
表面検査装置及びその検査ヘッドの芯出し調整方法
【課題】検査ヘッドの芯出し調整に要する負担を軽減することが可能な表面検査装置を提供する。
【解決手段】検査ヘッド16をワーク100に対して軸線方向とそれぞれ直交するX軸方向及びY軸方向に相対的に移動させるヘッド位置調整機構と、X、Y軸方向のそれぞれに関して、検査ヘッド16の先端から軸線方向に射出される検査光B1によりワーク100が内周面100aの輪郭上の二点を含む範囲にて走査されるようにヘッド位置調整機構の動作を制御し、X、Y軸方向の走査時に検出ユニットからそれぞれ出力される反射光の光量に対応した信号に基づいて、ワーク100の内周面100aの半径方向に関する中心位置を演算し、演算された中心位置に検査ヘッド16の軸線が一致するようにヘッド位置調整機構の動作を制御する演算処理部とを表面検査装置に設ける。
【解決手段】検査ヘッド16をワーク100に対して軸線方向とそれぞれ直交するX軸方向及びY軸方向に相対的に移動させるヘッド位置調整機構と、X、Y軸方向のそれぞれに関して、検査ヘッド16の先端から軸線方向に射出される検査光B1によりワーク100が内周面100aの輪郭上の二点を含む範囲にて走査されるようにヘッド位置調整機構の動作を制御し、X、Y軸方向の走査時に検出ユニットからそれぞれ出力される反射光の光量に対応した信号に基づいて、ワーク100の内周面100aの半径方向に関する中心位置を演算し、演算された中心位置に検査ヘッド16の軸線が一致するようにヘッド位置調整機構の動作を制御する演算処理部とを表面検査装置に設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、検査ヘッドから被検査物に検査光を照射してその被検査物の表面を検査する装置に関する。
【背景技術】
【0002】
円筒状の被検査物の内周面を検査する装置として、軸状の検査ヘッドをその軸線の回り回転させつつ軸線方向に送り出して被検査物の内部に検査ヘッドを挿入し、その検査ヘッドの外周から検査光としてのレーザ光を被検査物に照射してその被検査物の内周面をその軸線方向一端から他端まで逐次走査し、その走査に対応した被検査物からの反射光を検査ヘッドを介して受光し、その受光した反射光の光量に基づいて被検査物の内周面の状態、例えば欠陥等の有無を判別する表面検査装置が知られている(例えば特許文献1参照)。
【特許文献1】特開平11−281582号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上述した従来の装置では、被検査物、あるいはその被検査物の検査対象箇所が変わる毎に、検査対象の内周面の中心位置と検査ヘッドの軸線とを一致させる芯出し調整を行う必要がある。その作業を例えばダイヤルゲージ等の手作業に委ねた場合には作業の負担が大きい。治具を用いて作業の効率化を図るにしても、被検査物毎に治具が必要となり、設備負担が大きい。
【0004】
そこで、本発明は、検査ヘッドの芯出し調整に要する負担を軽減することが可能な表面検査装置及び芯出し調整方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の表面検査装置(1)は、軸状に延びる検査ヘッド(16)の外周から被検査物(100)の内周面(100a)に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段(5)と、前記検査ヘッドを軸線方向に移動させる直線駆動手段(30)と、前記検査ヘッドをその軸線(AX)の回りに回転させる回転駆動手段(40)とを備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、前記検査ヘッドを前記被検査物に対して前記軸線方向とそれぞれ直交する第1の軸方向(X軸方向)及び第2の軸方向(Y軸方向)に相対的に移動させるヘッド位置調整手段(7)と、前記第1の軸方向及び前記第2の軸方向のそれぞれに関して、前記検査ヘッドの先端から軸線方向に射出される検査光により前記被検査物が前記内周面の輪郭上の二点を含む範囲にて走査されるように前記ヘッド位置調整手段の動作を制御する走査制御手段(60、S1、S4)と、前記第1及び第2軸方向の走査時に前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置(C)を演算する演算手段(60、S3、S5、S6)と、前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記ヘッド位置調整手段の動作を制御する位置決め制御手段(60、S7)とを備えることにより、上述した課題を解決する。
【0006】
また、本発明の検査ヘッドの芯出し調整方法は、軸状に延びる検査ヘッド(16)の外周から被検査物(100)の内周面(100a)に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段(5)と、前記検査ヘッドを軸線方向に移動させる直線駆動手段(30)と、前記検査ヘッドをその軸線(AX)の回りに回転させる回転駆動手段(40)とを備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、前記検査ヘッドの軸線を前記被検査物の前記内周面の半径方向に関する中心位置(C)と一致させるための検査ヘッドの芯出し調整方法であって、前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交する第1の軸方向(X軸方向)に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第1の走査工程(S1)と、前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交しかつ前記第1の軸方向とは異なる第2の軸方向(Y軸方向)に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第2の走査工程(S4)と、前記第1及び第2の走査工程で前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置を演算する演算工程(S3、S5、S6)と、前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記検査ヘッドと前記被検査物とを相対移動させる位置決め工程(S7)とを備えることにより、上述した課題を解決する。
【0007】
検査ヘッドを第1の軸方向及び第2の軸方向に相対移動させて被検査物を検査光で走査した場合、検査光が被検査物の穴を通過している状態であれば反射光が返ってこないか、又は返ってきてもその光量は僅かである。これに対して、検査光が被検査物の端面に入射している状態では反射光が十分な光量で検査ヘッドに返ってくる。よって、走査中の検出手段の出力信号を参照すれば、検査光が内周面の輪郭上の二点をそれぞれ通過した位置を判別することができる。内周面の中心位置は、第1の軸方向における内周面の輪郭上の二点を結ぶ線分(弦)の垂直二等分線と、第2の軸方向における内周面の輪郭上の二点を結ぶ線分(弦)の垂直二等分線との交点にあり、その位置は、第1の軸方向及び第2の軸方向のそれぞれの走査によって判別された内周面の輪郭上の二点(合計4点)の位置から幾何学的関係を利用して演算することができる。そして、演算された中心位置に検査ヘッドが一致するように検査ヘッドを被検査物に対して相対移動させることにより、検査ヘッドの軸線を被検査物の中心位置に一致させることができる。
【0008】
本発明の表面検査装置によれば、走査制御手段によりヘッド位置調整手段の動作を制御して第1及び第2の軸方向に被検査物を走査し、それらの走査中の検出手段の出力信号を演算手段に取り込んでいるので、上述した幾何学的関係に従って被検査物の内周面の中心位置を演算することができる。そして、位置決め制御手段により、検査ヘッドの軸線が中心位置に一致するようにヘッド位置調整手段の動作を制御することにより、芯出し調整を完了することができる。また、本発明の芯出し調整方法によれば、第1及び第2の走査工程にて第1及び第2の軸方向に被検査物を走査しているので、演算工程では、それらの走査中の検出手段の出力信号に基づいて被検査物の内周面の中心位置を演算することができる。そして、位置決め工程にて、検査ヘッドの軸線が中心位置に一致するように検査ヘッドと被検査物とを相対移動させることにより、芯出し調整を完了することができる。
【0009】
本発明の表面検査装置の一形態において、前記演算手段(60)は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標(Xa、Xb)を判別する第1の座標判別手段(S3)と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標(Ya、Yb)を判別する第2の座標判別手段(S5)と、前記第1の座標判別手段が判別した二点の座標の中間点の前記第1の軸方向における座標(Xc)及び前記第2の座標判別手段が判別した二点の座標の中間点の前記第2の軸方向における座標(Yc)を前記中心位置の座標として演算する中心座標演算手段(S6)とを備えていてもよい。この形態によれば、第1の軸方向に関して判別した二点の座標の中間点の同方向における座標と、第2の軸方向に関して判別した二点の座標の中間点の同方向における座標とによって中心位置の第1及び第2の軸方向に関する座標を求めることができる。
【0010】
本発明の表面検査装置の一形態においては、前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理手段(60、S2、S8)をさらに備えてもよい。検査ヘッドの軸線と被検査物の内周面の軸線とが平行でない場合、被検査物を走査しても所定光量未満の反射光しか検出できず、あるいは反射光が検出できない。そこで、このような場合にエラー信号を出力すれば、平行状態の確認を促し、あるいは修正を図るといった対応が可能となる。
【0011】
本発明の表面検査装置の一形態においては、前記検出手段、前記直線駆動手段及び前記回転駆動手段が共通のベース(31)上に配置され、前記ヘッド位置調整手段は、前記ベースを、前記第1及び第2の軸方向のうち少なくともいずれか一方の方向に移動させてもよい。この場合、ベース上の検出手段、直線駆動手段及び回転駆動手段を一体的に移動させることができるので、検査ヘッドの軸線に対するこれらの直線駆動手段及び回転駆動手段の位置関係を変化させることなく、検査ヘッドを被検査物に対して少なくとも一軸方向に移動させて位置調整を行うことができる。
