
表面加工方法及び表面加工装置
【課題】加工ヘッドを対向するガラス基板に対して走査しながらエッチャントをガラス基板との隙間に供給しこれを吸引排出することでガラス基板の表面を加工する際、走査速度を速めても、平坦化のために算出した目的の除去量(計算値)と実際の加工における除去量にずれを生じさせることなくガラス基板等の被加工物の表面を加工する。
【解決手段】加工ヘッド2によりエッチャントをガラス基板3の表面に供給し吸引することにより、加工ヘッド2とガラス基板3との隙間に一定面積のエッチャント流路を形成し、加工ヘッド2とガラス基板3とを相対的に走査してガラス基板3の表面を加工する際、加工ヘッド2の先端部に設けた加圧ガスノズル61から乾燥窒素ガスからなる加圧ガス流を流出させてエッチャント流路を流れるエッチャントを加圧し、エッチャント流路内にエッチャントを封じ込むようにした。
【解決手段】加工ヘッド2によりエッチャントをガラス基板3の表面に供給し吸引することにより、加工ヘッド2とガラス基板3との隙間に一定面積のエッチャント流路を形成し、加工ヘッド2とガラス基板3とを相対的に走査してガラス基板3の表面を加工する際、加工ヘッド2の先端部に設けた加圧ガスノズル61から乾燥窒素ガスからなる加圧ガス流を流出させてエッチャント流路を流れるエッチャントを加圧し、エッチャント流路内にエッチャントを封じ込むようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加工ヘッドによりフッ酸等のエッチャント(エッチング液)をガラス基板、半導体基板等の被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャントの流路を形成し、例えば加工ヘッドを走査して被加工物の表面を加工する表面加工方法および表面加工装置に関する。
【背景技術】
【0002】
液晶テレビやパソコンモニターのパネルは、TFTアレイやカラーフィルターから構成されており、これらは露光装置を用いてフォトマスクに描かれたパターンを繰り返し転写することにより作製される。
【0003】
近年、大型液晶テレビの需要拡大に伴い、大型パネルに対応したフォトマスクの大型化、さらに、ディスプレイの高画質化が進んできたことにより、パネルの品質を左右するフォトマスクの高精細化が求められてきている。
【0004】
フォトマスクサイズとして、1220mm×1400mmの露光装置も発表され、さらに大型化が進むとされる。
【0005】
フォトマスクの基材としては、熱膨張係数の小さい合成石英ガラスが用いられるが、露光精度にはこの基材の平坦度が大きく左右する。平坦度の悪い基材を用いると、パターンずれを引き起こし、高精細なものが得られないことが経験上把握され、平坦度として数μmが求められている。
【0006】
この平坦度のような厳しい要求性能を、従来の水、研磨砥粒、研磨布を用いた両面研磨法や片面研磨法等の機械研磨法で行うことは非常に難しいものと考えられる。
【0007】
このような機械的研磨法にあっては、研磨面圧と研磨ヘッドと被加工物との相対的運動速度の均一化等を工夫することにより、基板の平坦化を高めるようにしているが、基板全面を同時に研磨しながら平坦化するため、部分的な形状を平坦化するための制御が極めて難しいのが現状である。
【0008】
そこで、機械加工に代わる加工方法として、プラズマを用いて局所的なエッチングを行い表面を平坦化する方法が提案されている。これは、予め被加工物の形状あるいは厚さ分布を測定後、その分布に応じて被加工物上のプラズマの走査速度を制御することにより、エッチングの除去量を制御し、高平坦化を実現するための修正加工方法である。
【0009】
このプラズマエッチング方法をガラス基板の加工に適応した場合、このプラズマエッチングによる修正加工方法では、ガラス基板の大型化に伴って加工時間が極端に長くなるため、加工速度を速める必要がある。加工速度を速めるためには、加工領域の拡大、すなわちプラズマ領域の大面積化が必要であるが、その材料物性の違いから、具体的には、比誘電率、熱伝導率の違いから、プラズマが不安定となり加工量が変動したり、投入電力が増大し、熱がガラス基板に蓄積されることにより制御が難しくなり、被加工物の表面粗さを悪化させることになる。
【0010】
また、プラズマエッチング方法では、真空チャンバー、ガス排気装置等の高価な装置を必要とし、大型ガラス基板の加工では、加工に係る費用がさらに増大するという問題がある。
【0011】
そこで、本出願人は、上述した機械的な加工方法、プラズマエッチング加工方法に代わる新たな加工方法として、ケミカルエッチング法に着目した(特許文献1、2)。
【0012】
特許文献1に開示のケミカルエッチング法は、活性状態と不活性状態とを温度により取り得るエッチング液(エッチャント)を使用し、タンク内に収容されている不活性のエッチャントに浸漬している半導体基板の主面の一部にエッチャント噴出用ノズルによって活性のエッチャントを当てつつ、該半導体基板の主面に平行する方向に、該エッチャント噴出用ノズルに対して該半導体基板を相対移動させてその主面全体に活性のエッチャントを当てると共に、該半導体基板の主面に当てた反応後のエッチャントをエッチャント排出用パイプによって直ちにタンク外部へ排出する。
【0013】
特許文献2には、処理液としてのエッチャントが供給される導入通路と該エッチャントが排出される排出通路を有するパイプを内外に配置した同心管構造のノズルが開示され、被処理物に向けてエッチャントを内側のパイプより供給し、外側のパイプと内側のパイプとの隙間から被処理物に向けて供給されたエッチャントを供給する。
【特許文献1】特開平11−045872号公報
【特許文献2】特開平10−163153号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
上述した特許文献1に開示の技術を大きなサイズの被加工物に適用しようとする場合、この被加工物を収容することができるタンクが必要となり、設備が非常に大きくなり、現実的ではない。
【0015】
これに対し、特許文献2に開示の技術では、基板を不活性なエッチャントが収容されているタンク内に浸漬する必要はないが、本発明者等はこのようなケミカルエッチングによりガラス基板等の表面を平坦化加工することについて実験を行ったところ、目的とする平面形状が得られない場合が生じることを知見した。
【0016】
ここで、ガラス基板等の表面を平坦化加工する手法としては、ガラス基板等の被加工物の表面形状を測定して得られた測定データに基づいて、該被加工物の表面を目的とする形状となるように部分的に加工するという修正加工が用いられている。
【0017】
そこで、この修正加工を上述のケミカルエッチング式の表面加工方法に適用して被加工物の表面を高平坦度に加工するためには、加工ヘッドによりフッ酸等のエッチャント(エッチング液)をガラス基板、半導体基板等の被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャントの流路を形成し、例えば加工ヘッドを表面形状測定データと目的とする形状とにより決定され除去量に応じた走査速度で走査する。その際、加工ヘッドを静止した状態でエッチング領域によって形成された被加工物の表面に単位となる加工痕形状(以下、単位加工痕と称す)を測定し、測定結果に基づく単位加工痕に基づいて、加工前における被加工物の表面から加工により除去すべき除去量と加工ヘッドの走査速度を求め、この走査速度により加工ヘッドを駆動する。
【0018】
ところで、ガラス基板の大型化に伴いガラス基板の表面加工処理能力を向上させるために、加工ヘッドの走査速度を高速化することが考えられる。
【0019】
しかしながら、加工ヘッドの走査速度を速めると、計算通りに加工できず、目的とする平面形状が得られないことがあった。つまり、このケミカルエッチング式の加工方法は、数値制御による修正加工であって、本来は平坦化のために算出した目的の除去量で実際の加工が行われるべきであるが、実際の加工による除去量がこの目的の除去量からずれると目的とする平坦形状が得られないことになる。
【0020】
このような除去量のずれが生じる原因として、被加工物としてガラス基板を例えば水平姿勢で保持し、加工ヘッドを水平に走査した際に、走査方向後方にエッチャントが後に引かれるように残る液引きが考えられる。これは、加工ヘッドの高速走査により、加工ヘッドとガラス基板表面との間を流れるエッチャント流路の供給と吸引のバランスがくずれることに基づくものと考えられる。
【0021】
本発明はこのような観点に鑑みなされたもので、走査速度を速めても、平坦化のために算出した目的の除去量(計算値)と実際の加工における除去量にずれを生じさせることのないガラス基板等の被加工物の表面加工方法及び表面加工装置を提供することを目的とするものである。
【課題を解決するための手段】
【0022】
本発明の目的を実現する第1の表面加工方法は、請求項1に記載のように、加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドと該被加工物とを相対的に走査して被加工物の表面を加工する表面加工方法であって、前記加工ヘッドと前記被加工物との相対走査の際に、前記エッチャント流路を流れるエッチャントを該エッチャント流路の外側から加圧ガス流で加圧し、前記エッチャント流路内にエッチャントを封じ込めることを特徴とする。
【0023】
本発明の目的を実現する第2の表面加工方法は、請求項2に記載のように、上記した第1の方法において、前記加圧ガス流は、少なくとも前記相対走査方向に沿って流れることを特徴とする。
【0024】
本発明の目的を実現する第3の表面加工方法は、請求項3に記載のように、上記した第2の方法において、前記相対走査方向に沿って流れる加圧ガス流は、前記加工ヘッドの中心に向かって走査方向の前後から互いに向かい合う方向の流れであることを特徴とする。
【0025】
本発明の目的を実現する第4の表面加工方法は、請求項4に記載のように、上記した第1の方法において、前記加圧ガス流は、前記エッチャント流路の外周を取り囲むようにしてエッチャント流路の中心に向かって流れることを特徴とする。
【0026】
本発明の目的を実現する第5の表面加工方法は、請求項5に記載のように、上記したいずれかの方法において、前記加圧ガス流をなすガスは乾燥したガスであることを特徴とする。
【0027】
本発明の目的を実現する第6の表面加工方法は、請求項6に記載のように、上記したいずれかの方法において、前記被加工物を垂直姿勢に保持した状態を維持して、前記加工ヘッドと該被加工物とを相対的に走査させて加工することを特徴とする。
【0028】
本発明の目的を実現する第7の表面加工方法は、請求項7に記載のように、上記したいずれかの方法において、前記被加工物は、矩形平板形状の合成石英ガラスであることを特徴とする。
【0029】
本発明の目的を実現する第8の表面加工方法は、請求項8に記載のように、上記した第7の方法において、前記合成石英ガラスは、フォトマスク用のガラス基板であることを特徴とする。
【0030】
本発明の目的を実現する第9の表面加工方法は、請求項9に記載のように、上記した第8の方法において、前記フォトマスク用のガラス基板は、1辺が300mm角以上であることを特徴とする。
【0031】
本発明の目的を実現する第1の表面加工装置は、請求項10に記載のように、加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、前記加工ヘッドの前端部に、前記エッチャント流路を流れるエッチャントに対して該エッチャント流路の外側から加圧する加圧ガス流を該加工ヘッドと前記被加工物との隙間に形成する加圧ガスノズルを設け、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする。
