
袋半製品をさらに加工する装置と方法および袋半製品のためののりづけステーション
本発明は、袋半製品(24)をさらに加工する装置(64)と方法および袋半製品のためののりづけステーション(3、4)に関する。経験によれば、−折り開かれた底正方形を有する、かつここでは特に折り開かれた底正方形とすでに挿入されているバルブスリップとを有する、チューブ片のような−特に複雑に形成された袋半製品は、完全にのりづけされず、あるいは特にのりづけする際にノズル間隙内で損傷を受ける傾向があることが、示されている。この問題は、少なくとも1つの供給部材(33)が設けられており、前記供給部材が袋半製品の移送方向において、のりづけ間隙の前段に配置されており、かつ前記供給部材がガイド部材(33)と共に袋半製品を塗布ヘッドへ供給する供給領域(41)を定め、前記供給領域を通して袋半製品の少なくとも構成要素が供給可能であり、かつ前記供給領域が袋半製品の移送方向(z)に狭くなることによって、解決される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、袋半製品をさらに加工する装置と方法および袋半製品のためののりづけステーションに関する。
【背景技術】
【0002】
袋半製品をさらに加工する装置は、種々の袋を形成する際に使用される。袋半製品をさらに加工する方法とは、袋材料の存在とできあがった袋の出現との間に生じる加工ステップの少なくとも一部が、方法の構成要素となることを意味している。
【0003】
方法全体によって形成される袋に数えられるのは、たとえば、通常底を形成する際にバルブスリップが挿入される、いわゆるバルブ袋である。底自体は、たとえば特許文献1と特許文献2に示されるように、クロス底として形成されることが多い。底と挿入されたバルブスリップに永続的なまとまりを与えるために、底の各部分が互いに、かつ/またはバルブスリップと、のりによって接着される。
【0004】
この目的のために、底の折畳みの接着すべき領域またはそれに対応づけられたスリップ、従って互いに結合すべきすべての領域に、のりトラックが設けられ、次にまとめること、あるいは折り合わせることによって、互いに接着される。
【0005】
フォーマット通りにのりトラックを塗布することは、通常、回転するローラ上に固定されたフォーマット部分が、ローラが回転する際にのりローラまたはその他ののりストック箇所または転送箇所と接触して、その際にのりが供給されることによって、行われる。さらにローラが回転すると、フォーマットプレートがその上に貯蔵されているのりを、後の袋底またはスリップのそれぞれ接着すべき領域上へ転送する。この目的のために、フォーマット部分に、所定のフォーマット部分に合わされた、特徴的な隆起部が設けられている。底位置決め装置上で他のフォーマットの袋を形成するためには、フォーマット部分が交換される。袋半製品上にこのようにフラットなのりトラックを形成することは、実証されている。というのは、それによって大量の、特に取扱いが難しい濃いのりがきれいにフォーマット通りに塗布できるからである。
【0006】
「フォーマット通りののりトラック」というのは、袋の種類とフォーマットに合わせられた塗布形状である。この塗布形状内の塗布は、通常、平面的に行われ、その場合に、袋の保ちと密閉性のために、形状の端縁が重要になることが多い。
【0007】
その場合の欠点は、もちろん、この装置のために、多数ののり転送コンポーネント、たとえばフォーマットローラとフォーマット部分を設けなければならず、使用後も再び清掃されなければならないことである。
【0008】
従って以前は、この種のフォーマット部分なしで済む、底位置決め装置が知られていた。すなわち特許文献3は、のりづけステーションを有し、その中で多数の塗布ヘッドが袋半製品上にのりを押し出す、底位置決め装置を示している。この目的のために、これらの塗布ヘッドの各々に、複数ののりバルブが取り付けられている。これらののりバルブに、1つまたは複数ののり流出開口部が対応づけられており、そこからのりが袋構成要素上に塗布される。
【0009】
フォーマット通りののりトラックの塗布をもたらすことは、制御ユニットがこれらののりバルブを選択的に駆動することによって、行われる。このようにして、様々なのりプロフィールが実現され、多数のフォーマット部分を設ける必要が省かれる。
【0010】
特許文献4も、この種の教示を示している。従って2つの印刷物から、のり半製品が底位置決め装置内で、のり塗布ヘッドを有するのりづけステーションによってのり付けされることを、読み取ることができる。さらに、袋半製品が少なくとも1つのガイド部材によって、のりづけできるように塗布ヘッドを通過して案内されることが、推論される。
【0011】
しかし、経験によれば、−折り開かれた底正方形と、ここでは特に折り開かれた正方形とすでに挿入されているバルブスリップとを有するチューブ片のような−特に複雑に形成された袋半製品は、完全にのり付けされず、あるいは特にのりづけの際にノズル間隙内で損傷を受ける傾向があることが、明らかにされている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】独国実用新案第09014548号公報
【特許文献2】独国特許出願公開第3020043号公報
【特許文献3】欧州特許第1648688号公報
【特許文献4】独国特許出願公開第10309893号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
従って本発明の課題は、少なくとも1つの塗布ヘッドを有する底位置決め装置内でのりづけされる袋の品質を改良し、かつ不良品率を低下させることにある。
【課題を解決するための手段】
【0014】
本発明によれば、この課題は、請求項1の前文の特徴を有する底位置決め装置に、請求項1に記載の特徴が付加されることによって、解決される。
【0015】
本発明の主旨において、袋半製品というのは、袋の形成に必要な、袋の構成要素である。特にクロス底袋においては、これは、特にチューブ片であり、かつすべての可能な種類のスリップであって、その場合にここでスリップという概念には、底カバーシートも含まれる。以下の説明において、特に、バルブスリップを有する折り開かれた底正方形とバルブスリップなしのそれが示される。この袋半製品は、厳密に考えて、チューブ片の構成要素である。というのは、それは閉鎖されてのりづけされた底を持たないからである。底位置決め装置が、チューブ片に袋底を設ける。クロス底袋またはクロス底スリップ袋は、すでに冒頭で述べたように、当業者には知られている。
【0016】
この出願の主旨において、塗布ヘッドは、のり塗布工具である。こののり塗布工具は、通常、上述した特許文献3と特許文献4に示されるように、回転されず、のりを塗布する際に静止しており、該当する袋半製品が塗布ヘッドを通過して案内される。
【0017】
しばしば、この種の塗布ヘッドによって、可変ののり塗布像が形成される。これは、特に、バルブの接続によって、あるいは広幅スリットノズルの塗布幅を変化させることによって、行うことができる。
【0018】
この印刷物の主旨におけるガイド部材は、底位置決め装置の問題となる領域内で袋半製品の移送に関与する各部材である。通常、ベルト、ローラ、バーおよび薄板が、移送とガイドに関与する。しかし、問題となる機能関連において、特に袋半製品の、のりづけすべき領域が重要である。通常、ガイド部材は、少なくとも部分的に、供給部材と作用関連している。供給部材とガイド部材が、のりづけ箇所(のり転送の箇所または領域)へ袋半製品を供給する供給領域を定める。この供給領域は、好ましくは袋半製品の、後にのりづけされる部分および/またはのりづけされない部分も案内する。
【0019】
底正方形が開放されている場合に、底フラップの他の部分は、通常、のりづけすべき袋構成要素に属する。ガイド部材と供給部材は、袋半製品全体を包囲する必要はなく、その部分領域のみを包囲すれば済む(上を参照)。
【0020】
袋の移送方向に供給領域が狭くなることによって、供給領域を通して案内される袋半製品構成要素に、連続してプレス圧が供給される。
【0021】
書類記号102007057820を有する、まだ公開されていないドイツ特許出願も、底位置決め装置を示しており、そののりづけステーションは塗布ヘッドを有し、その塗布ヘッドが、袋半製品上にのりトラックを塗布するために、のりバルブを有している。のりづけすべき袋半製品は、ここでは、移送装置によってのりづけステーションへ供給され、その場合に袋構成要素は適切なカウンター層を用いて力をかけて塗布ヘッドにあてがわれるので、袋形成において一般的な濃いのりが均一な形状で袋構成要素によって連動され、あるいは引き取られる。この印刷物の教示は、この教示と極めてよく組み合わされる。
【0022】
従って書類記号102007057820を有する未公開のドイツ出願ののりづけステーションのカウンター層に関する内容が、このソース指示によって本出願に取入れられる。この印刷物内で紹介される教示を完全なものにするためにこの部分へ立ち戻ることが、留保される。上述した未公開のドイツ特許出願の部分は、構成要素としても、本印刷物の明細書と図面に取り入れられている。
【0023】
この印刷物に記載された措置によって、袋構成要素がのりづけステーションの塗布ヘッドないしノズルバーに添接ないし圧接される際に損傷が生じることが、防止される。特にこの袋半製品が多層の、あるいは新しく接着された構成要素からなる場合に、袋材料の折れ曲がりが生じることがあり、あるいは半製品の新しく接着された構成要素が互いに対してずれることがある。後者を、当業者は、袋半製品が「裂ける」と称する。
【0024】
しかし、この印刷物の発明に基づく方法は、書類記号102007057820を有する未公開のドイツ特許出願におけるようなカウンター層が設けられていない場合、かつたとえば塗布ヘッドがのりを吹き付けて、折り返された箇所上の不完全なのり塗布が回避される場合でも、設定された課題を満たす。