【0012】
本発明の芯出し調整方法においても、上述した表面検査装置の形態と同様の形態を採用してよい。すなわち、本発明の芯出し調整方法において、前記演算工程は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標(Xa、Xb)を判別する第1の座標判別工程(S3)と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標(Ya、Yb)を判別する第2の座標判別工程(S5)と、前記第1の座標判別工程で判別した二点の座標の中間点の前記第1の軸方向における座標(Xc)及び前記第2の座標判別工程で判別した二点の座標の中間点の前記第2の軸方向における座標(Yc)を前記中心位置の座標として演算する中心座標演算工程(S6)とを備えてもよい。また、前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理工程(S2、S8)をさらに備えてもよい。前記第1の走査工程、前記第2の走査工程、及び前記位置決め工程のそれぞれでは、前記検出手段、前記直線駆動手段及び前記回転駆動手段を前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に一体的に移動させてもよい。
【0013】
なお、以上の説明では本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記したが、それにより本発明が図示の形態に限定されるものではない。
【発明の効果】
【0014】
以上に説明したように、本発明の表面検査装置及び芯出し調整方法によれば、検査ヘッドの先端から軸線方向に照射される検査光にて被検査物を第1の軸方向及び第2の軸方向に走査し、それらの走査に伴って検出手段から出力される反射光量に対応した信号に基づいて被検査物の内周面の中心位置を演算し、その演算された中心位置に検査ヘッドの軸線が一致するように検査ヘッドを被検査物に対して相対移動させるようにしたので、検査ヘッドの芯出し調整に要する負担を軽減して検査作業の効率を向上させることができる。
【発明を実施するための最良の形態】
【0015】
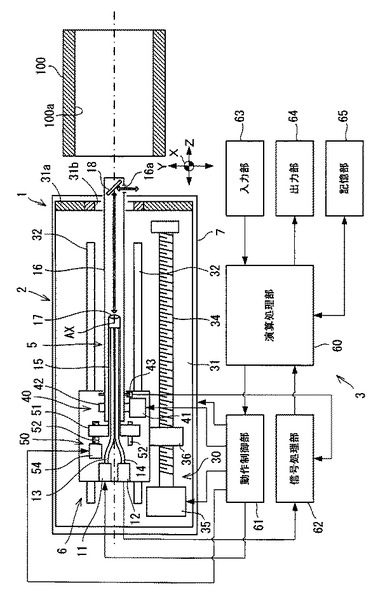
図1は本発明の一形態に係る表面検査装置の概略構成を示している。表面検査装置1は被検査物としてのワーク100に設けられた内周面100aの検査に適した装置であり、検査を実行するための検査機構2と、その検査機構2の動作制御、検査機構2による測定結果の処理等を実行するための制御部3とを備えている。ワーク100は内径及び外径が一定の円筒形状であり、一例として内燃機関のシリンダブロックに嵌め込まれるシリンダライナーである。ワーク100は、不図示のワーク支持装置により表面検査装置1と対向する位置にセットされる。検査機構2は、ワーク100に対して検査光を投光し、かつワーク100からの反射光を受光するための検出手段としての検出ユニット5と、その検出ユニット5に所定の動作を与えるための駆動ユニット6とを備えている。
【0016】
検出ユニット5は、検査光の光源としてのレーザダイオード(以下、LDと呼ぶ。)11と、ワーク100からの反射光を受光し、その反射光の単位時間当りの光量(反射光強度)に応じた電流又は電圧の信号を出力するフォトディテクタ(以下、PDと呼ぶ。)12と、LD11から射出される検査光をワーク100に向かって導く投光ファイバ13と、ワーク100からの反射光をPD12に導くための受光ファイバ14と、それらのファイバ13、14を束ねた状態で保持する保持筒15と、その保持筒15の外側に同軸的に設けられる中空軸状の検査ヘッド16とを備えている。保持筒15の先端には、投光ファイバ13を介して導かれた検査光を検査ヘッド16の軸線AXの方向(図1のZ軸方向に相当し、以下、これを軸線方向と呼ぶことがある。)に沿ってビーム状に射出させ、かつ検査ヘッド16の軸線方向に沿って検査光とは逆向きに進む反射光を受光ファイバ14に集光するレンズ17が設けられている。検査ヘッド16の先端部(図1において右端部)には、光路変更手段としてのミラー18が固定され、検査ヘッド16の外周にはそのミラー18と対向するようにして透光窓16aが設けられている。ミラー18は、レンズ17から射出された検査光の光路を透光窓16aに向けて変更し、かつ、透光窓16aから検査ヘッド16内に入射した反射光の光路をレンズ17に向かって進む方向に変更する。
【0017】
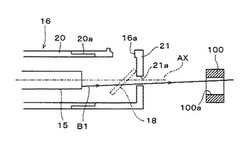
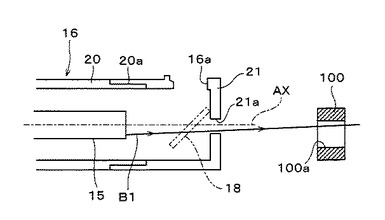
図2及び図3に示したように、検査ヘッド16は、筒状のヘッド本体20と、その本体20の先端に装着されるミラー保持筒21とを備えている。ミラー保持筒21は本体20の先端の雄ねじ部20aにねじ込まれ、それによりミラー保持筒21は本体20に対して着脱可能である。上述した透光窓16aはミラー保持筒21の外周に設けられ、ミラー18はミラー保持筒21の内部に着脱可能に取り付けられている。ミラー保持筒21の先端面には、検査ヘッド16から検査光B1を軸線方向に射出させ、軸線方向からの反射光B2を検査ヘッド16に入射させるための抜き孔21aが設けられている。なお、抜き孔21aから検査光B1を射出させる場合、ミラー保持筒21はミラー18を取り外した状態でヘッド本体20に装着される。
【0018】
図1に戻って説明を続ける。駆動ユニット6は、直線駆動機構30と、回転駆動機構40と、焦点調節機構50とを備えている。直線駆動機構30は検査ヘッド16をその軸線方向に移動させる直線駆動手段として設けられている。そのような機能を実現するため、直線駆動機構30は、ベース31と、そのベース31に固定された一対のレール32と、レール32に沿って検査ヘッド16の軸線方向に移動可能なスライダ33と、そのスライダ33の側方に検査ヘッド16の軸線AXと平行に配置された送りねじ34と、その送りねじ34を回転駆動する電動モータ35とを備えている。スライダ33は検出ユニット5の全体を支持する手段として機能する。すなわち、LD11及びPD12はスライダ33に固定され、検査ヘッド16は回転駆動機構40を介してスライダ33に取り付けられ、保持筒15は焦点調節機構50を介してスライダ33に取り付けられている。さらに、スライダ33にはナット36が固定され、そのナット36には送りねじ34がねじ込まれている。従って、電動モータ35にて送りねじ34を回転駆動することにより、スライダ33がレール32に沿って検査ヘッド16の軸線方向に移動し、それに伴ってスライダ33に支持された検出ユニット5の全体が検査ヘッド16の軸線方向に移動する。直線駆動機構30を用いた検出ユニット5の駆動により、ワーク100の内周面100aに対する検査光の照射位置(走査位置)を検査ヘッド16の軸線方向に関して変化させることができる。ベース31の前端(図1において右端)には壁部31aが設けられ、その壁部31aには検査ヘッド16と同軸の通し孔31bが設けられている。通し孔31bは検査ヘッド16が通過可能な内径を有しており、検査ヘッド16はその通し孔31bを通過してワーク100の内部へと繰り出される。
【0019】
回転駆動機構40は検査ヘッド16を軸線AXの回りに回転させる回転駆動手段として設けられている。そのような機能を実現するため、回転駆動機構40は、検査ヘッド16を軸線AXの回りに回転自在に支持する軸受(不図示)と、回転駆動源としての電動モータ41と、その電動モータ41の回転を検査ヘッド16に伝達する伝達機構42とを備えている。伝達機構42には、ベルト伝達装置、歯車列等の公知の回転伝達機構を利用してよい。電動モータ41の回転を伝達機構42を介して検査ヘッド16に伝達することにより、検査ヘッド16がその内部に固定されたミラー18を伴って軸線AXの回りに回転する。回転駆動機構40を用いた検査ヘッド16の回転により、ワーク100の内周面100aに対する検査光の照射位置をワーク100の周方向に関して変化させることができる。そして、検査ヘッド16の軸線方向への移動と軸線AXの回りの回転とを組み合わせることにより、ワーク100の内周面100aをその全面に亘って検査光で走査することが可能となる。なお、検査ヘッド16の回転時において、保持筒15は回転しない。さらに、回転駆動機構40には、検査ヘッド16が所定の単位角度回転する毎にパルス信号を出力するロータリエンコーダ43が設けられている。ロータリエンコーダ43から出力されるパルス信号の個数は検査ヘッド16の回転量(回転角度)に相関し、そのパルス信号の周期は検査ヘッド16の回転速度に相関する。
【0020】
焦点調節機構50は、検査光がワーク100の内周面100aにて焦点を結ぶように保持筒15を軸線AXの方向に駆動する焦点調整手段として設けられている。その機能を実現するため、焦点調節機構50は、保持筒15の基端部に固定された支持板51と、直線駆動機構30のスライダ33と支持板51との間に配置されて支持板51を検査ヘッド16の軸線方向に案内するレール52と、検査ヘッド16の軸線AXと平行に配置されて支持板51にねじ込まれた送りねじ53と、その送りねじ53を回転駆動する電動モータ54とを備えている。電動モータ54にて送りねじ53を回転駆動することにより、支持板51がレール52に沿って移動して保持筒15が検査ヘッド16の軸線方向に移動する。これにより、検査光がワーク100の内周面100a上で焦点を結ぶようにレンズ17からミラー18を経て内周面100aに至る光路の長さを調節することができる。
【0021】
さらに、表面検査装置1には、ヘッド位置調整手段として、ヘッド位置調整機構7が設けられている。ヘッド位置調整機構7は、検査機構2の全体を検査ヘッド16の軸線方向(Z軸方向)と直交する第1の軸方向としてのX軸方向(図1の紙面と直交する方向)及びそのZ軸方向及びX軸方向の双方と直交する第2の軸方向としてのY軸方向に駆動する。ヘッド位置調整機構7は、例えば、ステージを直交二軸方向に位置決め駆動する市販のX−Yステージ装置を、そのステージの移動方向がX軸方向及びY軸方向と一致するようにベース31と接続することによって、これを実現することができる。なお、ベース31が水平面に置かれる場合には、その水平面内の一軸方向にステージを駆動するXテーブルと、鉛直方向にステージを駆動するZテーブルとを組み合わせたいわゆるX−Zステージ装置をヘッド位置調整機構7として利用すればよい。
