
袋体検査装置及び袋体の検査方法並びに袋体の製造方法
【課題】検査工程で要する時間を短くすることができる袋体検査装置及び袋体の製造方法を提供する。
【解決手段】袋体装着部31の先端部に手袋11を開口部41側から被せてセットし、袋体装着部31の先端部を、開口部41を介して手袋11内に配置する。セット状態において、エアポンプ83からのエアを袋体装着部31を介して手袋11内に供給して当該手袋11を膨らませるとともに、袋体装着部31の電球63よって手袋11の内側から光を当てる。立体形状に膨らまされた手袋11は、その内側から光が当てられ、表出される光の強弱によってピンホールや薄肉部を検出する。
【解決手段】袋体装着部31の先端部に手袋11を開口部41側から被せてセットし、袋体装着部31の先端部を、開口部41を介して手袋11内に配置する。セット状態において、エアポンプ83からのエアを袋体装着部31を介して手袋11内に供給して当該手袋11を膨らませるとともに、袋体装着部31の電球63よって手袋11の内側から光を当てる。立体形状に膨らまされた手袋11は、その内側から光が当てられ、表出される光の強弱によってピンホールや薄肉部を検出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、袋体の検査工程で用いる袋体検査装置及び袋体の検査方法並びに袋体の製造方法に関する。
【背景技術】
【0002】
従来、袋状に形成されたゴム手袋等の袋体は、検査工程においてピンホールの有無等が検査された後、出荷されている。
【0003】
この検査工程で用いられる検査装置においてエアを使用するものとしては、エアを供給した袋体を水に浸して空気漏を検査する装置や(例えば、特許文献1参照。)、エアを供給した袋体の内圧変化からピンホールの有無を検査する装置や(例えば、特許文献2参照。)、袋体に設けられたピンホールからの漏洩気流によって生ずる超音波を検出する装置や(例えば、特許文献3及び特許文献4参照。)、エアを供給した袋体形状の経時的変化を測定する装置(例えば、特許文献5参照。)が知られている。
【0004】
また、電気的に検査を行う装置としては、袋状の検査体に金属製の棒状体に挿入して高電圧を印加し、放電の有無を目視で確認することで検査を行う装置や(例えば、特許文献6の段落番号「0004」及び「0005」参照。)、袋状の検査体に内部構造に従って変化する導電性材料を導入して高電圧を印加し、インピーダンスや通電を検出することにより検査を行う装置(例えば、特許文献6及び特許文献7参照。)が知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平05−010843号公報
【特許文献2】特開2002−131171号公報
【特許文献3】特開平07−151635号公報
【特許文献4】特開平07−218377号公報
【特許文献5】特開平03−146811号公報
【特許文献6】特開平10−170387号公報
【特許文献7】特開平09−079810号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、これらの従来の検査装置にあっては、検査対象を装置にセットしてから検査が終了するまで時間がかかるという問題があった。
【0007】
本発明は、このような従来の課題に鑑みてなされたものであり、検査工程で要する時間を短くすることができる袋体検査装置及び袋体の検査方法並びに袋体の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
前記課題を解決するために本発明の請求項1の袋体検査装置にあっては、開口部を有する袋状に形成された袋体を検査工程で検査する袋体検査装置において、前記袋体を被せてセットした状態で先端部が前記開口部を挿通して当該袋体内に配置される袋体装着部と、該袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませる供給手段と、前記袋体装着部にセットされた前記袋体の内側から光を当てる照明手段と、を備えている。
【0009】
すなわち、形成した袋体を検査工程で検査する際には、袋体検査装置の袋体装着部の先端部に、前記袋体を開口部側から被せてセットする。すると、当該袋装着部は、その先端部が前記開口部を介して前記袋体の内部に配置される。
【0010】
このセット状態において、前記袋体装着部を介して前記袋体内に気体を供給することにより当該袋体を膨らませるとともに、前記袋体装着部に設けられた照明手段によってセットされた前記袋体の内側から光を当てる。
【0011】
すると、立体形状に膨らまされた前記袋体は、その内側から光が当てられるので、当該袋体にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【0012】
また、請求項2の袋体検査装置においては、前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定した。
【0013】
すなわち、前記袋体装着部に前記袋体を前記開口部側から被せてセットした状態では、前記袋体の内側面が前記袋体装着部に設けられた密着部に密着することで、当該袋体内部の気密性が確保される。
【0014】
このとき、前記密着部の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部の小さな袋体は、前記密着部の先端側に密着する一方、前記開口部の大きな袋体にあっては、前記密着部の基端側に密着する。
【0015】
さらに、請求項3の袋体検査装置では、前記照明手段を前記袋体装着部の先端部に設けられた電球で構成し、前記供給手段から供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定した。
【0016】
すなわち、セットされた袋体を内側から照らす照明手段は、前記袋体装着部の先端部に設けられた電球で構成されており、供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口が設定されている。
【0017】
このため、発光時に発熱する前記電球は、供給された気体によって、その外周面より冷却される。
【0018】
加えて、請求項4の袋体検査装置では、前記袋体がゴム又は合成樹脂製の手袋である。
【0019】
