
表面加工方法及び表面加工織物
【課題】 製織した後の織物表面に任意の模様を容易に現出可能な表面加工方法を提供し、さらに前記表面加工方法により任意の模様が現出された表面加工織物を提供することである。
【解決手段】 引張ローラ3Aと送り出しローラ3Bとを備える織物搬送手段により所定の張力を付加しながら所定の速度で織物1Aを搬送し、前記引張ローラと送り出しローラとの間に配設する柄出しローラ4、5を、所定の回転速度で所定の接圧で接触させて、緯糸を積極的に波状に変位させて所定の模様を発現する構成とした。
【解決手段】 引張ローラ3Aと送り出しローラ3Bとを備える織物搬送手段により所定の張力を付加しながら所定の速度で織物1Aを搬送し、前記引張ローラと送り出しローラとの間に配設する柄出しローラ4、5を、所定の回転速度で所定の接圧で接触させて、緯糸を積極的に波状に変位させて所定の模様を発現する構成とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は織物の表面模様を付与する表面加工方法及び表面模様が付与された表面加工織物に関する。
【背景技術】
【0002】
従来、製織した後で織物の表面に模様を現出する際には、例えば絹織物に加工される表面模様として、強撚をかけた緯糸を打ち込んで製織した後で精練して緯糸の撚りを戻すことでシボ状の模様を出すことが行われている。
【0003】
また、絹織物を製織した後で、所定模様の凹凸を有する賦型面により布を加熱加圧してエンボス加工を行うことも従来から行なわれている(例えば、特許文献1参照)。
【0004】
また、織物の緯糸方向に模様を現出する方法として、波状の筬を用いて製織時に予め波状の模様を現出することも一般に行われている。
【特許文献1】特開平9−250078号公報(第1−4頁、第3図)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、波状の筬を用いて緯糸を波状とする織物は、常に同じ文様を呈しており、変化に富んだ文様を現出することは困難である。また、製織した後で緯糸を積極的に変位させて所定の模様を現出させることは行われていない。さらに、単に凹凸を有する賦型面を用いて、所定の模様を現出することは困難である。
【0006】
上記のように、従来の技術では、任意の表面模様をニーズに応じて、直ちに現出することは困難である。
【0007】
本発明の目的は、製織した後の織物表面に任意の模様を容易に現出可能な表面加工方法を提供し、さらに前記表面加工方法により任意の模様が現出された表面加工織物を提供することである。
【課題を解決するための手段】
【0008】
上記の目的を達成するために請求項1に係る発明は、製織した後で織物の表面を加工して所定の柄出しを行う表面加工方法であって、引張ローラと送り出しローラとを備える織物搬送手段により所定の張力を付加しながら所定の速度で、長尺な織物をその経糸方向に搬送し、その搬送方向の前記引張ローラと前記送り出しローラとの間に前記経糸と直交する方向の緯糸を変位する柄出しローラを配設すると共に、前記柄出しローラと前記織物とを所定の接圧で接触させて前記柄出しローラを所定の回転速度で回転することで前記緯糸を波状に変位して所定の模様を発現することを特徴としている。
【0009】
上記の構成を有する請求項1に係る発明によれば、製織した後の織物表面に所定の模様を発現する柄出しローラを用いて表面加工を行うので、任意の模様を任意に現出可能な表面加工方法を得ることができる。
【0010】
請求項2に係る発明は、前記柄出しローラを複数配設したことを特徴としている。
【0011】
上記の構成を有する請求項2に係る発明によれば、複数段階の表面加工が可能であり、さらに変化に飛んだ模様を現出することができる。
【0012】
請求項3に係る発明は、前記柄出しローラを、搬送する織物の両側に対向して設け、織物の両面を加工することを特徴としている。
【0013】
上記の構成を有する請求項3に係る発明によれば、織物の表地と裏地とを同時に表面加工することができる。
【0014】
請求項4に係る発明は、前記織物が二重織物であって、該二重織物の表地と裏地とに当接する柄出しローラをそれぞれ別に設けたことを特徴としている。
【0015】
上記の構成を有する請求項4に係る発明によれば、二重織物の表地と裏地とを独立して同時に表面加工することができる。
【0016】
請求項5に係る発明は、前記柄出しローラの回転速度と織物に当接する接圧をそれぞれのローラ毎に変化させたことを特徴としている。
【0017】
上記の構成を有する請求項5に係る発明によれば、それぞれの柄出しローラの表面加工条件を変化させて任意の模様を現出することができる。
【0018】
請求項6に係る発明は、前記柄出しローラの回転速度と前記接圧と、前記織物を搬送する張力と速度とを変化させて所定の模様を現出することを特徴としている。
【0019】
上記の構成を有する請求項6に係る発明によれば、任意の模様を現出するための条件を予め設定することができる。
【0020】
請求項7に係る発明は、前記柄出しローラがブラシローラであって、前記ブラシがセラミックまたは石を付着した樹脂製のワイヤからなることを特徴としている。
【0021】
上記の構成を有する請求項7に係る発明によれば、緯糸を切断することなく確実に変位させることができる。
【0022】
請求項8に係る発明は、前記柄出しローラが円筒ローラであって、前記ローラ表面に人造ダイヤモンドまたはセラミックを埋め込んだローラ、もしくは、前記ローラ表面をローレット加工して凹凸面とした金属ローラであることを特徴としている。
【0023】
上記の構成を有する請求項8に係る発明によれば、緯糸を変位させると共に耐用年数の長い柄出しローラを得ることができる。
【0024】
請求項9に係る発明は、前記柄出しローラが針布ローラであることを特徴としている。
【0025】
上記の構成を有する請求項9に係る発明によれば、針布ローラも用いても、その接圧と回転速度とを所定範囲に制御することで、織物表面の模様を現出する柄出しローラとすることができる。
【0026】
請求項10に係る発明は、請求項1から9のいずれかに記載の表面加工方法により織物の緯糸を波状に変位させる加工を行い所定の模様を発現したことを特徴としている。
【0027】
上記の構成を有する請求項10に係る発明によれば、製織後であっても、所定の表面加工方法により所定の模様を発現した織物を得ることができる。
【0028】
