
表面実装用モータ
【課題】本発明は、ホルダ側の実装面とモータ本体部側のターミナルの実装面との高さ合わせを容易にした表面実装用モータを提供する。
【解決手段】表面実装用モータ1に適用されるホルダ3は、底部20の一部を延長するようにして形成された底上げ片24a,24bを有し、この底上げ片24a,24bは、底部20に対し所定の折り曲げ角度αをもって折り曲げられている。従って、モータ本体部Aにホルダ3を装着させた状態で、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとが同一面上に無い場合、底上げ片24a,24bを少し起こしたり倒したりするような微調整を行うだけで良いので、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとの高さ合わせを容易に行い得る。また、底上げ片24a,24bの折り曲げ角度αを変更するだけで、ホルダ3の底部20からモータケース2までの離間量(底上げ量)を容易に変更することができる。
【解決手段】表面実装用モータ1に適用されるホルダ3は、底部20の一部を延長するようにして形成された底上げ片24a,24bを有し、この底上げ片24a,24bは、底部20に対し所定の折り曲げ角度αをもって折り曲げられている。従って、モータ本体部Aにホルダ3を装着させた状態で、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとが同一面上に無い場合、底上げ片24a,24bを少し起こしたり倒したりするような微調整を行うだけで良いので、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとの高さ合わせを容易に行い得る。また、底上げ片24a,24bの折り曲げ角度αを変更するだけで、ホルダ3の底部20からモータケース2までの離間量(底上げ量)を容易に変更することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回路基板への表面実装に適したモータに関するものである。
【背景技術】
【0002】
従来、このような分野の技術として、特開平11−234943号公報がある。この公報に記載された表面実装用モータは、モータ本体に金属製ホルダー枠が固定されて構成されている。モータ本体は、ブラシ付きモータであり、略円柱状の胴部(モータケース)を有し、この略円柱状胴部の後端は樹脂製のエンドブラケットで閉蓋されている。このエンドブラケットには、回路基板に実装される端子片(ターミナル)や、コミテータに対して摺動するブラシ端子片が固定されている。また、金属製ホルダー枠は、モータ本体の胴部に装着されるホルダ本体を有し、このホルダ本体は、回路基板に当接する長方形の底板部と、この底版部の長辺側から上方に折り曲げ起立されて、振動モータ本体の略円柱状胴部を挟持する一対の挟持バネ片とを有する。更に、ホルダー枠の底板部には、モータ本体の重心位置に対応して断面台形状の膨出部が形成され、この膨出部の頂面上にモータ本体の胴部が載置され、ホルダー枠に対するモータ本体の着座安定性を図っている。そして、膨出部内には、実装用のクリームハンダが溶融状態で入り込み、これによって回路基板からホルダー枠が脱落し難くなっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−234943号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ホルダー枠の底板部に設けられた膨出部は、プレス加工によって断面台形状に成形されているので、膨出部の頂面の水平度や凹凸によってモータ本体に傾きが発生する虞があり、特に、膨出部の成形は、プレスの金型精度に大きく依存し、ホルダー枠が小さければ小さいほど、金型の精度を出し難い。そして、ホルダー枠の底板部の実装面と端子片の実装面とは、同一面上に位置させる必要があり、ホルダー枠の底板部の実装面と端子片の実装面との高さが揃っていない場合、実装面の高さあわせを微調整するために、断面台形状の膨出部の頂面を変形させることは難しい。従って、従来のホルダー枠にあっては、ホルダー枠の底板部の実装面と端子片の実装面との高さ合わせは難しい。
【0005】
本発明は、ホルダ側の実装面とモータ本体部側のターミナルの実装面との高さ合わせを容易にした表面実装用モータを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、筒状のモータケースを有するモータ本体部には、回路基板に実装されるターミナルが設けられ、モータ本体部のモータケースにホルダが装着されてなる表面実装用モータにおいて、
ホルダは、回路基板に実装される底部と、底部の一部を延長するようにして形成された底上げ片と、を有し、
底上げ片は、底部に対し所定の折り曲げ角度をもって折り曲げられていることを特徴とする。
【0007】
この表面実装用モータに適用されるホルダは、底部の一部を延長するようにして形成された底上げ片を有し、この底上げ片は、底部に対し所定の折り曲げ角度をもって折り曲げられている。従って、モータ本体部にホルダを装着させた状態で、ホルダの底部の実装面とターミナルの実装面とが同一面上に無い場合、底上げ片を少し起こしたり倒したりするような微調整を行うだけで良いので、ホルダの底部の実装面とターミナルの実装面との高さ合わせを容易に行うことができる。また、底上げ片の折り曲げ角度を変更するだけで、ホルダの底部からモータケースまでの離間量(底上げ量)を容易に変更することができる。特に、シャフトに分銅が設けられたモータ本体部においては、分銅の回転時に分銅が回路基板に当たらないような仕様にする場合に、モータケースの底上げ量を大きくしなければならないが、このような場合でも、底上げ片の折り曲げ角度を変更するだけで容易に対応することができる。そして、底上げ片は、折り曲げによって成形されるので、製作し易い。
【0008】
また、折り曲げ角度は、180度であると好適である。
このような構成を採用すると、底上げ片に底部の実装面に平行なモータケースの載置面を作り出すことができ、この載置面は、モータケースに面接触するので、ホルダに対するモータ本体部の着座安定性が図られる。
【0009】
