
表面欠陥検出装置および表面欠陥検出方法
【課題】地合の変動による表面画像における輝度の度数分布に適合した閾値を設定することにより、表面欠陥の検出精度を向上させる。
【解決手段】撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出部42と、算出された特徴量に基づき輝度の閾値を設定する閾値設定部43と、設定された閾値に基づき撮像により得られた画像における欠陥画素を検出する欠陥検出部45と、を備える。
【解決手段】撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出部42と、算出された特徴量に基づき輝度の閾値を設定する閾値設定部43と、設定された閾値に基づき撮像により得られた画像における欠陥画素を検出する欠陥検出部45と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属板等の表面欠陥検出装置および表面欠陥検出方法に関し、特に、材質や表面処理等により異なる地合を有する鋼板等の表面欠陥検出装置および表面欠陥検出方法に関する。
【背景技術】
【0002】
従来の鋼板等の表面欠陥検出方法として、製造ライン上で移動する鋼板等の表面を照明装置で照明し、CCDカメラ等の撮像装置を用いて得られる画像データに対して画像処理を実行し、予め設定された輝度閾値を用いて欠陥部を検出する光学的検査方法がある。
【0003】
そして、表面欠陥部の検出精度を向上させるために工夫された検査方法も提案されている。例えば、特許文献1は、鋼板の表面画像1フレームにおける輝度の分散を検出し、検出された輝度の分散状態に応じて閾値を設定することにより、鋼板の欠陥を検出する方法を提案している。この特許文献1に記載の技術によれば、検査対象の鋼板表面において地合が大きく変動した場合においては、上側閾値を上げ、下側閾値を下げることによって過検出を抑制し、異常部として検出される個数を一定にすることにより、重度な欠陥の未検出を防止することが可能となる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−214149号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、鋼板の表面画像における輝度の度数分布は、地合の変動が大きい場合には、必ずしも正規分布とならない。このため、輝度の分散のみによって設定される上側閾値と下側閾値において不整合が生じて適正な閾値設定とならず、欠陥の検出精度の向上を図ることができないことがある。
【0006】
本発明は、上記に鑑みてなされたものであって、地合の変動による表面画像における輝度の度数分布に適合した閾値を設定することにより、表面欠陥の検出精度を向上させることができる表面欠陥検出装置および表面欠陥検出方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明にかかる表面欠陥検出装置は、照明された被検査面を撮像する撮像手段と、撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出手段と、算出された特徴量に基づき輝度の閾値を設定する閾値設定手段と、設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出手段と、を備えることを特徴とする。
【0008】
また、本発明にかかる表面欠陥検出装置は、上記発明において、前記閾値設定手段は、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする。
【0009】
また、本発明にかかる表面欠陥検出装置は、上記発明において、撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割手段をさらに備え、前記特徴量算出手段、前記閾値設定手段および前記欠陥検出手段は、分割された画素領域毎に各々の処理を実行することを特徴とする。
【0010】
また、本発明にかかる表面欠陥検出装置は、上記発明において、前記画像分割手段は、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域として複数に分割し、前記特徴量算出手段および前記閾値設定手段は、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、前記欠陥検出手段は、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする。
【0011】
また、本発明にかかる表面欠陥検出装置は、上記発明において、前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする。
【0012】
また、本発明にかかる表面欠陥検出方法は、照明された被検査面を撮像手段により撮像する撮像ステップと、撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出ステップと、算出された特徴量に基づき輝度の閾値を設定する閾値設定ステップと、設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出ステップと、を含むことを特徴とする。
【0013】
また、本発明にかかる表面欠陥検出方法は、上記発明において、前記閾値設定ステップは、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする。
