耐アルカリ性の高いジルコニウム若しくはその酸化物との存在割合が適正となる。その結果、素材の塑性変形に付随した皮膜の変形に対して追従性が高まり、皮膜欠陥が生じにくく耐食性が低下しにくくなる。逆に0.8を超えると、相対的に耐アルカリ性の低いチタン若しくはその酸化物皮膜の存在割合が多くなるため、皮膜の耐アルカリ性が低下し、耐食性の向上効果が得られない。
【0167】
本実施形態に係る複合皮膜中には、リン酸(Y)を含有することが好ましい。リン酸(Y)としては、特に限定するものではない。例えば、リン酸、リン酸のアンモニウム塩、リン酸のアルカリ金属塩、リン酸のアルカリ土類金属塩などである。これらは主に耐食性を付与する効果がある。リン酸化合物の塩の種類により、リン酸の溶出性を制御することができ、耐食性保持時間を長くすることができる。このなかでもリン酸、または重リン酸マグネシウムがより大きな耐食性改善効果が得られるため好ましい。リン酸と重リン酸マグネシウムを併用することがより好ましい。
【0168】
本実施形態に係る複合皮膜中にはバナジウム化合物(Z)を含有することが好ましい。バナジウム化合物(Z)としては、特に限定するものではない。例えば、五酸化バナジウム[V2O5]、メタバナジン酸[HVO3]、メタバナジン酸アンモニウム[NH4VO3]、メタバナジン酸ナトリウム[NaVO3]、オキシ三塩化バナジウム[VOCl3]などの化合物のバナジウム(V)をアルコール類、有機酸類等の還元剤を用いてバナジウム(IV)に還元したもの、二酸化バナジウム[VO2]、バナジウムオキシアセチルアセトネート[VO(C5H7O2)2]、オキシ硫酸バナジウム[VOSO4]などのバナジウム(IV)含有化合物、バナジウムアセチルアセトネート[V(C5H7O2)3]、三酸化バナジウム[V2O3]、三塩化バナジウム[VCl3]などの化合物のバナジウム(III)を任意の酸化剤にてバナジウム(IV)に酸化したものなどを用いてよい。
【0169】
上述の水系金属表面処理剤は、前記造膜成分(c)とインヒビター成分(d)に加え、後述するポリエチレンワックス(Q)とを含み、水性媒体からなりpHが4〜6であることが好ましい。
【0170】
ポリエチレンワックス(Q)は、特に限定するものではないが、数平均粒子径は0.1〜4.0μmが好ましく、0.2〜3.0μmがより好ましく、0.3〜2.5μmが最も好ましい。数平均粒子径が0.1μm未満であると、皮膜表面に露出するポリエチレンワックス量が少なくなり、摩擦係数が高くなるため好ましくない。逆に4.0μmを超えると、皮膜厚さに対してポリエチレンワックスが著しく大きくなり、ワックスが皮膜に保持されず、軽微な摺動により脱落するため摩擦係数低減効果が発現しない。また、ポリエチレンワックス(Q)の密度は0.90〜0.96g/m2が好ましく、0.90〜0.94g/m2がより好ましく、0.91〜0.93g/m2が最も好ましい。密度が0.90g/m2未満であると、軟化点や硬度が低くなり、皮膜そのものが柔らかくなり、加工性が低下するため好ましくない。一方、0.96g/m2を超えると、静摩擦係数が低くなりすぎるため、ロールスリップやコイル潰れが発生し、操業性が低下する。
【0171】
上述の水系金属表面処理剤のpHは、4〜6であることが好ましい。pHが4未満であると、素材のエッチングが過多となり、薬剤中への素材の溶け込みが多くなり、薬剤の安定性が低下する。一方、6を超えると、前述のインヒビター成分(d)の溶解度が著しく低くなり、安定性が低下する。
【0172】
本実施形態に係る有機ケイ素化合物(W)と、有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)の固形分に対する配合比に関しては、有機ケイ素化合物(W)と有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)の固形分質量比〔(GB×K)/(W)〕が0.33〜0.90であることが好ましく、0.33〜0.80であることがより好ましく、0.35〜0.70であることが最も好ましい。この固形分質量比〔(GB×K)/(W)〕が0.33未満であると、造膜成分(c)のバリア性が低下するため好ましくない。逆に0.90を超えると、有機ケイ素化合物(W)に起因した素材との密着性が著しく低下するため、諸性能全般が低下する。
【0173】
本実施形態に係る有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)と、カチオン性フェノール樹脂(M)の固形分に対する配合比に関しては、有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)とカチオン性フェノール樹脂(M)の固形分質量比[(M)/(GB×K)]が0.010〜0.030であることが好ましく、0.010〜0.025であることがより好ましく、0.010〜0.022であることが最も好ましい。この質量比[(M)/(GB×E)]が0.010未満であると、カチオン性フェノール樹脂(M)の添加効果が発現せず、耐食性や耐溶剤性が低下するため好ましくなく、0.030を超えると、皮膜がフェノール樹脂により微黄色に着色されるとともに、高湿環境下や紫外線暴露環境下において、著しい黄変を生じるため好ましくない。
【0174】
本実施形態において、インヒビター成分(d)における有機ケイ素化合物(W)由来のSi(SiW)とチタンフッ化水素酸(O)のTi量(Mo)およびジルコンフッ化水素酸(P)のZr量(Mp)の配合比に関して、有機ケイ素化合物(W)由来のSi(SiW)とチタンフッ化水素酸(O)のTi量(Mo)およびジルコンフッ化水素酸(P)のZr量(Mp)の合計の金属成分質量比〔(Mo+Mp)/(SiW)〕が0.08〜0.20であることが好ましく、0.08〜0.17であることがより好ましく、0.08〜0.15であることが最も好ましい。この金属成分質量比〔(Mo+Mp)/(SiW)〕が0.08未満であると、皮膜形成時においてチタンフッ化水素酸とジルコンフッ化水素酸から生成されるチタンおよびジルコニウム若しくはそれらの化合物皮膜の生成量が少なくなり、耐食性が低くなる。一方、0.20を超えると、前記チタンおよびジルコニウムもしくはその酸化物による皮膜による素材表面被覆率が高くなり、有機ケイ素化合物(W)の素材との反応点が少なくなるため、有機ケイ素化合物(W)による密着性付与効果が小さくなる。その場合、複合皮膜形成による効果全般が低下する。
【0175】
本実施形態において、有機ケイ素化合物(W)とリン酸(Y)の固形分質量比〔(Y)/(W)〕が0.020〜0.110であることが好ましく、0.030〜0.110であることがより好ましく、0.040〜0.100であることが最も好ましい。この固形分質量比〔(Y)/(W)〕が0.020未満であると、リン酸(Y)の添加効果である耐アルカリ性や耐食性などの向上効果が発現しない。一方で、0.110を超えると薬剤安定性が低下する。
【0176】
本実施形態において、有機ケイ素化合物(W)とバナジウム化合物(Z)の固形分質量比〔(Z)/(W)〕が0.020〜0.060であることが好ましく、0.025〜0.060であることがより好ましく、0.030〜0.055であることが最も好ましい。この固形分質量比〔(Z)/(W)〕が0.020未満であると、バナジウム化合物(Z)に起因したインヒビター効果が得られない。一方、0.060を超えると、バナジウム化合物と皮膜に含まれる有機物との錯化合物により、高湿化において皮膜が黄色着色し易くなる。
【0177】
本実施形態において、ポリエーテルポリウレタン樹脂(K)に構造単位(L1)が含有される場合、有機ケイ素化合物(W)と、ポリエーテルポリウレタン樹脂(K)の配合比に関して、ポリエーテルポリウレタン樹脂(K)に含まれる構造単位(L1)由来のSi(SiK)と、有機ケイ素化合物(W)由来のSi(SiW)およびポリエーテルポリウレタン樹脂(K)に含まれる構造単位(L)由来のSi(SiK)の合計との質量比[(SiK)/(SiW+SiK)]が、0.015〜0.045であることが好ましく、0.015〜0.040がより好ましく、0.20〜0.040が最も好ましい。この質量比[(SiK)/(SiW+SiK)]がこの範囲にあると、ポリエーテルポリウレタン樹脂(K)と有機ケイ素化合物(W)の架橋度が適正となり、皮膜のバリア性や硬度に優れる皮膜が形成される。その結果、耐食性や耐洗浄剤性が改善するだけでなく、ポリエーテルポリウレタン樹脂そのものの自己架橋性が充分となり、加工性や摺動性が改善するほか、印刷密着性が向上する。また、ポリエーテルポリウレタン樹脂(K)の分散安定性の改善や、有機ケイ素化合物(W)の前記官能基(a)との反応と、有機ケイ素化合物(W)と素材との反応がバランスよく生じるため、充分な密着性が得られる。
【0178】
本実施形態において、有機ケイ素化合物(W)とポリエチレンワックス(Q)の固形分との質量比〔(Q)/(W)〕が0.05〜0.30であることが好ましく、0.07〜0.30であることがより好ましく、0.10〜0.25であることが最も好ましい。この質量比〔(Q)/(W)〕が0.05未満であると、充分な潤滑性が発現しない。一方、0.30以上であるとポリエチレンワックスによって皮膜の連続性が阻害され、皮膜が割れやすくなり、耐食性が低下する虞がある。
【0179】
本実施形態に係る複合皮膜は、カーボンブラック(P1)を含有する着色顔料を含むことが好ましい。
着色顔料の添加量は5〜35質量%であることが好ましい。範囲内とすることにより、得られた表面処理鋼板の放射率を高め黒色化を図ることができる。添加量が5質量%未満であると放射率の向上が不十分であるため好ましくない。また、添加量が35質量%超であると、金属表面処理剤の貯蔵安定性や耐食性の劣化のため好ましくない。
【0180】
本実施形態に係る複合皮膜中には、Mg、CoおよびWから選ばれる少なくとも1種の金属成分を含有することが好ましい。このような金属成分を含有させることにより、これらの金属成分を溶出用インヒビターとして機能させることができ、表面処理鋼板の耐食性の向上を図ることができる。耐食性の観点では、コバルト化合物を添加することがさらに好ましい。コバルト化合物は、硫酸コバルト、硝酸コバルトおよび炭酸コバルトからなる群から選ばれる少なくとも1種のコバルト化合物であることが好ましい。
【0181】
本実施形態に係る複合皮膜の形成に際しては、上述の水系金属表面処理剤を塗布し、50〜250℃の到達温度で乾燥を行うことで得られる。乾燥温度については、到達温度で50℃〜250℃であることが好ましく、70℃〜150℃であることがより好ましく、100℃〜140℃であることが最も好ましい。到達温度が50℃未満であると、該水系金属表面処理剤の溶媒が完全に揮発しない。逆に250℃を超えると、該水系金属表面処理剤にて形成された皮膜の有機鎖の一部が分解する。
【0182】
耐食性の向上には皮膜の厚膜化が有効であるが、無機皮膜では樹脂成分を含んでいないために厚く形成することは困難であった上、皮膜を厚くすることにより導電性が劣化してしまう問題があった。本実施形態に係る複合皮膜は、めっき層上に形成する皮膜を有機ケイ素化合物(W)と有機樹脂(GB)とを含有する複合皮膜とするため、皮膜を厚く形成することが可能となる。その結果、耐食性を大幅に向上させることができる。その上、皮膜を厚くしても上記複合皮膜によれば導電性を劣化させることなく維持することも可能である。さらに、従来では、亜鉛めっき層上にこのような複合皮膜を形成することにより加工密着性が劣化するおそれがあると考えられてきたが、複合皮膜を形成する対象を上述してきたような亜鉛とバナジウムを含有するめっき層とすることにより優れた加工密着性を確保することができる。
【0183】
なお、耐食性、導電性の点から、複合皮膜の膜厚に関しては、0.3〜4.0μmであることが好ましく、0.5〜3.0μmであることがより好ましく、1.0〜2.0μmであることが最も好ましい。複合皮膜の膜厚が0.3μm未満であると、鋼板の表面を被覆できないため耐食性の向上効果が得られない。逆に4.0μmを超えると、導電性、密着性が低下する。
【0184】
本実施形態で用いた水系金属表面処理剤は、本実施形態に係る複合皮膜の効果を損なわない範囲で、塗工性を向上させるためのレベリング剤や水溶性溶剤、金属安定化剤、エッチング抑制剤などを使用することが可能である。レベリング剤としては、ノニオンまたはカチオンの界面活性剤として、ポリエチレンオキサイドもしくはポリプロピレンオキサイド付加物やアセチレングリコール化合物などが挙げられ、水溶性溶剤としてはエタノール、イソプロピルアルコール、t−ブチルアルコールおよびプロピレングリコールなどのアルコール類、エチレングリコールモノブチルエーテル、エチレングリコールモノエチルエーテルなどのセロソルブ類、酢酸エチル、酢酸ブチルなどのエステル類、アセトン、メチルエチルケトンおよびメチルイソブチルケトンなどのケトン類が挙げられる。金属安定化剤としては、例えば、EDTA、DTPAなどのキレート化合物であり、エッチング抑制剤としては、例えばエチレンジアミン、トリエチレンペンタミン、グアニジンおよびピリミジンなどのアミン化合物類である。特に一分子内に2個以上のアミノ基を有するものが金属安定化剤としても効果があるため、より好ましい。
【0185】
「第5実施形態」
図7は、第5実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。本実施形態に係る表面処理鋼板は、鋼板71の両方の表面にそれぞれ、実施形態1または2の方法で形成されためっき層73と、めっき層73の上層に形成された1層の有機樹脂皮膜72とを有するものである。なお、以下において有機樹脂皮膜72について、本実施形態に係る有機樹脂皮膜と言う場合がある
【0186】
表面処理鋼板においては、L*値が10〜35である場合、黒色の外観を有する材料として様々な用途に使用できるため好ましい。L*値が35を超えるものである場合、黒色の外観を有する材料として使用しにくい。また、L*値が10未満である場合、有機樹脂皮膜の厚みを厚くしたり、被膜中の顔料濃度を高くしたりすることで、めっき層73と有機樹脂皮膜72との塗装密着性が十分に得られず、耐食性が低下してしまう恐れがある。そのため、本実施形態に係る表面処理鋼板は、明度を表すL*値が10〜35であることが望ましい。
【0187】
本実施形態の表面処理鋼板は、光沢を表す60度光沢値が50以下であることが好ましい。表面処理鋼板の光沢値が50以下である場合、黒色の外観を有する材料として様々な用途に使用できる。光沢値が50を超える場合、取扱い時やプレス加工時のキズが目立ちやすくなり、意匠性材料として使用できない場合がある。
【0188】
本実施形態に係る有機樹脂皮膜72について説明する。本実施形態の有機樹脂皮膜72は、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)とカーボンブラックを含有する着色顔料である着色剤(C1)とを含む有機樹脂からなり、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)とを含む黒色の水系塗料を塗布し、焼付乾燥することにより硬化させて形成されている。
【0189】
有機樹脂皮膜72の厚みは、優れた塗装密着性が得られるように、光沢およびL*値の十分に低い所定の外観が得られる範囲で薄いほど好ましい。具体的には、1〜10μmであることが好ましく、2〜5μmであることがより好ましい。有機樹脂皮膜72の厚みが1μm未満であると、光沢およびL*値の十分に低い所定の外観が得られない場合やめっき表面の微細なムラを隠蔽できずスケ状外観となる場合がある。また、有機樹脂皮膜72の厚みが10μmを超えると、塗装密着性の低下や、製膜時にワキが発生しやすくなるなどの不具合が生じる虞がある。
【0190】
上述の有機樹脂皮膜72の厚みは、断面観察や電磁膜厚計等の利用により測定できる。その他に、単位面積当りに付着した塗膜の質量を、塗膜の比重又は塗料の乾燥後比重で除算して算出してもよい。塗膜の付着質量は、塗膜の形成前後での質量差、塗膜を剥離した前後の質量差、または、塗膜を蛍光X線分析して、あらかじめ塗膜中の含有量が分かっている元素の存在量を測定する等、既存の手法から適切に選択すればよい。また、塗膜の比重又は塗料の乾燥後比重は、単離した塗膜の容積と質量を測定する、適量の塗料を容器に取り乾燥させた後の容積と質量を測定する、または、塗膜構成成分の配合量と各成分の既知の比重から計算する等、既存の手法から適切に選択すればよい。
【0191】
「スルホン酸基を含有するポリエステル樹脂(A1)」
ポリエステル樹脂自身は疎水性であるが、ポリエステル樹脂にスルホン酸基が含有されている場合、高い親水性を示す。このため、スルホン酸基を含有するポリエステル樹脂(A1)は水系塗料中に安定して溶解もしくは分散することができる。加えて、スルホン酸基を含有するポリエステル樹脂(A1)は、疎水性表面を有するカーボンブラックと水との相溶性を向上させ、カーボンブラックを水系塗料中に均一に安定して分散させる重要な役割を担っている。これは、疎水性を示すポリエステル樹脂主骨格が、カーボンブラックに配向することで得られる効果による。
【0192】
したがって、本実施形態に係る表面処理鋼板では、有機樹脂皮膜72中においてカーボンブラックが均一に分散し、有機樹脂皮膜72の厚みが薄くても極めて優れた意匠性(着色性、隠蔽性)を有している。
本実施形態の有機樹脂皮膜72を形成するための水系塗料は、カーボンブラックの分散性を高めるために、表面親水化処理や界面活性剤を含有させなくてもよい。それ故、表面親水化処理や界面活性剤によって、有機樹脂皮膜72の耐食性が低下する懸念がない。
【0193】
また、ポリエステル樹脂(A1)に含まれるスルホン酸基は、有機樹脂皮膜72と接して配置されているめっき層73との密着性を向上させる効果を有する。このため、本実施形態の表面処理鋼板は、有機樹脂皮膜72とめっき層73との密着性は極めて優れている。
【0194】
スルホン酸基を含有するポリエステル樹脂(A1)は、スルホン酸基を含有しているものであれば特に限定されない。例えば、ポリカルボン酸成分およびポリオール成分からなるポリエステル原料を縮重合して得られたものを、水に溶解もしくは分散することで得られたものを用いることができる。ポリカルボン酸成分としては特に制限はないが、例えば、テレフタル酸、イソフタル酸、オルソフタル酸、2,6−ナフタレンジカルボン酸、コハク酸、グルタル酸、アジピン酸、セバシン酸、ドデカンジカルボン酸、アゼライン酸、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸、ダイマー酸、無水トリメリット酸、無水ピロメリット酸等である。これらは1種または2種以上を任意に使用できる。
【0195】
上述のポリオール成分としては特に制限はないが、例えば、エチレングリコール、ジエチレングリコール、1,3−プロパンジオール、1,2−プロパンジオール、トリエチレングリコール、2−メチル−1,3−プロパンジオール、2,2−ジメチル−1,3−プロパンジオール、2−ブチル−2−エチル−1,3−プロパンジオール、1,4−ブタンジオール、2−メチル−1,4−ブタンジオール、2−メチル−3−メチル−1,4−ブタンジオール、1,5−ペンタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,2−シクロヘキサンジメタノール、水添ビスフェノール−A、ダイマージオール、トリメチロールエタン、トリメチロールプロパン、グリセリン、ペンタエリスリトール等がある。これらは1種または2種以上を任意に使用できる。
【0196】
ポリエステル樹脂(A1)に含まれるスルホン酸基は、−SO3Hで表される官能基を指し、アルカリ金属類、アンモニアを含むアミン類等で中和されたものであっても構わない。中和されたスルホン酸基は、すでに中和されたスルホン酸基をポリエステル樹脂中に組み込んだものであってよいし、スルホン酸基を樹脂中に組み込んだ後に中和されたものであってもよい。特にLi、Na、Kなどのアルカリ金属類で中和されたスルホン酸金属塩基が、より高い親水性を示すため、カーボンブラックの分散性を高め、高い意匠性を得る上で好適である。また、有機樹脂皮膜72とめっき層73との密着性を高める上でも、スルホン酸基はアルカリ金属で中和されたスルホン酸金属塩基であることが好ましく、スルホン酸Na塩基が最も好ましい。
【0197】
スルホン酸基を含有するポリエステル樹脂(A1)は、骨格中にウレタン結合を含有することが好ましい。ウレタン結合を含有することで、耐食性や、有機樹脂皮膜72とめっき73との密着性が向上する。
スルホン酸基を含有するポリエステル樹脂(A1)骨格中へのウレタン結合の導入方法については、特に限定されない。例えば、ポリエステル樹脂に含まれる水酸基とヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させること等によって得られる。
【0198】
有機樹脂皮膜72は、スルホン酸基を含有するポリエステル樹脂(A1)に加えてアクリル樹脂(A3)を更に含有することが好ましい。アクリル樹脂(A3)を更に含有することで、有機樹脂皮膜72となる水系黒色塗料中におけるカーボンブラックの分散性を更に高めることができる。その結果、有機樹脂皮膜72の意匠性(着色性、隠蔽性)を更に高めることができる。
【0199】
アクリル樹脂(A3)の種類は特に限定されない。例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アタリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを用いることができる。また、前記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ言草酸、アゾビスイソプチロニトリル等のアゾ化合物等を使用することができる。
【0200】
アクリル樹脂(A3)を含有する場合、その含有量は、スルホン酸基を含有するポリエステル樹脂(A1)100質量%に対し、0.5〜10質量%であることが好ましい。0.5質量%未満であると、アクリル樹脂(A3)を含有することによる効果が十分に得られない場合があり、10質量%超であると、耐食性や加工性が含有しない場合に比べて低下する場合がある。
【0201】
また、有機樹脂皮膜72は、カルボキシル基を含有するポリウレタン樹脂(A2)を更に含有することが好ましい。カルボキシル基を含有するポリウレタン樹脂(A2)を更に含有することで、耐食性や、有機樹脂皮膜72とめっき層73との密着性を向上させることができる。
【0202】
カルボキシル基を含有するポリウレタン樹脂(A2)の種類は、カルボキシル基を含有していれば、特に限定されない。例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させ、さらにジアミン等で鎖延長し、水分散化させて得られるもの等を用いることができる。ジアミンによる鎖延長は、樹脂の分子量を高められる上に、イソシアネート基とアミノ基との反応からウレア基を生成する。凝集エネルギーの高いウレア基を樹脂中に含むことで、塗膜の凝集力を更に高めることができ、有機樹脂皮膜72の耐食性や耐傷付き性を更に高めることができる。
【0203】
ポリウレタン樹脂(A2)の含有量は、スルホン酸基を含有するポリエステル樹脂(A1)100質量%に対し、5〜100質量%であることが好ましい。5質量%未満であると、ポリウレタン樹脂(A2)を含有することによる効果が十分に得られない場合があり、100質量%超であると、含有しない場合に比べて加工性が低下する場合がある。
【0204】
「硬化剤(B1)」
本実施形態の有機樹脂皮膜72は、延性が高く加工性に優れるポリエステル樹脂を硬化剤(B1)で硬化させて得られたものである。そのため、カーボンブラックを含有する着色剤(C1)を含むことによる造膜性の低下が抑制され、緻密なものとなっている。その結果、本実施形態の有機樹脂皮膜72は、耐湿性、耐食性、耐傷付き性、耐薬品性に優れている。
【0205】
硬化剤(B1)は、スルホン酸基を含有するポリエステル樹脂(A1)を硬化させるものであれば特に限定されない。例えば、メラミン樹脂やポリイソシアネート化合物である。有機樹脂皮膜72の耐傷付き性、耐薬品性の観点からメラミン樹脂を含有することが好ましい。
メラミン樹脂としては、メラミンとホルムアルデヒトとを縮合して得られる生成物のメチロール基の一部またはすべてをメタノール、エタノール、ブタノールなどの低級アルコールでエーテル化した樹脂を用いることができる。
【0206】
硬化剤(B1)がメラミン樹脂を含有する場合、メラミン樹脂の含有量は、硬化剤(B1)中に30〜100質量%であることが好ましい。30質量%未満であると、メラミン樹脂を含有する効果が十分に得られない場合がある。
【0207】
ポリイソシアネート化合物としては特に限定されない。例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート等である。また、そのブロック化物は、例えば、前記ポリイソシアネート化合物のブロック化物であるヘキサメチレンジイソシアネートのブロック化物、イソホロンジイソシアネートのブロック化物、キシリレンジイソシアネートのブロック化物、トリレンジイソシアネートのブロック化物等である。これらの硬化剤は1種で使用してもよいし、2種以上を併用してもよい。
【0208】
硬化剤(B1)の含有量は、全有機樹脂(有機樹脂皮膜72がポリエステル樹脂(A1)以外の樹脂を含む場合は、その樹脂も含めた全樹脂)100質量%に対し、5〜35質量%であることが好ましい。5質量%未満であると、焼付硬化が不十分で、耐食性向上効果が得られない場合や、耐湿性、耐傷付き性、耐薬品性が低下する場合がある。一方、35質量%超であると、焼付硬化が過剰になり、耐食性、加工性が低下する場合がある。
【0209】
「着色剤(C1)」
着色剤(C1)は、カーボンブラックを含有する着色顔料を含む。カーボンブラックは、安価で高い隠蔽性を有する。カーボンブラックに加えて更に、二酸化チタン、カーボンブラック、グラファイト、酸化鉄等の着色無機顔料や、フタロシアニンブルー、フタロシアニングリーン、キナクリドン、アゾオレンジ、アゾイエロー、アゾレッド等の着色有機顔料や、アルミニウム粉、二酸化チタンコーティングマイカ粉、二酸化チタンコーティングガラス粉等の光輝材などを含んでもよい。
カーボンブラックとしては、特に制限はないが、例えば、ファーネスブラック、ケッチエンプラック、アセチレンブラック、チャンネルブラック等、公知のカーボンブラックを使用することができる。また、公知のオゾン処理、プラズマ処理、液相酸化処理されたカーボンブラックも使用することができる。
【0210】
カーボンブラックは、有機樹脂皮膜72の意匠性(着色性、隠蔽性)や耐食性を考慮すると、塗膜中に分散された状態の数平均粒子径が20〜300nmであることが好ましい。
【0211】
有機樹脂皮膜72中のカーボンブラック含有量を、X質量%、有機樹脂皮膜72の厚みをYμmとしたとき、カーボンブラックの絶対量は、有機樹脂皮膜72中に含まれるカーボンブラックの含有量(X質量%)と塗膜厚み(Yμm)の積によって表すことができる。有機樹脂皮膜72の意匠性(着色性、隠蔽性)を確保するためには、有機樹脂皮膜72中に含まれるカーボンブラックの絶対量である上記XとYの積を18以上とすることが好ましい。上記XとYの積が18未満であると、意匠性(着色性、隠蔽性)が十分に向上しない虞がある。また、Xが15超であると、有機樹脂皮膜72の造膜性が低下して、表面処理鋼板の耐食性向上効果が得られない虞がある。そのため、X×Y≧18、かつ、X≦15であることが好ましい。
【0212】
有機樹脂皮膜72は、耐食性、耐傷付き性を向上させるために、更にシリカ(D1)を含有するものであることが好ましい。シリカ(D1)としては特に制限されないが、一次粒子径が5〜50nmのコロイグルシリカ、ヒュームドシリカ等のシリカ微粒子であることが好ましい。耐食性や加工性の観点から、シリカ微粒子は、有機樹脂皮膜72中においても一次粒子径(数平均粒子径)5〜50nmのまま分散されていることが好ましい。
【0213】
シリカ(D1)の含有量は、有機樹脂皮膜72中において、5〜30質量%であることが好ましい。5質量%未満であると、シリカ(D1)を含有することによる効果が十分に得られない場合があり、30質量%超であると、耐湿性、加工性などが低下する場合がある。
【0214】
有機樹脂皮膜72は更に潤滑剤(E1)を含有することが好ましい。潤滑剤(E1)を含有させることで、耐傷付き性が向上する。潤滑剤(E1)としては特に制限されず、公知の潤滑剤が使用できるが、フッ素樹脂系、ポリオレフィン樹脂系から選ばれる少なくとも一種を使用することがより好ましい。
【0215】
フッ素樹脂系としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−ヘキサフルオロブロビレン共重合体(FEP)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、ポリタロロトリフルオロエチレン(PCTFE)、ポリフツ化ビニリデン(PVDF)、ポリフツ化ビニル(PVF)、エチレン−テトラフルオロエチレン共重合体(ETFE)、エチレン−クロロトリフルオロエチレン共重合体(ECTFE)などが使用可能である。これらのうち1種類を単独で用いてもよいし、2種類以上を併用しても良い。
【0216】
ポリオレフィン樹脂系としては、特に限定されない。例えば、パラフィン、マイクロクリスタリン、ポリエチレン等の炭化水素系のワックス、及びこれらの誘導体等を用いることができる。ポリエチレン樹脂であればより好ましい。誘導体としては特に限定されず、例えば、カルボキシル化ポリオレフィン、塩素化ポリオレフィン等を用いることができる。これらのうち1種類を単独で用いてもよいし、2種類以上を併用しても良い。
ポリエチレン樹脂を使用する場合、耐食性や耐傷付き性の観点から、有機樹脂皮膜72中に数平均粒子径0.5〜2μmの粒子で分散されていることが好ましい。
【0217】
潤滑剤(E1)の含有量は、有機樹脂皮膜72中に0.5〜10質量%であることが好ましい。0.5質量%未満であると、潤滑剤(E)を含有することによる効果が十分に得られない場合があり、10質量%超であると、耐食性の向上効果が得られない場合や、加工性が低下する場合がある。
【0218】
本実施形態に係る表面処理鋼板は、耐食性および塗装密着性に優れ、しかも、光沢が十分に抑えられ、L*値が十分に低く、加工時の密着性と耐キズ付性に優れ、美麗な外観を有する。
【0219】
本実施形態に係る表面処理鋼板は、光沢が十分に抑えられた外観を有するので、有機樹脂皮膜72の表面に艶消し剤を含有する皮膜を形成したり、有機樹脂皮膜72に艶消し剤を含有させたりする必要がなく、薄膜で低い光沢を実現できる。また、有機樹脂皮膜72とめっき層73との密着性が優れているため、有機樹脂皮膜72とめっき層73との間に下地層を設ける必要がなく、容易に製造することができる。
【0220】
本実施形態においては、1層の有機樹脂皮膜72を備える表面処理鋼板を例に挙げて説明したが、有機樹脂皮膜72は1層以上であればよく、2層以上であってもよい。有機樹脂皮膜が2層以上設けられている場合、有機樹脂皮膜の合計の厚みが、1〜10μmであることが好ましい。
【0221】
本実施形態に係る有機樹脂皮膜は、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)であるカーボンブラックとを含む黒色の水系塗料をめっき層17の形成された鋼板71に塗布し、焼付乾燥することにより得られる。
【0222】
水系塗料の製造方法は特に限定されないが、例えば、水中に有機樹脂皮膜72の成分であるスルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)としてカーボンブラックとを添加し、ディスパーで攪拌し、溶解もしくは分散させる方法が挙げられる。