また、底部には、開口部が設けられ、底上げ片は、開口部内に突出するように成形されたものを折り曲げて形成され、底上げ片は底部に重ね合わされていると好適である。
このような構成によって、モータケースの底上げ量を、底部の板厚の2倍で寸法管理することができ、ホルダ毎に底上げ量のバラツキを無くすことができ、均一な底上げ量を容易に確保することができる。さらに、開口部内には、実装用のクリームハンダが溶融状態で入り込み、これによって回路基板からホルダが脱落し難くなる。
【発明の効果】
【0010】
本発明によれば、ホルダ側の実装面とモータ本体部側のターミナルの実装面との高さ合わせを容易にできる。
【図面の簡単な説明】
【0011】
【図1】本発明に係る表面実装用モータの一実施形態を示す断面図である。
【図2】図1に示されたモータの斜視図である。
【図3】図1に示されたモータの斜視図である。
【図4】図1に示されたモータの底面図である。
【図5】印刷配線基板を示す斜視図である。
【図6】印刷配線基板上にモータを実装した状態を示す斜視図である。
【図7】図6のVII−VII線に沿う断面図である。
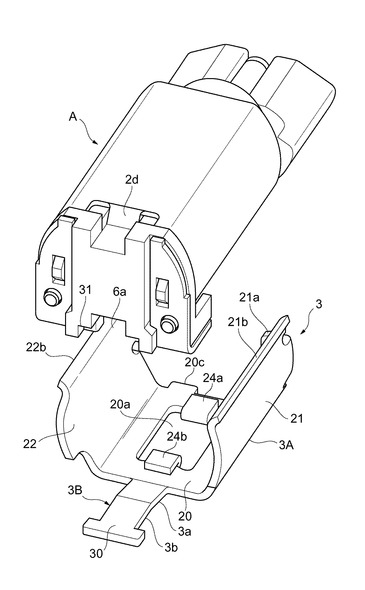
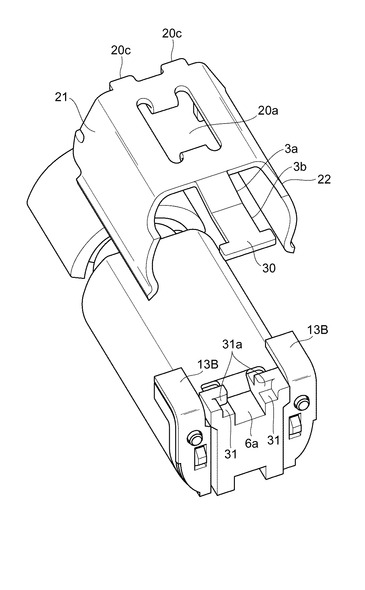
【図8】モータ本体部とホルダとを組み付ける前の状態を示す斜視図である。
【図9】モータ本体部とホルダとを組み付ける前の状態を示す斜視図である。
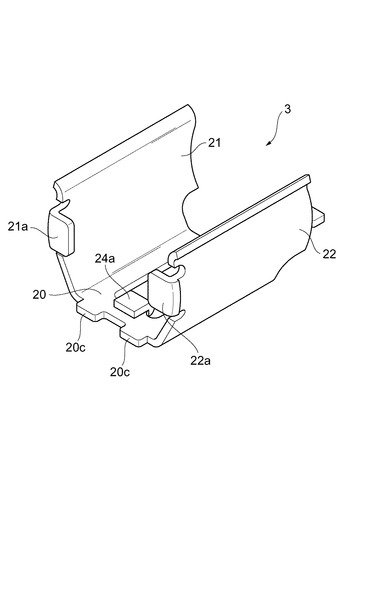
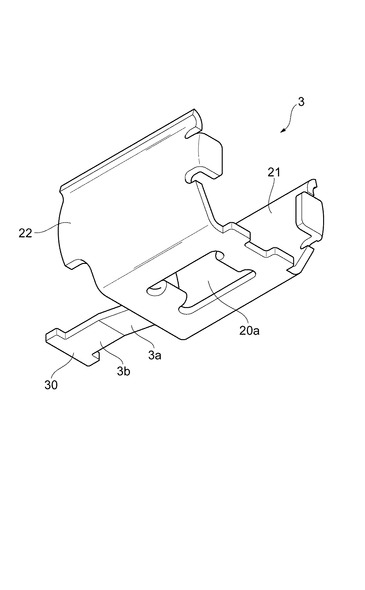
【図10】ホルダを示す斜視図である。
【図11】ホルダを示す斜視図である。
【図12】ホルダの正面図である。
【図13】ホルダの平面図である。
【図14】ホルダの断面図である。
【図15】ホルダの他の変形例を示す断面図である。
【図16】ホルダの更に他の変形例を示す断面図である。
【発明を実施するための形態】
【0012】
以下、図面を参照しつつ本発明に係る表面実装用モータの好適な実施形態について詳細に説明する。なお、分銅側を「前方側」として以下説明する。
【0013】
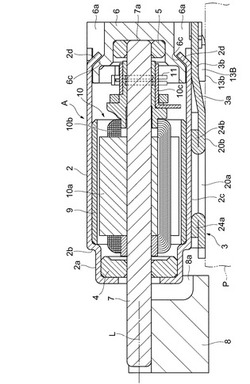
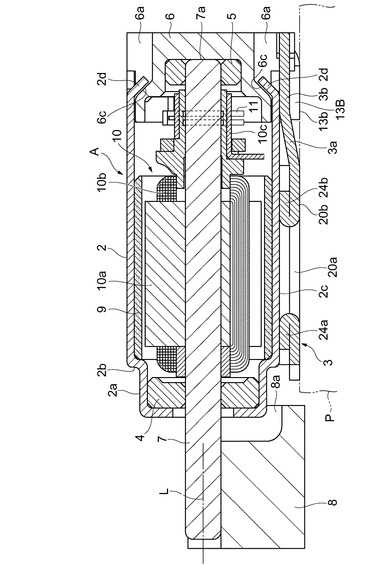
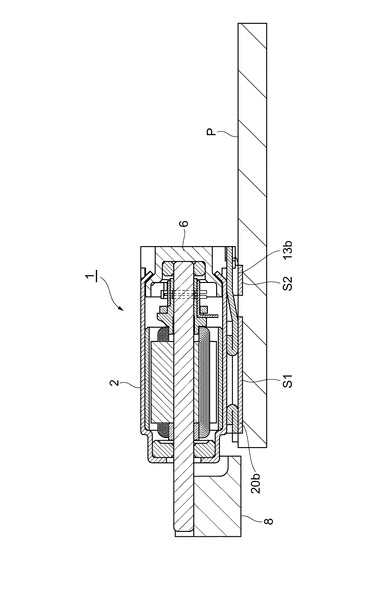
図1〜図4に示すように、表面実装用モータ1は、リフロー半田付けによって印刷配線基板(回路基板)Pに表面実装される小型の振動モータである。このモータ1は、直径約4mmで長さ約10mmの筒状のモータケース2を有するモータ本体部Aと、モータ本体部Aのモータケース2に装着されて、モータ本体部Aの印刷配線基板Pへの実装を可能にする金属製のホルダ3とで構成されている。
【0014】
モータケース2は、金属製で円筒状又は断面小判状に形成され、モータケース2の後端は開放され、この後端に樹脂製のブラケット6が装着されている。モータケース2の前端側には、縮径されて突き出された首部2aが形成され、首部2aの前端からシャフト7の一部が突き出している。シャフト7の端部には、断面半円状の分銅8がカシメ固定又は圧入によって偏芯固定されている。分銅8の後端側には、首部2aの一部が収まる窪み8aが形成されている。
【0015】
分銅8が固定されたシャフト7は、首部2a内に圧入されたオイル含浸軸受4と、ブラケット6内に圧入されたオイル含浸軸受5とによって軸支され、シャフト7の回転時に、シャフト7の後端7aはブラケット6の内壁面に摺動する。また、モータケース2の後端には、後方に向けて突出する爪片2dが、径方向に対向して一対設けられている。各爪片2dは、ブラケット6に形成された凹部6a内で内側に向けて「く」の字状折り曲げられて、ブラケット6の凹部6aの傾斜状前端面6cに押し当てられている。これによって、モータケース2にブラケット6が固定され、ブラケット6の脱落を防止している。
【0016】
モータ本体部Aにおいて、モータケース2内には、内壁面に接着された永久磁石からなるステータ9と、ステータ9により包囲されて、シャフト7に固定されたロータ10とが収容されている。ロータ10のコア10aにはコイル10bが巻かれ、コイル10bは、モータケース2の後端側でシャフト7に固定された整流子片10cに接続されている。整流子片10cは、ブラケット6に固定された一対のブラシ11に対して回転しながら摺動する。
【0017】
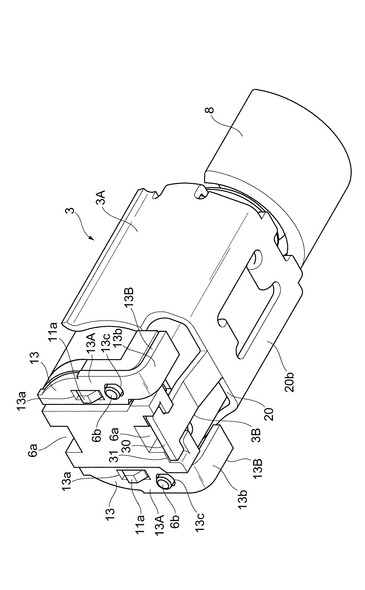
ブラケット6には、ブラシ11に設けられた接続端子11aが突出する貫通孔が形成されていると共に、L字状に折り曲げ成形された左右一対のターミナル13が固定されている。L字状のターミナル13は、ブラケット6の後端面に当接配置される基部13Aと、基部13Aに対して直角に折り曲げられて印刷配線基板Pに対してクリームハンダにより表面実装される実装部13Bとからなる。
【0018】
ブラケット6の後端面から突出したブラシ11の接続端子11aは、ターミナル13の基部13Aに形成された第1の孔部13aから突出し、ターミナル13の基部13Aから突出したブラシ11の接続端子11aは、ハンダにより基部13Aに電気的接続されている。更に、ブラケット6の後端面には位置決めピン6bが形成され、この位置決めピン6bを、ターミナル13の基部13Aに形成された第2の孔部13cから突出させることで、ブラケット6に対するターミナル13の位置決めを可能にしている。
【0019】
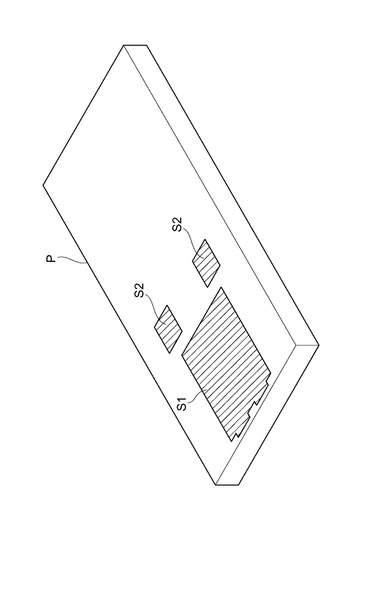
図5に示すように、印刷配線基板(回路基板)P上には、ホルダ3のホルダ本体3Aの底部20における実装面20b(図3参照)を実装するためのホルダ固定パターンS1と、このホルダ固定パターンS1の後方に配置されて、左右一対のターミナル13の実装部13Bにおける実装面13b(図3参照)を実装するための給電パターンS2と、が設けられている。
【0020】
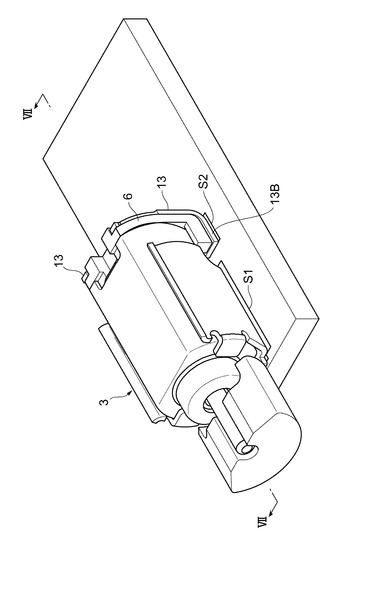