【0014】
また、本発明にかかる表面欠陥検出方法は、上記発明において、撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割ステップをさらに備え、前記特徴量算出ステップ、前記閾値設定ステップおよび前記欠陥検出ステップは、分割された画素領域毎に各々の処理を実行することを特徴とする。
【0015】
また、本発明にかかる表面欠陥検出方法は、上記発明において、前記画像分割ステップは、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域群として複数に分割し、前記特徴量算出ステップおよび前記閾値設定ステップは、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、前記欠陥検出ステップは、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする。
【0016】
また、本発明にかかる表面欠陥検出方法は、上記発明において、前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする。
【発明の効果】
【0017】
本発明によれば、地合の変動による表面画像における輝度の度数分布に適合した閾値を設定することにより、表面欠陥の検出精度を向上させることができる表面欠陥検出装置および表面欠陥検出方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】図1は、本実施の形態の欠陥検出装置を示す概略構成図である。
【図2】図2は、フレーム画像の分割の一例を示す説明図である。
【図3】図3は、一つの画素領域に含まれる全画素の輝度における度数分布の一例を示す特性図である。
【図4】図4は、上側係数k´over、下側係数k´underと特徴量との相関の一例を示す特性図である。
【図5】図5は、変形例の画像処理装置の構成例を示す概略ブロック図である。
【図6】図6は、異なるサイズA,Bによるフレーム画像の分割例を示す説明図である。
【発明を実施するための形態】
【0019】
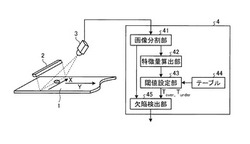
以下に、本発明にかかる実施の形態を図面を参照して詳細に説明する。本実施の形態は、一例として圧延搬送される鋼板1の表面欠陥検出への適用例を示す。なお、この実施の形態によりこの発明が限定されるものではなく、例えば鋼板以外の表面欠陥検出にも適用可能である。図1は、本実施の形態の欠陥検出装置を示す概略構成図である。本実施の形態の欠陥検出装置は、照明装置2、撮像装置3および画像処理装置4を備える。照明装置2は、Y方向に圧延搬送される鋼板1の被検査面となる表面にスリット光を照射する。撮像装置3は、主走査方向XがY方向に直交するように配設された1次元CCDカメラ等からなり、照明装置2により照明されて鋼板1の表面で乱反射される光を受光することにより鋼板1の表面についての画像を取得する。このとき、鋼板1は、副走査方向(Y方向)に順次搬送されるので、撮像装置3は2次元的に鋼板1の表面を読み取ることとなり、撮像装置3からは所定サイズのフレーム画像が順次出力され、メモリに格納される。
【0020】
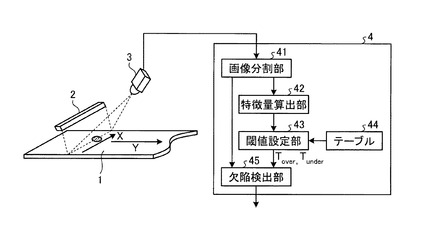
画像処理装置4は、撮像装置3から順次得られるフレーム画像に対して所定の処理を行うことにより、鋼板1の表面における陥没した欠陥や突出した欠陥の検出を行う。この画像処理装置4は、画像分割部41と特徴量算出部42と閾値設定部43と相関テーブル44と欠陥検出部45とを備える。
【0021】
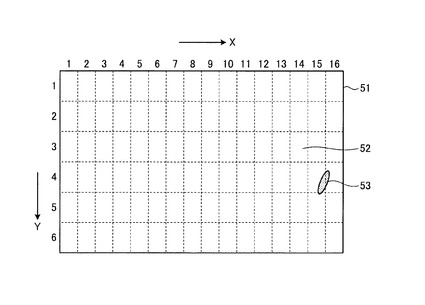
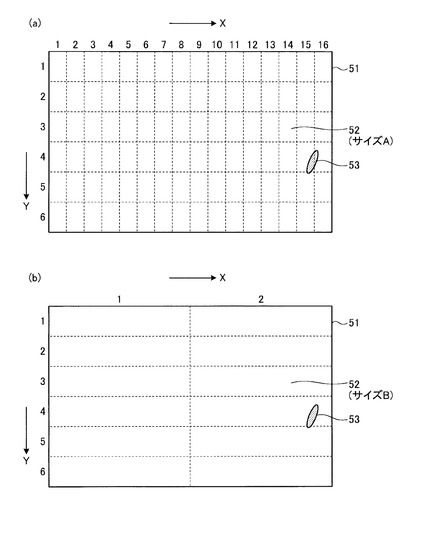
画像分割部41は、撮像装置3により撮像されてメモリに格納されたフレーム画像を縦横に並列される複数の画素領域に分割する処理を実行する。図2は、フレーム画像51の分割の一例を示す説明図である。図示例は、フレーム画像51を主走査方向Xに16分割し、副走査方向(Y方向)に6分割し、合計96個の画素領域52に分割している例を示している。なお、53は、欠陥である。
【0022】
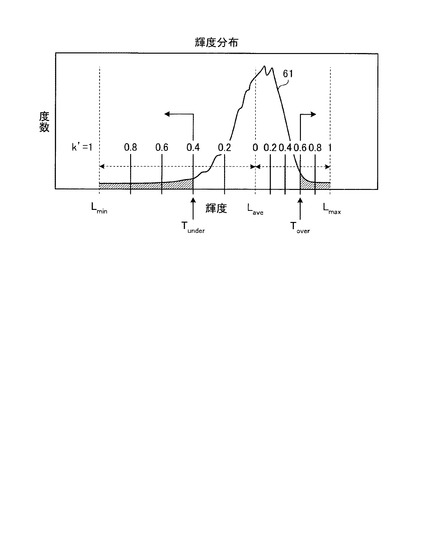
図3は、このように分割された一つの画素領域52に含まれる全画素の輝度における度数分布の一例を示す特性図である。この輝度の度数分布61において、陥没した欠陥部(例えば、ヘゲ、ブロ、縦割れ、耳ヒビなど)の輝度分布は輝度の低い範囲に分布する。これは、照明装置2により照明された光が陥没した欠陥部に吸収され、撮像装置3に受光されないことに起因する。一方、突出した欠陥部(例えば、バリ押し、絞りなど)の輝度分布61は、輝度の高い範囲に分布する。これは、照明装置2により照射された光が突出した欠陥部により正反射あるいはそれに近い状態で反射したことにより、撮像装置3に照度の高い光を受光したことに起因する。つまり、鋼板1の表面について欠陥53を検出するためには、基本的には、欠陥検出部45に対して輝度の度数分布61において上側閾値Toverと下側閾値Tunderとを適正に設定し、上側閾値Toverよりも輝度の高い範囲、下側閾値Tunderよりも輝度の低い範囲に含まれる画素を抽出することにより、欠陥53の検出が可能である。
