
表面欠陥検出装置及び表面欠陥検出方法
【課題】音響レンズにおいて漏洩波の受信を抑制しつつ欠陥からの散乱超音波を受信することで、高い分解能で欠陥を検出できる表面欠陥検出装置及び表面欠陥検出方法を提供する。
【解決手段】試料2の表層部の欠陥を検出する表面欠陥検出装置1aにおいて、試料2に表面波を発生させる表面波発生装置3aと、試料2の表層部に焦点を合わせるとともに、表層部の欠陥6で反射した表面波である反射表面波を焦点F1を介して受波する音響レンズ4と、音響レンズ4で受波された反射表面波を検出する反射表面波検出センサ5と、を備える。
【解決手段】試料2の表層部の欠陥を検出する表面欠陥検出装置1aにおいて、試料2に表面波を発生させる表面波発生装置3aと、試料2の表層部に焦点を合わせるとともに、表層部の欠陥6で反射した表面波である反射表面波を焦点F1を介して受波する音響レンズ4と、音響レンズ4で受波された反射表面波を検出する反射表面波検出センサ5と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば被検査体の表面に表面波を励振させ、被検査体の表面近傍の欠陥による散乱超音波を受信することにより当該欠陥を検出する表面欠陥検出装置及び表面欠陥検出方法に関する。
【背景技術】
【0002】
従来より、超音波を用いた欠陥検査が、被検査体の表面近傍に存在する欠陥を検出するために行われている。この超音波を用いた欠陥検査は、超音波(パルス)を被検査体(試料)の表面に照射し、被検査体の表面及び欠陥等で反射した反射超音波を検出する検査手法である。
このような超音波を用いた欠陥検査は超音波探傷法とも呼ばれ、金属材料などの非破壊検査に広く用いられている。超音波探傷法には水浸式超音波探傷法があり、この水浸式の探傷法では、水に浸した被検査体に超音波を照射し被検査体の表面からと底面からのエコーを検出する。
【0003】
このような水浸式超音波探傷法としては、特許文献1に開示の超音波検査方法がある。
特許文献1の超音波検査方法は、振動子と音響レンズとを備えた超音波プローブであって、前記音響レンズが、被検体への垂直入射波及び斜角入射波の伝搬経路並びに前記被検体からの垂直反射波及び漏洩波の伝搬経路を有し、かつ前記垂直入射波及び垂直反射波の伝搬経路における超音波の伝搬速度が前記斜角入射波及び漏洩波の伝搬経路における超音波の伝搬速度よりも遅くなるように形成された超音波プローブを用い、前記漏洩波の受信信号を基に前記被検体表層部の健全性を評価すると共に、前記被検体からの垂直反射波の受信信号を基に前記被検体表層部以外の健全性を評価することを特徴とするものである。
【0004】
この超音波検査方法によれば、被検体の表層域に存在する欠陥の種類や大きさ、及び向き等に関係なく欠陥を検出できるとされている。
また、特許文献2には、超音波によって被検体に表面波を発生させることで探傷を行う超音波探傷方法が開示されている。
特許文献2の超音波探傷方法は、超音波の表面波を用いて被検体の表層部における欠陥を探傷する超音波探傷方法において、前記被検体の検査面を間にして、一対の振動子を複数組それぞれ対向させて配置し、前記一対の振動子の一つから前記被検体の検査面に表面
波を発生させ、対向するもう一つの振動子で前記検査面を透過した表面波を検出し、その表面波の信号を基に前記検査面の探傷を行い、次に、別の組の前記一対の振動子に切り替えて前記と同様の方法により前記検査面の探傷を行うことを特徴とする。
【0005】
この超音波探傷方法によれば、欠陥の方向に関係なく探傷することができ、欠陥の位置に関係なく一定の検出感度が得られるとされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−124746号公報
【特許文献2】特開平10−111281号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述のように、特許文献1に開示される超音波検査方法は、表面波の水中への漏洩波(被検体の表面を伝播する表面波が被検体の表面と接する媒体に漏れ出て伝播する超音波)の信号強度の変化に基づいて、被検体の表層域に存在する欠陥を検知するものである。具体的には、円環状の超音波振動子及び音響レンズが用いられており、被検体表面からの漏洩波が音響レンズで捕えられ超音波振動子で検出される。この方法によれば、欠陥が存在する部位では漏洩波の伝播方向が変動して超音波振動子での漏洩波の検出強度が低下するので、この検出強度の変動を基にして、欠陥の有無を評価することができる。
【0008】
しかし、特許文献1に示される超音波検査方法では、欠陥が被検体表面の近傍に存在する場合、被検体表面からの漏洩波と欠陥からの漏洩波との弁別が困難である。それは、以下の(1)〜(3)の理由による。
【0009】
(1)超音波プローブの位置決めのために超音波プローブのデフォーカス量を設定しなければならず、被検体表面における欠陥の検出エリアが大きくなってしまい高い空間分解能が得られない。なお、デフォーカス量とは、プローブより送信される入射波の焦点を被検体の表面から被検体内部へずらしたときのずれ量(表面からのずれ量)である。
(2)定常的に検知される漏洩波の強度低下を検出して欠陥の有無を評価するものであるが、ベースとなる漏洩波の強度は、音響レンズの位置や傾き及びデフォーカス量等によって変化するため、欠陥検出の安定性や再現性に欠ける。
(3)円環状の超音波振動子が必要であり、必然的に振動子の面積が大きくなる。超音波振動子として圧電振動子を適用する場合、圧電振動子の面積の増加とともに静電容量が増加するため、高周波での測定が困難となり高い空間分解能を求めることは困難である。
【0010】
また、特許文献2に開示される超音波探傷方法によっても、漏洩波の強度変動を検出することで欠陥の有無を評価している。従って、特許文献2の超音波探傷方法は、上記(2)の理由と同様に、ベースとなる漏洩波の強度が音響レンズの位置や傾き等によって変化するため、欠陥検出の安定性や再現性に欠けるといえる。
いずれにせよ、従来の超音波探傷方法は、超音波の表面波に起因する漏洩波を用いた探傷方法であり、欠陥検出の安定性や再現性といった観点から問題が多かった。
【0011】
そこで本発明は、上記問題点に鑑みてなされたものであって、音響レンズにおいて漏洩波の受信を抑制しつつ欠陥からの散乱超音波を受信することで、高い分解能で欠陥を検出できる表面欠陥検出装置及び表面欠陥検出方法の提供を目的としている。
【課題を解決するための手段】
【0012】
上述の目的を達成するため、本発明においては以下の技術的手段を講じた。
すなわち、本発明の表面欠陥検出装置は、被検査体の表層部の欠陥を検出する表面欠陥検出装置であって、前記被検査体に表面波を発生させる表面波発生装置と、前記被検査体の表層部に焦点を合わせるとともに、前記表層部の欠陥で反射した表面波である反射表面波を前記焦点を介して受波する音響レンズと、前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を具備することを特徴とする。
【0013】
ここで、好ましくは、前記音響レンズは、当該音響レンズの一方側と他方側とにそれぞれ焦点を有しており、一方側の焦点が前記被検査体の表層部に合わされていると共に、他方の焦点に前記反射表面波検出センサが配備されることで、前記音響レンズで受波された反射表面波を検出するとよい。