図6及び図7に示すように、ホルダ固定パターンS1及び給電パターンS2上にクリームハンダが塗布され、実装機により、ホルダ固定パターンS1上にホルダ3の実装面20bが載置され、給電パターンS2上にターミナル13の実装部13Bの実装面13bが載置される。これによって、印刷配線基板P上にモータ1が実装され、この状態で、電気炉内に搬入されて、クリームハンダを溶融させ、ホルダ固定パターンS1とホルダ3の実装面20bとがハンダを介して一体化され、給電パターンS2とターミナル13の実装部13Bとがハンダを介して一体化される。
【0021】
次に、このように構成されたモータ本体部Aに装着される金属製のホルダ3について詳細に説明する。
【0022】
図8〜図13に示すように、板厚0.2mmの金属製ホルダ3は、一枚のステンレス製の平板を所定の形状に打ち抜き加工した後、その平板を折り曲げ加工することにより成形される。
【0023】
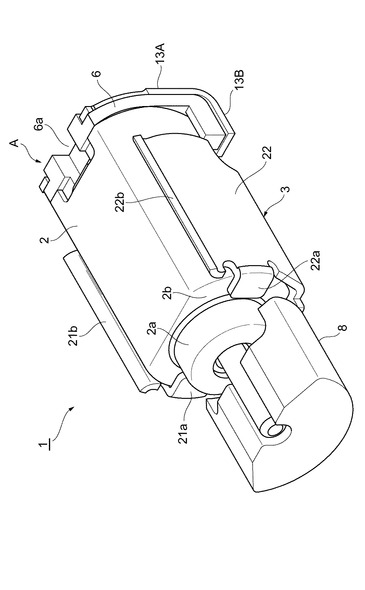
ホルダ3は、ホルダ本体3Aと、ホルダ本体3Aの後端から後方に向けて略回転軸線L方向に延在する延長部3Bとからなる。ホルダ本体3Aは、印刷配線基板Pにクリームハンダにより表面実装される矩形の底部20と、底部20の両側端から湾曲して起立するバネ性の挟持片21,22とを有している。底部20には、前端から回転軸線L方向に突出する拡張部20cが設けられている。
【0024】
挟持片21,22には、前端で内側に折り曲げられた爪片21a,22aが設けられ、各爪片21a,22aは、回転軸線Lに対して直交し、モータケース2の首部2aに向けて延在する。各爪片21a,22aは、モータケース2の段差面2b(図2参照)に当接される。モータケース2の外周面に当接させ易いように湾曲させられた挟持片21,22の遊端には、外側に曲げ広げられたガイド部21b,22bが形成されている。各ガイド部21b,22bは、モータケース2をホルダ本体3A内に押し込む際に、挟持片21,22を外側に開き易くし、しかも、モータケース2とホルダ3とを接着剤で固定する際に、モータケース2と挟持片21,22との間の隙間に上から接着剤を流し込み易くしている。
【0025】
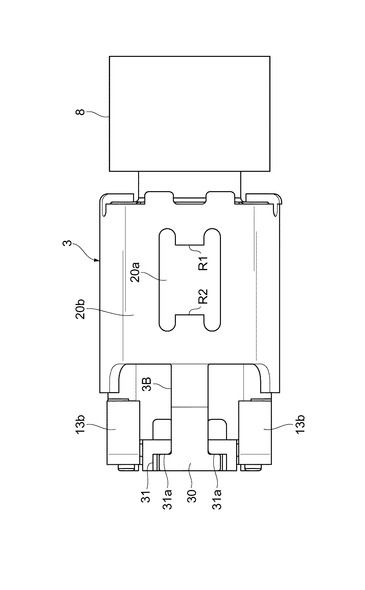
ホルダ3の底部20には、矩形の開口部20aが形成されると共に、開口部20a内で回転軸線L方向に突出したものを開口部20a内から外側に向けて折り畳むようにして、底部20に重ね合わされる底上げ片24a,24bが設けられている。底上げ片24a,24bは、回転軸線L方向で対向して配置されている。
【0026】
図1に示すように、モータケース2の底面2cに当接される板厚0.2mmの金属製ホルダ3にあっては、底上げ片24a,24bの利用によって、モータケース2の底面2cをホルダ3の底部20の実装面20bから0.4mm離間させることができる。また、ターミナル13間の間隔を狭めると同時にターミナル13をモータケース2に達するまで長くすると、モータ1の小型化とターミナル13の拡大化を図ることができるが、ターミナル13の実装部13Bがモータケース2に当たり易くなるので、ターミナル13の実装部13Bをブラケット6の下端から径方向に突出させている。そして、ホルダ3の実装面20bは、ブラケット6に固定されたターミナル13の実装部13Bの実装面13bと同一平面上に位置する。
【0027】
板厚0.2mmの金属製ホルダ3は、一枚のステンレス製の平板を所定の形状に打ち抜き加工した後、その平板を折り曲げ加工することにより成形されるが、打ち抜き加工後の底上げ片24a,24bは、底部20と平行な状態で開口部20a内に突出している。この状態で、底上げ片24a,24bは、底部20に対し180度の折り曲げ角度αをもって折り曲げられる(図14参照)。
【0028】
このようにして折り曲げられた底上げ片24a,24bのうちの前側の底上げ片24aは、分銅8に近づけられて配置されるので、分銅8の支持に寄与し、分銅8の回転安定性の確保に役立てることができる。また、図4及び図14に示すように、底上げ片24a,24bは、折り曲げ部R1,R2が開口部20a内に突出するように折り曲げ成形されるので、各折り曲げ部R1,R2によって、開口部20aの輪郭線は、矩形の開口部よりも拡大されることになる。開口部20aの輪郭の拡大化によって、実装用のクリームハンダを開口部20aの輪郭に付着させる量が増大し、これによって、ホルダ3は印刷配線基板Pに一層強固に固定される。
【0029】
この表面実装用モータ1に適用されるホルダ3は、底部20の一部を延長するようにして形成された底上げ片24a,24bを有し、この底上げ片24a,24bは、底部20に対し所定の折り曲げ角度αをもって折り曲げられている。従って、モータ本体部Aにホルダ3を装着させた状態で、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとが同一面上に無い場合、底上げ片24a,24bを少し起こしたり倒したりするような微調整を行うだけで良いので、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとの高さ合わせを容易に行うことができる。
【0030】
また、底上げ片24a,24bの折り曲げ角度αを変更するだけで、ホルダ3の底部20からモータケース2までの離間量(底上げ量)を容易に変更することができる。特に、シャフト7に分銅8が設けられたモータ本体部Aにおいては、分銅8の回転時に分銅8が印刷配線基板Pに当たらないような仕様にする場合に、モータケース2の底上げ量を大きくしなければならないが、このような場合でも、底上げ片24a,24bの折り曲げ角度αを変更するだけで容易に対応することができる。そして、底上げ片24a,24bは、折り曲げによって成形されるので、製作し易い。
【0031】
折り曲げ角度αを180度にすると、底上げ片24a,24bに底部20の実装面20bに平行なモータケース2の載置面20d(図14参照)を作り出すことができ、この載置面20dは、モータケース2に面接触するので、ホルダ3に対するモータ本体部Aの着座安定性が図られる。
【0032】