【0025】
本発明に基づく底位置決め装置の加工ステーションに沿って(特にのりづけステーションへ)移送する間、袋半製品は、保持バンドまたは保持ロッド(片側において多くは袋半製品の中央に載置される)とガイド部材(袋半製品の他の側に位置する)、たとえばテーブル薄板、との間で案内される。テーブル薄板からは、袋半製品が加工ステーションの作業領域内へ、たとえば溝形成ステーションと前刻印装置内へ進入する領域のみが、切り欠かれている(後述する)。加工ステーション内に、同様に、袋半製品のための(固有の)ガイド部材が設けられている。保持バンドと支持部材(テーブル薄板または加工ステーション支持部材)の間の領域は、袋半製品のガイド領域と称される。
【0026】
袋半製品がのりづけステーションへ供給される前に、袋半製品は、大体において溝形成ステーションを通過する。ここで、袋半製品の個々の領域に、後に袋半製品の折畳みを容易にするために、溝が設けられる。クロス底の場合には、たとえば2つの溝形成が、底中心線の上と下で、行われる。それぞれの溝線とクロス底の外側端縁との間の領域は、底フラップと称される。溝形成によって、底フラップは−のりづけ後に−溝線に沿って折り返すことができる。溝形成後に、底フラップはもはや、溝線の間の領域と同じ平面内には位置しない。当業者はこれを、底フラップが「立ち上がる」と称する。「立ち上がった」底フラップを有する、のりづけすべき底フラップを案内する場合に、底フラップがのりづけ間隙内で(すなわちのりづけ間隙が存在する)折れ曲がることがある。これは、質的に価値の低い袋底をもたらし、あるいは特に不良品をもたらすことがあり得る。従って、のりづけすべき袋半製品の平面を、のりづけステーションののりづけ間隙の平面に対して整合させると、有意義である。
【0027】
その前にスリップ(底スリップ、バルブ)が接着されているクロス底をのりづけする場合にも、袋底上に新しく接着されたスリップが裂けるのを防止するために、種々の材料層をのりづけ間隙内へ進入する前にまとめて案内すると、有意義である。
【0028】
従って本発明に基づく装置においては、袋半製品をのりづけ間隙へ案内し、かつ方向づけするために、少なくとも1つの供給部材が設けられており、その供給部材は、袋の移送方向においてのりづけ場所の前段に設けられている。この供給部材は、少なくとも1つのガイド部材(テーブル薄板であることが多い)と共に、袋半製品をのりづけ間隙へ供給する供給領域を定め、その供給領域は、袋半製品の移送方向に狭くなっている。供給部材によって袋構成要素は、のりづけステーションへ移送する間、ガイド部材に対して−そしてそれに伴ってのりづけ間隙に対して−平行に方向付けされる。
【0029】
好ましい実施形態において、少なくとも1つののりづけステーションは、バルブスリップを有する袋底をのりづけするのりづけステーションであることができる。
【0030】
こののりづけステーションは、その特性から、袋底ののりづけに適していることがわかる。それを、底位置決め装置内に後付けすることは、該当する底位置決め装置への多数の機械的および電気的なインターフェイスによって保証される。すなわちこの種ののりづけステーションは、袋半製品を後付けすべき底位置決め装置を通して案内する移送手段が、のり付けステーションも通って把持できるように、構成することができる。
【0031】
本発明の特に好ましい形態は、他の間隙、好ましくは圧延間隙を有しており、その間隙は、袋の移送方向において供給部材とのりづけ間隙の前段に配置されており、のりづけすべき面の少なくとも一部に圧力を供給することができる。この他の圧延間隙を形成する、ローラペアは、前刻印装置とも称される。ローラペアの少なくとも1つのローラは、別に駆動することができる。前刻印装置を横断する際に、たとえば(前もって溝形成によってもたらされた)底フラップの「立ち上がり」は、圧延間隙内で袋半製品が(そのもとの平面内で)圧接されることによって、弱められる。
【0032】
好ましくは、前刻印装置を通過した袋半製品は、再びテーブル薄板と保持バンドの間で案内される。テーブル薄板と保持バンドの間の間隔は、前刻印装置の圧延間隙よりも大きい。さらに、テーブル薄板と保持バンドの間では、底正方形の面の一部のみが案内される。従って、袋半製品のためのガイド領域は、前刻印装置の後ろでまず著しく拡幅し、供給部材の領域内で再び狭くなることができる。
【0033】
本発明の好ましい実施形態において、前刻印装置後の拡幅は、前刻印装置の圧延間隔の100倍であり、しかし好ましくは10から50倍である。他の間隙の前で、袋半製品は通常、移送方向においてガイド領域の厚みが変化することなしに(たとえば狭くならずに)、案内される。
【0034】
本発明の好ましい実施形態において、狭くなる領域内で、少なくとも1つのガイド部材と少なくとも1つの供給部材が互いに形成する角度は、1°と45°の間、しかし好ましくは3°と15°の間にある。しかし、本発明の特に好ましい実施形態においては、角度は、約10°である。
【0035】
好ましくは、供給部材は、弾性的である。これは、力が作用した場合に供給部材が撓むことができ、力作用の終了後は、そのもとの形状をとることを意味している。
【0036】
良好な弾性を得るために、供給部材は、好ましくは薄板から、好ましくはばね薄板からなる。しかし、供給部材の構成要素として錆びない鋼が効果的に使用できる、適用場合もある。特に少なくとも1つの硬い供給部材を使用する場合には、ばね部材を用いてその供給部材を袋半製品に対して添接させることが、可能である。
【0037】
好ましい実施形態において、のりづけステーションは、少なくとも2つののり塗布ヘッドを有している。この場合において、のり塗布ヘッド毎に供給部材も設けられる。従って塗布ヘッドが2つである場合に、のりづけステーションは、開放した底正方形をのりづけするために、少なくとも2つの供給部材を有する。
【0038】
袋半製品の移送方向において供給部材の高さで、少なくとも1つの供給部材および/または少なくとも1つのガイド部材に、切欠きを設けると効果的であって、その切欠きは、袋半製品を塗布ヘッドへ、ないしはのり付けステーションへ供給する供給領域内に望ましくない材料があるか、を認識することを可能にする。この種の望ましくない材料が、欠陥のある袋半製品を形成することが多い。
【0039】
供給領域の前またはその中における、袋半製品の伸長が効果的である。伸長ローラの使用が、効果的であると思われる。他の利点は、供給部材および/またはガイド部材のような、供給領域の画成部材自体が、スリット、溝または隆起部を有し、それらが、袋半製品が移送方向に移動する場合にその袋半製品に然るべき伸長力を仲介する場合に、得られる。開放された底中心正方形を有する半製品を加工する場合に、力は、底中心性から離れる方向に作用しなければならない。
【0040】
上述した切欠きを、袋半製品へ向いた表面がこの力伝達特性を得るように形成すると、コスト的に好ましい。この目的のために、切欠きは−スリット、溝または隆起部と同様に−、供給部材が折り開けられた底正方形を案内する場合に、袋半製品の移送方向において底中心線から離れる方向に案内する。
【0041】
少なくとも1つのカウンター層と、袋半製品の移送方向に狭くなる、供給部材とを有する、本発明に基づくのりづけステーションは、従来技術の底位置決め装置において、それ(のりづけステーション)を後付けすることができるように、形成される。
【0042】
本発明の他の実施例が、詳細な説明と請求項から明らかにされる。
【図面の簡単な説明】
【0043】
【図1】本発明に基づくのりづけ装置の第1の実施例を示す略図である。
【図2】図1に示すカウンター層(ローラ)を示している。
【図3】本発明に基づくのりづけ装置の第2の実施例を示す略図である。
【図4】図3に示すのりづけ装置のカウンター層の作用面を示している。
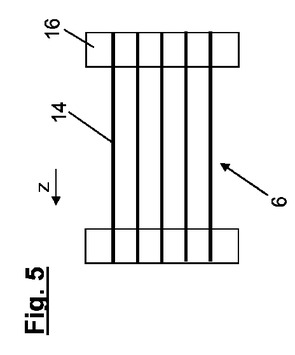
【図5】図6に示す他ののりづけ装置のカウンター層の作用面を示している。
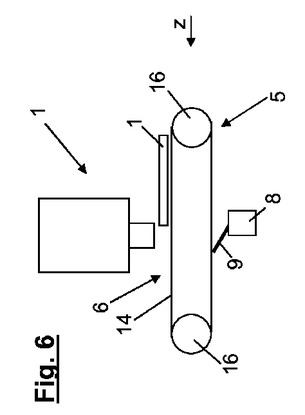
【図6】本発明に基づくのりづけ装置の第3の実施例を示す略図である。
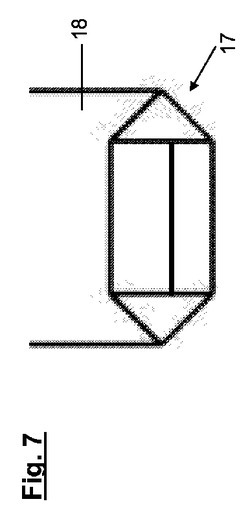
【図7】クロス底バルブ袋の底を示している。
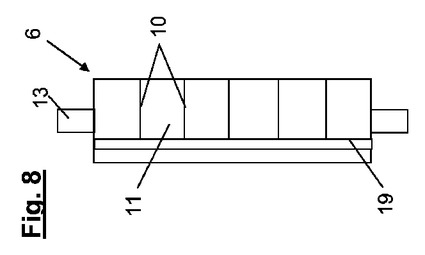
【図8】スリップ用ののりづけステーションのカウンター層を示している。
【図9】図8に示すカウンター層を、スリップの移送の間において示している。
【図10】図8に示すカウンター層の他の図である。
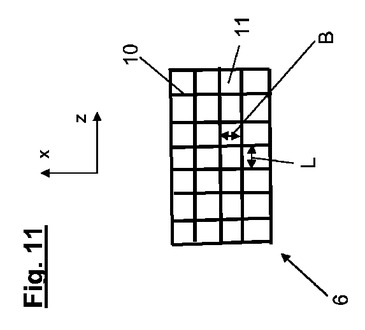
【図11】他ののりづけ装置のカウンター層を示している。
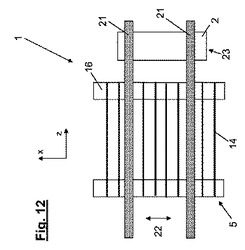
【図12】他ののりづけ装置のカウンター層を示している。
【図13】本発明に基づく底位置決め装置内の袋半製品移送を示す略図である。
【図14】図3の一部を示している。
【図15】本発明に基づく底位置決め装置内の袋半製品移送を示す第2の略図である。
【図16】本発明に基づく底位置決め装置の袋半製品移送を示す第3の略図である。
【発明を実施するための形態】
【0044】
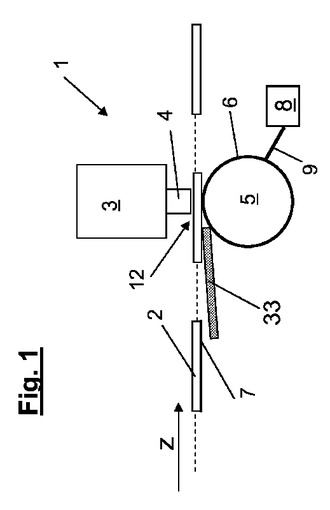
図1は、本発明に基づくのりづけ装置1の第1の実施例の略図を示しており、そののりづけ装置へ移動方向zにおいて袋構成要素2が供給される。のりづけ装置1の主要な構成要素は、ノズルバー4を有する塗布ヘッド3であって、その塗布ヘッドがカウンター層5に機械的に拮抗作用する。カウンター層5は、回転するローラとして形成されており、そのローラの、袋構成要素2の後ろ側7と接触し、かつこの袋構成要素2に、ノズルバーへ添接するための力を仲介する作用面6は、カウンター層5の各回転時に、レーキブレード9を有するレーキ装置8によって掻き取られる。