【0022】
次に制御部3について説明する。制御部3は、表面検査装置1による検査工程の管理、検出ユニット5の測定結果の処理等を実行するコンピュータユニットとしての演算処理部60と、その演算処理部60の指示に従って検出ユニット5の各部の動作を制御する動作制御部61と、PD12の出力信号に対して所定の処理を実行する信号処理部62と、演算処理部60に対してユーザが指示を入力するための入力部63と、演算処理部60が処理した検査結果等をユーザに提示するための出力部64と、演算処理部60にて実行すべきコンピュータプログラム、及び、測定されたデータ等を記憶する記憶部65とを備えている。演算処理部60、入力部63、出力部64及び記憶部65はパーソナルコンピュータ等の汎用コンピュータ機器を利用してこれらを構成することができる。この場合、入力部63にはキーボード、マウス等の入力機器が設けられ、出力部64にはモニタ装置が設けられる。プリンタ等の出力機器が出力部64に追加されてもよい。記憶部65には、ハードディスク記憶装置、あるいは記憶保持が可能な半導体記憶素子等の記憶装置が用いられる。動作制御部61及び信号処理部62はハードウエア制御回路によって実現されてもよいし、コンピュータユニットによって実現されてもよい。
【0023】
ワーク100の内周面100aの表面を検査する場合、演算処理部60、動作制御部61及び信号処理部62のそれぞれは次の通り動作する。なお、この場合、ワーク100の内周面100aの軸線は検査ヘッド16の軸線AXと同軸上に配置される。ワーク100と検査ヘッド16との芯出し調整については後述する。検査の開始にあたって、演算処理部60は入力部63からの指示に従って動作制御部61にワーク100の内周面100aを検査するために必要な動作の開始を指示する。その指示を受けた動作制御部61は、LD11を所定の強度で発光させるとともに、検査ヘッド16が軸線方向に移動し、かつ軸線AXの回りに一定速度で回転するようにモータ35及び41の動作を制御する。さらに、動作制御部61は、検査光が被検査面としての内周面100a上で焦点を結ぶようにモータ54の動作を制御する。このような動作制御により、内周面100aがその一端から他端まで検査光によって走査される。なお、検査ヘッド16の軸線方向の駆動に関しては、一定速度の送り動作としてもよいし、検査ヘッド16が一回転する毎に所定ピッチずつ移動する間欠的な送り動作としてもよい。
【0024】
上述した内周面100aの走査に連係して信号処理部62にはPD12の出力信号が順次導かれる。信号処理部62は、PD12の出力信号を演算処理部60にて処理するために必要なアナログ信号処理を実施し、さらに、その処理後のアナログ信号を所定のビット数でA/D変換し、得られたデジタル信号を反射光信号として演算処理部60に出力する。演算処理部60にて実行する信号処理としては、PD12が検出した反射光の明暗差を拡大するようにその出力信号を非線形に増幅する処理、出力信号からノイズ成分を除去する処理といった各種の処理を適宜に用いてよい。高速フーリエ変換処理、逆フーリエ変換処理等を適宜に組み合わせることも可能である。また、信号処理部62によるA/D変換は、ロータリエンコーダ43から出力されるパルス列をサンプリングクロック信号として利用して行われる。これにより、検査ヘッド16が所定角度回転する間のPD12の受光量に相関した階調のデジタル信号が生成されて信号処理部62から出力される。
【0025】
信号処理部62から反射光信号を受け取った演算処理部60は、その取り込んだ信号を記憶部65に記憶する。さらに、演算処理部60は、記憶部65が記憶する反射光信号を利用してワーク100の内周面100aを平面的に展開した2次元画像を生成する。その2次元画像は、ワーク100の周方向をY軸方向、検査ヘッド16の軸線方向をZ軸方向とする直交二軸座標系で定義される平面上に内周面100aを展開した画像に相当する。なお、演算処理部60における2次元画像の生成時には、反射光信号から得られる原画像に対して、エッジ処理、二値化処理等を施すことにより、検出すべき欠陥等を強調した2次元画像を生成してもよい。そして、演算処理部60は、得られた画像を所定のアルゴリズムで処理することにより、内周面100aに許容限度を超える欠陥等が存在するか否か等を判定し、その判定結果を出力部64に出力する。
【0026】
次に、検査ヘッド16とワーク100との芯出し調整について説明する。この芯出し調整は、上述した表面検査に先行して実施される。なお、表面検査装置1において、検査機構2及びヘッド位置調整機構7は、検査ヘッド16の軸線AXがワーク支持装置にて支持されたワーク100の軸線と平行となるように位置調整された上で設置されている。本形態の芯出し調整では、検査ヘッド16の軸線AXとワーク100の軸線とが平行であることを前提とし、それらの軸線間に図1のX−Y平面内におけるずれがないように検査ヘッド16が図1のX軸方向及びY軸方向に位置調整される。
【0027】
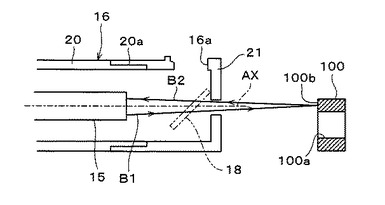
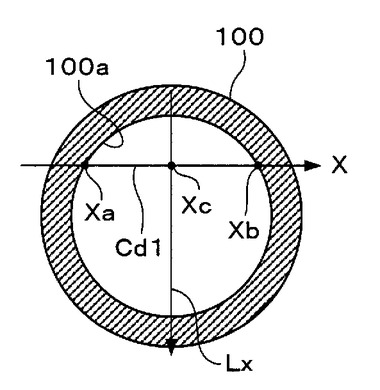
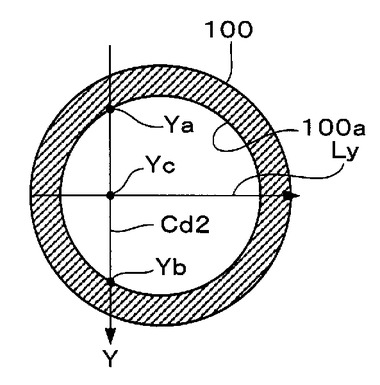
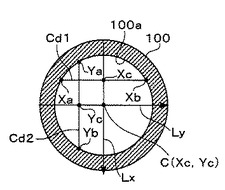
図2に示したように、検査ヘッド16からミラー18が取り外された状態では、検査光B1が検査ヘッド16の先端から概略軸線方向に射出される。その検査光B1がワーク100の孔を通過する場合には検査ヘッド16に反射光が戻らない。一方、図3に示したように、検査光B1がワーク100の端面100bに入射した場合には検査ヘッド16に反射光B2が戻る。よって、図4Aに示したように、ワーク100を検査光B1にてX軸方向に走査した場合には、PD12の出力信号に基づいて、検査光B1が内周面100aの輪郭を横切った二点のX軸座標Xa、Xbを特定することができる。また、図4Bに示したように、ワーク100を検査光B1にてY軸方向に走査した場合には、PD12の出力信号に基づいて、検査光B1が内周面100aの輪郭を横切った二点のY軸座標Ya、Ybを特定することができる。これらの走査はいずれもヘッド位置調整機構7により検査機構2の全体を駆動することにより実現することができる。図4Cに示したように、内周面100aの半径方向に関する中心Cは、X座標Xa、Xbを結ぶ弦Cd1の垂直二等分線Lxと、Y座標Ya、Ybを結ぶ弦Cd2の垂直二等分線Lyとの交点であり、その座標値Xc、Ycは下式にて与えられる。
【0028】
【数1】

【0029】
得られた中心Cに検査ヘッド16の軸線AXが一致するように、ヘッド位置調整機構7にて検査機構2の全体をX軸方向及びY軸方向に位置調整することにより、検査ヘッド16の軸線AXをワーク100の内周面100aに対して芯出しすることができる。
【0030】
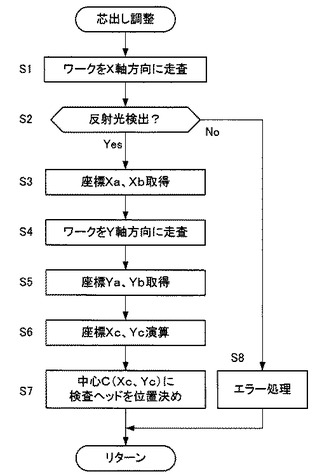
図5は、上述した芯出し調整のために演算処理部60が実行する芯出し調整ルーチンを示している。なお、本ルーチンに先立って、検査ヘッド16は、その軸線方向に射出する検査光B1がX軸方向及びY軸方向にワーク100を横断できる位置に粗く位置決めされる。芯出し調整ルーチンを開始すると、演算処理部60はまずステップS1で、検査ヘッド16から検査光B1を軸線方向に射出させるとともに、ヘッド位置調整機構7により検査ヘッド16をX軸方向に駆動してワーク100を検査光B1にてX軸方向に走査する。この場合、ワーク100がその内周面100aの輪郭の二点を含む範囲で検査光B1にてX軸方向に走査されるように検査ヘッド16の移動範囲が設定される。例えば、予めワーク100のワーク100の内径を入力して移動範囲を設定すればよい。検査ヘッド16の回転は不要である。
【0031】
次のステップS2において、演算処理部60はステップS1の走査時に反射光B2が一定以上の光量で検出されたか否か判断する。ワーク100の端面100bが存在すべき領域を走査しても反射光B2が検出されない場合、あるいは検出されてもその反射光の光量が不足する場合には、検査ヘッド16の軸線AXとワーク100の軸線とが平行でない可能性がある。よって、ステップS2で反射光が検出されない場合、演算処理部60はステップS3〜7をスキップしてステップS8に進み、所定のエラー処理を実施してルーチンを終える。エラー処理は、検査ヘッド16の軸線AXとワーク100の軸線とが非平衡状態であることを示すエラー信号を出力する処理を含む。そのエラー信号に基づいて、装置のオペレータに軸線の平行状態の確認を促すメッセージを通知してもよい。表面検査装置1が軸線の平行状態を修正する機能を備えている場合には、エラー信号に基づいて平行状態を修正してもよい。エラー処理を実施することにより、検査ヘッド16の軸線AXとワーク100の軸線とが非平行状態にある場合の検査精度の劣化、あるいは検査ヘッド16とワーク100との接触といった不都合を未然に回避することが可能となる。
【0032】
一方、ステップS2で一定光量以上の反射光が検出されたと判別した場合、演算処理部60はステップS3に進む。ステップS3において、演算処理部60は、X軸方向の走査に対応して信号処理部62から出力された反射光信号を参照して、X軸座標Xa、Xbを取得する。反射光信号の強度が明確に立ち上がったときのX軸座標が座標Xa、Xbである。続くステップ4において、演算処理部60は、ヘッド位置調整機構7により検査ヘッド16をY軸方向に駆動してワーク100を検査光B1にてY軸方向に走査する。この場合も、ワーク100がその内周面100aの輪郭の二点を含む範囲で検査光B1にてY軸方向に走査されるように検査ヘッド16の移動範囲が設定される。そして、次のステップS5において、演算処理部60はY軸方向の走査に対応して信号処理部62から出力される反射光信号を参照して、Y軸座標Ya、Ybを取得する。反射光信号の強度が明確に立ち上がったときのY軸座標が座標Ya、Ybである。
【0033】