また、底上げ片24a,24bを底部20に重ね合わせることによって、モータケース2の底上げ量を、底部20の板厚の2倍で寸法管理することができ、ホルダ3毎に底上げ量のバラツキを無くすことができ、均一な底上げ量を容易に確保することができる。さらに、開口部20a内には、実装用のクリームハンダが溶融状態で入り込み、これによって印刷配線基板Pからホルダ3が脱落し難くなる。
【0033】
図8〜図13に示すように、ホルダ3には、ホルダ本体3Aの後端から後方に向けて略回転軸線L方向に延在する延長部3Bが設けられている。この延長部3Bは、一定の幅でホルダ本体3Aの後端からブラケット6に向かって延在する。更に、延長部3Bには、この後端で延長部3Bの幅方向(回転軸線Lに対して直交する方向)に拡張されたストッパ部30が形成され、ストッパ部30は、回転軸線Lに対して直交する方向でT字状に拡張されている。
【0034】
樹脂製のブラケット6には、ターミナル13の実装部13B間に凹部31が設けられ、この凹部31内にストッパ部30が圧入される。凹部31は、凹部6aの両側を拡張するように形成され、凹部31の前壁面31aは、ストッパ部30に圧接される(図4参照)。これによって、ブラケット6の回転軸線L方向の抜けをホルダ3によって確実に防止することができる。延長部3Bのストッパ部30を凹部31内に圧入させた後、モータケース2と挟持片21,22との間の隙間に上から接着剤が流し込まれ、モータケース2とホルダ3とを接着剤で固定する。これによって、ブラケット6は、延長部3Bにより、回転軸線L方向にしっかり保持される。
【0035】
延長部3Bは、印刷配線基板Pに対して非接触である。延長部3Bの前側3aは、ホルダ本体3Aからモータケース2に向かって近づくように、ホルダ本体3Aの実装面20bに対して傾斜して延在する。また、延長部3Bの後側3bは、モータケース2に沿って延在してモータケース2に当接する(図1参照)。延長部3Bの前側3aを傾斜させることで、印刷配線基板Pから延長部3Bの後側3bを、板厚0.2mmに相当する隙間をもって浮き上がらせることを容易にしている。
【0036】
このような構成によって、印刷配線基板Pに対して延長部3Bを非接触にすることができ、延長部3Bの後側3bでモータケース2に対する延長部3Bの座り安定性を確保することができる。これにより、延長部3Bのストッパ部30をブラケット6の凹部31内に圧入させ易くなる。
【0037】
更に、延長部3Bは、印刷配線基板Pに実装されるホルダ本体3Aに連結されているので、印刷配線基板Pとホルダ3との間に配置されるクリームハンダを延長部3Bに沿って流動させ易く、延長部3Bが印刷配線基板Pに非接触であるがゆえに、電気炉内でクリームハンダが溶融した際、延長部3Bと印刷配線基板Pとの間の隙間を余剰なハンダの溜まりとして利用することができる。
【0038】
印刷配線基板Pには、ターミナル13がハンダを介して実装されているが、ターミナル13の実装面積は小さく、衝撃によってブラケット6がモータケース2から外れると、ターミナル13は、印刷配線基板Pから容易に取れてしまって、モータ1への給電が不能になる。特に、シャフト7に分銅8が固定されたモータ1においては、落下衝撃時に、回転軸線方向(スラスト方向)にシャフト7が勢い良く変位し易く、シャフト7の変位によってシャフト7の後端7aがブラケット6に強く当たると、モータケース2からターミナル13が外れ易くなる。
【0039】
このような不具合を回避させるために、ホルダ本体3Aの後端から後方に向けて略回転軸線L方向に延在する延長部3Bの後端で幅方向に拡張されているストッパ部30を、ブラケット6に設けられた凹部31内に圧入させている。特に、溶接や接着剤を用いることなく、爪片2dによってモータケース2にブラケット6が固定されている場合でも、回転軸線L方向におけるブラケット6の抜け止め強度が向上し、モータケース2からブラケット6が外れ難くなり、その結果として、印刷配線基板Pからターミナル13が取れ難くなるといった優れた効果を有する。
【0040】
本発明は、前述した実施形態に限定されないことは言うまでもない。例えば、底上げ片24a,24bは、折り曲げられていれば良く、折り曲げ角度αは、0度<α≦180度である。底上げ片24a,24bを、180度の折り曲げ角度αで2回折り返すと、0.6mmの底上げ量を確実に作り出すことができる。従って、底上げ片24a,24bの複数回の折り返しによって、必要な底上げ量を容易かつ確実に作り出すことができる。
【0041】
図15(a)に示すように、ホルダ50Aの底部20上に環状のスペーサ40を配置させ、スペーサ40を底部20と底上げ片24a,24bとで挟み込むように、底上げ片24a,24bを180度の折り曲げ角度αで折り返す。このような構成は、スペーサ40の板厚を変更するだけで、モータケース2の底上げ量を容易に変更することができる。
【0042】
図15(b)及び図15(c)に示すように、ホルダ50Bの底部20の前端中央には、前方に突出する細長い底上げ片41が設けられている。この底上げ片41は、底部20の前端から折り曲げ部R3が突出するように180度の折り曲げ角度αで折り返され、この底上げ片41上にモータケース2が載置される。この底上げ片41は、モータケース2の長手方向に延在し、底上げ片41の載置面41aは、分銅8側から後方に向かって延在することで、載置面積の拡大化が図られており、しかも、底上げ片41は底部20の前端に折り曲げ部R3を有するので、分銅8の支持に寄与し、分銅8の回転安定性の確保を可能にしている。この場合、ホルダ3の底部20に開口部20aが有っても無くてもよい。
【0043】
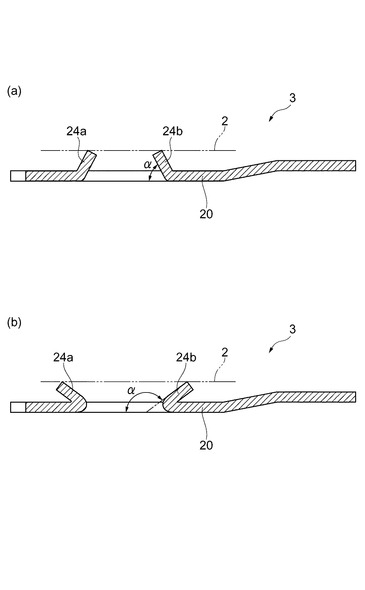
図16(a)に示すように、ホルダ3における底上げ片24a,24bの折り曲げ角度αは、0度<α≦90度であっても、図16(b)に示すように、底上げ片24a,24bの折り曲げ角度αが、90度<α<180度であってもよい。このように底上げ片24a,24bを折り曲げると、底上げ片24a,24bの折り曲げ角度αを変更するだけで、ホルダ3の底部20からモータケース2までの離間量(底上げ量)を容易に変更することができる。
【符号の説明】
【0044】
