
表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法
【課題】接着剤やアンカーコート剤を用いないで、熱圧着のみにより他の樹脂フィルムとの積層フィルムを製造しても、高い接着強度を有する表面改質された樹脂フィルムを提供する。
【解決手段】基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、表面から約10nm以下の深さに熱接着性改質層が形成され、XPSの観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっている。
【解決手段】基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、表面から約10nm以下の深さに熱接着性改質層が形成され、XPSの観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面改質された樹脂フィルム及び樹脂フィルムの表面改質方法に関する。
【背景技術】
【0002】
食品、飲料、電子機器部品、医薬品などの包装に使用される包装容器および袋体(以下、包装容器と総称する。)の分野では、2種類以上の樹脂フィルムを組み合わせて積層し、包装する内容物の性質、包装された包装体の使用方法に応じて必要な機能を有する積層フィルムが使用される。そのような積層フィルムとして、例えば、内容物を充填した後、包装容器の充填口を加熱バーによる溶着、いわゆるヒートシールにより密封する場合には、ヒートシール面となる包装容器の内面にはヒートシール性に優れたポリエチレン等のポリオレフィン樹脂層がヒートシール層として使用される。そして、積層フィルムには、強度を補強したり、他の機能を付与したりするためにポリエステル、ナイロンやポリプロピレン等の樹脂フィルムが積層される。このため、前もってヒートシール性に優れたポリエチレン樹脂と、例えば、ポリエステルフィルムを積層した積層フィルムを準備し、最終的な包装容器に成型することが行なわれている。
【0003】
ところで、ポリエチレン樹脂フィルムと、他の樹脂フィルムとを積層する場合、樹脂フィルムの表面に接着剤やアンカーコート剤を塗布して形成した接着剤層やアンカーコート層を用いないと接着強度が不足することがある。しかし、アンカーコート層や接着剤層を用いる場合、それらの樹脂フィルムの積層工程に際し溶剤を蒸発、乾燥させることにより発生するVOC(揮発性有機化合物)が大気中に散逸することが問題となっている。また、接着剤層を用いる場合には、ドライラミネート後に数日程度のエージング期間を必要とし、生産効率が低いという問題もある。
【0004】
さらには、内容物と包装容器との適性関係で問題になることがある。例えば、輸液等の医療用液体においては、包装容器に使用されたアンカーコート層や接着剤層に残留する溶剤やアンカーコート剤や接着剤に起因する低分子成分が相互作用を引き起こすことがある。また、食品等においても臭気が問題となる場合もある。環境問題の対策として、有機溶剤の使用量を低減できる方法が必要とされている。
このため、より好ましい包装容器用の積層フィルムの製造方法として、アンカーコート層や接着剤層を用いないで、高い接着強度を有する積層フィルムを製造できる方法が求められている。
【0005】
このような要望に対して、接着強度を増加させるための処理を行い、アンカーコート層や接着剤層を用いないで積層フィルムを製造する方法に関して、様々な提案がなされている(例えば特許文献1〜6を参照)。
特許文献1には、プラスチック基材の少なくとも一面にコロナ処理、プラズマ処理、フレームプラズマ処理、電子線照射、紫外線照射などにより表面を酸化処理するとともに、溶融押出したフィルムの少なくとも一面にオゾン処理したのち、両者を接触させ圧着する押出ラミネート方法が記載されている。
特許文献2には、プラスチック基材の少なくとも一面に、アルゴン、ヘリウム、クリプトン、ネオン、キセノン、窒素等の不活性気体の雰囲気で電子線照射処理、低圧プラズマ処理、大気圧プラズマ処理またはコロナ放電処理により表面処理するとともに、溶融押出したフィルムの少なくとも一面にオゾン処理したのち、両者を接触させ圧着する押出ラミネート方法が記載されている。
【0006】
特許文献3には、合成樹脂の表面を活性化し、印刷インキや金属蒸着膜に対する接着性を向上するため、実質的に窒素と二酸化炭素とからなる混合気体雰囲気(望ましくは酸素濃度が0.1vol%以下)中でコロナ放電処理することを特徴とする合成樹脂の表面処理方法が記載されている。
特許文献4には、窒素ガス(酸素濃度が3vol%以下)、炭酸ガスあるいは窒素/炭酸ガスの混合ガス雰囲気でのコロナ放電処理により、ESCA法による基材フィルムの表面の窒素と炭素の原子数比(N/C)が0.001〜0.1の範囲である被処理面を生成し、該被処理面に、水/低級アルコール混合溶液や水を溶媒とし、水溶性高分子及び無機系層状化合物を主たる構成成分とする塗剤を塗布し、乾燥して塗膜を形成するガスバリアフィルムの製造方法が記載されている。
【0007】
特許文献5には、少なくとも二層以上の、例えば、直鎖状低密度ポリエチレン(L−LDPE)、未延伸ポリプロピレン(CPP)などのポリオレフィン樹脂を、接着剤を用いないで積層する方法が開示されている。具体的には、積層する樹脂の表面に走査型グロー放電プラズマ装置を用いて低温プラズマ処理をした後、熱圧着により積層するとしている。
特許文献6には、大気圧プラズマ処理装置によりフッ素樹脂シートの表面をプラズマ処理した基材同士を、接着剤を使用しないで、かつ、その構造・組成を変化させないで、基材の融点以下の温度で圧着することにより接着させる、接着装置及び接着方法が示されている。
【特許文献1】特開平7−314629号公報
【特許文献2】特開平9−234845号公報
【特許文献3】特公昭57−30854号公報
【特許文献4】特開平9−111017号公報
【特許文献5】特開平3−162420号公報
【特許文献6】特開2008−75030号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1、2に提案された方法において、公知の空気雰囲気でのコロナ処理とUV/オゾン処理とを組み合わせて処理を行うだけでは、接着強度が不充分な場合がある。
【0009】
特許文献3、4には、窒素を含み、実質的に酸素を含まない雰囲気でのコロナ放電処理により、合成樹脂の表面を改質して接着性を向上する方法が記載されている。しかし、これらの特許文献には、印刷インキや金属蒸着膜、水溶性高分子及び無機系層状化合物を主たる構成成分とする塗膜に対する接着性が記載されているのみである。本発明者は、このような表面処理方法により活性化された合成樹脂の表面処理面と樹脂フィルムとの熱圧着による接着性を確認するため、窒素ガス雰囲気下のコロナ放電処理をした合成樹脂フィルムに対して、表面が未処理である樹脂フィルムを熱ラミネートする方法で積層フィルムの製造を試みたところ、充分な接着強度を得ることができなかった。
【0010】
特許文献5には、無極性の熱可塑性樹脂である、例えば、直鎖状低密度ポリエチレン(L−LDPE)などのポリオレフィン樹脂の表面に、走査型グロー放電プラズマ装置を用いて低温プラズマ処理をした後、熱圧着により積層することが開示されている。また、ポリエステルなどの極性を有する熱可塑性樹脂と、無極性の熱可塑性樹脂とを積層する場合には、無極性の熱可塑性樹脂のみに変調磁界プラズマ装置で処理するが、極性を有する熱可塑性樹脂の表面は、プラズマ処理しないで用いた方が高強度の層間接着強度が得られるので好ましいとしている。この場合、変調磁界プラズマ装置で処理するとC−O基及びC=O基が生成することがXPS分析およびESCA分析により確認できたことから、これらの生成した官能基が接着に寄与しているとしている。
しかし、プラズマ処理した樹脂表面から約10nmまでの深さ範囲の状態を解析し、一般的な好ましい表面改質層の状態を定義したものは示されていない。また、実施例によると、例えば、PPとLDPEとを熱圧着するときの熱圧着温度は、100℃としているが加圧力は示されていないので、産業上の利用を図ることができない。
【0011】
特許文献6には、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを気化して不活性ガスと混合して電極に供給して行なう大気圧プラズマ処理装置を用いて、表面がフッ素樹脂で構成された基材の表面改質を行い、その表面改質された基材同士を、基材の融点以下の温度で熱圧着する方法が開示されている。
表面改質により表面のフッ素樹脂に親水性が与えられるとしているが、プラズマ処理した樹脂表面から約10nmまでの深さ範囲の状態を解析し、一般的な好ましい表面改質層の状態を定義したものは示されていない。また、熱圧着するときの熱圧着温度は、例えば、融点が327℃であるポリテトラフルオロエチレン(PTFE)では200℃以下としているが加圧力は示されていないので、産業上の利用を図ることができない。
【0012】
本発明は、上記に鑑みてなされたもので、接着剤やアンカーコート剤を用いないで、熱圧着のみにより他の樹脂フィルムとの積層フィルムを製造しても、高い接着強度を有する表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
前記課題を解決するため、本発明は、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムに対して行う表面改質方法であって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、次の(1)〜(3)の操作条件で大気圧プラズマ処理を行ない、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層を形成させることを特徴とする樹脂フィルムの表面改質方法を提供する。
(1)大気圧プラズマ処理が、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理である。
(2)反応ガスは、窒素ガスあるいは酸素ガスをベースにし、H2、NH3、CH4、CO2、N2Oの一種または複数種を添加しても添加しなくても良い。
(3)X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を改質前および改質後に測定し、改質前のピーク面積(S0)と改質後のピーク面積(S1)との比である改質前後のピーク面積比(S1/S0)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となる範囲に熱接着性改質層の形成を抑えるように大気圧プラズマの照射時間、印加電力、周波数を調整する。
【0014】
また、前記課題を解決するため、本発明は、基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されて、X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっていることを特徴とする表面改質された樹脂フィルムを提供する。
【0015】
本発明の表面改質された樹脂フィルムは、前記樹脂フィルムを構成する熱可塑性樹脂がポリエチレンテレフタレート(PET)である場合、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることが好ましい。
【0016】
本発明の表面改質された樹脂フィルムは、前記樹脂フィルムを構成する熱可塑性樹脂がナイロン(NY)である場合、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、1000gf/inch以上であることが好ましい。
【0017】
本発明の表面改質された樹脂フィルムは、前記樹脂フィルムを構成する熱可塑性樹脂が直鎖状低密度ポリエチレン(L−LDPE)である場合、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理されたポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることが好ましい。
【発明の効果】
【0018】
本発明によれば、接着剤層やアンカーコート層を用いないで、熱圧着のみにより積層フィルムを製造しても、高い接着強度を有する積層フィルムを製造することができる。