【0032】
本発明の目的を実現する第2の表面加工装置は、請求項11に記載のように、上記した第1の装置において、前記加圧ガスノズルは、前記加工ヘッドの走査方向の前後に対向して一対配置したことを特徴とする。
【0033】
本発明の目的を実現する第3の表面加工装置は、請求項12に記載のように、加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、前記加工ヘッドは、中心部に形成したエッチャントの供給口と、該供給口を中心とする同心円上に形成したエッチャントを吸引排出する多数のエッチャント排出孔と、前記多数のエッチャント排出孔よりも外方に配置した多数の加圧ガス孔とを有し、該多数の加圧ガス孔から流出する加圧ガスにより、前記多数のエッチャント排出孔の外周に加圧ガス流を形成して、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする。
【0034】
本発明の目的を実現する第4の表面加工装置は、請求項13に記載のように、上記したいずれかの装置において、前記加圧ガス流をなすガスは乾燥したガスでることを特徴とする。
【発明の効果】
【0035】
本発明による表面加工方法によれば、ガラス基板等の被加工物の表面に供給されたエッチャントは、吸引による減圧と大気圧との差により例えばエッチャント排出孔に向けて流れており、エッチャント流路を流れるエッチャントをエッチャント流路の外側から加圧ガス流で加圧することでエッチャントの吸引排出に対して大気圧側の圧力を高め、エッチャント流路内にエッチャントを封じ込め、エッチャントのはみだしを防止する。このため、加工ヘッドの走査速度を液引きが生じる速度に速めても、このガスによるエッチャントの封じ込み作用で液引きの発生を抑止することができる。したがって、加工ヘッドの走査速度を速めてガラス基板等の被加工物に対する加工時間の短縮化を図りつつ目的形状に加工することができるという効果を奏する。
【0036】
また、請求項2に係る発明によれば、加工ヘッドと被加工物との相対走査方向に液引きが生じるので、加圧ガス流を該相対走査方向に沿った流れとするだけで十分な液引きの発生防止効果が得られる。
【0037】
請求項3に係る発明によれば、加工ヘッドが往復走査する際にエッチャント流路を流れるエッチャントの封じ込みを行える。
【0038】
請求項4に係る発明によれば、加圧ガス流は、エッチャント流路の外周を取り囲むようにしてエッチャント流路の中心に向かって流れるので、エッチャントを確実に封じ込むことができる。
【0039】
請求項5、13に係る発明によれば、加圧ガス流をなすガスとしては、窒素ガス、空気等を例示でき、被加工物にガラス基板を用いた場合、加圧ガスに水分を含んでいると、ガラス基板の表面でフッ酸が凝集し、表面に荒れを発生させるおそれがあるが、乾燥ガスとすることにより、これを防止することができる。
【0040】
請求項6から請求項9に係る発明によれば、合成石英ガラスで構成されるフォトマスク用のガラス基板等の大型のガラス基板を高速度で目的形状に加工することができる。
【0041】
本発明による表面加工装置によれば、加工ヘッドに対して加圧ガスノズルを外付けで設けるという簡単な構成で、エッチャントをエッチャント流路内に圧力差により封じ込ませることができ、加工ヘッドの高速化によっても液引きの発生を防止することができる。
【0042】
請求項11に係る発明によれば、液引きの発生を防止するという観点より簡単な構造で加工ヘッドの往復走査に対応することができる。
【0043】
請求項12に係る発明によれば、該多数の加圧ガス孔から流出する加圧ガスにより、エッチャント流路を取り囲む加圧ガス流を形成して、前記エッチャント流路内にエッチャントを封じ込むようにしているので、均一かつコンパクトにエッチャントの封じ込みを行うことができる。
【発明を実施するための最良の形態】
【0044】
以下本発明を図面に示す実施形態に基づいて詳細に説明する。
第1実施形態
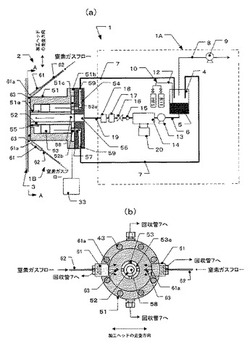
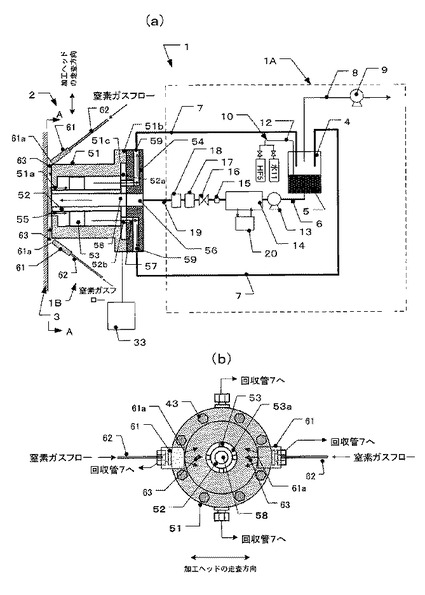
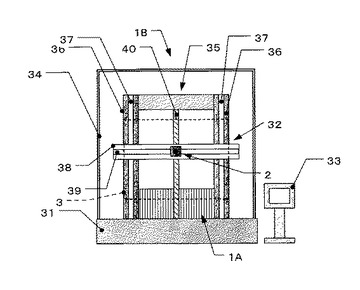
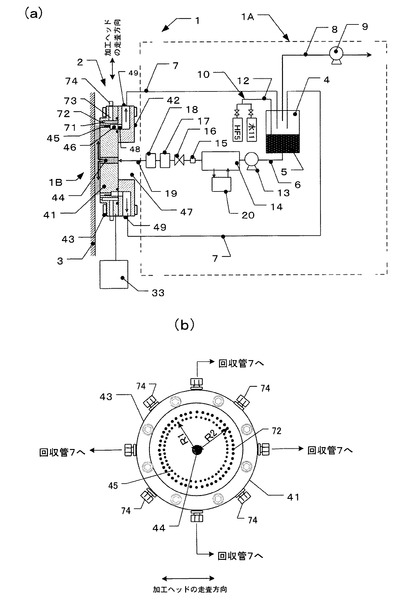
図1は本発明による加工ヘッドを備えた湿式エッチング加工装置を示す図、図2は図1の加工ヘッドと被加工物としてのガラス基板を垂直姿勢に保持する基板ホルダーとの関係を示す図、図3は加工ヘッドの走査順路を示している。
【0045】
図1に示す湿式エッチング加工装置1は、破線で囲ったエッチャント循環装置1Aと、エッチャント循環装置1Aと接続した加工ヘッド2を備え、被加工物としてのガラス基板3の表面に対して加工ヘッド2を直交する2方向に移動させる加工ヘッド走査装置1Bと、により構成している。
【0046】
被加工物としてのガラス基板3は、例えば合成石英ガラス板,フォトマスク基板,大型フォトマスク基板等が例示でき、大型基板としては一辺が300mm角以上のものを指す。また、加工物はガラス基板に限らず、シリコンウエハー等であっても良い。
【0047】
エッチャント循環装置1Aは、密閉構造のエッチャントタンク4内にフッ酸等のエッチャント5が収容され、このエッチャントタンク4内のエッチャント5をエッチャント供給系6により加工ヘッド2に供給する。また、加工ヘッド2とエッチャントタンク4とはエッチャント回収管7により接続され、加工ヘッド2からガラス基板3の表面に供給されたエッチャント5を吸引してエッチャント回収管7からエッチャントタンク4に戻す。
【0048】
また、エッチャントタンク4にはガス排気管8が接続され、吸引ポンプを兼ねるガス排気ポンプ9によりエッチャントタンク4内のガスを排気する。エッチャントタンク4のエッチャント5の濃度が低下あるいは増加した場合、またエッチャントの収容量が減少した場合に、濃度コントローラ10から、水11、エッチャント5を個々にあるいは混合してエッチャントタンク4内に補給管12を介して供給するようになっている。
【0049】
エッチャント供給系6は、エッチャントタンク4側から順に、送液ポンプ13、熱交換器14、送液されるエッチャント5の温度を計測するための測温体15、送液されるエッチャント5の流量を調節する流量調節バルブ16、送液されるエッチャント5の流量を計測する流量計17、フッ酸濃度センサー18が配置され、フッ酸濃度センサー18から下流側に設けられたフレキシブル管からなる供給管19が加工ヘッド2に接続されている。
【0050】
熱交換器14は、測温体15の測温情報に基づいて送液されるエッチャント5の温度が所定の温度となるように、温調ユニット20によりエッチャント5を加熱或いは冷却する。また、流量調節バルブ16は、流量計17の流量情報に基づいて送液されるエッチャント5の流量が所定の流量となるように、流量を調節する。フッ酸濃度センサー18は、測定した濃度値を濃度コントローラ10へフィードバックし、エッチャントタンク4内を設定した濃度にコントロールする。
【0051】
吸引ポンプを兼ねるガス排気ポンプ9は、エッチャントタンク4内の気体を吸引して排気することによりエッチャントタンク4内を負圧状態とし、加工ヘッド2とガラス基板3との間に供給されたエッチャント5及びエッチャント5の一部から気化したガスを加工ヘッド2より吸引し、回収管7を通してエッチャントタンク4内に回収する。ガラス基板3の表面に供給されたエッチャント5の一部から気化したガスが拡散するとガラス基板3の表面を腐食して表面粗さを悪化させる原因の一つとなるが、この気化ガスを加工ヘッド2により吸引して排気することにより、ガラス基板3の表面における表面粗さを維持することができる。
【0052】
なお、エッチャント循環装置1Aにおける上述の各種制御は不図示の制御装置により実行される。
【0053】
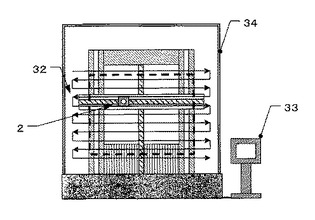
図2に示すように、加工ヘッド走査装置1Bは、被加工物であるガラス基板3を垂直姿勢に保持する不図示の基板保持台を装置基台31に固定し、該基板保持台に保持されたガラス基板3の表面に沿って垂直方向と水平方向の直交する2方向に移動可能な2方向移動ステージ32に加工ヘッド2を取付け、加工ヘッド2を水平方向に移動させる主走査速度と、垂直方向に所定ピッチで送る副走査方向の送り量を制御する加工ヘッド走査速度制御部33とにより構成しており、この加工ヘッド走査速度制御部33を除く前記基板保持台と2方向移動ステージ32を装置カバー34により覆い、室内にエッチャント5が飛散し、気化ガスが放散されるのを防いでいる。
【0054】
2方向移動ステージ32は、門型に形成された、例えばアルミ製の垂直フレーム35を構成する一対の垂直フレーム部材36にそれぞれ直線移動案内機構37を取り付け、この一対の直線移動案内機構37に水平フレーム部材38を取り付け、水平フレーム部材38を超高精度に垂直方向に移動可能としている。また、水平フレーム部材38には主走査方向駆動用のボールねじ39を走査方向に沿って取り付け、このボールねじ39のナット部に加工ヘッド2を取り付けている。さらに、一対の垂直フレーム部材36の間に、垂直方向に沿って副走査方向用のボールねじ40を取り付け、このボールねじ40のナット部に水平フレーム部材38を取り付けている。
【0055】
主走査方向駆動用のボールねじ39と副走査方向用のボールねじ40はそれぞれのねじ部材を回転駆動する不図示のモータを有し、これらのモータを加工ヘッド走査速度制御部33により駆動制御して走査を行う。
【0056】
また、上記した構成の加圧ヘッド2は、2方向移動ステージ32により、図3中矢印で示すように、垂直姿勢に保持されたガラス基板3の上端の水平方向一端側から他端側に向けて水平に移動する主走査を行い、該他端側の所定位置に到達すると、所定量だけ下方に送られる副走査を行った後、一端側に向けて主走査を行うというラスタースキャン方式により加工を行う。そして、この一連の主走査と副走査をガラス基板3の上端から下端に渡り行ってガラス基板3の表面をエッチング処理により平坦化する。
【0057】
エッチング処理を行う前に、ガラス基板3の表面の形状を測定し、測定結果に基づいて目的の形状に最も近づくように、加工前形状と加工ヘッド2で加工してできる静止加工痕形状から加工除去量と加工ヘッドの主走査速度を演算する。例えば、凸形状の大きい部分はエッチング量を多く、凸形状の小さい部分や凹形状の部分はエッチング量を少なくするように加工ヘッド2の主走査速度を制御する。
【0058】
ガラス基板3の表面の形状測定は、レーザー等を用いた非接触方式、触針等の接触方式の測定手段を用いて行うことができる。なお、測定はガラス基板3を垂直姿勢に保持して行うため、ガラス基板3の自重たわみの影響を排除することができる。
【0059】
また、エッチング領域をなすエッチャントの供給と吸引のバランスにずれが生じた場合、エッチャントである例えばフッ酸濃度に変化が生じた場合にも平坦度に影響を与えることが本発明等により解明されている。
【0060】
図1に戻り、加工ヘッド2は、円筒形状に形成した外筒51と、外筒51内に中心軸を一致させて内装される円筒形状の内筒52と、外筒51の内周部と内筒52の外周部との間に配置される円盤形状に形成されたガイド部材53と、同心状に配置された外筒51と内筒52の背面側(ガラス基板3とは反対側)に当接する円盤形状の背面板54とにより構成している。
【0061】