これにより、手袋のような複雑な形状でも短時間で検査が行われる。
【0020】
そして、本発明の請求項5の袋体の検査方法にあっては、開口部を有する袋状に形成された袋体を検査工程で検査する袋体の検査方法において、袋体装着部の先端部に前記袋体を被せてセットした状態で前記袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませるとともに、前記袋体装着部にセットされた前記袋体の内側から光を当てて検査を行う。
【0021】
すなわち、形成した袋体を検査工程で検査する際には、袋体装着部の先端部に、前記袋体を開口部側から被せてセットする。これにより、セットされた前記袋体を、前記袋体装着部を介して当該袋体内に供給される気体によって膨らませることができる。
【0022】
そして、前記袋体装着部にセットされた前記袋体の内側から光を当てて検査を行う。すると、立体形状に膨らまされた前記袋体は、その内側から光が当てられるので、当該袋体にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【0023】
また、本発明の請求項6の袋体の検査方法においては、前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定した。
【0024】
すなわち、前記袋体装着部に前記袋体を前記開口部側から被せてセットした状態では、前記袋体の内側面が前記袋体装着部に設けられた密着部に密着することで、当該袋体内部の気密性が確保される。
【0025】
このとき、前記密着部の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部の小さな袋体は、前記密着部の先端側に密着する一方、前記開口部の大きな袋体にあっては、前記密着部の基端側に密着する。
【0026】
さらに、請求項7の袋体の検査方法では、前記袋体装着部の先端部に設けられた電球によって前記袋体の内側から光を当てる一方、前記袋体内に供給される気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定した。
【0027】
すなわち、セットされた袋体を内側から照らす照明は、前記袋体装着部の先端部に設けられた電球で構成されており、供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口が設定されている。
【0028】
このため、発光時に発熱する前記電球は、供給された気体によって、その外周面より冷却される。
【0029】
加えて、請求項8の袋体の検査方法では、前記袋体がゴム又は合成樹脂製の手袋である。
【0030】
これにより、手袋のような複雑な形状でも短時間で検査が行われる。
【0031】
そして、請求項9の袋体の製造方法にあっては、袋状の袋体を形成する形成工程と、該形成工程で形成した袋体に気体を供給して膨らませた状態で内部から光を当てて当該袋体の状態を検査する検査工程と、を備えている。
【0032】
すなわち、袋体は、形成工程にて袋状に形成された後、検査工程において検査される。このとき、前記形成工程で形成された袋体は、内部に気体が供給されることによって立体形状に膨らむ。そして、この袋体は、膨らんだ状態において内部から光が当てられ、その状態が検査される。
【0033】
このように、立体形状に膨らまされた前記袋体は、その内側から光が当てられるので、当該袋体にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【発明の効果】
【0034】
以上説明したように本発明の請求項1の袋体検査装置及び請求項5の袋体の検査方法にあっては、セットされた袋体を立体形状に膨らませた状態で内側から光を当てることにより、当該袋体に表出される光の状態によって、熟練を要しない作業者であっても、ピンホールや局部的な薄肉部を簡単に発見することができる。また、袋体からの気体の漏洩によってもピンホールの有無を発見することができる。
【0035】
したがって、複雑な検査工程を経なければピンホールの有無を検出することができなかった従来と比較して、検査対象となる袋体をセットしてから検査が終了するまでの時間を大幅に短縮することができ、検査工程で要する時間を短くすることができる。
【0036】
そして、複雑構造からなる従来と比較して、構造を簡素化することができ、低コスト化を図ることができる。
【0037】
また、請求項2の袋体検査装置及び請求項6の袋体の検査方法においては、袋体装着部に袋体を開口部側から被せてセットした状態では、前記袋体の内側面が前記袋体装着部に設けられた密着部に密着するため、当該袋体内部の気密性を確保することができる。
【0038】
このため、前記袋体内に供給した気体が前記開口部から漏れる場合と比較して、少ない供給量であっても、膨らんだ袋体の形状維持が可能となり、前記気体の供給手段の小型化を図ることができるとともに、低騒音化を図ることができる。
【0039】
また、前記袋体が前記袋体装着部の密着部に密着することによって、当該袋体の前記袋体装着部へのセット状態を維持することができる。このため、袋体を押さえながら検査を行わなければならない場合と比較して、検査作業が容易となり、検査時間の短縮化を促進することができる。
【0040】
このとき、前記密着部の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部の大きさが異なる袋体であっても、前記密着部の適切な位置に密着させてセットできる。したがって、開口部が異なるサイズの袋体であっても検査を行うことができる。
【0041】
さらに、請求項3の袋体検査装置及び請求項7の袋体の検査方法では、セットされた袋体を内側から照らす照明が、前記袋体装着部の先端部に設けられた電球で構成されており、供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口が設定されている。
【0042】
このため、発光時に発熱した電球を、供給された気体によって外周面より冷却することができる。これにより、電球の表面温度の上昇を抑えることができ、発熱に起因した不具合の発生を未然に防止することができる。
【0043】
加えて、請求項4の袋体検査装置及び請求項8の袋体の検査方法では、前記袋体をゴム又は合成樹脂製の手袋で構成することによって、手袋のような複雑な形状でも短時間で検査することができる。