続くステップS6において、演算処理部60は、得られたX軸座標Xa、Xb及びY軸座標Ya、Ybから、ワーク100の中心Cの座標Xc、Ycを演算する。その演算式は上記の通りである。この後、演算処理部60はステップS7に進み、検査ヘッド16の軸線AXのX軸座標及びY軸座標がワーク100の中心座標Xc、Ycに一致するようにヘッド位置調整機構7を駆動する。これにより、検査ヘッド16の軸線AXがワーク100の中心Cに位置決めされる。ステップS7にて位置決めを完了した後、演算処理部62は今回のルーチンを終了する。
【0034】
以上の手順で検査ヘッド16がワーク100に対して位置決めされた後、ミラー保持筒21が一旦取り外され、その内部にミラー18が装着されてミラー保持筒21が再度取り付けられる。その後、LD11から検査光を射出させつつ、直線駆動機構30及び回転駆動機構40にて検査ヘッド16を軸線方向及び周方向に駆動することにより、検査ヘッド16の軸線AXをワーク100の中心と一致させた状態で内周面100aを検査することができる。検査過程ではヘッド位置調整機構7は駆動されず、X軸方向及びY軸方向に関して検査ヘッド16は定位置に保持される。
【0035】
以上の形態によれば、ワーク100を二軸方向に走査して反射光の光量を検出することによって、検査ヘッド16の軸線AXをワーク100の中心位置Cに位置決めすることができるので、芯出し調整に要する負担を軽減し、その作業の効率化を図ることができる。ダイヤルゲージ等の計測器具、あるいは治具も必要とされない。なお、上述した芯出し調整ルーチンは、ワーク100を検査する毎に実施されるものではなく、例えば形状及び寸法が等しい多数のワーク100を1個ずつ順に検査する場合には、一定数のワーク100が検査される毎に定期的に実施されてもよい。
【0036】
以上の形態においては、演算処理部60がステップS1及びS4を実行することにより走査制御手段として機能し、ステップS3、S5、S6を実行することにより演算手段として機能し、ステップS7を実行することにより位置決め制御手段として機能する。また、演算処理部60は、ステップS3において第1の座標判別手段として機能し、ステップS5において第2の座標判別手段として機能し、ステップS6において中間点演算手段として機能する。さらに、演算処理部60は、ステップS2及びS8を実行することによりエラー処理手段として機能する。また、ステップS1が第1の走査工程に、ステップS3が第2の走査工程に、ステップS3、S5及びS6が演算工程に、ステップS7が位置決め工程にそれぞれ相当し、さらには、ステップS3が第1の座標判別工程、ステップS5が第2の座標判別工程に、ステップS6が中間点座標演算工程にそれぞれ相当する。
【0037】
本発明は上述した形態に限定されることなく、種々の形態にて実施されてよい。例えば、検査光の照射及び反射光の受光のための検出手段の構成は上記の形態に限るものではなく、検査ヘッドの外周から検査光を被検査物に照射し、反射光を検査ヘッドを介して受光できるものであれば適宜に変更可能である。直線駆動手段、及び回転駆動手段の構成も図示の形態に限らず適宜に変更してよい。検査ヘッドは、ミラー保持筒からミラーを取り外すことによって軸線方向に検査光を照射できるものに限定されない。検査ヘッドは、ミラーを検査光の光路から退避させることにより、検査光を軸線方向に照射できる構成であってもよい。検査光の光路を外周側に変更する手段としては、ミラーに限らず、プリズム等の各種の光学部品を用いてよい。ヘッド位置調整手段は、検査ヘッドを被検査物に対して第1の軸方向及び第2の軸方向にそれぞれ移動させる構成に限らない。例えば、いずれか一方の軸方向又は両方向に関して被検査物を移動させるようにヘッド位置調整手段を構成してもよい。被検査物は円筒形状のワークに限定されず、例えば、自動車のオートマチックトランスミッションのバルブボディ、ブレーキマスタシリンダ等を被検査物としてもよい。すなわち、少なくとも一つの内周面を有する限りにおいて、各種の被検査物を本発明の表面検査装置の検査対象とすることができる。
【図面の簡単な説明】
【0038】
【図1】本発明の一形態に係る表面検査装置の概略構成を示す図。
【図2】検査ヘッドの先端部から照射された検査光がワークの穴を通過する様子を示す図。
【図3】検査ヘッドの先端部から照射された検査光がワークの端面で反射する様子を示す図。
【図4A】ワークを検査光でX軸方向に走査したときに検出される内周面の輪郭上の二点を示す図。
【図4B】ワークを検査光でY軸方向に走査したときに検出される内周面の輪郭上の二点を示す図。
【図4C】X軸方向及びY軸方向で検出された内周面の輪郭上の点からワークの中心位置を幾何学的に求める方法を示す図。
【図5】演算処理部が実行する芯出し調整ルーチンを示すフローチャート。
【符号の説明】
【0039】
1 表面検査装置
2 検査機構
5 検出ユニット(検出手段)
6 駆動ユニット
7 ヘッド位置調整機構(ヘッド位置調整手段)
11 レーザダイオード
12 フォトディテクタ
13 投光ファイバ
14 受光ファイバ
15 保持筒
16 検査ヘッド
18 ミラー
20 ヘッド本体
21 ミラー保持筒
30 直線駆動機構(直線駆動手段)
31 ベース
40 回転駆動機構(回転駆動手段)
50 焦点調節機構
60 演算処理部(走査制御手段、演算手段、位置決め制御手段)
100 ワーク(被検査物)
100a 内周面
100b 端面
AX 検査ヘッドの軸線
B1 軸線方向に照射される検査光
B2 軸線方向に返される反射光
C ワークの中心位置
【技術分野】
【0001】
本発明は、検査ヘッドから被検査物に検査光を照射してその被検査物の表面を検査する装置に関する。
【背景技術】
【0002】
円筒状の被検査物の内周面を検査する装置として、軸状の検査ヘッドをその軸線の回り回転させつつ軸線方向に送り出して被検査物の内部に検査ヘッドを挿入し、その検査ヘッドの外周から検査光としてのレーザ光を被検査物に照射してその被検査物の内周面をその軸線方向一端から他端まで逐次走査し、その走査に対応した被検査物からの反射光を検査ヘッドを介して受光し、その受光した反射光の光量に基づいて被検査物の内周面の状態、例えば欠陥等の有無を判別する表面検査装置が知られている(例えば特許文献1参照)。
【特許文献1】特開平11−281582号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
上述した従来の装置では、被検査物、あるいはその被検査物の検査対象箇所が変わる毎に、検査対象の内周面の中心位置と検査ヘッドの軸線とを一致させる芯出し調整を行う必要がある。その作業を例えばダイヤルゲージ等の手作業に委ねた場合には作業の負担が大きい。治具を用いて作業の効率化を図るにしても、被検査物毎に治具が必要となり、設備負担が大きい。
【0004】
そこで、本発明は、検査ヘッドの芯出し調整に要する負担を軽減することが可能な表面検査装置及び芯出し調整方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の表面検査装置(1)は、軸状に延びる検査ヘッド(16)の外周から被検査物(100)の内周面(100a)に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段(5)と、前記検査ヘッドを軸線方向に移動させる直線駆動手段(30)と、前記検査ヘッドをその軸線(AX)の回りに回転させる回転駆動手段(40)とを備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、前記検査ヘッドを前記被検査物に対して前記軸線方向とそれぞれ直交する第1の軸方向(X軸方向)及び第2の軸方向(Y軸方向)に相対的に移動させるヘッド位置調整手段(7)と、前記第1の軸方向及び前記第2の軸方向のそれぞれに関して、前記検査ヘッドの先端から軸線方向に射出される検査光により前記被検査物が前記内周面の輪郭上の二点を含む範囲にて走査されるように前記ヘッド位置調整手段の動作を制御する走査制御手段(60、S1、S4)と、前記第1及び第2軸方向の走査時に前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置(C)を演算する演算手段(60、S3、S5、S6)と、前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記ヘッド位置調整手段の動作を制御する位置決め制御手段(60、S7)とを備えることにより、上述した課題を解決する。
【0006】
また、本発明の検査ヘッドの芯出し調整方法は、軸状に延びる検査ヘッド(16)の外周から被検査物(100)の内周面(100a)に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段(5)と、前記検査ヘッドを軸線方向に移動させる直線駆動手段(30)と、前記検査ヘッドをその軸線(AX)の回りに回転させる回転駆動手段(40)とを備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、前記検査ヘッドの軸線を前記被検査物の前記内周面の半径方向に関する中心位置(C)と一致させるための検査ヘッドの芯出し調整方法であって、前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交する第1の軸方向(X軸方向)に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第1の走査工程(S1)と、前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交しかつ前記第1の軸方向とは異なる第2の軸方向(Y軸方向)に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第2の走査工程(S4)と、前記第1及び第2の走査工程で前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置を演算する演算工程(S3、S5、S6)と、前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記検査ヘッドと前記被検査物とを相対移動させる位置決め工程(S7)とを備えることにより、上述した課題を解決する。
【0007】