外筒51は、外径をD0、内径をD1、前面の開口51aの開口径をD2(D1>D2)とし、内筒52は外径をD3(D2>D3)としている。また、外筒51は背面側の端部にフランジ部51bを有し、このフランジ部51bには凹部51cが形成されている。一方、内筒52の背面側の端部には、フランジ部52aが形成され、このフランジ部52aが外筒51の凹部51cにガタなく嵌合している。そして、内筒52のフランジ部52aの前面が外筒51の凹部51cの背面に当接した状態において、内筒52の前端面と外筒51の前端面とが段差なく同じレベルに一致するように内筒52と外筒51の全長を設定している。
【0062】
また、内筒52の先端において、内筒52と外筒51との間に、[(D2−D3)/2=d1]の隙間を有する環状の排出孔55を形成している。
【0063】
ここで、内筒52はエッチャントをガラス基板3との間に供給するエッチャント供給ノズル部として用いられ、環状の排出孔55は、供給されたエッチャントを吸引して排出するのに用いられる。したがって、エッチング領域は、環状の排出孔55の外周にて形成される円内となる。
【0064】
ガイド部材53は、内筒52の外周に同心に外装され、且つ外筒51の内周に同心に内装されることにより、内筒52を外筒51に対して同一軸心を保持し、前記環状の排出孔55の隙間d1を全周にわたって維持できるようにしている。なお、ガイド部材53が装着されている外筒51の内周部分には、環状の排出孔55から吸引したエッチャントが通過するための開口部53aを適宜に形成している。同様に、内筒52のフランジ部52aに、複数の液孔52bが周方向に同一円周上に形成されている。
【0065】
背面板54は、中央に内筒52の中空孔部58に接合する接続孔56を有し、前面側に複数の液孔52bに対応して凹状の周溝57が形成され、径方向に沿って該周溝57に連通する排出路59が複数形成されている。そして、これら複数の排出路59の排出端に回収管7が接続されている。また、エッチャント循環装置1Aの供給管19が接続孔56に接続される。
【0066】
背面板54は固定ねじ43により、外筒51のフランジ部51bに締結され、内筒52のフランジ部52aに当接して内筒52の軸方向移動を規制し、外筒51と内筒52と背面板54とを一体的に固定する。
【0067】
本実施形態において、内筒52の中空孔部58を通してガラス基板3との隙間にエッチャント5が供給され中空孔部58の周囲に同心上に形成された環状の排出孔55に吸引されて排出され、ガイド部材53に形成した開口部53aを通し、さらに内筒52のフランジ部52aに形成した液孔52bを通して凹状の周溝57に集められ、さらに四方に設けた排出路59を通して回収される。
【0068】
なお、環状の排出孔55の隙間d1に比較して、外筒51の内径(D1)と内筒52の外径(D3)との隙間[(D1−D3)/2=d2]を大きくする。隙間d2が隙間d1と等しいと、液孔52bを通して回収管7へ至る管路抵抗の影響で排出孔55から充分にエッチャントを吸引排出できなくなるため、隙間d2を隙間d1よりも大きくして排出孔55よりエッチャントを充分に吸引排出できるようにしている。
【0069】
本実施形態において、加工ヘッド2を構成する外筒51の外周部にエッチャントを封じ込むための加圧ガスノズル61を取り付け、不図示の加圧ガス供給装置からガス供給管62を通して供給されたエッチャント封じ込み用の加圧ガスとしての窒素ガス63を加圧ガスノズル61のノズル端61aからガラス基板3に向けて流れるようにしている。本実施形態では一対の加圧ガスノズル61を加工ヘッド2の走査方向(本実施形態では水平方向)に沿って対向配置しており、各加圧ガスノズル61のノズル端61aを加工ヘッド2の中心側に向けて例えば傾斜配置することでノズル端61aからの窒素ガス63を加工ヘッド2の中心側に向けて流れるようにしている。
【0070】
なお、エッチャント封じ込み用ガスとしては、窒素ガスを用いているが、これ以外に空気等も用いることができ、乾燥ガスを用いることが好ましい。加圧ガスに水分を含むと、ガラス基板の表面でフッ酸が凝集し、表面が荒れるが、乾燥ガスとすることによりこれを防止することができる。
【0071】
図1(b)に示すように、加工ヘッド2の外筒51の外周部に対向配置した一対の加圧ガスノズル61を内筒52の両側に配置している。加圧ガスノズル61のノズル形状を加工ヘッド2の前面に沿って拡がった扁平状に形成し、ノズル端61aからは、窒素ガス63の加圧ガス流として、内筒52の中心に向かう中心加圧ガス流(走査方向と同方向)と、該中心加圧ガス流に対して上下方向に傾斜した側方加圧ガス流とをそれぞれ形成している。
【0072】
すなわち、ガラス基板3の表面に供給されたエッチャントは、吸引による減圧と大気圧との差により同心状に形成されている排出孔55に向けて流れており、エッチャント流路を流れるエッチャントをエッチャント流路の外側から一対の加圧ガスノズル61からの加圧ガス流で加圧することでエッチャントの吸引排出に対して大気圧側の圧力を高め、エッチャント流路内にエッチャントを封じ込め、エッチャントのはみだしを防止する。
【0073】
特に、本実施形態では、加工ヘッド2の走査方向に沿って一対の加工ヘッド2を対向して設けているので、加工ヘッド2の走査方向である水平方向におけるエッチャントのはみ出しを防止できる。
【0074】
このため、加工ヘッド2を走査してガラス基板3をエッチャントにより加工する際、走査速度が速くなると液引きが生じやすくなるが、一対の加圧ガスノズル61からの加圧窒素ガス53によってエッチャント流路を流れるエッチャントを加圧しているので、エッチャントのはみ出しが抑制され、加工ヘッド2の走査速度を速くしてもエッチャントの液引きを防止することができる。
【0075】
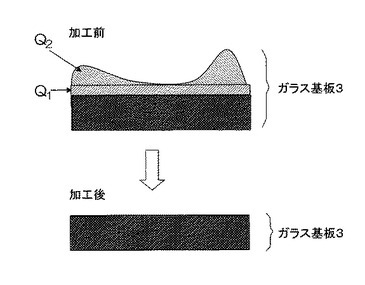
ここで、加工ヘッド2の走査速度の高速化とガラス基板1枚の加工時間との関係を図4を参照して説明する。このガラス基板の加工は修正加工であり、図4中、加工前におけるガラス基板3の符号Q2で示す部分は凹凸が存在する部分であって、平坦化のためにはより多く除去すべき部分である。また、Q1は修正加工において、設定した最高速度で加工ヘッド2を走査させたときに除去される部分を示している。修正加工部分Q1はガラス基板上の最も凹の部分を含んだ全面が加工対象となるので、この修正加工部分Q1の加工量をできるだけ少なくすることが加工時間の短縮につながり、そのため走査速度のより高速化を図る必要がある。
【0076】
加工ヘッド2の走査によりエッチャントでガラス基板3の表面を加工するに際し、ガラス基板3の表面には所定幅で所定深さの加工を行い、1走査を終了すると所定の送りピッチだけ上下方向に加工ヘッドをずらして次の走査を行う。
【0077】
また、走査速度を速くすると、接触時間が短くなり加工深さも浅くなる。さらに、形状体積Q2は凹凸が存在し、凹の部分は少ない加工量で良く、凸の部分では大きな加工量を要するので、凹の部分での走査速度を速く、凸の部分での走査速度を遅くすることで加工量の大小を調整することができる。
【0078】
ここで、
単位時間当たりの体積加工速度をV1(mm3/min)
ライン加工幅をw(mm) 1パス当たりの加工深さをd(mm)
送りピッチをp(mm)
最高走査速度をVmax(mm/min)
最低加工深さをdmin(mm)
ガラス基板の面積をSmm2
Q1は最低加工体積(mm3)
Q2は形状堆積(mm3)
Q3はトータル除去堆積(=Q1+Q2)
トータル加工時間をT(min)
とすると、
単位時間当たりの体積加工速度V1は、
V1=w・d・Vmax → d=V1/(w・Vmax)
最低加工深さdminは、
dmin=d・(w/p)=[V1/(w・Vmax)]・(w/p)=V1/(Vmax・p)
最低加工体積Q1は、
Q1=S・dmin=V1・S/(Vmax・p)
トータル除去体積Q3は、
Q3=Q1+Q2=V1・S/(Vmax・p)+Q2
したがって、トータル加工時間Tは、下記の式で表わされる。
T=Q3/V1=(Q1+Q2)/V1=S/(Vmax・p)+Q2/V1
【0079】
すなわち、単位時間当たりの体積加工速度が速いほど、最高走査速度が速く、送りピッチが広いほどトータルの加工時間は短縮される。
【0080】
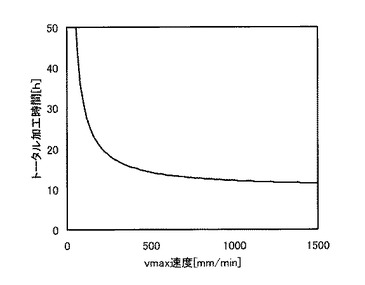
図5は最高走査速度と加工時間との関係を示す。
【0081】
単位時間当たりの体積速度V1を5(mm3/min)
送りピッチpを8mm
ガラス基板の面積Sを1,000,000mm2(1000mm角基板)
形状体積Q2を3,000(mm3)(基板面積×3μmの体積で、平坦度では約6μm相当)とする。そして、最高走査速度をVmax(mm/min)を変化させた場合におけるトータル加工時間(h)を示す。
【0082】
図5より、最高走査速度を速めるとトータル加工時間が短縮されることが明らかとなる。
【0083】
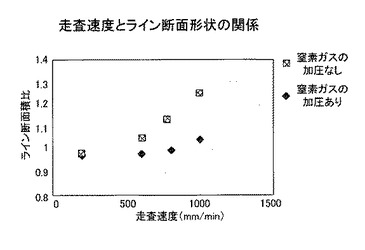
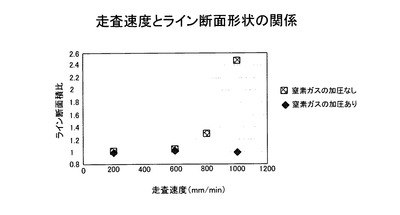
上述のように加工ヘッド2の走査速度を速めるとトータル加工時間の短縮が図れるが、その際、窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧を行わなかった場合におけるライン断面積比(計算により得られる加工断面の断面積に対して実際の加工により得られた断面積との比)を求めることにより液引き等の影響の有無を実験により求めた。なお、実施形態においてはガラス基板3を垂直に保持し、加工ヘッド2を水平に走査する場合を例にして説明したが、この実験ではガラス基板3を水平に保持し、加工ヘッド2をガラス基板3の下側に配置してエッチャントを上方のガラス基板に向けて供給するようにしながら水平方向に走査した。実験結果を図6に示す。
【0084】
この実験における加工条件は以下の通りである。
【0085】
加工ヘッド2のノズル直径(φ):15mm
加工ヘッド2とガラス基板3とのギャップ:0.25mm
フッ酸濃度:25wt%
フッ酸循環流量:28L/h
フッ酸の吸引流量:31.4L/min
フッ酸温度:25℃
窒素ガス流量:8L/min
なお、加圧ガスノズル61のノズル端61aのサイズを13mm×1mmとした。
【0086】
図6は横軸を走査速度、縦軸をライン断面積比とし、窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧なしの場合での断面積比を示す。
【0087】
窒素ガスの加圧ガス流による加圧がない場合、走査速度が500(mm/min)を超えると、ライン断面積比が急激に増加する。これは、走査速度が500(mm/min)を超えて速くなると、液引きが発生し、ガラス基板に接触するエッチャントの面積が増加して、ガラス基板に対するエッチャントの接触時間が長くなることによるものと思われる。
【0088】
これに対し、窒素ガスの加圧ガス流による加圧がある場合には、走査速度が500(mm/min)を超えてもライン断面積比は殆ど1と変わらず、エッチャントの液引きが発生していないことを示す。
【0089】
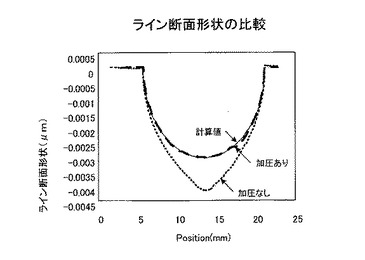
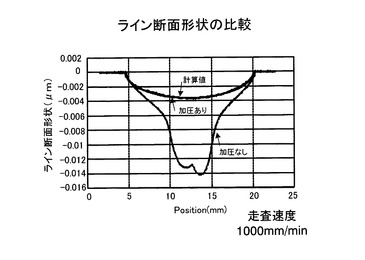
図7に走査速度1000(mm/min)でのライン断面形状について、計算値での形状と、窒素ガスの加圧ガス流による加圧を行った場合の形状と、窒素ガスの加圧ガス流による加圧なしの場合の形状を示す。
【0090】
計算値の形状と窒素ガスの加圧ガス流による加圧を行った場合の形状とは略同形状であるのに対し、窒素ガスの加圧ガス流による加圧を行わなかった場合でのライン断面形状は計算値よりも深くまた底が狭い断面形状に加工されている。
【0091】