【0044】
そして、請求項9の袋体の製造方法にあっては、形成された袋体を検査する検査工程において、袋体を立体形状に膨らませた状態で内側から光を当てることにより、当該袋体に表出される光の状態によって、熟練を要しない作業者であっても、ピンホールや局部的な薄肉部を簡単に発見することができる。また、袋体からの気体の漏洩によってもピンホールの有無を発見することができる。
【0045】
したがって、複雑な検査工程を経なければピンホールの有無を検出することができなかった従来と比較して、検査対象となる袋体をセットしてから検査が終了するまでの時間を大幅に短縮することができ、検査工程で要する時間を短くすることができる。
【0046】
これにより、工程時間を掛けることなく、良質な製品を提供することができる。
【図面の簡単な説明】
【0047】
【図1】本発明の一実施の形態を示す説明図である。
【発明を実施するための形態】
【0048】
以下、本発明の一実施の形態を図に従って説明する。
【0049】
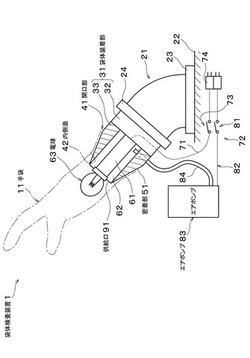
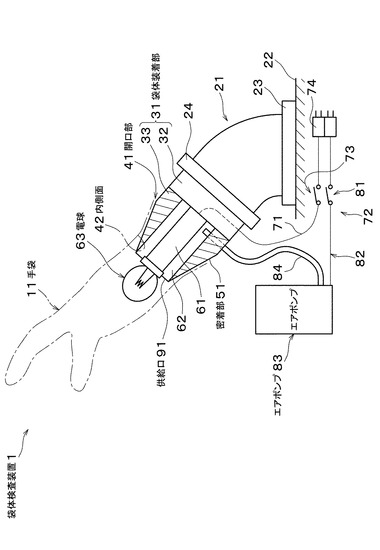
図1は、本実施の形態にかかる検査方法で用いる袋体検査装置1を示す図であり、該袋体検査装置1は、形成工程で袋状に形成された製品を検査工程で検査する際に使用する装置である。
【0050】
なお、本実施の形態では、袋状に形成された袋体からなる製品としてゴム製または合成樹脂製の手袋11を例に挙げて説明するが、これに限定されるものではなく、袋状に形成された袋体であれば検査することができる。
【0051】
前記袋体検査装置1は、基端側が土台部21で構成されている。該土台部21は、円筒状に部材によって構成されており、当該土台部21の基端には、設置場所22にボルト等で固定される基端側フランジ23が一体形成されている。この土台部21は、前記基端フランジ23を設置場所22に固定して起立させた状態で上方へ向かうに従って前方へ向けて湾曲した湾曲形状に形成されており、その先端には、先端側フランジ24が一体形成されている。
【0052】
この土台部21の先端には、袋体装着部31が固定されており、該袋体装着部31は、前記土台部21より斜め上方へ向けて延出するように構成されている。該袋体装着部31は、前記土台部21に固定された基部32と、該基部32より先端側へ向けて延出した円筒部33とによって構成されている。
【0053】
該円筒部33は、検査対象となる前記手袋11を、その開口部41側から被せてセットできるように構成されており、このセット状態において、当該円筒部33の先端部が前記開口部41を挿通して当該手袋11内に配置されるように構成されている。前記円筒部33は、検査対象となる手袋11の開口部41に適合するように形成されており、当該円筒部33を前記手袋11の開口部41へ挿入した状態で当該手袋11の内側面42が当該円筒部33の外周面に密着するように構成されている。
【0054】
前記円筒部33の外形寸法は、先端へ向かうに従って小さくなるように設定されており、セットされた手袋11の内側面42が密着する前記円筒部33外面の密着部51は、テーパー状に形成されている。
【0055】
前記基部32の中央部には、円筒状のソケット部61が立設されており、該ソケット部61の外周部には、前記円筒部33で包囲された中空の通流空間62が形成されている。前記ソケット部61の先端は、前記円筒部33の先端に達するように当該ソケット部61の長さ寸法が設定されており、該ソケット部61の先端には、電球63が交換可能に取り付けられている。
【0056】
前記ソケット部61から延出したハーネス71は、連動スイッチ72の第一スイッチ部73を介して電源プラグ74に接続されており、該電源プラグ74は、電源コンセントに抜き差し可能に接続できるように構成されている。
【0057】
これにより、前記連動スイッチ72をオン操作して前記第一スイッチ部73を閉じることによって、前記電源コンセントから供給された電源を前記ソケット部61を介して前記電球63に供給できるように構成されており、当該電球63を点灯できるように構成されている。
【0058】
前記連動スイッチ72の第二スイッチ部81には、電源ケーブル82が接続されており、該電源ケーブル82は、供給手段としてのエアポンプ83に接続されている。該エアポンプ83は、空気を圧縮してホース84から出力するように構成されており、当該ホース84は、前記円筒部33を貫通して前記通流空間62に連通するように構成されている。
【0059】
この通流空間62は、前記円筒部33の先端で開口しており、当該円筒部33の先端には、前記通流空間62に連通した供給口91が形成されている。この供給口91は、前記ソケット部61を包囲するように円形リング状に形成されており、前記エアポンプ83から供給された気体としてのエアを前記供給口91から噴出することによって、当該エアが前記電球63の外周面に沿って流れるように構成されている。
【0060】
これにより、検査対象となる手袋11を、その開口部41側から前記袋体装着部31の先端の円筒部33に被せてセットした状態で、該円筒部33の先端部が前記開口部41を挿通して当該手袋11内に配置されるように構成されており、前記連動スイッチ72をオン操作して前記エアポンプ83を作動するとともに前記電球63を点灯しておくことによって、前記エアポンプ83からのエアを前記袋体装着部31を介して前記手袋11内に供給して当該手袋11を膨らませるとともに、当該手袋11の内側から前記電球63からの光を当てられるように構成されている。
【0061】
以上の構成にかかる本実施の形態において、前記手袋11を製造する際には、形成工程において、手形状の雄型を樹脂液に浸漬して引き上げ、雄型の表面に薄膜を形成することによって手形状の手袋11をディップ形成する。
【0062】
このディップ形成において、前記雄型に気泡等が付着していた場合、成形された手袋11にピンホールが設けられたり、局部的に薄肉部が形成されることがある。
【0063】
このため、この形成工程で形成された手袋11は、検査工程において検査を行い、NG品を排除する。
【0064】
この検査工程では、前記袋体検査装置1が用いられ検査が行われる。
【0065】