水系塗料の塗布方法は、特に制限されるものではなく、例えば、公知のロールコート、カーテンコート、ダイコート、スプレー塗布、バーコート、浸漬、静電塗布等を適宜使用することができる。
焼付乾燥方法は特に制限はなく、あらかじめ、めっき層73の形成された鋼板71を加熱しておくか、水系塗料の塗布後にめっき層73の形成された鋼板71を加熱するか、或いはこれらを組み合わせて乾燥を行ってもよい。
【0223】
焼付乾燥温度については、到達温度で150℃〜250℃であることが好ましく、160℃〜230℃であることが更に好ましく、180℃〜220℃であることが最も好ましい。到達温度が150℃未満であると、焼付硬化が不十分で、耐食性向上効果が十分に得られない虞がある。一方、250℃超であると、焼付硬化が過剰になり、耐食性向上効果が得られない場合や、加工性が低下する場合がある。焼付乾燥時間は1〜60秒であることが好ましく、3〜20秒であることが更に好ましい。1秒未満であると焼付硬化が不十分な場合があり、60秒超であると生産性が低下する。
【0224】
「第6実施形態」
以下、図面を参照して上記の第1実施形態または第2実施形態で得られた表面処理鋼板のめっき層の上面に、更に、着色顔料層を含む着色塗膜層を形成した場合について説明する。
図8Aは、第6実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。図8Aに示す表面処理鋼板81aは、本実施形態1または2の方法で製造され、めっき層を有する表面処理鋼板81の両面において、めっき層82上に接して形成された着色顔料層16からなる着色塗膜層が形成されている。
図8Aに示す表面処理鋼板においては、鋼板81の両面に、めっき層82と着色塗膜層(着色顔料層16)とが形成されている場合を例に挙げて説明するが、鋼板の片面のみに、めっき層82と着色塗膜層とが形成されていてもよい。また、鋼板81の一方の面と、他方の面とに同じ層が形成されていることが、容易に製造でき好ましいが、別々の層が形成されているものであってもよい。
【0225】
着色顔料層16は、顔料と樹脂とを含むものであり、防錆剤を含まない。本実施形態においては、着色顔料層16が防錆剤を全く含まないものであっても、めっき層82と着色塗膜層との密着性が優れているので、表面処理鋼板81aにおいて十分に高い耐食性を確保できる。
着色顔料層16に防錆顔料などの防錆剤を含有させると、着色顔料層16が脆くなり、表面処理鋼板81aの加工性が低下する。本実施形態では、着色顔料層16が防錆剤を含まないので、防錆顔料などの防錆剤を含有させた場合と比較して、優れた加工性を確保できる。
【0226】
着色顔料層16に用いられる顔料としては、一般に公知のものを1種または2種以上用いることができ、特に限定されない。例えば、白色顔料である酸化チタンや、黒色顔料であるカーボンブラックなどを用いることができる。
【0227】
着色顔料層16に用いられる樹脂としては、一般に公知の樹脂、例えば、ポリエステル樹脂、ウレタン樹脂、アクリル樹脂、エポキシ樹脂、フッ素系樹脂、シリコン系樹脂などを1種または2種以上用いることができる。着色顔料層16を形成するための硬化剤としては、メラミンやイソシアネートなど一般に公知の塗料用硬化剤を用いることができる。なお、着色顔料層16に用いられる樹脂として、ポリエステル樹脂をメラミンで架橋したものまたは、ポリエステル樹脂をイソシアネートで架橋したものを用いた場合、より一層優れた加工性が得られるため、より好適である。
【0228】
従来、めっき層82上に直接塗装する塗膜にポリエステル樹脂を適用する場合には、めっき層82との密着性を確保するために、ポリエステル樹脂中にエポキシ樹脂などの密着性の良い樹脂を添加して用いることが一般的であった。
これに対し、本実施形態に係る表面処理鋼板では、着色顔料層16に用いる樹脂として、ポリエステル樹脂をメラミン硬化剤で架橋したものや、ポリエステル樹脂をイソシアネート硬化剤で架橋したもののみを用いても、十分な塗装密着性を確保することができ、縛り加工や曲げ加工などの厳しい加工を施しても着色顔料層16が剥離しない。
【0229】
本実施形態においては、前述の通り、めっき層82が、その上に形成される塗膜に対する優れた塗装密着性を有するものである。そのため、めっき層82上に着色顔料層16を形成することによる耐食性向上効果が効果的に発揮される。したがって、従来と比較して、着色顔料層16の厚みを低減できる。また、本実施形態の表面処理鋼板81aは、めっき層82と着色顔料層16との密着性が優れているので、めっき層82と着色顔料層16との間に化成処理層やプライマー塗膜層を形成しなくても、高い耐食性および加工性を確保できる。したがって、図8Aに示す表面処理鋼板81aのように、めっき層82上に接して着色顔料層16(着色塗膜層)が形成されていてもよい。この場合、化成処理層およびプライマー塗膜層を形成する場合と比較して、製造工程の簡略化を図ることができるとともに、安価で製造できる。
【0230】
めっき層82上に接して着色顔料層16からなる着色塗膜層を形成する工程について説明する。着色顔料層16は、第1実施形態または第2実施形態の方法で得られた表面処理鋼板のめっき層82上に、顔料と樹脂とを含む塗料を塗布することにより形成することができる。
【0231】
「第6実施形態の変形例」
本実施形態に係る表面処理鋼板は、上述した図8Aに示す例に限定されない。図8Bは、第6実施形態に係る表面処理鋼板の他の例を説明するための拡大断面図である。図8Bに示す表面処理鋼板81bは、8Aに示す表面処理鋼板81aと異なり、着色塗膜層15が、めっき層82と着色顔料層16との間に形成されたプライマー塗膜層14を含む。図8Bに示す表面処理鋼板81bは、めっき層82と着色顔料層16との間にプライマー塗膜層14が形成されているので、より一層優れた耐食性が得られる。
【0232】
図8Bに示すプライマー塗膜層14は、樹脂と防錆剤とを含む。
プライマー塗膜14に用いる樹脂としては、着色塗膜層16に使用できる樹脂と同様のものが挙げられる。プライマー塗膜14に用いる樹脂と着色塗膜層16に用いる樹脂とは同じであってもよいし、異なっていてもよい。
【0233】
プライマー塗膜層14に含まれる防錆剤は、環境対応の視点から、6価クロムを含まない非クロム系のものを用いた方がより好ましい。非クロム系の防錆剤としては、Si、Pのいずれか一方または両方を含むものであることが好ましい。この場合、より一層優れた耐食性が得られる。防錆剤は、防錆顔料を含むものであってもよいし、防錆顔料を含むものでなくてもよいし、防錆顔料のみであってもよい。
【0234】
Si、Pのいずれか一方または両方を含む防錆剤としては、例えば、シリカ系防錆顔料、リン酸亜鉛系防錆顔料、リン酸アルミニウム系防錆顔料、リン酸マグネシウム系の防錆顔料などがある。市販の防錆剤としては、例えば、GRACE社製のカルシウム吸着シリカである「SHIELDEX」(登録商標)シリーズ、テイカ社製のトリポリリン酸2水素アルミニウムである「K−WHITE」(登録商標)シリーズなどを使用することができる。
【0235】
プライマー塗膜層14に含まれる防錆剤が防錆顔料である場合、プライマー塗膜層14中の防錆剤の含有量は、固形分濃度で5〜30質量%であることが好ましい。プライマー塗膜層14中の防錆顔料の含有量が、上記範囲内である場合、加工性を確保しつつ、より一層優れた耐食性が得られる。防錆剤が防錆顔料である場合にプライマー塗膜層14中の防錆剤の含有量が5質量%未満であると、防錆剤を含有させることによる効果が充分に発揮されない恐れがある。一方、防錆剤の含有量が30質量%を超えると、プライマー塗膜層14が脆くなり、成形加工を行った場合に加工部の塗装膜が剥離しやすくなり、表面処理鋼板の加工性に支障をきたす虞がある。
【0236】
図8Bに示す表面処理鋼板81bを製造するには、まず、めっき層を有する表面処理鋼板81の、めっき層82上に接してプライマー塗膜層14を形成する。プライマー塗膜層14は、めっき層82上に、樹脂と防錆剤とを含む塗料を塗布して塗膜を形成し、乾燥・焼付し、水冷することにより形成する。
【0237】
次いで、めっき層82とプライマー塗膜層14の形成された鋼板81の両面に、図8Aに示す表面処理鋼板81aと同様にして、着色顔料層16を形成する。このことにより、着色顔料層16とプライマー塗膜層14とからなる着色塗膜層15が形成される。
【0238】
本実施形態の表面処理鋼板81bは、めっき層82が、その上に形成される塗膜に対する優れた塗装密着性を有するものであるので、めっき層82と着色塗膜層15のプライマー塗膜層14との間に化成処理層を形成しなくても、高い耐食性および加工性を確保できる。したがって、図8Bに示す表面処理鋼板81bのように、めっき層82上に接してプライマー塗膜層14が形成されているものとすることができる。図8Bに示す表面処理鋼板81bでは、化成処理層を形成する場合と比較して、製造工程の簡略化を図ることができるとともに、安価で製造できる。
【0239】
「第6実施形態の他の変形例」
本実施形態に係る表面処理鋼板においては、より一層耐食性を向上させるために、必要に応じて、着色塗膜層とめっき層との間に化成処理層が形成されていてもよい。
図8Cは、第6実施形態に係る表面処理鋼板の他の変形例を説明するための拡大断面図である。図8Cに示す表面処理鋼板81cは、図8Bに示す表面処理鋼板81bと異なり、着色塗膜層15とめっき層82との間に化成処理層17が形成されている。図8Cに示す表面処理鋼板81cは、着色塗膜層15とめっき層82との間に形成された化成処理層17を含むものであるので、より一層優れた耐食性が得られる。
【0240】
図8Cに示す化成処理層17は、シリカとシランカップリング剤と樹脂とを含む処理液を用いて化成処理することによって得られたものであることが好ましい。この場合、より一層、着色塗膜層15とめっき層82との密着性に優れた化成処理層17が得られる。
化成処理の処理液に含まれる樹脂としては、ポリエステル樹脂、アクリル樹脂、ウレタン樹脂、エポキシ樹脂等の一般に公知のものを用いることができる。これらの樹脂は、水溶性もしくは水に分散したタイプであると、化成処理に用いる処理液の取り扱いが容易となるため、より好適である。
【0241】
化成処理の処理液に含まれるシリカは、一般に公知のものを使用することができる。特に微細な粒径を持ったシリカは、化成処理の処理液中に分散させた場合に安定を維持できるため、より好適である。処理液に含有させるシリカとして、市販のシリカを使用してもよい。市販のシリカとしては、例えば、「スノーテックスN」、「スノーテックスC」、「スノーテックスUP」、「スノーテックスPS」(何れも日産化学工業製)、「アデライトAT−20Q」(旭電化工業製)等のシリカゲル、又はアエロジル#300(日本アエロジル製)等の粉末シリカ等を用いることができる。
【0242】
化成処理の処理液に含まれるシランカップリング剤としては、例えばγ−(2−アミノエチル)アミノプロピルトリメトキシシラン、γ−(2−アミノエチル)アミノプロピルメチルジメトキシシラン、γ−(2−アミノエチル)アミノプロピルトリエトキシシラン、γ−(2−アミノエチル)アミノプロピルメチルジエトキシシラン、γ−(2−アミノエチル)アミノプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリエトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、N−β−(N−ビニルベンジルアミノエチル) −γ−アミノプロピルトリメトキシシラン、N−β−(N−ビニルベンジルアミノエチル) −γ−アミノプロピルメチルジメトキシシラン、N−β−(N−ビニルベンジルアミノエチル) −γ−アミノプロピルトリエトキシシラン、N−β−(N-ビニルベンジルアミノエチル) −γ−アミノプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−メルカプトプロピルトリメトキシシラン、γ−メルカプトプロピルメチルジメトキシシラン、γ−メルカプトプロピルトリエトキシシラン、γ−メルカプトプロピルメチルジエトキシシラン、メチルトリメトキシシラン、ジメチルジメトキシシラン、メチルトリエトキシシラン、ジメチルジエトキシシラン、ビニルトリアセトキシシラン、γ−クロロプロピルトリメトキシシラン、γ−クロロプロピルメチルジメトキシシラン、γ−クロロプロピルトリエトキシシラン、γ−クロロプロピルメチルジエトキシシラン、ヘキサメチルジシラザン、γ−アニリノプロピルトリメトキシシラン、γ−アニリノプロピルメチルジメトキシシラン、γ−アニリノプロピルトリエトキシシラン、γ−アニリノプロピルメチルジエトキシシラン、ビニルトリメトキシシラン、ビニルメチルジメトキシシラン、ビニルトリエトキシシラン、ビニルメチルジエトキシシラン、オクタデシルジメチル[3−(トリメトキシシリル)プロピル]アンモニウムクロライド、オクタデシルジメチル[3−(メチルジメトキシシリル)プロピル]アンモニウムクロライド、オクタデシルジメチル[3−(トリエトキシシリル)プロピル]アンモニウムクロライド、オクタデシルジメチル[3−(メチルジエトキシシリル)プロピル]アンモニウムクロライド、γ−クロロプロピルメチルジメトキシシラン、γ-メルカプトプロピルメチルジメトキシシラン、メチルトリクロロシラン、ジメチルジクロロシラン、トリメチルクロロシラン等を用いることができる。グリシジルエーテル基を有するγ−グリシドキシプロピルトリメトキシシラン、及びγ−グリシドキシプロピルトリエトキシシランを使用すると、塗膜の加工密着性は特に向上する。さらに、トリエトキシタイプのシランカップリング剤を使用すると、下地処理液の保存安定性を向上させることができる。これは、トリエトキシシランが水溶液中で比較的安定であり、重合速度が遅いためであると考えられる。
【0243】
化成処理層は、タンニン、タンニン酸、ジルコニウム化合物、チタニウム化合物から選ばれるいずれか1種または2種以上を含む防錆剤を含むものであってもよい。
【0244】
図8Cに示す表面処理鋼板81cを製造するには、まず、第1実施形態または第2実施形態の方法で得られた表面処理鋼板のめっき層82の上に、シリカとシランカップリング剤と樹脂とを含む処理液を塗布する化成処理を行って乾燥させ、放冷することで、化成処理皮膜を形成する。
【0245】
化成処理の処理液がジルコニウム化合物を含むものである場合、ジルコニウム化合物として、炭酸ジルコニルアンモニウム、ジルコンフッ化水素酸、ジルコンフッ化アンモニウム、ジルコンフッ化カリウム、ジルコンフッ化ナトリウム、ジルコニウムアセチルアセトナート、ジルコニウムブトキシド1−ブタノール溶液、ジルコニウムn−プロポキシド等の一般に公知のものを使用できる。
また、化成処理の処理液がチタニウム化合物を含むものである場合、チタニウム化合物として、チタンフッ化水素酸、チタンフッ化アンモニウム、シュウ酸チタンカリウム、チタンイソプロポキシド、チタン酸イソプロピル、チタンエトキシド、チタン2−エチル1‐ヘキサノラート、チタン酸テトライソプロピル、チタン酸テトラn−ブチルチタンフッ化カリウム、チタンフッ化ナトリウム等の一般に公知のものを使用できる。
【0246】
次に、めっき層82と化成処理層17の形成された鋼板81の両面の表面に、図8Bに示す表面処理鋼板81bと同様にして、プライマー塗膜層14と着色顔料層16とからなる着色塗膜層15を形成する。
本実施形態に係る表面処理鋼板81cは、めっき層82の塗装密着性が優れており、着色塗膜層15とめっき層82との間に化成処理層17が形成されているので、非常に高い耐食性および加工性を有する。
【0247】
(実施例1)
「実施例m1〜実施例m73、比較例x1、比較例x5〜比較例x15」
図2に示すめっき装置を用いて、以下に示す方法により、表面処理鋼板を形成した。
表1〜表3に示すめっき浴組成、pH、温度のめっき浴を、排出口2cから排出し、供給口2dから供給して、表1〜表3に示す平均流速で循環させてなる流動状態のめっき浴に、表1〜表3に示す陰極である鋼板を浸漬させた。陽極として表1〜表3に示す材料を用い、表1〜表3に示す電流密度および時間(電析時間)で、電気めっき法により鋼板の表面に亜鉛とバナジウムとを含む(比較例1については亜鉛のみからなる)実施例m1〜実施例m73、比較例x1、比較例x5〜比較例x15のめっき層を形成した。
なお、鋼板としては、JIS G 3141記載の一般冷延鋼板の絞り用であるSPCDで板厚0.8mmのものを用いた。
【0248】
【表1】
【0249】
【表2】
【0250】
【表3】
【0251】
「比較例x2」
図2に示すめっき装置を用いて、以下に示す方法により、電気めっき銅板を形成した。
表3に示すめっき浴組成、pH、温度のめっき浴を、排出口2cから排出し、供給口2dから供給して、表3に示す平均流速で循環させてなる流動状態のめっき浴に、表3に示す陰極である銅板を浸漬させた。陽極として表3に示す材料を用い、表3に示す電流密度および時間で、電気めっき法により銅板の表面に亜鉛とバナジウムとを含む比較例x2のめっき層を形成した。
【0252】
「比較例x3」
図2に示すめっき装置を用いて、以下に示す方法により、表面処理鋼板を形成した。
表3に示すめっき浴組成、pH、温度のめっき浴を循環させず、静止状態とされためっき浴に、表3に示す陰極である鋼板を浸漬させた。陽極として表3に示す材料を用い、表3に示す電流密度および時間で、電気めっき法により鋼板の表面に亜鉛とバナジウムとを含む比較例x3のめっき層を形成した。
【0253】
「比較例4」
めっき槽内のめっき浴を循環させず、めっき槽の底部に配置した攪拌子(スターラー)によって攪拌されている状態(攪拌状態)としたこと以外は、比較例x3と同様にして、比較例x4のめっき層を形成した。
【0254】
表1〜表3に示すめっき浴組成においては、Zn化合物としてZnSO4・7H2Oを用い、V化合物としてVOSO4・5H2Oを用い(実施例m26および実施例m27のみV化合物としてVO(C5H7O2)2を用い)、さらに必要に応じてpH調整剤としてH2SO4を用い、めっき浴の導電性を安定させるためにNa2SO4を用いた。さらに、他の金属化合物としてNiSO4・6H2Oを用い、これらの含有量を調整することにより、表1〜表3に示すZn2+、V(V4+、VO2+)、Na+、Ni2+の濃度となるように調整した。
【0255】
このようにして得られた実施例m1〜実施例m73、比較例x1〜比較例x15のめっき層の目付け量とバナジウム含有率と表面粗さRaとを以下に示す方法により求めた。
めっき層の目付量は、蛍光X線により検出されるV元素およびZn元素の単位面積当たりの合計質量とした。バナジウム含有率は、蛍光X線により検出されたV元素量を前記目付量で除して百分率で算出した。めっき層の表面粗さRa(中心線平均粗さ)は、JIS B 0601:2001に基づいて測定した。
その結果を表4〜表6に示す。
【0256】
【表4】
【0257】
【表5】
【0258】
【表6】
【0259】
表4〜表6に示すように、実施例m1〜実施例m73、比較例x3、比較例x4、比較例x15の表面処理鋼板では、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であった。
これに対し、表6に示すように、比較例x1、比較例x9〜比較例x14の表面処理鋼板では、バナジウム含有率が1%未満であった。また、比較例x5〜比較例x8、比較例x12の表面処理鋼板では、目付け量が3g/m2未満であった。
【0260】
実施例m1〜実施例m73、比較例x1〜比較例x15のめっき層を、走査型電子顕微鏡を用いて観察し、鋼板(銅板)の厚み方向に成長された複数のデンドライト状の柱状結晶を有するか否かを確認した。その結果を図3A〜図6Bに示す。図3A〜図6Bに示す断面の写真において、最上面の白色の部分は、めっき層を観察しやすくするために設けた金層である。
【0261】
図3A及び図3Bは、実施例m23の表面処理鋼板のめっき層の走査型電子顕微鏡写真である。図3Aは上面から見た写真であり、図3Bは、断面の写真である。図3Aおよび図3Bに示すように、実施例m23のめっき層は、鋼板に達するクラック(隙間)がなく、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶を有していた。実施例m1〜実施例m73、比較例x5〜比較例x8の表面処理鋼板のめっき層も、実施例m23と同様に、鋼板に達するクラック(隙間)がなく、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶を有していた。
【0262】
図4A及び図4Bは、比較例x3の表面処理鋼板のめっき層の走査型電子顕微鏡写真である。図4Aは上面から見た写真であり、図4Bは、断面の写真である。図4Aおよび図4Bに示すように、静止状態とされためっき浴を用いて形成した比較例x3のめっき層は、デンドライト状の柱状結晶を有していなかった。さらに、図4Bに示すように、比較例x3のめっき層は、表面に鋼板に達する深いクラック(隙間)が形成されていた。
また、攪拌状態とされためっき浴を用いて形成した比較例x4のめっき層は、比較例x3と同様の結晶構造であり、表面に鋼板に達する深いクラック(隙間)が形成されており、デンドライト状の柱状結晶を有していなかった。また、めっき浴中に硝酸イオンが0.01%含まれた比較例x15でも、デンドライト状の柱状結晶を有していなかった。
【0263】
図5A及び図5Bは、比較例x2の電気めっき銅板のめっき層の走査型電子顕微鏡写真である。図5Aは上面から見た写真であり、図5Bは断面の写真である。図5Aおよび図5Bに示すように、銅板の表面に形成した比較例x2のめっき層は、寄せ集まった粒状結晶を有しており、デンドライト状の柱状結晶を有していなかった。
【0264】
図6A及び図6Bは、比較例x1の表面処理鋼板のめっき層の走査型電子顕微鏡写真である。図6Aは上面から見た写真であり、図6Bは断面の写真である。図6Aおよび図6Bに示すように、バナジウムを含まない比較例x1のめっき層は、デンドライト状の柱状結晶を有していなかった。
また、バナジウム含有率が1%未満である比較例x9〜比較例x14のめっき層は、比較例x1と同様の結晶構造であり、デンドライト状の柱状結晶を有していなかった。
【0265】
実施例m1〜実施例m73、比較例x1〜比較例x15の表面処理鋼板(銅板)のうち、めっき層がデンドライト状の柱状結晶を有する実施例m1〜実施例m73、比較例x5〜比較例x8について、EPMA(Electron Probe Micro−Analyzer)を用いて、隣接する柱状結晶間に存在するバナジウム含有率xと柱状結晶内に存在するバナジウム含有率yとをそれぞれ複数個所測定した。
【0266】
隣接する柱状結晶間とは、図3Bに示す走査型電子顕微鏡写真における濃い灰色部分に対応する領域である。また、柱状結晶内とは、図3Bに示す走査型電子顕微鏡写真における薄い灰色部分に対応する領域である。
上記の測定結果を基に、隣接する柱状結晶間(アーム外)に存在するバナジウム含有率xと柱状結晶内(アーム内)に存在するバナジウム含有率yのそれぞれの平均値を算出し、xとyの比x/yを求めた。その結果を表4〜表6に示す。
【0267】
表4〜表6に示すように、実施例m1〜実施例m73、比較例x5〜比較例x8の表面処理鋼板のめっき層は、xとyとの比x/yが、バナジウム元素換算で1.1以上3.0以下であった。
【0268】
実施例m1〜実施例m73、比較例x1〜比較例x15の表面処理鋼板(銅板)の裸性能として、耐食性、パウダリング性、塗装密着性、放射率を以下に示す方法により評価した。その結果を表4〜表6に示す。
【0269】
「耐食性」
表面処理鋼板から切り出した試験片のエッジおよび裏面をテープシールして、塩水噴霧試験(JIS Z 2371)を行った。そして、24時間後の非シール部分の白錆発生面積率を目視で観察し、以下の基準で評価した。白錆発生面積率とは、観察部位の面積に対する白錆発生部位の面積の百分率である。
【0270】
(基準)
6:白錆発生面積率3%未満、
5:白錆発生面積率3%以上、10%未満、
4:白錆発生面積率10%以上、25%未満、
3:白錆発生面積率25%以上、50%未満、
2:白錆発生面積率50%以上、75%未満、
1:白錆発生面積率75%以上
【0271】
「パウダリング性(めっき層と鋼板との間の密着性)」
パウダリング試験には、60°V曲げ金型を用いた。表面処理鋼板から切り出した試験片の評価面が曲げ部の内側となるように、先端の曲率半径が1mmである金型を用いて、 60°に曲げ加工し、曲げ部の内側にテープを貼り、テープを引き剥がした。テープと共に剥離しためっき層の剥離状況から、パウダリング性を以下の基準で評価した。
【0272】
(基準)
S:剥離幅2mm未満
A:剥離幅2mm以上3mm未満
B:剥離幅3mm以上5mm未満
C:剥離幅5mm以上
【0273】
「放射率」
日本分光社製のフーリエ変換赤外分光光度計「VALOR−III」を用いて、表面処理鋼板の温度を100℃にしたときの波数600〜3000cm−1の領域における赤外発光スペクトルを測定し、これを標準黒体の発光スペクトルと比較することにより、算出した。なお、標準黒体としては、鉄板にタコスジャパン社販売(オキツモ社製造)の「THI−1B黒体スプレー」を30±2μmの膜厚でスプレー塗装したものを用いた。
【0274】
「塗装密着性」
表面処理鋼板から切り出した試験片に塗料(関西ペイント株式会社製、アミラック♯1000)をバーコート塗布し、140℃で20分間焼付を行い、乾燥膜厚で25μmの皮膜を形成した。得られた塗装板を沸騰水に30分浸漬後、常温の室内に24時間放置した。その後、試験片に対して1mm角100個の碁盤目をNTカッターで切り入れ、これをエリクセン試験機で7mm押し出した後、この押し出し凸部に粘着テープによる剥離テストを行い、以下の基準にて塗装密着性を評価した。
【0275】
(基準)
S:剥離無し
A:剥離個数1個以上、10個未満
B:剥離個数10個以上、50個未満
C:剥離個数50個以上
【0276】
表4および表5に示すように、実施例m1〜実施例m73の表面処理鋼板では、耐食性の基準が4以上、パウダリング性の基準がA以上、塗装密着性の基準がA以上であり、耐食性、パウダリング性、塗装密着性のいずれも優れていた。
【0277】
一方、表6に示すように、めっき層がバナジウムを含まない比較例x1では、パウダリング性に優れているが、デンドライト状の柱状結晶を有するめっき層が得られず、耐食性および塗装密着性が不十分であった。
銅板の表面にめっき層を形成した比較例x2では、デンドライト状の柱状結晶を有するめっき層が得られず、パウダリング性、耐食性、塗装密着性のいずれも不十分であった。
【0278】
静止状態とされためっき浴を用いてめっき層を形成した比較例x3及び攪拌状態とされためっき浴を用いてめっき層を形成した比較例x4では、デンドライト状の柱状結晶を有するめっき層が得られず、塗装密着性は良好であったが、パウダリング性および耐食性は不十分であった。
【0279】
めっき層の目付け量が3g/m2未満である比較例x5〜比較例x8では、耐食性が不十分であった。
めっき層のバナジウム含有率が1%未満である比較例x9〜比較例x14では、パウダリング性に優れているが、デンドライト状の柱状結晶を有するめっき層が得られず、耐食性が非常に低く、塗装密着性も不十分であった。
【0280】
デンドライト状結晶が形成されなかった比較例x15では、耐食性、塗装密着性が不十分であった。
【0281】
(実施例2)
次に、実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板(銅板)に、表7に示すような樹脂皮膜の薬剤を用いて、表8〜10に示す組成を有する樹脂皮膜の原料を、上記めっきを施した鋼板表面に塗布し、焼付乾燥して樹脂皮膜を形成した。そして、皮膜形成後の性能として、加工部耐食性、導電性、放射率、耐傷付き性を評価した。放射率については、実施例1と同様の方法で、同様の基準にて評価を行った。加工部耐食性、導電性、耐傷付き性については、以下のように評価を行った。結果を表11〜13に示す。
なお、以下、樹脂皮膜中の含有量は、全て樹脂皮膜の固形分に対する質量%である。また、表中のめっきとは、用いた表面処理鋼板の番号を示しており、実施例1の番号に対応している。また、空欄は、意図的には含有させていないことを示している。
【0282】
「加工部耐食性」
試験片の中央部にエリクセン試験機(JIS Z 2247のA寸法に準拠)にて6mm押し出し加工したのち、端面をテープシールしてJIS Z 2371に準拠した塩水噴霧試験(SST)を24時間、72時間、及び120時間行い、押し出し加工を施した部分の各々の試験時間後における錆発生状況を観察し、下記の評価基準で評価した。
【0283】
(基準)
5:白錆発生面積が1%未満
4:白錆発生面積が1%以上、5%未満
3:白錆発生面積が5%以上、10%未満
2:白錆発生面積が10%以上、30%未満
1:白錆発生面積が30%以上
【0284】
「導電性」
樹脂皮膜を形成した表面処置鋼板から切り出した試験片を用いて、JIS C 2550に規定されている測定方法で、層間抵抗値(Ω・cm2 )を測定し、以下の基準にて導電性を評価し、C以上を好適とした。
【0285】
(基準)
S:層間抵抗値が1.0Ω・cm2未満
A:層間抵抗値が1.0Ω・cm2以上1.5Ω・cm2未満
B:層間抵抗値が1.5Ω・cm2以上2.0Ω・cm2未満
C:層間抵抗値が2.0Ω・cm2以上2.5Ω・cm2未満
D:層間抵抗値が2.5Ω・cm2以上3.0Ω・cm2未満
E:層間抵抗値が3.0Ω・cm2以上
【0286】
「耐傷付き性」
試験片をラビングテスター(大平理化工業社製)に設置後、ラビングテスターの摺動冶具先端に前記試験片と平行になるように縦30mm、横30mmの大きさの段ボール紙を取り付け、その段ボール紙を9.8N(1.0kgf)の荷重で5往復、及び10往復擦った後の皮膜状態を下記の評価基準で評価した。
(基準)
5:擦り面に全く痕跡が認められない
4:擦り面に極僅かに摺動傷が付く(目を凝らして何とか摺動傷が判別できるレベル)
3:擦り面に僅かに摺動傷が付く(目を凝らすと容易に摺動傷が判別できるレベル)
2:擦り面に明確な摺動傷が付く(瞬時に摺動傷が判別できるレベル)
1:擦り面の皮膜が脱落し、下地の金属板が露出する
【0287】
【表7】
【0288】
【表8】
【0289】
【表9】
【0290】
【表10】
【0291】
【表11】
【0292】
【表12】
【0293】
【表13】
【0294】
表11〜表13に示すように、実施例s1〜実施例s40の表面処理鋼板では、加工部耐食性が3以上、導電性がC以上、耐傷付き性が3以上と優れていた。
【0295】
(実施例3)
次に、実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板の表面に、表14に示すような薬剤を用いて、表15〜17に示す組成を有する水系金属表面処理剤を、塗布し、焼付乾燥して皮膜を形成した。
そして、皮膜形成後の性能として、加工部耐食性、導電性、加工性(加工密着性)、放射率について、加工性以外は、実施例2と同様の方法で、同様の基準にて評価を行った。加工性は、以下に示すように評価を行った。結果を表18〜20に示す。
【0296】
「加工性」
皮膜を形成した表面処置鋼板から切り出した試験片に180°折り曲げ加工を施した後、折り曲げ部の外側に対してテープ剥離試験を実施した。テープ剥離部の外観を拡大率10倍のルーペで観察し、下記の評価基準で評価した。折り曲げ加工は20℃の雰囲気中で0.5mmのスペーサーを間に挟んで実施した。
【0297】
(基準)
5:塗膜に剥離は認められない
4:極一部の塗膜に剥離が認められる(剥離面積≦2%)