したがって、走査速度を速くすると上述のように液引きの影響によってライン断面が計算値よりも加工深さが深くなり、しかも底が狭い形状となり、目的とする加工形状が得難くなるが、窒素ガスの加圧ガス流による加圧により走査速度を速めても目的とする加工形状が得られることとなる。
【0092】
第2実施形態
第2実施形態を図8に示す。本実施形態では、加工ヘッド2の構成が第1実施形態の構成と異なり、また窒素ガス加圧ノズルを加工ヘッドに設けた点が異なる他は上述した第1実施形態と同様なので、異なる点のみを説明する。
【0093】
本実施形態の加工ヘッド2は、円盤形状に形成されたノズルブロック体41と、ノズルブロック体41の背面側に接合される円盤形状の背面ブロック体42とを固定ねじ43とにより一体化して全体的に円盤形状とした構成としている。
【0094】
ノズルブロック体41は、中心位置にエッチャントを供給する供給ノズル部44を形成し、この供給ノズル部44を中心とする同一円周上にエッチャントを吸引して排出する複数の排出孔45が等ピッチで形成されている。ノズルブロック体41の背面側には、これら複数の排出孔45に対応して背面側に開口する第1周溝46が形成され、これら複数の排出孔45がこの第1周溝46に連通している。
【0095】
背面ブロック体42は、中心部に開口47を有するドーナツ状に形成され、前面には、第1周溝46と同一内外周径を有する第2周溝48が形成され、背面ブロック体42をノズルブロック体41に接合した際に、第1周溝46と第2周溝48とによって複数の排出孔45からのエッチャントを1箇所に集める環状の回収部を形成している。
【0096】
なお、ノズルブロック体41と背面ブロック体42の材料としては、耐エッチャント特性に優れ、曲げ強度、硬度等の機械特性の優れたものを選定することが望ましい。特に、ポリテトラフルオロエチレン(PTFE)等のフッ素樹脂,ABS,ポリエチレン,ポリプロピレン,ポリカーボネイト,メチルペンテン,PEEK等が用いられる。
【0097】
背面ブロック体42の胴部には、第2周溝48に連通する排出路49が複数形成され、これら排出路49の排出端部にエッチャント循環装置1Aの回収管7が接続される。そして、エッチャント循環装置1Aの供給管19が背面ブロック体42の開口47を通してノズルブロック体41のエッチャント供給ノズル部44に接続される。
【0098】
加工ヘッド2のエッチャント供給ノズル部44からガラス基板3の表面に連続的に供給されたエッチャント5は、該エッチャント供給ノズル部44を中心として半径R1の円周上に複数設けられた排出孔45に連続的に吸引排出されるので、ヘッドと被加工物の表面との間におけるエッチャントの流れが形成される一定の領域であるエッチング領域が半径R1で形成されることになる。
【0099】
一方、ノズルブロック体41には、後端面側から第3周溝71を第1周溝46よりも外方に形成され、前端面には半径R2(R2>R1)の同一円周上に多数の加圧ガス孔72が排出孔45を取り囲むように等ピッチで形成されていて、これらの加圧ガス孔72が第3周溝71に連通している。この第3周溝71は、ノズルブロック体41が背面ブロック体42に接合した状態で後端開口が密閉された状態となる。
【0100】
また、ノズルブロック体41の周面には複数個所にガス供給孔73が形成され、これらのガス供給孔73は第3周溝71に連通している。そして、各ガス供給孔73にはガス供給管74が取り付けられ、第3周溝71を通して多数の加圧ガス孔72に連通している。そして、不図示の加圧ガス供給装置からの窒素ガスがこれら複数のガス供給管74を介して多数の加圧ガス孔72からガラス基板3に向かって流出する。
【0101】
本実施形態の加工ヘッド2は、多数の加圧ガス孔72を同一円周上に形成し、その内側にエッチャントを吸引排出する多数の排出孔45を形成した多重ノズル構成としているので、エッチャント流路の外側に半径R2の加圧ガス流からなる加圧ガス領域を形成し、エッチャント流路を流れるエッチャントを半径R1の平面内に封じ込ませることができ、第1実施形態と同様に加工ヘッド2の走査速度を速めても、目的とする加工を行うことができる。
【0102】
上述のように加工ヘッド2の走査速度を速めるとトータル加工時間の短縮が図れるが、その際、第1実施形態と同様に窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧を行わなかった場合におけるライン断面積比を求めることにより液引き等の影響の有無を実験により求めた。なお、第2実施形態の加工ヘッドを用いた実験では第1実施形態と同様にガラス基板3を水平に保持し、加工ヘッド2をガラス基板3の下側に配置してエッチャントを上方のガラス基板に向けて供給するようにしながら水平方向に走査した。実験結果を図9に示す。
【0103】
この実験における加工条件は以下の通りである。
【0104】
加工ヘッド2のノズル直径(φ):15mm
加工ヘッド2とガラス基板3とのギャップ:0.25mm
フッ酸濃度:25wt%
フッ酸循環流量:30L/h
フッ酸の吸引流量:31.4L/min
フッ酸温度:25℃
窒素ガス流量:20L/min
【0105】
図9は図6と同様に横軸を走査速度、縦軸をライン断面積比とし、窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧を行わなかった場合での断面積比を示す。
【0106】
窒素ガスの加圧ガス流による加圧を行わなかった場合、走査速度が800(mm/min)を超えると、ライン断面積比が急激に増加する。これは、走査速度が800(mm/min)を超えて速くなると、液引きが発生し、ガラス基板に接触するエッチャントの面積が増加して、ガラス基板に対するエッチャントの接触時間が長くなることによるものと思われる。
【0107】
これに対し、窒素ガスの加圧ガス流による加圧を行った場合には、走査速度が1000(mm/min)までライン断面積比は殆ど1と変わらず、エッチャントの液引きが発生していないことを示す。
【0108】
図10に走査速度1000(mm/min)でのライン断面形状について、計算値での形状と、窒素ガスの加圧ガス流による加圧を行った場合の形状と、窒素ガスの加圧ガス流による加圧を行わなかった場合の形状を示す。
【0109】
この場合も第1実施形態の図7と同様に計算値の形状と窒素ガスの加圧ガス流による加圧を行った場合の形状とは略同形状であるのに対し、窒素ガスの加圧ガス流による加圧を行わなかった場合でのライン断面形状は計算値よりも深くまた底が狭い断面形状に加工されている。
【0110】
したがって、走査速度を速くすると上述のように液引きの影響によってライン断面が計算値よりも加工深さが深くなり、しかも底が狭い形状となり、目的とする加工形状が得難くなるが、窒素ガスの加圧ガス流による加圧を行うことにより走査速度を速めても目的とする加工形状が得られることとなる。
【図面の簡単な説明】
【0111】
【図1】(a)は本発明の第1実施形態を示す湿式エッチング加工装置の概略図、(b)は(a)に示す加工ヘッドの正面図。
【図2】図1のA−A矢視図。
【図3】図2の加工ヘッド走査装置における走査順序を示す図。
【図4】修正加工におけるガラス基板1枚の加工時間算出の概念図。
【図5】最高走査速度と加工時間との関係を示す図。
【図6】第1実施形態における走査速度とライン加工断面形状との関係を示す図。
【図7】第1実施形態における計算値、加圧ガス流による加圧あり、加圧なしの場合のライン断面形状を示す図。
【図8】(a)は本発明の第1実施形態を示す湿式エッチング加工装置の概略図、(b)は(a)に示す加工ヘッドの正面図。
【図9】第2実施形態における走査速度とライン加工断面形状との関係を示す図。
【図10】第2実施形態における計算値、加圧ガス流による加圧あり、加圧なしの場合のライン断面形状を示す図。
【符号の説明】
【0112】
1 湿式エッチング加工装置
1A エッチャント循環装置
1B 加工ヘッド走査装置
2 加工ヘッド
3 ガラス基板(被加工物)
4 エッチャントタンク
5 エッチャント
6 エッチャント供給系
7 エッチャント回収管
8 ガス排気管
9 ガス排気ポンプ
10 濃度コントローラ
11 水
12 補給管
13 送液ポンプ
14 熱交換器
15 測温体
16 流量調節バルブ
17 流量計
18 フッ酸濃度センサー
19 供給管
20 温調ユニット
31 装置基台
32 2方向移動ステージ
33 加工ヘッド走査速度制御部
34 装置カバー
35 垂直フレーム
36 垂直フレーム部材
37 直線移動案内機構
38 水平フレーム部材
39 主走査方向駆動用のボールねじ
40 副走査方向用のボールねじ
41 ノズルブロック体
42 背面ブロック体
43 固定ねじ
44 供給ノズル部
45 排出孔
46 第1周溝
47 開口
48 第2周溝
49 排出路
51 外筒
51b フランジ部
51c 凹部
52 内筒
52a フランジ部
52b 液孔
53 ガイド部材
53a 開口部
54 背面板
55 排出孔
56 接続孔
57 周溝
58 中空孔部
59 排出路
61 加圧ガスノズル
61a ノズル端
62 ガス供給管
63 窒素ガス
71 第3周溝
72 加圧ガス孔
73 ガス供給孔
74 ガス供給管
【技術分野】
【0001】
本発明は、加工ヘッドによりフッ酸等のエッチャント(エッチング液)をガラス基板、半導体基板等の被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャントの流路を形成し、例えば加工ヘッドを走査して被加工物の表面を加工する表面加工方法および表面加工装置に関する。
【背景技術】
【0002】
液晶テレビやパソコンモニターのパネルは、TFTアレイやカラーフィルターから構成されており、これらは露光装置を用いてフォトマスクに描かれたパターンを繰り返し転写することにより作製される。
【0003】
近年、大型液晶テレビの需要拡大に伴い、大型パネルに対応したフォトマスクの大型化、さらに、ディスプレイの高画質化が進んできたことにより、パネルの品質を左右するフォトマスクの高精細化が求められてきている。
【0004】
フォトマスクサイズとして、1220mm×1400mmの露光装置も発表され、さらに大型化が進むとされる。
【0005】
フォトマスクの基材としては、熱膨張係数の小さい合成石英ガラスが用いられるが、露光精度にはこの基材の平坦度が大きく左右する。平坦度の悪い基材を用いると、パターンずれを引き起こし、高精細なものが得られないことが経験上把握され、平坦度として数μmが求められている。
【0006】
この平坦度のような厳しい要求性能を、従来の水、研磨砥粒、研磨布を用いた両面研磨法や片面研磨法等の機械研磨法で行うことは非常に難しいものと考えられる。
【0007】
このような機械的研磨法にあっては、研磨面圧と研磨ヘッドと被加工物との相対的運動速度の均一化等を工夫することにより、基板の平坦化を高めるようにしているが、基板全面を同時に研磨しながら平坦化するため、部分的な形状を平坦化するための制御が極めて難しいのが現状である。
【0008】
そこで、機械加工に代わる加工方法として、プラズマを用いて局所的なエッチングを行い表面を平坦化する方法が提案されている。これは、予め被加工物の形状あるいは厚さ分布を測定後、その分布に応じて被加工物上のプラズマの走査速度を制御することにより、エッチングの除去量を制御し、高平坦化を実現するための修正加工方法である。
【0009】
このプラズマエッチング方法をガラス基板の加工に適応した場合、このプラズマエッチングによる修正加工方法では、ガラス基板の大型化に伴って加工時間が極端に長くなるため、加工速度を速める必要がある。加工速度を速めるためには、加工領域の拡大、すなわちプラズマ領域の大面積化が必要であるが、その材料物性の違いから、具体的には、比誘電率、熱伝導率の違いから、プラズマが不安定となり加工量が変動したり、投入電力が増大し、熱がガラス基板に蓄積されることにより制御が難しくなり、被加工物の表面粗さを悪化させることになる。