さらに、好ましくは、前記表面波発生装置は、超音波を発生する手段であって、前記超音波を前記被検査体に向かって送出することによって前記被検査体の表層部に表面波を発生させるとよい。
【0014】
また、好ましくは、前記表面波発生装置は、レーザ光を発生するレーザ光源であって、レーザ光を前記被検査体の表層部に照射することによって前記被検査体に表面波を発生させるとよい。
さらに、好ましくは、前記表面波発生装置は、平面視で前記音響レンズの焦点を中心とした同心円上の円弧形状となるように前記レーザ光を成形し、成形された円弧形状のレーザ光を被検査体に対して照射するとよい。
【0015】
また、本発明の表面欠陥検出方法は、被検査体に表面波を発生させる表面波発生装置と、前記被検査体からの反射表面波を受波する音響レンズと、前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を用いて被検査体の表層部に存在する欠陥を検出するに際し、前記音響レンズの焦点を前記被検査体の表層部に合わせ、前記表層部に存在する欠陥で反射した反射表面波を前記焦点を介して受波することを特徴とする。
【0016】
ここで、好ましくは、前記音響レンズが一方側と他方側とにそれぞれ焦点を有する場合に、前記音響レンズの一方側の焦点を前記被検査体の表層部に合わせ、前記反射表面波検出センサを前記音響レンズの他方側の焦点位置に配置して前記反射表面波を検出するとよい。
また、好ましくは、前記表面波発生装置がレーザ光を発生するレーザ光源である場合に、前記被検査体上において当該被検査体の表層部に合わされた音響レンズの焦点を中心とした同心円上の円弧形状となるレーザ光を形成し、前記円弧形状となるレーザ光を、前記被検査体に対して前記音響レンズの焦点を中心とした同心円上に照射するとよい。
【発明の効果】
【0017】
本発明に係る表面欠陥検出装置及び表面欠陥検出方法によれば、音響レンズにおいて漏洩波の受信を抑制しつつ欠陥からの散乱超音波を受信することで、高い分解能で欠陥を検出できる。
【図面の簡単な説明】
【0018】
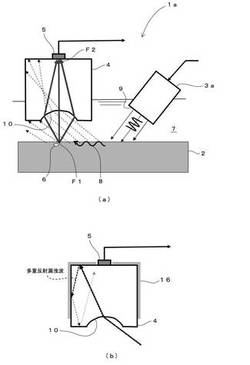
【図1】本発明の第1実施形態による表面欠陥検出装置の概略構成を示す図であり、(a)は表面欠陥検出装置の全体構成を示す図、(b)は吸音構造を付加した音響レンズの構成を示す図である。
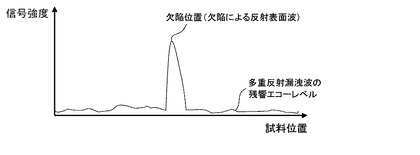
【図2】受信超音波の信号強度の変化を表すグラフを示す図である。
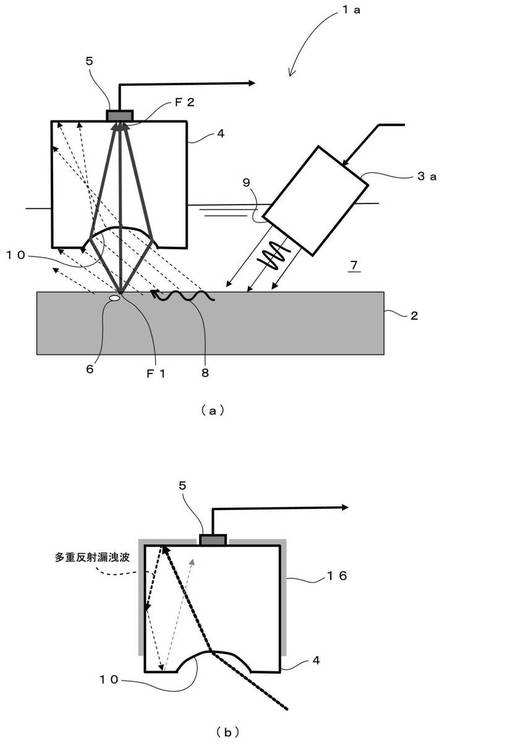
【図3】本発明の第2実施形態による表面欠陥検出装置の概略構成を示す図であり、(a)は表面欠陥検出装置の側面図、(b)は表面欠陥検出装置の上面図である。
【図4】曲面ミラーの概略構成を示す図であり、(a)は全体構成を示す斜視図、(b)は表面欠陥検出装置内での働きを説明する図である。
【発明を実施するための形態】
【0019】
(第1実施形態)
本発明の第1実施形態について、図1及び図2を基に説明する。
まず、図1(a)を参照しながら、本発明の第1実施形態による表面欠陥検出装置1aについて説明する。
図1(a)は、本実施形態による表面欠陥検出装置1aの構成を示す概略図である。図1(a)に示すように、本実施形態に係る表面欠陥検出装置1aは、被検査体としての試料2の上面に配置された探傷プローブであり、図示しない探傷プローブ筐体内に、表面波発生装置3a、音響レンズ4、及び反射表面波検出センサ5を備えている。
【0020】
この表面欠陥検出装置1aにおいて、表面波発生装置3aは、試料2の表面に向かって超音波を発することで試料2に表面波を発生させる。試料2の表層部に焦点F1を合わせた音響レンズ4は、表層部の欠陥6で散乱した表面波である反射表面波を、焦点F1を介して受波する。反射表面波検出センサ5は、音響レンズ4で受波された反射表面波を検出してその信号強度を検出する。なお、試料2の表層部とは、試料2の表面及び表面下において表面波が伝播する領域のことである。
【0021】
図1(a)に示すように、試料2は水7中に配置され、且つ表面欠陥検出装置1aはその水7中に配置された試料2の上面に配置されるため、試料2の表面、表面波発生装置3a、及び音響レンズ4は水7に浸された状態となる。これによって、表面波発生装置3aと試料2の表面との間、及び試料2の表面と音響レンズ4との間は、超音波を伝播させるための媒体である水7で満たされることとなる。
【0022】
以下、表面欠陥検出装置1aの構成に関して詳細に説明する。
表面欠陥検出装置1aに備えられた表面波発生装置3aは、例えばトランスデューサ等の圧電素子であって、印加された電圧に応じた周波数の超音波を発生させるものである。表面波発生装置3aは、試料2に向かって超音波を送出し、試料2の表面及び表面直下を含む表層部を伝播する表面波8を発生させる。
【0023】
図1(a)に示すように、表面波発生装置3aは、後述する音響レンズ4の側方に設けられており、表面波発生装置3aの下端に設けられた超音波送出面9が、試料2の表面に向かうと共に音響レンズ4側に向かうように傾けられている。このように表面波発生装置3aを設けることで、表面波発生装置3aが発した超音波は水7を媒体として試料2の表面に伝播し、試料2の表面を音響レンズ4へ向かって伝播する表面波8が発生する。
【0024】
音響レンズ4は、硬質の無機材料からなる円柱状部材であって、その内部は空間の無い中実な構造となっている。この円柱状部材の一つの面、すなわち試料2と対向する下面側のほぼ中央に、音響レンズ4の内部に向かって湾曲した窪みが形成されており、その窪みの表面は、例えば曲率半径5mm程度の曲面からなる略球面状のレンズ面10となる。このレンズ面10は、当該下面における開口部がほぼ円形であり、凹凸のない平滑な面となっている。レンズ面10が形成されないもう一方の面である上面(反レンズ面、すなわち反試料側)は、光学研磨された平面である。円柱状の音響レンズ4は上下方向に厚みを有するものとなっていて、レンズ面10と音響レンズ4の上面(反試料面)とが所定間隔を隔てて離れて配置されるような高さ(厚み)を有している。
【0025】
音響レンズ4は、超音波をできるだけ減衰させずに伝播するために硬質材料で形成されるので、音響レンズ4の材料として各種ガラス材、石英、サファイヤや硬質樹脂(ポリスチレン、アクリル等)などを用いてもよい。また、音響レンズ4の外観形状を円柱状であるとしたが、内部における超音波の伝播を妨げない形状であれば、その外観形状は、角柱形状等でもよい。
【0026】
図1(a)に示すように、音響レンズ4は、レンズ面10の試料に向かう前方側(一方側)に焦点F1を有すると共に、レンズ面10の後方側(他方側)であって音響レンズ4の上面(反試料面となる他方側)にも焦点F2を有する共焦点レンズである。この共焦点レンズである音響レンズ4は、レンズ面10の試料2に向かう前方側(一方側)の焦点F1が試料2の表層部に合うように配置されている。
【0027】