3:一部の塗膜に剥離が認められる(2%<剥離面積≦10%)
2:塗膜に剥離が認められる(10%<剥離面積≦20%)
1:塗膜に剥離が認められる(剥離面積>20%)
【0298】
【表14】
【0299】
【表15】
【0300】
【表16】
【0301】
【表17】
【0302】
【表18】
【0303】
【表19】
【0304】
【表20】
【0305】
表18〜表20に示すように、実施例t1〜実施例t49の表面処理鋼板では、加工部耐食性が3以上、導電性がB以上、耐傷付き性が3以上と優れていた。
【0306】
(実施例4)
次に、実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板の表面に、以下に示す方法により、有機樹脂皮膜を形成し、実施例r1〜実施例r87、比較例f1〜比較例f9の表面処理鋼板(銅板)を形成した。
すなわち、表21に示す樹脂(A1)と、表22に示す硬化剤(B1)と、表23に示す着色剤(C1)と、必要に応じて表24に示すシリカ(D1)と表25に示す潤滑剤(E1)のいずれか一方または両方を含む黒色の水系塗料を、バナジウム酸化物とを含むめっき層を有する表面処理鋼板(銅板)の表面に塗布し、焼付乾燥することにより、有機樹脂皮膜を形成した。
水系塗料は、水中に有機樹脂皮膜の成分である樹脂と硬化剤(B1)と着色剤(C1)と、必要に応じてシリカ(D1)と潤滑剤(E1)のいずれか一方または両方とをディスパーで攪拌し、溶解もしくは分散させることにより製造した。また、水系塗料の塗布には、ロールコートを使用した。また、焼付乾燥方法としては、水系塗料の塗布後にめっき層の形成された鋼板(銅板)を表29〜表31に示す到達温度(到達板温度)に加熱する方法を用いた。
【0307】
このようにして得られた表面処理鋼板(銅板)から、それぞれ縦50mm、横100mmの試験片を切り出し、以下に示す方法により、皮膜成形後の性能として、外観(隠蔽性、L*値、光沢)、加工密着性、加工部耐食性、耐傷付き性について評価した。結果を表29〜表31に示す。
【0308】
「隠蔽性」
試験片を目視観察し、塗膜の隠蔽性を下記の評価基準で評価した。
(基準)
5:黒色、表面艶ともに均一である。下地も全く透けて見えない。
4:黒色は均一であるが、表面艶が不均一である。下地は全く透けて見えない。
3:黒色、表面艶ともに不均一である。下地は全く透けて見えない。
2:黒色、表面艶ともに不均一であり容易に確認できる。下地がやや透けている。
1:黒色、表面艶ともに不均一であり容易に確認できる。下地が明らかに透けている。
【0309】
「光沢」
光沢測定装置(商品名:Uni Gloss 60Plus (コニカミノルタ社製))を用いて、試験片の60度光沢値を測定した。
「L*値」
色彩色差計CR−400(コニカミノルタ社製)を用いて、試験片のL*値を測定した。
【0310】
【表21】
【0311】
【表22】
【0312】
【表23】
【0313】
【表24】
【0314】
【表25】
【0315】
【表26】
【0316】
【表27】
【0317】
【表28】
【0318】
【表29】
【0319】
【表30】
【0320】
【表31】
【0321】
表29〜表31に示すように、実施例r1〜実施例r87の表面処理鋼板では、隠蔽性の評価が3以上、L*値が35以下、60度光沢値が50以下であり優れた外観が得られた。また、加工密着性の評価が4以上であり、加工部耐食性の評価がいずれの試験時間後も3以上、耐傷付き性の評価が3以上であり、加工密着性、加工部耐食性、耐傷付き性が優れていた。
【0322】
(実施例5)
実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板の表面に、以下に示す方法により、着色顔料層を含む着色塗膜層を形成した。
【0323】
なお、着色塗膜層を形成するに際し、必要に応じて、以下に示す方法により、一方の面のめっき層と着色顔料層との間にプライマー塗膜層を形成し、着色顔料層とプライマー塗膜層とからなる着色塗膜層を形成した。
また、必要に応じて、一方の面のめっき層と着色塗膜層との間に、以下に示す方法により、化成処理層を形成した。
【0324】
「化成処理層の形成」
めっき層の形成された鋼板の一方の面に化成処理を施す場合、ロールコーターにて以下に示す処理液を付着量100mg/m2で塗布する化成処理を行って化成処理皮膜を形成した。その後、化成処理皮膜を、熱風オーブンにて鋼板の温度が60℃に到達する条件で乾燥させ、放冷することにより、化成処理層を得た。
【0325】
「化成処理の処理液」
シランカップリング剤5g/Lとシリカ1.0g/Lと樹脂25g/Lとを含む水溶液を作製し、化成処理の処理液とした。なお、シランカップリング剤にはγ−グリシドキシプロピルトリメトキシシランを用い、シリカには水分散微粒シリカである日産化学社製「スノーテックス−N」を用い、樹脂には水系アクリル樹脂であるポリアクリル酸を用いた。
【0326】
「プライマー塗膜層の形成」
めっき層の形成された鋼板の一方の面または、めっき層上に化成処理層の形成された鋼板の一方の面に、ロールコーターにて以下に示すプライマー塗料を5μmの膜厚で塗布して、プライマー塗膜を形成した。その後、プライマー塗膜を、誘導加熱オーブンにて鋼板の温度が210℃に到達する条件で乾燥・焼付し、水冷することにより、プライマー塗膜層を得た。
【0327】
「プライマー塗料」
樹脂として、ポリエステル樹脂をメラミンで架橋したものを用いた。ポリエステル樹脂としては、東洋紡績社製の「バイロン(登録商標)29CS(非晶性ポリエステル樹脂である「バイロン(登録商標)290」を有機溶剤に溶解して液状にした固形分濃度30質量%のものでありシクロヘキサノン/ソルベッソ溶解型でガラス転移点(以降、Tg)72℃、数平均分子量(以降、MN)17,000である)」を用い、硬化剤として三井サイテック社製メラミン樹脂「サイメル(登録商標)303」を用いた。ポリエステル樹脂とメラミン樹脂との混合比は、樹脂固形分の質量比で、ポリエステル樹脂:メラミン樹脂=80:20となるようにした。
【0328】
プライマー塗料は、上記混合比で混合されたポリエステル樹脂とメラミン樹脂との混合溶液に、三井サイテック社製の酸性触媒「キャタリストTM600」を0.5質量%添加して、攪拌することで得られたクリヤー塗料に、防錆顔料(Pを含むものであるテイカ社製のMg処理を施したトリポリリン酸2水素アルミニウム「K−WHITE K−G105」(以下P−Alと称する)と、Siを含むものであるグレイス社製のカルシウムイオン交換シリカ「シールデックスC303」(以下、Ca−Siと称する)とを質量比でP−Al:Ca−Si=1:1の割合で混合したもの)を表2に示す添加量(プライマー塗膜層中の防錆剤である防錆顔料の含有量(固形分濃度))で添加し、攪拌することにより製造した。
【0329】
なお、プライマー塗料を塗布する際には、有機溶剤(シクロヘキサノンとソルベッソ150とを質量比でシクロヘキサノン:ソルベッソ150=1:1で混合したもの)で適宜希釈し、粘度を調整した。
【0330】
「一方の面(表面)の着色顔料層の形成」
めっき層の形成された鋼板の一方の面または、めっき層上に化成処理層および/またはプライマー塗膜層の形成された鋼板の一方の面に、カーテンコーターにて以下に示す着色塗料を15μmの膜厚で塗布し、着色塗膜を形成した。その後、着色塗膜を、誘導加熱オーブンにて鋼板の温度が230℃に到達する条件で乾燥・焼付し、水冷することにより、着色顔料層を得た。
【0331】
「着色塗料」
樹脂として、ポリエステル樹脂をメラミンで架橋したものを用いた。ポリエステル樹脂としては、東洋紡績社製の「バイロン(登録商標)C300(非晶性ポリエステル樹脂でありシクロヘキサノン/ソルベッソ溶解型でTg7℃、数平均分子量(MN)23,000である)」を用い、硬化剤として三井サイテック社製メラミン樹脂「サイメル(登録商標)303」を用いた。ポリエステル樹脂とメラミン樹脂との混合比は、樹脂固形分の質量比で、ポリエステル樹脂:メラミン樹脂=80:20となるようにした。
【0332】
着色塗料は、上記混合比で混合されたポリエステル樹脂とメラミン樹脂との混合溶液に、三井サイテック社製の酸性触媒「キャタリストTM600」を0.5質量%添加し、攪拌することで得られたクリヤー塗料に、白色顔料である石原産業社製の酸化チタン「タイペーク(登録商標)CR−95」もしくは黒色顔料である東海カーボン社製のカーボンブラック「トーカブラック#7350」を添加し、攪拌することにより製造した。
【0333】
なお、顔料として上記の酸化チタンを用いる場合、着色塗料中の全樹脂固形分100質量部に対して100質量部を添加した。また、顔料として上記のカーボンブラックを用いる場合、着色塗料中の全樹脂固形分100質量部に対して5質量部を添加した。
なお、着色塗料を塗布する際には、有機溶剤(シクロヘキサノンとソルベッソ150とを質量比でシクロヘキサノン:ソルベッソ150=1:1で混合したもの)で適宜希釈し、粘度を調整した。
【0334】
「他方の面(裏面)の着色顔料層の形成」
めっき層の形成された鋼板81の他方の面に、ロールコーターにて市販のポリエステル系上塗り塗料である日本ペイント社製「FL100HQ」を5μmの膜厚で塗布し、グレー色系の着色塗膜を形成した。その後、着色塗膜を、誘導加熱オーブンにて鋼板の温度が210℃に到達する条件で乾燥・焼付し、水冷することにより、他方の面の着色顔料層を得た。
【0335】
このようにして作製した表面処理鋼板について、皮膜成形後の性能として、以下に示す評価試験を行った。なお、いずれの試験についても、一方の面(表面)に対して試験を実施し、評価した。評価試験の結果を表32に示す。
【0336】
I.曲げ加工性試験
図9は、曲げ加工性試験における折り曲げ加工を説明するための概略斜視図である。図9に示すように、20℃雰囲気中で表面処理鋼板41の評価面41a(一方の面)が外側になるようにして、180°折り曲げ加工(一般に「0T曲げ加工」と呼ばれる密着曲げ加工)を実施し、加工部を20倍ルーペで観察し、塗膜の割れの有無を調べた。
更に、折り曲げ加工された鋼板41の加工部上にテープを貼り付けて剥離し、テープ剥離後の塗膜の残存状態を観察した。そして、加工部全面において塗膜が全く剥離していない場合をA、加工部の一部で塗膜が剥離している場合をB、塗膜の全面が剥離している場合をCと評価した。
【0337】
II.絞り加工性試験
エリクセン型の20tプレス試験機を用いて、表面処理鋼板を以下に示す条件でプレス加工して成形体を形成する円筒絞り試験を行った。金型のダイス肩Rを3mm、ポンチ肩Rを3mm、ポンチ径をφ50mmとし、絞り比2.0、しわ押さえ圧1t、潤滑油無しの条件で絞り抜くまでプレス加工し、図10に示すカップ状の成形体42を得た。
図10は、絞り加工性試験におけるカップ状の成形体を示した概略斜視図である。図10に示す成形体42を沸騰水中に1時間浸漬し、浸漬後の塗膜を観察した。そして、成形体42から塗膜が全く剥離していないものをA、図10に示す成形体42の成形体端面42aから塗膜剥離巾5mm以内の剥離があるものをB、成形体端面42aから塗膜剥離巾5mm超の剥離があるものをCと評価した。
【0338】
III.耐食性試験
得られた表面処理鋼板を横70mm×縦150mmのサイズに切断し、耐食性試験用のサンプルとした。なお、表面処理鋼板を切断する際に、サンプルの長辺となる端面部については、切断時の返り(バリ)が他方の面(裏面)に来るように(下バリとなるように)した。また、サンプルの短辺の端面部については、切断後にテープにてシールした。
【0339】
このようにして得られたサンプルに対し、JIS K 5400の9.1に記載の方法で塩水噴霧試験を実施した。塩水は、一方の面(表面)に拭きかかかるように噴霧した。試験時間は240時間とした。なお、本試験では、塗膜の上からサンプルの素地(鋼板)に達するようなカット傷は設けなかった。
【0340】
試験終了後、サンプルの長辺の端面の平均膨れ幅と最大膨れ幅を測定し、平均膨れ幅が2mm以下の場合S、2mm超3mm以下の場合A、3mm超5mm以下の場合B、5mm超の場合Cと評価した。なお、端面の平均膨れ幅は、長さ150mmであるサンプルの長辺を10mm毎の区画(全部で15区画)に分け、それぞれの区画内で最大膨れ幅を測定し、各区画の最大膨れ幅の合計値を全区画数(15)で割った値を平均膨れ幅とした。
【0341】
【表32】
【0342】
表32に示すように、実施例n1〜n32の表面処理鋼板では、すべての評価がB以上であった。着色塗膜層がプライマー塗膜層を含まず、着色顔料層のみからなる実施例n1〜n5、n16〜n21、n32の表面処理鋼板であっても、着色塗膜層とめっき層との間に化成処理層が形成されていない実施例n1〜n4、n6〜n10、n16〜n20、n22〜n26、n32の表面処理鋼板であっても、耐食性および/または加工性に優れていた。
【産業上の利用可能性】
【0343】
本発明に係る表面処理鋼板は、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下で、鋼板の厚み方向に成長された複数のデンドライト状のアームを有し、アーム外に存在するバナジウム含有率xのアーム内に存在するバナジウム含有率yとの比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層が形成されている。そのため、耐食性および塗装密着性に優れる。
【符号の説明】
【0344】
1、10、71、81 鋼板
2、32 めっき浴
21、22 めっき槽
3、23 陽極
4、5 ロール
2a 上部供給用配管
2b 下部供給用配管
21a 上部槽
21b 下部槽
32c 排出口
32d 供給口
32e 配管
P ポンプ
11 めっき層
12 柱状結晶
【技術分野】
【0001】
本発明は、耐食性および塗装密着性に優れた表面処理鋼板及びその製造方法に関する。本願は、2011年03月29日に、日本に出願された特願2011−072926号に基づき優先権を主張し、その内容をここに援用する。
【背景技術】
【0002】
従来から、家電製品や建材、自動車などの多様な分野で、電気亜鉛めっき層を有する表面処理鋼板(電気亜鉛めっき鋼板)が利用されている。近年、電気亜鉛めっき鋼板においては、より一層耐食性を向上させることが要求されている。
電気亜鉛めっき鋼板の耐食性を向上させる方法としては、亜鉛めっき層のめっき量(目付け量)を増加させることが考えられる。しかしながら、亜鉛めっき層の目付け量を増加させた場合、製造コストが増大する、または、加工性や溶接性が低下する。
【0003】
電気亜鉛めっき鋼板の耐食性や外観を向上させる方法として、表面に塗膜を形成する技術が従来から広く用いられている(例えば特許文献1)。しかしながら、電気亜鉛めっき鋼板のめっき層と塗膜との密着性(塗装密着性)が不十分であると、表面に塗膜を形成しても、塗膜を形成したことによる効果が十分に得られない。このため、電気亜鉛めっき鋼板の耐食性を向上させるとともに、塗装密着性を向上させることが要求されている。
【0004】
表面に塗膜を形成する場合、耐食性を向上させるために塗膜厚を厚くすることが考えられる。しかしながら、このような塗膜として広く採用されているシランカップリング剤等を含有する従来の無機皮膜では樹脂成分を含んでいないために、膜厚を厚くすることが困難であった。
また、塗膜を形成した電気亜鉛めっき鋼板においては、上述したような耐食性のほかに、導電性(以下、アース性ともいう。)を向上させることが要求されている。導電性の向上には塗膜を薄くすることが有効な手段であるが、上述したように、薄膜にすると耐食性の向上が図れない。
このように、従来は、電気亜鉛めっき鋼板において、表面にさらに皮膜を形成しても、耐食性と導電性の両特性を満足させることは非常に困難であった。
【0005】
また、表面粗度の高いめっき層表面に塗膜を形成する場合、耐食性が低下する。めっき層の粗度は、めっきを施す前の鋼板粗度に大きく依存する。そのため、従来の電気亜鉛めっき鋼板では、鋼板粗度が高ければ必然的にめっき層の粗度も高くなり、耐食性が劣化していた。このような耐食性の劣化を防ぐために、めっき層の粗度を小さくして鋼板粗度の改善を図ることが考えられるが、製造コストの観点から望ましくない。そのため、近年では、鋼板粗度に依存することなく耐食性を向上させることが要求されている。
【0006】
また、近年、金属板の表面に化成処理を施して化成処理層を形成し、化成処理層の上に塗料を塗布して塗装膜を形成した表面処理鋼板がある。しかしながら、このような塗膜であっても加工性を確保しつつ耐食性を向上させることは困難である。
【0007】
これらに対して、近年、電気亜鉛めっきが施される表面処理鋼板の亜鉛めっき層に、バナジウム元素を含有させることにより、耐食性を向上させることが検討されている。例えば、非特許文献1〜4には、陰極である銅板の表面に、Zn−V酸化物を複合電析させる技術が記載されている。
【0008】
しかしながら、非特許文献1〜4に記載の技術を用いて、電気めっき法により、鋼板の表面に亜鉛とバナジウム酸化物とを含むめっき層を形成した場合、めっき層の表面にクラックが発生しやすい。めっき層の表面にクラックが形成された場合、十分な耐食性を有する表面処理鋼板が得られない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2010/137726号
【非特許文献】
【0010】
【非特許文献1】CAMP−ISIJ Vol.22(2009)−933〜936
【非特許文献2】鉄と鋼 Vol.93(2007)No.11、49頁〜54頁
【非特許文献3】表面技術協会 第115回講演大会要旨集、9A−26、139頁〜140頁
【非特許文献4】ふぇらむ Vol.13,No.4,245頁、2008.4.1
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、このような事情に鑑みてなされたものである。すなわち、鋼板の表面に亜鉛とバナジウムとを含むめっき層を電気めっき法により形成する際に、めっき層の表面にクラックが形成されにくく、耐食性および塗装密着性に優れた表面処理鋼板(電気めっき鋼板)の製造方法を提供することを目的とする。
また、本発明は、鋼板の表面に、亜鉛とバナジウム酸化物とを含むめっき層が形成された耐食性および塗装密着性に優れた表面処理鋼板を提供することを目的とする。
【0012】
なお、本発明では、さらに、上記の亜鉛とバナジウム酸化物とを含むめっき層が形成された鋼板(電気めっき鋼板)の表面に、皮膜を1層以上形成させた表面処理鋼板について検討を行った。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決するために、以下に示すように、鋭意検討を行った。
すなわち、本発明者らは、電気めっき法で鋼板表面に形成した亜鉛とバナジウムとを含むめっき層における付着量(目付け量)とバナジウム含有率と結晶構造とに着目し、種々の方法を用いて鋼板表面にめっき浴を接触させて、得られためっき層の耐食性と塗装密着性との関係を調べた。
【0014】
具体的には、陰極である鋼板表面に対するめっき浴の接触方法として、めっき槽内の静止状態とされためっき浴に鋼板を浸漬させた場合(静止状態)と、めっき槽の底部に配置した攪拌子(スターラー)によって攪拌されている攪拌状態のめっき浴に鋼板を浸漬させた場合(攪拌状態)と、循環させためっき浴および/または、めっき浴中で鋼板を移動させることにより前記鋼板に対して前記めっき浴が相対的に流動されるめっき浴に鋼板を浸漬させた場合(流動状態)とについて検討した。流動状態は、めっき浴が鋼板に対して略均一な流速で流動している点が攪拌状態、静止状態と異なる。
【0015】
上記の検討の結果、めっき浴を流動状態で鋼板と接触させてバナジウムを十分に含有するめっき層を形成した場合、めっき層中に、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶が形成されることを見出した。なお、本発明では、デンドライト状の柱状結晶の幹部を一次アーム、枝部を二次アームといい、一次アームと二次アームを総称してアームと呼ぶこととする。
さらに、上記めっき層中のアーム外に存在するバナジウム含有率xの前記アーム内に存在するバナジウム含有率yに対する比、すなわち、x/yを調査した結果、バナジウム元素換算で1.1以上3.0以下であることを見出した。なお、得られためっき層は、表面粗度が中心線平均粗さRaで1.0μm以上4.0μm以下である高粗度なめっき層であった。
これに対し、静止状態および攪拌状態で鋼板表面に接触させた場合、デンドライト状の柱状結晶を有するめっき層が形成されなかった。そのため、めっき浴を流動状態で鋼板に接触させた場合と比較して、めっき層の表面にクラックが発生しやすかった。
【0016】
流動状態では、めっき浴が鋼板に対して略均一な流速で流動している。そのため、静止状態および攪拌状態と比較して、めっき浴から鋼板表面に均等に連続的にイオンが供給される。その結果、鋼板表面に均一なめっき層が形成されたと推定される。これに対し、静止状態および攪拌状態では、陰極である鋼板表面近傍のめっき浴中においてイオンが局所的に集中して消費され、鋼板近傍のめっき層の析出に用いられるイオンが欠乏する。そのため、クラックが生じやすいと推定される。
【0017】
さらに、本発明者らは、めっき浴を流動状態で鋼板表面に接触させ、1秒以上30秒以下の時間電析を行って形成しためっき層に含まれるバナジウム含有率および目付け量と、このめっき層を有する表面処理鋼板の耐食性との関係を調べた。その結果、めっき浴を流動状態で鋼板表面に接触させて形成した亜鉛とバナジウムとを含むめっき層を有する表面処理鋼板では、バナジウム含有率を1%以上20%以下かつ目付け量を3g/m2以上40g/m2以下とすることで、十分な耐食性が得られることを見出した。
【0018】
本発明者らは、めっき浴を流動状態で鋼板表面に接触させて形成した亜鉛とバナジウムとを含み、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であるめっき層上に、複数の塗料をそれぞれ塗布し、めっき層と塗膜との密着性(塗装密着性)を調べた。
その結果、このようなめっき層を有する表面処理鋼板は、従来の電気亜鉛めっき鋼板と比較して、優れた塗装密着性を有していることが分かった。
【0019】
本発明者らは、鋼板に代えて非特許文献1〜4において陰極に用いている銅板を用いて、鋼板の場合と同様にして亜鉛とバナジウムとを含むめっき層を形成し、塗装密着性及び耐食性を調べた。その結果、銅板表面に形成されためっき層は、バナジウム含有率および目付け量が少ない場合には、十分な耐食性が得られなかった。一方、十分な塗装密着性を確保するために、バナジウム含有率が3%以上かつ目付け量が3g/m2以上であるめっき層を銅板表面に形成した場合には、めっき層と銅板との間の密着性が不十分となった。このように、銅板表面には、十分な耐食性を有し、優れた塗装密着性を有し、さらに、めっき層と銅板との間の密着性が良好であるめっき層を形成することは困難であった。
【0020】
本発明者らは、上記のように、めっき浴を流動状態で鋼板表面に接触させて、電気めっき法により、亜鉛とバナジウムとを含み、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下のめっき層を鋼板上に形成した。このようなめっき層を有する表面処理鋼板は、表面にクラックが発生しにくく、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶を有していた。さらに、隣接する柱状結晶間すなわち、アーム外に存在するバナジウム含有率xと前記柱状結晶内、すなわちアーム内に存在するバナジウム含有率yとの比x/yが、バナジウム元素換算で1.1以上3.0以下であり、耐食性および塗装密着性に優れていた。
【0021】
次に、この耐食性及び塗装密着性に優れるめっき層の表面にさらに、樹脂皮膜を形成して、必要に応じて金属酸化物粒子と潤滑材とを樹脂皮膜に添加して、この樹脂皮膜の耐食性について調査した。その結果、高粗度なめっき層上に皮膜を形成しても耐食性が劣化することなく、十分な耐食性が得られることを見出した。
さらに、高粗度なめっき層を有する表面処理鋼板の表面に樹脂皮膜を形成した表面処理鋼板の導電性についても調査したところ、皮膜厚さが0.5〜5.0μmの範囲で皮膜の膜厚に依存することなく、十分な導電性が得られることを見出した。つまり、皮膜が薄膜の場合は当然ながら、厚膜であった場合であっても、十分な導電性を有していた。
つまり、従来は耐食性と導電性の両特性を満足させた表面処理鋼板を提供することは非常に困難であると考えられてきたが、上述したようなめっき層を有する表面処理鋼板に樹脂皮膜を形成することにより、耐食性と導電性の特性をいずれも向上させることができることを見出した。
【0022】
さらに本発明者らは、上記のめっき層を有する表面処理鋼板のめっき層の上に、シランカップリング剤を含む水系金属表面処理剤を塗布し乾燥することにより得られるインヒビターを含有する皮膜を合計膜厚が0.5〜4.0μmとなるように形成した表面処理鋼板について上記同様の耐食性及び導電性について調査した。その結果、十分な耐食性を有しており、さらに、皮膜の膜厚が厚膜であっても導電性を十分に確保できることを見出した。
さらに、従来、バナジウムを含んでいない亜鉛めっき層表面へ皮膜を形成しても、良好な加工性(加工密着性)を得ることは困難であった。しかしながら、バナジウムを含有しためっき層の場合、この加工密着性の劣化を抑制できることを見出した。つまり、耐食性と導電性の特性を両立、そして優れた加工密着性を確保できることを見出した。
【0023】
なお、上述のような、鋼板の表面に、亜鉛とバナジウム酸化物とを含むめっき層が形成された表面処理鋼板は、黒色の外観を呈する。しかしながら、黒色の外観を有する意匠性材料として使用するには、めっき表面の微細な外観ムラを隠蔽したり、プレス加工に必要な耐キズ付性を付与したりするために、めっき層の上にさらに、膜厚の厚い黒色皮膜を形成しなければならない場合がある。
【0024】
そのような場合、所望の外観を得るために上記のめっき層の上にさらに、膜厚の厚い皮膜を形成する。しかしながら、加工時の塗装密着性が低下したり、皮膜乾燥工程での加温により塗料中の溶媒が突沸し、ワキと呼ばれる塗装欠陥が生じたりする場合がある。
したがって、亜鉛とバナジウムとを含む上記のめっき層の上層に、厚い黒色皮膜を形成することなく、めっき表面の微細な外観ムラを隠蔽し、光沢が十分に抑えられ、L*値(明度)が十分に低く、耐キズ付性および加工時の密着性に優れ、更に美麗な外観を有する鋼板があれば、その価値は高い。
【0025】
これに対し、本発明者らは、上記のめっき層を有する表面処理鋼板のめっき層の上に、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)とを含む有機樹脂からなる有機樹脂皮膜を形成し、加工時の塗装密着性、耐食性および耐キズ付性、光沢、L*値について検討した。
【0026】
その結果、上記めっき層が、めっき層中に亜鉛とバナジウムを含有しており、且つ、板の厚み方向に成長された複数のデンドライト状の柱状結晶を有しているものであるため、光沢が抑えられたL*値が低い外観を有していた。更にめっき層と上記有機樹脂皮膜との界面において優れた密着性が得られた。さらに、上記の有機樹脂皮膜が、有機樹脂皮膜中におけるカーボンブラックを含有する着色顔料を含む着色剤(C1)が均一に分散しているものであるので、塗装密着性を低下させる厚い膜厚にしなくても、光沢が十分に抑えられたL*値の十分に低い外観が得られ、優れた耐キズ付性が得られた。
【0027】
上記の有機樹脂皮膜は、スルホン酸基を含有するポリエステル樹脂(A1)を硬化剤(B1)で硬化させて得られた緻密なものである。そのため、上記のめっき層の上に上記の有機樹脂皮膜を形成することによって、上記のめっき層に起因する優れた耐食性および塗装密着性と、緻密で薄い有機樹脂皮膜による耐食性向上効果との相乗効果が得られ、非常に優れた耐食性を有する表面処理鋼板が得られる。
【0028】
さらに、本発明者らは、上記のめっき層を有する表面処理鋼板の片面もしくは両面に、亜鉛とバナジウムとを含むめっき層と、着色顔料層を含む着色塗膜層とをこの順で形成した。その結果、耐食性および加工性に優れた表面処理鋼板が得られた。
【0029】
本発明は上記の知見に基づいて完成した。
上記課題を解決して係る目的を達成するために、本発明は以下の手段を採用した。
(1)すなわち、本発明の一態様に係る表面処理鋼板は、鋼板と、前記鋼板の片面または両面に形成されてかつ、亜鉛及びバナジウムを含むめっき層とを備え;前記めっき層は、前記バナジウムの含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、前記鋼板の厚み方向に成長した複数のデンドライト状のアームを有し;前記アーム内に存在する前記バナジウムの含有率yに対する前記アーム外に存在する前記バナジウムの含有率xの比x/yが、バナジウム元素換算で1.1以上3.0以下である。
【0030】
(2)上記(1)に記載の表面処理鋼板では、前記めっき層が、その表面温度が100℃の条件において測定した波数600〜3000cm−1の領域における放射率が0.30以上0.95以下であってもよい。
【0031】
(3)上記(1)または(2)に記載の表面処理鋼板では、前記めっき層の表面粗度が、JIS B 0601:2001で規定される中心線平均粗さRaで1.0μm以上、4.0μm以下であってもよい。
【0032】
(4)上記(1)〜(3)のいずれか一項に記載の表面処理鋼板では、前記めっき層の上にさらに皮膜が1層以上形成されていてもよい。
【0033】
(5)上記(4)に記載の表面処理鋼板では、前記皮膜が、有機樹脂を含有してもよい。
【0034】
(6)上記(5)に記載の表面処理鋼板では、前記皮膜が、樹脂皮膜であり、前記樹脂皮膜の固形分100質量部に対して、5〜50質量部の金属酸化物粒子と;更に、前記樹脂皮膜の固形分100質量%に対して0.1〜30質量%の潤滑材とを含有してもよい。
【0035】
(7)上記(5)に記載の表面処理鋼板では、前記有機樹脂が、カルボキシル基、水酸基、スルホン酸基、シラノール基の少なくとも1種を構造中に有し;スルホン酸基を含有するポリエステル樹脂と;硬化剤と;カーボンブラックを含有する着色顔料を含んでもよい。
【0036】
(8)上記(4)に記載の表面処理鋼板では、前記皮膜が、シランカップリング剤を含有する水系金属表面処理剤を前記鋼板に塗布して乾燥させることにより得られてもよい。
【0037】
(9)上記(8)に記載の表面処理鋼板では、前記複合皮膜が、更に、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物を必須成分とするインヒビター成分を含有してもよい。
【0038】
(10)上記(8)または(9)に記載の表面処理鋼板では、前記皮膜が、ポリエーテルポリウレタン樹脂と;カーボンブラックを含有する着色顔料とを含む複合皮膜であってもよい。
【0039】
(11)上記(5)に記載の表面処理鋼板では、前記皮膜が、着色顔料層を含む着色塗膜層であってもよい。
【0040】
(12)上記(11)に記載の表面処理鋼板では、前記着色塗膜層が、プライマー塗膜層を含み、前記プライマー塗膜層は、前記めっき層と前記着色顔料層との間に形成されて、かつ防錆剤を含んでもよい。
【0041】
(13)上記(11)または(12)に記載の表面処理鋼板では、前記着色塗膜層が前記めっき層上に接して形成されていてもよい。
【0042】
(14)上記(11)または(12)のいずれか一項に記載の表面処理鋼板では、前記着色塗膜層と前記めっき層との間に、化成処理層をさらに含んでもよい。
【0043】