【0010】
また、プラズマエッチング方法では、真空チャンバー、ガス排気装置等の高価な装置を必要とし、大型ガラス基板の加工では、加工に係る費用がさらに増大するという問題がある。
【0011】
そこで、本出願人は、上述した機械的な加工方法、プラズマエッチング加工方法に代わる新たな加工方法として、ケミカルエッチング法に着目した(特許文献1、2)。
【0012】
特許文献1に開示のケミカルエッチング法は、活性状態と不活性状態とを温度により取り得るエッチング液(エッチャント)を使用し、タンク内に収容されている不活性のエッチャントに浸漬している半導体基板の主面の一部にエッチャント噴出用ノズルによって活性のエッチャントを当てつつ、該半導体基板の主面に平行する方向に、該エッチャント噴出用ノズルに対して該半導体基板を相対移動させてその主面全体に活性のエッチャントを当てると共に、該半導体基板の主面に当てた反応後のエッチャントをエッチャント排出用パイプによって直ちにタンク外部へ排出する。
【0013】
特許文献2には、処理液としてのエッチャントが供給される導入通路と該エッチャントが排出される排出通路を有するパイプを内外に配置した同心管構造のノズルが開示され、被処理物に向けてエッチャントを内側のパイプより供給し、外側のパイプと内側のパイプとの隙間から被処理物に向けて供給されたエッチャントを供給する。
【特許文献1】特開平11−045872号公報
【特許文献2】特開平10−163153号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
上述した特許文献1に開示の技術を大きなサイズの被加工物に適用しようとする場合、この被加工物を収容することができるタンクが必要となり、設備が非常に大きくなり、現実的ではない。
【0015】
これに対し、特許文献2に開示の技術では、基板を不活性なエッチャントが収容されているタンク内に浸漬する必要はないが、本発明者等はこのようなケミカルエッチングによりガラス基板等の表面を平坦化加工することについて実験を行ったところ、目的とする平面形状が得られない場合が生じることを知見した。
【0016】
ここで、ガラス基板等の表面を平坦化加工する手法としては、ガラス基板等の被加工物の表面形状を測定して得られた測定データに基づいて、該被加工物の表面を目的とする形状となるように部分的に加工するという修正加工が用いられている。
【0017】
そこで、この修正加工を上述のケミカルエッチング式の表面加工方法に適用して被加工物の表面を高平坦度に加工するためには、加工ヘッドによりフッ酸等のエッチャント(エッチング液)をガラス基板、半導体基板等の被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャントの流路を形成し、例えば加工ヘッドを表面形状測定データと目的とする形状とにより決定され除去量に応じた走査速度で走査する。その際、加工ヘッドを静止した状態でエッチング領域によって形成された被加工物の表面に単位となる加工痕形状(以下、単位加工痕と称す)を測定し、測定結果に基づく単位加工痕に基づいて、加工前における被加工物の表面から加工により除去すべき除去量と加工ヘッドの走査速度を求め、この走査速度により加工ヘッドを駆動する。
【0018】
ところで、ガラス基板の大型化に伴いガラス基板の表面加工処理能力を向上させるために、加工ヘッドの走査速度を高速化することが考えられる。
【0019】
しかしながら、加工ヘッドの走査速度を速めると、計算通りに加工できず、目的とする平面形状が得られないことがあった。つまり、このケミカルエッチング式の加工方法は、数値制御による修正加工であって、本来は平坦化のために算出した目的の除去量で実際の加工が行われるべきであるが、実際の加工による除去量がこの目的の除去量からずれると目的とする平坦形状が得られないことになる。
【0020】
このような除去量のずれが生じる原因として、被加工物としてガラス基板を例えば水平姿勢で保持し、加工ヘッドを水平に走査した際に、走査方向後方にエッチャントが後に引かれるように残る液引きが考えられる。これは、加工ヘッドの高速走査により、加工ヘッドとガラス基板表面との間を流れるエッチャント流路の供給と吸引のバランスがくずれることに基づくものと考えられる。
【0021】
本発明はこのような観点に鑑みなされたもので、走査速度を速めても、平坦化のために算出した目的の除去量(計算値)と実際の加工における除去量にずれを生じさせることのないガラス基板等の被加工物の表面加工方法及び表面加工装置を提供することを目的とするものである。
【課題を解決するための手段】
【0022】
本発明の目的を実現する第1の表面加工方法は、請求項1に記載のように、加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドと該被加工物とを相対的に走査して被加工物の表面を加工する表面加工方法であって、前記加工ヘッドと前記被加工物との相対走査の際に、前記エッチャント流路を流れるエッチャントを該エッチャント流路の外側から加圧ガス流で加圧し、前記エッチャント流路内にエッチャントを封じ込めることを特徴とする。
【0023】
本発明の目的を実現する第2の表面加工方法は、請求項2に記載のように、上記した第1の方法において、前記加圧ガス流は、少なくとも前記相対走査方向に沿って流れることを特徴とする。
【0024】
本発明の目的を実現する第3の表面加工方法は、請求項3に記載のように、上記した第2の方法において、前記相対走査方向に沿って流れる加圧ガス流は、前記加工ヘッドの中心に向かって走査方向の前後から互いに向かい合う方向の流れであることを特徴とする。
【0025】
本発明の目的を実現する第4の表面加工方法は、請求項4に記載のように、上記した第1の方法において、前記加圧ガス流は、前記エッチャント流路の外周を取り囲むようにしてエッチャント流路の中心に向かって流れることを特徴とする。
【0026】
本発明の目的を実現する第5の表面加工方法は、請求項5に記載のように、上記したいずれかの方法において、前記加圧ガス流をなすガスは乾燥したガスであることを特徴とする。
【0027】
本発明の目的を実現する第6の表面加工方法は、請求項6に記載のように、上記したいずれかの方法において、前記被加工物を垂直姿勢に保持した状態を維持して、前記加工ヘッドと該被加工物とを相対的に走査させて加工することを特徴とする。
【0028】
本発明の目的を実現する第7の表面加工方法は、請求項7に記載のように、上記したいずれかの方法において、前記被加工物は、矩形平板形状の合成石英ガラスであることを特徴とする。
【0029】
本発明の目的を実現する第8の表面加工方法は、請求項8に記載のように、上記した第7の方法において、前記合成石英ガラスは、フォトマスク用のガラス基板であることを特徴とする。
【0030】
本発明の目的を実現する第9の表面加工方法は、請求項9に記載のように、上記した第8の方法において、前記フォトマスク用のガラス基板は、1辺が300mm角以上であることを特徴とする。
【0031】
本発明の目的を実現する第1の表面加工装置は、請求項10に記載のように、加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、前記加工ヘッドの前端部に、前記エッチャント流路を流れるエッチャントに対して該エッチャント流路の外側から加圧する加圧ガス流を該加工ヘッドと前記被加工物との隙間に形成する加圧ガスノズルを設け、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする。
【0032】
本発明の目的を実現する第2の表面加工装置は、請求項11に記載のように、上記した第1の装置において、前記加圧ガスノズルは、前記加工ヘッドの走査方向の前後に対向して一対配置したことを特徴とする。
【0033】
本発明の目的を実現する第3の表面加工装置は、請求項12に記載のように、加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、前記加工ヘッドは、中心部に形成したエッチャントの供給口と、該供給口を中心とする同心円上に形成したエッチャントを吸引排出する多数のエッチャント排出孔と、前記多数のエッチャント排出孔よりも外方に配置した多数の加圧ガス孔とを有し、該多数の加圧ガス孔から流出する加圧ガスにより、前記多数のエッチャント排出孔の外周に加圧ガス流を形成して、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする。
【0034】
本発明の目的を実現する第4の表面加工装置は、請求項13に記載のように、上記したいずれかの装置において、前記加圧ガス流をなすガスは乾燥したガスでることを特徴とする。
【発明の効果】
【0035】
本発明による表面加工方法によれば、ガラス基板等の被加工物の表面に供給されたエッチャントは、吸引による減圧と大気圧との差により例えばエッチャント排出孔に向けて流れており、エッチャント流路を流れるエッチャントをエッチャント流路の外側から加圧ガス流で加圧することでエッチャントの吸引排出に対して大気圧側の圧力を高め、エッチャント流路内にエッチャントを封じ込め、エッチャントのはみだしを防止する。このため、加工ヘッドの走査速度を液引きが生じる速度に速めても、このガスによるエッチャントの封じ込み作用で液引きの発生を抑止することができる。したがって、加工ヘッドの走査速度を速めてガラス基板等の被加工物に対する加工時間の短縮化を図りつつ目的形状に加工することができるという効果を奏する。
【0036】
また、請求項2に係る発明によれば、加工ヘッドと被加工物との相対走査方向に液引きが生じるので、加圧ガス流を該相対走査方向に沿った流れとするだけで十分な液引きの発生防止効果が得られる。
【0037】
請求項3に係る発明によれば、加工ヘッドが往復走査する際にエッチャント流路を流れるエッチャントの封じ込みを行える。
【0038】
請求項4に係る発明によれば、加圧ガス流は、エッチャント流路の外周を取り囲むようにしてエッチャント流路の中心に向かって流れるので、エッチャントを確実に封じ込むことができる。
【0039】
請求項5、13に係る発明によれば、加圧ガス流をなすガスとしては、窒素ガス、空気等を例示でき、被加工物にガラス基板を用いた場合、加圧ガスに水分を含んでいると、ガラス基板の表面でフッ酸が凝集し、表面に荒れを発生させるおそれがあるが、乾燥ガスとすることにより、これを防止することができる。
【0040】
請求項6から請求項9に係る発明によれば、合成石英ガラスで構成されるフォトマスク用のガラス基板等の大型のガラス基板を高速度で目的形状に加工することができる。
【0041】
本発明による表面加工装置によれば、加工ヘッドに対して加圧ガスノズルを外付けで設けるという簡単な構成で、エッチャントをエッチャント流路内に圧力差により封じ込ませることができ、加工ヘッドの高速化によっても液引きの発生を防止することができる。
【0042】
請求項11に係る発明によれば、液引きの発生を防止するという観点より簡単な構造で加工ヘッドの往復走査に対応することができる。
【0043】
請求項12に係る発明によれば、該多数の加圧ガス孔から流出する加圧ガスにより、エッチャント流路を取り囲む加圧ガス流を形成して、前記エッチャント流路内にエッチャントを封じ込むようにしているので、均一かつコンパクトにエッチャントの封じ込みを行うことができる。
【発明を実施するための最良の形態】
【0044】
以下本発明を図面に示す実施形態に基づいて詳細に説明する。