【0019】
本発明により得られる、表面改質された樹脂フィルムの熱接着性改質層は、従来のプラズマ装置で表面改質することにより生成される官能基、例えば、高分子の主鎖や側鎖に生成されたカルボニル基(>CO)やカルボキシル基(−COOH)などが接着性に寄与するのではなく、樹脂表面から10nm以下という極浅い部分の高分子鎖の切断に伴う低分子の分解物による熱接着性改質層が接着性に寄与するものである。また、本発明による表面改質された樹脂フィルムの熱接着性改質層の接着機構は、接着層の界面における水素結合や分子間力に基づく接着機構のみでは説明できないものである。
【0020】
本発明によって得られる表面改質された樹脂フィルムを用いて、他の例えばコロナ処理した樹脂フィルムと熱圧着して積層フィルムを作製する場合の、積層フィルムの樹脂層間に高い接着強度が得られる接着機構は明白ではないが、例えば次のような接着機構が考えられる。
まず、本発明によって得られる表面改質された樹脂フィルムの表面から10nm以下の深さにおいて、樹脂組成物を構成する高分子の主鎖や側鎖が切断され、分子量の比較的に小さな高分子の群れ(短分子群)が形成され、熱接着性改質層となる。
この短分子群は、基材フィルム内部の樹脂組成物と比較すると融点が低く、基材フィルム内部が溶融する温度よりも低い温度にて溶融状態となり、熱接着性を発揮するものと推測される。
【0021】
このため、本発明で得られた、例えば、表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの表面改質された面と、市販のエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着すると、PETの融点である252℃以下の温度である160℃で、表面改質されたPET表面の熱接着性改質層のみが溶融していて、熱圧着する相手側の溶融状態にあるエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムと溶融状態の樹脂同士が混ざり合い、その後に樹脂温度を下げると固まって接着されると考えられる。
なお、上記の接着機構の説明は、生じている接着機構の可能性の1つを記載したものであって、この記載によって本発明を限定しようとするものではない。
【発明を実施するための最良の形態】
【0022】
以下、最良の形態に基づき、本発明を説明する。
本発明の表面改質された樹脂フィルムは、大気圧プラズマ装置により、基材の少なくとも一方の面が表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、前記表面改質された面をX線光電子分光分析装置(XPS)の次の観測方法により観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを特徴とする表面改質された樹脂フィルムである。
【0023】
ここで、X線光電子分光分析装置(XPS)の観測は、フィルム表面から4nmの深さの価電子帯スペクトルを測定し、前記価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっていることを特徴とする。
【0024】
従来技術において、表面改質された樹脂フィルムを、XPSにて観測する方法は、官能基の生成に着目した内殻電子のC1s、O1s、N1s等の定量であった。
従来技術では、一般的に樹脂フィルムの表面からの深さが7〜8nm付近の範囲を観測しており、また樹脂フィルムの表面から5nm以下の深さについての詳細な分析はなされていなかった。本発明者らは、大気圧プラズマ処理の状態の微妙な差異に応じて、積層した樹脂フィルムの接着強度が異なることに気付いて、従来技術では詳細に分析されていない樹脂フィルムの表面から5nm以下の深さの状態(価電子帯スペクトル)を観察することにより、本発明を成し得るに至った。
【0025】
本発明において、X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、大気圧プラズマ装置により表面改質されることにより異なることを、例えば、例えば、ポリエチレンテレフタレート(PET)樹脂フィルムについて示すと次のとおりである。
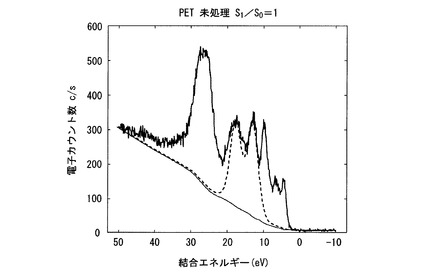
まず、図1は、表面改質前であって未処理のポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルを示すグラフである。また、図2は、後述の本発明による表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルを示す、実施例2のグラフである。
【0026】
図1における実線の波形は、測定対象の樹脂フィルムの表面から4nmの深さを測定できるように光電子の検出角度を設定して、結合エネルギーに応じて測定される電子カウント数をプロットした価電子帯スペクトルを示すグラフである。また、図1における破線の波形は、フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
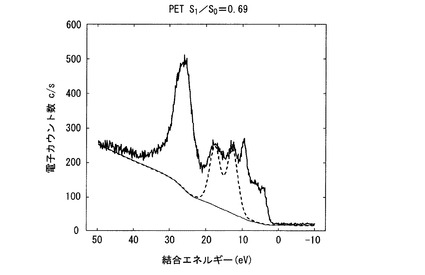
図2においても、同様に、破線の波形は、フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0027】
ここで、図2で求まる表面改質後のピーク面積S1を、図1で求まる表面改質前のピーク面積S0と比較すると、表面改質することにより破線で示した波形の山の高さが低くなっていてピーク面積が減少していることが分かる。この場合、改質前後のピーク面積比S1/S0は、0.69である。このことは、表面改質することにより、樹脂フィルムの表面から4nmの深さにおけるC−C結合の総数が減少していることを示しており、価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積比は、本発明における樹脂フィルムの表面における表面改質の良否を判定する指標と成り得るものである。
ここでは、ポリエチレンテレフタレート(PET)樹脂フィルムについての表面改質前後で、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるC−C結合に由来するピーク面積が異なることを示したが、後述の実施例においては、ナイロン(NY)および直鎖状低密度ポリエチレン(L−LDPE)についても、価電子帯スペクトルの結合エネルギーが11〜17eVにおけるC−C結合に由来するピーク面積比の測定結果を述べている。
【0028】
(熱可塑性樹脂フィルム)
本発明で使用できる熱可塑性樹脂フィルムは、ポリエチレンテレフタレート(PET)、ナイロン(NY)、直鎖状低密度ポリエチレン(L−LDPE)である。
これらの熱可塑性樹脂の融点は、それぞれ、ポリエチレンテレフタレート(252℃)、ナイロン(220℃)、直鎖状低密度ポリエチレン(110〜135℃)である。
【0029】
積層フィルムの熱圧着温度は、ポリエチレンテレフタレート(PET)及びナイロン(NY)の融点よりも低い温度で行なう必要がある。ポリエチレンテレフタレート(PET)及びナイロン(NY)の融点よりも高い温度で熱圧着すると樹脂が加熱ロールに付着して樹脂の表面が肌荒れを起してしまうという問題がある。
エアコロナ処理または、大気圧プラズマ処理にて表面改質された直鎖状低密度ポリエチレン(L−LDPE)と、大気圧プラズマ処理されたポリエチレンテレフタレート(PET)とを熱圧着する場合の熱圧着温度は、110〜180℃であり、加圧力0.1〜0.5MPaで行なうことが好ましい。
また、エアコロナ処理または、大気圧プラズマ処理にて表面改質された直鎖状低密度ポリエチレン(L−LDPE)と、大気圧プラズマ処理されたナイロン(NY)とを熱圧着する場合の熱圧着温度は、110〜180℃であり、加圧力0.1〜0.5MPaで行なうことが好ましい。接着力は熱圧着温度・時間・圧力を上げることで向上する。目標とする接着強度が得られる条件を適宜選定すればよい。
【0030】
本発明で使用される樹脂フィルムの厚みは、厚みが10〜500μm程度が好ましい。厚みが10μm以下であると皺に成り易く、ロールtoロールでの加工を行なうことが困難であり取扱いが不自由に生じる。また、厚みが500μmを超えると、剛性が高くて可撓性がなくなり、薄すぎる場合と同様に、ロールtoロールでの加工を行なうことが困難であり取扱いが不自由に生じる。
従って、本発明による表面改質された樹脂フィルム同士を熱圧着により積層して、積層フィルムを作製する場合、積層後の樹脂フィルムをロール体として巻き取るには、全体の厚みが500μmを超えないように配慮する必要がある。
また、積層された後の樹脂フィルムの厚みが500μmを超える場合には、積層された樹脂フィルムをロール体に巻き取ることが困難であることから、一定の寸法長さで切断された積層樹脂フィルムのシートとして作製することになる。
【0031】
(積層フィルムの製造方法)
本発明を用いて積層フィルムを製造する方法として、熱可塑性樹脂からなる第1の基材樹脂フィルムの面上に、他の熱可塑性樹脂からなる第2の樹脂フィルムを積層する場合、下記の(1)〜(3)の工程により行うことができる。
(1)第1の基材樹脂フィルムの表面に、本発明による大気圧プラズマ処理により表面処理を行う。
(2)第2の樹脂フィルムの表面に、本発明による大気圧プラズマ処理により表面処理、または、空気雰囲気でのコロナ放電処理(エアコロナ処理)により、表面処理を行う。
(3)第1の基材樹脂フィルムの前記表面処理が行われた表面に、第2の樹脂フィルムの前記表面処理が行われた表面を重ね合わせて熱圧着によりラミネートする。
なお、大気圧プラズマ処理の反応ガスは、窒素ガスをベースにするものに限らず、酸素ガスをベースにしても良い。
【0032】
本発明において、積層する2枚の樹脂フィルムは熱可塑性樹脂からなるフィルムである。これらのフィルムを形成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)、直鎖状低密度ポリエチレン(L−LDPE)のいずれか1つである。
【0033】
ラミネートが熱ラミネートによる場合、2枚の樹脂フィルムは重ね合わせた状態で加熱して熱圧着することによりラミネートすることができる。熱ラミネートで積層する2枚の樹脂フィルムは、そのうち一方の樹脂フィルムがポリオレフィンからなり、他方の樹脂フィルムがポリエステルまたはポリアミドからなることが好ましい。積層する2枚の樹脂フィルムに対する表面改質の処理は、ラミネートの前段階であれば、どちらを先に行っても良い。また、ラミネートする2枚のフィルムに対して表面改質の処理を同時に、もしくは並行して行っても良い。また、3枚以上の熱可塑性樹脂フィルムをラミネートする場合は、積層する側の面への表面改質の処理およびラミネートの工程を必要な回数繰り返して3層以上の積層フィルムを製造することができる。また、基材樹脂フィルムの両面を表面改質の処理をした後、該基材樹脂フィルムの各面に、表面改質の処理をした別の樹脂フィルム2枚を重ね合わせ、ラミネートすることによって、基材樹脂フィルムの両面それぞれに別の樹脂フィルムがラミネートされた3層の積層フィルムを製造することもできる。
【0034】
ラミネートが押出ラミネートによる場合、第2の樹脂フィルムは溶融法により製造されたものを用いる。押出ラミネートで積層する2枚の樹脂フィルムは、第1の基材樹脂フィルムがポリエステルまたはポリアミドからなり、第2の樹脂フィルムがポリオレフィンからなることが好ましい。
押出ラミネートによる第2の樹脂フィルムは、熱可塑性樹脂を押出機中で溶融し、溶融樹脂を例えばTダイから膜状に押し出すことによって製造することができる。押出ラミネート法において、Tダイから押し出される熱溶融状態の溶融樹脂膜は、基材樹脂フィルムに接触し、2つのロール間で圧着されて積層フィルムとなる。
基材樹脂フィルムに対する表面改質の処理は、押出ラミネートの前段階で行う。Tダイによって製造される第2の樹脂フィルムに表面改質の処理を行うには、Tダイの下方にエアコロナ放電などの処理装置を設置し、基材樹脂フィルムに接触する前段階で第2の樹脂フィルムの基材樹脂フィルムに接触する側の面に対して表面改質の処理を行えば良い。
【0035】
(コロナ放電処理)