請求項11に係る発明は、前記織物がドビー織物もしくはジャカード織物であり、予め模様を織成された織物であることを特徴としている。
【0029】
上記の構成を有する請求項11に係る発明によれば、織成された模様をさらに変化させるので、変化に飛んだ織物を得ることができる。
【0030】
請求項12に係る発明は、二重織物の表地と裏地との一部を接結すると共に、接結部間の緯糸を波状に変位させることを特徴としている。
【0031】
上記の構成を有する請求項12に係る発明によれば、接結部間の緯糸が波状に変位するので、接結部の位置を変化させた二重織物とすることで、さらに変化に富んだ模様を有する織物を得ることができる。
【0032】
請求項13に係る発明は、前記表地と前記裏地とのそれぞれの緯糸をそれぞれ別模様に変位させていることを特徴としている。
【0033】
上記の構成を有する請求項13に係る発明によれば、二重織物の表地と裏地とで別々の任意の模様を有する織物を得ることができる。
【発明の効果】
【0034】
本発明によれば、製織した後で緯糸を変位させて織物表面に任意の模様を容易に現出可能な表面加工方法を得ることができる。さらに、製織した後で緯糸を変位させて任意の表面模様を有する表面加工織物を得ることができる。
【発明を実施するための最良の形態】
【0035】
以下、本発明に係る表面加工方法及び表面加工織物の実施の形態について、図1から図5に基づいて詳細に説明する。
【0036】
先ず、図1により本発明に係る表面加工方法について説明する。
【0037】
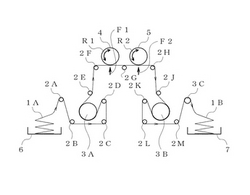
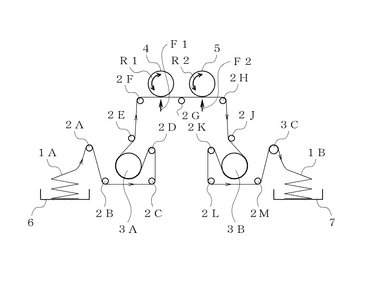
図に示すように本発明に係る表面加工方法は、製織した織物1Aの織目を積極的にずらして表面模様に変化を与えて所定の文様を現出する加工を行うものである。その全体流れは、収納ケース6に収納された織物1Aをガイドローラ2A、2B、2C、2Dを介して引張ローラ3Aにより引き出し、さらにガイドローラ2E、2F、2G、2H、2Jを介して送り出しローラ3Bにより送り出して、その後、ガードローラ2K、2L、2Mから払い出しローラ3Cを介して収納ケース7に表面加工織物1Bを払い出す構成としている。
【0038】
また、ガイドローラ2F、2G間に第一の柄出しローラ4を配設し、ガイドローラ2G、2H間に第二の柄出しローラ5を配設している。それぞれの柄出しローラと搬送される織物との接圧は、それぞれの柄出しローラの前後に配設されるそれぞれのガイドローラを移動して適当な接圧に調節する構成としているが、それぞれの柄出しローラを移動してそれぞれの接圧を調節する構成とすることも可能である。
【0039】
前記第一の柄出しローラ4および前記第二の柄出しローラ5は、共に、搬送される織物1Aに所定の接圧で当接すると共に織物の搬送方向に回転するローラである。第一の柄出しローラ4は、搬送される織物1Aと接圧F1にて接触し、回転速度R1で回転する。また、第二の柄出しローラ5は、搬送される織物1Aと接圧F2にて接触し、回転速度R2で回転するローラである。
【0040】
織物1Aは経糸と緯糸が織り合わされた長尺な布帛であって、所定の張力を付加しながら所定の速度で搬送する。また、前記織物1Aに所定の接圧で接触させると共に所定の回転速度で回転するそれぞれの柄出しローラによって、その回転方向と直交する方向に配列している緯糸が変位することになる。またその変位は、織物1Aが元々経糸と緯糸とが織り込まれた構成であるので、緯糸が波状に変位することになる。さらにその変位の程度は、織物1Aを搬送する際の張力と搬送速度と、柄出しローラの接圧と回転方向と回転速度とで変化する。
【0041】
つまり、引張ローラと送り出しローラとを備える織物搬送手段により所定の張力を付加しながら所定の速度で搬送する織物の搬送方向に回転しながら当接し、前記引張ローラと送り出しローラとの間に配設される柄出しローラを、所定の回転速度で所定の接圧で接触させて所定の模様を発現する構成である。また、前記柄出しローラの回転方向は、織物の搬送方向と同じ方向でも逆方向でもよく、柄出しされる模様に応じて適当な方向を選択することができる。
【0042】
引張ローラ3Aと送り出しローラ3Bおよび払い出しローラ3Cは、織物を確実に搬送するために、駆動力を備えるゴムローラが好ましい。
【0043】
また、前記の柄出しローラは一個だけ配設して、単一の加工部を設ける構成でもよいが、本実施の形態のように直列に複数配設して複数の加工部を設けると、多様な模様を現出することも可能となり好適である。
【0044】
また、織物1Aの上下の両側に、それぞれ柄出しローラを対向して配設することもできる。この構成であれば、織物1Aの表面と裏面との加工を同時に行うことができる。そのために、前記織物が二重織物などの多重織物の場合に該多重織物の表地と裏地とをそれぞれ独立して表面加工することができ、それぞれの模様を任意に変化させることができる。
【0045】
複数の柄出しローラを配設した構成では、それぞれのローラ毎にローラの回転速度と織物に当接する接圧を変化させることが可能であり、前記柄出しローラの回転速度と前記接圧と、前記織物を搬送する張力と速度とを変化させて所定の模様を現出することが可能となる。
【0046】
次に柄出しローラの実施の形態について図2より説明する。
【0047】
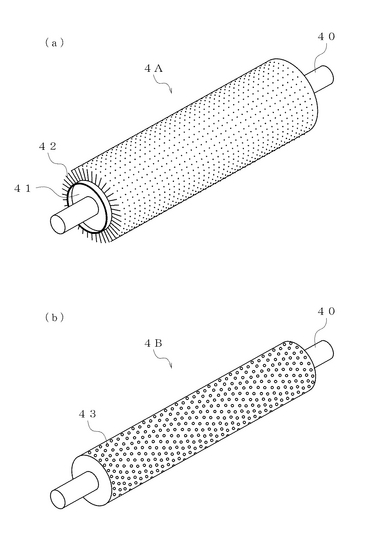
図2(a)に示す柄出しローラ4Aはブラシローラであって、中心軸40と本体円筒部41とブラシ42を備えている。前記ブラシ42は、前記本体円筒部41の外表面にその先端部を突出するように埋め込まれた構成である。また、前記ブラシ42は、織物1Aの表面に当接してその緯糸を変位させるために所定の硬度が必要であるので、セラミックまたは石を付着した樹脂製のワイヤ(例えばナイロンワイヤ)としている。
【0048】
上記のような構成としているので、所定の硬度を備えるワイヤからなるブラシ42を所定の接圧で織物1Aに接触させ、所定の回転数で回転させることで、その回転方向と直交する方向に配列している緯糸を切断することなく確実に変位させることができる。
【0049】
図2(b)に示す柄出しローラ4Bは円筒ローラであって、中心軸40とその表面に凹凸面を有するローラ本体43を備えている。前記ローラ本体43の外表面の凹凸は、ローラ表面に人造ダイヤモンドまたはセラミックを埋め込んだローラとしても、もしくは、ローラ表面をローレット加工して凹凸面とした金属ローラとしてもよい。