(15)本発明の一態様に係る表面処理鋼板の製造方法は、鋼板の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を備えた表面処理鋼板の製造方法であって、前記めっき工程において、めっき浴に前記鋼板を浸漬させ、前記めっき浴中の電流密度を20〜150A/dm2として、1秒以上30秒以下の時間、電析を行って前記めっき層を形成し;前記めっき浴は、亜鉛化合物及びバナジウム化合物を含有し、かつ、バナジウムイオンまたはバナジルイオンの少なくとも1種を合計含有量で0.01mol/l以上1.0mol/l未満含有し、硝酸イオン含有量を0.0005mol/l未満に制限し、さらに、前記めっき浴は、循環させためっき浴または、めっき浴中で鋼板を移動させることにより前記鋼板に対して前記めっき浴が相対的に流動されるめっき浴の少なくとも一方であり;前記めっき層は、バナジウム含有率が1%以上20%以下、かつ目付け量が3g/m2以上40g/m2以下である。
【0044】
(16)上記(15)に記載の表面処理鋼板の製造方法では、めっき槽内における前記めっき浴の平均流速を20〜300m/minの範囲としてもよい。
【0045】
(17)上記(15)または(16)に記載の表面処理鋼板の製造方法では、前記めっき浴が、ナトリウムイオンを0.1mol/l以上4.0mol/l以下含んでもよい。
【0046】
(18)上記(15)〜(17)のいずれか一項に記載の表面処理鋼板の製造方法では、前記めっき浴が、ニッケルイオンを0.01mol/l以上1.0mol/l以下含んでもよい。
【発明の効果】
【0047】
本実施形態に係る表面処理鋼板は、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下で、鋼板の厚み方向に成長された複数のデンドライト状のアームを有し、アーム外に存在するバナジウム含有率xのアーム内に存在するバナジウム含有率yとの比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層が形成されている。そのため、耐食性および塗装密着性に優れる。
【0048】
本実施形態に係る表面処理鋼板の製造方法では、めっき工程において、流動状態のめっき浴に鋼板を浸漬させ、1秒以上30秒以下の時間電析を行い、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であるめっき層を形成する。これにより、めっき層の表面にクラックが発生しにくく、デンドライト状の柱状結晶を有するめっき層が得られ、耐食性および塗装密着性に優れた表面処理鋼板が得られる。
【0049】
さらに、めっき層の上に、さらに、樹脂皮膜、複合皮膜、着色塗膜層などの皮膜を形成した表面処理鋼板では、より耐食性、導電性、外観などの特性が優れる。
【図面の簡単な説明】
【0050】
【図1】本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の一例を示した概略図である。
【図2】本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の他の例を示した概略図である。
【図3A】実施例m23の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図3B】実施例m23の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図4A】比較例x3の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図4B】比較例x3の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図5A】比較例x2の表面処理銅板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図5B】比較例x2の表面処理銅板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図6A】比較例x1の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、上面から見た写真である。
【図6B】比較例x1の表面処理鋼板のめっき層の走査型電子顕微鏡写真であり、断面の写真である。
【図7】第5実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。
【図8A】第6実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。
【図8B】第6実施形態の変形例に係る表面処理鋼板を説明するための拡大断面図である。
【図8C】第6実施形態の他の変形例に係る表面処理鋼板を説明するための拡大断面図である。
【図9】曲げ加工性試験における折り曲げ加工を説明するための概略斜視図である。
【図10】絞り加工性試験におけるカップ状の成形体を示した概略斜視図である。
【発明を実施するための形態】
【0051】
以下、図面を参照して本発明を適用した実施形態について詳細に説明する。
「第1実施形態」
図1に示すめっき装置を用いて、本実施形態に係る表面処理鋼板の製造方法により本実施形態に係る表面処理鋼板を製造する場合を例に挙げて説明する。
【0052】
図1は、本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の一例を示した概略図である。図1において、符号1は鋼板を示し、符号2はめっき浴を示し、符号21はめっき槽を示し、符号3は陽極を示している。
本実施形態に係る表面処理鋼板の製造方法は、鋼板1の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を備えている。
【0053】
本実施形態において表面にめっき層の形成される鋼板1は、特に限定されない。例えば、極低炭素型(フェライト主体組織)、低炭素型(フェライト中にパーライトを含む組織)、2相組織型(例えば、フェライト中にマルテンサイトを含む組織、フェライト中にベイナイトを含む組織)、加工誘起変態型(フェライト中に残留オーステナイトを含む組織)、微細結晶型(フェライト主体組織)等、いずれの型の鋼板であっても良い。
【0054】
図1において、符号4、5は、鋼板1を図1における矢印の方向に移動させて、めっき浴2中に鋼板1を通板させるロールを示している。本実施形態においては、ロール4、5のうち、鋼板1の上部に配置されたロール4は、電源(不図示)と鋼板1とを電気的に接続する接続部材(コンダクタ)として機能する。鋼板1は、ロール4に電気的に接続されることにより、陰極とされている。
【0055】
本実施形態においては、めっき工程において図1に示すめっき槽21を用いる。めっき槽21は、鋼板1の上部に配置される上部槽21aと、鋼板1の下部に配置される下部槽21bとを有している。
図1に示すように、上部槽21a内および下部槽21b内の鋼板1に隣接する位置には、白金などからなる複数の陽極3が鋼板1との間に所定の間隔を空けて配置されている。各陽極3の鋼板1に対向する面は、鋼板1の表面と略平行となるように配置されている。各陽極3は、不図示の接続部材によって、電源(不図示)に電気的に接続されている。
【0056】
上部槽21a内および下部槽21b内は、めっき浴2で満たされている。図1に示すように、めっき槽21の上部槽21aと下部槽21bとの間には、面方向を略水平にして移動する鋼板1が配置されている。ロール4、5によってめっき槽21内を矢印の方向(紙面右方向)に通過している鋼板1は、上部槽21a内および下部槽21b内のめっき浴2に浸漬された状態となっている。したがって、本実施形態においては、ロール4、5によって鋼板1を移動させて、めっき浴2中で鋼板1を移動させることにより、鋼板1に対してめっき浴2が相対的に流動される流動状態となっている。
【0057】
図1に示すように、上部槽21aには、上部槽21aにめっき浴2を供給する上部供給用配管2aが上部槽21aの上面を貫通するように設けられている。上部供給用配管2aは、上部槽21a内において複数の外周分岐路2cと複数の中間分岐路2d(図1においては1つのみ図示)とに分岐されている。中間分岐路2dは、平面視で隣接する陽極3間に鋼板1の幅方向に沿って複数配置されており、両側の電極3(陽極)と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。外周分岐路2cは、平面視で陽極3とロール4との間に鋼板1の幅方向に沿って複数配置されており、電極3と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。
【0058】
上部槽21aには、めっき浴2を排出する排出口(不図示)が設けられており、ポンプを備える配管(不図示)を介して、上部供給用配管2aと接続されている。したがって、上部槽21aでは、めっき浴2は、上部供給用配管2aから供給される。その後、排出口から排出され、ポンプによって、配管を介して再び上部供給用配管2aから供給されて循環される。
【0059】
下部槽21bには、下部槽21bにめっき浴2を供給する下部供給用配管2bが下部槽21bの下面を貫通するように設けられている。下部供給用配管2bは、下部槽21b内において複数の外周分岐路2eと複数の中間分岐路2f(図1においては1つのみ図示)とに分岐されている。中間分岐路2fは、平面視で隣接する陽極3間に鋼板1の幅方向に沿って複数配置されており、両側の電極3と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。外周分岐路2eは、平面視で陽極3とロール5との間に鋼板1の幅方向に沿って複数配置されており、電極3と鋼板1との間に向かってめっき浴2を供給する開口部を備えている。
【0060】
下部槽21bには、めっき浴2を排出する排出口(不図示)が設けられており、ポンプを備える配管(不図示)を介して、下部供給用配管2bと接続されている。したがって、下部槽21bでは、めっき浴2は、下部供給用配管2bから供給される。その後、排出口から排出され、ポンプによって、配管を介して再び下部供給用配管2bから供給されて循環される。
【0061】
図1に示すめっき装置には、電極3は4つ配置されているが、電極3の数はいくつであってもよい。電極3の数は、めっき槽21、鋼板1、電極3の大きさや、上部供給用配管2aおよび下部供給用配管2bの配置、めっき槽21内のめっき浴2の平均流速等に応じて適宜決定できる。上部供給用配管2aおよび下部供給用配管2bの配置や形状も、電極3の形状や、めっき槽21内のめっき浴2の平均流速等に応じて適宜変更できる。
【0062】
本実施形態のめっき工程は、めっき浴が循環させた流動状態でかつ、めっき浴2中で鋼板1を移動させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態のめっき浴2に、鋼板1を浸漬させて、前記めっき浴中の電流密度を20〜150A/dm2として、1秒以上30秒以下の時間電析を行い、亜鉛とバナジウムとを含むめっき層を形成する工程である。
本実施形態においては、このめっき工程を行うことにより、鋼板1の表面に、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下のデンドライト状の柱状結晶(一次アーム及び二次アーム)を有するめっき層を形成する。
【0063】
本実施形態のめっき工程においては、循環させた流動状態のめっき浴2でかつ、めっき浴2中に鋼板1を通過させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態のめっき浴2に、鋼板1を浸漬させる。そのため、鋼板1と電極3との間に十分にイオンが供給される。その結果、めっき工程を行うことにより、鋼板の厚み方向に成長された複数のデンドライト状のアームを有し、アーム外に存在するバナジウム含有率xのアーム内に存在するバナジウム含有率yに対する比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層を有する表面処理鋼板が得られる。
【0064】
本実施形態においては、鋼板1と電極3との間に十分かつ均一にイオンを供給するために、図1に示すめっき槽21のめっき浴2のように、循環させた流動状態のめっき浴2でかつ、めっき浴2中で鋼板1を移動させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態のめっき浴2に鋼板1を浸漬させることが好ましい。しかしながら、図1に示すめっき槽21のめっき浴2は、めっき浴2中で鋼板1を移動させることにより鋼板1に対してめっき浴2が相対的に流動される流動状態であるので、めっき浴2を循環させなくても鋼板1と電極3との間に十分にイオンを供給できる。
【0065】
本実施形態においては、めっき工程によって形成されためっき層のバナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、十分な耐食性を有する表面処理鋼板が得られる。
めっき層のバナジウム含有率は、耐食性および塗装密着性をより一層向上させるために2%以上であることが好ましい。めっき層と鋼板1との間で良好な密着性を得るため、めっき層のバナジウム含有率は、20%以下とする。より好ましくは、15%以下である
【0066】
めっき層の目付け量は、3g/m2以上とするが、耐食性および塗装密着性をより一層向上させる場合には、5g/m2以上であることが好ましい。めっき層の目付け量は、40g/m2以下であることが好ましく、15g/m2以下であることがより好ましい。めっき層の目付け量が、40g/m2以下である場合、製造コストが増大するばかりか、めっき密着性(パウダリング性)が劣化する。さらに、15g/m2以下である場合、従来の電気亜鉛めっき(通常、20g/m2程度である)等と比較して析出させる金属量が少なくて済み、めっき層を形成するための金属コストや電力コストの観点から経済的に優れている。
【0067】
本実施形態で得られるめっき層は、亜鉛中にバナジウム元素が酸化物としてデンドライト状に存在することで黒色の外観を呈する。したがって、本実施形態の表面処理鋼板を、例えば、黒色の外観を有する製品の材料として用いる場合に、好ましい外観を有する。また、黒色の外観を得るために塗膜を塗布する場合、塗膜の厚みを低減できる。なお、めっき層の色は、バナジウム含有率が多いほど黒くなり、L*値が低くなる。
【0068】
めっき工程においては、十分な目付量を得るため、電析時間を1秒以上行う。一方、生産性を害さないという観点で、電析時間は30秒以下とする。好ましくは、1秒以上15秒以下である。
また、めっき工程においては、電流密度を20〜150A/dm2とする。電流密度を上記範囲内とすることで、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下である本実施形態のめっき層を容易に形成できる。電流密度が20A/dm2未満であると、所定のバナジウム含有率および/または目付け量を確保しにくくなる。電流密度が150A/dm2を超えると、めっき層と鋼板1との間の密着性が低下する恐れがある。
【0069】
本実施形態では、流動状態のめっき浴2に鋼板1を浸漬させてめっき層を形成するので、充分に高いバナジウム含有率を確保するためには、めっき浴を静止状態および攪拌状態で鋼板表面に接触させた場合と比較して、電流密度を高くする必要がある。これは、流動状態のめっき浴2に鋼板1を浸漬させた場合、めっき浴2から鋼板1の表面に均等に連続的にイオンが供給されるため、静止状態および攪拌状態と比較してめっき層にバナジウムが取り込まれにくいためである。
【0070】
めっき工程においては、めっき槽21内のめっき浴2の平均流速が20〜300m/minの範囲であることが好ましく、40〜200m/minの範囲であることがより好ましい。めっき浴2の平均流速が20〜300m/minの範囲内である場合、めっき層におけるクラックの発生を、より効果的に防止できる。めっき浴2の平均流速が上記範囲未満であると、めっき浴2を循環させて流動状態とすることによる効果が不十分となる恐れがある。また、めっき浴2の平均流速が上記範囲を超えると、めっき浴2から鋼板1の表面へのイオンの供給に支障をきたす恐れがある。
【0071】
めっき工程においては、めっき浴2は、V化合物およびZn化合物を含む。めっき浴2には、V化合物およびZn化合物に加えて、必要に応じて、H2SO4やNaOHなどのpH調整剤、NiSO4・6H2OなどのNi化合物などV化合物とZn化合物ではない他の金属化合物、めっき浴2の導電性を安定させるNa2SO4などの添加剤を添加してもよい。しかしながら、めっき浴2は、デンドライトの柱状結晶を確実に生成するため、硝酸イオン含有量を0.0005mol/l未満に制限する。
めっき浴2に用いられるZn化合物としては、金属Zn、ZnSO4・7H2O、ZnCO3などが挙げられる。これらは単独で用いてもよく、2種類以上を併用しても良い。
めっき浴2に用いられるV化合物としては、メタバナジン酸アンモン(V)、メタバナジン酸カリウム(V)、メタバナジン酸ソーダ(V)、VO(C5H7O2)2(バナジルアセチルアセトネート(IV))、VOSO4・5H2O(硫酸バナジル(IV))などが挙げられる。これらは単独で用いてもよく、2種類以上を併用しても良い。
【0072】
めっき浴2は、V化合物およびZn化合物として、Zn2+と、VO2+または、V4+とを含むことが好ましい。
めっき浴2が、VO2+または、V4+をいずれか、もしくは両方含む場合、めっき浴2中にこれらを合計で0.01mol/l以上1.0mol/l未満含有させる。VO2+または、V4+を上記範囲内で含むめっき浴2を用いることで、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であるめっき層を容易に形成できる。めっき浴2に含まれるVO2+または、V4+の含有量が上記範囲未満である場合、鋼板1の厚み方向に複数のデンドライト状の柱状結晶12が成長しにくくなり、バナジウム含有率が低下する。また、めっき浴2に含まれるVO2+または、V4+の含有量が上記範囲を超えると、高価なバナジウムをめっき浴2中に多く使用することになるため経済的に不利となる。
めっき浴2が、Zn2+を含む場合、Zn2+を0.1〜1.5mol/l含むことが好ましく、0.35〜1.2mol/l含むことがより好ましい。
【0073】
また、めっき浴2中には、ナトリウムイオンを0.1mol/l以上含むことが好ましい。この場合、めっき浴2の導電性を高める事ができ、本実施形態のめっき層を容易に形成できる。ただし、4.0mol/l以上とすると、ナトリウムイオンを過剰に含む場合、ナトリウムイオンがめっき浴中に溶解して存在せず、沈殿することがあるため、望ましくない。
めっき浴2がNi化合物を含む場合、めっき浴2中にニッケルイオンを0.01mol/l以上含むことが好ましい。この場合、バナジウムが析出しやすくなり、本実施形態のめっき層を容易に形成できる。ただし、1.0mol/l以上とすることは、表面処理鋼板の耐食性やめっき密着性が劣化することが懸念されるため望ましくない。
【0074】
めっき浴2の温度は、特に限定されないが、本実施形態のめっき層を容易に効率よく形成するために、40〜60℃の範囲であることが好ましい。また、めっき浴2のpHは、デンドライト状の柱状結晶を有し、上記バナジウム含有率および目付け量である本実施形態のめっき層を容易に形成するために、1〜5の範囲であることが好ましく、1.5〜4の範囲であることがより好ましい。
【0075】
このめっき層の表面粗度は、JIS B 0601:2001で規定される中心線平均粗さRaで1.0μm以上、4.0μm以下とすることが望ましい。従来ではめっき層の表面粗度を下げることにより耐食性が確保されると考えられてきたが、本発明ではめっき層に十分な耐食性が備えられるため、Raが1.0μm以上の高粗度なめっき層としても、耐食性が劣化しない。さらに、めっき層の表面粗度を高粗度することにより、後に皮膜を形成した場合の導電性を確保できるばかりか、加工密着性も向上させることができる。一方で、Raが4.0μmを超えるとロールコーターのゴムやパスロールが削れ、製品にゴミとして付着する虞があるため、上限を4.0μmとする。なお、より好ましくは、1.1μm以上3.0μm以下である。
【0076】
本実施形態において形成された表面処理鋼板のめっき層の結晶構造について、図面を用いて説明する。図3A、図3Bは、本実施形態に係る表面処理鋼板の一例のめっき層の走査型電子顕微鏡写真である。図3Aは上面から見た写真であり、図3Bは、断面の写真である。
【0077】
めっき層11は、図3Aおよび図3Bに示すように、鋼板1に達するクラック(隙間)がなく、鋼板1の厚み方向に成長された微細で緻密な複数のデンドライト状の柱状結晶12(アーム)を有している。各柱状結晶12は、鋼板1の表面から厚み方向だけでなく、鋼板1の面方向にも成長している。したがって、柱状結晶12のうちの少なくとも一部は、図3Bに示すように、鋼板1に接する基部12aでは分離され、鋼板1から離れた部分12bでは隣接する柱状結晶12と一体化された形状となっている。
【0078】
隣接する柱状結晶12間、すなわちめっき層中でかつアーム外には、柱状結晶12を縁取るように、柱状結晶12内、すなわちアーム内(図3Bにおける薄い灰色部分)と比較してバナジウム含有量の多い領域13(図3Bにおける濃い灰色部分)が形成されている。アーム外に存在するバナジウム含有率xの、アーム内に存在するバナジウム含有率yに対する比であるx/yは、バナジウム元素換算で1.1以上である。耐食性の観点では、上記の比x/yは、1.2以上であることがより好ましい。x/yが3.0を超えるような場合、Vを過大に添加する必要があり、高コストとなるため、望ましくない。上記の比x/yが1.2〜2.0の範囲である場合、低コストで、より優れた耐食性が得られる。
【0079】
本実施形態に係る表面処理鋼板においては、図3Aおよび図3Bに示すように、鋼板1の厚み方向に成長された微細で緻密な複数のデンドライト状の柱状結晶12を有する。そして、柱状結晶12のうちの少なくとも一部が、基部12aでは分離され、鋼板1から離れた部分12bでは隣接する柱状結晶12と一体化された形状を有するめっき層11が形成され、優れた塗装密着性を有している。これは、柱状結晶12がアンカー効果として機能しているためと推定される。
本実施形態においては、図3Aおよび図3Bに示すように、鋼板1に達するクラック(隙間)がなく、隣接する柱状結晶12間(アーム外)に柱状結晶12内(アーム内)と比較してバナジウム含有量の多い領域13が形成されている。従って、バナジウムを含有させることによる耐食性を向上させる効果が、より効果的に発揮されると推定される。
【0080】
また、本実施形態においては、めっき層11が、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、鋼板1の厚み方向に成長された複数のデンドライト状の柱状結晶12を有する。本実施形態において形成されためっき層は、100℃で測定した波数600〜3000cm−1の領域における放射率が0.30以上である。
放射率は一定温度では物体の吸収率と同じになるので、放射率の高いものは熱吸収性も高くなる。めっき層11の上記放射率は、熱吸収性効果および放熱効果を十分に得るために、0.30以上であることが好ましく、0.60以上であることがより好ましい。
【0081】
めっき層11のバナジウム含有率が1%未満である場合または目付け量が3g/m2未満である場合、上記の放射率が0.30未満になりやすくなる。めっき層11の上記の放射率が0.30未満であると、熱吸収性効果および放熱効果が十分に得られない場合がある。
なお、波数600cm−1未満、もしくは、3000cm−1超の波数領域の放射線吸収は、表面処理鋼板の熱吸収性に与える影響および温度低下効果が非常に小さいため、これらの波数領域の放射線を含めた放射率は不適である。また、放射率を測定する温度は、家電製品に使用されるICチップ等の電子回路の稼働温度を考慮して100℃とした。
【0082】
本実施形態の表面処理鋼板は、鋼板1の表面に、100℃で測定した波数600〜3000cm−1の領域における放射率が0.30以上であるめっき層11が形成されているので、外部からの熱をよく吸収しかつ効率よく放熱できるものとなり、例えば、電子部品の放熱板として好適に利用できる。
【0083】
「第2実施形態」
図2に示すめっき装置を用いて、第2実施形態に係る表面処理鋼板及びその製造方法について説明する。
図2は、本実施形態に係る表面処理鋼板の製造方法において用いられるめっき装置の他の例を示した概略図である。図2において、符号10は鋼板、符号32はめっき浴、符号22はめっき槽、符号23は陽極を示している。
【0084】
図2に示す鋼板10は、めっき槽22の平面形状よりも小さい平面形状を有する。鋼板10は特に限定されず、第1実施形態において用いた鋼板1と同様の材料からなるものなどを用いることができる。
めっき浴32としては、第1実施形態において用いためっき浴2と同様のものを用いることができる。
【0085】
本実施形態においては、図2に示すめっき槽22を用いて、鋼板10の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を行う。めっき槽22の対向する一方の側面32aには、排出口32cが設けられている。他方の側面32bには、供給口32dが設けられている。図2に示すように、排出口32cと供給口32dとは、配管32eによって接続されており、配管32eには、ポンプPが接続されている。
図2に示すように、めっき槽22の底部には、白金などからなる陽極23が配置されている。めっき槽22内は、めっき浴32で満たされており、めっき浴32には、陰極である鋼板10が面方向を略水平に配置して浸漬されている。
【0086】
本実施形態のめっき工程は、図2に示すように、めっき槽22の排出口32cからめっき浴32を排出し、ポンプPによって配管32eを介して供給口32dからめっき浴32を供給して循環させてなる流動状態のめっき浴32に、鋼板10を浸漬させて、亜鉛とバナジウムとを含むめっき層を形成する工程である。
本実施形態においても、めっき工程を行うことにより、鋼板10の表面に、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下のデンドライト状の柱状結晶を有するめっき層が形成される。
【0087】
本実施形態のめっき工程においては、循環させた流動状態のめっき浴32に、鋼板10を浸漬させるので、鋼板10と電極(陽極)23との間に十分にイオンが供給される。その結果、めっき工程を行うことにより、鋼板10の厚み方向に成長された複数のデンドライト状のアーム(柱状結晶)を有し、アーム外(隣接する柱状結晶間)に存在するバナジウム含有率xのアーム内(柱状結晶内)に存在するバナジウム含有率yに対する比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層を有する表面処理鋼板が得られる。
【0088】
第1実施形態および第2実施形態のように、循環させた流動状態のめっき浴に鋼板を浸漬させる場合には、第1実施形態のめっき槽21のめっき浴2のように、鋼板1に対してめっき浴2が相対的に流動される流動状態とされていてもよく、第2実施形態のようにめっき浴中で鋼板を移動させなくてもよい。第2実施形態においては、循環させた流動状態のめっき浴32とされているので、鋼板に対してめっき浴が相対的に流動され、鋼板10と電極23との間に十分にイオンを供給できる。
【0089】
以下、「第3実施形態」から「第6実施形態」において、上記の第1実施形態または第2実施形態で得られた表面処理鋼板のめっき層の上面に、更に皮膜を1層以上形成させた例について説明する。
【0090】
「第3実施形態」
第1実施形態または第2実施形態で得られた亜鉛とバナジウムとを含むめっき層を有する表面処理鋼板に、樹脂皮膜を形成させた表面処理鋼板について説明する。なお、この樹脂皮膜について、本実施形態に係る樹脂皮膜と言う場合がある。また、本実施形態で用いた表面処理鋼板が有するめっき層について、本実施形態に係るめっき層と言う場合がある。
本実施形態に係る樹脂皮膜(A)は、本実施形態に係るめっき層の上面に、樹脂皮膜(A)が1層以上形成されている。これら複数の樹脂皮膜(A)の少なくとも1層の厚みは0.5〜5.0μmが望ましい。従来では、皮膜の薄膜化、及びめっき層の高粗度化は、耐食性の劣化を招くと考えられてきた。しかしながら、上述したように、本実施形態に係るめっき層は、非常に高い耐食性を有しているため、めっき層が高粗度であっても、上述の皮膜の厚みで、十分な耐食性を確保することができる。さらに、本実施形態に係るめっき層は高粗度であるため、上述の皮膜厚みで十分な導電性を確保することができる。耐食性の観点から、樹脂皮膜(A)の厚みを0.5μm以上とすることがより好ましく、1.0μm以上とすることがよりさらに好ましい。また、導電性の観点から、樹脂皮膜(A)の厚みを5.0μm以下とすることがより好ましく、4.0μm以下とすることがさらに好ましい。
【0091】
上記樹脂皮膜(A)は、水溶性樹脂のほか、本来水不溶性でありながらエマルジョンやサスペンジョンのように水中に微分散された状態になりうる樹脂(水分散性樹脂)を含めて言う。
【0092】
上記樹脂皮膜(A)の種類としては、特に限定されない。例えば、ポリエステル系樹脂、ポリウレタン樹脂、アクリル系樹脂、エポキシ系樹脂、ポリオレフィン樹脂、及びこれらの変成樹脂からなる群より選択される少なくとも1種以上を用いてよい。
【0093】
上記ポリエステル系樹脂としては特に限定されない。例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1、6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と無水フタル酸、イソフタル酸、テレフタル酸、無水コハク酸、アジピン酸、セバシン酸、無水マレイン酸、イタコン酸、フマル酸、無水ハイミック酸等の多塩基酸とを脱水縮合させ、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を用いることができる。
【0094】
上記ポリウレタン樹脂としては特に限定されない。例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1、6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類とヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させ、さらにジアミン等で鎖延長し、水分散化させて得られるもの等を用いることができる。
【0095】
上記アクリル樹脂としては特に限定されない。例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アクリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを用いることができる。また、上記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ吉草酸、アゾビスイソブチロニトリル等のアゾ化合物等を使用することができる。
【0096】
上記エポキシ樹脂としては特に限定されない。例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、水素添加ビスフェノールA型エポキシ樹脂、水素添加ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、ノボラック型エポキシ樹脂等のエポキシ樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物と反応させ、有機酸又は無機酸で中和して得られるものや上記エポキシ樹脂の存在下で、高酸価アクリル樹脂をラジカル重合したのち、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0097】