ポリエチレン、ポリプロピレン等の熱可塑性ポリオレフィン樹脂フィルムは、表面層に極性基を持たないので、インキの印刷性、他の樹脂との接着性が低い。このため、インキの印刷性、他の樹脂との接着性を高めるために、コロナ放電処理による樹脂フィルム表面の改質が行われている。コロナ放電による表面改質の処理は、高周波電源電圧を用いて大気中にコロナ放電を発生させ、それに伴って発生する電子やイオンを樹脂フィルムの表面に照射し、樹脂フィルムの表面に官能基を付加することによって樹脂フィルムの表面改質を行うものである。
【0036】
(空気雰囲気でのコロナ放電処理(エアコロナ処理))
通常の、空気雰囲気下で行なわれるコロナ放電による表面改質の処理では、コロナ放電処理した樹脂フィルムの表面が酸化され、該樹脂フィルムの表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成すると考えられる。
【0037】
(窒素ガス雰囲気でのコロナ放電処理)
窒素ガス雰囲気でのコロナ放電処理を行なうことで、樹脂フィルム表面の高分子の主鎖や側鎖に、接着に寄与すると思われるアミノ基(−NH2)等の窒素官能基が主として生成すると考えられる。さらに、窒素ガス雰囲気でのコロナ放電処理は、通常の空気雰囲気でのコロナ放電処理(エアコロナ処理)と異なり、窒素ガス雰囲気中で放電が起こっているために、空気雰囲気でのコロナ放電処理(エアコロナ処理)を行なった場合に発生する空気中の不純物による脆弱層の発生が抑えられる。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。しかしながら、窒素ガス雰囲気でのコロナ放電は、放電条件の調整によって雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりは緩やかな(マイルドな)グローに近い放電が可能であるため、エアコロナ処理よりも均一な表面改質として利用できる。
【0038】
(大気圧グロープラズマ処理)
従来、真空状態で放電させる低温プラズマ処理が表面改質に用いられていたが、真空設備を要することから装置が大掛かりとなり操作が煩雑であるという欠点があった。このため、通常、真空状態でしか発生できないグロー放電状態を大気圧下で発生させ、それにより生じる反応ラジカル、電子などを用いて表面改質を行う大気圧プラズマ処理装置が、樹脂フィルムの濡れ性改善・接着性改善に簡便に使用されるようになった。
【0039】
大気圧グロープラズマ処理は、雰囲気ガスとしてヘリウム、アルゴンなどの希ガス元素を用いることで安定にグロー放電が保持され、雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりも、むらの無い均一な表面改質が可能である。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。
【0040】
本発明での大気圧プラズマ処理とは、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理である。
酸素を反応ガスとする大気圧プラズマ処理では、樹脂フィルムの表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成する。また、窒素系ガスを反応ガスとする、例えば、N2、N2O、NH3など、さらに水素(H2)、酸素(O2)などを混合することにより、アミノ基、アミド基なども意図的に導入することができることを、本発明者らは確認している。
また、反応ガスには、CH4、CO2等を添加してもよい。
【0041】
これらを考慮して本発明では、樹脂フィルムの表面に大気圧プラズマ処理を用いて表面改質処理を行う場合、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理を用いて行う。
さらに、本発明では樹脂表面から10nm以下という極浅い部分に、熱接着性改質層が形成されるように、大気圧プラズマ処理において、大気圧プラズマ装置で発生したプラズマを樹脂フィルムの表面に対して照射する時間、印加電力、周波数を調整して行なう。
表面改質処理を行なう際、樹脂フィルムの表面から約10nmまでの深さ範囲の状態をXPSにより解析することが望ましい。樹脂フィルムの表面から4nmの深さの価電子帯スペクトルにおいて、結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を測定することで、好ましい熱接着性改質層の状態を観測することができる。また、樹脂フィルムの表面から約10nmの深さの価電子帯スペクトルが変化していないことを確認することで、熱接着性改質層の深さが、樹脂フィルムの表面から約10nm以下であり、表面から約10nmより深くには熱接着性改質層が形成されていないことを確認することができる。
【実施例】
【0042】
以下、実施例をもって本発明を具体的に説明する。
【0043】
(測定機器、測定方法)
本発明の効果を確認するために、実施した実験は、次の測定機器及び測定方法を用いて行った。
【0044】
・大気圧プラズマ処理による処理条件
周波数 20kHz〜13.56MHz
電力 10〜1kW
照射時間 0.001〜10秒
He流量 0〜5slm(標準リットル毎分)
N2流量 20sccm(標準立方センチメートル毎分)〜5slm
電極間距離 1〜4mm
【0045】
・X線光電子分光分析装置(XPS):アルバック・ファイ株式会社製、型式ESCA−5800ci
【0046】
・接着強度の測定:JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法に準じた。
【0047】
(実施例1)
ポリエチレンテレフタレート(PET)樹脂フィルムを、大気圧プラズマ処理装置を用いて表面改質し、本発明の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを作製した。処理条件は、照射時間0.05s、印加電力10W、周波数13.56MHzである。
厚みが12μmのポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)を、大気圧プラズマ処理装置にて表面改質処理を行い、表面改質された面をX線光電子分光分析装置(XPS)により観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを確認し、実施例1の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを得た。
【0048】
表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求める前に、表面改質前の未処理のポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めておく。
図1は、表面改質前の未処理のポリエチレンテレフタレート(PET)樹脂フィルムの価電子帯スペクトルを示すものであるが、図1において、実線の波形は、測定対象の樹脂フィルムの表面から4nmの深さを測定できるように光電子の検出角度を設定して、結合エネルギーに応じて測定された電子カウント数をプロットした価電子帯スペクトルを示すグラフである。また、図1において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
次に、表面改質された実施例1のポリエチレンテレフタレート(PET)樹脂フィルムについて、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積S1を測定した結果、改質前後のピーク面積比は、改質後S1/S0=0.74であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
【0049】
次に、実施例1の樹脂フィルムの熱接着性改質層が形成された表面と、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、810gf/inchであった。
【0050】
(実施例2)
大気圧プラズマ処理装置での、大気圧プラズマの照射時間、印加電力、周波数を変更した以外には実施例1と同じ操作を行い、実施例2の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを得た。処理条件は、照射時間0.02s、印加電力20W、周波数13.56MHzである。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.69であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図1に未処理のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図1において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
また、図2に実施例2のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図2において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0051】
次に、実施例2で得た樹脂フィルムを用いて、実施例1と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、840gf/inchであった。
【0052】
(比較例1)
大気圧プラズマ処理装置での、大気圧プラズマの照射時間、印加電力、周波数を弱い方向に変更した以外には実施例1と同じ操作を行い、比較例1の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを得た。処理条件は、照射時間0.01s、印加電力10W、周波数13.56MHzである。
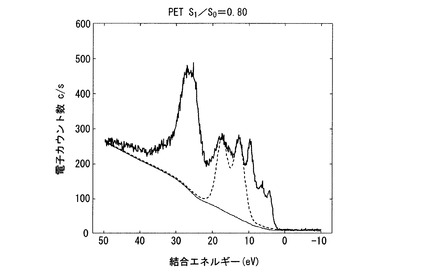
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.80であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図3に比較例1のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図3において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0053】
次に、比較例1で得た樹脂フィルムを用いて、実施例1と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、400gf/inchであった。
【0054】
(比較例2)
比較例2の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムとして、あらかじめエアコロナ処理した状態で市販されている、市販エアコロナ処理PETを用いた。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.82であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
【0055】
次に、比較例2の樹脂フィルムを用いて、実施例1と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、250gf/inchであった。
【0056】
(実施例3)
ナイロン(NY)樹脂フィルムを、大気圧プラズマ処理装置を用いて表面改質し、本発明の表面改質されたナイロン(NY)樹脂フィルムを作製した。処理条件は、照射時間0.12s、印加電力1.0kW、周波数20kHzである。
厚みが15μmのナイロン(NY)樹脂フィルム(株式会社興人製二軸延伸ナイロンフィルム、商品名;ボニールRX)を、大気圧プラズマ処理装置にて表面改質処理を行い、表面改質された面をX線光電子分光分析装置(XPS)により観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを確認し、実施例3の表面改質されたナイロン(NY)樹脂フィルムを得た。
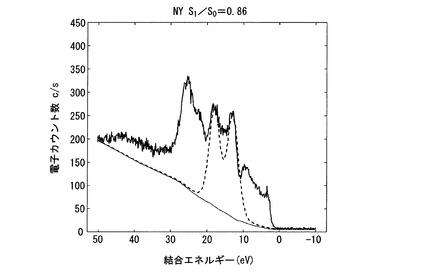
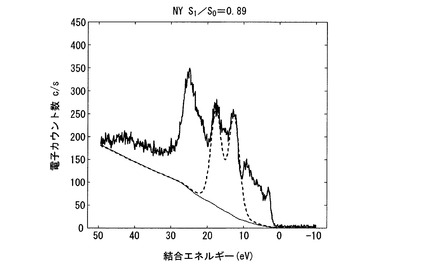