【0045】
図2は、図2のカウンター層5の他の図であって、作用面6がスリット10によって面セグメント11に分割されていることを示している。この分割が、袋構成要素のより良好な添接を可能にし、その袋構成要素の表面は構造化されており、かつ重要な高低差を備えた特徴的なトポグラフィーを有している。ローラとして形成されたカウンター槽5は、ピン13を有しており、そのピンにカウンター層5を軸承することができる。
【0046】
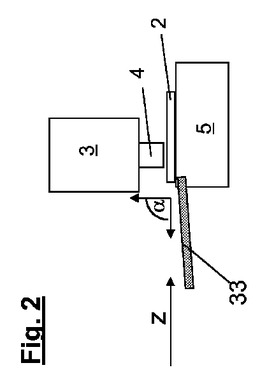
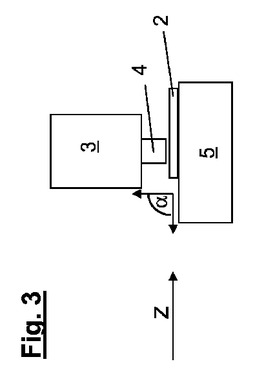
図3には、本発明に基づくのりづけステーションの他の実施例が示されており、それも同様に、ノズルバー4を備えた塗布ヘッド3を有しており、そのノズルバーによって袋構成要素2がのりづけされる。角度αは、袋構成要素がノズルバー4とカウンター層5とによって形成されるのりづけ間隙12内へ進入する角度である。カウンター層5は、図3においては様式化して示されており、図4、5、6および11に示す形式で実現することができる。
【0047】
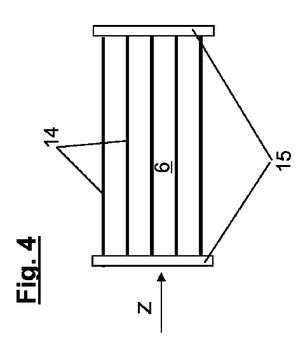
図4において、バンド14は、カウンター層5の作用面6を定める部材である。袋構成要素2がバンド14を介して案内される場合に、その袋構成要素と接触する、バンド14の表面構成要素が、この場合において、作用面6を形成する。バンドは、図4におけるように互いに対してほぼ平行に方向付けされて、所定の(わずかな)機械的張力で張られた、ギターの弦とすることができる。ギターの弦またはバンド14は、脚部4にリンク結合されている。この実施形態においても、バンドを袋構成要素の走行方向に沿って方向付けすると、効果的である。バンド14によって形成される作用面6は、バンドが互いに離間しているので、すでにセグメント化されている。
【0048】
図6は、他のカウンター層5を有する他ののりづけステーションを示しており、そのカウンター層もバンド14を有しており、そのバンドの、袋構成要素2と接触する表面構成要素が作用面6を形成する。図4に示す実施例とは異なり、バンドはガイドローラ15によって案内され、かつ袋構成要素2の移動方向zに移動される。このように案内されるバンドが、ここでもレーキブレード9を有するレーキ装置8によって掻き取られる。
【0049】
図5は、案内ローラ16上を走行するバンド14によって形成される作用面5を、塗布ヘッド5から見て示している。
【0050】
図7は、クロス底バルブ袋18の底17を示している。図によって、この種の袋底の折畳みおよび材料エッジが高低差を有することを示そうとしている。この高低差に鑑みて、ここでは図示のカウンター層5の適用が、特に効果的である。
【0051】
図8には、実質的にローラからなるカウンター層5が示されている。このローラは、スリット10によって面セグメント11に分割された、セグメント化された作用面6を有している。面セグメントは、弾性的な材料からなり、それが、カウンター層9として作用するローラの外表面を覆っている。ローラは、締付けバー19を有しており、それが袋構成要素−特にスリップ−をローラ表面上に固定することができる。締付けバー19の可能な締付け運動が、図10に矢印21で示されている。図9は、どのようにしてスリップ20がカウンター層5の作用面6上で移送されるか、を示している。
【0052】
図11は、ノズルヘッド5から見て、スリット10によって画成される面セグメント11を有する他の作用面6を示している。袋構成要素2の、袋構成要素2へ向いた表面は、フレキシブルである。面セグメント自体は、袋構成要素とは逆の側においてばね部材によって、袋構成要素に対して添接される。このようにしてノズルバー4に対する袋構成要素の点弾性的な添接が得られる。バンド14の表面構成要素から構成される、種々の作用面6に関して、点弾性的な添接は特に、バンド14が線形のノズルバー4に対して横に方向付けされている場合に、実現される。
【0053】
図12には、袋構成要素2をのりづけ装置1へ供給する、他の可能性が示唆されている。まず、図5と6のカウンター層5にほぼ相当する、カウンター層5が、塗布ヘッド3から見て示されている。しかしまず、ノズルヘッドから見てカウンター層のバンド14の前にある、バンド21が示されている。のりづけ装置1を通して移送する際に、袋構成要素2が、バンド14と21の間に固定される。2種類のバンドは、移送方向に移動できるので、袋構成要素は、ほぼ同期して走行するバンドの間で連動される。バンド21は、その位置において、袋構成要素1の移送方向zに対して横の方向xに摺動することができる。摺動可能であることは、バンドを案内するローラの種々の懸架のような、専門的に普通の措置によって保証される。
【0054】
バンドの互いに対する間隔を次のように、すなわち移送される袋構成要素がバンドによってそのx方向の端部領域を捕捉されるように、調節すると、効果的である。
【0055】
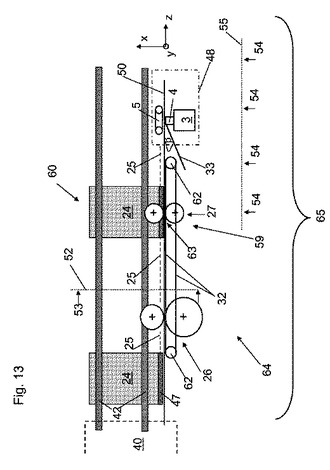
図13は、本発明に基づく底位置決め装置64内ののりづけ間隙43の領域において、袋半製品移送の略図を示している。袋半製品24は、移送方向zに移送される。
【0056】
溝形成装置に達する前に、底開放ステーションにおいて袋底17が引き開けられる。
【0057】
引き開けられた底正方形51の底フラップ47は、移送路50に沿ってガイド部材25と保持バンド32の間dを通して案内される。この種のガイドの例外を形成するのは、個々の加工ステーション26、27、3の領域のみである。しかし、通常は、袋構成要素24を移送するための力は、移送ベルト42からもたらされる。
【0058】
底開放後に、袋半製品24は、溝形成ステーション26内へ達する。次に、溝形成ステーション26内で、袋底中心線28に対して平行に上と下に2本の溝線30と31が刻印される。次に、溝形成によって形成された、袋底17の底フラップ29が、前刻印装置27の圧延間隙63内で滑らかにされる。他の移送路50に沿って底フラップ47が、のりづけ装置3ののりづけ間隙へ向かって狭くなる、ガイド部材33の供給領域41内へ達する。その場合に、供給部材は、袋半製品24のガイド部材25と角度βを形成する。角度βと供給部材の長さは、袋底の底フラップが接触なしでガイド部材33の供給領域41内へ進入することができ、かつ三角ポケットができるだけゆっくりと供給部材33に圧接されるように、選択されなければならない。従って、角度βは、ここに示す実施例においては、5°と12°の間にあり、供給部材の長さは、200mmと300mmの間にある。
袋半製品の、供給部材33の作用領域内へ達した部分は、連続的に上昇するプレス圧にさらされる。供給領域41を出た後に、袋半製品24ののりづけすべき構成要素が、のりづけ間隙43内へ達する。それ以上、底正方形がのりづけ間隙42を出た後に折り畳まれて、それによって袋底を形成することは、示されていない。この種の袋底には、通常、底カバーシート(他の袋半製品)が設けられており、それは、開放された袋正方形51ののりづけと同様にして行うことができる。
【0059】
底位置決め装置64のスタンド底側60における加工または加工ステーションの詳細は、図13では、表示者の都合で省かれている。
【0060】
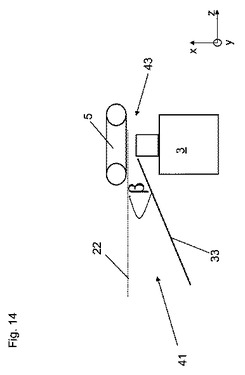
図14は、図13の破線の矩形48内にある部分を示している。この図によって、ガイド部材25と供給部材33の間の供給領域41と、塗布ヘッド3とカウンター層5の間ののりづけ間隙43が、さらに良く認識される。印刷物全体の目的のために、ガイド部材25は、袋半製品24を塗布ヘッド3へ案内または移送する、各装置構成要素とすることができる。重要なのは、ガイド部材25が供給部材の高さにおいて(移送方向zに)占める、供給領域41の限定の特性である。図示の実施例において、ガイド部材25は、テーブル薄板である。
【0061】
供給領域41とは異なり、ガイド領域65は、底位置決め装置64の、折り開かれた底正方形51が案内される領域である。従ってこの領域65は、移送方向において底開放ステーション40から図示されない袋底の折畳みまで達している。この領域65の厚みは、ガイド部材が袋半製品を案内する際に形成し、かつそこで(大体においてx方向またはy方向)有する間隔である。ガイド部材65の大部分は、底フラップ47の移送路50と同一である。
【0062】
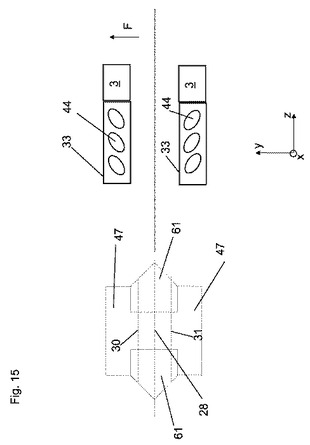
図15は、矢印54(図13)によって示される視線角度からの観察領域55(図13)を示している。袋半製品24の引き開けられた底正方形51が、はっきりと見られる。この底正方形への視線を妨げないために、前刻印装置27と移送バンド32は、図15では示されていない。底フラップ47、溝線30と31、三角ポケット61および底正方形51の底中心線28が見られる。袋半製品のさらなる移送ないしのりづけステーションを通る底中心線28のルートが、破線56(底中心線28の移送路)で示されている。のりづけステーションのうちの、ガイド部材33と塗布ヘッド2のみが見られる。切欠きまたは長孔44は、底中心線28から離れる方向を向いている。切欠きまたは長孔44の長手軸66は、袋底中心線28と角度γを形成している。角度γは、大体において0°と10°の間、好ましくは3°と8°の間にある。切欠きまたは長孔44の幅67は、約3mmと20mmの間、しかし好ましくは4mmと12mmの間にある。切欠き44は、底フラップ47がz方向に移送される際にその底フラップに、底中心線から離れる方向を向いた力を仲介する。この力Fは、袋半製品24をぴんとさせるものであり、効果的である。それは、伸長力Fが供給領域41内で仲介される場合に、主としてポジティブに認められる。これは、供給領域41を画成する部材33、25の表面構造によって生じることができる。