検査ヘッドを第1の軸方向及び第2の軸方向に相対移動させて被検査物を検査光で走査した場合、検査光が被検査物の穴を通過している状態であれば反射光が返ってこないか、又は返ってきてもその光量は僅かである。これに対して、検査光が被検査物の端面に入射している状態では反射光が十分な光量で検査ヘッドに返ってくる。よって、走査中の検出手段の出力信号を参照すれば、検査光が内周面の輪郭上の二点をそれぞれ通過した位置を判別することができる。内周面の中心位置は、第1の軸方向における内周面の輪郭上の二点を結ぶ線分(弦)の垂直二等分線と、第2の軸方向における内周面の輪郭上の二点を結ぶ線分(弦)の垂直二等分線との交点にあり、その位置は、第1の軸方向及び第2の軸方向のそれぞれの走査によって判別された内周面の輪郭上の二点(合計4点)の位置から幾何学的関係を利用して演算することができる。そして、演算された中心位置に検査ヘッドが一致するように検査ヘッドを被検査物に対して相対移動させることにより、検査ヘッドの軸線を被検査物の中心位置に一致させることができる。
【0008】
本発明の表面検査装置によれば、走査制御手段によりヘッド位置調整手段の動作を制御して第1及び第2の軸方向に被検査物を走査し、それらの走査中の検出手段の出力信号を演算手段に取り込んでいるので、上述した幾何学的関係に従って被検査物の内周面の中心位置を演算することができる。そして、位置決め制御手段により、検査ヘッドの軸線が中心位置に一致するようにヘッド位置調整手段の動作を制御することにより、芯出し調整を完了することができる。また、本発明の芯出し調整方法によれば、第1及び第2の走査工程にて第1及び第2の軸方向に被検査物を走査しているので、演算工程では、それらの走査中の検出手段の出力信号に基づいて被検査物の内周面の中心位置を演算することができる。そして、位置決め工程にて、検査ヘッドの軸線が中心位置に一致するように検査ヘッドと被検査物とを相対移動させることにより、芯出し調整を完了することができる。
【0009】
本発明の表面検査装置の一形態において、前記演算手段(60)は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標(Xa、Xb)を判別する第1の座標判別手段(S3)と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標(Ya、Yb)を判別する第2の座標判別手段(S5)と、前記第1の座標判別手段が判別した二点の座標の中間点の前記第1の軸方向における座標(Xc)及び前記第2の座標判別手段が判別した二点の座標の中間点の前記第2の軸方向における座標(Yc)を前記中心位置の座標として演算する中心座標演算手段(S6)とを備えていてもよい。この形態によれば、第1の軸方向に関して判別した二点の座標の中間点の同方向における座標と、第2の軸方向に関して判別した二点の座標の中間点の同方向における座標とによって中心位置の第1及び第2の軸方向に関する座標を求めることができる。
【0010】
本発明の表面検査装置の一形態においては、前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理手段(60、S2、S8)をさらに備えてもよい。検査ヘッドの軸線と被検査物の内周面の軸線とが平行でない場合、被検査物を走査しても所定光量未満の反射光しか検出できず、あるいは反射光が検出できない。そこで、このような場合にエラー信号を出力すれば、平行状態の確認を促し、あるいは修正を図るといった対応が可能となる。
【0011】
本発明の表面検査装置の一形態においては、前記検出手段、前記直線駆動手段及び前記回転駆動手段が共通のベース(31)上に配置され、前記ヘッド位置調整手段は、前記ベースを、前記第1及び第2の軸方向のうち少なくともいずれか一方の方向に移動させてもよい。この場合、ベース上の検出手段、直線駆動手段及び回転駆動手段を一体的に移動させることができるので、検査ヘッドの軸線に対するこれらの直線駆動手段及び回転駆動手段の位置関係を変化させることなく、検査ヘッドを被検査物に対して少なくとも一軸方向に移動させて位置調整を行うことができる。
【0012】
本発明の芯出し調整方法においても、上述した表面検査装置の形態と同様の形態を採用してよい。すなわち、本発明の芯出し調整方法において、前記演算工程は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標(Xa、Xb)を判別する第1の座標判別工程(S3)と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標(Ya、Yb)を判別する第2の座標判別工程(S5)と、前記第1の座標判別工程で判別した二点の座標の中間点の前記第1の軸方向における座標(Xc)及び前記第2の座標判別工程で判別した二点の座標の中間点の前記第2の軸方向における座標(Yc)を前記中心位置の座標として演算する中心座標演算工程(S6)とを備えてもよい。また、前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理工程(S2、S8)をさらに備えてもよい。前記第1の走査工程、前記第2の走査工程、及び前記位置決め工程のそれぞれでは、前記検出手段、前記直線駆動手段及び前記回転駆動手段を前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に一体的に移動させてもよい。
【0013】
なお、以上の説明では本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記したが、それにより本発明が図示の形態に限定されるものではない。
【発明の効果】
【0014】
以上に説明したように、本発明の表面検査装置及び芯出し調整方法によれば、検査ヘッドの先端から軸線方向に照射される検査光にて被検査物を第1の軸方向及び第2の軸方向に走査し、それらの走査に伴って検出手段から出力される反射光量に対応した信号に基づいて被検査物の内周面の中心位置を演算し、その演算された中心位置に検査ヘッドの軸線が一致するように検査ヘッドを被検査物に対して相対移動させるようにしたので、検査ヘッドの芯出し調整に要する負担を軽減して検査作業の効率を向上させることができる。
【発明を実施するための最良の形態】
【0015】
図1は本発明の一形態に係る表面検査装置の概略構成を示している。表面検査装置1は被検査物としてのワーク100に設けられた内周面100aの検査に適した装置であり、検査を実行するための検査機構2と、その検査機構2の動作制御、検査機構2による測定結果の処理等を実行するための制御部3とを備えている。ワーク100は内径及び外径が一定の円筒形状であり、一例として内燃機関のシリンダブロックに嵌め込まれるシリンダライナーである。ワーク100は、不図示のワーク支持装置により表面検査装置1と対向する位置にセットされる。検査機構2は、ワーク100に対して検査光を投光し、かつワーク100からの反射光を受光するための検出手段としての検出ユニット5と、その検出ユニット5に所定の動作を与えるための駆動ユニット6とを備えている。
【0016】
検出ユニット5は、検査光の光源としてのレーザダイオード(以下、LDと呼ぶ。)11と、ワーク100からの反射光を受光し、その反射光の単位時間当りの光量(反射光強度)に応じた電流又は電圧の信号を出力するフォトディテクタ(以下、PDと呼ぶ。)12と、LD11から射出される検査光をワーク100に向かって導く投光ファイバ13と、ワーク100からの反射光をPD12に導くための受光ファイバ14と、それらのファイバ13、14を束ねた状態で保持する保持筒15と、その保持筒15の外側に同軸的に設けられる中空軸状の検査ヘッド16とを備えている。保持筒15の先端には、投光ファイバ13を介して導かれた検査光を検査ヘッド16の軸線AXの方向(図1のZ軸方向に相当し、以下、これを軸線方向と呼ぶことがある。)に沿ってビーム状に射出させ、かつ検査ヘッド16の軸線方向に沿って検査光とは逆向きに進む反射光を受光ファイバ14に集光するレンズ17が設けられている。検査ヘッド16の先端部(図1において右端部)には、光路変更手段としてのミラー18が固定され、検査ヘッド16の外周にはそのミラー18と対向するようにして透光窓16aが設けられている。ミラー18は、レンズ17から射出された検査光の光路を透光窓16aに向けて変更し、かつ、透光窓16aから検査ヘッド16内に入射した反射光の光路をレンズ17に向かって進む方向に変更する。
【0017】
図2及び図3に示したように、検査ヘッド16は、筒状のヘッド本体20と、その本体20の先端に装着されるミラー保持筒21とを備えている。ミラー保持筒21は本体20の先端の雄ねじ部20aにねじ込まれ、それによりミラー保持筒21は本体20に対して着脱可能である。上述した透光窓16aはミラー保持筒21の外周に設けられ、ミラー18はミラー保持筒21の内部に着脱可能に取り付けられている。ミラー保持筒21の先端面には、検査ヘッド16から検査光B1を軸線方向に射出させ、軸線方向からの反射光B2を検査ヘッド16に入射させるための抜き孔21aが設けられている。なお、抜き孔21aから検査光B1を射出させる場合、ミラー保持筒21はミラー18を取り外した状態でヘッド本体20に装着される。
【0018】
図1に戻って説明を続ける。駆動ユニット6は、直線駆動機構30と、回転駆動機構40と、焦点調節機構50とを備えている。直線駆動機構30は検査ヘッド16をその軸線方向に移動させる直線駆動手段として設けられている。そのような機能を実現するため、直線駆動機構30は、ベース31と、そのベース31に固定された一対のレール32と、レール32に沿って検査ヘッド16の軸線方向に移動可能なスライダ33と、そのスライダ33の側方に検査ヘッド16の軸線AXと平行に配置された送りねじ34と、その送りねじ34を回転駆動する電動モータ35とを備えている。スライダ33は検出ユニット5の全体を支持する手段として機能する。すなわち、LD11及びPD12はスライダ33に固定され、検査ヘッド16は回転駆動機構40を介してスライダ33に取り付けられ、保持筒15は焦点調節機構50を介してスライダ33に取り付けられている。さらに、スライダ33にはナット36が固定され、そのナット36には送りねじ34がねじ込まれている。従って、電動モータ35にて送りねじ34を回転駆動することにより、スライダ33がレール32に沿って検査ヘッド16の軸線方向に移動し、それに伴ってスライダ33に支持された検出ユニット5の全体が検査ヘッド16の軸線方向に移動する。直線駆動機構30を用いた検出ユニット5の駆動により、ワーク100の内周面100aに対する検査光の照射位置(走査位置)を検査ヘッド16の軸線方向に関して変化させることができる。ベース31の前端(図1において右端)には壁部31aが設けられ、その壁部31aには検査ヘッド16と同軸の通し孔31bが設けられている。通し孔31bは検査ヘッド16が通過可能な内径を有しており、検査ヘッド16はその通し孔31bを通過してワーク100の内部へと繰り出される。