1…表面実装用モータ、2…モータケース、3…ホルダ、7…シャフト、8…分銅、9…ステータ、10…ロータ、10c…整流子片、11…ブラシ、13…ターミナル、20…底部、20a…開口部、24a,24b,41…底上げ片、A…モータ本体部、P…印刷配線基板(回路基板)、L…回転軸線、α…折り曲げ角度。
【技術分野】
【0001】
本発明は、回路基板への表面実装に適したモータに関するものである。
【背景技術】
【0002】
従来、このような分野の技術として、特開平11−234943号公報がある。この公報に記載された表面実装用モータは、モータ本体に金属製ホルダー枠が固定されて構成されている。モータ本体は、ブラシ付きモータであり、略円柱状の胴部(モータケース)を有し、この略円柱状胴部の後端は樹脂製のエンドブラケットで閉蓋されている。このエンドブラケットには、回路基板に実装される端子片(ターミナル)や、コミテータに対して摺動するブラシ端子片が固定されている。また、金属製ホルダー枠は、モータ本体の胴部に装着されるホルダ本体を有し、このホルダ本体は、回路基板に当接する長方形の底板部と、この底版部の長辺側から上方に折り曲げ起立されて、振動モータ本体の略円柱状胴部を挟持する一対の挟持バネ片とを有する。更に、ホルダー枠の底板部には、モータ本体の重心位置に対応して断面台形状の膨出部が形成され、この膨出部の頂面上にモータ本体の胴部が載置され、ホルダー枠に対するモータ本体の着座安定性を図っている。そして、膨出部内には、実装用のクリームハンダが溶融状態で入り込み、これによって回路基板からホルダー枠が脱落し難くなっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−234943号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ホルダー枠の底板部に設けられた膨出部は、プレス加工によって断面台形状に成形されているので、膨出部の頂面の水平度や凹凸によってモータ本体に傾きが発生する虞があり、特に、膨出部の成形は、プレスの金型精度に大きく依存し、ホルダー枠が小さければ小さいほど、金型の精度を出し難い。そして、ホルダー枠の底板部の実装面と端子片の実装面とは、同一面上に位置させる必要があり、ホルダー枠の底板部の実装面と端子片の実装面との高さが揃っていない場合、実装面の高さあわせを微調整するために、断面台形状の膨出部の頂面を変形させることは難しい。従って、従来のホルダー枠にあっては、ホルダー枠の底板部の実装面と端子片の実装面との高さ合わせは難しい。
【0005】
本発明は、ホルダ側の実装面とモータ本体部側のターミナルの実装面との高さ合わせを容易にした表面実装用モータを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、筒状のモータケースを有するモータ本体部には、回路基板に実装されるターミナルが設けられ、モータ本体部のモータケースにホルダが装着されてなる表面実装用モータにおいて、
ホルダは、回路基板に実装される底部と、底部の一部を延長するようにして形成された底上げ片と、を有し、
底上げ片は、底部に対し所定の折り曲げ角度をもって折り曲げられていることを特徴とする。
【0007】
この表面実装用モータに適用されるホルダは、底部の一部を延長するようにして形成された底上げ片を有し、この底上げ片は、底部に対し所定の折り曲げ角度をもって折り曲げられている。従って、モータ本体部にホルダを装着させた状態で、ホルダの底部の実装面とターミナルの実装面とが同一面上に無い場合、底上げ片を少し起こしたり倒したりするような微調整を行うだけで良いので、ホルダの底部の実装面とターミナルの実装面との高さ合わせを容易に行うことができる。また、底上げ片の折り曲げ角度を変更するだけで、ホルダの底部からモータケースまでの離間量(底上げ量)を容易に変更することができる。特に、シャフトに分銅が設けられたモータ本体部においては、分銅の回転時に分銅が回路基板に当たらないような仕様にする場合に、モータケースの底上げ量を大きくしなければならないが、このような場合でも、底上げ片の折り曲げ角度を変更するだけで容易に対応することができる。そして、底上げ片は、折り曲げによって成形されるので、製作し易い。
【0008】
また、折り曲げ角度は、180度であると好適である。
このような構成を採用すると、底上げ片に底部の実装面に平行なモータケースの載置面を作り出すことができ、この載置面は、モータケースに面接触するので、ホルダに対するモータ本体部の着座安定性が図られる。
【0009】
また、底部には、開口部が設けられ、底上げ片は、開口部内に突出するように成形されたものを折り曲げて形成され、底上げ片は底部に重ね合わされていると好適である。
このような構成によって、モータケースの底上げ量を、底部の板厚の2倍で寸法管理することができ、ホルダ毎に底上げ量のバラツキを無くすことができ、均一な底上げ量を容易に確保することができる。さらに、開口部内には、実装用のクリームハンダが溶融状態で入り込み、これによって回路基板からホルダが脱落し難くなる。
【発明の効果】
【0010】
本発明によれば、ホルダ側の実装面とモータ本体部側のターミナルの実装面との高さ合わせを容易にできる。
【図面の簡単な説明】
【0011】
【図1】本発明に係る表面実装用モータの一実施形態を示す断面図である。
【図2】図1に示されたモータの斜視図である。
【図3】図1に示されたモータの斜視図である。
【図4】図1に示されたモータの底面図である。
【図5】印刷配線基板を示す斜視図である。
【図6】印刷配線基板上にモータを実装した状態を示す斜視図である。
【図7】図6のVII−VII線に沿う断面図である。
【図8】モータ本体部とホルダとを組み付ける前の状態を示す斜視図である。
【図9】モータ本体部とホルダとを組み付ける前の状態を示す斜視図である。
【図10】ホルダを示す斜視図である。
【図11】ホルダを示す斜視図である。
【図12】ホルダの正面図である。
【図13】ホルダの平面図である。
【図14】ホルダの断面図である。
【図15】ホルダの他の変形例を示す断面図である。
【図16】ホルダの更に他の変形例を示す断面図である。
【発明を実施するための形態】
【0012】
以下、図面を参照しつつ本発明に係る表面実装用モータの好適な実施形態について詳細に説明する。なお、分銅側を「前方側」として以下説明する。