第1実施形態
図1は本発明による加工ヘッドを備えた湿式エッチング加工装置を示す図、図2は図1の加工ヘッドと被加工物としてのガラス基板を垂直姿勢に保持する基板ホルダーとの関係を示す図、図3は加工ヘッドの走査順路を示している。
【0045】
図1に示す湿式エッチング加工装置1は、破線で囲ったエッチャント循環装置1Aと、エッチャント循環装置1Aと接続した加工ヘッド2を備え、被加工物としてのガラス基板3の表面に対して加工ヘッド2を直交する2方向に移動させる加工ヘッド走査装置1Bと、により構成している。
【0046】
被加工物としてのガラス基板3は、例えば合成石英ガラス板,フォトマスク基板,大型フォトマスク基板等が例示でき、大型基板としては一辺が300mm角以上のものを指す。また、加工物はガラス基板に限らず、シリコンウエハー等であっても良い。
【0047】
エッチャント循環装置1Aは、密閉構造のエッチャントタンク4内にフッ酸等のエッチャント5が収容され、このエッチャントタンク4内のエッチャント5をエッチャント供給系6により加工ヘッド2に供給する。また、加工ヘッド2とエッチャントタンク4とはエッチャント回収管7により接続され、加工ヘッド2からガラス基板3の表面に供給されたエッチャント5を吸引してエッチャント回収管7からエッチャントタンク4に戻す。
【0048】
また、エッチャントタンク4にはガス排気管8が接続され、吸引ポンプを兼ねるガス排気ポンプ9によりエッチャントタンク4内のガスを排気する。エッチャントタンク4のエッチャント5の濃度が低下あるいは増加した場合、またエッチャントの収容量が減少した場合に、濃度コントローラ10から、水11、エッチャント5を個々にあるいは混合してエッチャントタンク4内に補給管12を介して供給するようになっている。
【0049】
エッチャント供給系6は、エッチャントタンク4側から順に、送液ポンプ13、熱交換器14、送液されるエッチャント5の温度を計測するための測温体15、送液されるエッチャント5の流量を調節する流量調節バルブ16、送液されるエッチャント5の流量を計測する流量計17、フッ酸濃度センサー18が配置され、フッ酸濃度センサー18から下流側に設けられたフレキシブル管からなる供給管19が加工ヘッド2に接続されている。
【0050】
熱交換器14は、測温体15の測温情報に基づいて送液されるエッチャント5の温度が所定の温度となるように、温調ユニット20によりエッチャント5を加熱或いは冷却する。また、流量調節バルブ16は、流量計17の流量情報に基づいて送液されるエッチャント5の流量が所定の流量となるように、流量を調節する。フッ酸濃度センサー18は、測定した濃度値を濃度コントローラ10へフィードバックし、エッチャントタンク4内を設定した濃度にコントロールする。
【0051】
吸引ポンプを兼ねるガス排気ポンプ9は、エッチャントタンク4内の気体を吸引して排気することによりエッチャントタンク4内を負圧状態とし、加工ヘッド2とガラス基板3との間に供給されたエッチャント5及びエッチャント5の一部から気化したガスを加工ヘッド2より吸引し、回収管7を通してエッチャントタンク4内に回収する。ガラス基板3の表面に供給されたエッチャント5の一部から気化したガスが拡散するとガラス基板3の表面を腐食して表面粗さを悪化させる原因の一つとなるが、この気化ガスを加工ヘッド2により吸引して排気することにより、ガラス基板3の表面における表面粗さを維持することができる。
【0052】
なお、エッチャント循環装置1Aにおける上述の各種制御は不図示の制御装置により実行される。
【0053】
図2に示すように、加工ヘッド走査装置1Bは、被加工物であるガラス基板3を垂直姿勢に保持する不図示の基板保持台を装置基台31に固定し、該基板保持台に保持されたガラス基板3の表面に沿って垂直方向と水平方向の直交する2方向に移動可能な2方向移動ステージ32に加工ヘッド2を取付け、加工ヘッド2を水平方向に移動させる主走査速度と、垂直方向に所定ピッチで送る副走査方向の送り量を制御する加工ヘッド走査速度制御部33とにより構成しており、この加工ヘッド走査速度制御部33を除く前記基板保持台と2方向移動ステージ32を装置カバー34により覆い、室内にエッチャント5が飛散し、気化ガスが放散されるのを防いでいる。
【0054】
2方向移動ステージ32は、門型に形成された、例えばアルミ製の垂直フレーム35を構成する一対の垂直フレーム部材36にそれぞれ直線移動案内機構37を取り付け、この一対の直線移動案内機構37に水平フレーム部材38を取り付け、水平フレーム部材38を超高精度に垂直方向に移動可能としている。また、水平フレーム部材38には主走査方向駆動用のボールねじ39を走査方向に沿って取り付け、このボールねじ39のナット部に加工ヘッド2を取り付けている。さらに、一対の垂直フレーム部材36の間に、垂直方向に沿って副走査方向用のボールねじ40を取り付け、このボールねじ40のナット部に水平フレーム部材38を取り付けている。
【0055】
主走査方向駆動用のボールねじ39と副走査方向用のボールねじ40はそれぞれのねじ部材を回転駆動する不図示のモータを有し、これらのモータを加工ヘッド走査速度制御部33により駆動制御して走査を行う。
【0056】
また、上記した構成の加圧ヘッド2は、2方向移動ステージ32により、図3中矢印で示すように、垂直姿勢に保持されたガラス基板3の上端の水平方向一端側から他端側に向けて水平に移動する主走査を行い、該他端側の所定位置に到達すると、所定量だけ下方に送られる副走査を行った後、一端側に向けて主走査を行うというラスタースキャン方式により加工を行う。そして、この一連の主走査と副走査をガラス基板3の上端から下端に渡り行ってガラス基板3の表面をエッチング処理により平坦化する。
【0057】
エッチング処理を行う前に、ガラス基板3の表面の形状を測定し、測定結果に基づいて目的の形状に最も近づくように、加工前形状と加工ヘッド2で加工してできる静止加工痕形状から加工除去量と加工ヘッドの主走査速度を演算する。例えば、凸形状の大きい部分はエッチング量を多く、凸形状の小さい部分や凹形状の部分はエッチング量を少なくするように加工ヘッド2の主走査速度を制御する。
【0058】
ガラス基板3の表面の形状測定は、レーザー等を用いた非接触方式、触針等の接触方式の測定手段を用いて行うことができる。なお、測定はガラス基板3を垂直姿勢に保持して行うため、ガラス基板3の自重たわみの影響を排除することができる。
【0059】
また、エッチング領域をなすエッチャントの供給と吸引のバランスにずれが生じた場合、エッチャントである例えばフッ酸濃度に変化が生じた場合にも平坦度に影響を与えることが本発明等により解明されている。
【0060】
図1に戻り、加工ヘッド2は、円筒形状に形成した外筒51と、外筒51内に中心軸を一致させて内装される円筒形状の内筒52と、外筒51の内周部と内筒52の外周部との間に配置される円盤形状に形成されたガイド部材53と、同心状に配置された外筒51と内筒52の背面側(ガラス基板3とは反対側)に当接する円盤形状の背面板54とにより構成している。
【0061】
外筒51は、外径をD0、内径をD1、前面の開口51aの開口径をD2(D1>D2)とし、内筒52は外径をD3(D2>D3)としている。また、外筒51は背面側の端部にフランジ部51bを有し、このフランジ部51bには凹部51cが形成されている。一方、内筒52の背面側の端部には、フランジ部52aが形成され、このフランジ部52aが外筒51の凹部51cにガタなく嵌合している。そして、内筒52のフランジ部52aの前面が外筒51の凹部51cの背面に当接した状態において、内筒52の前端面と外筒51の前端面とが段差なく同じレベルに一致するように内筒52と外筒51の全長を設定している。
【0062】
また、内筒52の先端において、内筒52と外筒51との間に、[(D2−D3)/2=d1]の隙間を有する環状の排出孔55を形成している。
【0063】
ここで、内筒52はエッチャントをガラス基板3との間に供給するエッチャント供給ノズル部として用いられ、環状の排出孔55は、供給されたエッチャントを吸引して排出するのに用いられる。したがって、エッチング領域は、環状の排出孔55の外周にて形成される円内となる。
【0064】
ガイド部材53は、内筒52の外周に同心に外装され、且つ外筒51の内周に同心に内装されることにより、内筒52を外筒51に対して同一軸心を保持し、前記環状の排出孔55の隙間d1を全周にわたって維持できるようにしている。なお、ガイド部材53が装着されている外筒51の内周部分には、環状の排出孔55から吸引したエッチャントが通過するための開口部53aを適宜に形成している。同様に、内筒52のフランジ部52aに、複数の液孔52bが周方向に同一円周上に形成されている。
【0065】
背面板54は、中央に内筒52の中空孔部58に接合する接続孔56を有し、前面側に複数の液孔52bに対応して凹状の周溝57が形成され、径方向に沿って該周溝57に連通する排出路59が複数形成されている。そして、これら複数の排出路59の排出端に回収管7が接続されている。また、エッチャント循環装置1Aの供給管19が接続孔56に接続される。
【0066】
背面板54は固定ねじ43により、外筒51のフランジ部51bに締結され、内筒52のフランジ部52aに当接して内筒52の軸方向移動を規制し、外筒51と内筒52と背面板54とを一体的に固定する。
【0067】
本実施形態において、内筒52の中空孔部58を通してガラス基板3との隙間にエッチャント5が供給され中空孔部58の周囲に同心上に形成された環状の排出孔55に吸引されて排出され、ガイド部材53に形成した開口部53aを通し、さらに内筒52のフランジ部52aに形成した液孔52bを通して凹状の周溝57に集められ、さらに四方に設けた排出路59を通して回収される。
【0068】
なお、環状の排出孔55の隙間d1に比較して、外筒51の内径(D1)と内筒52の外径(D3)との隙間[(D1−D3)/2=d2]を大きくする。隙間d2が隙間d1と等しいと、液孔52bを通して回収管7へ至る管路抵抗の影響で排出孔55から充分にエッチャントを吸引排出できなくなるため、隙間d2を隙間d1よりも大きくして排出孔55よりエッチャントを充分に吸引排出できるようにしている。
【0069】
本実施形態において、加工ヘッド2を構成する外筒51の外周部にエッチャントを封じ込むための加圧ガスノズル61を取り付け、不図示の加圧ガス供給装置からガス供給管62を通して供給されたエッチャント封じ込み用の加圧ガスとしての窒素ガス63を加圧ガスノズル61のノズル端61aからガラス基板3に向けて流れるようにしている。本実施形態では一対の加圧ガスノズル61を加工ヘッド2の走査方向(本実施形態では水平方向)に沿って対向配置しており、各加圧ガスノズル61のノズル端61aを加工ヘッド2の中心側に向けて例えば傾斜配置することでノズル端61aからの窒素ガス63を加工ヘッド2の中心側に向けて流れるようにしている。
【0070】
なお、エッチャント封じ込み用ガスとしては、窒素ガスを用いているが、これ以外に空気等も用いることができ、乾燥ガスを用いることが好ましい。加圧ガスに水分を含むと、ガラス基板の表面でフッ酸が凝集し、表面が荒れるが、乾燥ガスとすることによりこれを防止することができる。
【0071】
図1(b)に示すように、加工ヘッド2の外筒51の外周部に対向配置した一対の加圧ガスノズル61を内筒52の両側に配置している。加圧ガスノズル61のノズル形状を加工ヘッド2の前面に沿って拡がった扁平状に形成し、ノズル端61aからは、窒素ガス63の加圧ガス流として、内筒52の中心に向かう中心加圧ガス流(走査方向と同方向)と、該中心加圧ガス流に対して上下方向に傾斜した側方加圧ガス流とをそれぞれ形成している。
【0072】