【0023】
ここで、従来の欠陥検出技術としては、分割された画素領域の輝度における分散σ2を用いて、
上側閾値Tover=Lave+kσ2 (1)
下側閾値Tunder=Lave−kσ2 (2)
を設定し、欠陥の検出を行っていた。なお、Laveは平均輝度を示すLバーを意味するものとする(本明細書においては、以下同様とする)。また、kは所定の係数である。
【0024】
しかしながら、鋼板表面における輝度の度数分布は、平均輝度Laveに対して正規分布のような等方的な分布傾向とはならないため、分散σ2のみで上側閾値Toverと下側閾値Tunderとを設定した場合、鋼板表面の地合に不適合な閾値設定となってしまう。
【0025】
そこで、本実施の形態では、輝度の度数分布61が平均輝度Laveに対して等方的でない場合に、図3に示す上側閾値Toverと下側閾値Tunderとを、平均輝度Lave、最大輝度Lmax、最小輝度Lminを用いて、
上側閾値Tover=Lave+k´over|Lmax−Lave| (3)
下側閾値Tunder=Lave+k´under|Lmin−Lave| (4)
(k´over、k´underは、所定の係数である)
と設定することにより、鋼板1の表面における輝度の度数分布61を反映した閾値設定を可能としたものである。ここで、このような上側閾値Toverと下側閾値Tunderとの自動設定を行うため、係数k´over、k´underを目視検査の判定結果に適合した値に設定する。
【0026】
このため、まず、平均輝度Lave、標準偏差輝度σ、最大輝度Lmax、最小輝度Lminを用いて特徴量|Lave−Lmax|÷σおよび|Lave−Lmin|÷σを算出する。ここで、度数の分布にはバラツキがあるので、標準偏差輝度σは、正規分布にフィッティングした後の値が用いられる。そして、目視検査により得られる閾値における係数k´over、k´underと算出された特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関を求めて、直線近似することにより、
k´over=α|Lave−Lmax|÷σ+β (5)
k´under=α´|Lave−Lmin|÷σ+β´ (6)
(α、β、α´、β´は任意の定数である)
なる関係式が得られたものである。
【0027】
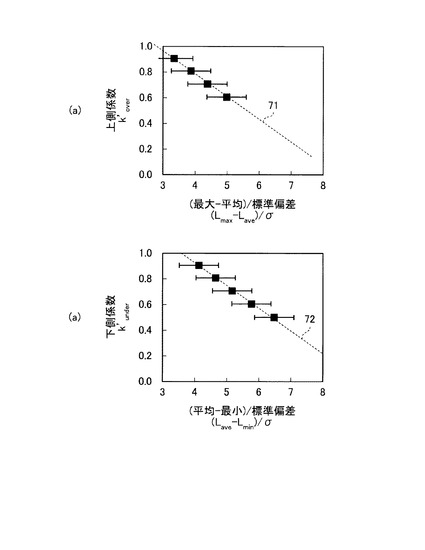
図4は、上側係数k´over、下側係数k´underと特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関の一例を示す特性図である。本実施の形態では、このように目視検査による上側係数k´over、下側係数k´underと特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの間には所定の相関関係があることを見出したものであり、図示例では、(5)式の関係式を示す直線71の相関係数は、α=−0.97、(6)式の関係式を示す直線72の相関係数は、α´=−0.97となったものである。相関テーブル44は、目視検査の結果に基づくこのような上側係数k´over、下側係数k´underと特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関関係を予め記憶したメモリである。
【0028】
そこで、本実施の形態では、欠陥検出に際して、まず、特徴量算出部42により、画素領域52毎に、平均輝度Lave、標準偏差輝度σ、最大輝度Lmax、最小輝度Lminを用いて特徴量|Lave−Lmax|÷σおよび|Lave−Lmin|÷σを算出する。そして、閾値設定部43は、算出された特徴量|Lave−Lmax|÷σおよび|Lave−Lmin|÷σを用いて相関テーブル44を参照し、関係式(5),(3)、(6),(4)を各々用いることにより、上側閾値Toverと下側閾値Tunderとを算出して欠陥検出部45に対して自動設定する。
【0029】
これにより、鋼板1の表面の地合の変動に適合した上側閾値Tover、下側閾値Tunderの設定が可能となり、地合の変動の大きい鋼板1においても、目視検査に近い欠陥53の検出が可能となる。特に、本実施の形態では、フレーム画像について分割された画素領域52毎に各々の処理を実行するようにしているので、局所的に地合の変動が大きい場合でも、局所的な地合の変動が大きい領域に対応した適正な上側閾値Tover、下側閾値Tunderの設定が可能となる。
【0030】
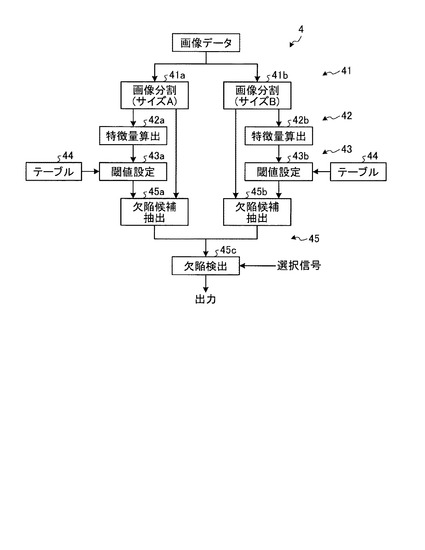
図5は、変形例の画像処理装置4の構成例を示す概略ブロック図である。本実施の形態では、画像分割部41により1種類のサイズの画素領域52に分割するようにしたが、図5に示すように、撮像により得られた一つのフレーム画像に対して画像分割部41a、41bの並行処理により異なるサイズA,Bの画素領域52として各々複数に分割するようにしてもよい。図6は、異なるサイズA,Bによるフレーム画像の分割例を示す説明図である。
【0031】