すなわち、前記形成工程で形成した前記手袋11を当該検査工程で検査する際には、前記袋体検査装置1の袋体装着部31の先端部に、前記手袋11を、その開口部41側から被せてセットする。すると、当該袋装着部31は、その先端部が前記開口部41を介して前記手袋11の内部に配置される。
【0066】
このセット状態において、エアポンプ83からのエアを前記袋体装着部31を介して前記手袋11内に供給して当該手袋11を膨らませるとともに、前記袋体装着部31に設けられた照明手段としての電球63よって、セットされた前記手袋11の内側から光を当てる。
【0067】
すると、立体形状に膨らまされた前記手袋11は、その内側から光が当てられるので、当該手袋11にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【0068】
このように、立体形状に膨らませた前記手袋11の内側から光を当てることによって、当該手袋11に表出される光の状態に基づいて、熟練を要しない作業者であっても、ピンホールや局部的な薄肉部を簡単に発見することができる。また、手袋11からの気体の漏洩によってもピンホールの有無を発見することができる。
【0069】
したがって、複雑な検査工程を経なければピンホールの有無を検出することができなかった従来と比較して、検査対象となる手袋11をセットしてから検査が終了するまでの時間を大幅に短縮することができ、検査工程で要する時間を短くすることができる。
【0070】
これにより、工程時間を掛けることなく、不良の無い良質な製品を提供することができる。
【0071】
そして、複雑構造の装置を用いた従来と比較して、袋体検査装置1の構造を簡素化することができ、低コスト化を図ることができる。
【0072】
さらに、前述した手袋11のような複雑な形状でも短時間で検査することができる。
【0073】
また、前記袋体装着部31には、セットした前記手袋11の内側面42に密着する密着部51が設定されており、当該密着部51の外形寸法は、先端へ向かうに従って小さくなるテーパー状に形成されている。
【0074】
このため、前記袋体装着部31に前記手袋11を前記開口部41側から被せてセットした状態において、前記手袋11の内側面42を前記密着部51に密着することができ、当該手袋11内部の気密性を確保することができる。
【0075】
これにより、前記手袋11内に供給したエアが前記開口部41から漏れ出してしまう場合と比較して、少ない供給量であっても、膨らんだ手袋11の形状維持が可能となり、前記エアを供給するエアポンプ83の小型化を図ることができるとともに、低騒音化を図ることができる。
【0076】
また、前記手袋11が前記袋体装着部31の密着部51に密着することによって、当該手袋11の前記袋体装着部31へのセット状態を維持することができる。このため、手袋11を押さえながら検査を行わなければならない場合と比較して、検査作業が容易となり、検査時間の短縮化を促進することができる。
【0077】
このとき、前記密着部51の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部41の大きさが異なる手袋11であっても、前記密着部51の適切な位置に密着してセットできる。
【0078】
したがって、異なるサイズの手袋11であっても検査を行うことができる。
【0079】
そして、前記袋体装着部31にセットされた手袋11を内側から照らす照明手段は、前記袋体装着部31の先端部に設けられた電球63で構成されており、供給されたエアは、前記電球63の外周面に沿って流れるように当該エアの供給口91が設定されている。
【0080】
このため、発光時に発熱した前記電球63を、供給されたエアによって外周面より冷却することができる。これにより、前記電球63の表面温度の上昇を抑えることができ、発熱に起因した不具合の発生を未然に防止することができる。
【0081】
なお、照明手段としては、白熱灯、蛍光灯、LED等に限定されないが、高温になりにくい蛍光灯かLEDを用いることが好ましい。また、照明手段を覆うように透明カバー体を設けるようにしても良い。
【0082】
さらに、袋体の厚さにより照明手段の明るさを変えることも可能である。
【符号の説明】
【0083】
1 袋体検査装置
11 手袋
31 袋体装着部
41 開口部
42 内側面
51 密着部
63 電球
83 エアポンプ
91 供給口
【技術分野】
【0001】
本発明は、袋体の検査工程で用いる袋体検査装置及び袋体の検査方法並びに袋体の製造方法に関する。
【背景技術】
【0002】
従来、袋状に形成されたゴム手袋等の袋体は、検査工程においてピンホールの有無等が検査された後、出荷されている。
【0003】
この検査工程で用いられる検査装置においてエアを使用するものとしては、エアを供給した袋体を水に浸して空気漏を検査する装置や(例えば、特許文献1参照。)、エアを供給した袋体の内圧変化からピンホールの有無を検査する装置や(例えば、特許文献2参照。)、袋体に設けられたピンホールからの漏洩気流によって生ずる超音波を検出する装置や(例えば、特許文献3及び特許文献4参照。)、エアを供給した袋体形状の経時的変化を測定する装置(例えば、特許文献5参照。)が知られている。
【0004】
また、電気的に検査を行う装置としては、袋状の検査体に金属製の棒状体に挿入して高電圧を印加し、放電の有無を目視で確認することで検査を行う装置や(例えば、特許文献6の段落番号「0004」及び「0005」参照。)、袋状の検査体に内部構造に従って変化する導電性材料を導入して高電圧を印加し、インピーダンスや通電を検出することにより検査を行う装置(例えば、特許文献6及び特許文献7参照。)が知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平05−010843号公報
【特許文献2】特開2002−131171号公報
【特許文献3】特開平07−151635号公報
【特許文献4】特開平07−218377号公報
【特許文献5】特開平03−146811号公報
【特許文献6】特開平10−170387号公報
【特許文献7】特開平09−079810号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、これらの従来の検査装置にあっては、検査対象を装置にセットしてから検査が終了するまで時間がかかるという問題があった。
【0007】