尚、図1(a)に破線で示すように、励振された表面波8による水中への漏洩波は、試料2の表面から次式(1)に従って一定角度θで水中に放射される。
【0028】
【数1】

【0029】
したがって、レンズ面10の開口形状及び面形状は、試料2の表面から角度θで放射される漏洩波のうちレンズ面10から音響レンズ4内に進入する漏洩波が、音響レンズ4の上面の焦点F2以外の場所へ向かって屈折するように形成されている。それ故、後述する反射表面波検出センサ5での漏洩波の検出を抑制できる。
反射表面波検出センサ5は、表面波発生装置3aと同様に、例えばトランスデューサ等の圧電素子であって、音響レンズ4のレンズ面10から伝播した反射表面波を受波し、受波した反射表面波から受ける応力に応じた電圧を表面波強度信号として出力させるものである。
【0030】
この超音波センサである反射表面波検出センサ5は、音響レンズ4の反レンズ面における焦点F2の位置に設けられる。図1(a)に示すように、反射表面波検出センサ5は、円形の反レンズ面のほぼ中央に配置されている。反射表面波検出センサ5を焦点F2の位置に配置することによって、レンズ面10を通過して音響レンズ4内を伝播した反射表面波を効率よく収束させて受波することが可能となる。
【0031】
図2に示すように、反射表面波検出センサ5から出力された反射表面波の強度信号は、例えば電圧変化として検出される。図2では、表面欠陥検出装置1aによって、表面波発生装置3aからの超音波によって試料2の表面に表面波8を発生させながら試料2の表面上を走査した際に、反射表面波の信号強度(電圧)が急激に高くなる位置を欠陥の位置として検出している。図2において定常的に検出されているベースの信号は、試料2の表面からの漏洩波の一部が、音響レンズ4内で多重に(複数回)反射して反射漏洩波となって伝播したエコーによるものであり、その信号強度(電圧)は低い。
【0032】
上述の表面欠陥検出装置1aによる欠陥検出の動作を説明する。
まず、試料2を水7中に配置し、試料2の上に表面欠陥検出装置1aを配置する。その上で、表面波発生装置3aから試料2に向かって、超音波(ここでは10MHz)を送出する。これによって、試料2の表層部に表面波8が励振される。
試料2の上部に水7が存在するため、表面波8は、水7中に漏洩波(図中の破線)を発生させながら伝播する漏洩表面波となる。表面波8は、試料2の表面下に1波長程度存在するので、周波数10MHzの超音波においては、試料2の表面直下数百μm程度の領域で表面波8が伝播する。試料2の表面及び表面下において表面波8が伝播する領域が、試料2の表層部である。
【0033】
したがって、試料2の表面直下数百μm以内(表層部)に欠陥6がある場合、欠陥6によって表面波8は反射及び散乱され、試料2の上部へ向かう反射表面波が発生する。この欠陥6から発生した反射表面波は、表面欠陥検出装置1aの移動に伴って音響レンズ4の焦点F1が欠陥6及び欠陥6の近傍を通過したときに、焦点F1を通して音響レンズ4に伝播する。音響レンズ4を伝播した反射表面波は、焦点F2に収束され反射表面波検出センサ5で検出される。試料2の表面からの漏洩波の一部も音響レンズ4に入射するが、上述のとおり漏洩波は、その放射角度において音響レンズ4の上面の焦点F2の位置、つまり反射表面波検出センサ5の位置に到達することはできない。
【0034】
従って、試料2の表面を走査しつつ、反射表面波検出センサ5によって、測定位置(音響レンズ4の試料2上の焦点F1)からの反射表面波の強度を測定すると、図2に示すような欠陥での反射表面波による信号強度の上昇が観測される。この観測位置を基に試料2の表面の対応する位置における欠陥6の有無を検出することができ、信号強度の大きさから欠陥6の大きさを評価することができる。
【0035】
実際には、音響レンズ4に入射した漏洩波は、音響レンズ4内で多重に(複数回)反射して多重反射漏洩波となって反射表面波検出センサ5に到達する可能性があるが、音響レンズ4内で多重反射した漏洩波は、検出対象となる反射表面波とは、信号強度の大きさや反射表面波検出センサ5への到達時間が異なることから、大きさや時間的にも両者を弁別することが可能である。
【0036】
なお、音響レンズ4の周囲を樹脂カバー16で覆うことで、音響レンズ4から漏れ出る音波を低減することも期待できる。
具体的には、図1(b)に示すように、樹脂カバー16で音響レンズ4の少なくとも上面及び側面を覆う。樹脂カバー16は樹脂で形成されており、超音波を遮断する材料を採用すれば多重反射波が音響レンズ4から探傷プローブ筐体内に漏れ出るのを防ぐことが期待できる。また、樹脂カバー16に超音波を吸収する吸音性能が備わっていれば、音響レンズ4内での多重反射波の減衰を促進する効果も期待できる。
【0037】
以上に説明した、第1実施形態による表面欠陥検出装置1aでは、欠陥6による反射表面波を、試料2の表層部に合焦点させた音響レンズ4で受波するため、空間分解能は焦点エリアの大きさと同等となり、高い空間分解能を得ることができる。
また、音響レンズ4で受波された反射表面波を収束することによって、反射表面波検出センサ5の径を小さくできるので、高周波での測定が容易となる。この共焦点構成により、焦点F1の位置以外から発生する漏洩波を反射表面波検出センサ5が受信することを抑制でき、欠陥6からの反射表面波のS/Nを向上させることができる。
(第2実施形態)
本発明の第2実施形態について、図3及び図4を基に説明する。
【0038】
本実施形態による表面欠陥検出装置1bも、第1実施形態と同様に、試料7の表層部に表面波8を発生させて、試料2の表層部に存在する欠陥6を検出するためのものである。本実施形態による表面欠陥検出装置1bでは、試料2の表層部に表面波8を発生させるための表面波発生装置3bが第1実施形態の表面波発生装置3aとは異なる。従ってここでは、表面波発生装置3bの構成を説明する。
【0039】
表面波発生装置3bは、パルス光を発生するものであり、短パルス幅のパルスレーザ光を発する光源(YAGレーザ等)であるパルス光照射部11と、パルス光の径を拡大するビームエキスパンダ12と、径が拡大されたパルス光を一方向にのみ伸張してシート状のラインビームとする円筒レンズ13と、シートラインビームを変形させて試料2に対して略垂直方向に照射するように導く曲面ミラー14とを備えている。
【0040】
パルス光照射部11は、例えば波長532nm、パルス幅10ns、出力1mJ/パルスのパルス状のレーザ光を、一条のパルス光として発する光源(YAGレーザ等)である。ここでパルス光の波長は、任意に選択することができ、パルス幅は、発生させたい超音波の周波数帯域に応じて選択することができる。
図3(a)に示すようにパルス光照射部11は、音響レンズ4の側方に設けられて、音響レンズ4に向かってパルス光を照射する。
【0041】
ビームエキスパンダ12は、例えば2枚のレンズから構成されており、入射側のレンズでビームの径を拡げて、径が拡がったビームを出射側のレンズで平行光にする(コリメート)ものである。ビームエキスパンダ12は、パルス光照射部11の出力口前方に設けられて、パルス光照射部11から発せられたパルス光の径を、例えば音響レンズ4の直径よりも若干大きくなる程度に拡大して出力する。
【0042】