そして、特徴量算出部42a、42bおよび閾値設定部43a、43bを用いて、分割された異なるサイズA,Bの画素領域52毎に各々の処理を並行して実行する。さらに、欠陥検出部45では、分割された異なるサイズA,Bの画素領域52毎に欠陥候補抽出部45a、45bにより各々上側閾値Tover、下側閾値Tunderを用いて該当する画素の集まりを欠陥53の候補として抽出し、このような異なる分割サイズA,Bによる処理結果を最終的に欠陥検出部45cにおいて選択信号に応じて選択的に用いるようにする。すなわち、検出したい欠陥に対応する選択信号に応じて、分割サイズAによる処理結果を用いたり、分割サイズBによる処理結果を用いたり、分割サイズA,B双方による処理結果を用いたりすればよい。
【0032】
なお、分割サイズAは、図6(a)に示すように、図2に示したサイズと同じであり、たとえば主走査方向Xが27.5mmであり、副走査方向Yが110mmである。これに対し、分割サイズBは、図6(b)に示すように、分割サイズAを主走査方向Xに8倍広げたサイズであり、たとえば主走査方向Xが220mmであり、副走査方向Yが110mmである。
【0033】
これにより、特定の欠陥種(例えば、ヘゲ、しぼり、ブロなど)において検出率が向上する画素領域52のサイズがあった場合に、欠陥検出としてそのサイズの処理結果を優先的に認めることにより、欠陥の検出効率が向上することとなる。したがって、選択信号としては、例えば異常形状情報などを用いればよく、例えば異常形状情報が「大」の場合には、分割サイズB側の処理結果を用い、異常形状情報が「小」の場合には、分割サイズA側の処理結果を用いるようにすればよい。
【0034】
たとえば、分割サイズAは、欠陥面積の小さいヘゲや耳ヒビなどの欠陥に対する検出効率がよく、分割サイズBは、副走査方向Yに延びる頻度が高いブロなどの欠陥に対する検出効率がよい。すなわち、分割サイズは、分割サイズ面積に対する欠陥面積の比が所定値以下となるようにするのが好ましい。また、この際、ブロなどのように、欠陥の形状を考慮して主走査方向Xと副走査方向Yとの値を決定するとよい。
【0035】
なお、図4では、目視検査により得られる閾値における係数k´over、k´underと算出された特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関関係を直線近似による関係式として求めていたが、これに限らず、他の曲線近似、たとえば多項式近似などの関係式であってもよい。
【符号の説明】
【0036】
1 鋼板
3 撮像装置
41 画像分割部
42 特徴量算出部
43 閾値設定部
45 欠陥検出部
【技術分野】
【0001】
本発明は、金属板等の表面欠陥検出装置および表面欠陥検出方法に関し、特に、材質や表面処理等により異なる地合を有する鋼板等の表面欠陥検出装置および表面欠陥検出方法に関する。
【背景技術】
【0002】
従来の鋼板等の表面欠陥検出方法として、製造ライン上で移動する鋼板等の表面を照明装置で照明し、CCDカメラ等の撮像装置を用いて得られる画像データに対して画像処理を実行し、予め設定された輝度閾値を用いて欠陥部を検出する光学的検査方法がある。
【0003】
そして、表面欠陥部の検出精度を向上させるために工夫された検査方法も提案されている。例えば、特許文献1は、鋼板の表面画像1フレームにおける輝度の分散を検出し、検出された輝度の分散状態に応じて閾値を設定することにより、鋼板の欠陥を検出する方法を提案している。この特許文献1に記載の技術によれば、検査対象の鋼板表面において地合が大きく変動した場合においては、上側閾値を上げ、下側閾値を下げることによって過検出を抑制し、異常部として検出される個数を一定にすることにより、重度な欠陥の未検出を防止することが可能となる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−214149号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、鋼板の表面画像における輝度の度数分布は、地合の変動が大きい場合には、必ずしも正規分布とならない。このため、輝度の分散のみによって設定される上側閾値と下側閾値において不整合が生じて適正な閾値設定とならず、欠陥の検出精度の向上を図ることができないことがある。
【0006】
本発明は、上記に鑑みてなされたものであって、地合の変動による表面画像における輝度の度数分布に適合した閾値を設定することにより、表面欠陥の検出精度を向上させることができる表面欠陥検出装置および表面欠陥検出方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明にかかる表面欠陥検出装置は、照明された被検査面を撮像する撮像手段と、撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出手段と、算出された特徴量に基づき輝度の閾値を設定する閾値設定手段と、設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出手段と、を備えることを特徴とする。
【0008】
また、本発明にかかる表面欠陥検出装置は、上記発明において、前記閾値設定手段は、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする。
【0009】
また、本発明にかかる表面欠陥検出装置は、上記発明において、撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割手段をさらに備え、前記特徴量算出手段、前記閾値設定手段および前記欠陥検出手段は、分割された画素領域毎に各々の処理を実行することを特徴とする。