本発明は、このような従来の課題に鑑みてなされたものであり、検査工程で要する時間を短くすることができる袋体検査装置及び袋体の検査方法並びに袋体の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
前記課題を解決するために本発明の請求項1の袋体検査装置にあっては、開口部を有する袋状に形成された袋体を検査工程で検査する袋体検査装置において、前記袋体を被せてセットした状態で先端部が前記開口部を挿通して当該袋体内に配置される袋体装着部と、該袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませる供給手段と、前記袋体装着部にセットされた前記袋体の内側から光を当てる照明手段と、を備えている。
【0009】
すなわち、形成した袋体を検査工程で検査する際には、袋体検査装置の袋体装着部の先端部に、前記袋体を開口部側から被せてセットする。すると、当該袋装着部は、その先端部が前記開口部を介して前記袋体の内部に配置される。
【0010】
このセット状態において、前記袋体装着部を介して前記袋体内に気体を供給することにより当該袋体を膨らませるとともに、前記袋体装着部に設けられた照明手段によってセットされた前記袋体の内側から光を当てる。
【0011】
すると、立体形状に膨らまされた前記袋体は、その内側から光が当てられるので、当該袋体にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【0012】
また、請求項2の袋体検査装置においては、前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定した。
【0013】
すなわち、前記袋体装着部に前記袋体を前記開口部側から被せてセットした状態では、前記袋体の内側面が前記袋体装着部に設けられた密着部に密着することで、当該袋体内部の気密性が確保される。
【0014】
このとき、前記密着部の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部の小さな袋体は、前記密着部の先端側に密着する一方、前記開口部の大きな袋体にあっては、前記密着部の基端側に密着する。
【0015】
さらに、請求項3の袋体検査装置では、前記照明手段を前記袋体装着部の先端部に設けられた電球で構成し、前記供給手段から供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定した。
【0016】
すなわち、セットされた袋体を内側から照らす照明手段は、前記袋体装着部の先端部に設けられた電球で構成されており、供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口が設定されている。
【0017】
このため、発光時に発熱する前記電球は、供給された気体によって、その外周面より冷却される。
【0018】
加えて、請求項4の袋体検査装置では、前記袋体がゴム又は合成樹脂製の手袋である。
【0019】
これにより、手袋のような複雑な形状でも短時間で検査が行われる。
【0020】
そして、本発明の請求項5の袋体の検査方法にあっては、開口部を有する袋状に形成された袋体を検査工程で検査する袋体の検査方法において、袋体装着部の先端部に前記袋体を被せてセットした状態で前記袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませるとともに、前記袋体装着部にセットされた前記袋体の内側から光を当てて検査を行う。
【0021】
すなわち、形成した袋体を検査工程で検査する際には、袋体装着部の先端部に、前記袋体を開口部側から被せてセットする。これにより、セットされた前記袋体を、前記袋体装着部を介して当該袋体内に供給される気体によって膨らませることができる。
【0022】
そして、前記袋体装着部にセットされた前記袋体の内側から光を当てて検査を行う。すると、立体形状に膨らまされた前記袋体は、その内側から光が当てられるので、当該袋体にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【0023】
また、本発明の請求項6の袋体の検査方法においては、前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定した。
【0024】
すなわち、前記袋体装着部に前記袋体を前記開口部側から被せてセットした状態では、前記袋体の内側面が前記袋体装着部に設けられた密着部に密着することで、当該袋体内部の気密性が確保される。
【0025】
このとき、前記密着部の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部の小さな袋体は、前記密着部の先端側に密着する一方、前記開口部の大きな袋体にあっては、前記密着部の基端側に密着する。
【0026】
さらに、請求項7の袋体の検査方法では、前記袋体装着部の先端部に設けられた電球によって前記袋体の内側から光を当てる一方、前記袋体内に供給される気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定した。
【0027】
すなわち、セットされた袋体を内側から照らす照明は、前記袋体装着部の先端部に設けられた電球で構成されており、供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口が設定されている。
【0028】
このため、発光時に発熱する前記電球は、供給された気体によって、その外周面より冷却される。
【0029】
加えて、請求項8の袋体の検査方法では、前記袋体がゴム又は合成樹脂製の手袋である。
【0030】
これにより、手袋のような複雑な形状でも短時間で検査が行われる。
【0031】
そして、請求項9の袋体の製造方法にあっては、袋状の袋体を形成する形成工程と、該形成工程で形成した袋体に気体を供給して膨らませた状態で内部から光を当てて当該袋体の状態を検査する検査工程と、を備えている。
【0032】
すなわち、袋体は、形成工程にて袋状に形成された後、検査工程において検査される。このとき、前記形成工程で形成された袋体は、内部に気体が供給されることによって立体形状に膨らむ。そして、この袋体は、膨らんだ状態において内部から光が当てられ、その状態が検査される。
【0033】