上記ポリオレフィン樹脂としては特に限定されない。例えば、エチレンとメタクリル酸、アクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸等の不飽和カルボン酸とを高温高圧下でラジカル重合したのち、アンモニアやアミン化合物、KOH、NaOH、LiOH等の金属化合物あるいは上記金属化合物を含有するアンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を用いることができる。
【0098】
また、上記樹脂皮膜(A)の種類として、フェノール樹脂を用いることができる。
なお、フェノール樹脂としては特に限定されない。例えば、フェノール、レゾルシン、クレゾール、ビスフェノールA、パラキシリレンジメチルエーテル等の芳香族類とホルムアルデヒドとを反応触媒の存在下で付加反応させたメチロール化フェノール樹脂等のフェノール樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物類と反応させ、有機酸又は無機酸で中和することによって得られるもの等を用いることができる。
【0099】
本実施形態に係る樹脂皮膜は、金属酸化物粒子と、潤滑剤とを含有することが望ましい。その場合、金属酸化物粒子(B)の含有量は、樹脂皮膜(A)の固形分100質量%に対して、5〜50質量%とする。5質量%未満の場合、耐食性の向上効果が小さい。一方、50質量%を超える量では樹脂系皮膜が脆くなり加工部耐食性の向上効果が小さい。
【0100】
上記金属酸化物粒子(B)の種類としては、特に限定されない。例えば、Si、Ti、Al及びZrからなる群より選択される少なくとも一種の金属元素からなるものが挙げられ、更に具体的には、シリカ粒子、チタニア粒子、アルミナ粒子、ジルコニア粒子等を用いることができる。上記金属酸化物粒子(B)としては、平均粒子径が1〜300nm程度のものが好適である。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0101】
また、上記の潤滑剤(H)の含有量は樹脂皮膜(A)の固形分100質量%に対して0.1〜30質量%とすることが望ましい。0.1%未満の場合、加工性向上効果が小さく、30%を超える量では耐食性の向上効果が得られない場合がある。
【0102】
上記潤滑剤(H)を上記の通り含有することで樹脂系皮膜の潤滑性が向上する。その結果、プレス成形時の加工性向上、金型や取り扱い等による疵入り防止、成形品やコイル輸送時の摩耗傷防止に対して効果がある。
【0103】
上記潤滑剤(H)としては特に限定されない。公知のフッ素系、炭化水素系、脂肪酸アミド系、エステル系、アルコール系、金属石鹸系及び無機系等の潤滑剤を用いることができる。加工性向上のための潤滑添加物の選択基準としては、添加した潤滑剤が成膜した樹脂膜に分散して存在するよりも樹脂膜表面に存在するような物質を選択することが、成型加工物の表面と金型の摩擦を低減させ潤滑効果を最大限発揮させる点から効果的である。潤滑剤が成膜した樹脂膜に分散して存在する場合、表面摩擦係数が高く樹脂膜が破壊され易く粉状物質が剥離堆積してパウダリング現象と言われる外観不良及び加工性低下を生じる。樹脂膜表面に存在するような物質としては、樹脂に相溶せずかつ表面エネルギーの小さいものが選ばれる。
【0104】
上記潤滑剤(H)としてポリオレフィンワックスを使用すると、表面の動摩擦係数が低下し、加工性が大きく向上し、加工後の耐食性も良好にするためより好ましい。このワックスとしては、パラフィン、マイクロクリスタリンまたはポリエチレン等の炭化水素系のワックスがある。なお、加工時には、素材の変形熱と摩擦熱によって皮膜温度が上昇するため、ワックスの融点は70〜160℃がより好ましい。70℃未満では加工時に軟化溶融して潤滑剤としての優れた特性が発揮されない場合がある。また、160℃を超える融点のものは、硬い粒子が表面に存在することとなり摩擦特性を低下させるので高度の成形加工性は得られない場合がある。
【0105】
これらのワックスの粒子径は、0.1〜5μmがより好ましい。5μmを超えるものは固体化したワックスの分布が不均一となったり、樹脂系皮膜からの脱落が生じる可能性がある。また、0.1μm未満の場合は、加工性が不十分な場合がある。
【0106】
本実施形態に係る樹脂皮膜(A)は、更に、リン酸化合物(C)を含有することが好ましい。上記リン酸化合物(C)を含有させた場合、めっき層表面にリン酸塩層が形成され、不動態化するため耐食性が向上する。
【0107】
上記リン酸化合物(C)としては、例えば、オルトリン酸、メタリン酸、ピロリン酸、三リン酸、四リン酸等のリン酸類及びそれらの塩;アミノトリ(メチレンホスホン酸)、1−ヒドロキシエチリデン−1、1−ジホスホン酸、エチレンジアミンテトラ(メチレンホスホン酸)、ジエチレントリアミンペンタ(メチレンホスホン酸)等のホスホン酸類及びそれらの塩;フィチン酸等の有機リン酸類及びそれらの塩等を挙げることができる。塩類のカチオン種としては特に制限されず、例えば、Cu、Co、Fe、Mn、Sn、V、Mg、Ba、Al、Ca、Sr、Nb、Y、Ni及びZn等である。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0108】
上記リン酸化合物(C)は、上記樹脂皮膜(A)の固形分100質量%に対して、0.01〜20質量%含有することが好ましい。0.01質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合があり、20質量%を超える量では樹脂系皮膜が脆くなり加工部の耐食性の向上効果が得られない場合がある。
【0109】
本実施形態に係る樹脂皮膜(A)には、更に、シランカップリング剤、架橋性ジルコニウム化合物及び架橋性チタン化合物からなる群から選択される少なくとも1種の架橋剤(D)を含有することが好ましい。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0110】
上記シランカップリング剤、架橋性ジルコニウム化合物及び架橋性チタン化合物からなる群から選択される少なくとも1種の架橋剤(D)を含有させた場合、めっき層と樹脂皮膜(A)との密着性を更に向上させる。
【0111】
上記シランカップリング剤としては、特に限定されない。例えば、信越化学工業、日本ユニカー、チッソ、東芝シリコーン等から販売されているビニルトリメトキシシラン、ビニルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、γ−アミノプロピルエトキシシラン、N−〔2−(ビニルベンジルアミノ)エチル〕−3−アミノプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、γ−メタクリロキシプロピルトリエトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、2−(3、4−エポキシシクロヘキシル)エチルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルトリエトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルメチルジメトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン、γ−メルカブトプロピルトリメトキシシラン等を用いることができる。上記シランカップリング剤は、単独で用いてもよく、2種以上を併用してもよい。
【0112】
上記架橋性ジルコニウム化合物としては、カルボキシル基や水酸基と反応しうる官能基を複数個有するジルコニウム含有化合物であれば特に限定されない。ただし、水又は、有機溶剤に可溶である化合物が好ましく、水溶性のジルコニウム化合物であることがより好ましい。このような化合物としては例えば、炭酸ジルコニルアンモニウムがある。
【0113】
上記架橋性チタン化合物としては、カルボキシル基や水酸基と反応しうる官能基を複数個有するチタン含有化合物であれば特に限定されない。例えばジプロポキシ・ビス(トリエタノールアミナト)チタン、ジプロポキシ・ビス(ジエタノールアミナト)チタン、プロポキシ・トリス(ジエタノールアミナト)チタン、ジブトキシ・ビス(トリエタノールアミナト)チタン、ジブトキシ・ビス(ジエタノールアミナト)チタン、ジプロポキシ・ビス(アセチルアセトナト)チタン、ジブトキシ・ビス(アセチルアセトナト)チタン、ジヒドロキシ・ビス(ラクタト)チタンモノアンモニウム塩、ジヒドロキシ・ビス(ラクタト)チタンジアンモニウム塩、プロパンジオキシチタンビス(エチルアセトアセテート)、オキソチタンビス(モノアンモニウムオキサレート)、イソプロピルトリ(N−アミドエチル・アミノエチル)チタネート等を用いることができる。上記架橋剤は、単独で用いてもよく、2種以上を併用してもよい。
【0114】
上記シランカップリング剤、架橋性ジルコニウム化合物及び架橋性チタン化合物からなる群から選択される少なくとも1種の架橋剤(D)を含有させる場合、水性樹脂(A)の固形分100質量%に対して0.1〜50質量%とすることが好ましい。0.1質量%未満の場合、含有量が少なく密着性の向上効果が得られない場合があり、50質量%を超える量では水性組成物の安定性が低下する場合がある。
【0115】
本実施形態に係る樹脂皮膜(A)には、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(E)を含有することが好ましい。これらの架橋剤は単独で使用してもよいし、2種以上を併用してもよい。
【0116】
上記アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(E)を含有させた場合、架橋密度が大きくなり樹脂系皮膜のバリア性が向上し、耐食性を更に向上させる。
【0117】
上記アミノ樹脂としては特に限定されない。例えば、メラミン樹脂、ベンゾグアナミン樹脂、尿素樹脂、グリコールウリル樹脂等を用いることができる。
【0118】
上記ポリイソシアネート化合物としては特に限定されない。例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート等を用いることができる。また、そのブロック化物は、上記ポリイソシアネート化合物のブロック化物である。
【0119】
上記エポキシ化合物は、オキシラン環を複数個有する化合物であれば特に限定されない。例えば、アジピン酸ジグリシジルエステル、フタル酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、ソルビタンポリグルシジルエーテル、ペンタエリスリトールポリグリシジルエーテル、グリセリンポリグリシジルエーテル、トリメチルプロパンポリグリシジルエーテル、ネオペンチルグリコールポリグリシジルエーテル、エチレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、プロピレンレングリコールジグリシジルエーテル、ポリプロピレンレングリコールジグリシジルエーテル、2,2−ビス−(4’−グリシジルオキシフェニル)プロパン、トリス(2,3−エポキシプロピル)イソシアヌレート、ビスフェノールAジグリシジルエーテル、水素添加ビスフェノールAジグリシジルエーテル等を用いることができる。
【0120】
上記カルボジイミド化合物としては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネート等のジイソシアネート化合物の脱二酸化炭素を伴う縮合反応によりイソシアネート末端ポリカルボジイミドを合成した後、更にイソシアネート基との反応性を有する官能基を持つ親水性セグメントを付加した化合物等がある。
【0121】
上記アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(E)は樹脂皮膜(A)の固形分100質量%に対して0.1〜50質量%含有することが好ましい。0.1質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合があり、50質量%を超える量では樹脂皮膜が脆くなり加工部の耐食性向上効果が得られない場合がある。
【0122】
本実施形態に係る樹脂皮膜(A)には、更に、バナジウム化合物、タングステン化合物及びモリブデン化合物からなる群より選択される少なくとも1種(F)を含有してもよい。これらは、単独で用いてもよく、2種以上を併用してもよい。
【0123】
上記バナジウム化合物、タングステン化合物及びモリブデン化合物からなる群より選択される少なくとも1種(F)を含有することで、本実施形態に係る樹脂皮膜の耐食性が向上する。
【0124】
上記バナジウム化合物としては特に限定されない。従来公知のバナジウム含有化合物を用いることができ、例えば、バナジウム酸及びバナジウム酸アンモニウム、バナジウム酸ナトリウム等のバナジウム酸塩、リンバナジウム酸及びリンバナジウム酸アンモニウム等のリンバナジウム酸塩等を用いることができる。
【0125】
上記タングステン化合物としては特に限定されない。従来公知のタングステン含有化合物を用いることができ、例えば、タングステン酸及びタングステン酸アンモニウム、タングステン酸ナトリウム等のタングステン酸塩、リンタングステン酸及びリンタングステン酸アンモニウム等のリンタングステン酸塩等を用いることができる。
【0126】
上記モリブデン化合物としては特に限定されない。従来公知のモリブデン含有化合物を用いることができ、例えば、モリブデン酸塩等を用いることができる。上記モリブデン酸塩は、その骨格、縮合度に限定はなく、例えば、オルトモリブデン酸塩、パラモリブデン酸塩、メタモリブデン酸塩等を挙げることができる。また、単塩、複塩等のすべての塩を含み、複塩としてはリン酸モリブデン酸塩等を用いることができる。
【0127】
上記バナジウム化合物、タングステン化合物及びモリブデン化合物からなる群より選択される少なくとも1種(F)を含有させる場合、樹脂皮膜(A)の固形分100質量%に対して合計で0.01〜20質量%とすることが好ましい。0.01質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合がある。一方、20質量%を超える量では樹脂系皮膜が脆くなり加工部の耐食性向上効果が得られない場合がある。
【0128】
本実施形態に係る樹脂皮膜(A)には、更に、ポリフェノール化合物(G)を含有してもよい。
【0129】
上記ポリフェノール化合物(G)を含有することで樹脂系皮膜の耐食性や後塗装用途等に使用される場合の後塗装皮膜の密着性が向上する。
【0130】
上記ポリフェノール化合物(G)は、ベンゼン環に結合したフェノール性水酸基を2以上有する化合物又はその縮合物である。上記ベンゼン環に結合したフェノール性水酸基を2以上有する化合物としては、例えば、没食子酸、ピロガロール、カテコール等がある。ベンゼン環に結合したフェノール性水酸基を2以上有する化合物の縮合物としては特に限定されず、例えば、通常タンニン酸と呼ばれる植物界に広く分布するポリフェノール化合物等を用いることができる。タンニン酸は、広く植物界に分布する多数のフェノール性水酸基を有する複雑な構造の芳香族化合物の総称である。上記タンニン酸は、加水分解性タンニン酸でも縮合型タンニン酸でもよい。上記タンニン酸としては特に限定されない。例えば、ハマメリタンニン、カキタンニン、チャタンニン、五倍子タンニン、没食子タンニン、ミロバランタンニン、ジビジビタンニン、アルガロビラタンニン、バロニアタンニン、カテキンタンニン等を用いることができる。
【0131】
上記タンニン酸としては、市販のもの、例えば、「タンニン酸エキスA」、「Bタンニン酸」、「Nタンニン酸」、「工用タンニン酸」、「精製タンニン酸」、「Hiタンニン酸」、「Fタンニン酸」、「局タンニン酸」(いずれも大日本製薬株式会社製)、「タンニン酸:AL」(富士化学工業株式会社製)等を使用することもできる。上記ポリフェノール化合物は単独で使用しても良く、2種以上を併用してもよい。
【0132】
上記ポリフェノール化合物(G)は、樹脂皮膜(A)の固形分100質量%に対して0.1〜50質量%含有することが好ましい。0.1質量%未満の場合、含有量が少なく耐食性の向上効果が得られない場合があり、50質量%を超える量では水性組成物の安定性が低下する場合がある。
【0133】
本実施形態に係る樹脂皮膜には、更に、他の添加剤が配合されていてもよい。例えば、顔料を配合してもよい。上記顔料としては、例えば、酸化チタン(TiO2)、酸化亜鉛(ZnO)、炭酸カルシウム(CaCO3)、硫酸バリウム(BaSO4)、アルミナ(Al2O3)、カオリンクレー、カーボンブラック、酸化鉄(Fe2O3、Fe3O4)等の無機顔料や、有機顔料等の各種着色顔料等を用いることができる。
【0134】
上記樹脂皮膜(A)の被覆方法は、樹脂皮膜(A)の原料である水性組成物をめっき鋼板表面に塗布して皮膜を形成する。塗布方法は特に限定されない。例えば、一般に使用されるロールコート、エアスプレー、エアレススプレー、浸漬等を適宜採用することができる。皮膜の硬化性を高めるために、あらかじめ被塗物を加熱しておくか、被覆後に被塗物を熱乾燥させることが好ましい。熱乾燥方法としては、熱風、誘導加熱、近赤外、遠赤外等のいずれの方法でもよいし、併用してもよい。熱乾燥させる場合、被塗物の加熱温度は50〜250℃、好ましくは70〜220℃である。加熱温度が50℃未満では、水分の蒸発速度が遅く充分な成膜性が得られず、耐食性が低下する場合がある。一方、250℃を超えると樹脂の熱分解が生じて耐食性が低下するとともに、黄変等により外観が悪くなる。被覆後に熱乾燥させる場合の乾燥時間は1秒〜5分が好ましい。また、樹脂が電子線や紫外線で硬化するものであればこれらの照射による硬化でもよいし、熱乾燥との併用であってもよい。
【0135】
「第4実施形態」
上記の第1実施形態または第2実施形態で得られた表面処理鋼板のめっき層の上面に、更に、シランカップリング剤(I)を含む有機ケイ素化合物(W)を含有する水系金属表面処理剤を塗布し乾燥することにより得られる皮膜を1層以上形成させた。
【0136】
なお、この皮膜について、本実施形態に係る皮膜という場合がある
本実施形態において水系金属表面処理剤の必須成分である有機ケイ素化合物(W)は、分子中にアミノ基を1つ以上含有するシランカップリング剤(I)と、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)を配合して得ることができる。シランカップリング剤(I)とシランカップリング剤(J)の配合比率としては、固形分質量比〔(I)/(J)〕で0.5〜1.7であることが好ましく、0.7〜1.7がより好ましく、0.9〜1.1であることが最も好ましい。固形分質量比〔(I)/(J)〕が0.5未満であると、耐指紋性および浴安定性、耐黒カス性が著しく低下するため好ましくない。逆に1.7を超えると、耐水性が著しく低下するため好ましくない。
【0137】
また、本実施形態における前記分子中にアミノ基を1つ以上含有するシランカップリング剤(I)としては、特に限定するものではない。例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシランなどを例示することができ、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)としては、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシランなどを用いることができる。
【0138】
また、本実施形態において有機ケイ素化合物(W)の製造方法は、特に限定するものではないが、pH4に調整した水に、前記シランカップリング剤(I)と、前記シランカップリング剤(J)とを順次添加し、所定時間攪拌する方法が挙げられる。
【0139】
また、有機ケイ素化合物(W)において、分子内に式−SiR1R2R3(式中、R1、R2及びR3は互いに独立に、アルコキシ基又は水酸基を表し、少なくとも1つはアルコキシ基を表す)で表される官能基(a)を2個以上と、水酸基(官能基(a)に含まれ得るものとは別個のもの)およびアミノ基から選ばれる少なくとも1種の親水性官能基(b)を1個以上含有する官能基(a)の数は2個以上であることが好ましい。官能基(a)の数が1個である場合には、金属材料表面に対する密着力および造膜性が低下するため、耐黒カス性が低下する虞がある。官能基(a)のR1、R2及びR3の定義におけるアルコキシ基の炭素数は特に制限されないが1から6であるのが好ましく、1から4であるのがより好ましく、1又は2であるのがもっとも好ましい。官能基(b)の存在割合としては、1分子内に一個以上であればよい。
有機ケイ素化合物(W)の平均の分子量は1000〜10000であることが好ましく、1300〜6000であることがより好ましい。ここでいう分子量は、特に限定するものではないが、TOF−MS法による直接測定およびクロマトグラフィー法による換算測定のいずれかを用いて良い。平均の分子量が1000未満であると、形成された皮膜の耐水性が著しく低くなる。一方、平均の分子量が10000より大きいと、前記有機ケイ素化合物を安定に溶解または分散させることが困難になる。
【0140】
本実施形態に係る皮膜中には、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物を必須成分とするインヒビター成分を含有することが好ましい。このようなインヒビター成分を含有させることにより、表面処理鋼板の腐食抑制効果を大きく向上させることができる。
本発明のフルオロ金属錯化合物(N)の配合量に関しては、前記有機ケイ素化合物(W)とフルオロ金属錯化合物(N)の固形分質量比〔(N)/(W)〕が0.02〜0.07であることが好ましく、0.03〜0.06がより好ましく、0.04〜0.05であることが最も好ましい。前記有機ケイ素化合物(W)とフルオロ金属錯化合物(N)の固形分質量比〔(N)/(W)〕が0.02未満であると、添加効果が発現しないため好ましくない。逆に0.07より大きいと導電性が低下するため好ましくない。
【0141】
本実施形態に係る皮膜中には、リン酸(Y)を含有することが好ましい。リン酸(Y)の配合量に関しては、前記有機ケイ素化合物(W)とリン酸(Y)の固形分質量比〔(Y)/(W)〕が0.03〜0.12であることが好ましく、0.05〜0.12であることがより好ましく、0.09〜0.1であることが最も好ましい。前記有機ケイ素化合物(W)とリン酸(Y)の固形分質量比〔(Y)/(W)〕が0.03未満であると添加効果が発現しないため好ましくない。逆に0.12を超えると、皮膜の水溶化が著しくなるため好ましくない。
【0142】
本実施形態に係る皮膜中にはバナジウム化合物(Z)を含有することが好ましい。バナジウム化合物(Z)の配合量に関しては、前記有機ケイ素化合物(W)とバナジウム化合物の固形分質量比〔(Z)/(W)〕が0.05〜0.17であることがより好ましく、0.07〜0.15であることがより好ましく、0.09〜0.14であることがさらに好ましく、0.11〜0.13であることが最も好ましい。前記有機ケイ素化合物(W)とバナジウム化合物の固形分質量比〔(Z)/(W)〕が0.05未満であると添加効果が発現しないため好ましくない。逆に0.17を超えると、安定性が極めて低下するため好ましくない。
【0143】
バナジウム化合物(Z)としては、特に限定するものではない。例えば、五酸化バナジウムV2O5、メタバナジン酸HVO3、メタバナジン酸アンモニウム、メタバナジン酸ナトリウム、オキシ三塩化バナジウムVOCl3、三酸化バナジウムV2O3、二酸化バナジウムVO2、オキシ硫酸バナジウムVOSO4、バナジウムオキシアセチルアセトネートVO(OC(=CH2)CH2COCH3))2、バナジウムアセチルアセトネートV(OC(=CH2)CH2COCH3))3、三塩化バナジウムVCl3、リンバナドモリブデン酸などを例示することができる。また、5価のバナジウム化合物を水酸基、カルボニル基、カルボキシル基、1〜3級アミノ基、アミド基、リン酸基及びホスホン酸基よりなる群から選ばれる少なくとも1種の官能基を有する有機化合物により、4価〜2価に還元したものも使用可能である。
【0144】
また、上述のフルオロ金属錯化合物(N)とバナジウム化合物(Z)の配合量に関しては、フルオロ金属錯化合物(N)とバナジウム化合物(Z)の固形分質量比〔(Z)/(N)〕が1.3〜6.0である必要があり、1.3〜3.5であることが好ましく、2.5〜3.3であることがさらに好ましく、2.8〜3.0であることが最も好ましい。前記フルオロ化合物(N)とバナジウム化合物(Z)固形分質量比〔(Z)/(N)〕が1.3未満であるとバナジウム化合物(Z)の添加効果が発現しないため好ましくない。逆に6.0を超えると、浴安定性、耐黒カス性が低下するため好ましくない。フルオロ金属錯化合物(N)としては、例えば、チタンフッ化水素酸(O)や、ジルコンフッ化水素酸(P)がある。
【0145】
本実施形態に係る皮膜中には、Mg、CoおよびWから選ばれる少なくとも1種の金属成分を含有することが好ましい。このような金属成分を含有させることにより、当該金属成分を溶出用インヒビターとして機能させることができ、表面処理鋼板の腐食抑制を図ることができる。このような観点より、本実施形態に係る皮膜中においては、コバルト化合物(Co)を添加することがより好ましい。コバルト化合物(Co)は、硫酸コバルト、硝酸コバルトおよび炭酸コバルトからなる群から選ばれる少なくとも1種のコバルト化合物であることが好ましい。また、その配合比率は、前記有機ケイ素化合物(W)とコバルト化合物(Co)の固形分質量比〔(Co)/(W)〕が0.01〜0.1であることが望ましく、0.02〜0.07であることがより望ましく、0.03〜0.05であることが最も望ましい。前記有機ケイ素化合物(W)とコバルト化合物(Co)の固形分質量比〔(Co)/(W)〕が0.01未満であると、コバルト化合物(Co)の添加効果が発現しないため好ましくない。逆に0.1より大きいと耐食性向上効果が得られないため好ましくない。
【0146】
本実施形態に係る表面処理鋼板は、上述の水系金属表面処理剤を塗布し、50℃より高く250℃未満の到達温度で乾燥を行い、乾燥後の膜厚が0.05〜2.0μmであることが好ましい。乾燥温度については、到達温度で50℃より高く250℃未満であることが好ましく、70℃〜150℃であることが更に好ましく、100℃〜140℃であることが最も好ましい。到達温度が50℃以下であると、該水系金属表面処理剤の溶媒が完全に揮発しないため好ましくない。逆に250℃以上となると、該水系金属表面処理剤にて形成された皮膜の有機鎖の一部が分解するため好ましくない。
皮膜の膜厚に関しては、0.05〜2.0μmであることが好ましく、0.2〜1.0μmであることが更に好ましく、0.3〜0.6μmであることが最も好ましい。膜厚が0.05μm未満であると、該金属材の表面を被覆できないため耐食性向上効果が得られない場合がある。逆に2.0μmより大きいと、導電性と加工密着性が低下するため好ましくない。
【0147】
本発明に用いる水系金属表面処理剤は、本発明の効果を損なわない範囲で、塗工性を向上させるためのレベリング剤や水溶性溶剤、金属安定化剤、エッチング抑制剤およびpH調整剤などを使用することが可能である。
【0148】
本発明の皮膜には、更に、潤滑剤としてポリエチレンワックス(Q)を含有してもよい。
【0149】
上記ポリエチレンワックス(Q)を含有することで皮膜の潤滑性が向上し、プレス成形時の加工性向上、金型や取り扱い等による疵入り防止、成形品やコイル輸送時の摩耗傷防止に対して効果がある。
【0150】
上記ポリエチレンワックス(Q)は皮膜の固形分100質量%に対して0.1〜10質量%含有することが好ましい。0.1%未満の場合、加工性向上効果が小さく、10%を超える量では耐食性が低下する場合がある。
【0151】
これらのワックスの粒子径は、0.1〜5μmがより好ましい。5μmを超えるものは固体化したワックスの分布が不均一となったり、樹脂系皮膜からの脱落が生じたりする可能性がある。また、0.1μm未満の場合は、加工性が不十分である場合がある。
【0152】
「第4実施形態の変形例」
上述の皮膜においては、シランカップリング剤(I)を含む有機ケイ素化合物(W)と、さらに、有機樹脂(GB)とを含んだ水系金属表面処理剤を塗布して乾燥することにより得られる複合皮膜としてもよい。その場合、後述のようであることが望ましい。なお、この複合皮膜について、本実施形態に係る複合皮膜という場合がある。
【0153】
上記の有機ケイ素化合物(W)は、分子中にアミノ基を1つ以上含有するシランカップリング剤(I)と、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)を所定の固形分質量比〔(I)/(J)〕割合で配合して得られる。このシランカップリング剤(I)とシランカップリング剤(J)の配合比率としては、固形分質量比〔(I)/(J)〕で0.50〜0.75の割合であることが好ましく、0.50〜0.65であることがより好ましく、0.55〜0.65であることが最も好ましい。固形分質量比〔(I)/(J)〕が0.50未満であると、有機ケイ素化合物(W)の疎水性および自己架橋性が強くなるため、処理剤安定性が著しく低下する。逆に固形分質量比〔(I)/(J)〕が0.75を超えると、有機ケイ素化合物(W)の親水性が強くなりすぎ、得られる皮膜の耐水性が著しく低下する。
【0154】
本実施形態において、上述の分子中にアミノ基を1つ以上含有するシランカップリング剤(I)としては、特に限定するものではない。例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシランなどを用いることができる。また、分子中にグリシジル基を1つ以上含有するシランカップリング剤(J)としては、例えば、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシランなどを用いることができる。
【0155】
上述の有機ケイ素化合物(W)の製造方法は、特に限定するものではない。例えば、pH4に調整した水に、シランカップリング剤(I)と、シランカップリング剤(J)とを順次添加し、所定時間攪拌する方法がある。
【0156】
有機ケイ素化合物(W)における官能基(a)の数は2個以上であることが好ましい。官能基(a)の数が1個である場合には、亜鉛系めっき材表面との密着性、有機ケイ素化合物(W)の自己架橋性、後述のポリエーテルポリウレタン樹脂(K)との結合性が低下し、皮膜が充分に形成されない場合がある。その場合、めっき層の上に複合皮膜を形成することによる効果が得られない。官能基(a)のR1、R2及びR3の定義におけるアルキル基及びアルコキシ基の炭素数は、特に制限されないが、1から6であるのがより好ましく、1から4であるのがさらに好ましく、1又は2であるのがもっとも好ましい。
【0157】
さらに、前記有機ケイ素化合物(W)において、分子内に式−SiR1R2R3(式中、R1、R2及びR3は互いに独立に、アルコキシ基又は水酸基を表し、少なくとも1つはアルコキシ基を表す)で表される官能基(b)の存在割合は、一分子内一個以上であれば良い。また平均の分子量が1000〜10000であることが好ましく、1300〜6000であることがより好ましい。ここでいう分子量は、特に限定するものではないが、TOF−MS法による直接測定およびクロマトグラフィー法による換算測定のいずれかを用いて測定することができる。なお、GFC(ゲルフィルタレーション・クロマトグラフィー)を用い、分子量標準物質としてエチレングリコールを用いることが好ましい。同法で求めた平均の分子量が1000未満であると、有機ケイ素化合物の水溶解性が強くなるため、形成された皮膜の耐水性が著しく低くなる。一方、平均の分子量が10000を超えると、前記有機ケイ素化合物(W)を安定に溶解または分散させることが困難になる。