【0050】
上記の構成であれば、織物の緯糸を変位させる程度の凹凸面を備える柄出しローラ4B
とすることができ、さらに、繰り返し織物表面に接触させてもローラ表面が磨耗しない耐磨耗性を備えているので耐用年数の長い柄出しローラとすることができる。
【0051】
さらに、途中が屈曲した針を多数有する針布ローラを柄出しローラとして用いることも可能であり、所定の接圧と所定の回転速度とに回転制御される針布ローラで、織物の緯糸を傷付けずに変位させて、所定の柄出しを行うことができる。
【0052】
図1に示す第一の柄出しローラ4および第二の柄出しローラ5は、いずれもブラシローラ型の柄出しローラ4Aを用いたが、片方を円筒ローラ型の柄出しローラ4Bとしてもよく、また、両方共に、円筒ローラ型の柄出しローラ4Bとしてもよい。さらに、針布ローラを採用することも可能である。
【0053】
次に図3および図4より織物の模様の変化について説明する。
【0054】
織物を織成する時には、多数の経糸を上下に分離して形成される開口部に緯糸を打ち込んだ後で、前記分離した経糸の上下を逆とした開口部に新たな緯糸を打ち込むという動作を繰り返して経糸と緯糸とが交錯した布地を形成していく。
【0055】
また、前記経糸と前記緯糸とを、それぞれの経糸の開口と緯糸の打ち込みを二段独立して行なうことで二重の織物を構成することも行われている。さらには、前記二重の織物の一部を接結して上下の布地が一体となった二重織物を製造することも行なわれている。
【0056】
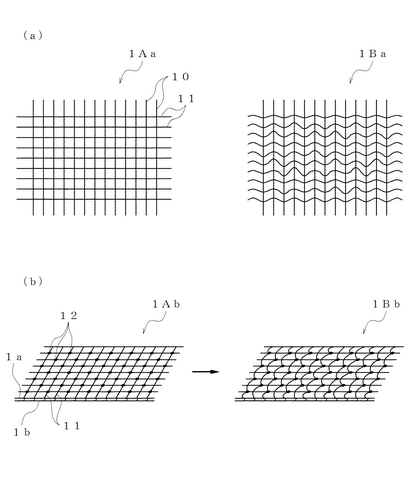
図3(a)には平織りされた織物1Aaと該織物1Aaを表面加工処理して得られる表面加工織物1Baを示している。前記織物1Aaは経糸10と緯糸11とが整列した状態であるが、上記した表面加工方法により表面加工処理を行なった表面加工織物1Baは、緯糸11が波状に変位して、独特な文様を呈している。
【0057】
この文様は、上記したように柄出しローラの回転速度と織物に当接する接圧、および、織物の張力と搬送速度とにより変化するが、織物の織密度によっても変化する。
【0058】
例えば経糸密度は35〜200本/インチで緯糸密度は35〜120本/インチの範囲で表面加工が可能であることを確認した。
【0059】
また、糸種としては綿、麻、ウール、シルク等の天然繊維や、ポリエステル、ナイロン、レーヨン、テンセル等の化学合成繊維、またはこれらを混紡した糸でもよい。糸番手としても、5〜180番手の糸で表面加工することができた。これらの糸種や糸番手や織密度等は、任意のものを採用することが可能であって、特に限定するものではない。
【0060】
表面加工処理を行う際には、緯糸が移動し易いように織物を予め柔軟処理しておくことが好ましい。この柔軟処理は、製織後の生機を糊抜き処理することで行うことができる。
【0061】
図3(b)には、二重織物1Abと該二重織物1Abを表面加工処理して得られる表面加工織物1Bbを示している。前記二重織物1Abは表地1aと裏地1bを備えていると共に、表地と裏地とを所定位置にて接結した構成である。そのために、織物を構成する緯糸11は、所定模様を現出するのに適した部分のみを接結する接結部12にて位置不動に固定されており、上記の表面加工処理を行うと、接結部12間の緯糸11が波状に変位することになる。つまり、製織時に接結部12を設ける位置を予め設定しておくことで、表面加工処理後の表面模様を制御することができる。
【0062】
また、二重以上の多重織物であっても、その表地と裏地との加工を別々に行い、それぞ
れの表面模様をそれぞれ独立して現出することができる。
【0063】
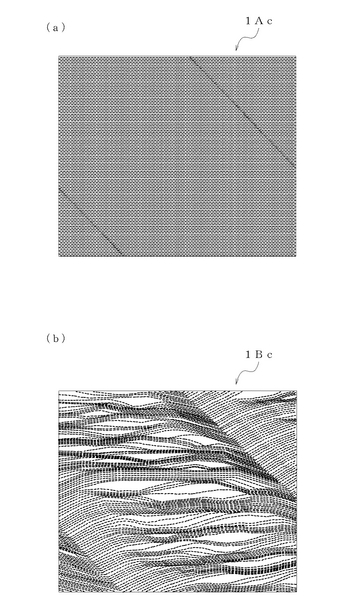
図4(a)には紋織りされた表面加工処理前の織物1Acを示し、図4(b)には前記織物1Acを表面加工処理して得られる表面加工織物1Bcを示している。
【0064】
図に示しているように、紋織りした織物1Acを表面加工処理することで、変位し易い緯糸が部分的に変位して、所定の波状模様を現出することができる。また、柄出しローラの回転速度を織物の搬送速度近辺で増減させて制御することで、大きな波や小さな波を形成し、緯糸分布を粗密に変位させて任意の文様を現出することができる。
【0065】
さらには、ドビー織やジャカード織等により所定の絵柄等の文様を予め製織しておいて、その文様を表面加工処理して任意の緯糸を変位させることで、一部の緯糸が波状に変位して変形した新たな文様を現出することも可能となる。つまり、製織した絵柄文様とは違った新しい絵柄文様を得ることができる。もちろん、その文様は表面処理加工時の加工条件により変更可能であることは明らかである。
【0066】
表面模様の変化は、前述したように、織密度や接結部位置等の織物組織により変化することは明らかであって、柄出しローラの回転速度と織物に当接する接圧、および、表面加工処理時の織物の張力と搬送速度等の加工条件により変化する。
【0067】
次に図5より表面加工処理の加工条件について説明する。
【0068】
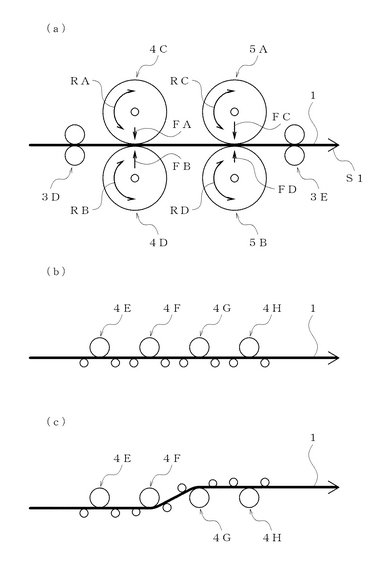
図5(a)には、相対向する一対の柄出しローラを二段に配設した例を示しており、織物1を図中の左方向から右方向に向けて、引張ローラ3Dと送り出しローラ3Eを介して速度S1にて搬送する際に、引張ローラと送り出しローラとの間に柄出しローラ4C、4D、5A、5Bの四個を配設している。これらの柄出しローラは、それぞれを単独で用いることも、また複数の柄出しローラを組み合わせて用いることもできる。
【0069】
それぞれの柄出しローラ4C、4D、5A、5Bはそれぞれ個別に制御可能である。柄出しローラ4Cによる織物の加工条件は、接圧FA回転速度RAであり、柄出しローラ4Dによる織物の加工条件は、接圧FB回転速度RBであり、柄出しローラ5Aによる織物の加工条件は、接圧FC回転速度RCであり、柄出しローラ5Bによる織物の加工条件は、接圧FD回転速度RDである。
【0070】
それぞれの柄出しローラの回転方向は、織物の搬送方向と同じ方向でも反対の方向でもよく、所望される表面模様を現出するために所定の方向と所定の回転速度とを予め定めておくことができる。
【0071】