【0063】
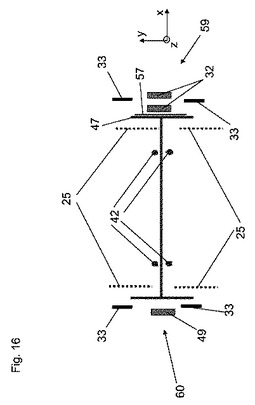
図16に、底開放ステーション40と、のりづけされた底正方形51が折り畳まれる箇所との間の袋半製品24の移送の種類が、再度示されている。図16の基礎となる、視線方向53と考察平面52は、図13に示されている。開放された底正方形51の底フラップ47が立ち上げられて、ガイド部材25によって案内されることが、見られる。図16の右側において、バルブスリップ57が底正方形51上に載置されている。この活動をもたらす、バルブスリップのりづけステーションは、どの図にも示されていない。バルブスリップを最適に案内するために、保持および移送バンド32が設けられている。このバンド32のためのガイドローラは、参照符号62を有している。この実施例において、他の側、底位置決め装置64のスタンド底60側には、この種のバンド32は設けられていない。むしろここでは、保持機能は、ガイド薄板49によって引き受けられる。この措置は、コストの理由から有意義であり得る。というのは、図16のこの左側には、機械の、袋のスタンド底が形成される側60が示されているからである。特に容易に滑ることができる、バルブスリップ57は、ここでは挿入されていない。ここで再度述べておくが、スタンド底の形成の詳細は、図13には図示されていない。
【0064】
図16においては、考察平面52の後ろに位置する機械部材を示すことは、省かれている。例外を形成するのは、図示されている供給部材33の前エッジである。従って、供給部材33が特に、引き開けられた底正方形51の底フラップ47の領域内に作用領域を有していることが、見られる。さらに述べておくが、底フラップ47、バルブスリップ57、ガイド部材25、ガイドバンド32などの間の間隔は、表示者の都合から過度に大きく示されている。図16において、供給部材33は、袋半製品24の両側(バルブ底とスタンド底)に示されている。供給部材33を、バルブ底側59だけに設けることも、有意義であり得る。
【0065】
図16においては、袋半製品24の中央領域−ここではチューブ片の、後に袋壁を形成する領域−が、図示の種類の移送においては、移送バンド42の間で折り畳まれることも、認識される。移送バンド42は、通常、袋半製品24の移送に必要な力を伝達する。しかし、保持および移送バンド32は、同様に駆動することができる。
【符号の説明】
【0066】
1 第1ののりづけ装置
2 袋構成要素
3 塗布ヘッド
4 ノズルバー
5 カウンター層
6 カウンター層5の作用面
7 袋構成要素2の裏側
8 レーキ装置
9 レーキブレード
10 スリット
11 面セグメント
12 のりづけ間隙
13 カウンター層5のピン
14 カウンター層のバンド
15 バンド14がリンク結合されている、脚
16 ガイドドラム
17 袋底
18 クロス底バルブ袋
19 のりバー
20 スリップ
21 バンド
22 矢印
23 x方向における端部領域
24 袋半製品
25 ガイド部材
26 溝形成
27 前刻印装置
28 袋底中心線
29 底フラップ
30 上方の溝線
31 下方の溝線
32 保持および移送バンド
33 供給部材
40 底開放ステーション
41 供給領域
42 移送ベルト
43 のりづけ間隙
44 長孔/切欠き
45 滑り薄板
47 底フラップ
48 破線で示す矩形
49 他のガイド薄板
50 移送路(底フラップの)
51 引き上げられた底正方形
52 観察平面 図16
53 視線方向 図16
54 視線方向 図15
55 観察平面 図16
56 底中心線28の移送方向
57 バルブスリップ
58 袋半製品24の中央の(折り畳まれた)領域
59 底層のバルブ底側
60 底層のスタンド底側
61 三角ポケット
62 移送バンド32のガイドローラ
63 他の間隙/前刻印装置27の間隙
64 底位置決め器/底位置決め装置
65 ガイド領域
66 切欠きまたは長孔44の長手軸
67 切欠きまたは長孔44の幅
L 面セグメント11の長さ
B 面セグメント11の幅
z 袋構成要素2/24の移送方向
x 移送方向zに対する横方向
α 進入角度
β ガイド部材25と供給部材33の間の角度
F 力/伸長力
【技術分野】
【0001】
本発明は、袋半製品をさらに加工する装置と方法および袋半製品のためののりづけステーションに関する。
【背景技術】
【0002】
袋半製品をさらに加工する装置は、種々の袋を形成する際に使用される。袋半製品をさらに加工する方法とは、袋材料の存在とできあがった袋の出現との間に生じる加工ステップの少なくとも一部が、方法の構成要素となることを意味している。
【0003】
方法全体によって形成される袋に数えられるのは、たとえば、通常底を形成する際にバルブスリップが挿入される、いわゆるバルブ袋である。底自体は、たとえば特許文献1と特許文献2に示されるように、クロス底として形成されることが多い。底と挿入されたバルブスリップに永続的なまとまりを与えるために、底の各部分が互いに、かつ/またはバルブスリップと、のりによって接着される。
【0004】
この目的のために、底の折畳みの接着すべき領域またはそれに対応づけられたスリップ、従って互いに結合すべきすべての領域に、のりトラックが設けられ、次にまとめること、あるいは折り合わせることによって、互いに接着される。
【0005】
フォーマット通りにのりトラックを塗布することは、通常、回転するローラ上に固定されたフォーマット部分が、ローラが回転する際にのりローラまたはその他ののりストック箇所または転送箇所と接触して、その際にのりが供給されることによって、行われる。さらにローラが回転すると、フォーマットプレートがその上に貯蔵されているのりを、後の袋底またはスリップのそれぞれ接着すべき領域上へ転送する。この目的のために、フォーマット部分に、所定のフォーマット部分に合わされた、特徴的な隆起部が設けられている。底位置決め装置上で他のフォーマットの袋を形成するためには、フォーマット部分が交換される。袋半製品上にこのようにフラットなのりトラックを形成することは、実証されている。というのは、それによって大量の、特に取扱いが難しい濃いのりがきれいにフォーマット通りに塗布できるからである。
【0006】
「フォーマット通りののりトラック」というのは、袋の種類とフォーマットに合わせられた塗布形状である。この塗布形状内の塗布は、通常、平面的に行われ、その場合に、袋の保ちと密閉性のために、形状の端縁が重要になることが多い。
【0007】
その場合の欠点は、もちろん、この装置のために、多数ののり転送コンポーネント、たとえばフォーマットローラとフォーマット部分を設けなければならず、使用後も再び清掃されなければならないことである。
【0008】
従って以前は、この種のフォーマット部分なしで済む、底位置決め装置が知られていた。すなわち特許文献3は、のりづけステーションを有し、その中で多数の塗布ヘッドが袋半製品上にのりを押し出す、底位置決め装置を示している。この目的のために、これらの塗布ヘッドの各々に、複数ののりバルブが取り付けられている。これらののりバルブに、1つまたは複数ののり流出開口部が対応づけられており、そこからのりが袋構成要素上に塗布される。
【0009】
フォーマット通りののりトラックの塗布をもたらすことは、制御ユニットがこれらののりバルブを選択的に駆動することによって、行われる。このようにして、様々なのりプロフィールが実現され、多数のフォーマット部分を設ける必要が省かれる。
【0010】
特許文献4も、この種の教示を示している。従って2つの印刷物から、のり半製品が底位置決め装置内で、のり塗布ヘッドを有するのりづけステーションによってのり付けされることを、読み取ることができる。さらに、袋半製品が少なくとも1つのガイド部材によって、のりづけできるように塗布ヘッドを通過して案内されることが、推論される。
【0011】
しかし、経験によれば、−折り開かれた底正方形と、ここでは特に折り開かれた正方形とすでに挿入されているバルブスリップとを有するチューブ片のような−特に複雑に形成された袋半製品は、完全にのり付けされず、あるいは特にのりづけの際にノズル間隙内で損傷を受ける傾向があることが、明らかにされている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】独国実用新案第09014548号公報
【特許文献2】独国特許出願公開第3020043号公報
【特許文献3】欧州特許第1648688号公報
【特許文献4】独国特許出願公開第10309893号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
従って本発明の課題は、少なくとも1つの塗布ヘッドを有する底位置決め装置内でのりづけされる袋の品質を改良し、かつ不良品率を低下させることにある。
【課題を解決するための手段】
【0014】
本発明によれば、この課題は、請求項1の前文の特徴を有する底位置決め装置に、請求項1に記載の特徴が付加されることによって、解決される。
【0015】
本発明の主旨において、袋半製品というのは、袋の形成に必要な、袋の構成要素である。特にクロス底袋においては、これは、特にチューブ片であり、かつすべての可能な種類のスリップであって、その場合にここでスリップという概念には、底カバーシートも含まれる。以下の説明において、特に、バルブスリップを有する折り開かれた底正方形とバルブスリップなしのそれが示される。この袋半製品は、厳密に考えて、チューブ片の構成要素である。というのは、それは閉鎖されてのりづけされた底を持たないからである。底位置決め装置が、チューブ片に袋底を設ける。クロス底袋またはクロス底スリップ袋は、すでに冒頭で述べたように、当業者には知られている。
【0016】
この出願の主旨において、塗布ヘッドは、のり塗布工具である。こののり塗布工具は、通常、上述した特許文献3と特許文献4に示されるように、回転されず、のりを塗布する際に静止しており、該当する袋半製品が塗布ヘッドを通過して案内される。