すなわち、ガラス基板3の表面に供給されたエッチャントは、吸引による減圧と大気圧との差により同心状に形成されている排出孔55に向けて流れており、エッチャント流路を流れるエッチャントをエッチャント流路の外側から一対の加圧ガスノズル61からの加圧ガス流で加圧することでエッチャントの吸引排出に対して大気圧側の圧力を高め、エッチャント流路内にエッチャントを封じ込め、エッチャントのはみだしを防止する。
【0073】
特に、本実施形態では、加工ヘッド2の走査方向に沿って一対の加工ヘッド2を対向して設けているので、加工ヘッド2の走査方向である水平方向におけるエッチャントのはみ出しを防止できる。
【0074】
このため、加工ヘッド2を走査してガラス基板3をエッチャントにより加工する際、走査速度が速くなると液引きが生じやすくなるが、一対の加圧ガスノズル61からの加圧窒素ガス53によってエッチャント流路を流れるエッチャントを加圧しているので、エッチャントのはみ出しが抑制され、加工ヘッド2の走査速度を速くしてもエッチャントの液引きを防止することができる。
【0075】
ここで、加工ヘッド2の走査速度の高速化とガラス基板1枚の加工時間との関係を図4を参照して説明する。このガラス基板の加工は修正加工であり、図4中、加工前におけるガラス基板3の符号Q2で示す部分は凹凸が存在する部分であって、平坦化のためにはより多く除去すべき部分である。また、Q1は修正加工において、設定した最高速度で加工ヘッド2を走査させたときに除去される部分を示している。修正加工部分Q1はガラス基板上の最も凹の部分を含んだ全面が加工対象となるので、この修正加工部分Q1の加工量をできるだけ少なくすることが加工時間の短縮につながり、そのため走査速度のより高速化を図る必要がある。
【0076】
加工ヘッド2の走査によりエッチャントでガラス基板3の表面を加工するに際し、ガラス基板3の表面には所定幅で所定深さの加工を行い、1走査を終了すると所定の送りピッチだけ上下方向に加工ヘッドをずらして次の走査を行う。
【0077】
また、走査速度を速くすると、接触時間が短くなり加工深さも浅くなる。さらに、形状体積Q2は凹凸が存在し、凹の部分は少ない加工量で良く、凸の部分では大きな加工量を要するので、凹の部分での走査速度を速く、凸の部分での走査速度を遅くすることで加工量の大小を調整することができる。
【0078】
ここで、
単位時間当たりの体積加工速度をV1(mm3/min)
ライン加工幅をw(mm) 1パス当たりの加工深さをd(mm)
送りピッチをp(mm)
最高走査速度をVmax(mm/min)
最低加工深さをdmin(mm)
ガラス基板の面積をSmm2
Q1は最低加工体積(mm3)
Q2は形状堆積(mm3)
Q3はトータル除去堆積(=Q1+Q2)
トータル加工時間をT(min)
とすると、
単位時間当たりの体積加工速度V1は、
V1=w・d・Vmax → d=V1/(w・Vmax)
最低加工深さdminは、
dmin=d・(w/p)=[V1/(w・Vmax)]・(w/p)=V1/(Vmax・p)
最低加工体積Q1は、
Q1=S・dmin=V1・S/(Vmax・p)
トータル除去体積Q3は、
Q3=Q1+Q2=V1・S/(Vmax・p)+Q2
したがって、トータル加工時間Tは、下記の式で表わされる。
T=Q3/V1=(Q1+Q2)/V1=S/(Vmax・p)+Q2/V1
【0079】
すなわち、単位時間当たりの体積加工速度が速いほど、最高走査速度が速く、送りピッチが広いほどトータルの加工時間は短縮される。
【0080】
図5は最高走査速度と加工時間との関係を示す。
【0081】
単位時間当たりの体積速度V1を5(mm3/min)
送りピッチpを8mm
ガラス基板の面積Sを1,000,000mm2(1000mm角基板)
形状体積Q2を3,000(mm3)(基板面積×3μmの体積で、平坦度では約6μm相当)とする。そして、最高走査速度をVmax(mm/min)を変化させた場合におけるトータル加工時間(h)を示す。
【0082】
図5より、最高走査速度を速めるとトータル加工時間が短縮されることが明らかとなる。
【0083】
上述のように加工ヘッド2の走査速度を速めるとトータル加工時間の短縮が図れるが、その際、窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧を行わなかった場合におけるライン断面積比(計算により得られる加工断面の断面積に対して実際の加工により得られた断面積との比)を求めることにより液引き等の影響の有無を実験により求めた。なお、実施形態においてはガラス基板3を垂直に保持し、加工ヘッド2を水平に走査する場合を例にして説明したが、この実験ではガラス基板3を水平に保持し、加工ヘッド2をガラス基板3の下側に配置してエッチャントを上方のガラス基板に向けて供給するようにしながら水平方向に走査した。実験結果を図6に示す。
【0084】
この実験における加工条件は以下の通りである。
【0085】
加工ヘッド2のノズル直径(φ):15mm
加工ヘッド2とガラス基板3とのギャップ:0.25mm
フッ酸濃度:25wt%
フッ酸循環流量:28L/h
フッ酸の吸引流量:31.4L/min
フッ酸温度:25℃
窒素ガス流量:8L/min
なお、加圧ガスノズル61のノズル端61aのサイズを13mm×1mmとした。
【0086】
図6は横軸を走査速度、縦軸をライン断面積比とし、窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧なしの場合での断面積比を示す。
【0087】
窒素ガスの加圧ガス流による加圧がない場合、走査速度が500(mm/min)を超えると、ライン断面積比が急激に増加する。これは、走査速度が500(mm/min)を超えて速くなると、液引きが発生し、ガラス基板に接触するエッチャントの面積が増加して、ガラス基板に対するエッチャントの接触時間が長くなることによるものと思われる。
【0088】
これに対し、窒素ガスの加圧ガス流による加圧がある場合には、走査速度が500(mm/min)を超えてもライン断面積比は殆ど1と変わらず、エッチャントの液引きが発生していないことを示す。
【0089】
図7に走査速度1000(mm/min)でのライン断面形状について、計算値での形状と、窒素ガスの加圧ガス流による加圧を行った場合の形状と、窒素ガスの加圧ガス流による加圧なしの場合の形状を示す。
【0090】
計算値の形状と窒素ガスの加圧ガス流による加圧を行った場合の形状とは略同形状であるのに対し、窒素ガスの加圧ガス流による加圧を行わなかった場合でのライン断面形状は計算値よりも深くまた底が狭い断面形状に加工されている。
【0091】
したがって、走査速度を速くすると上述のように液引きの影響によってライン断面が計算値よりも加工深さが深くなり、しかも底が狭い形状となり、目的とする加工形状が得難くなるが、窒素ガスの加圧ガス流による加圧により走査速度を速めても目的とする加工形状が得られることとなる。
【0092】
第2実施形態
第2実施形態を図8に示す。本実施形態では、加工ヘッド2の構成が第1実施形態の構成と異なり、また窒素ガス加圧ノズルを加工ヘッドに設けた点が異なる他は上述した第1実施形態と同様なので、異なる点のみを説明する。
【0093】
本実施形態の加工ヘッド2は、円盤形状に形成されたノズルブロック体41と、ノズルブロック体41の背面側に接合される円盤形状の背面ブロック体42とを固定ねじ43とにより一体化して全体的に円盤形状とした構成としている。
【0094】
ノズルブロック体41は、中心位置にエッチャントを供給する供給ノズル部44を形成し、この供給ノズル部44を中心とする同一円周上にエッチャントを吸引して排出する複数の排出孔45が等ピッチで形成されている。ノズルブロック体41の背面側には、これら複数の排出孔45に対応して背面側に開口する第1周溝46が形成され、これら複数の排出孔45がこの第1周溝46に連通している。
【0095】
背面ブロック体42は、中心部に開口47を有するドーナツ状に形成され、前面には、第1周溝46と同一内外周径を有する第2周溝48が形成され、背面ブロック体42をノズルブロック体41に接合した際に、第1周溝46と第2周溝48とによって複数の排出孔45からのエッチャントを1箇所に集める環状の回収部を形成している。
【0096】
なお、ノズルブロック体41と背面ブロック体42の材料としては、耐エッチャント特性に優れ、曲げ強度、硬度等の機械特性の優れたものを選定することが望ましい。特に、ポリテトラフルオロエチレン(PTFE)等のフッ素樹脂,ABS,ポリエチレン,ポリプロピレン,ポリカーボネイト,メチルペンテン,PEEK等が用いられる。
【0097】
背面ブロック体42の胴部には、第2周溝48に連通する排出路49が複数形成され、これら排出路49の排出端部にエッチャント循環装置1Aの回収管7が接続される。そして、エッチャント循環装置1Aの供給管19が背面ブロック体42の開口47を通してノズルブロック体41のエッチャント供給ノズル部44に接続される。
【0098】
加工ヘッド2のエッチャント供給ノズル部44からガラス基板3の表面に連続的に供給されたエッチャント5は、該エッチャント供給ノズル部44を中心として半径R1の円周上に複数設けられた排出孔45に連続的に吸引排出されるので、ヘッドと被加工物の表面との間におけるエッチャントの流れが形成される一定の領域であるエッチング領域が半径R1で形成されることになる。
【0099】
一方、ノズルブロック体41には、後端面側から第3周溝71を第1周溝46よりも外方に形成され、前端面には半径R2(R2>R1)の同一円周上に多数の加圧ガス孔72が排出孔45を取り囲むように等ピッチで形成されていて、これらの加圧ガス孔72が第3周溝71に連通している。この第3周溝71は、ノズルブロック体41が背面ブロック体42に接合した状態で後端開口が密閉された状態となる。
【0100】
また、ノズルブロック体41の周面には複数個所にガス供給孔73が形成され、これらのガス供給孔73は第3周溝71に連通している。そして、各ガス供給孔73にはガス供給管74が取り付けられ、第3周溝71を通して多数の加圧ガス孔72に連通している。そして、不図示の加圧ガス供給装置からの窒素ガスがこれら複数のガス供給管74を介して多数の加圧ガス孔72からガラス基板3に向かって流出する。
【0101】
本実施形態の加工ヘッド2は、多数の加圧ガス孔72を同一円周上に形成し、その内側にエッチャントを吸引排出する多数の排出孔45を形成した多重ノズル構成としているので、エッチャント流路の外側に半径R2の加圧ガス流からなる加圧ガス領域を形成し、エッチャント流路を流れるエッチャントを半径R1の平面内に封じ込ませることができ、第1実施形態と同様に加工ヘッド2の走査速度を速めても、目的とする加工を行うことができる。
【0102】
上述のように加工ヘッド2の走査速度を速めるとトータル加工時間の短縮が図れるが、その際、第1実施形態と同様に窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧を行わなかった場合におけるライン断面積比を求めることにより液引き等の影響の有無を実験により求めた。なお、第2実施形態の加工ヘッドを用いた実験では第1実施形態と同様にガラス基板3を水平に保持し、加工ヘッド2をガラス基板3の下側に配置してエッチャントを上方のガラス基板に向けて供給するようにしながら水平方向に走査した。実験結果を図9に示す。
【0103】
この実験における加工条件は以下の通りである。
【0104】
加工ヘッド2のノズル直径(φ):15mm
加工ヘッド2とガラス基板3とのギャップ:0.25mm
フッ酸濃度:25wt%
フッ酸循環流量:30L/h
フッ酸の吸引流量:31.4L/min
フッ酸温度:25℃
窒素ガス流量:20L/min