織物1の搬送条件を同一として、各ローラと織物との接圧と各ローラの回転速度を選択することで、各種の加工条件を実現することができる。また、特定の糸種で特定の織物組織の織物を予め所定の加工条件で表面加工して、表面加工織物のサンプルを作成しておくことで、任意の表面模様を有する表面加工織物を製造するための加工条件を選択して採用することが可能となる。
【0072】
また、所定の表面模様を現出する表面加工織物を製造した後で、樹脂加工やコーティング加工やボンディング加工や撥水加工等の後処理を施して、織物に多種多様な付加価値を付与することができる。さらに、所定の後処理の後に、ベーキング加工等の熱処理を施して仕上げを行う。また、洗い加工、ワッシャ加工等の仕上げ加工を行うこともある。
【0073】
図5(b)には、4個の柄出しローラ4E、4F、4G、4Hを直列に配設すると共に
それぞれのローラに所定の接圧で織物1を接触させるための複数のガイドローラを配設して、織物1の一方の面を表面加工する例を示し、図5(c)には、同じく4個の柄出しローラ4E、4F、4G、4Hを直列に配設してはいるが、それぞれのガイドローラの配設位置を変更し織物1の搬送経路を変更して、柄出しローラ4E、4Fで織物1の一方の面を表面加工し、柄出しローラ4G、4Hで織物1の他方の綿を表面加工する例を示している。また、複数の柄出しローラを直列ではなく、カーブ状あるいは円弧状に配列して、織物の片面もしくは両面を表面加工する構成としてもよく、柄出しローラの数量やその構成を特に限定するものではない。
【0074】
一般に、織物を織成する際には、所定の模様を得るための所定の組織図を作成する。それは、経糸と緯糸との交錯状態を表す組織図であって、予め定めた表地の組織と裏地の組織と表裏を接結する締結部の組織を記した図である。そのために、所望の模様に応じた組織図を作成し、この組織図に沿って経糸を上下に移動し開口して、その開口部に順次緯糸を打ち込んで織り込んでいくだけで、所定の表面模様を現出する織物を製織することができる。
【0075】
また、本発明に係わる表面加工方法により表面加工処理を施した表面加工織物は、さらに織物の緯糸を積極的に変位させて、新たな模様や文様を現出することができる。そのために、一重の織物であっても、二重または多重の織物であっても、単なる織物構成で得られる模様や文様ではなく、種々の新たな独特の模様や文様を有する表面加工織物を得ることができる。
【0076】
上記したように、本発明によれば、従来困難であった、任意の波状の模様を有する織物を得ることができる。さらには、緯糸自身を積極的に変位させて任意の波状の模様を現出するので、特定の賦型面を用いずに、任意の大きさや任意の形状の波状模様を有する織物を得ることができる織物の加工方法となり、織物産業上非常に有効である。
【図面の簡単な説明】
【0077】
【図1】本発明に係る表面加工方法を示す概略説明図である。
【図2】本発明に係る柄出しローラを示す斜視図であり、(a)は円筒ブラシ型の柄出しローラであり、(b)は円筒ローラ型の柄出しローラである。
【図3】織物の代表例を示しており、(a)は平織りの織物と該織物の表面加工織物を示し、(b)は二重織物の一例と該二重織物の表面加工織物を示している。
【図4】紋織りされる織物の加工例を示しており、(a)は加工前の紋織り織物であり、(b)は表面加工処理された表面加工織物を示している。
【図5】表面加工処理時の加工条件の概要と柄出しローラの配設例を示す概略説明図であって、(a)は相対向する一対の柄出しローラを二段に配設した例を示し、(b)は4個の柄出しローラを直列に配設して織物の一面を表面加工する例を示し、(c)は4個の柄出しローラを直列に配設して織物の両面を表面加工する例を示している。
【符号の説明】
【0078】
1 織物
1A 織物(製織後の)
1B 表面加工織物
2A、2B・・・ ガイドローラ
3A 引張ローラ
3B 送り出しローラ
4 柄出しローラ
4A 円筒ブラシ型の柄出しローラ
4B 円筒ローラ型の柄出しローラ
5 柄出しローラ
【技術分野】
【0001】
本発明は織物の表面模様を付与する表面加工方法及び表面模様が付与された表面加工織物に関する。
【背景技術】
【0002】
従来、製織した後で織物の表面に模様を現出する際には、例えば絹織物に加工される表面模様として、強撚をかけた緯糸を打ち込んで製織した後で精練して緯糸の撚りを戻すことでシボ状の模様を出すことが行われている。
【0003】
また、絹織物を製織した後で、所定模様の凹凸を有する賦型面により布を加熱加圧してエンボス加工を行うことも従来から行なわれている(例えば、特許文献1参照)。
【0004】
また、織物の緯糸方向に模様を現出する方法として、波状の筬を用いて製織時に予め波状の模様を現出することも一般に行われている。
【特許文献1】特開平9−250078号公報(第1−4頁、第3図)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、波状の筬を用いて緯糸を波状とする織物は、常に同じ文様を呈しており、変化に富んだ文様を現出することは困難である。また、製織した後で緯糸を積極的に変位させて所定の模様を現出させることは行われていない。さらに、単に凹凸を有する賦型面を用いて、所定の模様を現出することは困難である。
【0006】
上記のように、従来の技術では、任意の表面模様をニーズに応じて、直ちに現出することは困難である。
【0007】
本発明の目的は、製織した後の織物表面に任意の模様を容易に現出可能な表面加工方法を提供し、さらに前記表面加工方法により任意の模様が現出された表面加工織物を提供することである。
【課題を解決するための手段】
【0008】
上記の目的を達成するために請求項1に係る発明は、製織した後で織物の表面を加工して所定の柄出しを行う表面加工方法であって、引張ローラと送り出しローラとを備える織物搬送手段により所定の張力を付加しながら所定の速度で、長尺な織物をその経糸方向に搬送し、その搬送方向の前記引張ローラと前記送り出しローラとの間に前記経糸と直交する方向の緯糸を変位する柄出しローラを配設すると共に、前記柄出しローラと前記織物とを所定の接圧で接触させて前記柄出しローラを所定の回転速度で回転することで前記緯糸を波状に変位して所定の模様を発現することを特徴としている。
【0009】
上記の構成を有する請求項1に係る発明によれば、製織した後の織物表面に所定の模様を発現する柄出しローラを用いて表面加工を行うので、任意の模様を任意に現出可能な表面加工方法を得ることができる。
【0010】