【0158】
必須成分である有機樹脂(GB)の種類としては特に限定されないが、例えばポリエーテルポリウレタン樹脂(K)を用いることが好ましい。
ポリエーテルポリウレタン樹脂(K)を用いる場合、下記一般式[1]で表される構造単位(L1)、炭素数4〜6の脂環構造(L2)および炭素数6の芳香環構造(L3)からなる群から選ばれる少なくとも一つの構造単位(L)を有することが望ましい。構造単位(L1)は、前記有機ケイ素化合物(W)との反応点として作用する。そのため、構造単位(L1)を有すると、架橋度上がり耐食性や耐洗浄剤性が著しく向上する。また、炭素数4〜6の脂環構造(L2)を有すると、造膜時に有機ケイ素化合物(W)と絡合し、架橋した場合と同様の効果が得られる。また、芳香環構造(L3)を有すると、芳香環の有するバリア性がポリエーテルポリウレタン樹脂(K)に付与されるため、架橋反応や絡合反応は生じないものの、これらと同様の効果が得られる。
【0159】
【化1】
【0160】
有機樹脂の種類として、ポリエステルポリウレタン樹脂は、酸やアルカリにより加水分解を生じるため好ましくない。ポリカーボネートポリウレタンは、硬くて脆い皮膜を形成しやすく、加工時の密着性や加工部の耐食性に劣るため好ましくない。
【0161】
前記構造単位(L1)中のR9、R10、R11は、特に限定するものではないが、R9は水素原子、アルキル基、アリール基およびアラルキル基からなる群より選ばれる一価の有機残基、R10、R11は互いに独立に、アルコキシル基、アシロキシ基、水酸基およびハロゲン原子からなる群から選ばれる官能基であることが好ましく、R9はアルキル基であることが最も好ましく、R10、R11は水酸基であることが最も好ましい。構造単位(L1)のエチレン鎖数mは、特に限定するものではないが、1〜5であることが好ましく、2又は3であることが最も好ましい。
【0162】
本実施形態に係るポリエーテルポリウレタン樹脂(K)は、特に限定するものではない。例えば、ポリエーテルポリオールと脂肪族、脂環式もしくは芳香族ポリイソシアネートとの縮重合物であるウレタン樹脂であって、用いるポリオールの一部として、(置換)アミノ基を有するポリオールを用いることによって得られるポリウレタンである。ポリエーテルポリオールとしては、開始剤としてエチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、ヘキサメチレングリコール、サッカロース、メチレングリコール、グリセリンなどを用い、エチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド、スチレンオキサイド、エピクロルヒドリン、テトロヒドロフラン、シクロヘキシレンなどの化合物の1種以上を付加重合することによって得られるものを使用することができる。ポリイソシアネートとしては、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、シクロヘキシレンジイソシアネート、ヘキサメチレンジイソシアネート、リジンジイソシアネート等を使用することができる。
【0163】
ポリエーテルポリウレタン樹脂(K)が構造単位(L1)を含有する場合、この構造単位(L1)は、ポリエーテルポリウレタン樹脂(K)の骨格末端がイソシアネートとなっている段階にて、1級アミンと、トリアルコキシシランの双方を有する有機化合物を用い、ポリエーテルポリウレタン樹脂(K)の末端イソシアネートと1級アミンを反応させることで得ることができる。1級アミンとトリアルコキシシランの双方を有する有機化合物としては、例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシランなどがある。
【0164】
本実施形態に係る複合皮膜中にはカチオン性フェノール樹脂(M)を含有することが好ましく、その場合、カチオン性フェノール樹脂(M)は、ビスフェノールA骨格を有することが望ましい。上述のカチオン性フェノール樹脂(M)は、特に限定するものではないが、ビスフェノールAを縮合したビスフェノールAを主骨格構造とするノボラック型フェノール樹脂であり、直鎖状の化合物だけでなく3次元的に縮合した形の化合物を含んでも良い。前記カチオン性フェノール樹脂(M)のカチオン性は、特に限定するものではない。例えば、ビスフェノールA骨格中の芳香環において、芳香環を構成する炭素原子に結合した水素原子が失われ付加した−CH2NHCH2OHおよび/又は−CH2NHCH2OC2H5が、硫酸イオン、リン酸イオン等の無機酸イオン、もしくは酢酸イオン、ギ酸イオンなどの有機酸イオンにて中和され、4級アンモニウム塩を形成することによって発現するものが好ましい。なお、中和する酸としては、リン酸が最も好ましい。
【0165】
本実施形態に係る複合皮膜中には、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物(N)を必須成分とするインヒビター成分(d)を含有することが好ましい。このようなインヒビター成分を含有することにより、表面処理鋼板の腐食抑制効果が大きく向上する。
チタンを有するフルオロ金属錯化合物(N)としては、例えばチタンフッ化水素酸(O)であり、ジルコニウムを有するフルオロ金属錯化合物(N)としては、例えばジルコンフッ化水素酸(P)である。
【0166】
また、上記のインヒビター成分(d)において、チタンフッ化水素酸(O)とジルコンフッ化水素酸(P)の両方を含有する場合、その配合比に関して、チタンフッ化水素酸(O)に含まれるTi量(Mo)とジルコンフッ化水素酸(P)に含まれるZr量(Mp)の金属成分質量比〔(Mo)/(Mp)〕が、0.5〜0.8の範囲であることが好ましく、0.6〜0.8であることがより好ましく、0.6〜0.7であることがもっとも好ましい。この金属成分質量比〔(Mo)/(Mp)〕が、所定の範囲にあると、チタンフッ化水素酸より生成する相対的に加工性は高いが耐アルカリ性の低いチタン若しくはその酸化物皮膜と、相対的に硬く脆いが耐アルカリ性の高いジルコニウム若しくはその酸化物との存在割合が適正となる。その結果、素材の塑性変形に付随した皮膜の変形に対して追従性が高まり、皮膜欠陥が生じにくく耐食性が低下しにくくなる。逆に0.8を超えると、相対的に耐アルカリ性の低いチタン若しくはその酸化物皮膜の存在割合が多くなるため、皮膜の耐アルカリ性が低下し、耐食性の向上効果が得られない。
【0167】
本実施形態に係る複合皮膜中には、リン酸(Y)を含有することが好ましい。リン酸(Y)としては、特に限定するものではない。例えば、リン酸、リン酸のアンモニウム塩、リン酸のアルカリ金属塩、リン酸のアルカリ土類金属塩などである。これらは主に耐食性を付与する効果がある。リン酸化合物の塩の種類により、リン酸の溶出性を制御することができ、耐食性保持時間を長くすることができる。このなかでもリン酸、または重リン酸マグネシウムがより大きな耐食性改善効果が得られるため好ましい。リン酸と重リン酸マグネシウムを併用することがより好ましい。
【0168】
本実施形態に係る複合皮膜中にはバナジウム化合物(Z)を含有することが好ましい。バナジウム化合物(Z)としては、特に限定するものではない。例えば、五酸化バナジウム[V2O5]、メタバナジン酸[HVO3]、メタバナジン酸アンモニウム[NH4VO3]、メタバナジン酸ナトリウム[NaVO3]、オキシ三塩化バナジウム[VOCl3]などの化合物のバナジウム(V)をアルコール類、有機酸類等の還元剤を用いてバナジウム(IV)に還元したもの、二酸化バナジウム[VO2]、バナジウムオキシアセチルアセトネート[VO(C5H7O2)2]、オキシ硫酸バナジウム[VOSO4]などのバナジウム(IV)含有化合物、バナジウムアセチルアセトネート[V(C5H7O2)3]、三酸化バナジウム[V2O3]、三塩化バナジウム[VCl3]などの化合物のバナジウム(III)を任意の酸化剤にてバナジウム(IV)に酸化したものなどを用いてよい。
【0169】
上述の水系金属表面処理剤は、前記造膜成分(c)とインヒビター成分(d)に加え、後述するポリエチレンワックス(Q)とを含み、水性媒体からなりpHが4〜6であることが好ましい。
【0170】
ポリエチレンワックス(Q)は、特に限定するものではないが、数平均粒子径は0.1〜4.0μmが好ましく、0.2〜3.0μmがより好ましく、0.3〜2.5μmが最も好ましい。数平均粒子径が0.1μm未満であると、皮膜表面に露出するポリエチレンワックス量が少なくなり、摩擦係数が高くなるため好ましくない。逆に4.0μmを超えると、皮膜厚さに対してポリエチレンワックスが著しく大きくなり、ワックスが皮膜に保持されず、軽微な摺動により脱落するため摩擦係数低減効果が発現しない。また、ポリエチレンワックス(Q)の密度は0.90〜0.96g/m2が好ましく、0.90〜0.94g/m2がより好ましく、0.91〜0.93g/m2が最も好ましい。密度が0.90g/m2未満であると、軟化点や硬度が低くなり、皮膜そのものが柔らかくなり、加工性が低下するため好ましくない。一方、0.96g/m2を超えると、静摩擦係数が低くなりすぎるため、ロールスリップやコイル潰れが発生し、操業性が低下する。
【0171】
上述の水系金属表面処理剤のpHは、4〜6であることが好ましい。pHが4未満であると、素材のエッチングが過多となり、薬剤中への素材の溶け込みが多くなり、薬剤の安定性が低下する。一方、6を超えると、前述のインヒビター成分(d)の溶解度が著しく低くなり、安定性が低下する。
【0172】
本実施形態に係る有機ケイ素化合物(W)と、有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)の固形分に対する配合比に関しては、有機ケイ素化合物(W)と有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)の固形分質量比〔(GB×K)/(W)〕が0.33〜0.90であることが好ましく、0.33〜0.80であることがより好ましく、0.35〜0.70であることが最も好ましい。この固形分質量比〔(GB×K)/(W)〕が0.33未満であると、造膜成分(c)のバリア性が低下するため好ましくない。逆に0.90を超えると、有機ケイ素化合物(W)に起因した素材との密着性が著しく低下するため、諸性能全般が低下する。
【0173】
本実施形態に係る有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)と、カチオン性フェノール樹脂(M)の固形分に対する配合比に関しては、有機樹脂(GB)ポリエーテルポリウレタン樹脂(K)とカチオン性フェノール樹脂(M)の固形分質量比[(M)/(GB×K)]が0.010〜0.030であることが好ましく、0.010〜0.025であることがより好ましく、0.010〜0.022であることが最も好ましい。この質量比[(M)/(GB×E)]が0.010未満であると、カチオン性フェノール樹脂(M)の添加効果が発現せず、耐食性や耐溶剤性が低下するため好ましくなく、0.030を超えると、皮膜がフェノール樹脂により微黄色に着色されるとともに、高湿環境下や紫外線暴露環境下において、著しい黄変を生じるため好ましくない。
【0174】
本実施形態において、インヒビター成分(d)における有機ケイ素化合物(W)由来のSi(SiW)とチタンフッ化水素酸(O)のTi量(Mo)およびジルコンフッ化水素酸(P)のZr量(Mp)の配合比に関して、有機ケイ素化合物(W)由来のSi(SiW)とチタンフッ化水素酸(O)のTi量(Mo)およびジルコンフッ化水素酸(P)のZr量(Mp)の合計の金属成分質量比〔(Mo+Mp)/(SiW)〕が0.08〜0.20であることが好ましく、0.08〜0.17であることがより好ましく、0.08〜0.15であることが最も好ましい。この金属成分質量比〔(Mo+Mp)/(SiW)〕が0.08未満であると、皮膜形成時においてチタンフッ化水素酸とジルコンフッ化水素酸から生成されるチタンおよびジルコニウム若しくはそれらの化合物皮膜の生成量が少なくなり、耐食性が低くなる。一方、0.20を超えると、前記チタンおよびジルコニウムもしくはその酸化物による皮膜による素材表面被覆率が高くなり、有機ケイ素化合物(W)の素材との反応点が少なくなるため、有機ケイ素化合物(W)による密着性付与効果が小さくなる。その場合、複合皮膜形成による効果全般が低下する。
【0175】
本実施形態において、有機ケイ素化合物(W)とリン酸(Y)の固形分質量比〔(Y)/(W)〕が0.020〜0.110であることが好ましく、0.030〜0.110であることがより好ましく、0.040〜0.100であることが最も好ましい。この固形分質量比〔(Y)/(W)〕が0.020未満であると、リン酸(Y)の添加効果である耐アルカリ性や耐食性などの向上効果が発現しない。一方で、0.110を超えると薬剤安定性が低下する。
【0176】
本実施形態において、有機ケイ素化合物(W)とバナジウム化合物(Z)の固形分質量比〔(Z)/(W)〕が0.020〜0.060であることが好ましく、0.025〜0.060であることがより好ましく、0.030〜0.055であることが最も好ましい。この固形分質量比〔(Z)/(W)〕が0.020未満であると、バナジウム化合物(Z)に起因したインヒビター効果が得られない。一方、0.060を超えると、バナジウム化合物と皮膜に含まれる有機物との錯化合物により、高湿化において皮膜が黄色着色し易くなる。
【0177】
本実施形態において、ポリエーテルポリウレタン樹脂(K)に構造単位(L1)が含有される場合、有機ケイ素化合物(W)と、ポリエーテルポリウレタン樹脂(K)の配合比に関して、ポリエーテルポリウレタン樹脂(K)に含まれる構造単位(L1)由来のSi(SiK)と、有機ケイ素化合物(W)由来のSi(SiW)およびポリエーテルポリウレタン樹脂(K)に含まれる構造単位(L)由来のSi(SiK)の合計との質量比[(SiK)/(SiW+SiK)]が、0.015〜0.045であることが好ましく、0.015〜0.040がより好ましく、0.20〜0.040が最も好ましい。この質量比[(SiK)/(SiW+SiK)]がこの範囲にあると、ポリエーテルポリウレタン樹脂(K)と有機ケイ素化合物(W)の架橋度が適正となり、皮膜のバリア性や硬度に優れる皮膜が形成される。その結果、耐食性や耐洗浄剤性が改善するだけでなく、ポリエーテルポリウレタン樹脂そのものの自己架橋性が充分となり、加工性や摺動性が改善するほか、印刷密着性が向上する。また、ポリエーテルポリウレタン樹脂(K)の分散安定性の改善や、有機ケイ素化合物(W)の前記官能基(a)との反応と、有機ケイ素化合物(W)と素材との反応がバランスよく生じるため、充分な密着性が得られる。
【0178】
本実施形態において、有機ケイ素化合物(W)とポリエチレンワックス(Q)の固形分との質量比〔(Q)/(W)〕が0.05〜0.30であることが好ましく、0.07〜0.30であることがより好ましく、0.10〜0.25であることが最も好ましい。この質量比〔(Q)/(W)〕が0.05未満であると、充分な潤滑性が発現しない。一方、0.30以上であるとポリエチレンワックスによって皮膜の連続性が阻害され、皮膜が割れやすくなり、耐食性が低下する虞がある。
【0179】
本実施形態に係る複合皮膜は、カーボンブラック(P1)を含有する着色顔料を含むことが好ましい。
着色顔料の添加量は5〜35質量%であることが好ましい。範囲内とすることにより、得られた表面処理鋼板の放射率を高め黒色化を図ることができる。添加量が5質量%未満であると放射率の向上が不十分であるため好ましくない。また、添加量が35質量%超であると、金属表面処理剤の貯蔵安定性や耐食性の劣化のため好ましくない。
【0180】
本実施形態に係る複合皮膜中には、Mg、CoおよびWから選ばれる少なくとも1種の金属成分を含有することが好ましい。このような金属成分を含有させることにより、これらの金属成分を溶出用インヒビターとして機能させることができ、表面処理鋼板の耐食性の向上を図ることができる。耐食性の観点では、コバルト化合物を添加することがさらに好ましい。コバルト化合物は、硫酸コバルト、硝酸コバルトおよび炭酸コバルトからなる群から選ばれる少なくとも1種のコバルト化合物であることが好ましい。
【0181】
本実施形態に係る複合皮膜の形成に際しては、上述の水系金属表面処理剤を塗布し、50〜250℃の到達温度で乾燥を行うことで得られる。乾燥温度については、到達温度で50℃〜250℃であることが好ましく、70℃〜150℃であることがより好ましく、100℃〜140℃であることが最も好ましい。到達温度が50℃未満であると、該水系金属表面処理剤の溶媒が完全に揮発しない。逆に250℃を超えると、該水系金属表面処理剤にて形成された皮膜の有機鎖の一部が分解する。
【0182】
耐食性の向上には皮膜の厚膜化が有効であるが、無機皮膜では樹脂成分を含んでいないために厚く形成することは困難であった上、皮膜を厚くすることにより導電性が劣化してしまう問題があった。本実施形態に係る複合皮膜は、めっき層上に形成する皮膜を有機ケイ素化合物(W)と有機樹脂(GB)とを含有する複合皮膜とするため、皮膜を厚く形成することが可能となる。その結果、耐食性を大幅に向上させることができる。その上、皮膜を厚くしても上記複合皮膜によれば導電性を劣化させることなく維持することも可能である。さらに、従来では、亜鉛めっき層上にこのような複合皮膜を形成することにより加工密着性が劣化するおそれがあると考えられてきたが、複合皮膜を形成する対象を上述してきたような亜鉛とバナジウムを含有するめっき層とすることにより優れた加工密着性を確保することができる。
【0183】
なお、耐食性、導電性の点から、複合皮膜の膜厚に関しては、0.3〜4.0μmであることが好ましく、0.5〜3.0μmであることがより好ましく、1.0〜2.0μmであることが最も好ましい。複合皮膜の膜厚が0.3μm未満であると、鋼板の表面を被覆できないため耐食性の向上効果が得られない。逆に4.0μmを超えると、導電性、密着性が低下する。
【0184】
本実施形態で用いた水系金属表面処理剤は、本実施形態に係る複合皮膜の効果を損なわない範囲で、塗工性を向上させるためのレベリング剤や水溶性溶剤、金属安定化剤、エッチング抑制剤などを使用することが可能である。レベリング剤としては、ノニオンまたはカチオンの界面活性剤として、ポリエチレンオキサイドもしくはポリプロピレンオキサイド付加物やアセチレングリコール化合物などが挙げられ、水溶性溶剤としてはエタノール、イソプロピルアルコール、t−ブチルアルコールおよびプロピレングリコールなどのアルコール類、エチレングリコールモノブチルエーテル、エチレングリコールモノエチルエーテルなどのセロソルブ類、酢酸エチル、酢酸ブチルなどのエステル類、アセトン、メチルエチルケトンおよびメチルイソブチルケトンなどのケトン類が挙げられる。金属安定化剤としては、例えば、EDTA、DTPAなどのキレート化合物であり、エッチング抑制剤としては、例えばエチレンジアミン、トリエチレンペンタミン、グアニジンおよびピリミジンなどのアミン化合物類である。特に一分子内に2個以上のアミノ基を有するものが金属安定化剤としても効果があるため、より好ましい。
【0185】
「第5実施形態」
図7は、第5実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。本実施形態に係る表面処理鋼板は、鋼板71の両方の表面にそれぞれ、実施形態1または2の方法で形成されためっき層73と、めっき層73の上層に形成された1層の有機樹脂皮膜72とを有するものである。なお、以下において有機樹脂皮膜72について、本実施形態に係る有機樹脂皮膜と言う場合がある
【0186】
表面処理鋼板においては、L*値が10〜35である場合、黒色の外観を有する材料として様々な用途に使用できるため好ましい。L*値が35を超えるものである場合、黒色の外観を有する材料として使用しにくい。また、L*値が10未満である場合、有機樹脂皮膜の厚みを厚くしたり、被膜中の顔料濃度を高くしたりすることで、めっき層73と有機樹脂皮膜72との塗装密着性が十分に得られず、耐食性が低下してしまう恐れがある。そのため、本実施形態に係る表面処理鋼板は、明度を表すL*値が10〜35であることが望ましい。
【0187】
本実施形態の表面処理鋼板は、光沢を表す60度光沢値が50以下であることが好ましい。表面処理鋼板の光沢値が50以下である場合、黒色の外観を有する材料として様々な用途に使用できる。光沢値が50を超える場合、取扱い時やプレス加工時のキズが目立ちやすくなり、意匠性材料として使用できない場合がある。
【0188】
本実施形態に係る有機樹脂皮膜72について説明する。本実施形態の有機樹脂皮膜72は、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)とカーボンブラックを含有する着色顔料である着色剤(C1)とを含む有機樹脂からなり、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)とを含む黒色の水系塗料を塗布し、焼付乾燥することにより硬化させて形成されている。
【0189】
有機樹脂皮膜72の厚みは、優れた塗装密着性が得られるように、光沢およびL*値の十分に低い所定の外観が得られる範囲で薄いほど好ましい。具体的には、1〜10μmであることが好ましく、2〜5μmであることがより好ましい。有機樹脂皮膜72の厚みが1μm未満であると、光沢およびL*値の十分に低い所定の外観が得られない場合やめっき表面の微細なムラを隠蔽できずスケ状外観となる場合がある。また、有機樹脂皮膜72の厚みが10μmを超えると、塗装密着性の低下や、製膜時にワキが発生しやすくなるなどの不具合が生じる虞がある。
【0190】
上述の有機樹脂皮膜72の厚みは、断面観察や電磁膜厚計等の利用により測定できる。その他に、単位面積当りに付着した塗膜の質量を、塗膜の比重又は塗料の乾燥後比重で除算して算出してもよい。塗膜の付着質量は、塗膜の形成前後での質量差、塗膜を剥離した前後の質量差、または、塗膜を蛍光X線分析して、あらかじめ塗膜中の含有量が分かっている元素の存在量を測定する等、既存の手法から適切に選択すればよい。また、塗膜の比重又は塗料の乾燥後比重は、単離した塗膜の容積と質量を測定する、適量の塗料を容器に取り乾燥させた後の容積と質量を測定する、または、塗膜構成成分の配合量と各成分の既知の比重から計算する等、既存の手法から適切に選択すればよい。
【0191】
「スルホン酸基を含有するポリエステル樹脂(A1)」
ポリエステル樹脂自身は疎水性であるが、ポリエステル樹脂にスルホン酸基が含有されている場合、高い親水性を示す。このため、スルホン酸基を含有するポリエステル樹脂(A1)は水系塗料中に安定して溶解もしくは分散することができる。加えて、スルホン酸基を含有するポリエステル樹脂(A1)は、疎水性表面を有するカーボンブラックと水との相溶性を向上させ、カーボンブラックを水系塗料中に均一に安定して分散させる重要な役割を担っている。これは、疎水性を示すポリエステル樹脂主骨格が、カーボンブラックに配向することで得られる効果による。
【0192】
したがって、本実施形態に係る表面処理鋼板では、有機樹脂皮膜72中においてカーボンブラックが均一に分散し、有機樹脂皮膜72の厚みが薄くても極めて優れた意匠性(着色性、隠蔽性)を有している。
本実施形態の有機樹脂皮膜72を形成するための水系塗料は、カーボンブラックの分散性を高めるために、表面親水化処理や界面活性剤を含有させなくてもよい。それ故、表面親水化処理や界面活性剤によって、有機樹脂皮膜72の耐食性が低下する懸念がない。
【0193】
また、ポリエステル樹脂(A1)に含まれるスルホン酸基は、有機樹脂皮膜72と接して配置されているめっき層73との密着性を向上させる効果を有する。このため、本実施形態の表面処理鋼板は、有機樹脂皮膜72とめっき層73との密着性は極めて優れている。
【0194】
スルホン酸基を含有するポリエステル樹脂(A1)は、スルホン酸基を含有しているものであれば特に限定されない。例えば、ポリカルボン酸成分およびポリオール成分からなるポリエステル原料を縮重合して得られたものを、水に溶解もしくは分散することで得られたものを用いることができる。ポリカルボン酸成分としては特に制限はないが、例えば、テレフタル酸、イソフタル酸、オルソフタル酸、2,6−ナフタレンジカルボン酸、コハク酸、グルタル酸、アジピン酸、セバシン酸、ドデカンジカルボン酸、アゼライン酸、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸、ダイマー酸、無水トリメリット酸、無水ピロメリット酸等である。これらは1種または2種以上を任意に使用できる。
【0195】
上述のポリオール成分としては特に制限はないが、例えば、エチレングリコール、ジエチレングリコール、1,3−プロパンジオール、1,2−プロパンジオール、トリエチレングリコール、2−メチル−1,3−プロパンジオール、2,2−ジメチル−1,3−プロパンジオール、2−ブチル−2−エチル−1,3−プロパンジオール、1,4−ブタンジオール、2−メチル−1,4−ブタンジオール、2−メチル−3−メチル−1,4−ブタンジオール、1,5−ペンタンジオール、3−メチル−1,5−ペンタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,2−シクロヘキサンジメタノール、水添ビスフェノール−A、ダイマージオール、トリメチロールエタン、トリメチロールプロパン、グリセリン、ペンタエリスリトール等がある。これらは1種または2種以上を任意に使用できる。
【0196】
ポリエステル樹脂(A1)に含まれるスルホン酸基は、−SO3Hで表される官能基を指し、アルカリ金属類、アンモニアを含むアミン類等で中和されたものであっても構わない。中和されたスルホン酸基は、すでに中和されたスルホン酸基をポリエステル樹脂中に組み込んだものであってよいし、スルホン酸基を樹脂中に組み込んだ後に中和されたものであってもよい。特にLi、Na、Kなどのアルカリ金属類で中和されたスルホン酸金属塩基が、より高い親水性を示すため、カーボンブラックの分散性を高め、高い意匠性を得る上で好適である。また、有機樹脂皮膜72とめっき層73との密着性を高める上でも、スルホン酸基はアルカリ金属で中和されたスルホン酸金属塩基であることが好ましく、スルホン酸Na塩基が最も好ましい。
【0197】
スルホン酸基を含有するポリエステル樹脂(A1)は、骨格中にウレタン結合を含有することが好ましい。ウレタン結合を含有することで、耐食性や、有機樹脂皮膜72とめっき73との密着性が向上する。
スルホン酸基を含有するポリエステル樹脂(A1)骨格中へのウレタン結合の導入方法については、特に限定されない。例えば、ポリエステル樹脂に含まれる水酸基とヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させること等によって得られる。
【0198】
有機樹脂皮膜72は、スルホン酸基を含有するポリエステル樹脂(A1)に加えてアクリル樹脂(A3)を更に含有することが好ましい。アクリル樹脂(A3)を更に含有することで、有機樹脂皮膜72となる水系黒色塗料中におけるカーボンブラックの分散性を更に高めることができる。その結果、有機樹脂皮膜72の意匠性(着色性、隠蔽性)を更に高めることができる。
【0199】
アクリル樹脂(A3)の種類は特に限定されない。例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アタリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを用いることができる。また、前記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ言草酸、アゾビスイソプチロニトリル等のアゾ化合物等を使用することができる。
【0200】
アクリル樹脂(A3)を含有する場合、その含有量は、スルホン酸基を含有するポリエステル樹脂(A1)100質量%に対し、0.5〜10質量%であることが好ましい。0.5質量%未満であると、アクリル樹脂(A3)を含有することによる効果が十分に得られない場合があり、10質量%超であると、耐食性や加工性が含有しない場合に比べて低下する場合がある。
【0201】
また、有機樹脂皮膜72は、カルボキシル基を含有するポリウレタン樹脂(A2)を更に含有することが好ましい。カルボキシル基を含有するポリウレタン樹脂(A2)を更に含有することで、耐食性や、有機樹脂皮膜72とめっき層73との密着性を向上させることができる。
【0202】
カルボキシル基を含有するポリウレタン樹脂(A2)の種類は、カルボキシル基を含有していれば、特に限定されない。例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させ、さらにジアミン等で鎖延長し、水分散化させて得られるもの等を用いることができる。ジアミンによる鎖延長は、樹脂の分子量を高められる上に、イソシアネート基とアミノ基との反応からウレア基を生成する。凝集エネルギーの高いウレア基を樹脂中に含むことで、塗膜の凝集力を更に高めることができ、有機樹脂皮膜72の耐食性や耐傷付き性を更に高めることができる。
【0203】
ポリウレタン樹脂(A2)の含有量は、スルホン酸基を含有するポリエステル樹脂(A1)100質量%に対し、5〜100質量%であることが好ましい。5質量%未満であると、ポリウレタン樹脂(A2)を含有することによる効果が十分に得られない場合があり、100質量%超であると、含有しない場合に比べて加工性が低下する場合がある。
【0204】
「硬化剤(B1)」
本実施形態の有機樹脂皮膜72は、延性が高く加工性に優れるポリエステル樹脂を硬化剤(B1)で硬化させて得られたものである。そのため、カーボンブラックを含有する着色剤(C1)を含むことによる造膜性の低下が抑制され、緻密なものとなっている。その結果、本実施形態の有機樹脂皮膜72は、耐湿性、耐食性、耐傷付き性、耐薬品性に優れている。
【0205】
硬化剤(B1)は、スルホン酸基を含有するポリエステル樹脂(A1)を硬化させるものであれば特に限定されない。例えば、メラミン樹脂やポリイソシアネート化合物である。有機樹脂皮膜72の耐傷付き性、耐薬品性の観点からメラミン樹脂を含有することが好ましい。
メラミン樹脂としては、メラミンとホルムアルデヒトとを縮合して得られる生成物のメチロール基の一部またはすべてをメタノール、エタノール、ブタノールなどの低級アルコールでエーテル化した樹脂を用いることができる。
【0206】
硬化剤(B1)がメラミン樹脂を含有する場合、メラミン樹脂の含有量は、硬化剤(B1)中に30〜100質量%であることが好ましい。30質量%未満であると、メラミン樹脂を含有する効果が十分に得られない場合がある。
【0207】
ポリイソシアネート化合物としては特に限定されない。例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート等である。また、そのブロック化物は、例えば、前記ポリイソシアネート化合物のブロック化物であるヘキサメチレンジイソシアネートのブロック化物、イソホロンジイソシアネートのブロック化物、キシリレンジイソシアネートのブロック化物、トリレンジイソシアネートのブロック化物等である。これらの硬化剤は1種で使用してもよいし、2種以上を併用してもよい。
【0208】