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.86であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図4に実施例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図4において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0057】
次に、実施例3の樹脂フィルムの熱接着性改質層が形成された表面と、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、2300gf/inchであった。
【0058】
(比較例3)
比較例3の表面改質されたナイロン(NY)樹脂フィルムとしては、あらかじめエアコロナ処理した状態で市販されている、市販エアコロナ処理NYを用いた。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.89であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図5に比較例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図5において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0059】
次に、比較例3の樹脂フィルムを用いて、実施例3と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、500gf/inchであった。
【0060】
(実施例4)
直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを、大気圧プラズマ処理装置を用いて表面改質し、本発明の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを作製した。処理条件は、照射時間0.05s、印加電力10W、周波数13.56MHzである。
厚みが100μmの直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)を、大気圧プラズマ処理装置にて表面改質処理を行い、表面改質された面をX線光電子分光分析装置(XPS)のにより観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを確認し、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを得た。
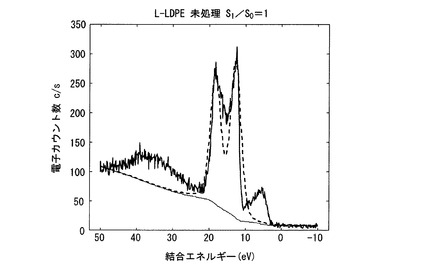
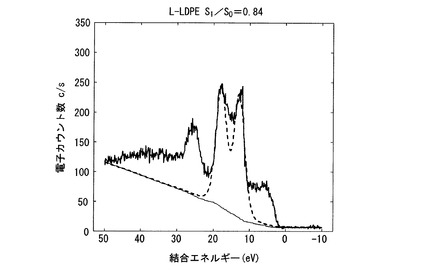
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.84であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図6に未処理のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図6において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
また、図7に実施例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図7において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0061】
次に、実施例4の樹脂フィルムの熱接着性改質層が形成された表面と、市販されているエアコロナ処理されたポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、820gf/inchであった。
【0062】
(比較例4)
大気圧プラズマ処理装置での、大気圧プラズマの照射時間、印加電力、周波数を弱い方向に変更した以外には実施例4と同じ操作を行い、比較例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを得た。処理条件は、照射時間0.005s、印加電力20W、周波数13.56MHzである。
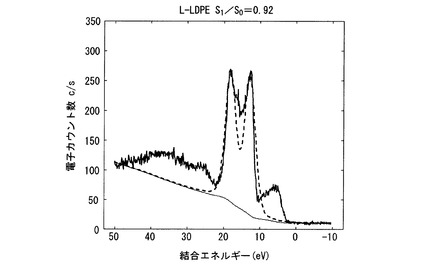
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.92であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図8に比較例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図8において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0063】
次に、比較例4で得た樹脂フィルムを用いて、実施例4と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、250gf/inchであった。
【0064】
以上の、実施例1〜4、比較例1〜4についての測定結果を表1に示した。
【0065】
【表1】

【0066】
(樹脂フィルムの積層試験1)
本発明による表面改質された樹脂フィルム同士を、接着剤やアンカーコート剤を用いないで、熱圧着のみにより積層して積層フィルムを作製した。
樹脂フィルムとしては、実施例1の表面改質されたポリエチレンテレフタレート(PET)と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)とを用いた。
実施例1の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの熱接着性改質層が形成された表面と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムの熱接着性改質層が形成された表面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、650gf/inchであった。
【0067】
(樹脂フィルムの積層試験2)
本発明による表面改質された樹脂フィルム同士を、接着剤やアンカーコート剤を用いないで、熱圧着のみにより積層して積層フィルムを作製した。
樹脂フィルムとしては、実施例3の表面改質されたナイロン(NY)と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)とを用いた。
実施例3の表面改質されたナイロン(NY)樹脂フィルムの熱接着性改質層が形成された表面と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムの熱接着性改質層が形成された表面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、2400gf/inchであった。
【0068】
測定した得られた結果を、表2に示した。
【0069】
【表2】
【産業上の利用可能性】
【0070】
本発明は、食品、飲料、電子機器部品、医薬品などの包装に使用される包装容器を製造するのに適した表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法として利用することができる。
また、本発明による表面改質された樹脂フィルムを用いれば、接着剤やアンカーコート剤を用いないで、即ち有機溶剤を全く使用しないで、包装容器を製造するための積層フィルム及び包装容器を作製することが可能となる。
本発明を用いると、包装容器の製造過程での有機溶剤の使用量を削減することが可能であり、環境対策として有効である。
【図面の簡単な説明】
【0071】
【図1】未処理のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図2】実施例2のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図3】比較例1のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図4】実施例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図5】比較例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図6】未処理のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図7】実施例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図8】比較例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【技術分野】
【0001】
本発明は、表面改質された樹脂フィルム及び樹脂フィルムの表面改質方法に関する。
【背景技術】
【0002】
食品、飲料、電子機器部品、医薬品などの包装に使用される包装容器および袋体(以下、包装容器と総称する。)の分野では、2種類以上の樹脂フィルムを組み合わせて積層し、包装する内容物の性質、包装された包装体の使用方法に応じて必要な機能を有する積層フィルムが使用される。そのような積層フィルムとして、例えば、内容物を充填した後、包装容器の充填口を加熱バーによる溶着、いわゆるヒートシールにより密封する場合には、ヒートシール面となる包装容器の内面にはヒートシール性に優れたポリエチレン等のポリオレフィン樹脂層がヒートシール層として使用される。そして、積層フィルムには、強度を補強したり、他の機能を付与したりするためにポリエステル、ナイロンやポリプロピレン等の樹脂フィルムが積層される。このため、前もってヒートシール性に優れたポリエチレン樹脂と、例えば、ポリエステルフィルムを積層した積層フィルムを準備し、最終的な包装容器に成型することが行なわれている。
【0003】
ところで、ポリエチレン樹脂フィルムと、他の樹脂フィルムとを積層する場合、樹脂フィルムの表面に接着剤やアンカーコート剤を塗布して形成した接着剤層やアンカーコート層を用いないと接着強度が不足することがある。しかし、アンカーコート層や接着剤層を用いる場合、それらの樹脂フィルムの積層工程に際し溶剤を蒸発、乾燥させることにより発生するVOC(揮発性有機化合物)が大気中に散逸することが問題となっている。また、接着剤層を用いる場合には、ドライラミネート後に数日程度のエージング期間を必要とし、生産効率が低いという問題もある。
【0004】
さらには、内容物と包装容器との適性関係で問題になることがある。例えば、輸液等の医療用液体においては、包装容器に使用されたアンカーコート層や接着剤層に残留する溶剤やアンカーコート剤や接着剤に起因する低分子成分が相互作用を引き起こすことがある。また、食品等においても臭気が問題となる場合もある。環境問題の対策として、有機溶剤の使用量を低減できる方法が必要とされている。
このため、より好ましい包装容器用の積層フィルムの製造方法として、アンカーコート層や接着剤層を用いないで、高い接着強度を有する積層フィルムを製造できる方法が求められている。
【0005】
このような要望に対して、接着強度を増加させるための処理を行い、アンカーコート層や接着剤層を用いないで積層フィルムを製造する方法に関して、様々な提案がなされている(例えば特許文献1〜6を参照)。
特許文献1には、プラスチック基材の少なくとも一面にコロナ処理、プラズマ処理、フレームプラズマ処理、電子線照射、紫外線照射などにより表面を酸化処理するとともに、溶融押出したフィルムの少なくとも一面にオゾン処理したのち、両者を接触させ圧着する押出ラミネート方法が記載されている。
特許文献2には、プラスチック基材の少なくとも一面に、アルゴン、ヘリウム、クリプトン、ネオン、キセノン、窒素等の不活性気体の雰囲気で電子線照射処理、低圧プラズマ処理、大気圧プラズマ処理またはコロナ放電処理により表面処理するとともに、溶融押出したフィルムの少なくとも一面にオゾン処理したのち、両者を接触させ圧着する押出ラミネート方法が記載されている。
【0006】
特許文献3には、合成樹脂の表面を活性化し、印刷インキや金属蒸着膜に対する接着性を向上するため、実質的に窒素と二酸化炭素とからなる混合気体雰囲気(望ましくは酸素濃度が0.1vol%以下)中でコロナ放電処理することを特徴とする合成樹脂の表面処理方法が記載されている。