【0019】
回転駆動機構40は検査ヘッド16を軸線AXの回りに回転させる回転駆動手段として設けられている。そのような機能を実現するため、回転駆動機構40は、検査ヘッド16を軸線AXの回りに回転自在に支持する軸受(不図示)と、回転駆動源としての電動モータ41と、その電動モータ41の回転を検査ヘッド16に伝達する伝達機構42とを備えている。伝達機構42には、ベルト伝達装置、歯車列等の公知の回転伝達機構を利用してよい。電動モータ41の回転を伝達機構42を介して検査ヘッド16に伝達することにより、検査ヘッド16がその内部に固定されたミラー18を伴って軸線AXの回りに回転する。回転駆動機構40を用いた検査ヘッド16の回転により、ワーク100の内周面100aに対する検査光の照射位置をワーク100の周方向に関して変化させることができる。そして、検査ヘッド16の軸線方向への移動と軸線AXの回りの回転とを組み合わせることにより、ワーク100の内周面100aをその全面に亘って検査光で走査することが可能となる。なお、検査ヘッド16の回転時において、保持筒15は回転しない。さらに、回転駆動機構40には、検査ヘッド16が所定の単位角度回転する毎にパルス信号を出力するロータリエンコーダ43が設けられている。ロータリエンコーダ43から出力されるパルス信号の個数は検査ヘッド16の回転量(回転角度)に相関し、そのパルス信号の周期は検査ヘッド16の回転速度に相関する。
【0020】
焦点調節機構50は、検査光がワーク100の内周面100aにて焦点を結ぶように保持筒15を軸線AXの方向に駆動する焦点調整手段として設けられている。その機能を実現するため、焦点調節機構50は、保持筒15の基端部に固定された支持板51と、直線駆動機構30のスライダ33と支持板51との間に配置されて支持板51を検査ヘッド16の軸線方向に案内するレール52と、検査ヘッド16の軸線AXと平行に配置されて支持板51にねじ込まれた送りねじ53と、その送りねじ53を回転駆動する電動モータ54とを備えている。電動モータ54にて送りねじ53を回転駆動することにより、支持板51がレール52に沿って移動して保持筒15が検査ヘッド16の軸線方向に移動する。これにより、検査光がワーク100の内周面100a上で焦点を結ぶようにレンズ17からミラー18を経て内周面100aに至る光路の長さを調節することができる。
【0021】
さらに、表面検査装置1には、ヘッド位置調整手段として、ヘッド位置調整機構7が設けられている。ヘッド位置調整機構7は、検査機構2の全体を検査ヘッド16の軸線方向(Z軸方向)と直交する第1の軸方向としてのX軸方向(図1の紙面と直交する方向)及びそのZ軸方向及びX軸方向の双方と直交する第2の軸方向としてのY軸方向に駆動する。ヘッド位置調整機構7は、例えば、ステージを直交二軸方向に位置決め駆動する市販のX−Yステージ装置を、そのステージの移動方向がX軸方向及びY軸方向と一致するようにベース31と接続することによって、これを実現することができる。なお、ベース31が水平面に置かれる場合には、その水平面内の一軸方向にステージを駆動するXテーブルと、鉛直方向にステージを駆動するZテーブルとを組み合わせたいわゆるX−Zステージ装置をヘッド位置調整機構7として利用すればよい。
【0022】
次に制御部3について説明する。制御部3は、表面検査装置1による検査工程の管理、検出ユニット5の測定結果の処理等を実行するコンピュータユニットとしての演算処理部60と、その演算処理部60の指示に従って検出ユニット5の各部の動作を制御する動作制御部61と、PD12の出力信号に対して所定の処理を実行する信号処理部62と、演算処理部60に対してユーザが指示を入力するための入力部63と、演算処理部60が処理した検査結果等をユーザに提示するための出力部64と、演算処理部60にて実行すべきコンピュータプログラム、及び、測定されたデータ等を記憶する記憶部65とを備えている。演算処理部60、入力部63、出力部64及び記憶部65はパーソナルコンピュータ等の汎用コンピュータ機器を利用してこれらを構成することができる。この場合、入力部63にはキーボード、マウス等の入力機器が設けられ、出力部64にはモニタ装置が設けられる。プリンタ等の出力機器が出力部64に追加されてもよい。記憶部65には、ハードディスク記憶装置、あるいは記憶保持が可能な半導体記憶素子等の記憶装置が用いられる。動作制御部61及び信号処理部62はハードウエア制御回路によって実現されてもよいし、コンピュータユニットによって実現されてもよい。
【0023】
ワーク100の内周面100aの表面を検査する場合、演算処理部60、動作制御部61及び信号処理部62のそれぞれは次の通り動作する。なお、この場合、ワーク100の内周面100aの軸線は検査ヘッド16の軸線AXと同軸上に配置される。ワーク100と検査ヘッド16との芯出し調整については後述する。検査の開始にあたって、演算処理部60は入力部63からの指示に従って動作制御部61にワーク100の内周面100aを検査するために必要な動作の開始を指示する。その指示を受けた動作制御部61は、LD11を所定の強度で発光させるとともに、検査ヘッド16が軸線方向に移動し、かつ軸線AXの回りに一定速度で回転するようにモータ35及び41の動作を制御する。さらに、動作制御部61は、検査光が被検査面としての内周面100a上で焦点を結ぶようにモータ54の動作を制御する。このような動作制御により、内周面100aがその一端から他端まで検査光によって走査される。なお、検査ヘッド16の軸線方向の駆動に関しては、一定速度の送り動作としてもよいし、検査ヘッド16が一回転する毎に所定ピッチずつ移動する間欠的な送り動作としてもよい。
【0024】
上述した内周面100aの走査に連係して信号処理部62にはPD12の出力信号が順次導かれる。信号処理部62は、PD12の出力信号を演算処理部60にて処理するために必要なアナログ信号処理を実施し、さらに、その処理後のアナログ信号を所定のビット数でA/D変換し、得られたデジタル信号を反射光信号として演算処理部60に出力する。演算処理部60にて実行する信号処理としては、PD12が検出した反射光の明暗差を拡大するようにその出力信号を非線形に増幅する処理、出力信号からノイズ成分を除去する処理といった各種の処理を適宜に用いてよい。高速フーリエ変換処理、逆フーリエ変換処理等を適宜に組み合わせることも可能である。また、信号処理部62によるA/D変換は、ロータリエンコーダ43から出力されるパルス列をサンプリングクロック信号として利用して行われる。これにより、検査ヘッド16が所定角度回転する間のPD12の受光量に相関した階調のデジタル信号が生成されて信号処理部62から出力される。
【0025】
信号処理部62から反射光信号を受け取った演算処理部60は、その取り込んだ信号を記憶部65に記憶する。さらに、演算処理部60は、記憶部65が記憶する反射光信号を利用してワーク100の内周面100aを平面的に展開した2次元画像を生成する。その2次元画像は、ワーク100の周方向をY軸方向、検査ヘッド16の軸線方向をZ軸方向とする直交二軸座標系で定義される平面上に内周面100aを展開した画像に相当する。なお、演算処理部60における2次元画像の生成時には、反射光信号から得られる原画像に対して、エッジ処理、二値化処理等を施すことにより、検出すべき欠陥等を強調した2次元画像を生成してもよい。そして、演算処理部60は、得られた画像を所定のアルゴリズムで処理することにより、内周面100aに許容限度を超える欠陥等が存在するか否か等を判定し、その判定結果を出力部64に出力する。
【0026】
次に、検査ヘッド16とワーク100との芯出し調整について説明する。この芯出し調整は、上述した表面検査に先行して実施される。なお、表面検査装置1において、検査機構2及びヘッド位置調整機構7は、検査ヘッド16の軸線AXがワーク支持装置にて支持されたワーク100の軸線と平行となるように位置調整された上で設置されている。本形態の芯出し調整では、検査ヘッド16の軸線AXとワーク100の軸線とが平行であることを前提とし、それらの軸線間に図1のX−Y平面内におけるずれがないように検査ヘッド16が図1のX軸方向及びY軸方向に位置調整される。
【0027】
図2に示したように、検査ヘッド16からミラー18が取り外された状態では、検査光B1が検査ヘッド16の先端から概略軸線方向に射出される。その検査光B1がワーク100の孔を通過する場合には検査ヘッド16に反射光が戻らない。一方、図3に示したように、検査光B1がワーク100の端面100bに入射した場合には検査ヘッド16に反射光B2が戻る。よって、図4Aに示したように、ワーク100を検査光B1にてX軸方向に走査した場合には、PD12の出力信号に基づいて、検査光B1が内周面100aの輪郭を横切った二点のX軸座標Xa、Xbを特定することができる。また、図4Bに示したように、ワーク100を検査光B1にてY軸方向に走査した場合には、PD12の出力信号に基づいて、検査光B1が内周面100aの輪郭を横切った二点のY軸座標Ya、Ybを特定することができる。これらの走査はいずれもヘッド位置調整機構7により検査機構2の全体を駆動することにより実現することができる。図4Cに示したように、内周面100aの半径方向に関する中心Cは、X座標Xa、Xbを結ぶ弦Cd1の垂直二等分線Lxと、Y座標Ya、Ybを結ぶ弦Cd2の垂直二等分線Lyとの交点であり、その座標値Xc、Ycは下式にて与えられる。
【0028】
【数1】
【0029】
得られた中心Cに検査ヘッド16の軸線AXが一致するように、ヘッド位置調整機構7にて検査機構2の全体をX軸方向及びY軸方向に位置調整することにより、検査ヘッド16の軸線AXをワーク100の内周面100aに対して芯出しすることができる。
【0030】