円筒レンズ13すなわちシリンドリカルレンズは、ビームエキスパンダ12の出力口前方に設けられて、ビームエキスパンダ12によって径が拡大されたパルス光を、一方向にのみ伸張されたシート状のラインビームとなるように収束して出力するものである。
曲面ミラー14は、円筒レンズ13と音響レンズ4との間に設けられている。曲面ミラー14は、円筒レンズ13から出力されたシート状のラインビームを反射させる反射面を有しており、この反射面を斜め下方に向けて配置されている。この反射面上で円筒レンズ13から出力されたシート状のラインビームが反射して変形し、また反射面が斜め下方に向いていることで、変形したラインビームが音響レンズの側方で、試料に対して略垂直方向に照射される。
【0043】
例えば図4(a)に示すように、曲面ミラー14は、底面が略半円形状の柱状部材である。曲面ミラー14は、側面である曲面部分が鏡面(ミラー)であり、この鏡面が、円筒レンズ13から出力されたシート状のラインビームを反射させる反射面である。
図3(a)に示すように、曲面ミラー14を、反射面を円筒レンズ13に向けるとともに、斜め下方に向けて配置する。図4(b)は、このように配置された曲面ミラー14の状態を示している。
【0044】
円筒レンズ13から曲面ミラー14の反射面にシート状のラインビームが照射されると、照射されたラインビームは、該反射面上で反射面に沿ったライン光となって反射する。このとき、反射面が斜め下方に向いているので、ライン光となって反射したラインビームが、試料表面に対して略垂直方向に照射される。
図3(b)は、曲面ミラー14によって成形したラインビームが試料表面に照射されたときの状態を示している。本図に平面視として示すように、ラインビームは、曲面ミラー14によって、音響レンズ4から所定距離だけ離れた位置において、音響レンズ4の焦点F1を中心とした同心円上の円弧形状の照射パターン15となるように成形されて照射される。照射位置における熱弾性効果によって、試料2の表面でラインビームが照射された位置から音響レンズ4に向かう方向と音響レンズ4から離れる方向とに向かって、波紋のように表面波8が伝播してゆく。
【0045】
このとき、音響レンズ4から離れる方向に伝播する表面波8は離れるにつれて拡散するが、音響レンズ4に向かう方向に伝播する表面波8は、その同心円の中心、すなわち音響レンズ4の焦点F1に向かって収束してゆく。これによって、音響レンズ4の焦点F1における表面波8の強度を高めることができ、欠陥6による反射表面波の強度も高めることができる。
【0046】
上述の表面波発生装置3bを用いた本実施形態の表面欠陥検出装置1bによれば、試料2の表面に表面波8を発生させるだけでなく、表面波8を音響レンズ4の焦点F1に収束させることができる。このように収束された表面波8が欠陥6で反射したときの反射表面波を第1実施形態と同様の方法で検出すれば、高いS/Nの欠陥検出を実現することができる。
【0047】
第1実施形態及び第2実施形態では、表面波発生装置1a及び1bが発生する超音波及びパルス状レーザ光を用いて、パルス状の表面波8を励振させている。しかし、試料2が大きく、試料2の端面での表面波の反射等が無視できる場合、連続した表面波の適用も考えられる。表面波を連続波(周波数f)とし、受信において同周波数成分(f)のみを抽出することで、観測対象となる周波数帯域を縮減することができてノイズ低減が可能となり、S/Nを高めることができる。
【0048】
ところで、今回開示された実施形態はすべての点で例示であって制限的なものではないと考えられるべきである。特に、今回開示された実施形態において、明示的に開示されていない事項、例えば、動作条件や測定条件、各種パラメータ、構成物の寸法、重量、体積などは、当業者が通常実施する範囲を逸脱するものではなく、通常の当業者であれば、容易に想定することが可能な値を採用している。
【0049】
音響レンズ4を、石英ガラス及びサファイアを用いて構成したが、音響レンズ4は、超音波をできるだけ減衰させずに伝播する材料であればよい。従って、例えばサファイアの単結晶や、単結晶体でなくとも石英ガラス以外の各種ガラスなどの硬質材料、例えばアルミニウムなどの金属材料を用いてもよい。
また、第1実施形態及び第2実施形態において、反射表面波検出センサ5として圧電素子を用いたが、これに限らず、感圧ダイオード等の他の圧力センサを用いて、圧力センサが発する電圧の変化を検出することもできる。
【符号の説明】
【0050】
1a,1b 表面欠陥検出装置
2 試料
3a,3b 表面波発生装置
4 音響レンズ
5 反射表面波検出センサ
6 欠陥
7 水
8 表面波
9 超音波送出面
10 レンズ面
11 パルス光照射部
12 ビームエキスパンダ
13 円筒レンズ
14 曲面ミラー
15 照射パターン
16 樹脂カバー
F1,F2 焦点
【技術分野】
【0001】
本発明は、例えば被検査体の表面に表面波を励振させ、被検査体の表面近傍の欠陥による散乱超音波を受信することにより当該欠陥を検出する表面欠陥検出装置及び表面欠陥検出方法に関する。
【背景技術】
【0002】
従来より、超音波を用いた欠陥検査が、被検査体の表面近傍に存在する欠陥を検出するために行われている。この超音波を用いた欠陥検査は、超音波(パルス)を被検査体(試料)の表面に照射し、被検査体の表面及び欠陥等で反射した反射超音波を検出する検査手法である。
このような超音波を用いた欠陥検査は超音波探傷法とも呼ばれ、金属材料などの非破壊検査に広く用いられている。超音波探傷法には水浸式超音波探傷法があり、この水浸式の探傷法では、水に浸した被検査体に超音波を照射し被検査体の表面からと底面からのエコーを検出する。
【0003】
このような水浸式超音波探傷法としては、特許文献1に開示の超音波検査方法がある。
特許文献1の超音波検査方法は、振動子と音響レンズとを備えた超音波プローブであって、前記音響レンズが、被検体への垂直入射波及び斜角入射波の伝搬経路並びに前記被検体からの垂直反射波及び漏洩波の伝搬経路を有し、かつ前記垂直入射波及び垂直反射波の伝搬経路における超音波の伝搬速度が前記斜角入射波及び漏洩波の伝搬経路における超音波の伝搬速度よりも遅くなるように形成された超音波プローブを用い、前記漏洩波の受信信号を基に前記被検体表層部の健全性を評価すると共に、前記被検体からの垂直反射波の受信信号を基に前記被検体表層部以外の健全性を評価することを特徴とするものである。
【0004】
この超音波検査方法によれば、被検体の表層域に存在する欠陥の種類や大きさ、及び向き等に関係なく欠陥を検出できるとされている。
また、特許文献2には、超音波によって被検体に表面波を発生させることで探傷を行う超音波探傷方法が開示されている。
特許文献2の超音波探傷方法は、超音波の表面波を用いて被検体の表層部における欠陥を探傷する超音波探傷方法において、前記被検体の検査面を間にして、一対の振動子を複数組それぞれ対向させて配置し、前記一対の振動子の一つから前記被検体の検査面に表面
波を発生させ、対向するもう一つの振動子で前記検査面を透過した表面波を検出し、その表面波の信号を基に前記検査面の探傷を行い、次に、別の組の前記一対の振動子に切り替えて前記と同様の方法により前記検査面の探傷を行うことを特徴とする。
【0005】