このように、立体形状に膨らまされた前記袋体は、その内側から光が当てられるので、当該袋体にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【発明の効果】
【0034】
以上説明したように本発明の請求項1の袋体検査装置及び請求項5の袋体の検査方法にあっては、セットされた袋体を立体形状に膨らませた状態で内側から光を当てることにより、当該袋体に表出される光の状態によって、熟練を要しない作業者であっても、ピンホールや局部的な薄肉部を簡単に発見することができる。また、袋体からの気体の漏洩によってもピンホールの有無を発見することができる。
【0035】
したがって、複雑な検査工程を経なければピンホールの有無を検出することができなかった従来と比較して、検査対象となる袋体をセットしてから検査が終了するまでの時間を大幅に短縮することができ、検査工程で要する時間を短くすることができる。
【0036】
そして、複雑構造からなる従来と比較して、構造を簡素化することができ、低コスト化を図ることができる。
【0037】
また、請求項2の袋体検査装置及び請求項6の袋体の検査方法においては、袋体装着部に袋体を開口部側から被せてセットした状態では、前記袋体の内側面が前記袋体装着部に設けられた密着部に密着するため、当該袋体内部の気密性を確保することができる。
【0038】
このため、前記袋体内に供給した気体が前記開口部から漏れる場合と比較して、少ない供給量であっても、膨らんだ袋体の形状維持が可能となり、前記気体の供給手段の小型化を図ることができるとともに、低騒音化を図ることができる。
【0039】
また、前記袋体が前記袋体装着部の密着部に密着することによって、当該袋体の前記袋体装着部へのセット状態を維持することができる。このため、袋体を押さえながら検査を行わなければならない場合と比較して、検査作業が容易となり、検査時間の短縮化を促進することができる。
【0040】
このとき、前記密着部の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部の大きさが異なる袋体であっても、前記密着部の適切な位置に密着させてセットできる。したがって、開口部が異なるサイズの袋体であっても検査を行うことができる。
【0041】
さらに、請求項3の袋体検査装置及び請求項7の袋体の検査方法では、セットされた袋体を内側から照らす照明が、前記袋体装着部の先端部に設けられた電球で構成されており、供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口が設定されている。
【0042】
このため、発光時に発熱した電球を、供給された気体によって外周面より冷却することができる。これにより、電球の表面温度の上昇を抑えることができ、発熱に起因した不具合の発生を未然に防止することができる。
【0043】
加えて、請求項4の袋体検査装置及び請求項8の袋体の検査方法では、前記袋体をゴム又は合成樹脂製の手袋で構成することによって、手袋のような複雑な形状でも短時間で検査することができる。
【0044】
そして、請求項9の袋体の製造方法にあっては、形成された袋体を検査する検査工程において、袋体を立体形状に膨らませた状態で内側から光を当てることにより、当該袋体に表出される光の状態によって、熟練を要しない作業者であっても、ピンホールや局部的な薄肉部を簡単に発見することができる。また、袋体からの気体の漏洩によってもピンホールの有無を発見することができる。
【0045】
したがって、複雑な検査工程を経なければピンホールの有無を検出することができなかった従来と比較して、検査対象となる袋体をセットしてから検査が終了するまでの時間を大幅に短縮することができ、検査工程で要する時間を短くすることができる。
【0046】
これにより、工程時間を掛けることなく、良質な製品を提供することができる。
【図面の簡単な説明】
【0047】
【図1】本発明の一実施の形態を示す説明図である。
【発明を実施するための形態】
【0048】
以下、本発明の一実施の形態を図に従って説明する。
【0049】
図1は、本実施の形態にかかる検査方法で用いる袋体検査装置1を示す図であり、該袋体検査装置1は、形成工程で袋状に形成された製品を検査工程で検査する際に使用する装置である。
【0050】
なお、本実施の形態では、袋状に形成された袋体からなる製品としてゴム製または合成樹脂製の手袋11を例に挙げて説明するが、これに限定されるものではなく、袋状に形成された袋体であれば検査することができる。
【0051】
前記袋体検査装置1は、基端側が土台部21で構成されている。該土台部21は、円筒状に部材によって構成されており、当該土台部21の基端には、設置場所22にボルト等で固定される基端側フランジ23が一体形成されている。この土台部21は、前記基端フランジ23を設置場所22に固定して起立させた状態で上方へ向かうに従って前方へ向けて湾曲した湾曲形状に形成されており、その先端には、先端側フランジ24が一体形成されている。
【0052】
この土台部21の先端には、袋体装着部31が固定されており、該袋体装着部31は、前記土台部21より斜め上方へ向けて延出するように構成されている。該袋体装着部31は、前記土台部21に固定された基部32と、該基部32より先端側へ向けて延出した円筒部33とによって構成されている。
【0053】
該円筒部33は、検査対象となる前記手袋11を、その開口部41側から被せてセットできるように構成されており、このセット状態において、当該円筒部33の先端部が前記開口部41を挿通して当該手袋11内に配置されるように構成されている。前記円筒部33は、検査対象となる手袋11の開口部41に適合するように形成されており、当該円筒部33を前記手袋11の開口部41へ挿入した状態で当該手袋11の内側面42が当該円筒部33の外周面に密着するように構成されている。
【0054】
前記円筒部33の外形寸法は、先端へ向かうに従って小さくなるように設定されており、セットされた手袋11の内側面42が密着する前記円筒部33外面の密着部51は、テーパー状に形成されている。
【0055】
前記基部32の中央部には、円筒状のソケット部61が立設されており、該ソケット部61の外周部には、前記円筒部33で包囲された中空の通流空間62が形成されている。前記ソケット部61の先端は、前記円筒部33の先端に達するように当該ソケット部61の長さ寸法が設定されており、該ソケット部61の先端には、電球63が交換可能に取り付けられている。