特許文献4には、窒素ガス(酸素濃度が3vol%以下)、炭酸ガスあるいは窒素/炭酸ガスの混合ガス雰囲気でのコロナ放電処理により、ESCA法による基材フィルムの表面の窒素と炭素の原子数比(N/C)が0.001〜0.1の範囲である被処理面を生成し、該被処理面に、水/低級アルコール混合溶液や水を溶媒とし、水溶性高分子及び無機系層状化合物を主たる構成成分とする塗剤を塗布し、乾燥して塗膜を形成するガスバリアフィルムの製造方法が記載されている。
【0007】
特許文献5には、少なくとも二層以上の、例えば、直鎖状低密度ポリエチレン(L−LDPE)、未延伸ポリプロピレン(CPP)などのポリオレフィン樹脂を、接着剤を用いないで積層する方法が開示されている。具体的には、積層する樹脂の表面に走査型グロー放電プラズマ装置を用いて低温プラズマ処理をした後、熱圧着により積層するとしている。
特許文献6には、大気圧プラズマ処理装置によりフッ素樹脂シートの表面をプラズマ処理した基材同士を、接着剤を使用しないで、かつ、その構造・組成を変化させないで、基材の融点以下の温度で圧着することにより接着させる、接着装置及び接着方法が示されている。
【特許文献1】特開平7−314629号公報
【特許文献2】特開平9−234845号公報
【特許文献3】特公昭57−30854号公報
【特許文献4】特開平9−111017号公報
【特許文献5】特開平3−162420号公報
【特許文献6】特開2008−75030号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1、2に提案された方法において、公知の空気雰囲気でのコロナ処理とUV/オゾン処理とを組み合わせて処理を行うだけでは、接着強度が不充分な場合がある。
【0009】
特許文献3、4には、窒素を含み、実質的に酸素を含まない雰囲気でのコロナ放電処理により、合成樹脂の表面を改質して接着性を向上する方法が記載されている。しかし、これらの特許文献には、印刷インキや金属蒸着膜、水溶性高分子及び無機系層状化合物を主たる構成成分とする塗膜に対する接着性が記載されているのみである。本発明者は、このような表面処理方法により活性化された合成樹脂の表面処理面と樹脂フィルムとの熱圧着による接着性を確認するため、窒素ガス雰囲気下のコロナ放電処理をした合成樹脂フィルムに対して、表面が未処理である樹脂フィルムを熱ラミネートする方法で積層フィルムの製造を試みたところ、充分な接着強度を得ることができなかった。
【0010】
特許文献5には、無極性の熱可塑性樹脂である、例えば、直鎖状低密度ポリエチレン(L−LDPE)などのポリオレフィン樹脂の表面に、走査型グロー放電プラズマ装置を用いて低温プラズマ処理をした後、熱圧着により積層することが開示されている。また、ポリエステルなどの極性を有する熱可塑性樹脂と、無極性の熱可塑性樹脂とを積層する場合には、無極性の熱可塑性樹脂のみに変調磁界プラズマ装置で処理するが、極性を有する熱可塑性樹脂の表面は、プラズマ処理しないで用いた方が高強度の層間接着強度が得られるので好ましいとしている。この場合、変調磁界プラズマ装置で処理するとC−O基及びC=O基が生成することがXPS分析およびESCA分析により確認できたことから、これらの生成した官能基が接着に寄与しているとしている。
しかし、プラズマ処理した樹脂表面から約10nmまでの深さ範囲の状態を解析し、一般的な好ましい表面改質層の状態を定義したものは示されていない。また、実施例によると、例えば、PPとLDPEとを熱圧着するときの熱圧着温度は、100℃としているが加圧力は示されていないので、産業上の利用を図ることができない。
【0011】
特許文献6には、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを気化して不活性ガスと混合して電極に供給して行なう大気圧プラズマ処理装置を用いて、表面がフッ素樹脂で構成された基材の表面改質を行い、その表面改質された基材同士を、基材の融点以下の温度で熱圧着する方法が開示されている。
表面改質により表面のフッ素樹脂に親水性が与えられるとしているが、プラズマ処理した樹脂表面から約10nmまでの深さ範囲の状態を解析し、一般的な好ましい表面改質層の状態を定義したものは示されていない。また、熱圧着するときの熱圧着温度は、例えば、融点が327℃であるポリテトラフルオロエチレン(PTFE)では200℃以下としているが加圧力は示されていないので、産業上の利用を図ることができない。
【0012】
本発明は、上記に鑑みてなされたもので、接着剤やアンカーコート剤を用いないで、熱圧着のみにより他の樹脂フィルムとの積層フィルムを製造しても、高い接着強度を有する表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
前記課題を解決するため、本発明は、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムに対して行う表面改質方法であって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、次の(1)〜(3)の操作条件で大気圧プラズマ処理を行ない、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層を形成させることを特徴とする樹脂フィルムの表面改質方法を提供する。
(1)大気圧プラズマ処理が、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理である。
(2)反応ガスは、窒素ガスあるいは酸素ガスをベースにし、H2、NH3、CH4、CO2、N2Oの一種または複数種を添加しても添加しなくても良い。
(3)X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を改質前および改質後に測定し、改質前のピーク面積(S0)と改質後のピーク面積(S1)との比である改質前後のピーク面積比(S1/S0)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となる範囲に熱接着性改質層の形成を抑えるように大気圧プラズマの照射時間、印加電力、周波数を調整する。
【0014】
また、前記課題を解決するため、本発明は、基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されて、X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっていることを特徴とする表面改質された樹脂フィルムを提供する。
【0015】
本発明の表面改質された樹脂フィルムは、前記樹脂フィルムを構成する熱可塑性樹脂がポリエチレンテレフタレート(PET)である場合、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることが好ましい。
【0016】
本発明の表面改質された樹脂フィルムは、前記樹脂フィルムを構成する熱可塑性樹脂がナイロン(NY)である場合、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、1000gf/inch以上であることが好ましい。
【0017】
本発明の表面改質された樹脂フィルムは、前記樹脂フィルムを構成する熱可塑性樹脂が直鎖状低密度ポリエチレン(L−LDPE)である場合、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理されたポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることが好ましい。
【発明の効果】
【0018】
本発明によれば、接着剤層やアンカーコート層を用いないで、熱圧着のみにより積層フィルムを製造しても、高い接着強度を有する積層フィルムを製造することができる。
【0019】
本発明により得られる、表面改質された樹脂フィルムの熱接着性改質層は、従来のプラズマ装置で表面改質することにより生成される官能基、例えば、高分子の主鎖や側鎖に生成されたカルボニル基(>CO)やカルボキシル基(−COOH)などが接着性に寄与するのではなく、樹脂表面から10nm以下という極浅い部分の高分子鎖の切断に伴う低分子の分解物による熱接着性改質層が接着性に寄与するものである。また、本発明による表面改質された樹脂フィルムの熱接着性改質層の接着機構は、接着層の界面における水素結合や分子間力に基づく接着機構のみでは説明できないものである。
【0020】
本発明によって得られる表面改質された樹脂フィルムを用いて、他の例えばコロナ処理した樹脂フィルムと熱圧着して積層フィルムを作製する場合の、積層フィルムの樹脂層間に高い接着強度が得られる接着機構は明白ではないが、例えば次のような接着機構が考えられる。
まず、本発明によって得られる表面改質された樹脂フィルムの表面から10nm以下の深さにおいて、樹脂組成物を構成する高分子の主鎖や側鎖が切断され、分子量の比較的に小さな高分子の群れ(短分子群)が形成され、熱接着性改質層となる。
この短分子群は、基材フィルム内部の樹脂組成物と比較すると融点が低く、基材フィルム内部が溶融する温度よりも低い温度にて溶融状態となり、熱接着性を発揮するものと推測される。
【0021】
このため、本発明で得られた、例えば、表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの表面改質された面と、市販のエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着すると、PETの融点である252℃以下の温度である160℃で、表面改質されたPET表面の熱接着性改質層のみが溶融していて、熱圧着する相手側の溶融状態にあるエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムと溶融状態の樹脂同士が混ざり合い、その後に樹脂温度を下げると固まって接着されると考えられる。
なお、上記の接着機構の説明は、生じている接着機構の可能性の1つを記載したものであって、この記載によって本発明を限定しようとするものではない。
【発明を実施するための最良の形態】
【0022】
以下、最良の形態に基づき、本発明を説明する。
本発明の表面改質された樹脂フィルムは、大気圧プラズマ装置により、基材の少なくとも一方の面が表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、前記表面改質された面をX線光電子分光分析装置(XPS)の次の観測方法により観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを特徴とする表面改質された樹脂フィルムである。
【0023】
ここで、X線光電子分光分析装置(XPS)の観測は、フィルム表面から4nmの深さの価電子帯スペクトルを測定し、前記価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっていることを特徴とする。
【0024】
従来技術において、表面改質された樹脂フィルムを、XPSにて観測する方法は、官能基の生成に着目した内殻電子のC1s、O1s、N1s等の定量であった。
従来技術では、一般的に樹脂フィルムの表面からの深さが7〜8nm付近の範囲を観測しており、また樹脂フィルムの表面から5nm以下の深さについての詳細な分析はなされていなかった。本発明者らは、大気圧プラズマ処理の状態の微妙な差異に応じて、積層した樹脂フィルムの接着強度が異なることに気付いて、従来技術では詳細に分析されていない樹脂フィルムの表面から5nm以下の深さの状態(価電子帯スペクトル)を観察することにより、本発明を成し得るに至った。
【0025】
本発明において、X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、大気圧プラズマ装置により表面改質されることにより異なることを、例えば、例えば、ポリエチレンテレフタレート(PET)樹脂フィルムについて示すと次のとおりである。
まず、図1は、表面改質前であって未処理のポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルを示すグラフである。また、図2は、後述の本発明による表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルを示す、実施例2のグラフである。