請求項2に係る発明は、前記柄出しローラを複数配設したことを特徴としている。
【0011】
上記の構成を有する請求項2に係る発明によれば、複数段階の表面加工が可能であり、さらに変化に飛んだ模様を現出することができる。
【0012】
請求項3に係る発明は、前記柄出しローラを、搬送する織物の両側に対向して設け、織物の両面を加工することを特徴としている。
【0013】
上記の構成を有する請求項3に係る発明によれば、織物の表地と裏地とを同時に表面加工することができる。
【0014】
請求項4に係る発明は、前記織物が二重織物であって、該二重織物の表地と裏地とに当接する柄出しローラをそれぞれ別に設けたことを特徴としている。
【0015】
上記の構成を有する請求項4に係る発明によれば、二重織物の表地と裏地とを独立して同時に表面加工することができる。
【0016】
請求項5に係る発明は、前記柄出しローラの回転速度と織物に当接する接圧をそれぞれのローラ毎に変化させたことを特徴としている。
【0017】
上記の構成を有する請求項5に係る発明によれば、それぞれの柄出しローラの表面加工条件を変化させて任意の模様を現出することができる。
【0018】
請求項6に係る発明は、前記柄出しローラの回転速度と前記接圧と、前記織物を搬送する張力と速度とを変化させて所定の模様を現出することを特徴としている。
【0019】
上記の構成を有する請求項6に係る発明によれば、任意の模様を現出するための条件を予め設定することができる。
【0020】
請求項7に係る発明は、前記柄出しローラがブラシローラであって、前記ブラシがセラミックまたは石を付着した樹脂製のワイヤからなることを特徴としている。
【0021】
上記の構成を有する請求項7に係る発明によれば、緯糸を切断することなく確実に変位させることができる。
【0022】
請求項8に係る発明は、前記柄出しローラが円筒ローラであって、前記ローラ表面に人造ダイヤモンドまたはセラミックを埋め込んだローラ、もしくは、前記ローラ表面をローレット加工して凹凸面とした金属ローラであることを特徴としている。
【0023】
上記の構成を有する請求項8に係る発明によれば、緯糸を変位させると共に耐用年数の長い柄出しローラを得ることができる。
【0024】
請求項9に係る発明は、前記柄出しローラが針布ローラであることを特徴としている。
【0025】
上記の構成を有する請求項9に係る発明によれば、針布ローラも用いても、その接圧と回転速度とを所定範囲に制御することで、織物表面の模様を現出する柄出しローラとすることができる。
【0026】
請求項10に係る発明は、請求項1から9のいずれかに記載の表面加工方法により織物の緯糸を波状に変位させる加工を行い所定の模様を発現したことを特徴としている。
【0027】
上記の構成を有する請求項10に係る発明によれば、製織後であっても、所定の表面加工方法により所定の模様を発現した織物を得ることができる。
【0028】
請求項11に係る発明は、前記織物がドビー織物もしくはジャカード織物であり、予め模様を織成された織物であることを特徴としている。
【0029】
上記の構成を有する請求項11に係る発明によれば、織成された模様をさらに変化させるので、変化に飛んだ織物を得ることができる。
【0030】
請求項12に係る発明は、二重織物の表地と裏地との一部を接結すると共に、接結部間の緯糸を波状に変位させることを特徴としている。
【0031】
上記の構成を有する請求項12に係る発明によれば、接結部間の緯糸が波状に変位するので、接結部の位置を変化させた二重織物とすることで、さらに変化に富んだ模様を有する織物を得ることができる。
【0032】
請求項13に係る発明は、前記表地と前記裏地とのそれぞれの緯糸をそれぞれ別模様に変位させていることを特徴としている。
【0033】
上記の構成を有する請求項13に係る発明によれば、二重織物の表地と裏地とで別々の任意の模様を有する織物を得ることができる。
【発明の効果】
【0034】
本発明によれば、製織した後で緯糸を変位させて織物表面に任意の模様を容易に現出可能な表面加工方法を得ることができる。さらに、製織した後で緯糸を変位させて任意の表面模様を有する表面加工織物を得ることができる。
【発明を実施するための最良の形態】
【0035】
以下、本発明に係る表面加工方法及び表面加工織物の実施の形態について、図1から図5に基づいて詳細に説明する。
【0036】
先ず、図1により本発明に係る表面加工方法について説明する。
【0037】
図に示すように本発明に係る表面加工方法は、製織した織物1Aの織目を積極的にずらして表面模様に変化を与えて所定の文様を現出する加工を行うものである。その全体流れは、収納ケース6に収納された織物1Aをガイドローラ2A、2B、2C、2Dを介して引張ローラ3Aにより引き出し、さらにガイドローラ2E、2F、2G、2H、2Jを介して送り出しローラ3Bにより送り出して、その後、ガードローラ2K、2L、2Mから払い出しローラ3Cを介して収納ケース7に表面加工織物1Bを払い出す構成としている。
【0038】
また、ガイドローラ2F、2G間に第一の柄出しローラ4を配設し、ガイドローラ2G、2H間に第二の柄出しローラ5を配設している。それぞれの柄出しローラと搬送される織物との接圧は、それぞれの柄出しローラの前後に配設されるそれぞれのガイドローラを移動して適当な接圧に調節する構成としているが、それぞれの柄出しローラを移動してそれぞれの接圧を調節する構成とすることも可能である。
【0039】
前記第一の柄出しローラ4および前記第二の柄出しローラ5は、共に、搬送される織物1Aに所定の接圧で当接すると共に織物の搬送方向に回転するローラである。第一の柄出しローラ4は、搬送される織物1Aと接圧F1にて接触し、回転速度R1で回転する。また、第二の柄出しローラ5は、搬送される織物1Aと接圧F2にて接触し、回転速度R2で回転するローラである。
【0040】
織物1Aは経糸と緯糸が織り合わされた長尺な布帛であって、所定の張力を付加しながら所定の速度で搬送する。また、前記織物1Aに所定の接圧で接触させると共に所定の回転速度で回転するそれぞれの柄出しローラによって、その回転方向と直交する方向に配列している緯糸が変位することになる。またその変位は、織物1Aが元々経糸と緯糸とが織り込まれた構成であるので、緯糸が波状に変位することになる。さらにその変位の程度は、織物1Aを搬送する際の張力と搬送速度と、柄出しローラの接圧と回転方向と回転速度とで変化する。
【0041】