この超音波探傷方法によれば、欠陥の方向に関係なく探傷することができ、欠陥の位置に関係なく一定の検出感度が得られるとされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−124746号公報
【特許文献2】特開平10−111281号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述のように、特許文献1に開示される超音波検査方法は、表面波の水中への漏洩波(被検体の表面を伝播する表面波が被検体の表面と接する媒体に漏れ出て伝播する超音波)の信号強度の変化に基づいて、被検体の表層域に存在する欠陥を検知するものである。具体的には、円環状の超音波振動子及び音響レンズが用いられており、被検体表面からの漏洩波が音響レンズで捕えられ超音波振動子で検出される。この方法によれば、欠陥が存在する部位では漏洩波の伝播方向が変動して超音波振動子での漏洩波の検出強度が低下するので、この検出強度の変動を基にして、欠陥の有無を評価することができる。
【0008】
しかし、特許文献1に示される超音波検査方法では、欠陥が被検体表面の近傍に存在する場合、被検体表面からの漏洩波と欠陥からの漏洩波との弁別が困難である。それは、以下の(1)〜(3)の理由による。
【0009】
(1)超音波プローブの位置決めのために超音波プローブのデフォーカス量を設定しなければならず、被検体表面における欠陥の検出エリアが大きくなってしまい高い空間分解能が得られない。なお、デフォーカス量とは、プローブより送信される入射波の焦点を被検体の表面から被検体内部へずらしたときのずれ量(表面からのずれ量)である。
(2)定常的に検知される漏洩波の強度低下を検出して欠陥の有無を評価するものであるが、ベースとなる漏洩波の強度は、音響レンズの位置や傾き及びデフォーカス量等によって変化するため、欠陥検出の安定性や再現性に欠ける。
(3)円環状の超音波振動子が必要であり、必然的に振動子の面積が大きくなる。超音波振動子として圧電振動子を適用する場合、圧電振動子の面積の増加とともに静電容量が増加するため、高周波での測定が困難となり高い空間分解能を求めることは困難である。
【0010】
また、特許文献2に開示される超音波探傷方法によっても、漏洩波の強度変動を検出することで欠陥の有無を評価している。従って、特許文献2の超音波探傷方法は、上記(2)の理由と同様に、ベースとなる漏洩波の強度が音響レンズの位置や傾き等によって変化するため、欠陥検出の安定性や再現性に欠けるといえる。
いずれにせよ、従来の超音波探傷方法は、超音波の表面波に起因する漏洩波を用いた探傷方法であり、欠陥検出の安定性や再現性といった観点から問題が多かった。
【0011】
そこで本発明は、上記問題点に鑑みてなされたものであって、音響レンズにおいて漏洩波の受信を抑制しつつ欠陥からの散乱超音波を受信することで、高い分解能で欠陥を検出できる表面欠陥検出装置及び表面欠陥検出方法の提供を目的としている。
【課題を解決するための手段】
【0012】
上述の目的を達成するため、本発明においては以下の技術的手段を講じた。
すなわち、本発明の表面欠陥検出装置は、被検査体の表層部の欠陥を検出する表面欠陥検出装置であって、前記被検査体に表面波を発生させる表面波発生装置と、前記被検査体の表層部に焦点を合わせるとともに、前記表層部の欠陥で反射した表面波である反射表面波を前記焦点を介して受波する音響レンズと、前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を具備することを特徴とする。
【0013】
ここで、好ましくは、前記音響レンズは、当該音響レンズの一方側と他方側とにそれぞれ焦点を有しており、一方側の焦点が前記被検査体の表層部に合わされていると共に、他方の焦点に前記反射表面波検出センサが配備されることで、前記音響レンズで受波された反射表面波を検出するとよい。
さらに、好ましくは、前記表面波発生装置は、超音波を発生する手段であって、前記超音波を前記被検査体に向かって送出することによって前記被検査体の表層部に表面波を発生させるとよい。
【0014】
また、好ましくは、前記表面波発生装置は、レーザ光を発生するレーザ光源であって、レーザ光を前記被検査体の表層部に照射することによって前記被検査体に表面波を発生させるとよい。
さらに、好ましくは、前記表面波発生装置は、平面視で前記音響レンズの焦点を中心とした同心円上の円弧形状となるように前記レーザ光を成形し、成形された円弧形状のレーザ光を被検査体に対して照射するとよい。
【0015】
また、本発明の表面欠陥検出方法は、被検査体に表面波を発生させる表面波発生装置と、前記被検査体からの反射表面波を受波する音響レンズと、前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を用いて被検査体の表層部に存在する欠陥を検出するに際し、前記音響レンズの焦点を前記被検査体の表層部に合わせ、前記表層部に存在する欠陥で反射した反射表面波を前記焦点を介して受波することを特徴とする。
【0016】
ここで、好ましくは、前記音響レンズが一方側と他方側とにそれぞれ焦点を有する場合に、前記音響レンズの一方側の焦点を前記被検査体の表層部に合わせ、前記反射表面波検出センサを前記音響レンズの他方側の焦点位置に配置して前記反射表面波を検出するとよい。
また、好ましくは、前記表面波発生装置がレーザ光を発生するレーザ光源である場合に、前記被検査体上において当該被検査体の表層部に合わされた音響レンズの焦点を中心とした同心円上の円弧形状となるレーザ光を形成し、前記円弧形状となるレーザ光を、前記被検査体に対して前記音響レンズの焦点を中心とした同心円上に照射するとよい。
【発明の効果】
【0017】
本発明に係る表面欠陥検出装置及び表面欠陥検出方法によれば、音響レンズにおいて漏洩波の受信を抑制しつつ欠陥からの散乱超音波を受信することで、高い分解能で欠陥を検出できる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1実施形態による表面欠陥検出装置の概略構成を示す図であり、(a)は表面欠陥検出装置の全体構成を示す図、(b)は吸音構造を付加した音響レンズの構成を示す図である。
【図2】受信超音波の信号強度の変化を表すグラフを示す図である。
【図3】本発明の第2実施形態による表面欠陥検出装置の概略構成を示す図であり、(a)は表面欠陥検出装置の側面図、(b)は表面欠陥検出装置の上面図である。
【図4】曲面ミラーの概略構成を示す図であり、(a)は全体構成を示す斜視図、(b)は表面欠陥検出装置内での働きを説明する図である。
【発明を実施するための形態】
【0019】
(第1実施形態)
本発明の第1実施形態について、図1及び図2を基に説明する。
まず、図1(a)を参照しながら、本発明の第1実施形態による表面欠陥検出装置1aについて説明する。
図1(a)は、本実施形態による表面欠陥検出装置1aの構成を示す概略図である。図1(a)に示すように、本実施形態に係る表面欠陥検出装置1aは、被検査体としての試料2の上面に配置された探傷プローブであり、図示しない探傷プローブ筐体内に、表面波発生装置3a、音響レンズ4、及び反射表面波検出センサ5を備えている。
【0020】