【0010】
また、本発明にかかる表面欠陥検出装置は、上記発明において、前記画像分割手段は、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域として複数に分割し、前記特徴量算出手段および前記閾値設定手段は、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、前記欠陥検出手段は、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする。
【0011】
また、本発明にかかる表面欠陥検出装置は、上記発明において、前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする。
【0012】
また、本発明にかかる表面欠陥検出方法は、照明された被検査面を撮像手段により撮像する撮像ステップと、撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出ステップと、算出された特徴量に基づき輝度の閾値を設定する閾値設定ステップと、設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出ステップと、を含むことを特徴とする。
【0013】
また、本発明にかかる表面欠陥検出方法は、上記発明において、前記閾値設定ステップは、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする。
【0014】
また、本発明にかかる表面欠陥検出方法は、上記発明において、撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割ステップをさらに備え、前記特徴量算出ステップ、前記閾値設定ステップおよび前記欠陥検出ステップは、分割された画素領域毎に各々の処理を実行することを特徴とする。
【0015】
また、本発明にかかる表面欠陥検出方法は、上記発明において、前記画像分割ステップは、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域群として複数に分割し、前記特徴量算出ステップおよび前記閾値設定ステップは、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、前記欠陥検出ステップは、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする。
【0016】
また、本発明にかかる表面欠陥検出方法は、上記発明において、前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする。
【発明の効果】
【0017】
本発明によれば、地合の変動による表面画像における輝度の度数分布に適合した閾値を設定することにより、表面欠陥の検出精度を向上させることができる表面欠陥検出装置および表面欠陥検出方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】図1は、本実施の形態の欠陥検出装置を示す概略構成図である。
【図2】図2は、フレーム画像の分割の一例を示す説明図である。
【図3】図3は、一つの画素領域に含まれる全画素の輝度における度数分布の一例を示す特性図である。
【図4】図4は、上側係数k´over、下側係数k´underと特徴量との相関の一例を示す特性図である。
【図5】図5は、変形例の画像処理装置の構成例を示す概略ブロック図である。
【図6】図6は、異なるサイズA,Bによるフレーム画像の分割例を示す説明図である。
【発明を実施するための形態】
【0019】
以下に、本発明にかかる実施の形態を図面を参照して詳細に説明する。本実施の形態は、一例として圧延搬送される鋼板1の表面欠陥検出への適用例を示す。なお、この実施の形態によりこの発明が限定されるものではなく、例えば鋼板以外の表面欠陥検出にも適用可能である。図1は、本実施の形態の欠陥検出装置を示す概略構成図である。本実施の形態の欠陥検出装置は、照明装置2、撮像装置3および画像処理装置4を備える。照明装置2は、Y方向に圧延搬送される鋼板1の被検査面となる表面にスリット光を照射する。撮像装置3は、主走査方向XがY方向に直交するように配設された1次元CCDカメラ等からなり、照明装置2により照明されて鋼板1の表面で乱反射される光を受光することにより鋼板1の表面についての画像を取得する。このとき、鋼板1は、副走査方向(Y方向)に順次搬送されるので、撮像装置3は2次元的に鋼板1の表面を読み取ることとなり、撮像装置3からは所定サイズのフレーム画像が順次出力され、メモリに格納される。
【0020】
画像処理装置4は、撮像装置3から順次得られるフレーム画像に対して所定の処理を行うことにより、鋼板1の表面における陥没した欠陥や突出した欠陥の検出を行う。この画像処理装置4は、画像分割部41と特徴量算出部42と閾値設定部43と相関テーブル44と欠陥検出部45とを備える。
【0021】
画像分割部41は、撮像装置3により撮像されてメモリに格納されたフレーム画像を縦横に並列される複数の画素領域に分割する処理を実行する。図2は、フレーム画像51の分割の一例を示す説明図である。図示例は、フレーム画像51を主走査方向Xに16分割し、副走査方向(Y方向)に6分割し、合計96個の画素領域52に分割している例を示している。なお、53は、欠陥である。