【0026】
図1における実線の波形は、測定対象の樹脂フィルムの表面から4nmの深さを測定できるように光電子の検出角度を設定して、結合エネルギーに応じて測定される電子カウント数をプロットした価電子帯スペクトルを示すグラフである。また、図1における破線の波形は、フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
図2においても、同様に、破線の波形は、フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0027】
ここで、図2で求まる表面改質後のピーク面積S1を、図1で求まる表面改質前のピーク面積S0と比較すると、表面改質することにより破線で示した波形の山の高さが低くなっていてピーク面積が減少していることが分かる。この場合、改質前後のピーク面積比S1/S0は、0.69である。このことは、表面改質することにより、樹脂フィルムの表面から4nmの深さにおけるC−C結合の総数が減少していることを示しており、価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積比は、本発明における樹脂フィルムの表面における表面改質の良否を判定する指標と成り得るものである。
ここでは、ポリエチレンテレフタレート(PET)樹脂フィルムについての表面改質前後で、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるC−C結合に由来するピーク面積が異なることを示したが、後述の実施例においては、ナイロン(NY)および直鎖状低密度ポリエチレン(L−LDPE)についても、価電子帯スペクトルの結合エネルギーが11〜17eVにおけるC−C結合に由来するピーク面積比の測定結果を述べている。
【0028】
(熱可塑性樹脂フィルム)
本発明で使用できる熱可塑性樹脂フィルムは、ポリエチレンテレフタレート(PET)、ナイロン(NY)、直鎖状低密度ポリエチレン(L−LDPE)である。
これらの熱可塑性樹脂の融点は、それぞれ、ポリエチレンテレフタレート(252℃)、ナイロン(220℃)、直鎖状低密度ポリエチレン(110〜135℃)である。
【0029】
積層フィルムの熱圧着温度は、ポリエチレンテレフタレート(PET)及びナイロン(NY)の融点よりも低い温度で行なう必要がある。ポリエチレンテレフタレート(PET)及びナイロン(NY)の融点よりも高い温度で熱圧着すると樹脂が加熱ロールに付着して樹脂の表面が肌荒れを起してしまうという問題がある。
エアコロナ処理または、大気圧プラズマ処理にて表面改質された直鎖状低密度ポリエチレン(L−LDPE)と、大気圧プラズマ処理されたポリエチレンテレフタレート(PET)とを熱圧着する場合の熱圧着温度は、110〜180℃であり、加圧力0.1〜0.5MPaで行なうことが好ましい。
また、エアコロナ処理または、大気圧プラズマ処理にて表面改質された直鎖状低密度ポリエチレン(L−LDPE)と、大気圧プラズマ処理されたナイロン(NY)とを熱圧着する場合の熱圧着温度は、110〜180℃であり、加圧力0.1〜0.5MPaで行なうことが好ましい。接着力は熱圧着温度・時間・圧力を上げることで向上する。目標とする接着強度が得られる条件を適宜選定すればよい。
【0030】
本発明で使用される樹脂フィルムの厚みは、厚みが10〜500μm程度が好ましい。厚みが10μm以下であると皺に成り易く、ロールtoロールでの加工を行なうことが困難であり取扱いが不自由に生じる。また、厚みが500μmを超えると、剛性が高くて可撓性がなくなり、薄すぎる場合と同様に、ロールtoロールでの加工を行なうことが困難であり取扱いが不自由に生じる。
従って、本発明による表面改質された樹脂フィルム同士を熱圧着により積層して、積層フィルムを作製する場合、積層後の樹脂フィルムをロール体として巻き取るには、全体の厚みが500μmを超えないように配慮する必要がある。
また、積層された後の樹脂フィルムの厚みが500μmを超える場合には、積層された樹脂フィルムをロール体に巻き取ることが困難であることから、一定の寸法長さで切断された積層樹脂フィルムのシートとして作製することになる。
【0031】
(積層フィルムの製造方法)
本発明を用いて積層フィルムを製造する方法として、熱可塑性樹脂からなる第1の基材樹脂フィルムの面上に、他の熱可塑性樹脂からなる第2の樹脂フィルムを積層する場合、下記の(1)〜(3)の工程により行うことができる。
(1)第1の基材樹脂フィルムの表面に、本発明による大気圧プラズマ処理により表面処理を行う。
(2)第2の樹脂フィルムの表面に、本発明による大気圧プラズマ処理により表面処理、または、空気雰囲気でのコロナ放電処理(エアコロナ処理)により、表面処理を行う。
(3)第1の基材樹脂フィルムの前記表面処理が行われた表面に、第2の樹脂フィルムの前記表面処理が行われた表面を重ね合わせて熱圧着によりラミネートする。
なお、大気圧プラズマ処理の反応ガスは、窒素ガスをベースにするものに限らず、酸素ガスをベースにしても良い。
【0032】
本発明において、積層する2枚の樹脂フィルムは熱可塑性樹脂からなるフィルムである。これらのフィルムを形成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)、直鎖状低密度ポリエチレン(L−LDPE)のいずれか1つである。
【0033】
ラミネートが熱ラミネートによる場合、2枚の樹脂フィルムは重ね合わせた状態で加熱して熱圧着することによりラミネートすることができる。熱ラミネートで積層する2枚の樹脂フィルムは、そのうち一方の樹脂フィルムがポリオレフィンからなり、他方の樹脂フィルムがポリエステルまたはポリアミドからなることが好ましい。積層する2枚の樹脂フィルムに対する表面改質の処理は、ラミネートの前段階であれば、どちらを先に行っても良い。また、ラミネートする2枚のフィルムに対して表面改質の処理を同時に、もしくは並行して行っても良い。また、3枚以上の熱可塑性樹脂フィルムをラミネートする場合は、積層する側の面への表面改質の処理およびラミネートの工程を必要な回数繰り返して3層以上の積層フィルムを製造することができる。また、基材樹脂フィルムの両面を表面改質の処理をした後、該基材樹脂フィルムの各面に、表面改質の処理をした別の樹脂フィルム2枚を重ね合わせ、ラミネートすることによって、基材樹脂フィルムの両面それぞれに別の樹脂フィルムがラミネートされた3層の積層フィルムを製造することもできる。
【0034】
ラミネートが押出ラミネートによる場合、第2の樹脂フィルムは溶融法により製造されたものを用いる。押出ラミネートで積層する2枚の樹脂フィルムは、第1の基材樹脂フィルムがポリエステルまたはポリアミドからなり、第2の樹脂フィルムがポリオレフィンからなることが好ましい。
押出ラミネートによる第2の樹脂フィルムは、熱可塑性樹脂を押出機中で溶融し、溶融樹脂を例えばTダイから膜状に押し出すことによって製造することができる。押出ラミネート法において、Tダイから押し出される熱溶融状態の溶融樹脂膜は、基材樹脂フィルムに接触し、2つのロール間で圧着されて積層フィルムとなる。
基材樹脂フィルムに対する表面改質の処理は、押出ラミネートの前段階で行う。Tダイによって製造される第2の樹脂フィルムに表面改質の処理を行うには、Tダイの下方にエアコロナ放電などの処理装置を設置し、基材樹脂フィルムに接触する前段階で第2の樹脂フィルムの基材樹脂フィルムに接触する側の面に対して表面改質の処理を行えば良い。
【0035】
(コロナ放電処理)
ポリエチレン、ポリプロピレン等の熱可塑性ポリオレフィン樹脂フィルムは、表面層に極性基を持たないので、インキの印刷性、他の樹脂との接着性が低い。このため、インキの印刷性、他の樹脂との接着性を高めるために、コロナ放電処理による樹脂フィルム表面の改質が行われている。コロナ放電による表面改質の処理は、高周波電源電圧を用いて大気中にコロナ放電を発生させ、それに伴って発生する電子やイオンを樹脂フィルムの表面に照射し、樹脂フィルムの表面に官能基を付加することによって樹脂フィルムの表面改質を行うものである。
【0036】
(空気雰囲気でのコロナ放電処理(エアコロナ処理))
通常の、空気雰囲気下で行なわれるコロナ放電による表面改質の処理では、コロナ放電処理した樹脂フィルムの表面が酸化され、該樹脂フィルムの表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成すると考えられる。
【0037】
(窒素ガス雰囲気でのコロナ放電処理)
窒素ガス雰囲気でのコロナ放電処理を行なうことで、樹脂フィルム表面の高分子の主鎖や側鎖に、接着に寄与すると思われるアミノ基(−NH2)等の窒素官能基が主として生成すると考えられる。さらに、窒素ガス雰囲気でのコロナ放電処理は、通常の空気雰囲気でのコロナ放電処理(エアコロナ処理)と異なり、窒素ガス雰囲気中で放電が起こっているために、空気雰囲気でのコロナ放電処理(エアコロナ処理)を行なった場合に発生する空気中の不純物による脆弱層の発生が抑えられる。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。しかしながら、窒素ガス雰囲気でのコロナ放電は、放電条件の調整によって雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりは緩やかな(マイルドな)グローに近い放電が可能であるため、エアコロナ処理よりも均一な表面改質として利用できる。
【0038】
(大気圧グロープラズマ処理)
従来、真空状態で放電させる低温プラズマ処理が表面改質に用いられていたが、真空設備を要することから装置が大掛かりとなり操作が煩雑であるという欠点があった。このため、通常、真空状態でしか発生できないグロー放電状態を大気圧下で発生させ、それにより生じる反応ラジカル、電子などを用いて表面改質を行う大気圧プラズマ処理装置が、樹脂フィルムの濡れ性改善・接着性改善に簡便に使用されるようになった。
【0039】
大気圧グロープラズマ処理は、雰囲気ガスとしてヘリウム、アルゴンなどの希ガス元素を用いることで安定にグロー放電が保持され、雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりも、むらの無い均一な表面改質が可能である。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。
【0040】
本発明での大気圧プラズマ処理とは、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理である。
酸素を反応ガスとする大気圧プラズマ処理では、樹脂フィルムの表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成する。また、窒素系ガスを反応ガスとする、例えば、N2、N2O、NH3など、さらに水素(H2)、酸素(O2)などを混合することにより、アミノ基、アミド基なども意図的に導入することができることを、本発明者らは確認している。
また、反応ガスには、CH4、CO2等を添加してもよい。
【0041】
これらを考慮して本発明では、樹脂フィルムの表面に大気圧プラズマ処理を用いて表面改質処理を行う場合、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理を用いて行う。
さらに、本発明では樹脂表面から10nm以下という極浅い部分に、熱接着性改質層が形成されるように、大気圧プラズマ処理において、大気圧プラズマ装置で発生したプラズマを樹脂フィルムの表面に対して照射する時間、印加電力、周波数を調整して行なう。
表面改質処理を行なう際、樹脂フィルムの表面から約10nmまでの深さ範囲の状態をXPSにより解析することが望ましい。樹脂フィルムの表面から4nmの深さの価電子帯スペクトルにおいて、結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を測定することで、好ましい熱接着性改質層の状態を観測することができる。また、樹脂フィルムの表面から約10nmの深さの価電子帯スペクトルが変化していないことを確認することで、熱接着性改質層の深さが、樹脂フィルムの表面から約10nm以下であり、表面から約10nmより深くには熱接着性改質層が形成されていないことを確認することができる。
【実施例】