【0017】
しばしば、この種の塗布ヘッドによって、可変ののり塗布像が形成される。これは、特に、バルブの接続によって、あるいは広幅スリットノズルの塗布幅を変化させることによって、行うことができる。
【0018】
この印刷物の主旨におけるガイド部材は、底位置決め装置の問題となる領域内で袋半製品の移送に関与する各部材である。通常、ベルト、ローラ、バーおよび薄板が、移送とガイドに関与する。しかし、問題となる機能関連において、特に袋半製品の、のりづけすべき領域が重要である。通常、ガイド部材は、少なくとも部分的に、供給部材と作用関連している。供給部材とガイド部材が、のりづけ箇所(のり転送の箇所または領域)へ袋半製品を供給する供給領域を定める。この供給領域は、好ましくは袋半製品の、後にのりづけされる部分および/またはのりづけされない部分も案内する。
【0019】
底正方形が開放されている場合に、底フラップの他の部分は、通常、のりづけすべき袋構成要素に属する。ガイド部材と供給部材は、袋半製品全体を包囲する必要はなく、その部分領域のみを包囲すれば済む(上を参照)。
【0020】
袋の移送方向に供給領域が狭くなることによって、供給領域を通して案内される袋半製品構成要素に、連続してプレス圧が供給される。
【0021】
書類記号102007057820を有する、まだ公開されていないドイツ特許出願も、底位置決め装置を示しており、そののりづけステーションは塗布ヘッドを有し、その塗布ヘッドが、袋半製品上にのりトラックを塗布するために、のりバルブを有している。のりづけすべき袋半製品は、ここでは、移送装置によってのりづけステーションへ供給され、その場合に袋構成要素は適切なカウンター層を用いて力をかけて塗布ヘッドにあてがわれるので、袋形成において一般的な濃いのりが均一な形状で袋構成要素によって連動され、あるいは引き取られる。この印刷物の教示は、この教示と極めてよく組み合わされる。
【0022】
従って書類記号102007057820を有する未公開のドイツ出願ののりづけステーションのカウンター層に関する内容が、このソース指示によって本出願に取入れられる。この印刷物内で紹介される教示を完全なものにするためにこの部分へ立ち戻ることが、留保される。上述した未公開のドイツ特許出願の部分は、構成要素としても、本印刷物の明細書と図面に取り入れられている。
【0023】
この印刷物に記載された措置によって、袋構成要素がのりづけステーションの塗布ヘッドないしノズルバーに添接ないし圧接される際に損傷が生じることが、防止される。特にこの袋半製品が多層の、あるいは新しく接着された構成要素からなる場合に、袋材料の折れ曲がりが生じることがあり、あるいは半製品の新しく接着された構成要素が互いに対してずれることがある。後者を、当業者は、袋半製品が「裂ける」と称する。
【0024】
しかし、この印刷物の発明に基づく方法は、書類記号102007057820を有する未公開のドイツ特許出願におけるようなカウンター層が設けられていない場合、かつたとえば塗布ヘッドがのりを吹き付けて、折り返された箇所上の不完全なのり塗布が回避される場合でも、設定された課題を満たす。
【0025】
本発明に基づく底位置決め装置の加工ステーションに沿って(特にのりづけステーションへ)移送する間、袋半製品は、保持バンドまたは保持ロッド(片側において多くは袋半製品の中央に載置される)とガイド部材(袋半製品の他の側に位置する)、たとえばテーブル薄板、との間で案内される。テーブル薄板からは、袋半製品が加工ステーションの作業領域内へ、たとえば溝形成ステーションと前刻印装置内へ進入する領域のみが、切り欠かれている(後述する)。加工ステーション内に、同様に、袋半製品のための(固有の)ガイド部材が設けられている。保持バンドと支持部材(テーブル薄板または加工ステーション支持部材)の間の領域は、袋半製品のガイド領域と称される。
【0026】
袋半製品がのりづけステーションへ供給される前に、袋半製品は、大体において溝形成ステーションを通過する。ここで、袋半製品の個々の領域に、後に袋半製品の折畳みを容易にするために、溝が設けられる。クロス底の場合には、たとえば2つの溝形成が、底中心線の上と下で、行われる。それぞれの溝線とクロス底の外側端縁との間の領域は、底フラップと称される。溝形成によって、底フラップは−のりづけ後に−溝線に沿って折り返すことができる。溝形成後に、底フラップはもはや、溝線の間の領域と同じ平面内には位置しない。当業者はこれを、底フラップが「立ち上がる」と称する。「立ち上がった」底フラップを有する、のりづけすべき底フラップを案内する場合に、底フラップがのりづけ間隙内で(すなわちのりづけ間隙が存在する)折れ曲がることがある。これは、質的に価値の低い袋底をもたらし、あるいは特に不良品をもたらすことがあり得る。従って、のりづけすべき袋半製品の平面を、のりづけステーションののりづけ間隙の平面に対して整合させると、有意義である。
【0027】
その前にスリップ(底スリップ、バルブ)が接着されているクロス底をのりづけする場合にも、袋底上に新しく接着されたスリップが裂けるのを防止するために、種々の材料層をのりづけ間隙内へ進入する前にまとめて案内すると、有意義である。
【0028】
従って本発明に基づく装置においては、袋半製品をのりづけ間隙へ案内し、かつ方向づけするために、少なくとも1つの供給部材が設けられており、その供給部材は、袋の移送方向においてのりづけ場所の前段に設けられている。この供給部材は、少なくとも1つのガイド部材(テーブル薄板であることが多い)と共に、袋半製品をのりづけ間隙へ供給する供給領域を定め、その供給領域は、袋半製品の移送方向に狭くなっている。供給部材によって袋構成要素は、のりづけステーションへ移送する間、ガイド部材に対して−そしてそれに伴ってのりづけ間隙に対して−平行に方向付けされる。
【0029】
好ましい実施形態において、少なくとも1つののりづけステーションは、バルブスリップを有する袋底をのりづけするのりづけステーションであることができる。
【0030】
こののりづけステーションは、その特性から、袋底ののりづけに適していることがわかる。それを、底位置決め装置内に後付けすることは、該当する底位置決め装置への多数の機械的および電気的なインターフェイスによって保証される。すなわちこの種ののりづけステーションは、袋半製品を後付けすべき底位置決め装置を通して案内する移送手段が、のり付けステーションも通って把持できるように、構成することができる。
【0031】
本発明の特に好ましい形態は、他の間隙、好ましくは圧延間隙を有しており、その間隙は、袋の移送方向において供給部材とのりづけ間隙の前段に配置されており、のりづけすべき面の少なくとも一部に圧力を供給することができる。この他の圧延間隙を形成する、ローラペアは、前刻印装置とも称される。ローラペアの少なくとも1つのローラは、別に駆動することができる。前刻印装置を横断する際に、たとえば(前もって溝形成によってもたらされた)底フラップの「立ち上がり」は、圧延間隙内で袋半製品が(そのもとの平面内で)圧接されることによって、弱められる。
【0032】
好ましくは、前刻印装置を通過した袋半製品は、再びテーブル薄板と保持バンドの間で案内される。テーブル薄板と保持バンドの間の間隔は、前刻印装置の圧延間隙よりも大きい。さらに、テーブル薄板と保持バンドの間では、底正方形の面の一部のみが案内される。従って、袋半製品のためのガイド領域は、前刻印装置の後ろでまず著しく拡幅し、供給部材の領域内で再び狭くなることができる。
【0033】
本発明の好ましい実施形態において、前刻印装置後の拡幅は、前刻印装置の圧延間隔の100倍であり、しかし好ましくは10から50倍である。他の間隙の前で、袋半製品は通常、移送方向においてガイド領域の厚みが変化することなしに(たとえば狭くならずに)、案内される。
【0034】
本発明の好ましい実施形態において、狭くなる領域内で、少なくとも1つのガイド部材と少なくとも1つの供給部材が互いに形成する角度は、1°と45°の間、しかし好ましくは3°と15°の間にある。しかし、本発明の特に好ましい実施形態においては、角度は、約10°である。
【0035】
好ましくは、供給部材は、弾性的である。これは、力が作用した場合に供給部材が撓むことができ、力作用の終了後は、そのもとの形状をとることを意味している。
【0036】
良好な弾性を得るために、供給部材は、好ましくは薄板から、好ましくはばね薄板からなる。しかし、供給部材の構成要素として錆びない鋼が効果的に使用できる、適用場合もある。特に少なくとも1つの硬い供給部材を使用する場合には、ばね部材を用いてその供給部材を袋半製品に対して添接させることが、可能である。
【0037】
好ましい実施形態において、のりづけステーションは、少なくとも2つののり塗布ヘッドを有している。この場合において、のり塗布ヘッド毎に供給部材も設けられる。従って塗布ヘッドが2つである場合に、のりづけステーションは、開放した底正方形をのりづけするために、少なくとも2つの供給部材を有する。
【0038】
袋半製品の移送方向において供給部材の高さで、少なくとも1つの供給部材および/または少なくとも1つのガイド部材に、切欠きを設けると効果的であって、その切欠きは、袋半製品を塗布ヘッドへ、ないしはのり付けステーションへ供給する供給領域内に望ましくない材料があるか、を認識することを可能にする。この種の望ましくない材料が、欠陥のある袋半製品を形成することが多い。
【0039】
供給領域の前またはその中における、袋半製品の伸長が効果的である。伸長ローラの使用が、効果的であると思われる。他の利点は、供給部材および/またはガイド部材のような、供給領域の画成部材自体が、スリット、溝または隆起部を有し、それらが、袋半製品が移送方向に移動する場合にその袋半製品に然るべき伸長力を仲介する場合に、得られる。開放された底中心正方形を有する半製品を加工する場合に、力は、底中心性から離れる方向に作用しなければならない。