【0022】
図3は、このように分割された一つの画素領域52に含まれる全画素の輝度における度数分布の一例を示す特性図である。この輝度の度数分布61において、陥没した欠陥部(例えば、ヘゲ、ブロ、縦割れ、耳ヒビなど)の輝度分布は輝度の低い範囲に分布する。これは、照明装置2により照明された光が陥没した欠陥部に吸収され、撮像装置3に受光されないことに起因する。一方、突出した欠陥部(例えば、バリ押し、絞りなど)の輝度分布61は、輝度の高い範囲に分布する。これは、照明装置2により照射された光が突出した欠陥部により正反射あるいはそれに近い状態で反射したことにより、撮像装置3に照度の高い光を受光したことに起因する。つまり、鋼板1の表面について欠陥53を検出するためには、基本的には、欠陥検出部45に対して輝度の度数分布61において上側閾値Toverと下側閾値Tunderとを適正に設定し、上側閾値Toverよりも輝度の高い範囲、下側閾値Tunderよりも輝度の低い範囲に含まれる画素を抽出することにより、欠陥53の検出が可能である。
【0023】
ここで、従来の欠陥検出技術としては、分割された画素領域の輝度における分散σ2を用いて、
上側閾値Tover=Lave+kσ2 (1)
下側閾値Tunder=Lave−kσ2 (2)
を設定し、欠陥の検出を行っていた。なお、Laveは平均輝度を示すLバーを意味するものとする(本明細書においては、以下同様とする)。また、kは所定の係数である。
【0024】
しかしながら、鋼板表面における輝度の度数分布は、平均輝度Laveに対して正規分布のような等方的な分布傾向とはならないため、分散σ2のみで上側閾値Toverと下側閾値Tunderとを設定した場合、鋼板表面の地合に不適合な閾値設定となってしまう。
【0025】
そこで、本実施の形態では、輝度の度数分布61が平均輝度Laveに対して等方的でない場合に、図3に示す上側閾値Toverと下側閾値Tunderとを、平均輝度Lave、最大輝度Lmax、最小輝度Lminを用いて、
上側閾値Tover=Lave+k´over|Lmax−Lave| (3)
下側閾値Tunder=Lave+k´under|Lmin−Lave| (4)
(k´over、k´underは、所定の係数である)
と設定することにより、鋼板1の表面における輝度の度数分布61を反映した閾値設定を可能としたものである。ここで、このような上側閾値Toverと下側閾値Tunderとの自動設定を行うため、係数k´over、k´underを目視検査の判定結果に適合した値に設定する。
【0026】
このため、まず、平均輝度Lave、標準偏差輝度σ、最大輝度Lmax、最小輝度Lminを用いて特徴量|Lave−Lmax|÷σおよび|Lave−Lmin|÷σを算出する。ここで、度数の分布にはバラツキがあるので、標準偏差輝度σは、正規分布にフィッティングした後の値が用いられる。そして、目視検査により得られる閾値における係数k´over、k´underと算出された特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関を求めて、直線近似することにより、
k´over=α|Lave−Lmax|÷σ+β (5)
k´under=α´|Lave−Lmin|÷σ+β´ (6)
(α、β、α´、β´は任意の定数である)
なる関係式が得られたものである。
【0027】
図4は、上側係数k´over、下側係数k´underと特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関の一例を示す特性図である。本実施の形態では、このように目視検査による上側係数k´over、下側係数k´underと特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの間には所定の相関関係があることを見出したものであり、図示例では、(5)式の関係式を示す直線71の相関係数は、α=−0.97、(6)式の関係式を示す直線72の相関係数は、α´=−0.97となったものである。相関テーブル44は、目視検査の結果に基づくこのような上側係数k´over、下側係数k´underと特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関関係を予め記憶したメモリである。
【0028】
そこで、本実施の形態では、欠陥検出に際して、まず、特徴量算出部42により、画素領域52毎に、平均輝度Lave、標準偏差輝度σ、最大輝度Lmax、最小輝度Lminを用いて特徴量|Lave−Lmax|÷σおよび|Lave−Lmin|÷σを算出する。そして、閾値設定部43は、算出された特徴量|Lave−Lmax|÷σおよび|Lave−Lmin|÷σを用いて相関テーブル44を参照し、関係式(5),(3)、(6),(4)を各々用いることにより、上側閾値Toverと下側閾値Tunderとを算出して欠陥検出部45に対して自動設定する。
【0029】
これにより、鋼板1の表面の地合の変動に適合した上側閾値Tover、下側閾値Tunderの設定が可能となり、地合の変動の大きい鋼板1においても、目視検査に近い欠陥53の検出が可能となる。特に、本実施の形態では、フレーム画像について分割された画素領域52毎に各々の処理を実行するようにしているので、局所的に地合の変動が大きい場合でも、局所的な地合の変動が大きい領域に対応した適正な上側閾値Tover、下側閾値Tunderの設定が可能となる。