【0042】
以下、実施例をもって本発明を具体的に説明する。
【0043】
(測定機器、測定方法)
本発明の効果を確認するために、実施した実験は、次の測定機器及び測定方法を用いて行った。
【0044】
・大気圧プラズマ処理による処理条件
周波数 20kHz〜13.56MHz
電力 10〜1kW
照射時間 0.001〜10秒
He流量 0〜5slm(標準リットル毎分)
N2流量 20sccm(標準立方センチメートル毎分)〜5slm
電極間距離 1〜4mm
【0045】
・X線光電子分光分析装置(XPS):アルバック・ファイ株式会社製、型式ESCA−5800ci
【0046】
・接着強度の測定:JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法に準じた。
【0047】
(実施例1)
ポリエチレンテレフタレート(PET)樹脂フィルムを、大気圧プラズマ処理装置を用いて表面改質し、本発明の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを作製した。処理条件は、照射時間0.05s、印加電力10W、周波数13.56MHzである。
厚みが12μmのポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)を、大気圧プラズマ処理装置にて表面改質処理を行い、表面改質された面をX線光電子分光分析装置(XPS)により観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを確認し、実施例1の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを得た。
【0048】
表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求める前に、表面改質前の未処理のポリエチレンテレフタレート(PET)樹脂フィルムの表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めておく。
図1は、表面改質前の未処理のポリエチレンテレフタレート(PET)樹脂フィルムの価電子帯スペクトルを示すものであるが、図1において、実線の波形は、測定対象の樹脂フィルムの表面から4nmの深さを測定できるように光電子の検出角度を設定して、結合エネルギーに応じて測定された電子カウント数をプロットした価電子帯スペクトルを示すグラフである。また、図1において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
次に、表面改質された実施例1のポリエチレンテレフタレート(PET)樹脂フィルムについて、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積S1を測定した結果、改質前後のピーク面積比は、改質後S1/S0=0.74であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
【0049】
次に、実施例1の樹脂フィルムの熱接着性改質層が形成された表面と、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、810gf/inchであった。
【0050】
(実施例2)
大気圧プラズマ処理装置での、大気圧プラズマの照射時間、印加電力、周波数を変更した以外には実施例1と同じ操作を行い、実施例2の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを得た。処理条件は、照射時間0.02s、印加電力20W、周波数13.56MHzである。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.69であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図1に未処理のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図1において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
また、図2に実施例2のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図2において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0051】
次に、実施例2で得た樹脂フィルムを用いて、実施例1と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、840gf/inchであった。
【0052】
(比較例1)
大気圧プラズマ処理装置での、大気圧プラズマの照射時間、印加電力、周波数を弱い方向に変更した以外には実施例1と同じ操作を行い、比較例1の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムを得た。処理条件は、照射時間0.01s、印加電力10W、周波数13.56MHzである。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.80であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図3に比較例1のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図3において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0053】
次に、比較例1で得た樹脂フィルムを用いて、実施例1と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、400gf/inchであった。
【0054】
(比較例2)
比較例2の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムとして、あらかじめエアコロナ処理した状態で市販されている、市販エアコロナ処理PETを用いた。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.82であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
【0055】
次に、比較例2の樹脂フィルムを用いて、実施例1と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、250gf/inchであった。
【0056】
(実施例3)
ナイロン(NY)樹脂フィルムを、大気圧プラズマ処理装置を用いて表面改質し、本発明の表面改質されたナイロン(NY)樹脂フィルムを作製した。処理条件は、照射時間0.12s、印加電力1.0kW、周波数20kHzである。
厚みが15μmのナイロン(NY)樹脂フィルム(株式会社興人製二軸延伸ナイロンフィルム、商品名;ボニールRX)を、大気圧プラズマ処理装置にて表面改質処理を行い、表面改質された面をX線光電子分光分析装置(XPS)により観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを確認し、実施例3の表面改質されたナイロン(NY)樹脂フィルムを得た。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.86であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図4に実施例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図4において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0057】
次に、実施例3の樹脂フィルムの熱接着性改質層が形成された表面と、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、2300gf/inchであった。
【0058】
(比較例3)
比較例3の表面改質されたナイロン(NY)樹脂フィルムとしては、あらかじめエアコロナ処理した状態で市販されている、市販エアコロナ処理NYを用いた。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.89であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図5に比較例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図5において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0059】
次に、比較例3の樹脂フィルムを用いて、実施例3と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、500gf/inchであった。
【0060】
(実施例4)
直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを、大気圧プラズマ処理装置を用いて表面改質し、本発明の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを作製した。処理条件は、照射時間0.05s、印加電力10W、周波数13.56MHzである。
厚みが100μmの直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)を、大気圧プラズマ処理装置にて表面改質処理を行い、表面改質された面をX線光電子分光分析装置(XPS)のにより観測し、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されてなることを確認し、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを得た。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.84であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図6に未処理のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図6において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質前のピーク面積S0が求まる。
また、図7に実施例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図7において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0061】
次に、実施例4の樹脂フィルムの熱接着性改質層が形成された表面と、市販されているエアコロナ処理されたポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、820gf/inchであった。
【0062】
(比較例4)
大気圧プラズマ処理装置での、大気圧プラズマの照射時間、印加電力、周波数を弱い方向に変更した以外には実施例4と同じ操作を行い、比較例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムを得た。処理条件は、照射時間0.005s、印加電力20W、周波数13.56MHzである。
フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1/S0:改質前後のピーク面積比)は、改質後S1/S0=0.92であった。
(S1:改質後のピーク面積、S0:改質前のピーク面積)
なお、図8に比較例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示す。図8において破線の波形は、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギーが11〜17eVにおけるにC−C結合に由来するピーク面積を求めるための積分曲線を示していて、表面改質後のピーク面積S1が求まる。
【0063】