図5は、上述した芯出し調整のために演算処理部60が実行する芯出し調整ルーチンを示している。なお、本ルーチンに先立って、検査ヘッド16は、その軸線方向に射出する検査光B1がX軸方向及びY軸方向にワーク100を横断できる位置に粗く位置決めされる。芯出し調整ルーチンを開始すると、演算処理部60はまずステップS1で、検査ヘッド16から検査光B1を軸線方向に射出させるとともに、ヘッド位置調整機構7により検査ヘッド16をX軸方向に駆動してワーク100を検査光B1にてX軸方向に走査する。この場合、ワーク100がその内周面100aの輪郭の二点を含む範囲で検査光B1にてX軸方向に走査されるように検査ヘッド16の移動範囲が設定される。例えば、予めワーク100のワーク100の内径を入力して移動範囲を設定すればよい。検査ヘッド16の回転は不要である。
【0031】
次のステップS2において、演算処理部60はステップS1の走査時に反射光B2が一定以上の光量で検出されたか否か判断する。ワーク100の端面100bが存在すべき領域を走査しても反射光B2が検出されない場合、あるいは検出されてもその反射光の光量が不足する場合には、検査ヘッド16の軸線AXとワーク100の軸線とが平行でない可能性がある。よって、ステップS2で反射光が検出されない場合、演算処理部60はステップS3〜7をスキップしてステップS8に進み、所定のエラー処理を実施してルーチンを終える。エラー処理は、検査ヘッド16の軸線AXとワーク100の軸線とが非平衡状態であることを示すエラー信号を出力する処理を含む。そのエラー信号に基づいて、装置のオペレータに軸線の平行状態の確認を促すメッセージを通知してもよい。表面検査装置1が軸線の平行状態を修正する機能を備えている場合には、エラー信号に基づいて平行状態を修正してもよい。エラー処理を実施することにより、検査ヘッド16の軸線AXとワーク100の軸線とが非平行状態にある場合の検査精度の劣化、あるいは検査ヘッド16とワーク100との接触といった不都合を未然に回避することが可能となる。
【0032】
一方、ステップS2で一定光量以上の反射光が検出されたと判別した場合、演算処理部60はステップS3に進む。ステップS3において、演算処理部60は、X軸方向の走査に対応して信号処理部62から出力された反射光信号を参照して、X軸座標Xa、Xbを取得する。反射光信号の強度が明確に立ち上がったときのX軸座標が座標Xa、Xbである。続くステップ4において、演算処理部60は、ヘッド位置調整機構7により検査ヘッド16をY軸方向に駆動してワーク100を検査光B1にてY軸方向に走査する。この場合も、ワーク100がその内周面100aの輪郭の二点を含む範囲で検査光B1にてY軸方向に走査されるように検査ヘッド16の移動範囲が設定される。そして、次のステップS5において、演算処理部60はY軸方向の走査に対応して信号処理部62から出力される反射光信号を参照して、Y軸座標Ya、Ybを取得する。反射光信号の強度が明確に立ち上がったときのY軸座標が座標Ya、Ybである。
【0033】
続くステップS6において、演算処理部60は、得られたX軸座標Xa、Xb及びY軸座標Ya、Ybから、ワーク100の中心Cの座標Xc、Ycを演算する。その演算式は上記の通りである。この後、演算処理部60はステップS7に進み、検査ヘッド16の軸線AXのX軸座標及びY軸座標がワーク100の中心座標Xc、Ycに一致するようにヘッド位置調整機構7を駆動する。これにより、検査ヘッド16の軸線AXがワーク100の中心Cに位置決めされる。ステップS7にて位置決めを完了した後、演算処理部62は今回のルーチンを終了する。
【0034】
以上の手順で検査ヘッド16がワーク100に対して位置決めされた後、ミラー保持筒21が一旦取り外され、その内部にミラー18が装着されてミラー保持筒21が再度取り付けられる。その後、LD11から検査光を射出させつつ、直線駆動機構30及び回転駆動機構40にて検査ヘッド16を軸線方向及び周方向に駆動することにより、検査ヘッド16の軸線AXをワーク100の中心と一致させた状態で内周面100aを検査することができる。検査過程ではヘッド位置調整機構7は駆動されず、X軸方向及びY軸方向に関して検査ヘッド16は定位置に保持される。
【0035】
以上の形態によれば、ワーク100を二軸方向に走査して反射光の光量を検出することによって、検査ヘッド16の軸線AXをワーク100の中心位置Cに位置決めすることができるので、芯出し調整に要する負担を軽減し、その作業の効率化を図ることができる。ダイヤルゲージ等の計測器具、あるいは治具も必要とされない。なお、上述した芯出し調整ルーチンは、ワーク100を検査する毎に実施されるものではなく、例えば形状及び寸法が等しい多数のワーク100を1個ずつ順に検査する場合には、一定数のワーク100が検査される毎に定期的に実施されてもよい。
【0036】
以上の形態においては、演算処理部60がステップS1及びS4を実行することにより走査制御手段として機能し、ステップS3、S5、S6を実行することにより演算手段として機能し、ステップS7を実行することにより位置決め制御手段として機能する。また、演算処理部60は、ステップS3において第1の座標判別手段として機能し、ステップS5において第2の座標判別手段として機能し、ステップS6において中間点演算手段として機能する。さらに、演算処理部60は、ステップS2及びS8を実行することによりエラー処理手段として機能する。また、ステップS1が第1の走査工程に、ステップS3が第2の走査工程に、ステップS3、S5及びS6が演算工程に、ステップS7が位置決め工程にそれぞれ相当し、さらには、ステップS3が第1の座標判別工程、ステップS5が第2の座標判別工程に、ステップS6が中間点座標演算工程にそれぞれ相当する。
【0037】
本発明は上述した形態に限定されることなく、種々の形態にて実施されてよい。例えば、検査光の照射及び反射光の受光のための検出手段の構成は上記の形態に限るものではなく、検査ヘッドの外周から検査光を被検査物に照射し、反射光を検査ヘッドを介して受光できるものであれば適宜に変更可能である。直線駆動手段、及び回転駆動手段の構成も図示の形態に限らず適宜に変更してよい。検査ヘッドは、ミラー保持筒からミラーを取り外すことによって軸線方向に検査光を照射できるものに限定されない。検査ヘッドは、ミラーを検査光の光路から退避させることにより、検査光を軸線方向に照射できる構成であってもよい。検査光の光路を外周側に変更する手段としては、ミラーに限らず、プリズム等の各種の光学部品を用いてよい。ヘッド位置調整手段は、検査ヘッドを被検査物に対して第1の軸方向及び第2の軸方向にそれぞれ移動させる構成に限らない。例えば、いずれか一方の軸方向又は両方向に関して被検査物を移動させるようにヘッド位置調整手段を構成してもよい。被検査物は円筒形状のワークに限定されず、例えば、自動車のオートマチックトランスミッションのバルブボディ、ブレーキマスタシリンダ等を被検査物としてもよい。すなわち、少なくとも一つの内周面を有する限りにおいて、各種の被検査物を本発明の表面検査装置の検査対象とすることができる。
【図面の簡単な説明】
【0038】
【図1】本発明の一形態に係る表面検査装置の概略構成を示す図。
【図2】検査ヘッドの先端部から照射された検査光がワークの穴を通過する様子を示す図。
【図3】検査ヘッドの先端部から照射された検査光がワークの端面で反射する様子を示す図。
【図4A】ワークを検査光でX軸方向に走査したときに検出される内周面の輪郭上の二点を示す図。
【図4B】ワークを検査光でY軸方向に走査したときに検出される内周面の輪郭上の二点を示す図。
【図4C】X軸方向及びY軸方向で検出された内周面の輪郭上の点からワークの中心位置を幾何学的に求める方法を示す図。
【図5】演算処理部が実行する芯出し調整ルーチンを示すフローチャート。
【符号の説明】
【0039】
1 表面検査装置
2 検査機構
5 検出ユニット(検出手段)
6 駆動ユニット
7 ヘッド位置調整機構(ヘッド位置調整手段)
11 レーザダイオード
12 フォトディテクタ
13 投光ファイバ
14 受光ファイバ
15 保持筒
16 検査ヘッド
18 ミラー
20 ヘッド本体
21 ミラー保持筒
30 直線駆動機構(直線駆動手段)
31 ベース
40 回転駆動機構(回転駆動手段)
50 焦点調節機構
60 演算処理部(走査制御手段、演算手段、位置決め制御手段)
100 ワーク(被検査物)
100a 内周面
100b 端面
AX 検査ヘッドの軸線
B1 軸線方向に照射される検査光
B2 軸線方向に返される反射光
C ワークの中心位置
【特許請求の範囲】
【請求項1】
軸状に延びる検査ヘッドの外周から被検査物の内周面に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段と、前記検査ヘッドを軸線方向に移動させる直線駆動手段と、前記検査ヘッドをその軸線の回りに回転させる回転駆動手段と、を備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、
前記検査ヘッドを前記被検査物に対して前記軸線方向とそれぞれ直交する第1の軸方向及び第2の軸方向に相対的に移動させるヘッド位置調整手段と、
前記第1の軸方向及び前記第2の軸方向のそれぞれに関して、前記検査ヘッドの先端から軸線方向に射出される検査光により前記被検査物が前記内周面の輪郭上の二点を含む範囲にて走査されるように前記ヘッド位置調整手段の動作を制御する走査制御手段と、
前記第1及び第2軸方向の走査時に前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置を演算する演算手段と、
前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記ヘッド位置調整手段の動作を制御する位置決め制御手段と、
を備えたことを特徴とする表面検査装置。
【請求項2】
前記演算手段は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標を判別する第1の座標判別手段と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標を判別する第2の座標判別手段と、前記第1の座標判別手段が判別した二点の座標の中間点の前記第1の軸方向における座標及び前記第2の座標判別手段が判別した二点の座標の中間点の前記第2の軸方向における座標を前記中心位置の座標として演算する中心座標演算手段と、を備えていることを特徴とする請求項1に記載の表面検査装置。
【請求項3】