【0030】
図5は、変形例の画像処理装置4の構成例を示す概略ブロック図である。本実施の形態では、画像分割部41により1種類のサイズの画素領域52に分割するようにしたが、図5に示すように、撮像により得られた一つのフレーム画像に対して画像分割部41a、41bの並行処理により異なるサイズA,Bの画素領域52として各々複数に分割するようにしてもよい。図6は、異なるサイズA,Bによるフレーム画像の分割例を示す説明図である。
【0031】
そして、特徴量算出部42a、42bおよび閾値設定部43a、43bを用いて、分割された異なるサイズA,Bの画素領域52毎に各々の処理を並行して実行する。さらに、欠陥検出部45では、分割された異なるサイズA,Bの画素領域52毎に欠陥候補抽出部45a、45bにより各々上側閾値Tover、下側閾値Tunderを用いて該当する画素の集まりを欠陥53の候補として抽出し、このような異なる分割サイズA,Bによる処理結果を最終的に欠陥検出部45cにおいて選択信号に応じて選択的に用いるようにする。すなわち、検出したい欠陥に対応する選択信号に応じて、分割サイズAによる処理結果を用いたり、分割サイズBによる処理結果を用いたり、分割サイズA,B双方による処理結果を用いたりすればよい。
【0032】
なお、分割サイズAは、図6(a)に示すように、図2に示したサイズと同じであり、たとえば主走査方向Xが27.5mmであり、副走査方向Yが110mmである。これに対し、分割サイズBは、図6(b)に示すように、分割サイズAを主走査方向Xに8倍広げたサイズであり、たとえば主走査方向Xが220mmであり、副走査方向Yが110mmである。
【0033】
これにより、特定の欠陥種(例えば、ヘゲ、しぼり、ブロなど)において検出率が向上する画素領域52のサイズがあった場合に、欠陥検出としてそのサイズの処理結果を優先的に認めることにより、欠陥の検出効率が向上することとなる。したがって、選択信号としては、例えば異常形状情報などを用いればよく、例えば異常形状情報が「大」の場合には、分割サイズB側の処理結果を用い、異常形状情報が「小」の場合には、分割サイズA側の処理結果を用いるようにすればよい。
【0034】
たとえば、分割サイズAは、欠陥面積の小さいヘゲや耳ヒビなどの欠陥に対する検出効率がよく、分割サイズBは、副走査方向Yに延びる頻度が高いブロなどの欠陥に対する検出効率がよい。すなわち、分割サイズは、分割サイズ面積に対する欠陥面積の比が所定値以下となるようにするのが好ましい。また、この際、ブロなどのように、欠陥の形状を考慮して主走査方向Xと副走査方向Yとの値を決定するとよい。
【0035】
なお、図4では、目視検査により得られる閾値における係数k´over、k´underと算出された特徴量|Lave−Lmax|÷σ、|Lave−Lmin|÷σとの相関関係を直線近似による関係式として求めていたが、これに限らず、他の曲線近似、たとえば多項式近似などの関係式であってもよい。
【符号の説明】
【0036】
1 鋼板
3 撮像装置
41 画像分割部
42 特徴量算出部
43 閾値設定部
45 欠陥検出部
【特許請求の範囲】
【請求項1】
照明された被検査面を撮像する撮像手段と、
撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出手段と、
算出された特徴量に基づき輝度の閾値を設定する閾値設定手段と、
設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出手段と、
を備えることを特徴とする表面欠陥検出装置。
【請求項2】
前記閾値設定手段は、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする請求項1に記載の表面欠陥検出装置。
【請求項3】
撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割手段をさらに備え、
前記特徴量算出手段、前記閾値設定手段および前記欠陥検出手段は、分割された画素領域毎に各々の処理を実行することを特徴とする請求項1または2に記載の表面欠陥検出装置。
【請求項4】
前記画像分割手段は、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域として複数に分割し、
前記特徴量算出手段および前記閾値設定手段は、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、
前記欠陥検出手段は、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする請求項3に記載の表面欠陥検出装置。
【請求項5】
前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする請求項1〜4のいずれか一つに記載の表面欠陥検出装置。
【請求項6】
照明された被検査面を撮像手段により撮像する撮像ステップと、
撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出ステップと、
算出された特徴量に基づき輝度の閾値を設定する閾値設定ステップと、
設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出ステップと、
を含むことを特徴とする表面欠陥検出方法。
【請求項7】