【0013】
図1〜図4に示すように、表面実装用モータ1は、リフロー半田付けによって印刷配線基板(回路基板)Pに表面実装される小型の振動モータである。このモータ1は、直径約4mmで長さ約10mmの筒状のモータケース2を有するモータ本体部Aと、モータ本体部Aのモータケース2に装着されて、モータ本体部Aの印刷配線基板Pへの実装を可能にする金属製のホルダ3とで構成されている。
【0014】
モータケース2は、金属製で円筒状又は断面小判状に形成され、モータケース2の後端は開放され、この後端に樹脂製のブラケット6が装着されている。モータケース2の前端側には、縮径されて突き出された首部2aが形成され、首部2aの前端からシャフト7の一部が突き出している。シャフト7の端部には、断面半円状の分銅8がカシメ固定又は圧入によって偏芯固定されている。分銅8の後端側には、首部2aの一部が収まる窪み8aが形成されている。
【0015】
分銅8が固定されたシャフト7は、首部2a内に圧入されたオイル含浸軸受4と、ブラケット6内に圧入されたオイル含浸軸受5とによって軸支され、シャフト7の回転時に、シャフト7の後端7aはブラケット6の内壁面に摺動する。また、モータケース2の後端には、後方に向けて突出する爪片2dが、径方向に対向して一対設けられている。各爪片2dは、ブラケット6に形成された凹部6a内で内側に向けて「く」の字状折り曲げられて、ブラケット6の凹部6aの傾斜状前端面6cに押し当てられている。これによって、モータケース2にブラケット6が固定され、ブラケット6の脱落を防止している。
【0016】
モータ本体部Aにおいて、モータケース2内には、内壁面に接着された永久磁石からなるステータ9と、ステータ9により包囲されて、シャフト7に固定されたロータ10とが収容されている。ロータ10のコア10aにはコイル10bが巻かれ、コイル10bは、モータケース2の後端側でシャフト7に固定された整流子片10cに接続されている。整流子片10cは、ブラケット6に固定された一対のブラシ11に対して回転しながら摺動する。
【0017】
ブラケット6には、ブラシ11に設けられた接続端子11aが突出する貫通孔が形成されていると共に、L字状に折り曲げ成形された左右一対のターミナル13が固定されている。L字状のターミナル13は、ブラケット6の後端面に当接配置される基部13Aと、基部13Aに対して直角に折り曲げられて印刷配線基板Pに対してクリームハンダにより表面実装される実装部13Bとからなる。
【0018】
ブラケット6の後端面から突出したブラシ11の接続端子11aは、ターミナル13の基部13Aに形成された第1の孔部13aから突出し、ターミナル13の基部13Aから突出したブラシ11の接続端子11aは、ハンダにより基部13Aに電気的接続されている。更に、ブラケット6の後端面には位置決めピン6bが形成され、この位置決めピン6bを、ターミナル13の基部13Aに形成された第2の孔部13cから突出させることで、ブラケット6に対するターミナル13の位置決めを可能にしている。
【0019】
図5に示すように、印刷配線基板(回路基板)P上には、ホルダ3のホルダ本体3Aの底部20における実装面20b(図3参照)を実装するためのホルダ固定パターンS1と、このホルダ固定パターンS1の後方に配置されて、左右一対のターミナル13の実装部13Bにおける実装面13b(図3参照)を実装するための給電パターンS2と、が設けられている。
【0020】
図6及び図7に示すように、ホルダ固定パターンS1及び給電パターンS2上にクリームハンダが塗布され、実装機により、ホルダ固定パターンS1上にホルダ3の実装面20bが載置され、給電パターンS2上にターミナル13の実装部13Bの実装面13bが載置される。これによって、印刷配線基板P上にモータ1が実装され、この状態で、電気炉内に搬入されて、クリームハンダを溶融させ、ホルダ固定パターンS1とホルダ3の実装面20bとがハンダを介して一体化され、給電パターンS2とターミナル13の実装部13Bとがハンダを介して一体化される。
【0021】
次に、このように構成されたモータ本体部Aに装着される金属製のホルダ3について詳細に説明する。
【0022】
図8〜図13に示すように、板厚0.2mmの金属製ホルダ3は、一枚のステンレス製の平板を所定の形状に打ち抜き加工した後、その平板を折り曲げ加工することにより成形される。
【0023】
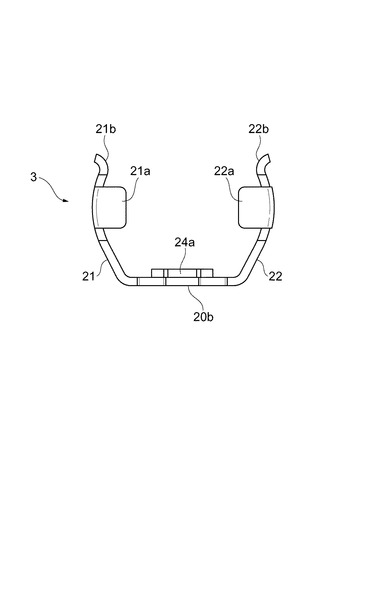
ホルダ3は、ホルダ本体3Aと、ホルダ本体3Aの後端から後方に向けて略回転軸線L方向に延在する延長部3Bとからなる。ホルダ本体3Aは、印刷配線基板Pにクリームハンダにより表面実装される矩形の底部20と、底部20の両側端から湾曲して起立するバネ性の挟持片21,22とを有している。底部20には、前端から回転軸線L方向に突出する拡張部20cが設けられている。
【0024】
挟持片21,22には、前端で内側に折り曲げられた爪片21a,22aが設けられ、各爪片21a,22aは、回転軸線Lに対して直交し、モータケース2の首部2aに向けて延在する。各爪片21a,22aは、モータケース2の段差面2b(図2参照)に当接される。モータケース2の外周面に当接させ易いように湾曲させられた挟持片21,22の遊端には、外側に曲げ広げられたガイド部21b,22bが形成されている。各ガイド部21b,22bは、モータケース2をホルダ本体3A内に押し込む際に、挟持片21,22を外側に開き易くし、しかも、モータケース2とホルダ3とを接着剤で固定する際に、モータケース2と挟持片21,22との間の隙間に上から接着剤を流し込み易くしている。
【0025】
ホルダ3の底部20には、矩形の開口部20aが形成されると共に、開口部20a内で回転軸線L方向に突出したものを開口部20a内から外側に向けて折り畳むようにして、底部20に重ね合わされる底上げ片24a,24bが設けられている。底上げ片24a,24bは、回転軸線L方向で対向して配置されている。
【0026】