この表面欠陥検出装置1aにおいて、表面波発生装置3aは、試料2の表面に向かって超音波を発することで試料2に表面波を発生させる。試料2の表層部に焦点F1を合わせた音響レンズ4は、表層部の欠陥6で散乱した表面波である反射表面波を、焦点F1を介して受波する。反射表面波検出センサ5は、音響レンズ4で受波された反射表面波を検出してその信号強度を検出する。なお、試料2の表層部とは、試料2の表面及び表面下において表面波が伝播する領域のことである。
【0021】
図1(a)に示すように、試料2は水7中に配置され、且つ表面欠陥検出装置1aはその水7中に配置された試料2の上面に配置されるため、試料2の表面、表面波発生装置3a、及び音響レンズ4は水7に浸された状態となる。これによって、表面波発生装置3aと試料2の表面との間、及び試料2の表面と音響レンズ4との間は、超音波を伝播させるための媒体である水7で満たされることとなる。
【0022】
以下、表面欠陥検出装置1aの構成に関して詳細に説明する。
表面欠陥検出装置1aに備えられた表面波発生装置3aは、例えばトランスデューサ等の圧電素子であって、印加された電圧に応じた周波数の超音波を発生させるものである。表面波発生装置3aは、試料2に向かって超音波を送出し、試料2の表面及び表面直下を含む表層部を伝播する表面波8を発生させる。
【0023】
図1(a)に示すように、表面波発生装置3aは、後述する音響レンズ4の側方に設けられており、表面波発生装置3aの下端に設けられた超音波送出面9が、試料2の表面に向かうと共に音響レンズ4側に向かうように傾けられている。このように表面波発生装置3aを設けることで、表面波発生装置3aが発した超音波は水7を媒体として試料2の表面に伝播し、試料2の表面を音響レンズ4へ向かって伝播する表面波8が発生する。
【0024】
音響レンズ4は、硬質の無機材料からなる円柱状部材であって、その内部は空間の無い中実な構造となっている。この円柱状部材の一つの面、すなわち試料2と対向する下面側のほぼ中央に、音響レンズ4の内部に向かって湾曲した窪みが形成されており、その窪みの表面は、例えば曲率半径5mm程度の曲面からなる略球面状のレンズ面10となる。このレンズ面10は、当該下面における開口部がほぼ円形であり、凹凸のない平滑な面となっている。レンズ面10が形成されないもう一方の面である上面(反レンズ面、すなわち反試料側)は、光学研磨された平面である。円柱状の音響レンズ4は上下方向に厚みを有するものとなっていて、レンズ面10と音響レンズ4の上面(反試料面)とが所定間隔を隔てて離れて配置されるような高さ(厚み)を有している。
【0025】
音響レンズ4は、超音波をできるだけ減衰させずに伝播するために硬質材料で形成されるので、音響レンズ4の材料として各種ガラス材、石英、サファイヤや硬質樹脂(ポリスチレン、アクリル等)などを用いてもよい。また、音響レンズ4の外観形状を円柱状であるとしたが、内部における超音波の伝播を妨げない形状であれば、その外観形状は、角柱形状等でもよい。
【0026】
図1(a)に示すように、音響レンズ4は、レンズ面10の試料に向かう前方側(一方側)に焦点F1を有すると共に、レンズ面10の後方側(他方側)であって音響レンズ4の上面(反試料面となる他方側)にも焦点F2を有する共焦点レンズである。この共焦点レンズである音響レンズ4は、レンズ面10の試料2に向かう前方側(一方側)の焦点F1が試料2の表層部に合うように配置されている。
【0027】
尚、図1(a)に破線で示すように、励振された表面波8による水中への漏洩波は、試料2の表面から次式(1)に従って一定角度θで水中に放射される。
【0028】
【数1】
【0029】
したがって、レンズ面10の開口形状及び面形状は、試料2の表面から角度θで放射される漏洩波のうちレンズ面10から音響レンズ4内に進入する漏洩波が、音響レンズ4の上面の焦点F2以外の場所へ向かって屈折するように形成されている。それ故、後述する反射表面波検出センサ5での漏洩波の検出を抑制できる。
反射表面波検出センサ5は、表面波発生装置3aと同様に、例えばトランスデューサ等の圧電素子であって、音響レンズ4のレンズ面10から伝播した反射表面波を受波し、受波した反射表面波から受ける応力に応じた電圧を表面波強度信号として出力させるものである。
【0030】
この超音波センサである反射表面波検出センサ5は、音響レンズ4の反レンズ面における焦点F2の位置に設けられる。図1(a)に示すように、反射表面波検出センサ5は、円形の反レンズ面のほぼ中央に配置されている。反射表面波検出センサ5を焦点F2の位置に配置することによって、レンズ面10を通過して音響レンズ4内を伝播した反射表面波を効率よく収束させて受波することが可能となる。
【0031】
図2に示すように、反射表面波検出センサ5から出力された反射表面波の強度信号は、例えば電圧変化として検出される。図2では、表面欠陥検出装置1aによって、表面波発生装置3aからの超音波によって試料2の表面に表面波8を発生させながら試料2の表面上を走査した際に、反射表面波の信号強度(電圧)が急激に高くなる位置を欠陥の位置として検出している。図2において定常的に検出されているベースの信号は、試料2の表面からの漏洩波の一部が、音響レンズ4内で多重に(複数回)反射して反射漏洩波となって伝播したエコーによるものであり、その信号強度(電圧)は低い。
【0032】
上述の表面欠陥検出装置1aによる欠陥検出の動作を説明する。
まず、試料2を水7中に配置し、試料2の上に表面欠陥検出装置1aを配置する。その上で、表面波発生装置3aから試料2に向かって、超音波(ここでは10MHz)を送出する。これによって、試料2の表層部に表面波8が励振される。
試料2の上部に水7が存在するため、表面波8は、水7中に漏洩波(図中の破線)を発生させながら伝播する漏洩表面波となる。表面波8は、試料2の表面下に1波長程度存在するので、周波数10MHzの超音波においては、試料2の表面直下数百μm程度の領域で表面波8が伝播する。試料2の表面及び表面下において表面波8が伝播する領域が、試料2の表層部である。
【0033】
したがって、試料2の表面直下数百μm以内(表層部)に欠陥6がある場合、欠陥6によって表面波8は反射及び散乱され、試料2の上部へ向かう反射表面波が発生する。この欠陥6から発生した反射表面波は、表面欠陥検出装置1aの移動に伴って音響レンズ4の焦点F1が欠陥6及び欠陥6の近傍を通過したときに、焦点F1を通して音響レンズ4に伝播する。音響レンズ4を伝播した反射表面波は、焦点F2に収束され反射表面波検出センサ5で検出される。試料2の表面からの漏洩波の一部も音響レンズ4に入射するが、上述のとおり漏洩波は、その放射角度において音響レンズ4の上面の焦点F2の位置、つまり反射表面波検出センサ5の位置に到達することはできない。
【0034】
従って、試料2の表面を走査しつつ、反射表面波検出センサ5によって、測定位置(音響レンズ4の試料2上の焦点F1)からの反射表面波の強度を測定すると、図2に示すような欠陥での反射表面波による信号強度の上昇が観測される。この観測位置を基に試料2の表面の対応する位置における欠陥6の有無を検出することができ、信号強度の大きさから欠陥6の大きさを評価することができる。
【0035】