前記閾値設定ステップは、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする請求項6に記載の表面欠陥検出方法。
【請求項8】
撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割ステップをさらに含み、
前記特徴量算出ステップ、前記閾値設定ステップおよび前記欠陥検出ステップは、分割された画素領域毎に各々の処理を実行することを特徴とする請求項6または7に記載の表面欠陥検出方法。
【請求項9】
前記画像分割ステップは、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域群として複数に分割し、
前記特徴量算出ステップおよび前記閾値設定ステップは、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、
前記欠陥検出ステップは、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする請求項8に記載の表面欠陥検出方法。
【請求項10】
前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする請求項6〜9のいずれか一つに記載の表面欠陥検出方法。
【請求項1】
照明された被検査面を撮像する撮像手段と、
撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出手段と、
算出された特徴量に基づき輝度の閾値を設定する閾値設定手段と、
設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出手段と、
を備えることを特徴とする表面欠陥検出装置。
【請求項2】
前記閾値設定手段は、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする請求項1に記載の表面欠陥検出装置。
【請求項3】
撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割手段をさらに備え、
前記特徴量算出手段、前記閾値設定手段および前記欠陥検出手段は、分割された画素領域毎に各々の処理を実行することを特徴とする請求項1または2に記載の表面欠陥検出装置。
【請求項4】
前記画像分割手段は、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域として複数に分割し、
前記特徴量算出手段および前記閾値設定手段は、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、
前記欠陥検出手段は、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする請求項3に記載の表面欠陥検出装置。
【請求項5】
前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする請求項1〜4のいずれか一つに記載の表面欠陥検出装置。
【請求項6】
照明された被検査面を撮像手段により撮像する撮像ステップと、
撮像により得られた画像における平均輝度、標準偏差輝度、最大輝度および最小輝度に基づき、該画像の輝度の度数分布についての特徴量を算出する特徴量算出ステップと、
算出された特徴量に基づき輝度の閾値を設定する閾値設定ステップと、
設定された閾値に基づき撮像により得られた前記画像における欠陥画素を検出する欠陥検出ステップと、
を含むことを特徴とする表面欠陥検出方法。
【請求項7】
前記閾値設定ステップは、目視検査により予め得られた上側閾値と下側閾値との手動設定値と前記特徴量との相関関係に基づく関係式により、前記閾値を自動的に設定することを特徴とする請求項6に記載の表面欠陥検出方法。
【請求項8】
撮像により得られた画像を縦横に並列される複数の画素領域に分割する画像分割ステップをさらに含み、
前記特徴量算出ステップ、前記閾値設定ステップおよび前記欠陥検出ステップは、分割された画素領域毎に各々の処理を実行することを特徴とする請求項6または7に記載の表面欠陥検出方法。
【請求項9】
前記画像分割ステップは、撮像により得られた一つの画像に対して並行処理により異なるサイズの画素領域群として複数に分割し、
前記特徴量算出ステップおよび前記閾値設定ステップは、分割された異なるサイズの画素領域毎に各々の処理を並行して実行し、
前記欠陥検出ステップは、異なる分割サイズによる処理結果を選択的に用いて処理を実行することを特徴とする請求項8に記載の表面欠陥検出方法。
【請求項10】
前記特徴量は、|平均輝度−最大輝度|÷標準偏差輝度および|平均輝度−最小輝度|÷標準偏差輝度であることを特徴とする請求項6〜9のいずれか一つに記載の表面欠陥検出方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−159376(P2012−159376A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−18729(P2011−18729)
【出願日】平成23年1月31日(2011.1.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年1月31日(2011.1.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]