【0056】
前記ソケット部61から延出したハーネス71は、連動スイッチ72の第一スイッチ部73を介して電源プラグ74に接続されており、該電源プラグ74は、電源コンセントに抜き差し可能に接続できるように構成されている。
【0057】
これにより、前記連動スイッチ72をオン操作して前記第一スイッチ部73を閉じることによって、前記電源コンセントから供給された電源を前記ソケット部61を介して前記電球63に供給できるように構成されており、当該電球63を点灯できるように構成されている。
【0058】
前記連動スイッチ72の第二スイッチ部81には、電源ケーブル82が接続されており、該電源ケーブル82は、供給手段としてのエアポンプ83に接続されている。該エアポンプ83は、空気を圧縮してホース84から出力するように構成されており、当該ホース84は、前記円筒部33を貫通して前記通流空間62に連通するように構成されている。
【0059】
この通流空間62は、前記円筒部33の先端で開口しており、当該円筒部33の先端には、前記通流空間62に連通した供給口91が形成されている。この供給口91は、前記ソケット部61を包囲するように円形リング状に形成されており、前記エアポンプ83から供給された気体としてのエアを前記供給口91から噴出することによって、当該エアが前記電球63の外周面に沿って流れるように構成されている。
【0060】
これにより、検査対象となる手袋11を、その開口部41側から前記袋体装着部31の先端の円筒部33に被せてセットした状態で、該円筒部33の先端部が前記開口部41を挿通して当該手袋11内に配置されるように構成されており、前記連動スイッチ72をオン操作して前記エアポンプ83を作動するとともに前記電球63を点灯しておくことによって、前記エアポンプ83からのエアを前記袋体装着部31を介して前記手袋11内に供給して当該手袋11を膨らませるとともに、当該手袋11の内側から前記電球63からの光を当てられるように構成されている。
【0061】
以上の構成にかかる本実施の形態において、前記手袋11を製造する際には、形成工程において、手形状の雄型を樹脂液に浸漬して引き上げ、雄型の表面に薄膜を形成することによって手形状の手袋11をディップ形成する。
【0062】
このディップ形成において、前記雄型に気泡等が付着していた場合、成形された手袋11にピンホールが設けられたり、局部的に薄肉部が形成されることがある。
【0063】
このため、この形成工程で形成された手袋11は、検査工程において検査を行い、NG品を排除する。
【0064】
この検査工程では、前記袋体検査装置1が用いられ検査が行われる。
【0065】
すなわち、前記形成工程で形成した前記手袋11を当該検査工程で検査する際には、前記袋体検査装置1の袋体装着部31の先端部に、前記手袋11を、その開口部41側から被せてセットする。すると、当該袋装着部31は、その先端部が前記開口部41を介して前記手袋11の内部に配置される。
【0066】
このセット状態において、エアポンプ83からのエアを前記袋体装着部31を介して前記手袋11内に供給して当該手袋11を膨らませるとともに、前記袋体装着部31に設けられた照明手段としての電球63よって、セットされた前記手袋11の内側から光を当てる。
【0067】
すると、立体形状に膨らまされた前記手袋11は、その内側から光が当てられるので、当該手袋11にピンホールが形成されたり、薄肉部が局部的に設けられた場合には、表出される光の強弱によって容易に認識される。
【0068】
このように、立体形状に膨らませた前記手袋11の内側から光を当てることによって、当該手袋11に表出される光の状態に基づいて、熟練を要しない作業者であっても、ピンホールや局部的な薄肉部を簡単に発見することができる。また、手袋11からの気体の漏洩によってもピンホールの有無を発見することができる。
【0069】
したがって、複雑な検査工程を経なければピンホールの有無を検出することができなかった従来と比較して、検査対象となる手袋11をセットしてから検査が終了するまでの時間を大幅に短縮することができ、検査工程で要する時間を短くすることができる。
【0070】
これにより、工程時間を掛けることなく、不良の無い良質な製品を提供することができる。
【0071】
そして、複雑構造の装置を用いた従来と比較して、袋体検査装置1の構造を簡素化することができ、低コスト化を図ることができる。
【0072】
さらに、前述した手袋11のような複雑な形状でも短時間で検査することができる。
【0073】
また、前記袋体装着部31には、セットした前記手袋11の内側面42に密着する密着部51が設定されており、当該密着部51の外形寸法は、先端へ向かうに従って小さくなるテーパー状に形成されている。
【0074】
このため、前記袋体装着部31に前記手袋11を前記開口部41側から被せてセットした状態において、前記手袋11の内側面42を前記密着部51に密着することができ、当該手袋11内部の気密性を確保することができる。
【0075】
これにより、前記手袋11内に供給したエアが前記開口部41から漏れ出してしまう場合と比較して、少ない供給量であっても、膨らんだ手袋11の形状維持が可能となり、前記エアを供給するエアポンプ83の小型化を図ることができるとともに、低騒音化を図ることができる。
【0076】
また、前記手袋11が前記袋体装着部31の密着部51に密着することによって、当該手袋11の前記袋体装着部31へのセット状態を維持することができる。このため、手袋11を押さえながら検査を行わなければならない場合と比較して、検査作業が容易となり、検査時間の短縮化を促進することができる。
【0077】
このとき、前記密着部51の外形寸法は、先端へ向かうに従って小さくなるように設定されている。このため、前記開口部41の大きさが異なる手袋11であっても、前記密着部51の適切な位置に密着してセットできる。
【0078】
したがって、異なるサイズの手袋11であっても検査を行うことができる。
【0079】
そして、前記袋体装着部31にセットされた手袋11を内側から照らす照明手段は、前記袋体装着部31の先端部に設けられた電球63で構成されており、供給されたエアは、前記電球63の外周面に沿って流れるように当該エアの供給口91が設定されている。