【0105】
図9は図6と同様に横軸を走査速度、縦軸をライン断面積比とし、窒素ガスの加圧ガス流による加圧を行った場合と窒素ガスの加圧ガス流による加圧を行わなかった場合での断面積比を示す。
【0106】
窒素ガスの加圧ガス流による加圧を行わなかった場合、走査速度が800(mm/min)を超えると、ライン断面積比が急激に増加する。これは、走査速度が800(mm/min)を超えて速くなると、液引きが発生し、ガラス基板に接触するエッチャントの面積が増加して、ガラス基板に対するエッチャントの接触時間が長くなることによるものと思われる。
【0107】
これに対し、窒素ガスの加圧ガス流による加圧を行った場合には、走査速度が1000(mm/min)までライン断面積比は殆ど1と変わらず、エッチャントの液引きが発生していないことを示す。
【0108】
図10に走査速度1000(mm/min)でのライン断面形状について、計算値での形状と、窒素ガスの加圧ガス流による加圧を行った場合の形状と、窒素ガスの加圧ガス流による加圧を行わなかった場合の形状を示す。
【0109】
この場合も第1実施形態の図7と同様に計算値の形状と窒素ガスの加圧ガス流による加圧を行った場合の形状とは略同形状であるのに対し、窒素ガスの加圧ガス流による加圧を行わなかった場合でのライン断面形状は計算値よりも深くまた底が狭い断面形状に加工されている。
【0110】
したがって、走査速度を速くすると上述のように液引きの影響によってライン断面が計算値よりも加工深さが深くなり、しかも底が狭い形状となり、目的とする加工形状が得難くなるが、窒素ガスの加圧ガス流による加圧を行うことにより走査速度を速めても目的とする加工形状が得られることとなる。
【図面の簡単な説明】
【0111】
【図1】(a)は本発明の第1実施形態を示す湿式エッチング加工装置の概略図、(b)は(a)に示す加工ヘッドの正面図。
【図2】図1のA−A矢視図。
【図3】図2の加工ヘッド走査装置における走査順序を示す図。
【図4】修正加工におけるガラス基板1枚の加工時間算出の概念図。
【図5】最高走査速度と加工時間との関係を示す図。
【図6】第1実施形態における走査速度とライン加工断面形状との関係を示す図。
【図7】第1実施形態における計算値、加圧ガス流による加圧あり、加圧なしの場合のライン断面形状を示す図。
【図8】(a)は本発明の第1実施形態を示す湿式エッチング加工装置の概略図、(b)は(a)に示す加工ヘッドの正面図。
【図9】第2実施形態における走査速度とライン加工断面形状との関係を示す図。
【図10】第2実施形態における計算値、加圧ガス流による加圧あり、加圧なしの場合のライン断面形状を示す図。
【符号の説明】
【0112】
1 湿式エッチング加工装置
1A エッチャント循環装置
1B 加工ヘッド走査装置
2 加工ヘッド
3 ガラス基板(被加工物)
4 エッチャントタンク
5 エッチャント
6 エッチャント供給系
7 エッチャント回収管
8 ガス排気管
9 ガス排気ポンプ
10 濃度コントローラ
11 水
12 補給管
13 送液ポンプ
14 熱交換器
15 測温体
16 流量調節バルブ
17 流量計
18 フッ酸濃度センサー
19 供給管
20 温調ユニット
31 装置基台
32 2方向移動ステージ
33 加工ヘッド走査速度制御部
34 装置カバー
35 垂直フレーム
36 垂直フレーム部材
37 直線移動案内機構
38 水平フレーム部材
39 主走査方向駆動用のボールねじ
40 副走査方向用のボールねじ
41 ノズルブロック体
42 背面ブロック体
43 固定ねじ
44 供給ノズル部
45 排出孔
46 第1周溝
47 開口
48 第2周溝
49 排出路
51 外筒
51b フランジ部
51c 凹部
52 内筒
52a フランジ部
52b 液孔
53 ガイド部材
53a 開口部
54 背面板
55 排出孔
56 接続孔
57 周溝
58 中空孔部
59 排出路
61 加圧ガスノズル
61a ノズル端
62 ガス供給管
63 窒素ガス
71 第3周溝
72 加圧ガス孔
73 ガス供給孔
74 ガス供給管
【特許請求の範囲】
【請求項1】
加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドと該被加工物とを相対的に走査して被加工物の表面を加工する表面加工方法であって、
前記加工ヘッドと前記被加工物との相対走査の際に、前記エッチャント流路を流れるエッチャントを該エッチャント流路の外側から加圧ガス流で加圧し、前記エッチャント流路内にエッチャントを封じ込めることを特徴とする表面加工方法。
【請求項2】
前記加圧ガス流は、少なくとも前記相対走査方向に沿って流れることを特徴とする請求項1に記載の表面加工方法。
【請求項3】
前記相対走査方向に沿って流れる加圧ガス流は、前記加工ヘッドの中心に向かって走査方向の前後から互いに向かい合う方向の流れであることを特徴とする請求項2に記載の表面加工方法。
【請求項4】
前記加圧ガス流は、前記エッチャント流路の外周を取り囲むようにしてエッチャント流路の中心に向かって流れることを特徴とする請求項1に記載の表面加工方法。
【請求項5】
前記加圧ガス流をなすガスは乾燥したガスであることを特徴とする請求項1から4のいずれかに記載の表面加工方法。
【請求項6】
前記被加工物を垂直姿勢に保持した状態を維持して、前記加工ヘッドと該被加工物とを相対的に走査させて加工することを特徴とする請求項1から5のいずれかに記載の表面加工方法。
【請求項7】
前記被加工物は、矩形平板形状の合成石英ガラスであることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項8】
前記合成石英ガラスは、フォトマスク用のガラス基板であることを特徴とする請求項7に記載の表面加工方法。
【請求項9】
前記フォトマスク用のガラス基板は、1辺が300mm角以上であることを特徴とする請求項8に記載の表面加工方法。
【請求項10】
加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、
前記加工ヘッドの前端部に、前記エッチャント流路を流れるエッチャントに対して該エッチャント流路の外側から加圧する加圧ガス流を該加工ヘッドと前記被加工物との隙間に形成する加圧ガスノズルを設け、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする表面加工装置。
【請求項11】
前記加圧ガスノズルは、前記加工ヘッドの走査方向の前後に対向して一対配置したことを特徴とする請求項10に記載の表面加工装置。
【請求項12】
加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、
前記加工ヘッドは、中心部に形成したエッチャントの供給口と、該供給口を中心とする同心円上に形成したエッチャントを吸引排出する多数のエッチャント排出孔と、前記多数のエッチャント排出孔よりも外方に配置した多数の加圧ガス孔とを有し、該多数の加圧ガス孔から流出する加圧ガスにより、前記多数のエッチャント排出孔の外周に加圧ガス流を形成して、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする表面加工装置。
【請求項13】
前記加圧ガス流をなすガスは乾燥したガスであることを特徴とする請求項10から12のいずれかに記載の表面加工装置。
【請求項1】
加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドと該被加工物とを相対的に走査して被加工物の表面を加工する表面加工方法であって、
前記加工ヘッドと前記被加工物との相対走査の際に、前記エッチャント流路を流れるエッチャントを該エッチャント流路の外側から加圧ガス流で加圧し、前記エッチャント流路内にエッチャントを封じ込めることを特徴とする表面加工方法。
【請求項2】
前記加圧ガス流は、少なくとも前記相対走査方向に沿って流れることを特徴とする請求項1に記載の表面加工方法。
【請求項3】
前記相対走査方向に沿って流れる加圧ガス流は、前記加工ヘッドの中心に向かって走査方向の前後から互いに向かい合う方向の流れであることを特徴とする請求項2に記載の表面加工方法。
【請求項4】
前記加圧ガス流は、前記エッチャント流路の外周を取り囲むようにしてエッチャント流路の中心に向かって流れることを特徴とする請求項1に記載の表面加工方法。
【請求項5】
前記加圧ガス流をなすガスは乾燥したガスであることを特徴とする請求項1から4のいずれかに記載の表面加工方法。
【請求項6】
前記被加工物を垂直姿勢に保持した状態を維持して、前記加工ヘッドと該被加工物とを相対的に走査させて加工することを特徴とする請求項1から5のいずれかに記載の表面加工方法。
【請求項7】
前記被加工物は、矩形平板形状の合成石英ガラスであることを特徴とする請求項1から6のいずれかに記載の表面加工方法。
【請求項8】
前記合成石英ガラスは、フォトマスク用のガラス基板であることを特徴とする請求項7に記載の表面加工方法。
【請求項9】
前記フォトマスク用のガラス基板は、1辺が300mm角以上であることを特徴とする請求項8に記載の表面加工方法。
【請求項10】
加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、
前記加工ヘッドの前端部に、前記エッチャント流路を流れるエッチャントに対して該エッチャント流路の外側から加圧する加圧ガス流を該加工ヘッドと前記被加工物との隙間に形成する加圧ガスノズルを設け、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする表面加工装置。
【請求項11】
前記加圧ガスノズルは、前記加工ヘッドの走査方向の前後に対向して一対配置したことを特徴とする請求項10に記載の表面加工装置。
【請求項12】
加工ヘッドによりエッチャントを被加工物の表面に供給し、吸引することにより、該加工ヘッドと被加工物との隙間に一定面積のエッチング領域をなすエッチャント流路を形成し、該加工ヘッドを該被加工物に対し走査して被加工物の表面を加工する表面加工装置であって、
前記加工ヘッドは、中心部に形成したエッチャントの供給口と、該供給口を中心とする同心円上に形成したエッチャントを吸引排出する多数のエッチャント排出孔と、前記多数のエッチャント排出孔よりも外方に配置した多数の加圧ガス孔とを有し、該多数の加圧ガス孔から流出する加圧ガスにより、前記多数のエッチャント排出孔の外周に加圧ガス流を形成して、前記エッチャント流路内にエッチャントを封じ込むことを特徴とする表面加工装置。
【請求項13】
前記加圧ガス流をなすガスは乾燥したガスであることを特徴とする請求項10から12のいずれかに記載の表面加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−18973(P2009−18973A)
【公開日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願番号】特願2007−184393(P2007−184393)
【出願日】平成19年7月13日(2007.7.13)
【出願人】(504176911)国立大学法人大阪大学 (1,536)
【出願人】(000003300)東ソー株式会社 (1,901)
【Fターム(参考)】
【公開日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願日】平成19年7月13日(2007.7.13)
【出願人】(504176911)国立大学法人大阪大学 (1,536)
【出願人】(000003300)東ソー株式会社 (1,901)
【Fターム(参考)】
[ Back to top ]