【0040】
上述した切欠きを、袋半製品へ向いた表面がこの力伝達特性を得るように形成すると、コスト的に好ましい。この目的のために、切欠きは−スリット、溝または隆起部と同様に−、供給部材が折り開けられた底正方形を案内する場合に、袋半製品の移送方向において底中心線から離れる方向に案内する。
【0041】
少なくとも1つのカウンター層と、袋半製品の移送方向に狭くなる、供給部材とを有する、本発明に基づくのりづけステーションは、従来技術の底位置決め装置において、それ(のりづけステーション)を後付けすることができるように、形成される。
【0042】
本発明の他の実施例が、詳細な説明と請求項から明らかにされる。
【図面の簡単な説明】
【0043】
【図1】本発明に基づくのりづけ装置の第1の実施例を示す略図である。
【図2】図1に示すカウンター層(ローラ)を示している。
【図3】本発明に基づくのりづけ装置の第2の実施例を示す略図である。
【図4】図3に示すのりづけ装置のカウンター層の作用面を示している。
【図5】図6に示す他ののりづけ装置のカウンター層の作用面を示している。
【図6】本発明に基づくのりづけ装置の第3の実施例を示す略図である。
【図7】クロス底バルブ袋の底を示している。
【図8】スリップ用ののりづけステーションのカウンター層を示している。
【図9】図8に示すカウンター層を、スリップの移送の間において示している。
【図10】図8に示すカウンター層の他の図である。
【図11】他ののりづけ装置のカウンター層を示している。
【図12】他ののりづけ装置のカウンター層を示している。
【図13】本発明に基づく底位置決め装置内の袋半製品移送を示す略図である。
【図14】図3の一部を示している。
【図15】本発明に基づく底位置決め装置内の袋半製品移送を示す第2の略図である。
【図16】本発明に基づく底位置決め装置の袋半製品移送を示す第3の略図である。
【発明を実施するための形態】
【0044】
図1は、本発明に基づくのりづけ装置1の第1の実施例の略図を示しており、そののりづけ装置へ移動方向zにおいて袋構成要素2が供給される。のりづけ装置1の主要な構成要素は、ノズルバー4を有する塗布ヘッド3であって、その塗布ヘッドがカウンター層5に機械的に拮抗作用する。カウンター層5は、回転するローラとして形成されており、そのローラの、袋構成要素2の後ろ側7と接触し、かつこの袋構成要素2に、ノズルバーへ添接するための力を仲介する作用面6は、カウンター層5の各回転時に、レーキブレード9を有するレーキ装置8によって掻き取られる。
【0045】
図2は、図2のカウンター層5の他の図であって、作用面6がスリット10によって面セグメント11に分割されていることを示している。この分割が、袋構成要素のより良好な添接を可能にし、その袋構成要素の表面は構造化されており、かつ重要な高低差を備えた特徴的なトポグラフィーを有している。ローラとして形成されたカウンター槽5は、ピン13を有しており、そのピンにカウンター層5を軸承することができる。
【0046】
図3には、本発明に基づくのりづけステーションの他の実施例が示されており、それも同様に、ノズルバー4を備えた塗布ヘッド3を有しており、そのノズルバーによって袋構成要素2がのりづけされる。角度αは、袋構成要素がノズルバー4とカウンター層5とによって形成されるのりづけ間隙12内へ進入する角度である。カウンター層5は、図3においては様式化して示されており、図4、5、6および11に示す形式で実現することができる。
【0047】
図4において、バンド14は、カウンター層5の作用面6を定める部材である。袋構成要素2がバンド14を介して案内される場合に、その袋構成要素と接触する、バンド14の表面構成要素が、この場合において、作用面6を形成する。バンドは、図4におけるように互いに対してほぼ平行に方向付けされて、所定の(わずかな)機械的張力で張られた、ギターの弦とすることができる。ギターの弦またはバンド14は、脚部4にリンク結合されている。この実施形態においても、バンドを袋構成要素の走行方向に沿って方向付けすると、効果的である。バンド14によって形成される作用面6は、バンドが互いに離間しているので、すでにセグメント化されている。
【0048】
図6は、他のカウンター層5を有する他ののりづけステーションを示しており、そのカウンター層もバンド14を有しており、そのバンドの、袋構成要素2と接触する表面構成要素が作用面6を形成する。図4に示す実施例とは異なり、バンドはガイドローラ15によって案内され、かつ袋構成要素2の移動方向zに移動される。このように案内されるバンドが、ここでもレーキブレード9を有するレーキ装置8によって掻き取られる。
【0049】
図5は、案内ローラ16上を走行するバンド14によって形成される作用面5を、塗布ヘッド5から見て示している。
【0050】
図7は、クロス底バルブ袋18の底17を示している。図によって、この種の袋底の折畳みおよび材料エッジが高低差を有することを示そうとしている。この高低差に鑑みて、ここでは図示のカウンター層5の適用が、特に効果的である。
【0051】
図8には、実質的にローラからなるカウンター層5が示されている。このローラは、スリット10によって面セグメント11に分割された、セグメント化された作用面6を有している。面セグメントは、弾性的な材料からなり、それが、カウンター層9として作用するローラの外表面を覆っている。ローラは、締付けバー19を有しており、それが袋構成要素−特にスリップ−をローラ表面上に固定することができる。締付けバー19の可能な締付け運動が、図10に矢印21で示されている。図9は、どのようにしてスリップ20がカウンター層5の作用面6上で移送されるか、を示している。
【0052】
図11は、ノズルヘッド5から見て、スリット10によって画成される面セグメント11を有する他の作用面6を示している。袋構成要素2の、袋構成要素2へ向いた表面は、フレキシブルである。面セグメント自体は、袋構成要素とは逆の側においてばね部材によって、袋構成要素に対して添接される。このようにしてノズルバー4に対する袋構成要素の点弾性的な添接が得られる。バンド14の表面構成要素から構成される、種々の作用面6に関して、点弾性的な添接は特に、バンド14が線形のノズルバー4に対して横に方向付けされている場合に、実現される。
【0053】
図12には、袋構成要素2をのりづけ装置1へ供給する、他の可能性が示唆されている。まず、図5と6のカウンター層5にほぼ相当する、カウンター層5が、塗布ヘッド3から見て示されている。しかしまず、ノズルヘッドから見てカウンター層のバンド14の前にある、バンド21が示されている。のりづけ装置1を通して移送する際に、袋構成要素2が、バンド14と21の間に固定される。2種類のバンドは、移送方向に移動できるので、袋構成要素は、ほぼ同期して走行するバンドの間で連動される。バンド21は、その位置において、袋構成要素1の移送方向zに対して横の方向xに摺動することができる。摺動可能であることは、バンドを案内するローラの種々の懸架のような、専門的に普通の措置によって保証される。
【0054】
バンドの互いに対する間隔を次のように、すなわち移送される袋構成要素がバンドによってそのx方向の端部領域を捕捉されるように、調節すると、効果的である。
【0055】
図13は、本発明に基づく底位置決め装置64内ののりづけ間隙43の領域において、袋半製品移送の略図を示している。袋半製品24は、移送方向zに移送される。
【0056】
溝形成装置に達する前に、底開放ステーションにおいて袋底17が引き開けられる。
【0057】
引き開けられた底正方形51の底フラップ47は、移送路50に沿ってガイド部材25と保持バンド32の間dを通して案内される。この種のガイドの例外を形成するのは、個々の加工ステーション26、27、3の領域のみである。しかし、通常は、袋構成要素24を移送するための力は、移送ベルト42からもたらされる。
【0058】
底開放後に、袋半製品24は、溝形成ステーション26内へ達する。次に、溝形成ステーション26内で、袋底中心線28に対して平行に上と下に2本の溝線30と31が刻印される。次に、溝形成によって形成された、袋底17の底フラップ29が、前刻印装置27の圧延間隙63内で滑らかにされる。他の移送路50に沿って底フラップ47が、のりづけ装置3ののりづけ間隙へ向かって狭くなる、ガイド部材33の供給領域41内へ達する。その場合に、供給部材は、袋半製品24のガイド部材25と角度βを形成する。角度βと供給部材の長さは、袋底の底フラップが接触なしでガイド部材33の供給領域41内へ進入することができ、かつ三角ポケットができるだけゆっくりと供給部材33に圧接されるように、選択されなければならない。従って、角度βは、ここに示す実施例においては、5°と12°の間にあり、供給部材の長さは、200mmと300mmの間にある。
袋半製品の、供給部材33の作用領域内へ達した部分は、連続的に上昇するプレス圧にさらされる。供給領域41を出た後に、袋半製品24ののりづけすべき構成要素が、のりづけ間隙43内へ達する。それ以上、底正方形がのりづけ間隙42を出た後に折り畳まれて、それによって袋底を形成することは、示されていない。この種の袋底には、通常、底カバーシート(他の袋半製品)が設けられており、それは、開放された袋正方形51ののりづけと同様にして行うことができる。
【0059】
底位置決め装置64のスタンド底側60における加工または加工ステーションの詳細は、図13では、表示者の都合で省かれている。
【0060】
図14は、図13の破線の矩形48内にある部分を示している。この図によって、ガイド部材25と供給部材33の間の供給領域41と、塗布ヘッド3とカウンター層5の間ののりづけ間隙43が、さらに良く認識される。印刷物全体の目的のために、ガイド部材25は、袋半製品24を塗布ヘッド3へ案内または移送する、各装置構成要素とすることができる。重要なのは、ガイド部材25が供給部材の高さにおいて(移送方向zに)占める、供給領域41の限定の特性である。図示の実施例において、ガイド部材25は、テーブル薄板である。