実際には、音響レンズ4に入射した漏洩波は、音響レンズ4内で多重に(複数回)反射して多重反射漏洩波となって反射表面波検出センサ5に到達する可能性があるが、音響レンズ4内で多重反射した漏洩波は、検出対象となる反射表面波とは、信号強度の大きさや反射表面波検出センサ5への到達時間が異なることから、大きさや時間的にも両者を弁別することが可能である。
【0036】
なお、音響レンズ4の周囲を樹脂カバー16で覆うことで、音響レンズ4から漏れ出る音波を低減することも期待できる。
具体的には、図1(b)に示すように、樹脂カバー16で音響レンズ4の少なくとも上面及び側面を覆う。樹脂カバー16は樹脂で形成されており、超音波を遮断する材料を採用すれば多重反射波が音響レンズ4から探傷プローブ筐体内に漏れ出るのを防ぐことが期待できる。また、樹脂カバー16に超音波を吸収する吸音性能が備わっていれば、音響レンズ4内での多重反射波の減衰を促進する効果も期待できる。
【0037】
以上に説明した、第1実施形態による表面欠陥検出装置1aでは、欠陥6による反射表面波を、試料2の表層部に合焦点させた音響レンズ4で受波するため、空間分解能は焦点エリアの大きさと同等となり、高い空間分解能を得ることができる。
また、音響レンズ4で受波された反射表面波を収束することによって、反射表面波検出センサ5の径を小さくできるので、高周波での測定が容易となる。この共焦点構成により、焦点F1の位置以外から発生する漏洩波を反射表面波検出センサ5が受信することを抑制でき、欠陥6からの反射表面波のS/Nを向上させることができる。
(第2実施形態)
本発明の第2実施形態について、図3及び図4を基に説明する。
【0038】
本実施形態による表面欠陥検出装置1bも、第1実施形態と同様に、試料7の表層部に表面波8を発生させて、試料2の表層部に存在する欠陥6を検出するためのものである。本実施形態による表面欠陥検出装置1bでは、試料2の表層部に表面波8を発生させるための表面波発生装置3bが第1実施形態の表面波発生装置3aとは異なる。従ってここでは、表面波発生装置3bの構成を説明する。
【0039】
表面波発生装置3bは、パルス光を発生するものであり、短パルス幅のパルスレーザ光を発する光源(YAGレーザ等)であるパルス光照射部11と、パルス光の径を拡大するビームエキスパンダ12と、径が拡大されたパルス光を一方向にのみ伸張してシート状のラインビームとする円筒レンズ13と、シートラインビームを変形させて試料2に対して略垂直方向に照射するように導く曲面ミラー14とを備えている。
【0040】
パルス光照射部11は、例えば波長532nm、パルス幅10ns、出力1mJ/パルスのパルス状のレーザ光を、一条のパルス光として発する光源(YAGレーザ等)である。ここでパルス光の波長は、任意に選択することができ、パルス幅は、発生させたい超音波の周波数帯域に応じて選択することができる。
図3(a)に示すようにパルス光照射部11は、音響レンズ4の側方に設けられて、音響レンズ4に向かってパルス光を照射する。
【0041】
ビームエキスパンダ12は、例えば2枚のレンズから構成されており、入射側のレンズでビームの径を拡げて、径が拡がったビームを出射側のレンズで平行光にする(コリメート)ものである。ビームエキスパンダ12は、パルス光照射部11の出力口前方に設けられて、パルス光照射部11から発せられたパルス光の径を、例えば音響レンズ4の直径よりも若干大きくなる程度に拡大して出力する。
【0042】
円筒レンズ13すなわちシリンドリカルレンズは、ビームエキスパンダ12の出力口前方に設けられて、ビームエキスパンダ12によって径が拡大されたパルス光を、一方向にのみ伸張されたシート状のラインビームとなるように収束して出力するものである。
曲面ミラー14は、円筒レンズ13と音響レンズ4との間に設けられている。曲面ミラー14は、円筒レンズ13から出力されたシート状のラインビームを反射させる反射面を有しており、この反射面を斜め下方に向けて配置されている。この反射面上で円筒レンズ13から出力されたシート状のラインビームが反射して変形し、また反射面が斜め下方に向いていることで、変形したラインビームが音響レンズの側方で、試料に対して略垂直方向に照射される。
【0043】
例えば図4(a)に示すように、曲面ミラー14は、底面が略半円形状の柱状部材である。曲面ミラー14は、側面である曲面部分が鏡面(ミラー)であり、この鏡面が、円筒レンズ13から出力されたシート状のラインビームを反射させる反射面である。
図3(a)に示すように、曲面ミラー14を、反射面を円筒レンズ13に向けるとともに、斜め下方に向けて配置する。図4(b)は、このように配置された曲面ミラー14の状態を示している。
【0044】
円筒レンズ13から曲面ミラー14の反射面にシート状のラインビームが照射されると、照射されたラインビームは、該反射面上で反射面に沿ったライン光となって反射する。このとき、反射面が斜め下方に向いているので、ライン光となって反射したラインビームが、試料表面に対して略垂直方向に照射される。
図3(b)は、曲面ミラー14によって成形したラインビームが試料表面に照射されたときの状態を示している。本図に平面視として示すように、ラインビームは、曲面ミラー14によって、音響レンズ4から所定距離だけ離れた位置において、音響レンズ4の焦点F1を中心とした同心円上の円弧形状の照射パターン15となるように成形されて照射される。照射位置における熱弾性効果によって、試料2の表面でラインビームが照射された位置から音響レンズ4に向かう方向と音響レンズ4から離れる方向とに向かって、波紋のように表面波8が伝播してゆく。
【0045】
このとき、音響レンズ4から離れる方向に伝播する表面波8は離れるにつれて拡散するが、音響レンズ4に向かう方向に伝播する表面波8は、その同心円の中心、すなわち音響レンズ4の焦点F1に向かって収束してゆく。これによって、音響レンズ4の焦点F1における表面波8の強度を高めることができ、欠陥6による反射表面波の強度も高めることができる。
【0046】
上述の表面波発生装置3bを用いた本実施形態の表面欠陥検出装置1bによれば、試料2の表面に表面波8を発生させるだけでなく、表面波8を音響レンズ4の焦点F1に収束させることができる。このように収束された表面波8が欠陥6で反射したときの反射表面波を第1実施形態と同様の方法で検出すれば、高いS/Nの欠陥検出を実現することができる。
【0047】
第1実施形態及び第2実施形態では、表面波発生装置1a及び1bが発生する超音波及びパルス状レーザ光を用いて、パルス状の表面波8を励振させている。しかし、試料2が大きく、試料2の端面での表面波の反射等が無視できる場合、連続した表面波の適用も考えられる。表面波を連続波(周波数f)とし、受信において同周波数成分(f)のみを抽出することで、観測対象となる周波数帯域を縮減することができてノイズ低減が可能となり、S/Nを高めることができる。
【0048】
ところで、今回開示された実施形態はすべての点で例示であって制限的なものではないと考えられるべきである。特に、今回開示された実施形態において、明示的に開示されていない事項、例えば、動作条件や測定条件、各種パラメータ、構成物の寸法、重量、体積などは、当業者が通常実施する範囲を逸脱するものではなく、通常の当業者であれば、容易に想定することが可能な値を採用している。