図1に示すように、モータケース2の底面2cに当接される板厚0.2mmの金属製ホルダ3にあっては、底上げ片24a,24bの利用によって、モータケース2の底面2cをホルダ3の底部20の実装面20bから0.4mm離間させることができる。また、ターミナル13間の間隔を狭めると同時にターミナル13をモータケース2に達するまで長くすると、モータ1の小型化とターミナル13の拡大化を図ることができるが、ターミナル13の実装部13Bがモータケース2に当たり易くなるので、ターミナル13の実装部13Bをブラケット6の下端から径方向に突出させている。そして、ホルダ3の実装面20bは、ブラケット6に固定されたターミナル13の実装部13Bの実装面13bと同一平面上に位置する。
【0027】
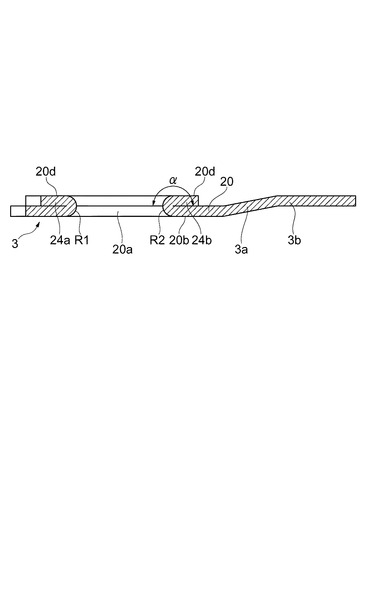
板厚0.2mmの金属製ホルダ3は、一枚のステンレス製の平板を所定の形状に打ち抜き加工した後、その平板を折り曲げ加工することにより成形されるが、打ち抜き加工後の底上げ片24a,24bは、底部20と平行な状態で開口部20a内に突出している。この状態で、底上げ片24a,24bは、底部20に対し180度の折り曲げ角度αをもって折り曲げられる(図14参照)。
【0028】
このようにして折り曲げられた底上げ片24a,24bのうちの前側の底上げ片24aは、分銅8に近づけられて配置されるので、分銅8の支持に寄与し、分銅8の回転安定性の確保に役立てることができる。また、図4及び図14に示すように、底上げ片24a,24bは、折り曲げ部R1,R2が開口部20a内に突出するように折り曲げ成形されるので、各折り曲げ部R1,R2によって、開口部20aの輪郭線は、矩形の開口部よりも拡大されることになる。開口部20aの輪郭の拡大化によって、実装用のクリームハンダを開口部20aの輪郭に付着させる量が増大し、これによって、ホルダ3は印刷配線基板Pに一層強固に固定される。
【0029】
この表面実装用モータ1に適用されるホルダ3は、底部20の一部を延長するようにして形成された底上げ片24a,24bを有し、この底上げ片24a,24bは、底部20に対し所定の折り曲げ角度αをもって折り曲げられている。従って、モータ本体部Aにホルダ3を装着させた状態で、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとが同一面上に無い場合、底上げ片24a,24bを少し起こしたり倒したりするような微調整を行うだけで良いので、ホルダ3の底部20の実装面20bとターミナル13の実装面13bとの高さ合わせを容易に行うことができる。
【0030】
また、底上げ片24a,24bの折り曲げ角度αを変更するだけで、ホルダ3の底部20からモータケース2までの離間量(底上げ量)を容易に変更することができる。特に、シャフト7に分銅8が設けられたモータ本体部Aにおいては、分銅8の回転時に分銅8が印刷配線基板Pに当たらないような仕様にする場合に、モータケース2の底上げ量を大きくしなければならないが、このような場合でも、底上げ片24a,24bの折り曲げ角度αを変更するだけで容易に対応することができる。そして、底上げ片24a,24bは、折り曲げによって成形されるので、製作し易い。
【0031】
折り曲げ角度αを180度にすると、底上げ片24a,24bに底部20の実装面20bに平行なモータケース2の載置面20d(図14参照)を作り出すことができ、この載置面20dは、モータケース2に面接触するので、ホルダ3に対するモータ本体部Aの着座安定性が図られる。
【0032】
また、底上げ片24a,24bを底部20に重ね合わせることによって、モータケース2の底上げ量を、底部20の板厚の2倍で寸法管理することができ、ホルダ3毎に底上げ量のバラツキを無くすことができ、均一な底上げ量を容易に確保することができる。さらに、開口部20a内には、実装用のクリームハンダが溶融状態で入り込み、これによって印刷配線基板Pからホルダ3が脱落し難くなる。
【0033】
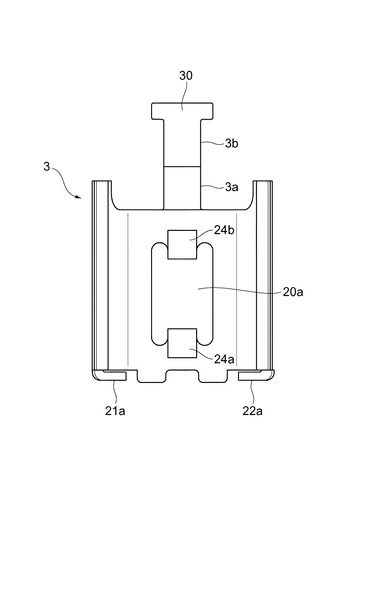
図8〜図13に示すように、ホルダ3には、ホルダ本体3Aの後端から後方に向けて略回転軸線L方向に延在する延長部3Bが設けられている。この延長部3Bは、一定の幅でホルダ本体3Aの後端からブラケット6に向かって延在する。更に、延長部3Bには、この後端で延長部3Bの幅方向(回転軸線Lに対して直交する方向)に拡張されたストッパ部30が形成され、ストッパ部30は、回転軸線Lに対して直交する方向でT字状に拡張されている。
【0034】
樹脂製のブラケット6には、ターミナル13の実装部13B間に凹部31が設けられ、この凹部31内にストッパ部30が圧入される。凹部31は、凹部6aの両側を拡張するように形成され、凹部31の前壁面31aは、ストッパ部30に圧接される(図4参照)。これによって、ブラケット6の回転軸線L方向の抜けをホルダ3によって確実に防止することができる。延長部3Bのストッパ部30を凹部31内に圧入させた後、モータケース2と挟持片21,22との間の隙間に上から接着剤が流し込まれ、モータケース2とホルダ3とを接着剤で固定する。これによって、ブラケット6は、延長部3Bにより、回転軸線L方向にしっかり保持される。
【0035】
延長部3Bは、印刷配線基板Pに対して非接触である。延長部3Bの前側3aは、ホルダ本体3Aからモータケース2に向かって近づくように、ホルダ本体3Aの実装面20bに対して傾斜して延在する。また、延長部3Bの後側3bは、モータケース2に沿って延在してモータケース2に当接する(図1参照)。延長部3Bの前側3aを傾斜させることで、印刷配線基板Pから延長部3Bの後側3bを、板厚0.2mmに相当する隙間をもって浮き上がらせることを容易にしている。
【0036】
このような構成によって、印刷配線基板Pに対して延長部3Bを非接触にすることができ、延長部3Bの後側3bでモータケース2に対する延長部3Bの座り安定性を確保することができる。これにより、延長部3Bのストッパ部30をブラケット6の凹部31内に圧入させ易くなる。
【0037】
更に、延長部3Bは、印刷配線基板Pに実装されるホルダ本体3Aに連結されているので、印刷配線基板Pとホルダ3との間に配置されるクリームハンダを延長部3Bに沿って流動させ易く、延長部3Bが印刷配線基板Pに非接触であるがゆえに、電気炉内でクリームハンダが溶融した際、延長部3Bと印刷配線基板Pとの間の隙間を余剰なハンダの溜まりとして利用することができる。