つまり、引張ローラと送り出しローラとを備える織物搬送手段により所定の張力を付加しながら所定の速度で搬送する織物の搬送方向に回転しながら当接し、前記引張ローラと送り出しローラとの間に配設される柄出しローラを、所定の回転速度で所定の接圧で接触させて所定の模様を発現する構成である。また、前記柄出しローラの回転方向は、織物の搬送方向と同じ方向でも逆方向でもよく、柄出しされる模様に応じて適当な方向を選択することができる。
【0042】
引張ローラ3Aと送り出しローラ3Bおよび払い出しローラ3Cは、織物を確実に搬送するために、駆動力を備えるゴムローラが好ましい。
【0043】
また、前記の柄出しローラは一個だけ配設して、単一の加工部を設ける構成でもよいが、本実施の形態のように直列に複数配設して複数の加工部を設けると、多様な模様を現出することも可能となり好適である。
【0044】
また、織物1Aの上下の両側に、それぞれ柄出しローラを対向して配設することもできる。この構成であれば、織物1Aの表面と裏面との加工を同時に行うことができる。そのために、前記織物が二重織物などの多重織物の場合に該多重織物の表地と裏地とをそれぞれ独立して表面加工することができ、それぞれの模様を任意に変化させることができる。
【0045】
複数の柄出しローラを配設した構成では、それぞれのローラ毎にローラの回転速度と織物に当接する接圧を変化させることが可能であり、前記柄出しローラの回転速度と前記接圧と、前記織物を搬送する張力と速度とを変化させて所定の模様を現出することが可能となる。
【0046】
次に柄出しローラの実施の形態について図2より説明する。
【0047】
図2(a)に示す柄出しローラ4Aはブラシローラであって、中心軸40と本体円筒部41とブラシ42を備えている。前記ブラシ42は、前記本体円筒部41の外表面にその先端部を突出するように埋め込まれた構成である。また、前記ブラシ42は、織物1Aの表面に当接してその緯糸を変位させるために所定の硬度が必要であるので、セラミックまたは石を付着した樹脂製のワイヤ(例えばナイロンワイヤ)としている。
【0048】
上記のような構成としているので、所定の硬度を備えるワイヤからなるブラシ42を所定の接圧で織物1Aに接触させ、所定の回転数で回転させることで、その回転方向と直交する方向に配列している緯糸を切断することなく確実に変位させることができる。
【0049】
図2(b)に示す柄出しローラ4Bは円筒ローラであって、中心軸40とその表面に凹凸面を有するローラ本体43を備えている。前記ローラ本体43の外表面の凹凸は、ローラ表面に人造ダイヤモンドまたはセラミックを埋め込んだローラとしても、もしくは、ローラ表面をローレット加工して凹凸面とした金属ローラとしてもよい。
【0050】
上記の構成であれば、織物の緯糸を変位させる程度の凹凸面を備える柄出しローラ4B
とすることができ、さらに、繰り返し織物表面に接触させてもローラ表面が磨耗しない耐磨耗性を備えているので耐用年数の長い柄出しローラとすることができる。
【0051】
さらに、途中が屈曲した針を多数有する針布ローラを柄出しローラとして用いることも可能であり、所定の接圧と所定の回転速度とに回転制御される針布ローラで、織物の緯糸を傷付けずに変位させて、所定の柄出しを行うことができる。
【0052】
図1に示す第一の柄出しローラ4および第二の柄出しローラ5は、いずれもブラシローラ型の柄出しローラ4Aを用いたが、片方を円筒ローラ型の柄出しローラ4Bとしてもよく、また、両方共に、円筒ローラ型の柄出しローラ4Bとしてもよい。さらに、針布ローラを採用することも可能である。
【0053】
次に図3および図4より織物の模様の変化について説明する。
【0054】
織物を織成する時には、多数の経糸を上下に分離して形成される開口部に緯糸を打ち込んだ後で、前記分離した経糸の上下を逆とした開口部に新たな緯糸を打ち込むという動作を繰り返して経糸と緯糸とが交錯した布地を形成していく。
【0055】
また、前記経糸と前記緯糸とを、それぞれの経糸の開口と緯糸の打ち込みを二段独立して行なうことで二重の織物を構成することも行われている。さらには、前記二重の織物の一部を接結して上下の布地が一体となった二重織物を製造することも行なわれている。
【0056】
図3(a)には平織りされた織物1Aaと該織物1Aaを表面加工処理して得られる表面加工織物1Baを示している。前記織物1Aaは経糸10と緯糸11とが整列した状態であるが、上記した表面加工方法により表面加工処理を行なった表面加工織物1Baは、緯糸11が波状に変位して、独特な文様を呈している。
【0057】
この文様は、上記したように柄出しローラの回転速度と織物に当接する接圧、および、織物の張力と搬送速度とにより変化するが、織物の織密度によっても変化する。
【0058】
例えば経糸密度は35〜200本/インチで緯糸密度は35〜120本/インチの範囲で表面加工が可能であることを確認した。
【0059】
また、糸種としては綿、麻、ウール、シルク等の天然繊維や、ポリエステル、ナイロン、レーヨン、テンセル等の化学合成繊維、またはこれらを混紡した糸でもよい。糸番手としても、5〜180番手の糸で表面加工することができた。これらの糸種や糸番手や織密度等は、任意のものを採用することが可能であって、特に限定するものではない。
【0060】
表面加工処理を行う際には、緯糸が移動し易いように織物を予め柔軟処理しておくことが好ましい。この柔軟処理は、製織後の生機を糊抜き処理することで行うことができる。
【0061】
図3(b)には、二重織物1Abと該二重織物1Abを表面加工処理して得られる表面加工織物1Bbを示している。前記二重織物1Abは表地1aと裏地1bを備えていると共に、表地と裏地とを所定位置にて接結した構成である。そのために、織物を構成する緯糸11は、所定模様を現出するのに適した部分のみを接結する接結部12にて位置不動に固定されており、上記の表面加工処理を行うと、接結部12間の緯糸11が波状に変位することになる。つまり、製織時に接結部12を設ける位置を予め設定しておくことで、表面加工処理後の表面模様を制御することができる。
【0062】
また、二重以上の多重織物であっても、その表地と裏地との加工を別々に行い、それぞ
れの表面模様をそれぞれ独立して現出することができる。
【0063】
図4(a)には紋織りされた表面加工処理前の織物1Acを示し、図4(b)には前記織物1Acを表面加工処理して得られる表面加工織物1Bcを示している。