【0080】
このため、発光時に発熱した前記電球63を、供給されたエアによって外周面より冷却することができる。これにより、前記電球63の表面温度の上昇を抑えることができ、発熱に起因した不具合の発生を未然に防止することができる。
【0081】
なお、照明手段としては、白熱灯、蛍光灯、LED等に限定されないが、高温になりにくい蛍光灯かLEDを用いることが好ましい。また、照明手段を覆うように透明カバー体を設けるようにしても良い。
【0082】
さらに、袋体の厚さにより照明手段の明るさを変えることも可能である。
【符号の説明】
【0083】
1 袋体検査装置
11 手袋
31 袋体装着部
41 開口部
42 内側面
51 密着部
63 電球
83 エアポンプ
91 供給口
【特許請求の範囲】
【請求項1】
開口部を有する袋状に形成された袋体を検査工程で検査する袋体検査装置において、
前記袋体を被せてセットした状態で先端部が前記開口部を挿通して当該袋体内に配置される袋体装着部と、
該袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませる供給手段と、
前記袋体装着部にセットされた前記袋体の内側から光を当てる照明手段と、
を備えたことを特徴とする袋体検査装置。
【請求項2】
前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定したことを特徴とする請求項1記載の袋体検査装置。
【請求項3】
前記照明手段を前記袋体装着部の先端部に設けられた電球で構成し、
前記供給手段から供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定したことを特徴とする請求項1又は2記載の袋体検査装置。
【請求項4】
前記袋体がゴム又は合成樹脂製の手袋であることを特徴とした請求項1、2又は3記載の袋体検査装置。
【請求項5】
開口部を有する袋状に形成された袋体を検査工程で検査する袋体の検査方法において、
袋体装着部の先端部に前記袋体を被せてセットした状態で前記袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませるとともに、前記袋体装着部にセットされた前記袋体の内側から光を当てて検査を行うことを特徴とした袋体の検査方法。
【請求項6】
前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定したことを特徴とする請求項5記載の袋体の検査方法。
【請求項7】
前記袋体装着部の先端部に設けられた電球によって前記袋体の内側から光を当てる一方、
前記袋体内に供給される気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定したことを特徴とする請求項5又は6記載の袋体の検査方法。
【請求項8】
前記袋体がゴム又は合成樹脂製の手袋であることを特徴とした請求項5、6又は7記載の袋体の検査方法。
【請求項9】
袋状の袋体を形成する形成工程と、
該形成工程で形成した袋体に気体を供給して膨らませた状態で内部から光を当てて当該袋体の状態を検査する検査工程と、
を備えたことを特徴とする袋体の製造方法。
【請求項1】
開口部を有する袋状に形成された袋体を検査工程で検査する袋体検査装置において、
前記袋体を被せてセットした状態で先端部が前記開口部を挿通して当該袋体内に配置される袋体装着部と、
該袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませる供給手段と、
前記袋体装着部にセットされた前記袋体の内側から光を当てる照明手段と、
を備えたことを特徴とする袋体検査装置。
【請求項2】
前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定したことを特徴とする請求項1記載の袋体検査装置。
【請求項3】
前記照明手段を前記袋体装着部の先端部に設けられた電球で構成し、
前記供給手段から供給された気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定したことを特徴とする請求項1又は2記載の袋体検査装置。
【請求項4】
前記袋体がゴム又は合成樹脂製の手袋であることを特徴とした請求項1、2又は3記載の袋体検査装置。
【請求項5】
開口部を有する袋状に形成された袋体を検査工程で検査する袋体の検査方法において、
袋体装着部の先端部に前記袋体を被せてセットした状態で前記袋体装着部を介して前記袋体内に気体を供給して当該袋体を膨らませるとともに、前記袋体装着部にセットされた前記袋体の内側から光を当てて検査を行うことを特徴とした袋体の検査方法。
【請求項6】
前記袋体装着部を前記開口部へ挿入した状態で前記袋体の内側面が密着する密着部を前記袋体装着部に設定するとともに、当該密着部の外形寸法が先端へ向かうに従って小さくなるように設定したことを特徴とする請求項5記載の袋体の検査方法。
【請求項7】
前記袋体装着部の先端部に設けられた電球によって前記袋体の内側から光を当てる一方、
前記袋体内に供給される気体が前記電球の外周面に沿って流れるように当該気体の供給口を設定したことを特徴とする請求項5又は6記載の袋体の検査方法。
【請求項8】
前記袋体がゴム又は合成樹脂製の手袋であることを特徴とした請求項5、6又は7記載の袋体の検査方法。
【請求項9】
袋状の袋体を形成する形成工程と、
該形成工程で形成した袋体に気体を供給して膨らませた状態で内部から光を当てて当該袋体の状態を検査する検査工程と、
を備えたことを特徴とする袋体の製造方法。
【図1】


【公開番号】特開2011−17579(P2011−17579A)
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2009−161521(P2009−161521)
【出願日】平成21年7月8日(2009.7.8)
【出願人】(000102544)エステー株式会社 (127)
【Fターム(参考)】
【公開日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成21年7月8日(2009.7.8)
【出願人】(000102544)エステー株式会社 (127)
【Fターム(参考)】
[ Back to top ]