【0061】
供給領域41とは異なり、ガイド領域65は、底位置決め装置64の、折り開かれた底正方形51が案内される領域である。従ってこの領域65は、移送方向において底開放ステーション40から図示されない袋底の折畳みまで達している。この領域65の厚みは、ガイド部材が袋半製品を案内する際に形成し、かつそこで(大体においてx方向またはy方向)有する間隔である。ガイド部材65の大部分は、底フラップ47の移送路50と同一である。
【0062】
図15は、矢印54(図13)によって示される視線角度からの観察領域55(図13)を示している。袋半製品24の引き開けられた底正方形51が、はっきりと見られる。この底正方形への視線を妨げないために、前刻印装置27と移送バンド32は、図15では示されていない。底フラップ47、溝線30と31、三角ポケット61および底正方形51の底中心線28が見られる。袋半製品のさらなる移送ないしのりづけステーションを通る底中心線28のルートが、破線56(底中心線28の移送路)で示されている。のりづけステーションのうちの、ガイド部材33と塗布ヘッド2のみが見られる。切欠きまたは長孔44は、底中心線28から離れる方向を向いている。切欠きまたは長孔44の長手軸66は、袋底中心線28と角度γを形成している。角度γは、大体において0°と10°の間、好ましくは3°と8°の間にある。切欠きまたは長孔44の幅67は、約3mmと20mmの間、しかし好ましくは4mmと12mmの間にある。切欠き44は、底フラップ47がz方向に移送される際にその底フラップに、底中心線から離れる方向を向いた力を仲介する。この力Fは、袋半製品24をぴんとさせるものであり、効果的である。それは、伸長力Fが供給領域41内で仲介される場合に、主としてポジティブに認められる。これは、供給領域41を画成する部材33、25の表面構造によって生じることができる。
【0063】
図16に、底開放ステーション40と、のりづけされた底正方形51が折り畳まれる箇所との間の袋半製品24の移送の種類が、再度示されている。図16の基礎となる、視線方向53と考察平面52は、図13に示されている。開放された底正方形51の底フラップ47が立ち上げられて、ガイド部材25によって案内されることが、見られる。図16の右側において、バルブスリップ57が底正方形51上に載置されている。この活動をもたらす、バルブスリップのりづけステーションは、どの図にも示されていない。バルブスリップを最適に案内するために、保持および移送バンド32が設けられている。このバンド32のためのガイドローラは、参照符号62を有している。この実施例において、他の側、底位置決め装置64のスタンド底60側には、この種のバンド32は設けられていない。むしろここでは、保持機能は、ガイド薄板49によって引き受けられる。この措置は、コストの理由から有意義であり得る。というのは、図16のこの左側には、機械の、袋のスタンド底が形成される側60が示されているからである。特に容易に滑ることができる、バルブスリップ57は、ここでは挿入されていない。ここで再度述べておくが、スタンド底の形成の詳細は、図13には図示されていない。
【0064】
図16においては、考察平面52の後ろに位置する機械部材を示すことは、省かれている。例外を形成するのは、図示されている供給部材33の前エッジである。従って、供給部材33が特に、引き開けられた底正方形51の底フラップ47の領域内に作用領域を有していることが、見られる。さらに述べておくが、底フラップ47、バルブスリップ57、ガイド部材25、ガイドバンド32などの間の間隔は、表示者の都合から過度に大きく示されている。図16において、供給部材33は、袋半製品24の両側(バルブ底とスタンド底)に示されている。供給部材33を、バルブ底側59だけに設けることも、有意義であり得る。
【0065】
図16においては、袋半製品24の中央領域−ここではチューブ片の、後に袋壁を形成する領域−が、図示の種類の移送においては、移送バンド42の間で折り畳まれることも、認識される。移送バンド42は、通常、袋半製品24の移送に必要な力を伝達する。しかし、保持および移送バンド32は、同様に駆動することができる。
【符号の説明】
【0066】
1 第1ののりづけ装置
2 袋構成要素
3 塗布ヘッド
4 ノズルバー
5 カウンター層
6 カウンター層5の作用面
7 袋構成要素2の裏側
8 レーキ装置
9 レーキブレード
10 スリット
11 面セグメント
12 のりづけ間隙
13 カウンター層5のピン
14 カウンター層のバンド
15 バンド14がリンク結合されている、脚
16 ガイドドラム
17 袋底
18 クロス底バルブ袋
19 のりバー
20 スリップ
21 バンド
22 矢印
23 x方向における端部領域
24 袋半製品
25 ガイド部材
26 溝形成
27 前刻印装置
28 袋底中心線
29 底フラップ
30 上方の溝線
31 下方の溝線
32 保持および移送バンド
33 供給部材
40 底開放ステーション
41 供給領域
42 移送ベルト
43 のりづけ間隙
44 長孔/切欠き
45 滑り薄板
47 底フラップ
48 破線で示す矩形
49 他のガイド薄板
50 移送路(底フラップの)
51 引き上げられた底正方形
52 観察平面 図16
53 視線方向 図16
54 視線方向 図15
55 観察平面 図16
56 底中心線28の移送方向
57 バルブスリップ
58 袋半製品24の中央の(折り畳まれた)領域
59 底層のバルブ底側
60 底層のスタンド底側
61 三角ポケット
62 移送バンド32のガイドローラ
63 他の間隙/前刻印装置27の間隙
64 底位置決め器/底位置決め装置
65 ガイド領域
66 切欠きまたは長孔44の長手軸
67 切欠きまたは長孔44の幅
L 面セグメント11の長さ
B 面セグメント11の幅
z 袋構成要素2/24の移送方向
x 移送方向zに対する横方向
α 進入角度
β ガイド部材25と供給部材33の間の角度
F 力/伸長力
【特許請求の範囲】
【請求項1】
袋半製品(24)をさらに加工する装置(64)、好ましくはクロス底バルブ袋(18)のための底位置決め装置であって、
・前記装置が、少なくとも1つののり塗布ヘッド(3)を備えた少なくとも1つののりづけステーション(3、4)を有しており、
・少なくとも1つのガイド部材(25)を有し、前記ガイド部材によって、袋半製品(24)が移送方向(z)にのりづけステーション(3、4)へ供給可能であって、その場合にのり塗布ヘッド(3)を通過して案内可能である、
前記装置において、
・袋半製品(24)の移送方向(z)において、のりづけ間隙(43)の前段に、少なくとも1つの供給部材(33)が設けられており、
・かつ前記供給部材が、ガイド部材(42)と共に塗布ヘッド(3)へ袋半製品(24)を供給する供給領域(41)を定め、
・前記供給領域(41)を通して、袋半製品(24)の少なくとも構成要素(47、61)が案内可能であって、
・かつ前記供給領域(41)が、袋半製品(24)の移送方向(z)に狭くなっている、
ことを特徴とする、袋半製品をさらに加工する装置。
【請求項2】
少なくとも1つのカウンター層(5)であって、前記カウンター層(5)が、のり塗布ヘッド(3)と共にのりづけ間隙(43)を形成し、前記のりづけ間隙(43)内で袋半製品(24)が、塗布ヘッド(3)を通過する際にのりづけ可能である、前記少なくとも1つのカウンター層を特徴とする請求項1に記載の装置。
【請求項3】
少なくとも1つののりづけステーション(3、4)が、スリップ(20、51)を設けられた袋底(17)をのりづけするためののりづけステーションである、ことを特徴とする請求項1と2のいずれか1項に記載の装置。
【請求項4】
他の間隙(63)、好ましくは圧延間隙、であって、前記間隙が、袋半製品(24)の移送方向において、供給部材(33)とのりづけ間隙(43)の前段に設けられており、かつ前記間隙(63)内で、のりづけすべき面の少なくとも一部に圧力が供給可能である、前記他の間隙を特徴とする請求項1から3のいずれか1項に記載の装置。
【請求項5】
袋半製品(24)のためのガイド領域(65)であって、前記ガイド領域が、袋半製品(24)の移送方向(z)において他の間隙(63)の後方で著しく拡幅し、それによって供給部材(33)の領域内で狭くなる、前記ガイド領域を特徴とする請求項4に記載の装置。
【請求項6】
袋半製品(24)のためのガイド領域(65)であって、前記ガイド領域が、袋半製品(24)の移送方向(50)において他の間隙(63)の前で、のりづけすべき領域の領域内で、所定の距離区間、その厚みを変化させない、前記ガイド領域を特徴とする請求項1から5のいずれか1項に記載の装置。
【請求項7】
狭くなる領域(41)内で、ガイド部材(33)と供給部材(25)とが互いに形成する角度(β)が、0°と15°の間、しかし好ましくは0°と10°の間にある、ことを特徴とする請求項1から6のいずれか1項に記載の装置。
【請求項8】
開放された底正方形(51)をのりづけするための少なくとも1つののりづけステーション(3、4)が設けられており、かつ
少なくとも2つの供給部材(33)が設けられている、
ことを特徴とする請求項1から7のいずれか1項に記載の装置。
【請求項9】
供給部材(33)は、力が作用した場合に曲がることができ、かつ力作用の終了後は、そのもとの形状または位置をとることを特徴とする請求項1から8のいずれか1項に記載の装置。
【請求項10】
供給部材(33)が、薄板または錆びない鋼を有していることを特徴とする請求項9に記載の装置。
【請求項11】
供給部材(33)および/またはガイド部材(25)が、スリット、孔または長孔のような、切欠き(44)を有していることを特徴とする請求項1から10のいずれか1項に記載の装置。