【0049】
音響レンズ4を、石英ガラス及びサファイアを用いて構成したが、音響レンズ4は、超音波をできるだけ減衰させずに伝播する材料であればよい。従って、例えばサファイアの単結晶や、単結晶体でなくとも石英ガラス以外の各種ガラスなどの硬質材料、例えばアルミニウムなどの金属材料を用いてもよい。
また、第1実施形態及び第2実施形態において、反射表面波検出センサ5として圧電素子を用いたが、これに限らず、感圧ダイオード等の他の圧力センサを用いて、圧力センサが発する電圧の変化を検出することもできる。
【符号の説明】
【0050】
1a,1b 表面欠陥検出装置
2 試料
3a,3b 表面波発生装置
4 音響レンズ
5 反射表面波検出センサ
6 欠陥
7 水
8 表面波
9 超音波送出面
10 レンズ面
11 パルス光照射部
12 ビームエキスパンダ
13 円筒レンズ
14 曲面ミラー
15 照射パターン
16 樹脂カバー
F1,F2 焦点
【特許請求の範囲】
【請求項1】
被検査体の表層部の欠陥を検出する表面欠陥検出装置であって、
前記被検査体に表面波を発生させる表面波発生装置と、
前記被検査体の表層部に焦点を合わせるとともに、前記表層部の欠陥で反射した表面波である反射表面波を前記焦点を介して受波する音響レンズと、
前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を具備することを特徴とする表面欠陥検出装置。
【請求項2】
前記音響レンズは、当該音響レンズの一方側と他方側とにそれぞれ焦点を有しており、
一方側の焦点が前記被検査体の表層部に合わされていると共に、他方の焦点に前記反射表面波検出センサが配備されることで、前記音響レンズで受波された反射表面波を検出することを特徴とする請求項1に記載の表面欠陥検出装置。
【請求項3】
前記表面波発生装置は、超音波を発生する手段であって、前記超音波を前記被検査体に向かって送出することによって前記被検査体の表層部に表面波を発生させることを特徴とする請求項1又は2に記載の表面欠陥検出装置。
【請求項4】
前記表面波発生装置は、レーザ光を発生するレーザ光源であって、レーザ光を前記被検査体の表層部に照射することによって前記被検査体に表面波を発生させることを特徴とする請求項1又は2に記載の表面欠陥検出装置。
【請求項5】
前記表面波発生装置は、平面視で前記音響レンズの焦点を中心とした同心円上の円弧形状となるように前記レーザ光を成形し、成形された円弧形状のレーザ光を被検査体に対して照射することを特徴とする請求項4に記載の表面欠陥検出装置。
【請求項6】
被検査体に表面波を発生させる表面波発生装置と、前記被検査体からの反射表面波を受波する音響レンズと、前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を用いて被検査体の表層部に存在する欠陥を検出するに際し、
前記音響レンズの焦点を前記被検査体の表層部に合わせ、
前記表層部に存在する欠陥で反射した反射表面波を前記焦点を介して受波することを特徴とする表面欠陥検出方法。
【請求項7】
前記音響レンズが一方側と他方側とにそれぞれ焦点を有する場合に、
前記音響レンズの一方側の焦点を前記被検査体の表層部に合わせ、
前記反射表面波検出センサを前記音響レンズの他方側の焦点位置に配置して前記反射表面波を検出することを特徴とする請求項6に記載の表面欠陥検出方法。
【請求項8】
前記表面波発生装置がレーザ光を発生するレーザ光源である場合に、
前記被検査体上において当該被検査体の表層部に合わされた音響レンズの焦点を中心とした同心円上の円弧形状となるレーザ光を形成し、
前記円弧形状となるレーザ光を、前記被検査体に対して前記音響レンズの焦点を中心とした同心円上に照射することを特徴とする請求項7に記載の表面欠陥検出方法。
【請求項1】
被検査体の表層部の欠陥を検出する表面欠陥検出装置であって、
前記被検査体に表面波を発生させる表面波発生装置と、
前記被検査体の表層部に焦点を合わせるとともに、前記表層部の欠陥で反射した表面波である反射表面波を前記焦点を介して受波する音響レンズと、
前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を具備することを特徴とする表面欠陥検出装置。
【請求項2】
前記音響レンズは、当該音響レンズの一方側と他方側とにそれぞれ焦点を有しており、
一方側の焦点が前記被検査体の表層部に合わされていると共に、他方の焦点に前記反射表面波検出センサが配備されることで、前記音響レンズで受波された反射表面波を検出することを特徴とする請求項1に記載の表面欠陥検出装置。
【請求項3】
前記表面波発生装置は、超音波を発生する手段であって、前記超音波を前記被検査体に向かって送出することによって前記被検査体の表層部に表面波を発生させることを特徴とする請求項1又は2に記載の表面欠陥検出装置。
【請求項4】
前記表面波発生装置は、レーザ光を発生するレーザ光源であって、レーザ光を前記被検査体の表層部に照射することによって前記被検査体に表面波を発生させることを特徴とする請求項1又は2に記載の表面欠陥検出装置。
【請求項5】
前記表面波発生装置は、平面視で前記音響レンズの焦点を中心とした同心円上の円弧形状となるように前記レーザ光を成形し、成形された円弧形状のレーザ光を被検査体に対して照射することを特徴とする請求項4に記載の表面欠陥検出装置。
【請求項6】
被検査体に表面波を発生させる表面波発生装置と、前記被検査体からの反射表面波を受波する音響レンズと、前記音響レンズで受波された反射表面波を検出する反射表面波検出センサと、を用いて被検査体の表層部に存在する欠陥を検出するに際し、
前記音響レンズの焦点を前記被検査体の表層部に合わせ、
前記表層部に存在する欠陥で反射した反射表面波を前記焦点を介して受波することを特徴とする表面欠陥検出方法。
【請求項7】
前記音響レンズが一方側と他方側とにそれぞれ焦点を有する場合に、
前記音響レンズの一方側の焦点を前記被検査体の表層部に合わせ、
前記反射表面波検出センサを前記音響レンズの他方側の焦点位置に配置して前記反射表面波を検出することを特徴とする請求項6に記載の表面欠陥検出方法。
【請求項8】
前記表面波発生装置がレーザ光を発生するレーザ光源である場合に、
前記被検査体上において当該被検査体の表層部に合わされた音響レンズの焦点を中心とした同心円上の円弧形状となるレーザ光を形成し、
前記円弧形状となるレーザ光を、前記被検査体に対して前記音響レンズの焦点を中心とした同心円上に照射することを特徴とする請求項7に記載の表面欠陥検出方法。
【図2】

【図4】

【図1】
【図3】

【図4】
【図1】
【図3】
【公開番号】特開2013−36927(P2013−36927A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−174994(P2011−174994)
【出願日】平成23年8月10日(2011.8.10)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月10日(2011.8.10)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]