【0064】
図に示しているように、紋織りした織物1Acを表面加工処理することで、変位し易い緯糸が部分的に変位して、所定の波状模様を現出することができる。また、柄出しローラの回転速度を織物の搬送速度近辺で増減させて制御することで、大きな波や小さな波を形成し、緯糸分布を粗密に変位させて任意の文様を現出することができる。
【0065】
さらには、ドビー織やジャカード織等により所定の絵柄等の文様を予め製織しておいて、その文様を表面加工処理して任意の緯糸を変位させることで、一部の緯糸が波状に変位して変形した新たな文様を現出することも可能となる。つまり、製織した絵柄文様とは違った新しい絵柄文様を得ることができる。もちろん、その文様は表面処理加工時の加工条件により変更可能であることは明らかである。
【0066】
表面模様の変化は、前述したように、織密度や接結部位置等の織物組織により変化することは明らかであって、柄出しローラの回転速度と織物に当接する接圧、および、表面加工処理時の織物の張力と搬送速度等の加工条件により変化する。
【0067】
次に図5より表面加工処理の加工条件について説明する。
【0068】
図5(a)には、相対向する一対の柄出しローラを二段に配設した例を示しており、織物1を図中の左方向から右方向に向けて、引張ローラ3Dと送り出しローラ3Eを介して速度S1にて搬送する際に、引張ローラと送り出しローラとの間に柄出しローラ4C、4D、5A、5Bの四個を配設している。これらの柄出しローラは、それぞれを単独で用いることも、また複数の柄出しローラを組み合わせて用いることもできる。
【0069】
それぞれの柄出しローラ4C、4D、5A、5Bはそれぞれ個別に制御可能である。柄出しローラ4Cによる織物の加工条件は、接圧FA回転速度RAであり、柄出しローラ4Dによる織物の加工条件は、接圧FB回転速度RBであり、柄出しローラ5Aによる織物の加工条件は、接圧FC回転速度RCであり、柄出しローラ5Bによる織物の加工条件は、接圧FD回転速度RDである。
【0070】
それぞれの柄出しローラの回転方向は、織物の搬送方向と同じ方向でも反対の方向でもよく、所望される表面模様を現出するために所定の方向と所定の回転速度とを予め定めておくことができる。
【0071】
織物1の搬送条件を同一として、各ローラと織物との接圧と各ローラの回転速度を選択することで、各種の加工条件を実現することができる。また、特定の糸種で特定の織物組織の織物を予め所定の加工条件で表面加工して、表面加工織物のサンプルを作成しておくことで、任意の表面模様を有する表面加工織物を製造するための加工条件を選択して採用することが可能となる。
【0072】
また、所定の表面模様を現出する表面加工織物を製造した後で、樹脂加工やコーティング加工やボンディング加工や撥水加工等の後処理を施して、織物に多種多様な付加価値を付与することができる。さらに、所定の後処理の後に、ベーキング加工等の熱処理を施して仕上げを行う。また、洗い加工、ワッシャ加工等の仕上げ加工を行うこともある。
【0073】
図5(b)には、4個の柄出しローラ4E、4F、4G、4Hを直列に配設すると共に
それぞれのローラに所定の接圧で織物1を接触させるための複数のガイドローラを配設して、織物1の一方の面を表面加工する例を示し、図5(c)には、同じく4個の柄出しローラ4E、4F、4G、4Hを直列に配設してはいるが、それぞれのガイドローラの配設位置を変更し織物1の搬送経路を変更して、柄出しローラ4E、4Fで織物1の一方の面を表面加工し、柄出しローラ4G、4Hで織物1の他方の綿を表面加工する例を示している。また、複数の柄出しローラを直列ではなく、カーブ状あるいは円弧状に配列して、織物の片面もしくは両面を表面加工する構成としてもよく、柄出しローラの数量やその構成を特に限定するものではない。
【0074】
一般に、織物を織成する際には、所定の模様を得るための所定の組織図を作成する。それは、経糸と緯糸との交錯状態を表す組織図であって、予め定めた表地の組織と裏地の組織と表裏を接結する締結部の組織を記した図である。そのために、所望の模様に応じた組織図を作成し、この組織図に沿って経糸を上下に移動し開口して、その開口部に順次緯糸を打ち込んで織り込んでいくだけで、所定の表面模様を現出する織物を製織することができる。
【0075】
また、本発明に係わる表面加工方法により表面加工処理を施した表面加工織物は、さらに織物の緯糸を積極的に変位させて、新たな模様や文様を現出することができる。そのために、一重の織物であっても、二重または多重の織物であっても、単なる織物構成で得られる模様や文様ではなく、種々の新たな独特の模様や文様を有する表面加工織物を得ることができる。
【0076】
上記したように、本発明によれば、従来困難であった、任意の波状の模様を有する織物を得ることができる。さらには、緯糸自身を積極的に変位させて任意の波状の模様を現出するので、特定の賦型面を用いずに、任意の大きさや任意の形状の波状模様を有する織物を得ることができる織物の加工方法となり、織物産業上非常に有効である。
【図面の簡単な説明】
【0077】
【図1】本発明に係る表面加工方法を示す概略説明図である。
【図2】本発明に係る柄出しローラを示す斜視図であり、(a)は円筒ブラシ型の柄出しローラであり、(b)は円筒ローラ型の柄出しローラである。
【図3】織物の代表例を示しており、(a)は平織りの織物と該織物の表面加工織物を示し、(b)は二重織物の一例と該二重織物の表面加工織物を示している。
【図4】紋織りされる織物の加工例を示しており、(a)は加工前の紋織り織物であり、(b)は表面加工処理された表面加工織物を示している。
【図5】表面加工処理時の加工条件の概要と柄出しローラの配設例を示す概略説明図であって、(a)は相対向する一対の柄出しローラを二段に配設した例を示し、(b)は4個の柄出しローラを直列に配設して織物の一面を表面加工する例を示し、(c)は4個の柄出しローラを直列に配設して織物の両面を表面加工する例を示している。
【符号の説明】
【0078】
1 織物
1A 織物(製織後の)
1B 表面加工織物
2A、2B・・・ ガイドローラ
3A 引張ローラ
3B 送り出しローラ
4 柄出しローラ
4A 円筒ブラシ型の柄出しローラ
4B 円筒ローラ型の柄出しローラ
5 柄出しローラ
【特許請求の範囲】
【請求項1】
製織した後で織物の表面を加工して所定の柄出しを行う表面加工方法であって、