硬化剤(B1)の含有量は、全有機樹脂(有機樹脂皮膜72がポリエステル樹脂(A1)以外の樹脂を含む場合は、その樹脂も含めた全樹脂)100質量%に対し、5〜35質量%であることが好ましい。5質量%未満であると、焼付硬化が不十分で、耐食性向上効果が得られない場合や、耐湿性、耐傷付き性、耐薬品性が低下する場合がある。一方、35質量%超であると、焼付硬化が過剰になり、耐食性、加工性が低下する場合がある。
【0209】
「着色剤(C1)」
着色剤(C1)は、カーボンブラックを含有する着色顔料を含む。カーボンブラックは、安価で高い隠蔽性を有する。カーボンブラックに加えて更に、二酸化チタン、カーボンブラック、グラファイト、酸化鉄等の着色無機顔料や、フタロシアニンブルー、フタロシアニングリーン、キナクリドン、アゾオレンジ、アゾイエロー、アゾレッド等の着色有機顔料や、アルミニウム粉、二酸化チタンコーティングマイカ粉、二酸化チタンコーティングガラス粉等の光輝材などを含んでもよい。
カーボンブラックとしては、特に制限はないが、例えば、ファーネスブラック、ケッチエンプラック、アセチレンブラック、チャンネルブラック等、公知のカーボンブラックを使用することができる。また、公知のオゾン処理、プラズマ処理、液相酸化処理されたカーボンブラックも使用することができる。
【0210】
カーボンブラックは、有機樹脂皮膜72の意匠性(着色性、隠蔽性)や耐食性を考慮すると、塗膜中に分散された状態の数平均粒子径が20〜300nmであることが好ましい。
【0211】
有機樹脂皮膜72中のカーボンブラック含有量を、X質量%、有機樹脂皮膜72の厚みをYμmとしたとき、カーボンブラックの絶対量は、有機樹脂皮膜72中に含まれるカーボンブラックの含有量(X質量%)と塗膜厚み(Yμm)の積によって表すことができる。有機樹脂皮膜72の意匠性(着色性、隠蔽性)を確保するためには、有機樹脂皮膜72中に含まれるカーボンブラックの絶対量である上記XとYの積を18以上とすることが好ましい。上記XとYの積が18未満であると、意匠性(着色性、隠蔽性)が十分に向上しない虞がある。また、Xが15超であると、有機樹脂皮膜72の造膜性が低下して、表面処理鋼板の耐食性向上効果が得られない虞がある。そのため、X×Y≧18、かつ、X≦15であることが好ましい。
【0212】
有機樹脂皮膜72は、耐食性、耐傷付き性を向上させるために、更にシリカ(D1)を含有するものであることが好ましい。シリカ(D1)としては特に制限されないが、一次粒子径が5〜50nmのコロイグルシリカ、ヒュームドシリカ等のシリカ微粒子であることが好ましい。耐食性や加工性の観点から、シリカ微粒子は、有機樹脂皮膜72中においても一次粒子径(数平均粒子径)5〜50nmのまま分散されていることが好ましい。
【0213】
シリカ(D1)の含有量は、有機樹脂皮膜72中において、5〜30質量%であることが好ましい。5質量%未満であると、シリカ(D1)を含有することによる効果が十分に得られない場合があり、30質量%超であると、耐湿性、加工性などが低下する場合がある。
【0214】
有機樹脂皮膜72は更に潤滑剤(E1)を含有することが好ましい。潤滑剤(E1)を含有させることで、耐傷付き性が向上する。潤滑剤(E1)としては特に制限されず、公知の潤滑剤が使用できるが、フッ素樹脂系、ポリオレフィン樹脂系から選ばれる少なくとも一種を使用することがより好ましい。
【0215】
フッ素樹脂系としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−ヘキサフルオロブロビレン共重合体(FEP)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、ポリタロロトリフルオロエチレン(PCTFE)、ポリフツ化ビニリデン(PVDF)、ポリフツ化ビニル(PVF)、エチレン−テトラフルオロエチレン共重合体(ETFE)、エチレン−クロロトリフルオロエチレン共重合体(ECTFE)などが使用可能である。これらのうち1種類を単独で用いてもよいし、2種類以上を併用しても良い。
【0216】
ポリオレフィン樹脂系としては、特に限定されない。例えば、パラフィン、マイクロクリスタリン、ポリエチレン等の炭化水素系のワックス、及びこれらの誘導体等を用いることができる。ポリエチレン樹脂であればより好ましい。誘導体としては特に限定されず、例えば、カルボキシル化ポリオレフィン、塩素化ポリオレフィン等を用いることができる。これらのうち1種類を単独で用いてもよいし、2種類以上を併用しても良い。
ポリエチレン樹脂を使用する場合、耐食性や耐傷付き性の観点から、有機樹脂皮膜72中に数平均粒子径0.5〜2μmの粒子で分散されていることが好ましい。
【0217】
潤滑剤(E1)の含有量は、有機樹脂皮膜72中に0.5〜10質量%であることが好ましい。0.5質量%未満であると、潤滑剤(E)を含有することによる効果が十分に得られない場合があり、10質量%超であると、耐食性の向上効果が得られない場合や、加工性が低下する場合がある。
【0218】
本実施形態に係る表面処理鋼板は、耐食性および塗装密着性に優れ、しかも、光沢が十分に抑えられ、L*値が十分に低く、加工時の密着性と耐キズ付性に優れ、美麗な外観を有する。
【0219】
本実施形態に係る表面処理鋼板は、光沢が十分に抑えられた外観を有するので、有機樹脂皮膜72の表面に艶消し剤を含有する皮膜を形成したり、有機樹脂皮膜72に艶消し剤を含有させたりする必要がなく、薄膜で低い光沢を実現できる。また、有機樹脂皮膜72とめっき層73との密着性が優れているため、有機樹脂皮膜72とめっき層73との間に下地層を設ける必要がなく、容易に製造することができる。
【0220】
本実施形態においては、1層の有機樹脂皮膜72を備える表面処理鋼板を例に挙げて説明したが、有機樹脂皮膜72は1層以上であればよく、2層以上であってもよい。有機樹脂皮膜が2層以上設けられている場合、有機樹脂皮膜の合計の厚みが、1〜10μmであることが好ましい。
【0221】
本実施形態に係る有機樹脂皮膜は、スルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)であるカーボンブラックとを含む黒色の水系塗料をめっき層17の形成された鋼板71に塗布し、焼付乾燥することにより得られる。
【0222】
水系塗料の製造方法は特に限定されないが、例えば、水中に有機樹脂皮膜72の成分であるスルホン酸基を含有するポリエステル樹脂(A1)と硬化剤(B1)と着色剤(C1)としてカーボンブラックとを添加し、ディスパーで攪拌し、溶解もしくは分散させる方法が挙げられる。
水系塗料の塗布方法は、特に制限されるものではなく、例えば、公知のロールコート、カーテンコート、ダイコート、スプレー塗布、バーコート、浸漬、静電塗布等を適宜使用することができる。
焼付乾燥方法は特に制限はなく、あらかじめ、めっき層73の形成された鋼板71を加熱しておくか、水系塗料の塗布後にめっき層73の形成された鋼板71を加熱するか、或いはこれらを組み合わせて乾燥を行ってもよい。
【0223】
焼付乾燥温度については、到達温度で150℃〜250℃であることが好ましく、160℃〜230℃であることが更に好ましく、180℃〜220℃であることが最も好ましい。到達温度が150℃未満であると、焼付硬化が不十分で、耐食性向上効果が十分に得られない虞がある。一方、250℃超であると、焼付硬化が過剰になり、耐食性向上効果が得られない場合や、加工性が低下する場合がある。焼付乾燥時間は1〜60秒であることが好ましく、3〜20秒であることが更に好ましい。1秒未満であると焼付硬化が不十分な場合があり、60秒超であると生産性が低下する。
【0224】
「第6実施形態」
以下、図面を参照して上記の第1実施形態または第2実施形態で得られた表面処理鋼板のめっき層の上面に、更に、着色顔料層を含む着色塗膜層を形成した場合について説明する。
図8Aは、第6実施形態に係る表面処理鋼板の一例を説明するための拡大断面図である。図8Aに示す表面処理鋼板81aは、本実施形態1または2の方法で製造され、めっき層を有する表面処理鋼板81の両面において、めっき層82上に接して形成された着色顔料層16からなる着色塗膜層が形成されている。
図8Aに示す表面処理鋼板においては、鋼板81の両面に、めっき層82と着色塗膜層(着色顔料層16)とが形成されている場合を例に挙げて説明するが、鋼板の片面のみに、めっき層82と着色塗膜層とが形成されていてもよい。また、鋼板81の一方の面と、他方の面とに同じ層が形成されていることが、容易に製造でき好ましいが、別々の層が形成されているものであってもよい。
【0225】
着色顔料層16は、顔料と樹脂とを含むものであり、防錆剤を含まない。本実施形態においては、着色顔料層16が防錆剤を全く含まないものであっても、めっき層82と着色塗膜層との密着性が優れているので、表面処理鋼板81aにおいて十分に高い耐食性を確保できる。
着色顔料層16に防錆顔料などの防錆剤を含有させると、着色顔料層16が脆くなり、表面処理鋼板81aの加工性が低下する。本実施形態では、着色顔料層16が防錆剤を含まないので、防錆顔料などの防錆剤を含有させた場合と比較して、優れた加工性を確保できる。
【0226】
着色顔料層16に用いられる顔料としては、一般に公知のものを1種または2種以上用いることができ、特に限定されない。例えば、白色顔料である酸化チタンや、黒色顔料であるカーボンブラックなどを用いることができる。
【0227】
着色顔料層16に用いられる樹脂としては、一般に公知の樹脂、例えば、ポリエステル樹脂、ウレタン樹脂、アクリル樹脂、エポキシ樹脂、フッ素系樹脂、シリコン系樹脂などを1種または2種以上用いることができる。着色顔料層16を形成するための硬化剤としては、メラミンやイソシアネートなど一般に公知の塗料用硬化剤を用いることができる。なお、着色顔料層16に用いられる樹脂として、ポリエステル樹脂をメラミンで架橋したものまたは、ポリエステル樹脂をイソシアネートで架橋したものを用いた場合、より一層優れた加工性が得られるため、より好適である。
【0228】
従来、めっき層82上に直接塗装する塗膜にポリエステル樹脂を適用する場合には、めっき層82との密着性を確保するために、ポリエステル樹脂中にエポキシ樹脂などの密着性の良い樹脂を添加して用いることが一般的であった。
これに対し、本実施形態に係る表面処理鋼板では、着色顔料層16に用いる樹脂として、ポリエステル樹脂をメラミン硬化剤で架橋したものや、ポリエステル樹脂をイソシアネート硬化剤で架橋したもののみを用いても、十分な塗装密着性を確保することができ、縛り加工や曲げ加工などの厳しい加工を施しても着色顔料層16が剥離しない。
【0229】
本実施形態においては、前述の通り、めっき層82が、その上に形成される塗膜に対する優れた塗装密着性を有するものである。そのため、めっき層82上に着色顔料層16を形成することによる耐食性向上効果が効果的に発揮される。したがって、従来と比較して、着色顔料層16の厚みを低減できる。また、本実施形態の表面処理鋼板81aは、めっき層82と着色顔料層16との密着性が優れているので、めっき層82と着色顔料層16との間に化成処理層やプライマー塗膜層を形成しなくても、高い耐食性および加工性を確保できる。したがって、図8Aに示す表面処理鋼板81aのように、めっき層82上に接して着色顔料層16(着色塗膜層)が形成されていてもよい。この場合、化成処理層およびプライマー塗膜層を形成する場合と比較して、製造工程の簡略化を図ることができるとともに、安価で製造できる。
【0230】
めっき層82上に接して着色顔料層16からなる着色塗膜層を形成する工程について説明する。着色顔料層16は、第1実施形態または第2実施形態の方法で得られた表面処理鋼板のめっき層82上に、顔料と樹脂とを含む塗料を塗布することにより形成することができる。
【0231】
「第6実施形態の変形例」
本実施形態に係る表面処理鋼板は、上述した図8Aに示す例に限定されない。図8Bは、第6実施形態に係る表面処理鋼板の他の例を説明するための拡大断面図である。図8Bに示す表面処理鋼板81bは、8Aに示す表面処理鋼板81aと異なり、着色塗膜層15が、めっき層82と着色顔料層16との間に形成されたプライマー塗膜層14を含む。図8Bに示す表面処理鋼板81bは、めっき層82と着色顔料層16との間にプライマー塗膜層14が形成されているので、より一層優れた耐食性が得られる。
【0232】
図8Bに示すプライマー塗膜層14は、樹脂と防錆剤とを含む。
プライマー塗膜14に用いる樹脂としては、着色塗膜層16に使用できる樹脂と同様のものが挙げられる。プライマー塗膜14に用いる樹脂と着色塗膜層16に用いる樹脂とは同じであってもよいし、異なっていてもよい。
【0233】
プライマー塗膜層14に含まれる防錆剤は、環境対応の視点から、6価クロムを含まない非クロム系のものを用いた方がより好ましい。非クロム系の防錆剤としては、Si、Pのいずれか一方または両方を含むものであることが好ましい。この場合、より一層優れた耐食性が得られる。防錆剤は、防錆顔料を含むものであってもよいし、防錆顔料を含むものでなくてもよいし、防錆顔料のみであってもよい。
【0234】
Si、Pのいずれか一方または両方を含む防錆剤としては、例えば、シリカ系防錆顔料、リン酸亜鉛系防錆顔料、リン酸アルミニウム系防錆顔料、リン酸マグネシウム系の防錆顔料などがある。市販の防錆剤としては、例えば、GRACE社製のカルシウム吸着シリカである「SHIELDEX」(登録商標)シリーズ、テイカ社製のトリポリリン酸2水素アルミニウムである「K−WHITE」(登録商標)シリーズなどを使用することができる。
【0235】
プライマー塗膜層14に含まれる防錆剤が防錆顔料である場合、プライマー塗膜層14中の防錆剤の含有量は、固形分濃度で5〜30質量%であることが好ましい。プライマー塗膜層14中の防錆顔料の含有量が、上記範囲内である場合、加工性を確保しつつ、より一層優れた耐食性が得られる。防錆剤が防錆顔料である場合にプライマー塗膜層14中の防錆剤の含有量が5質量%未満であると、防錆剤を含有させることによる効果が充分に発揮されない恐れがある。一方、防錆剤の含有量が30質量%を超えると、プライマー塗膜層14が脆くなり、成形加工を行った場合に加工部の塗装膜が剥離しやすくなり、表面処理鋼板の加工性に支障をきたす虞がある。
【0236】
図8Bに示す表面処理鋼板81bを製造するには、まず、めっき層を有する表面処理鋼板81の、めっき層82上に接してプライマー塗膜層14を形成する。プライマー塗膜層14は、めっき層82上に、樹脂と防錆剤とを含む塗料を塗布して塗膜を形成し、乾燥・焼付し、水冷することにより形成する。
【0237】
次いで、めっき層82とプライマー塗膜層14の形成された鋼板81の両面に、図8Aに示す表面処理鋼板81aと同様にして、着色顔料層16を形成する。このことにより、着色顔料層16とプライマー塗膜層14とからなる着色塗膜層15が形成される。
【0238】
本実施形態の表面処理鋼板81bは、めっき層82が、その上に形成される塗膜に対する優れた塗装密着性を有するものであるので、めっき層82と着色塗膜層15のプライマー塗膜層14との間に化成処理層を形成しなくても、高い耐食性および加工性を確保できる。したがって、図8Bに示す表面処理鋼板81bのように、めっき層82上に接してプライマー塗膜層14が形成されているものとすることができる。図8Bに示す表面処理鋼板81bでは、化成処理層を形成する場合と比較して、製造工程の簡略化を図ることができるとともに、安価で製造できる。
【0239】
「第6実施形態の他の変形例」
本実施形態に係る表面処理鋼板においては、より一層耐食性を向上させるために、必要に応じて、着色塗膜層とめっき層との間に化成処理層が形成されていてもよい。
図8Cは、第6実施形態に係る表面処理鋼板の他の変形例を説明するための拡大断面図である。図8Cに示す表面処理鋼板81cは、図8Bに示す表面処理鋼板81bと異なり、着色塗膜層15とめっき層82との間に化成処理層17が形成されている。図8Cに示す表面処理鋼板81cは、着色塗膜層15とめっき層82との間に形成された化成処理層17を含むものであるので、より一層優れた耐食性が得られる。
【0240】
図8Cに示す化成処理層17は、シリカとシランカップリング剤と樹脂とを含む処理液を用いて化成処理することによって得られたものであることが好ましい。この場合、より一層、着色塗膜層15とめっき層82との密着性に優れた化成処理層17が得られる。
化成処理の処理液に含まれる樹脂としては、ポリエステル樹脂、アクリル樹脂、ウレタン樹脂、エポキシ樹脂等の一般に公知のものを用いることができる。これらの樹脂は、水溶性もしくは水に分散したタイプであると、化成処理に用いる処理液の取り扱いが容易となるため、より好適である。
【0241】
化成処理の処理液に含まれるシリカは、一般に公知のものを使用することができる。特に微細な粒径を持ったシリカは、化成処理の処理液中に分散させた場合に安定を維持できるため、より好適である。処理液に含有させるシリカとして、市販のシリカを使用してもよい。市販のシリカとしては、例えば、「スノーテックスN」、「スノーテックスC」、「スノーテックスUP」、「スノーテックスPS」(何れも日産化学工業製)、「アデライトAT−20Q」(旭電化工業製)等のシリカゲル、又はアエロジル#300(日本アエロジル製)等の粉末シリカ等を用いることができる。
【0242】
化成処理の処理液に含まれるシランカップリング剤としては、例えばγ−(2−アミノエチル)アミノプロピルトリメトキシシラン、γ−(2−アミノエチル)アミノプロピルメチルジメトキシシラン、γ−(2−アミノエチル)アミノプロピルトリエトキシシラン、γ−(2−アミノエチル)アミノプロピルメチルジエトキシシラン、γ−(2−アミノエチル)アミノプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリエトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、N−β−(N−ビニルベンジルアミノエチル) −γ−アミノプロピルトリメトキシシラン、N−β−(N−ビニルベンジルアミノエチル) −γ−アミノプロピルメチルジメトキシシラン、N−β−(N−ビニルベンジルアミノエチル) −γ−アミノプロピルトリエトキシシラン、N−β−(N-ビニルベンジルアミノエチル) −γ−アミノプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルメチルジメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−メルカプトプロピルトリメトキシシラン、γ−メルカプトプロピルメチルジメトキシシラン、γ−メルカプトプロピルトリエトキシシラン、γ−メルカプトプロピルメチルジエトキシシラン、メチルトリメトキシシラン、ジメチルジメトキシシラン、メチルトリエトキシシラン、ジメチルジエトキシシラン、ビニルトリアセトキシシラン、γ−クロロプロピルトリメトキシシラン、γ−クロロプロピルメチルジメトキシシラン、γ−クロロプロピルトリエトキシシラン、γ−クロロプロピルメチルジエトキシシラン、ヘキサメチルジシラザン、γ−アニリノプロピルトリメトキシシラン、γ−アニリノプロピルメチルジメトキシシラン、γ−アニリノプロピルトリエトキシシラン、γ−アニリノプロピルメチルジエトキシシラン、ビニルトリメトキシシラン、ビニルメチルジメトキシシラン、ビニルトリエトキシシラン、ビニルメチルジエトキシシラン、オクタデシルジメチル[3−(トリメトキシシリル)プロピル]アンモニウムクロライド、オクタデシルジメチル[3−(メチルジメトキシシリル)プロピル]アンモニウムクロライド、オクタデシルジメチル[3−(トリエトキシシリル)プロピル]アンモニウムクロライド、オクタデシルジメチル[3−(メチルジエトキシシリル)プロピル]アンモニウムクロライド、γ−クロロプロピルメチルジメトキシシラン、γ-メルカプトプロピルメチルジメトキシシラン、メチルトリクロロシラン、ジメチルジクロロシラン、トリメチルクロロシラン等を用いることができる。グリシジルエーテル基を有するγ−グリシドキシプロピルトリメトキシシラン、及びγ−グリシドキシプロピルトリエトキシシランを使用すると、塗膜の加工密着性は特に向上する。さらに、トリエトキシタイプのシランカップリング剤を使用すると、下地処理液の保存安定性を向上させることができる。これは、トリエトキシシランが水溶液中で比較的安定であり、重合速度が遅いためであると考えられる。
【0243】
化成処理層は、タンニン、タンニン酸、ジルコニウム化合物、チタニウム化合物から選ばれるいずれか1種または2種以上を含む防錆剤を含むものであってもよい。
【0244】
図8Cに示す表面処理鋼板81cを製造するには、まず、第1実施形態または第2実施形態の方法で得られた表面処理鋼板のめっき層82の上に、シリカとシランカップリング剤と樹脂とを含む処理液を塗布する化成処理を行って乾燥させ、放冷することで、化成処理皮膜を形成する。
【0245】
化成処理の処理液がジルコニウム化合物を含むものである場合、ジルコニウム化合物として、炭酸ジルコニルアンモニウム、ジルコンフッ化水素酸、ジルコンフッ化アンモニウム、ジルコンフッ化カリウム、ジルコンフッ化ナトリウム、ジルコニウムアセチルアセトナート、ジルコニウムブトキシド1−ブタノール溶液、ジルコニウムn−プロポキシド等の一般に公知のものを使用できる。
また、化成処理の処理液がチタニウム化合物を含むものである場合、チタニウム化合物として、チタンフッ化水素酸、チタンフッ化アンモニウム、シュウ酸チタンカリウム、チタンイソプロポキシド、チタン酸イソプロピル、チタンエトキシド、チタン2−エチル1‐ヘキサノラート、チタン酸テトライソプロピル、チタン酸テトラn−ブチルチタンフッ化カリウム、チタンフッ化ナトリウム等の一般に公知のものを使用できる。
【0246】
次に、めっき層82と化成処理層17の形成された鋼板81の両面の表面に、図8Bに示す表面処理鋼板81bと同様にして、プライマー塗膜層14と着色顔料層16とからなる着色塗膜層15を形成する。
本実施形態に係る表面処理鋼板81cは、めっき層82の塗装密着性が優れており、着色塗膜層15とめっき層82との間に化成処理層17が形成されているので、非常に高い耐食性および加工性を有する。
【0247】
(実施例1)
「実施例m1〜実施例m73、比較例x1、比較例x5〜比較例x15」
図2に示すめっき装置を用いて、以下に示す方法により、表面処理鋼板を形成した。
表1〜表3に示すめっき浴組成、pH、温度のめっき浴を、排出口2cから排出し、供給口2dから供給して、表1〜表3に示す平均流速で循環させてなる流動状態のめっき浴に、表1〜表3に示す陰極である鋼板を浸漬させた。陽極として表1〜表3に示す材料を用い、表1〜表3に示す電流密度および時間(電析時間)で、電気めっき法により鋼板の表面に亜鉛とバナジウムとを含む(比較例1については亜鉛のみからなる)実施例m1〜実施例m73、比較例x1、比較例x5〜比較例x15のめっき層を形成した。
なお、鋼板としては、JIS G 3141記載の一般冷延鋼板の絞り用であるSPCDで板厚0.8mmのものを用いた。
【0248】
【表1】
【0249】
【表2】
【0250】
【表3】
【0251】
「比較例x2」
図2に示すめっき装置を用いて、以下に示す方法により、電気めっき銅板を形成した。
表3に示すめっき浴組成、pH、温度のめっき浴を、排出口2cから排出し、供給口2dから供給して、表3に示す平均流速で循環させてなる流動状態のめっき浴に、表3に示す陰極である銅板を浸漬させた。陽極として表3に示す材料を用い、表3に示す電流密度および時間で、電気めっき法により銅板の表面に亜鉛とバナジウムとを含む比較例x2のめっき層を形成した。
【0252】
「比較例x3」
図2に示すめっき装置を用いて、以下に示す方法により、表面処理鋼板を形成した。
表3に示すめっき浴組成、pH、温度のめっき浴を循環させず、静止状態とされためっき浴に、表3に示す陰極である鋼板を浸漬させた。陽極として表3に示す材料を用い、表3に示す電流密度および時間で、電気めっき法により鋼板の表面に亜鉛とバナジウムとを含む比較例x3のめっき層を形成した。
【0253】
「比較例4」
めっき槽内のめっき浴を循環させず、めっき槽の底部に配置した攪拌子(スターラー)によって攪拌されている状態(攪拌状態)としたこと以外は、比較例x3と同様にして、比較例x4のめっき層を形成した。
【0254】
表1〜表3に示すめっき浴組成においては、Zn化合物としてZnSO4・7H2Oを用い、V化合物としてVOSO4・5H2Oを用い(実施例m26および実施例m27のみV化合物としてVO(C5H7O2)2を用い)、さらに必要に応じてpH調整剤としてH2SO4を用い、めっき浴の導電性を安定させるためにNa2SO4を用いた。さらに、他の金属化合物としてNiSO4・6H2Oを用い、これらの含有量を調整することにより、表1〜表3に示すZn2+、V(V4+、VO2+)、Na+、Ni2+の濃度となるように調整した。
【0255】
このようにして得られた実施例m1〜実施例m73、比較例x1〜比較例x15のめっき層の目付け量とバナジウム含有率と表面粗さRaとを以下に示す方法により求めた。
めっき層の目付量は、蛍光X線により検出されるV元素およびZn元素の単位面積当たりの合計質量とした。バナジウム含有率は、蛍光X線により検出されたV元素量を前記目付量で除して百分率で算出した。めっき層の表面粗さRa(中心線平均粗さ)は、JIS B 0601:2001に基づいて測定した。
その結果を表4〜表6に示す。
【0256】
【表4】
【0257】
【表5】
【0258】
【表6】
【0259】
表4〜表6に示すように、実施例m1〜実施例m73、比較例x3、比較例x4、比較例x15の表面処理鋼板では、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であった。
これに対し、表6に示すように、比較例x1、比較例x9〜比較例x14の表面処理鋼板では、バナジウム含有率が1%未満であった。また、比較例x5〜比較例x8、比較例x12の表面処理鋼板では、目付け量が3g/m2未満であった。
【0260】
実施例m1〜実施例m73、比較例x1〜比較例x15のめっき層を、走査型電子顕微鏡を用いて観察し、鋼板(銅板)の厚み方向に成長された複数のデンドライト状の柱状結晶を有するか否かを確認した。その結果を図3A〜図6Bに示す。図3A〜図6Bに示す断面の写真において、最上面の白色の部分は、めっき層を観察しやすくするために設けた金層である。
【0261】
図3A及び図3Bは、実施例m23の表面処理鋼板のめっき層の走査型電子顕微鏡写真である。図3Aは上面から見た写真であり、図3Bは、断面の写真である。図3Aおよび図3Bに示すように、実施例m23のめっき層は、鋼板に達するクラック(隙間)がなく、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶を有していた。実施例m1〜実施例m73、比較例x5〜比較例x8の表面処理鋼板のめっき層も、実施例m23と同様に、鋼板に達するクラック(隙間)がなく、鋼板の厚み方向に成長された複数のデンドライト状の柱状結晶を有していた。
【0262】
図4A及び図4Bは、比較例x3の表面処理鋼板のめっき層の走査型電子顕微鏡写真である。図4Aは上面から見た写真であり、図4Bは、断面の写真である。図4Aおよび図4Bに示すように、静止状態とされためっき浴を用いて形成した比較例x3のめっき層は、デンドライト状の柱状結晶を有していなかった。さらに、図4Bに示すように、比較例x3のめっき層は、表面に鋼板に達する深いクラック(隙間)が形成されていた。
また、攪拌状態とされためっき浴を用いて形成した比較例x4のめっき層は、比較例x3と同様の結晶構造であり、表面に鋼板に達する深いクラック(隙間)が形成されており、デンドライト状の柱状結晶を有していなかった。また、めっき浴中に硝酸イオンが0.01%含まれた比較例x15でも、デンドライト状の柱状結晶を有していなかった。
【0263】
図5A及び図5Bは、比較例x2の電気めっき銅板のめっき層の走査型電子顕微鏡写真である。図5Aは上面から見た写真であり、図5Bは断面の写真である。図5Aおよび図5Bに示すように、銅板の表面に形成した比較例x2のめっき層は、寄せ集まった粒状結晶を有しており、デンドライト状の柱状結晶を有していなかった。
【0264】
図6A及び図6Bは、比較例x1の表面処理鋼板のめっき層の走査型電子顕微鏡写真である。図6Aは上面から見た写真であり、図6Bは断面の写真である。図6Aおよび図6Bに示すように、バナジウムを含まない比較例x1のめっき層は、デンドライト状の柱状結晶を有していなかった。
また、バナジウム含有率が1%未満である比較例x9〜比較例x14のめっき層は、比較例x1と同様の結晶構造であり、デンドライト状の柱状結晶を有していなかった。
【0265】
実施例m1〜実施例m73、比較例x1〜比較例x15の表面処理鋼板(銅板)のうち、めっき層がデンドライト状の柱状結晶を有する実施例m1〜実施例m73、比較例x5〜比較例x8について、EPMA(Electron Probe Micro−Analyzer)を用いて、隣接する柱状結晶間に存在するバナジウム含有率xと柱状結晶内に存在するバナジウム含有率yとをそれぞれ複数個所測定した。
【0266】
隣接する柱状結晶間とは、図3Bに示す走査型電子顕微鏡写真における濃い灰色部分に対応する領域である。また、柱状結晶内とは、図3Bに示す走査型電子顕微鏡写真における薄い灰色部分に対応する領域である。
上記の測定結果を基に、隣接する柱状結晶間(アーム外)に存在するバナジウム含有率xと柱状結晶内(アーム内)に存在するバナジウム含有率yのそれぞれの平均値を算出し、xとyの比x/yを求めた。その結果を表4〜表6に示す。
【0267】
表4〜表6に示すように、実施例m1〜実施例m73、比較例x5〜比較例x8の表面処理鋼板のめっき層は、xとyとの比x/yが、バナジウム元素換算で1.1以上3.0以下であった。
【0268】
実施例m1〜実施例m73、比較例x1〜比較例x15の表面処理鋼板(銅板)の裸性能として、耐食性、パウダリング性、塗装密着性、放射率を以下に示す方法により評価した。その結果を表4〜表6に示す。
【0269】
「耐食性」
表面処理鋼板から切り出した試験片のエッジおよび裏面をテープシールして、塩水噴霧試験(JIS Z 2371)を行った。そして、24時間後の非シール部分の白錆発生面積率を目視で観察し、以下の基準で評価した。白錆発生面積率とは、観察部位の面積に対する白錆発生部位の面積の百分率である。
【0270】
(基準)
6:白錆発生面積率3%未満、
5:白錆発生面積率3%以上、10%未満、
4:白錆発生面積率10%以上、25%未満、
3:白錆発生面積率25%以上、50%未満、
2:白錆発生面積率50%以上、75%未満、
1:白錆発生面積率75%以上
【0271】
「パウダリング性(めっき層と鋼板との間の密着性)」
パウダリング試験には、60°V曲げ金型を用いた。表面処理鋼板から切り出した試験片の評価面が曲げ部の内側となるように、先端の曲率半径が1mmである金型を用いて、 60°に曲げ加工し、曲げ部の内側にテープを貼り、テープを引き剥がした。テープと共に剥離しためっき層の剥離状況から、パウダリング性を以下の基準で評価した。
【0272】
(基準)
S:剥離幅2mm未満
A:剥離幅2mm以上3mm未満
B:剥離幅3mm以上5mm未満
C:剥離幅5mm以上
【0273】
「放射率」
日本分光社製のフーリエ変換赤外分光光度計「VALOR−III」を用いて、表面処理鋼板の温度を100℃にしたときの波数600〜3000cm−1の領域における赤外発光スペクトルを測定し、これを標準黒体の発光スペクトルと比較することにより、算出した。なお、標準黒体としては、鉄板にタコスジャパン社販売(オキツモ社製造)の「THI−1B黒体スプレー」を30±2μmの膜厚でスプレー塗装したものを用いた。
【0274】
「塗装密着性」