次に、比較例4で得た樹脂フィルムを用いて、実施例4と同一の条件で、市販されているエアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムとの接着力を測定した。積層フィルムのはく離強度の測定結果は、250gf/inchであった。
【0064】
以上の、実施例1〜4、比較例1〜4についての測定結果を表1に示した。
【0065】
【表1】
【0066】
(樹脂フィルムの積層試験1)
本発明による表面改質された樹脂フィルム同士を、接着剤やアンカーコート剤を用いないで、熱圧着のみにより積層して積層フィルムを作製した。
樹脂フィルムとしては、実施例1の表面改質されたポリエチレンテレフタレート(PET)と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)とを用いた。
実施例1の表面改質されたポリエチレンテレフタレート(PET)樹脂フィルムの熱接着性改質層が形成された表面と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムの熱接着性改質層が形成された表面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、650gf/inchであった。
【0067】
(樹脂フィルムの積層試験2)
本発明による表面改質された樹脂フィルム同士を、接着剤やアンカーコート剤を用いないで、熱圧着のみにより積層して積層フィルムを作製した。
樹脂フィルムとしては、実施例3の表面改質されたナイロン(NY)と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)とを用いた。
実施例3の表面改質されたナイロン(NY)樹脂フィルムの熱接着性改質層が形成された表面と、実施例4の表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルムの熱接着性改質層が形成された表面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力を、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度で測定した。積層フィルムのはく離強度の測定結果は、2400gf/inchであった。
【0068】
測定した得られた結果を、表2に示した。
【0069】
【表2】
【産業上の利用可能性】
【0070】
本発明は、食品、飲料、電子機器部品、医薬品などの包装に使用される包装容器を製造するのに適した表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法として利用することができる。
また、本発明による表面改質された樹脂フィルムを用いれば、接着剤やアンカーコート剤を用いないで、即ち有機溶剤を全く使用しないで、包装容器を製造するための積層フィルム及び包装容器を作製することが可能となる。
本発明を用いると、包装容器の製造過程での有機溶剤の使用量を削減することが可能であり、環境対策として有効である。
【図面の簡単な説明】
【0071】
【図1】未処理のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図2】実施例2のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図3】比較例1のPETのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図4】実施例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図5】比較例3のNYのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図6】未処理のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図7】実施例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【図8】比較例4のL−LDPEのフィルム表面から4nmの深さの価電子帯スペクトルを示すグラフである。
【特許請求の範囲】
【請求項1】
厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムに対して行う表面改質方法であって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、次の(1)〜(3)の操作条件で大気圧プラズマ処理を行ない、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層を形成させることを特徴とする樹脂フィルムの表面改質方法。
(1)大気圧プラズマ処理が、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理である。
(2)反応ガスは、窒素ガスあるいは酸素ガスをベースにし、H2、NH3、CH4、CO2、N2Oの一種または複数種を添加しても添加しなくても良い。
(3)X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を改質前および改質後に測定し、改質前のピーク面積(S0)と改質後のピーク面積(S1)との比である改質前後のピーク面積比(S1/S0)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となる範囲に熱接着性改質層の形成を抑えるように大気圧プラズマの照射時間、印加電力、周波数を調整する。
【請求項2】
基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されて、X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっていることを特徴とする表面改質された樹脂フィルム。
【請求項3】
請求項2に記載の樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂はポリエチレンテレフタレート(PET)であり、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることを特徴とする表面改質されたポリエチレンテレフタレート(PET)樹脂フィルム。
【請求項4】
請求項2に記載の樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂はナイロン(NY)であり、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、1000gf/inch以上であることを特徴とする表面改質されたナイロン(NY)樹脂フィルム。
【請求項5】
請求項2に記載の樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂は直鎖状低密度ポリエチレン(L−LDPE)であり、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理されたポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることを特徴とする表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム。
【請求項1】
厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムに対して行う表面改質方法であって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、次の(1)〜(3)の操作条件で大気圧プラズマ処理を行ない、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層を形成させることを特徴とする樹脂フィルムの表面改質方法。
(1)大気圧プラズマ処理が、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理である。
(2)反応ガスは、窒素ガスあるいは酸素ガスをベースにし、H2、NH3、CH4、CO2、N2Oの一種または複数種を添加しても添加しなくても良い。
(3)X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積を改質前および改質後に測定し、改質前のピーク面積(S0)と改質後のピーク面積(S1)との比である改質前後のピーク面積比(S1/S0)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となる範囲に熱接着性改質層の形成を抑えるように大気圧プラズマの照射時間、印加電力、周波数を調整する。
【請求項2】
基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂は、ポリエチレンテレフタレート(PET)、ナイロン(NY)または直鎖状低密度ポリエチレン(L−LDPE)のいずれかであり、前記樹脂フィルムの表面から約10nm以下の深さに熱接着性改質層が形成されて、X線光電子分光分析装置(XPS)の観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー(Binding Energy)11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっていることを特徴とする表面改質された樹脂フィルム。
【請求項3】
請求項2に記載の樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂はポリエチレンテレフタレート(PET)であり、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることを特徴とする表面改質されたポリエチレンテレフタレート(PET)樹脂フィルム。
【請求項4】
請求項2に記載の樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂はナイロン(NY)であり、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム(タマポリ株式会社製未延伸直鎖状低密度ポリエチレンフィルム、商品名;SK615P)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、1000gf/inch以上であることを特徴とする表面改質されたナイロン(NY)樹脂フィルム。
【請求項5】
請求項2に記載の樹脂フィルムであって、前記樹脂フィルムを構成する熱可塑性樹脂は直鎖状低密度ポリエチレン(L−LDPE)であり、前記樹脂フィルムの熱接着性改質層が形成された表面と、エアコロナ処理されたポリエチレンテレフタレート(PET)樹脂フィルム(東洋紡績株式会社製二軸延伸ポリエチレンテレフタレートフィルム、商品名;E5102)のエアコロナ処理面とを対向させて、接着剤及びアンカー剤を塗布することなく、温度160℃、加圧力0.4MPaで10秒間保持して加熱圧着したときの接着力が、JIS K 6854−1「接着剤 はく離接着強さ試験方法 第一部:90度はく離」に規定された測定方法で速度5mm/minではく離させた時の強度として、600gf/inch以上であることを特徴とする表面改質された直鎖状低密度ポリエチレン(L−LDPE)樹脂フィルム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−59308(P2010−59308A)
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願番号】特願2008−226192(P2008−226192)
【出願日】平成20年9月3日(2008.9.3)
【出願人】(000224101)藤森工業株式会社 (292)
【出願人】(390035932)
【出願人】(508014969)
【Fターム(参考)】
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願日】平成20年9月3日(2008.9.3)
【出願人】(000224101)藤森工業株式会社 (292)
【出願人】(390035932)
【出願人】(508014969)
【Fターム(参考)】
[ Back to top ]