前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理手段をさらに備えたことを特徴とする請求項1又は2に記載の表面検査装置。
【請求項4】
前記検出手段、前記直線駆動手段及び前記回転駆動手段が共通のベース上に配置され、前記ヘッド位置調整手段は、前記ベースを、前記第1及び第2の軸方向のうち少なくともいずれか一方の方向に移動させることを特徴とする請求項1〜3のいずれか一項に記載の表面検査装置。
【請求項5】
軸状に延びる検査ヘッドの外周から被検査物の内周面に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段と、前記検査ヘッドを軸線方向に移動させる直線駆動手段と、前記検査ヘッドをその軸線の回りに回転させる回転駆動手段と、を備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、前記検査ヘッドの軸線を前記被検査物の前記内周面の半径方向に関する中心位置と一致させるための検査ヘッドの芯出し調整方法であって、
前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交する第1の軸方向に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第1の走査工程と、
前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交しかつ前記第1の軸方向とは異なる第2の軸方向に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第2の走査工程と、
前記第1及び第2の走査工程で前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置を演算する演算工程と、
前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記検査ヘッドと前記被検査物とを相対移動させる位置決め工程と、
を備えたことを特徴とする検査ヘッドの芯出し調整方法。
【請求項6】
前記演算工程は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標を判別する第1の座標判別工程と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標を判別する第2の座標判別工程と、前記第1の座標判別工程で判別した二点の座標の中間点の前記第1の軸方向における座標及び前記第2の座標判別工程で判別した二点の座標の中間点の前記第2の軸方向における座標を前記中心位置の座標として演算する中心座標演算工程と、を備えていることを特徴とする請求項5に記載の芯出し調整方法。
【請求項7】
前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理工程をさらに備えたことを特徴とする請求項5又は6に記載の芯出し調整方法。
【請求項8】
前記第1の走査工程、前記第2の走査工程、及び前記位置決め工程のそれぞれでは、前記検出手段、前記直線駆動手段及び前記回転駆動手段を前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に一体的に移動させることを特徴とする請求項5〜7のいずれか一項に記載の芯出し調整方法。
【請求項1】
軸状に延びる検査ヘッドの外周から被検査物の内周面に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段と、前記検査ヘッドを軸線方向に移動させる直線駆動手段と、前記検査ヘッドをその軸線の回りに回転させる回転駆動手段と、を備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、
前記検査ヘッドを前記被検査物に対して前記軸線方向とそれぞれ直交する第1の軸方向及び第2の軸方向に相対的に移動させるヘッド位置調整手段と、
前記第1の軸方向及び前記第2の軸方向のそれぞれに関して、前記検査ヘッドの先端から軸線方向に射出される検査光により前記被検査物が前記内周面の輪郭上の二点を含む範囲にて走査されるように前記ヘッド位置調整手段の動作を制御する走査制御手段と、
前記第1及び第2軸方向の走査時に前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置を演算する演算手段と、
前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記ヘッド位置調整手段の動作を制御する位置決め制御手段と、
を備えたことを特徴とする表面検査装置。
【請求項2】
前記演算手段は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標を判別する第1の座標判別手段と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標を判別する第2の座標判別手段と、前記第1の座標判別手段が判別した二点の座標の中間点の前記第1の軸方向における座標及び前記第2の座標判別手段が判別した二点の座標の中間点の前記第2の軸方向における座標を前記中心位置の座標として演算する中心座標演算手段と、を備えていることを特徴とする請求項1に記載の表面検査装置。
【請求項3】
前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理手段をさらに備えたことを特徴とする請求項1又は2に記載の表面検査装置。
【請求項4】
前記検出手段、前記直線駆動手段及び前記回転駆動手段が共通のベース上に配置され、前記ヘッド位置調整手段は、前記ベースを、前記第1及び第2の軸方向のうち少なくともいずれか一方の方向に移動させることを特徴とする請求項1〜3のいずれか一項に記載の表面検査装置。
【請求項5】
軸状に延びる検査ヘッドの外周から被検査物の内周面に向かって検査光を照射するとともに、該検査光の照射に対する前記被検査物からの反射光を前記検査ヘッドを介して受光し、該反射光の光量に対応した信号を出力する検出手段と、前記検査ヘッドを軸線方向に移動させる直線駆動手段と、前記検査ヘッドをその軸線の回りに回転させる回転駆動手段と、を備え、前記検査ヘッドが、先端から前記軸線方向に検査光を照射し、その照射に対して前記軸線方向に戻る反射光を受光できるように構成された表面検査装置において、前記検査ヘッドの軸線を前記被検査物の前記内周面の半径方向に関する中心位置と一致させるための検査ヘッドの芯出し調整方法であって、
前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交する第1の軸方向に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第1の走査工程と、
前記検査ヘッドから前記軸線方向に検査光を射出させた状態で、該検査ヘッドを前記被検査物に対して前記軸線方向と直交しかつ前記第1の軸方向とは異なる第2の軸方向に相対的に移動させることにより、前記内周面の輪郭上の二点を含む範囲にて前記被検査物を前記検査光により走査する第2の走査工程と、
前記第1及び第2の走査工程で前記検出手段からそれぞれ出力される信号に基づいて、前記被検査物の前記内周面の半径方向に関する中心位置を演算する演算工程と、
前記演算された中心位置に前記検査ヘッドの軸線が一致するように前記検査ヘッドと前記被検査物とを相対移動させる位置決め工程と、
を備えたことを特徴とする検査ヘッドの芯出し調整方法。
【請求項6】
前記演算工程は、前記第1の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第1の軸方向における前記内周面の輪郭上の二点の座標を判別する第1の座標判別工程と、前記第2の軸方向に関する走査に対応した前記検出手段の出力信号に基づいて当該第2の軸方向における前記内周面の輪郭上の二点の座標を判別する第2の座標判別工程と、前記第1の座標判別工程で判別した二点の座標の中間点の前記第1の軸方向における座標及び前記第2の座標判別工程で判別した二点の座標の中間点の前記第2の軸方向における座標を前記中心位置の座標として演算する中心座標演算工程と、を備えていることを特徴とする請求項5に記載の芯出し調整方法。
【請求項7】
前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に関する走査時に、前記検出手段から所定光量以上の反射光に対応した信号が出力されない場合、前記検査ヘッドの軸線と前記被検査物の内周面の軸線とが非平行な状態にあることを示すエラー信号を出力するエラー処理工程をさらに備えたことを特徴とする請求項5又は6に記載の芯出し調整方法。
【請求項8】
前記第1の走査工程、前記第2の走査工程、及び前記位置決め工程のそれぞれでは、前記検出手段、前記直線駆動手段及び前記回転駆動手段を前記第1及び第2の軸方向のうち、少なくともいずれか一方の方向に一体的に移動させることを特徴とする請求項5〜7のいずれか一項に記載の芯出し調整方法。
【図1】

【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図5】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図5】
【公開番号】特開2009−122060(P2009−122060A)
【公開日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願番号】特願2007−298880(P2007−298880)
【出願日】平成19年11月19日(2007.11.19)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【出願人】(505216449)株式会社 KTSオプティクス (17)
【Fターム(参考)】
【公開日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願日】平成19年11月19日(2007.11.19)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【出願人】(505216449)株式会社 KTSオプティクス (17)
【Fターム(参考)】
[ Back to top ]