【0038】
印刷配線基板Pには、ターミナル13がハンダを介して実装されているが、ターミナル13の実装面積は小さく、衝撃によってブラケット6がモータケース2から外れると、ターミナル13は、印刷配線基板Pから容易に取れてしまって、モータ1への給電が不能になる。特に、シャフト7に分銅8が固定されたモータ1においては、落下衝撃時に、回転軸線方向(スラスト方向)にシャフト7が勢い良く変位し易く、シャフト7の変位によってシャフト7の後端7aがブラケット6に強く当たると、モータケース2からターミナル13が外れ易くなる。
【0039】
このような不具合を回避させるために、ホルダ本体3Aの後端から後方に向けて略回転軸線L方向に延在する延長部3Bの後端で幅方向に拡張されているストッパ部30を、ブラケット6に設けられた凹部31内に圧入させている。特に、溶接や接着剤を用いることなく、爪片2dによってモータケース2にブラケット6が固定されている場合でも、回転軸線L方向におけるブラケット6の抜け止め強度が向上し、モータケース2からブラケット6が外れ難くなり、その結果として、印刷配線基板Pからターミナル13が取れ難くなるといった優れた効果を有する。
【0040】
本発明は、前述した実施形態に限定されないことは言うまでもない。例えば、底上げ片24a,24bは、折り曲げられていれば良く、折り曲げ角度αは、0度<α≦180度である。底上げ片24a,24bを、180度の折り曲げ角度αで2回折り返すと、0.6mmの底上げ量を確実に作り出すことができる。従って、底上げ片24a,24bの複数回の折り返しによって、必要な底上げ量を容易かつ確実に作り出すことができる。
【0041】
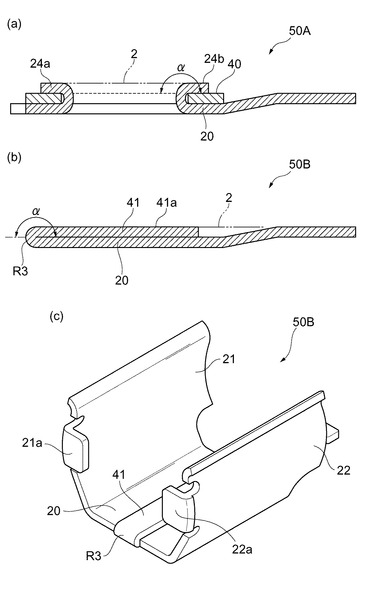
図15(a)に示すように、ホルダ50Aの底部20上に環状のスペーサ40を配置させ、スペーサ40を底部20と底上げ片24a,24bとで挟み込むように、底上げ片24a,24bを180度の折り曲げ角度αで折り返す。このような構成は、スペーサ40の板厚を変更するだけで、モータケース2の底上げ量を容易に変更することができる。
【0042】
図15(b)及び図15(c)に示すように、ホルダ50Bの底部20の前端中央には、前方に突出する細長い底上げ片41が設けられている。この底上げ片41は、底部20の前端から折り曲げ部R3が突出するように180度の折り曲げ角度αで折り返され、この底上げ片41上にモータケース2が載置される。この底上げ片41は、モータケース2の長手方向に延在し、底上げ片41の載置面41aは、分銅8側から後方に向かって延在することで、載置面積の拡大化が図られており、しかも、底上げ片41は底部20の前端に折り曲げ部R3を有するので、分銅8の支持に寄与し、分銅8の回転安定性の確保を可能にしている。この場合、ホルダ3の底部20に開口部20aが有っても無くてもよい。
【0043】
図16(a)に示すように、ホルダ3における底上げ片24a,24bの折り曲げ角度αは、0度<α≦90度であっても、図16(b)に示すように、底上げ片24a,24bの折り曲げ角度αが、90度<α<180度であってもよい。このように底上げ片24a,24bを折り曲げると、底上げ片24a,24bの折り曲げ角度αを変更するだけで、ホルダ3の底部20からモータケース2までの離間量(底上げ量)を容易に変更することができる。
【符号の説明】
【0044】
1…表面実装用モータ、2…モータケース、3…ホルダ、7…シャフト、8…分銅、9…ステータ、10…ロータ、10c…整流子片、11…ブラシ、13…ターミナル、20…底部、20a…開口部、24a,24b,41…底上げ片、A…モータ本体部、P…印刷配線基板(回路基板)、L…回転軸線、α…折り曲げ角度。
【特許請求の範囲】
【請求項1】
筒状のモータケースを有するモータ本体部には、回路基板に実装されるターミナルが設けられ、前記モータ本体部の前記モータケースにホルダが装着されてなる表面実装用モータにおいて、
前記ホルダは、
前記回路基板に実装される底部と、
前記底部の一部を延長するようにして形成された底上げ片と、を有し、
前記底上げ片は、前記底部に対し所定の折り曲げ角度をもって折り曲げられていることを特徴とする表面実装用モータ。
【請求項2】
前記折り曲げ角度は、180度であることを特徴とする請求項1記載の表面実装用モータ。
【請求項3】
前記底部には、開口部が設けられ、前記底上げ片は、前記開口部内に突出するように成形されたものを折り曲げて形成され、前記底上げ片は前記底部に重ね合わされていることを特徴とする請求項2記載の表面実装用モータ。
【請求項1】
筒状のモータケースを有するモータ本体部には、回路基板に実装されるターミナルが設けられ、前記モータ本体部の前記モータケースにホルダが装着されてなる表面実装用モータにおいて、
前記ホルダは、
前記回路基板に実装される底部と、
前記底部の一部を延長するようにして形成された底上げ片と、を有し、
前記底上げ片は、前記底部に対し所定の折り曲げ角度をもって折り曲げられていることを特徴とする表面実装用モータ。
【請求項2】
前記折り曲げ角度は、180度であることを特徴とする請求項1記載の表面実装用モータ。
【請求項3】
前記底部には、開口部が設けられ、前記底上げ片は、前記開口部内に突出するように成形されたものを折り曲げて形成され、前記底上げ片は前記底部に重ね合わされていることを特徴とする請求項2記載の表面実装用モータ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−254568(P2011−254568A)
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2010−124657(P2010−124657)
【出願日】平成22年5月31日(2010.5.31)
【出願人】(000001225)日本電産コパル株式会社 (755)
【Fターム(参考)】
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成22年5月31日(2010.5.31)
【出願人】(000001225)日本電産コパル株式会社 (755)
【Fターム(参考)】
[ Back to top ]