表面処理鋼板から切り出した試験片に塗料(関西ペイント株式会社製、アミラック♯1000)をバーコート塗布し、140℃で20分間焼付を行い、乾燥膜厚で25μmの皮膜を形成した。得られた塗装板を沸騰水に30分浸漬後、常温の室内に24時間放置した。その後、試験片に対して1mm角100個の碁盤目をNTカッターで切り入れ、これをエリクセン試験機で7mm押し出した後、この押し出し凸部に粘着テープによる剥離テストを行い、以下の基準にて塗装密着性を評価した。
【0275】
(基準)
S:剥離無し
A:剥離個数1個以上、10個未満
B:剥離個数10個以上、50個未満
C:剥離個数50個以上
【0276】
表4および表5に示すように、実施例m1〜実施例m73の表面処理鋼板では、耐食性の基準が4以上、パウダリング性の基準がA以上、塗装密着性の基準がA以上であり、耐食性、パウダリング性、塗装密着性のいずれも優れていた。
【0277】
一方、表6に示すように、めっき層がバナジウムを含まない比較例x1では、パウダリング性に優れているが、デンドライト状の柱状結晶を有するめっき層が得られず、耐食性および塗装密着性が不十分であった。
銅板の表面にめっき層を形成した比較例x2では、デンドライト状の柱状結晶を有するめっき層が得られず、パウダリング性、耐食性、塗装密着性のいずれも不十分であった。
【0278】
静止状態とされためっき浴を用いてめっき層を形成した比較例x3及び攪拌状態とされためっき浴を用いてめっき層を形成した比較例x4では、デンドライト状の柱状結晶を有するめっき層が得られず、塗装密着性は良好であったが、パウダリング性および耐食性は不十分であった。
【0279】
めっき層の目付け量が3g/m2未満である比較例x5〜比較例x8では、耐食性が不十分であった。
めっき層のバナジウム含有率が1%未満である比較例x9〜比較例x14では、パウダリング性に優れているが、デンドライト状の柱状結晶を有するめっき層が得られず、耐食性が非常に低く、塗装密着性も不十分であった。
【0280】
デンドライト状結晶が形成されなかった比較例x15では、耐食性、塗装密着性が不十分であった。
【0281】
(実施例2)
次に、実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板(銅板)に、表7に示すような樹脂皮膜の薬剤を用いて、表8〜10に示す組成を有する樹脂皮膜の原料を、上記めっきを施した鋼板表面に塗布し、焼付乾燥して樹脂皮膜を形成した。そして、皮膜形成後の性能として、加工部耐食性、導電性、放射率、耐傷付き性を評価した。放射率については、実施例1と同様の方法で、同様の基準にて評価を行った。加工部耐食性、導電性、耐傷付き性については、以下のように評価を行った。結果を表11〜13に示す。
なお、以下、樹脂皮膜中の含有量は、全て樹脂皮膜の固形分に対する質量%である。また、表中のめっきとは、用いた表面処理鋼板の番号を示しており、実施例1の番号に対応している。また、空欄は、意図的には含有させていないことを示している。
【0282】
「加工部耐食性」
試験片の中央部にエリクセン試験機(JIS Z 2247のA寸法に準拠)にて6mm押し出し加工したのち、端面をテープシールしてJIS Z 2371に準拠した塩水噴霧試験(SST)を24時間、72時間、及び120時間行い、押し出し加工を施した部分の各々の試験時間後における錆発生状況を観察し、下記の評価基準で評価した。
【0283】
(基準)
5:白錆発生面積が1%未満
4:白錆発生面積が1%以上、5%未満
3:白錆発生面積が5%以上、10%未満
2:白錆発生面積が10%以上、30%未満
1:白錆発生面積が30%以上
【0284】
「導電性」
樹脂皮膜を形成した表面処置鋼板から切り出した試験片を用いて、JIS C 2550に規定されている測定方法で、層間抵抗値(Ω・cm2 )を測定し、以下の基準にて導電性を評価し、C以上を好適とした。
【0285】
(基準)
S:層間抵抗値が1.0Ω・cm2未満
A:層間抵抗値が1.0Ω・cm2以上1.5Ω・cm2未満
B:層間抵抗値が1.5Ω・cm2以上2.0Ω・cm2未満
C:層間抵抗値が2.0Ω・cm2以上2.5Ω・cm2未満
D:層間抵抗値が2.5Ω・cm2以上3.0Ω・cm2未満
E:層間抵抗値が3.0Ω・cm2以上
【0286】
「耐傷付き性」
試験片をラビングテスター(大平理化工業社製)に設置後、ラビングテスターの摺動冶具先端に前記試験片と平行になるように縦30mm、横30mmの大きさの段ボール紙を取り付け、その段ボール紙を9.8N(1.0kgf)の荷重で5往復、及び10往復擦った後の皮膜状態を下記の評価基準で評価した。
(基準)
5:擦り面に全く痕跡が認められない
4:擦り面に極僅かに摺動傷が付く(目を凝らして何とか摺動傷が判別できるレベル)
3:擦り面に僅かに摺動傷が付く(目を凝らすと容易に摺動傷が判別できるレベル)
2:擦り面に明確な摺動傷が付く(瞬時に摺動傷が判別できるレベル)
1:擦り面の皮膜が脱落し、下地の金属板が露出する
【0287】
【表7】
【0288】
【表8】
【0289】
【表9】
【0290】
【表10】
【0291】
【表11】
【0292】
【表12】
【0293】
【表13】
【0294】
表11〜表13に示すように、実施例s1〜実施例s40の表面処理鋼板では、加工部耐食性が3以上、導電性がC以上、耐傷付き性が3以上と優れていた。
【0295】
(実施例3)
次に、実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板の表面に、表14に示すような薬剤を用いて、表15〜17に示す組成を有する水系金属表面処理剤を、塗布し、焼付乾燥して皮膜を形成した。
そして、皮膜形成後の性能として、加工部耐食性、導電性、加工性(加工密着性)、放射率について、加工性以外は、実施例2と同様の方法で、同様の基準にて評価を行った。加工性は、以下に示すように評価を行った。結果を表18〜20に示す。
【0296】
「加工性」
皮膜を形成した表面処置鋼板から切り出した試験片に180°折り曲げ加工を施した後、折り曲げ部の外側に対してテープ剥離試験を実施した。テープ剥離部の外観を拡大率10倍のルーペで観察し、下記の評価基準で評価した。折り曲げ加工は20℃の雰囲気中で0.5mmのスペーサーを間に挟んで実施した。
【0297】
(基準)
5:塗膜に剥離は認められない
4:極一部の塗膜に剥離が認められる(剥離面積≦2%)
3:一部の塗膜に剥離が認められる(2%<剥離面積≦10%)
2:塗膜に剥離が認められる(10%<剥離面積≦20%)
1:塗膜に剥離が認められる(剥離面積>20%)
【0298】
【表14】
【0299】
【表15】
【0300】
【表16】
【0301】
【表17】
【0302】
【表18】
【0303】
【表19】
【0304】
【表20】
【0305】
表18〜表20に示すように、実施例t1〜実施例t49の表面処理鋼板では、加工部耐食性が3以上、導電性がB以上、耐傷付き性が3以上と優れていた。
【0306】
(実施例4)
次に、実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板の表面に、以下に示す方法により、有機樹脂皮膜を形成し、実施例r1〜実施例r87、比較例f1〜比較例f9の表面処理鋼板(銅板)を形成した。
すなわち、表21に示す樹脂(A1)と、表22に示す硬化剤(B1)と、表23に示す着色剤(C1)と、必要に応じて表24に示すシリカ(D1)と表25に示す潤滑剤(E1)のいずれか一方または両方を含む黒色の水系塗料を、バナジウム酸化物とを含むめっき層を有する表面処理鋼板(銅板)の表面に塗布し、焼付乾燥することにより、有機樹脂皮膜を形成した。
水系塗料は、水中に有機樹脂皮膜の成分である樹脂と硬化剤(B1)と着色剤(C1)と、必要に応じてシリカ(D1)と潤滑剤(E1)のいずれか一方または両方とをディスパーで攪拌し、溶解もしくは分散させることにより製造した。また、水系塗料の塗布には、ロールコートを使用した。また、焼付乾燥方法としては、水系塗料の塗布後にめっき層の形成された鋼板(銅板)を表29〜表31に示す到達温度(到達板温度)に加熱する方法を用いた。
【0307】
このようにして得られた表面処理鋼板(銅板)から、それぞれ縦50mm、横100mmの試験片を切り出し、以下に示す方法により、皮膜成形後の性能として、外観(隠蔽性、L*値、光沢)、加工密着性、加工部耐食性、耐傷付き性について評価した。結果を表29〜表31に示す。
【0308】
「隠蔽性」
試験片を目視観察し、塗膜の隠蔽性を下記の評価基準で評価した。
(基準)
5:黒色、表面艶ともに均一である。下地も全く透けて見えない。
4:黒色は均一であるが、表面艶が不均一である。下地は全く透けて見えない。
3:黒色、表面艶ともに不均一である。下地は全く透けて見えない。
2:黒色、表面艶ともに不均一であり容易に確認できる。下地がやや透けている。
1:黒色、表面艶ともに不均一であり容易に確認できる。下地が明らかに透けている。
【0309】
「光沢」
光沢測定装置(商品名:Uni Gloss 60Plus (コニカミノルタ社製))を用いて、試験片の60度光沢値を測定した。
「L*値」
色彩色差計CR−400(コニカミノルタ社製)を用いて、試験片のL*値を測定した。
【0310】
【表21】
【0311】
【表22】
【0312】
【表23】
【0313】
【表24】
【0314】
【表25】
【0315】
【表26】
【0316】
【表27】
【0317】
【表28】
【0318】
【表29】
【0319】
【表30】
【0320】
【表31】
【0321】
表29〜表31に示すように、実施例r1〜実施例r87の表面処理鋼板では、隠蔽性の評価が3以上、L*値が35以下、60度光沢値が50以下であり優れた外観が得られた。また、加工密着性の評価が4以上であり、加工部耐食性の評価がいずれの試験時間後も3以上、耐傷付き性の評価が3以上であり、加工密着性、加工部耐食性、耐傷付き性が優れていた。
【0322】
(実施例5)
実施例1で製造した亜鉛とバナジウム酸化物とを含むめっき層を有する表面処理鋼板の表面に、以下に示す方法により、着色顔料層を含む着色塗膜層を形成した。
【0323】
なお、着色塗膜層を形成するに際し、必要に応じて、以下に示す方法により、一方の面のめっき層と着色顔料層との間にプライマー塗膜層を形成し、着色顔料層とプライマー塗膜層とからなる着色塗膜層を形成した。
また、必要に応じて、一方の面のめっき層と着色塗膜層との間に、以下に示す方法により、化成処理層を形成した。
【0324】
「化成処理層の形成」
めっき層の形成された鋼板の一方の面に化成処理を施す場合、ロールコーターにて以下に示す処理液を付着量100mg/m2で塗布する化成処理を行って化成処理皮膜を形成した。その後、化成処理皮膜を、熱風オーブンにて鋼板の温度が60℃に到達する条件で乾燥させ、放冷することにより、化成処理層を得た。
【0325】
「化成処理の処理液」
シランカップリング剤5g/Lとシリカ1.0g/Lと樹脂25g/Lとを含む水溶液を作製し、化成処理の処理液とした。なお、シランカップリング剤にはγ−グリシドキシプロピルトリメトキシシランを用い、シリカには水分散微粒シリカである日産化学社製「スノーテックス−N」を用い、樹脂には水系アクリル樹脂であるポリアクリル酸を用いた。
【0326】
「プライマー塗膜層の形成」
めっき層の形成された鋼板の一方の面または、めっき層上に化成処理層の形成された鋼板の一方の面に、ロールコーターにて以下に示すプライマー塗料を5μmの膜厚で塗布して、プライマー塗膜を形成した。その後、プライマー塗膜を、誘導加熱オーブンにて鋼板の温度が210℃に到達する条件で乾燥・焼付し、水冷することにより、プライマー塗膜層を得た。
【0327】
「プライマー塗料」
樹脂として、ポリエステル樹脂をメラミンで架橋したものを用いた。ポリエステル樹脂としては、東洋紡績社製の「バイロン(登録商標)29CS(非晶性ポリエステル樹脂である「バイロン(登録商標)290」を有機溶剤に溶解して液状にした固形分濃度30質量%のものでありシクロヘキサノン/ソルベッソ溶解型でガラス転移点(以降、Tg)72℃、数平均分子量(以降、MN)17,000である)」を用い、硬化剤として三井サイテック社製メラミン樹脂「サイメル(登録商標)303」を用いた。ポリエステル樹脂とメラミン樹脂との混合比は、樹脂固形分の質量比で、ポリエステル樹脂:メラミン樹脂=80:20となるようにした。
【0328】
プライマー塗料は、上記混合比で混合されたポリエステル樹脂とメラミン樹脂との混合溶液に、三井サイテック社製の酸性触媒「キャタリストTM600」を0.5質量%添加して、攪拌することで得られたクリヤー塗料に、防錆顔料(Pを含むものであるテイカ社製のMg処理を施したトリポリリン酸2水素アルミニウム「K−WHITE K−G105」(以下P−Alと称する)と、Siを含むものであるグレイス社製のカルシウムイオン交換シリカ「シールデックスC303」(以下、Ca−Siと称する)とを質量比でP−Al:Ca−Si=1:1の割合で混合したもの)を表2に示す添加量(プライマー塗膜層中の防錆剤である防錆顔料の含有量(固形分濃度))で添加し、攪拌することにより製造した。
【0329】
なお、プライマー塗料を塗布する際には、有機溶剤(シクロヘキサノンとソルベッソ150とを質量比でシクロヘキサノン:ソルベッソ150=1:1で混合したもの)で適宜希釈し、粘度を調整した。
【0330】
「一方の面(表面)の着色顔料層の形成」
めっき層の形成された鋼板の一方の面または、めっき層上に化成処理層および/またはプライマー塗膜層の形成された鋼板の一方の面に、カーテンコーターにて以下に示す着色塗料を15μmの膜厚で塗布し、着色塗膜を形成した。その後、着色塗膜を、誘導加熱オーブンにて鋼板の温度が230℃に到達する条件で乾燥・焼付し、水冷することにより、着色顔料層を得た。
【0331】
「着色塗料」
樹脂として、ポリエステル樹脂をメラミンで架橋したものを用いた。ポリエステル樹脂としては、東洋紡績社製の「バイロン(登録商標)C300(非晶性ポリエステル樹脂でありシクロヘキサノン/ソルベッソ溶解型でTg7℃、数平均分子量(MN)23,000である)」を用い、硬化剤として三井サイテック社製メラミン樹脂「サイメル(登録商標)303」を用いた。ポリエステル樹脂とメラミン樹脂との混合比は、樹脂固形分の質量比で、ポリエステル樹脂:メラミン樹脂=80:20となるようにした。
【0332】
着色塗料は、上記混合比で混合されたポリエステル樹脂とメラミン樹脂との混合溶液に、三井サイテック社製の酸性触媒「キャタリストTM600」を0.5質量%添加し、攪拌することで得られたクリヤー塗料に、白色顔料である石原産業社製の酸化チタン「タイペーク(登録商標)CR−95」もしくは黒色顔料である東海カーボン社製のカーボンブラック「トーカブラック#7350」を添加し、攪拌することにより製造した。
【0333】
なお、顔料として上記の酸化チタンを用いる場合、着色塗料中の全樹脂固形分100質量部に対して100質量部を添加した。また、顔料として上記のカーボンブラックを用いる場合、着色塗料中の全樹脂固形分100質量部に対して5質量部を添加した。
なお、着色塗料を塗布する際には、有機溶剤(シクロヘキサノンとソルベッソ150とを質量比でシクロヘキサノン:ソルベッソ150=1:1で混合したもの)で適宜希釈し、粘度を調整した。
【0334】
「他方の面(裏面)の着色顔料層の形成」
めっき層の形成された鋼板81の他方の面に、ロールコーターにて市販のポリエステル系上塗り塗料である日本ペイント社製「FL100HQ」を5μmの膜厚で塗布し、グレー色系の着色塗膜を形成した。その後、着色塗膜を、誘導加熱オーブンにて鋼板の温度が210℃に到達する条件で乾燥・焼付し、水冷することにより、他方の面の着色顔料層を得た。
【0335】
このようにして作製した表面処理鋼板について、皮膜成形後の性能として、以下に示す評価試験を行った。なお、いずれの試験についても、一方の面(表面)に対して試験を実施し、評価した。評価試験の結果を表32に示す。
【0336】
I.曲げ加工性試験
図9は、曲げ加工性試験における折り曲げ加工を説明するための概略斜視図である。図9に示すように、20℃雰囲気中で表面処理鋼板41の評価面41a(一方の面)が外側になるようにして、180°折り曲げ加工(一般に「0T曲げ加工」と呼ばれる密着曲げ加工)を実施し、加工部を20倍ルーペで観察し、塗膜の割れの有無を調べた。
更に、折り曲げ加工された鋼板41の加工部上にテープを貼り付けて剥離し、テープ剥離後の塗膜の残存状態を観察した。そして、加工部全面において塗膜が全く剥離していない場合をA、加工部の一部で塗膜が剥離している場合をB、塗膜の全面が剥離している場合をCと評価した。
【0337】
II.絞り加工性試験
エリクセン型の20tプレス試験機を用いて、表面処理鋼板を以下に示す条件でプレス加工して成形体を形成する円筒絞り試験を行った。金型のダイス肩Rを3mm、ポンチ肩Rを3mm、ポンチ径をφ50mmとし、絞り比2.0、しわ押さえ圧1t、潤滑油無しの条件で絞り抜くまでプレス加工し、図10に示すカップ状の成形体42を得た。
図10は、絞り加工性試験におけるカップ状の成形体を示した概略斜視図である。図10に示す成形体42を沸騰水中に1時間浸漬し、浸漬後の塗膜を観察した。そして、成形体42から塗膜が全く剥離していないものをA、図10に示す成形体42の成形体端面42aから塗膜剥離巾5mm以内の剥離があるものをB、成形体端面42aから塗膜剥離巾5mm超の剥離があるものをCと評価した。
【0338】
III.耐食性試験
得られた表面処理鋼板を横70mm×縦150mmのサイズに切断し、耐食性試験用のサンプルとした。なお、表面処理鋼板を切断する際に、サンプルの長辺となる端面部については、切断時の返り(バリ)が他方の面(裏面)に来るように(下バリとなるように)した。また、サンプルの短辺の端面部については、切断後にテープにてシールした。
【0339】
このようにして得られたサンプルに対し、JIS K 5400の9.1に記載の方法で塩水噴霧試験を実施した。塩水は、一方の面(表面)に拭きかかかるように噴霧した。試験時間は240時間とした。なお、本試験では、塗膜の上からサンプルの素地(鋼板)に達するようなカット傷は設けなかった。
【0340】
試験終了後、サンプルの長辺の端面の平均膨れ幅と最大膨れ幅を測定し、平均膨れ幅が2mm以下の場合S、2mm超3mm以下の場合A、3mm超5mm以下の場合B、5mm超の場合Cと評価した。なお、端面の平均膨れ幅は、長さ150mmであるサンプルの長辺を10mm毎の区画(全部で15区画)に分け、それぞれの区画内で最大膨れ幅を測定し、各区画の最大膨れ幅の合計値を全区画数(15)で割った値を平均膨れ幅とした。
【0341】
【表32】
【0342】
表32に示すように、実施例n1〜n32の表面処理鋼板では、すべての評価がB以上であった。着色塗膜層がプライマー塗膜層を含まず、着色顔料層のみからなる実施例n1〜n5、n16〜n21、n32の表面処理鋼板であっても、着色塗膜層とめっき層との間に化成処理層が形成されていない実施例n1〜n4、n6〜n10、n16〜n20、n22〜n26、n32の表面処理鋼板であっても、耐食性および/または加工性に優れていた。
【産業上の利用可能性】
【0343】
本発明に係る表面処理鋼板は、バナジウム含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下で、鋼板の厚み方向に成長された複数のデンドライト状のアームを有し、アーム外に存在するバナジウム含有率xのアーム内に存在するバナジウム含有率yとの比x/yが、バナジウム元素換算で1.1以上3.0以下であるめっき層が形成されている。そのため、耐食性および塗装密着性に優れる。
【符号の説明】
【0344】
1、10、71、81 鋼板
2、32 めっき浴
21、22 めっき槽
3、23 陽極
4、5 ロール
2a 上部供給用配管
2b 下部供給用配管
21a 上部槽
21b 下部槽
32c 排出口
32d 供給口
32e 配管
P ポンプ
11 めっき層
12 柱状結晶
【特許請求の範囲】
【請求項1】
鋼板と、
前記鋼板の片面または両面に形成されてかつ、亜鉛及びバナジウムを含むめっき層とを備え;
前記めっき層は、前記バナジウムの含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、前記鋼板の厚み方向に成長した複数のデンドライト状のアームを有し;
前記アーム内に存在する前記バナジウムの含有率yに対する前記アーム外に存在する前記バナジウムの含有率xの比x/yが、バナジウム元素換算で1.1以上3.0以下である;
ことを特徴とする表面処理鋼板。
【請求項2】
前記めっき層が、その表面温度が100℃の条件において測定した波数600〜3000cm−1の領域における放射率が0.30以上0.95以下であることを特徴とする請求項1に記載の表面処理鋼板。
【請求項3】
前記めっき層の表面粗度が、JIS B 0601:2001で規定される中心線平均粗さRaで1.0μm以上、4.0μm以下であることを特徴とする請求項1または2に記載の表面処理鋼板。
【請求項4】
前記めっき層の上にさらに皮膜が1層以上形成されていることを特徴とする請求項1または2に記載の表面処理鋼板。
【請求項5】
前記皮膜が、有機樹脂を含有することを特徴とする請求項4に記載の表面処理鋼板。
【請求項6】
前記皮膜が、樹脂皮膜であり、
前記樹脂皮膜の固形分100質量部に対して、5〜50質量部の金属酸化物粒子と;
更に、前記樹脂皮膜の固形分100質量%に対して0.1〜30質量%の潤滑材と;
を含有することを特徴とする請求項5に記載の表面処理鋼板。
【請求項7】
前記有機樹脂が、
カルボキシル基、水酸基、スルホン酸基、シラノール基の少なくとも1種を構造中に有し;
スルホン酸基を含有するポリエステル樹脂と;
硬化剤と;
カーボンブラックを含有する着色顔料を含む;
ことを特徴とする請求項5に記載の表面処理鋼板。
【請求項8】
前記皮膜が、シランカップリング剤を含有する水系金属表面処理剤を前記鋼板に塗布して乾燥させることにより得られることを特徴とする請求項4に記載の表面処理鋼板。
【請求項9】
前記皮膜が、更に、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物を必須成分とするインヒビター成分を含有する
ことを特徴とする請求項8に記載の表面処理鋼板。
【請求項10】
前記皮膜が、
ポリエーテルポリウレタン樹脂と;
カーボンブラックを含有する着色顔料と;
を含む複合皮膜であることを特徴とする請求項8に記載の表面処理鋼板。
【請求項11】
前記皮膜が、着色顔料層を含む着色塗膜層であることを特徴とする請求項5に記載の表面処理鋼板。
【請求項12】
前記着色塗膜層が、プライマー塗膜層を含み、前記プライマー塗膜層は、前記めっき層と前記着色顔料層との間に形成されて、かつ防錆剤を含むことを特徴とする請求項11に記載の表面処理鋼板。
【請求項13】
前記着色塗膜層が前記めっき層上に接して形成されていることを特徴とする請求項11に記載の表面処理鋼板。
【請求項14】
前記着色塗膜層と前記めっき層との間に、化成処理層をさらに含むことを特徴とする請求項11に記載の表面処理鋼板。
【請求項15】
鋼板の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を備えた表面処理鋼板の製造方法であって、
前記めっき工程において、めっき浴に前記鋼板を浸漬させ、前記めっき浴中の電流密度を20〜150A/dm2として、1秒以上30秒以下の時間、電析を行って前記めっき層を形成し;
前記めっき浴は、亜鉛化合物及びバナジウム化合物を含有し、かつ、バナジウムイオンまたはバナジルイオンの少なくとも1種を合計含有量で0.01mol/l以上1.0mol/l未満含有し、硝酸イオン含有量を0.0005mol/l未満に制限し、さらに、前記めっき浴は、循環させためっき浴または、めっき浴中で鋼板を移動させることにより前記鋼板に対して前記めっき浴が相対的に流動されるめっき浴の少なくとも一方であり;
前記めっき層は、バナジウム含有率が1%以上20%以下、かつ目付け量が3g/m2以上40g/m2以下である;
ことを特徴とする表面処理鋼板の製造方法。
【請求項16】
めっき槽内における前記めっき浴の平均流速を20〜300m/minの範囲とすることを特徴とする請求項15に記載の表面処理鋼板の製造方法。
【請求項17】
前記めっき浴が、ナトリウムイオンを0.1mol/l以上4.0mol/l以下含むことを特徴とする請求項15または16に記載の表面処理鋼板の製造方法。
【請求項18】
前記めっき浴が、ニッケルイオンを0.01mol/l以上1.0mol/l以下含むことを特徴とする請求項15または16に記載の表面処理鋼板の製造方法。
【請求項1】
鋼板と、
前記鋼板の片面または両面に形成されてかつ、亜鉛及びバナジウムを含むめっき層とを備え;
前記めっき層は、前記バナジウムの含有率が1%以上20%以下かつ目付け量が3g/m2以上40g/m2以下であり、前記鋼板の厚み方向に成長した複数のデンドライト状のアームを有し;
前記アーム内に存在する前記バナジウムの含有率yに対する前記アーム外に存在する前記バナジウムの含有率xの比x/yが、バナジウム元素換算で1.1以上3.0以下である;
ことを特徴とする表面処理鋼板。
【請求項2】
前記めっき層が、その表面温度が100℃の条件において測定した波数600〜3000cm−1の領域における放射率が0.30以上0.95以下であることを特徴とする請求項1に記載の表面処理鋼板。
【請求項3】
前記めっき層の表面粗度が、JIS B 0601:2001で規定される中心線平均粗さRaで1.0μm以上、4.0μm以下であることを特徴とする請求項1または2に記載の表面処理鋼板。
【請求項4】
前記めっき層の上にさらに皮膜が1層以上形成されていることを特徴とする請求項1または2に記載の表面処理鋼板。
【請求項5】
前記皮膜が、有機樹脂を含有することを特徴とする請求項4に記載の表面処理鋼板。
【請求項6】
前記皮膜が、樹脂皮膜であり、
前記樹脂皮膜の固形分100質量部に対して、5〜50質量部の金属酸化物粒子と;
更に、前記樹脂皮膜の固形分100質量%に対して0.1〜30質量%の潤滑材と;
を含有することを特徴とする請求項5に記載の表面処理鋼板。
【請求項7】
前記有機樹脂が、
カルボキシル基、水酸基、スルホン酸基、シラノール基の少なくとも1種を構造中に有し;
スルホン酸基を含有するポリエステル樹脂と;
硬化剤と;
カーボンブラックを含有する着色顔料を含む;
ことを特徴とする請求項5に記載の表面処理鋼板。
【請求項8】
前記皮膜が、シランカップリング剤を含有する水系金属表面処理剤を前記鋼板に塗布して乾燥させることにより得られることを特徴とする請求項4に記載の表面処理鋼板。
【請求項9】
前記皮膜が、更に、チタンおよびジルコニウムから選ばれる少なくとも1種を有するフルオロ金属錯化合物を必須成分とするインヒビター成分を含有する
ことを特徴とする請求項8に記載の表面処理鋼板。
【請求項10】
前記皮膜が、
ポリエーテルポリウレタン樹脂と;
カーボンブラックを含有する着色顔料と;
を含む複合皮膜であることを特徴とする請求項8に記載の表面処理鋼板。
【請求項11】
前記皮膜が、着色顔料層を含む着色塗膜層であることを特徴とする請求項5に記載の表面処理鋼板。
【請求項12】
前記着色塗膜層が、プライマー塗膜層を含み、前記プライマー塗膜層は、前記めっき層と前記着色顔料層との間に形成されて、かつ防錆剤を含むことを特徴とする請求項11に記載の表面処理鋼板。
【請求項13】
前記着色塗膜層が前記めっき層上に接して形成されていることを特徴とする請求項11に記載の表面処理鋼板。
【請求項14】
前記着色塗膜層と前記めっき層との間に、化成処理層をさらに含むことを特徴とする請求項11に記載の表面処理鋼板。
【請求項15】
鋼板の表面に、電気めっき法により亜鉛とバナジウムとを含むめっき層を形成するめっき工程を備えた表面処理鋼板の製造方法であって、
前記めっき工程において、めっき浴に前記鋼板を浸漬させ、前記めっき浴中の電流密度を20〜150A/dm2として、1秒以上30秒以下の時間、電析を行って前記めっき層を形成し;
前記めっき浴は、亜鉛化合物及びバナジウム化合物を含有し、かつ、バナジウムイオンまたはバナジルイオンの少なくとも1種を合計含有量で0.01mol/l以上1.0mol/l未満含有し、硝酸イオン含有量を0.0005mol/l未満に制限し、さらに、前記めっき浴は、循環させためっき浴または、めっき浴中で鋼板を移動させることにより前記鋼板に対して前記めっき浴が相対的に流動されるめっき浴の少なくとも一方であり;
前記めっき層は、バナジウム含有率が1%以上20%以下、かつ目付け量が3g/m2以上40g/m2以下である;
ことを特徴とする表面処理鋼板の製造方法。
【請求項16】
めっき槽内における前記めっき浴の平均流速を20〜300m/minの範囲とすることを特徴とする請求項15に記載の表面処理鋼板の製造方法。
【請求項17】
前記めっき浴が、ナトリウムイオンを0.1mol/l以上4.0mol/l以下含むことを特徴とする請求項15または16に記載の表面処理鋼板の製造方法。
【請求項18】
前記めっき浴が、ニッケルイオンを0.01mol/l以上1.0mol/l以下含むことを特徴とする請求項15または16に記載の表面処理鋼板の製造方法。
【図1】

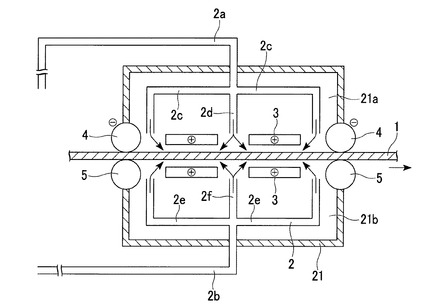
【図2】
【図7】
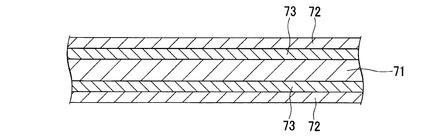
【図8A】
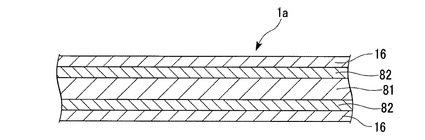
【図8B】
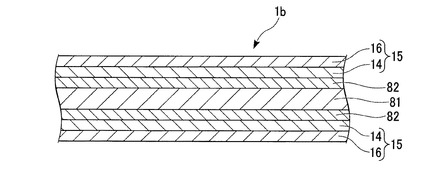
【図8C】
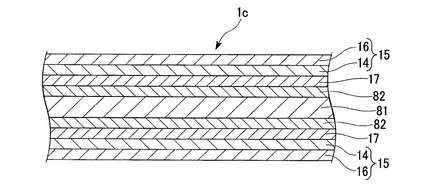
【図9】
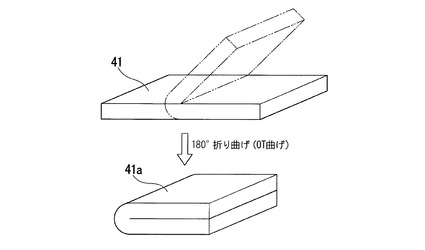
【図10】
【図3A】

【図3B】
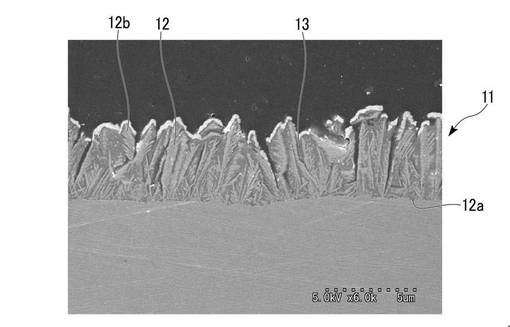
【図4A】
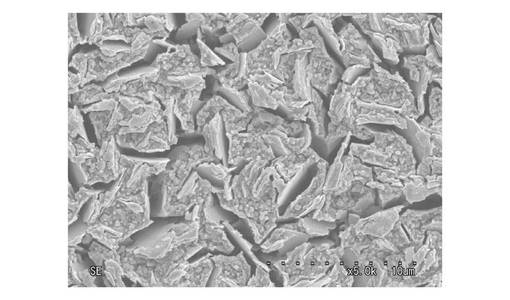
【図4B】
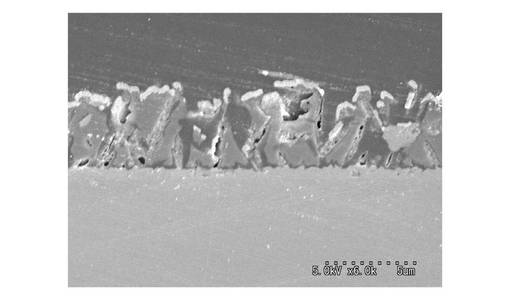
【図5A】
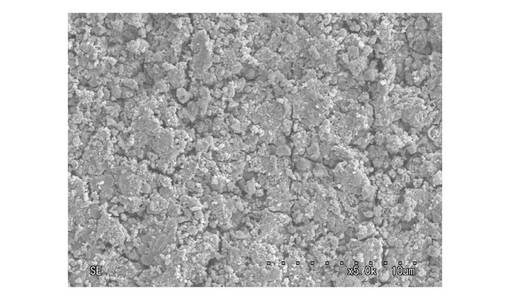
【図5B】
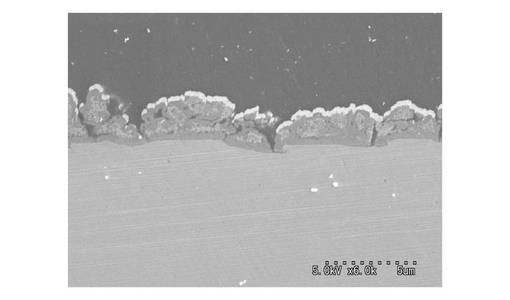
【図6A】
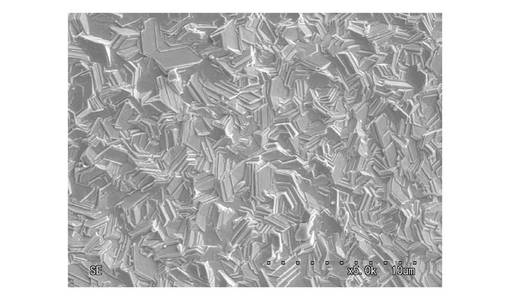
【図6B】
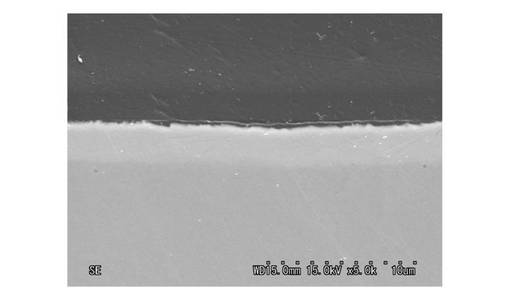
【図2】
【図7】
【図8A】
【図8B】
【図8C】
【図9】
【図10】
【図3A】
【図3B】
【図4A】
【図4B】
【図5A】
【図5B】
【図6A】
【図6B】
【公開番号】特開2013−108183(P2013−108183A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2013−48406(P2013−48406)
【出願日】平成25年3月11日(2013.3.11)
【分割の表示】特願2012−539896(P2012−539896)の分割
【原出願日】平成24年3月29日(2012.3.29)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成25年3月11日(2013.3.11)
【分割の表示】特願2012−539896(P2012−539896)の分割
【原出願日】平成24年3月29日(2012.3.29)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]