引張ローラと送り出しローラとを備える織物搬送手段により所定の張力を付加しながら所定の速度で、長尺な織物をその経糸方向に搬送し、その搬送方向の前記引張ローラと前記送り出しローラとの間に前記経糸と直交する方向の緯糸を変位する柄出しローラを配設すると共に、前記柄出しローラと前記織物とを所定の接圧で接触させて前記柄出しローラを所定の回転速度で回転することで前記緯糸を波状に変位して所定の模様を発現することを特徴とする表面加工方法。
【請求項2】
前記柄出しローラを複数配設したことを特徴とする請求項1に記載の表面加工方法。
【請求項3】
前記柄出しローラを、搬送する織物の両側に対向して設け、織物の両面を加工することを特徴とする請求項1または2に記載の表面加工方法。
【請求項4】
前記織物が二重織物であって、該二重織物の表地と裏地とに当接する柄出しローラをそれぞれ別に設けたことを特徴とする請求項1から3のいずれかに記載の表面加工方法。
【請求項5】
前記柄出しローラの回転速度と織物に当接する接圧をそれぞれのローラ毎に変化させたことを特徴とする請求項2から5のいずれかに記載の表面加工方法。
【請求項6】
前記柄出しローラの回転速度と前記接圧と、前記織物を搬送する張力と速度とを変化させて所定の模様を現出することを特徴とする請求項1から5のいずれかに記載の表面加工方法。
【請求項7】
前記柄出しローラがブラシローラであって、セラミックまたは石を付着した樹脂製のワイヤからなることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項8】
前記柄出しローラが円筒ローラであって、前記ローラ表面に人造ダイヤモンドまたはセラミックを埋め込んだローラ、もしくは、前記ローラ表面をローレット加工して凹凸面とした金属ローラであることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項9】
前記柄出しローラが針布ローラであることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項10】
請求項1から9のいずれかに記載の表面加工方法により織物の緯糸を波状に変位させる加工を行い所定の模様を発現したことを特徴とする表面加工織物。
【請求項11】
前記織物がドビー織もしくはジャカード織されて、予め模様を織成された織物であることを特徴とする請求項10に記載の表面加工織物。
【請求項12】
二重織物の表地と裏地との一部を接結すると共に、接結部間の緯糸を波状に変位させることを特徴とする請求項10に記載の表面加工織物。
【請求項13】
前記表地と前記裏地とのそれぞれの緯糸をそれぞれ別模様に変位させていることを特徴とする請求項12に記載の表面加工織物。
【請求項1】
製織した後で織物の表面を加工して所定の柄出しを行う表面加工方法であって、
引張ローラと送り出しローラとを備える織物搬送手段により所定の張力を付加しながら所定の速度で、長尺な織物をその経糸方向に搬送し、その搬送方向の前記引張ローラと前記送り出しローラとの間に前記経糸と直交する方向の緯糸を変位する柄出しローラを配設すると共に、前記柄出しローラと前記織物とを所定の接圧で接触させて前記柄出しローラを所定の回転速度で回転することで前記緯糸を波状に変位して所定の模様を発現することを特徴とする表面加工方法。
【請求項2】
前記柄出しローラを複数配設したことを特徴とする請求項1に記載の表面加工方法。
【請求項3】
前記柄出しローラを、搬送する織物の両側に対向して設け、織物の両面を加工することを特徴とする請求項1または2に記載の表面加工方法。
【請求項4】
前記織物が二重織物であって、該二重織物の表地と裏地とに当接する柄出しローラをそれぞれ別に設けたことを特徴とする請求項1から3のいずれかに記載の表面加工方法。
【請求項5】
前記柄出しローラの回転速度と織物に当接する接圧をそれぞれのローラ毎に変化させたことを特徴とする請求項2から5のいずれかに記載の表面加工方法。
【請求項6】
前記柄出しローラの回転速度と前記接圧と、前記織物を搬送する張力と速度とを変化させて所定の模様を現出することを特徴とする請求項1から5のいずれかに記載の表面加工方法。
【請求項7】
前記柄出しローラがブラシローラであって、セラミックまたは石を付着した樹脂製のワイヤからなることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項8】
前記柄出しローラが円筒ローラであって、前記ローラ表面に人造ダイヤモンドまたはセラミックを埋め込んだローラ、もしくは、前記ローラ表面をローレット加工して凹凸面とした金属ローラであることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項9】
前記柄出しローラが針布ローラであることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項10】
請求項1から9のいずれかに記載の表面加工方法により織物の緯糸を波状に変位させる加工を行い所定の模様を発現したことを特徴とする表面加工織物。
【請求項11】
前記織物がドビー織もしくはジャカード織されて、予め模様を織成された織物であることを特徴とする請求項10に記載の表面加工織物。
【請求項12】
二重織物の表地と裏地との一部を接結すると共に、接結部間の緯糸を波状に変位させることを特徴とする請求項10に記載の表面加工織物。
【請求項13】
前記表地と前記裏地とのそれぞれの緯糸をそれぞれ別模様に変位させていることを特徴とする請求項12に記載の表面加工織物。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−336148(P2006−336148A)
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願番号】特願2005−162321(P2005−162321)
【出願日】平成17年6月2日(2005.6.2)
【出願人】(501045869)播州織工業協同組合 (1)
【出願人】(592216384)兵庫県 (258)
【Fターム(参考)】
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願日】平成17年6月2日(2005.6.2)
【出願人】(501045869)播州織工業協同組合 (1)
【出願人】(592216384)兵庫県 (258)
【Fターム(参考)】
[ Back to top ]