【請求項12】
好ましくは、クロス底バルブ袋(18)のための底位置決め装置内へ組み込むための、袋半製品(24)のためののりづけステーション(3、4)であって、
・前記のりづけステーションが、少なくとも1つののり塗布ヘッド(3)を有し、
・前記のりづけステーションが、少なくとも1つのガイド部材(25)を有し、前記ガイド部材によって袋半製品(24)が移送方向(z)にのりづけステーション(3、4)へ供給可能であり、かつその場合にのり塗布ヘッド(3)を通過して案内可能である、
前記袋半製品のためののりづけステーションにおいて、
・少なくとも1つの供給部材(33)が設けられ、前記供給部材が袋の移送方向において、のりづけ間隙(43)の前段に設けられており、かつ前記供給部材がガイド部材(25)と共に、袋半製品(24)をのりづけ間隙(43)へ供給する供給領域(41)を定め、
・前記供給領域(41)によって、袋半製品(24)の少なくとも構成要素(47、61)が案内可能であって、
・かつ前記供給領域(41)が、袋半製品(24)の移送方向(z)に狭くなっている、
ことを特徴とする袋半製品のためののりづけステーション。
【請求項13】
袋半製品(24)をさらに加工する方法、好ましくはクロス底バルブ袋(18)のための底位置決め装置(64)、であって、
・前記底位置決め装置(64)が、少なくとも1つののり塗布ヘッド(3)を備えた少なくとも1つののりづけステーション(3、4)を有し、
・その場合に袋半製品(24)が、少なくとも1つのガイド部材(25)を使用しながらのりづけステーション(3、4)へ供給可能であり、かつその場合にのり塗布ヘッド(3)を通過して案内される、
袋半製品をさらに加工する方法において、
・袋半製品(24)の少なくとも部分(47、61)が、供給領域(41)を通して塗布ヘッド(3)へ供給され、
・かつ袋半製品(24)の少なくとも部分が、供給領域(41)を通過する際に、その移送方向に対して横に作用する、増大する圧力にさらされる、
ことを特徴とする袋半製品をさらに加工する方法。
【請求項14】
袋半製品(24)の少なくとも部分(47、61)が、供給領域(41)内で−好ましくは移送方向(z)に対して横方向(y)に−伸長されることを特徴とする請求項13に記載の方法。
【請求項15】
袋半製品(24)の、伸長される部分が、底フラップ(47)であって、
かつそれが、底フラップ(47)の外側の端部の方向に伸長される、
ことを特徴とする請求項14に記載の方法。
【請求項1】
袋半製品(24)をさらに加工する装置(64)、好ましくはクロス底バルブ袋(18)のための底位置決め装置であって、
・前記装置が、少なくとも1つののり塗布ヘッド(3)を備えた少なくとも1つののりづけステーション(3、4)を有しており、
・少なくとも1つのガイド部材(25)を有し、前記ガイド部材によって、袋半製品(24)が移送方向(z)にのりづけステーション(3、4)へ供給可能であって、その場合にのり塗布ヘッド(3)を通過して案内可能である、
前記装置において、
・袋半製品(24)の移送方向(z)において、のりづけ間隙(43)の前段に、少なくとも1つの供給部材(33)が設けられており、
・かつ前記供給部材が、ガイド部材(42)と共に塗布ヘッド(3)へ袋半製品(24)を供給する供給領域(41)を定め、
・前記供給領域(41)を通して、袋半製品(24)の少なくとも構成要素(47、61)が案内可能であって、
・かつ前記供給領域(41)が、袋半製品(24)の移送方向(z)に狭くなっている、
ことを特徴とする、袋半製品をさらに加工する装置。
【請求項2】
少なくとも1つのカウンター層(5)であって、前記カウンター層(5)が、のり塗布ヘッド(3)と共にのりづけ間隙(43)を形成し、前記のりづけ間隙(43)内で袋半製品(24)が、塗布ヘッド(3)を通過する際にのりづけ可能である、前記少なくとも1つのカウンター層を特徴とする請求項1に記載の装置。
【請求項3】
少なくとも1つののりづけステーション(3、4)が、スリップ(20、51)を設けられた袋底(17)をのりづけするためののりづけステーションである、ことを特徴とする請求項1と2のいずれか1項に記載の装置。
【請求項4】
他の間隙(63)、好ましくは圧延間隙、であって、前記間隙が、袋半製品(24)の移送方向において、供給部材(33)とのりづけ間隙(43)の前段に設けられており、かつ前記間隙(63)内で、のりづけすべき面の少なくとも一部に圧力が供給可能である、前記他の間隙を特徴とする請求項1から3のいずれか1項に記載の装置。
【請求項5】
袋半製品(24)のためのガイド領域(65)であって、前記ガイド領域が、袋半製品(24)の移送方向(z)において他の間隙(63)の後方で著しく拡幅し、それによって供給部材(33)の領域内で狭くなる、前記ガイド領域を特徴とする請求項4に記載の装置。
【請求項6】
袋半製品(24)のためのガイド領域(65)であって、前記ガイド領域が、袋半製品(24)の移送方向(50)において他の間隙(63)の前で、のりづけすべき領域の領域内で、所定の距離区間、その厚みを変化させない、前記ガイド領域を特徴とする請求項1から5のいずれか1項に記載の装置。
【請求項7】
狭くなる領域(41)内で、ガイド部材(33)と供給部材(25)とが互いに形成する角度(β)が、0°と15°の間、しかし好ましくは0°と10°の間にある、ことを特徴とする請求項1から6のいずれか1項に記載の装置。
【請求項8】
開放された底正方形(51)をのりづけするための少なくとも1つののりづけステーション(3、4)が設けられており、かつ
少なくとも2つの供給部材(33)が設けられている、
ことを特徴とする請求項1から7のいずれか1項に記載の装置。
【請求項9】
供給部材(33)は、力が作用した場合に曲がることができ、かつ力作用の終了後は、そのもとの形状または位置をとることを特徴とする請求項1から8のいずれか1項に記載の装置。
【請求項10】
供給部材(33)が、薄板または錆びない鋼を有していることを特徴とする請求項9に記載の装置。
【請求項11】
供給部材(33)および/またはガイド部材(25)が、スリット、孔または長孔のような、切欠き(44)を有していることを特徴とする請求項1から10のいずれか1項に記載の装置。
【請求項12】
好ましくは、クロス底バルブ袋(18)のための底位置決め装置内へ組み込むための、袋半製品(24)のためののりづけステーション(3、4)であって、
・前記のりづけステーションが、少なくとも1つののり塗布ヘッド(3)を有し、
・前記のりづけステーションが、少なくとも1つのガイド部材(25)を有し、前記ガイド部材によって袋半製品(24)が移送方向(z)にのりづけステーション(3、4)へ供給可能であり、かつその場合にのり塗布ヘッド(3)を通過して案内可能である、
前記袋半製品のためののりづけステーションにおいて、
・少なくとも1つの供給部材(33)が設けられ、前記供給部材が袋の移送方向において、のりづけ間隙(43)の前段に設けられており、かつ前記供給部材がガイド部材(25)と共に、袋半製品(24)をのりづけ間隙(43)へ供給する供給領域(41)を定め、
・前記供給領域(41)によって、袋半製品(24)の少なくとも構成要素(47、61)が案内可能であって、
・かつ前記供給領域(41)が、袋半製品(24)の移送方向(z)に狭くなっている、
ことを特徴とする袋半製品のためののりづけステーション。
【請求項13】
袋半製品(24)をさらに加工する方法、好ましくはクロス底バルブ袋(18)のための底位置決め装置(64)、であって、
・前記底位置決め装置(64)が、少なくとも1つののり塗布ヘッド(3)を備えた少なくとも1つののりづけステーション(3、4)を有し、
・その場合に袋半製品(24)が、少なくとも1つのガイド部材(25)を使用しながらのりづけステーション(3、4)へ供給可能であり、かつその場合にのり塗布ヘッド(3)を通過して案内される、
袋半製品をさらに加工する方法において、
・袋半製品(24)の少なくとも部分(47、61)が、供給領域(41)を通して塗布ヘッド(3)へ供給され、
・かつ袋半製品(24)の少なくとも部分が、供給領域(41)を通過する際に、その移送方向に対して横に作用する、増大する圧力にさらされる、
ことを特徴とする袋半製品をさらに加工する方法。
【請求項14】
袋半製品(24)の少なくとも部分(47、61)が、供給領域(41)内で−好ましくは移送方向(z)に対して横方向(y)に−伸長されることを特徴とする請求項13に記載の方法。
【請求項15】
袋半製品(24)の、伸長される部分が、底フラップ(47)であって、
かつそれが、底フラップ(47)の外側の端部の方向に伸長される、
ことを特徴とする請求項14に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公表番号】特表2012−506795(P2012−506795A)
【公表日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2011−533683(P2011−533683)
【出願日】平成21年10月22日(2009.10.22)
【国際出願番号】PCT/EP2009/063842
【国際公開番号】WO2010/049335
【国際公開日】平成22年5月6日(2010.5.6)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
【公表日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成21年10月22日(2009.10.22)
【国際出願番号】PCT/EP2009/063842
【国際公開番号】WO2010/049335
【国際公開日】平成22年5月6日(2010.5.6)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
[ Back to top ]