
袋半製品を加工する、特に糊を塗布する装置及び方法
本発明は、包装半製品(5)に糊を塗布するための装置(1)に関する。装置刃、少なくとも1つの糊用弁(3、Va〜Vf)を有し、糊用弁は、包装半製品への糊の塗布(6、7、8、9)をコントロールするために使用される。装置(1)は、糊を糊出口開口部(24)へ案内するために使用される糊ガイドシステム(20,21、23a〜23f、24、25)を搭載している。装置は、少なくとも1つの圧力センサ(DS1〜DS3、DSa〜DSf)を有し、圧力センサは、糊ガイドシステム(20、21、23a〜23f、24、25)の少なくとも1つのセクション(10、11)内の圧力(Pst)を測定するために使用される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特許請求の範囲に記載の包装半製品に糊を塗布する装置及び方法に関する。
【背景技術】
【0002】
包装半製品に糊を塗布する装置は、特に、様々な種類の袋を製造する場合に使用される。袋は、様々な大きさで製造されるので、糊片もフォーマット通りに塗布されなければならない。
【0003】
フォーマット通りに糊片を塗布することは、通常、回転するローラ上に固定されたフォーマット部分を使用することによっておこなわれ、フォーマット付きローラが回転する際、糊ローラ又はその他の糊貯蔵部分又は糊転写部分と接触し、糊が供給される。ローラがさらに回転するにつれて、ローラの上に貯蔵されている糊をフォーマットプレートが後の袋底又はスリップのそれぞれ接着すべき領域へ転写する。この目的のために、フォーマット部分には、所定の袋フォーマットに合わせられた特徴的な隆起部が設けられている。この種の糊ステーションを有する底形成装置上で、他のフォーマットを有する袋を形成するために、フォーマット部分が交換される。袋半製品上に平面的な糊片をこのように形成することは、実証されている。その理由は、しばしば紙からなる包装半製品の糊付けに使用される特に取扱いの難しい大量の濃い糊が、きれいにフォーマット通りに塗布できるからである。
【0004】
その場合に、「フォーマット通りの糊片」というのは、袋の種類とフォーマットに適合されたと塗布形状である。この塗布形状内の塗布は、通常、平面的に行なわれ、その場合に袋の堅牢さと密閉性にとって、形状の端縁が特に重要である。
【0005】
もちろんその場合に、この装置のために多数の糊転写構成要素、たとえばフォーマットローラとフォーマット部分が確保されなければならず、使用後に再び清掃されなければならないという欠点がある。
【0006】
従って、近年になって、この種のフォーマット部分を使用しない底形成装置が知られている。すなわち、特許文献1は、糊塗布ステーションを有する底形成装置を示しており、その糊塗布ステーション内で複数の塗布ヘッドが袋半製品上に糊を押出す。この目的のために、これら塗布ヘッドの各々に複数の糊用弁が取付けられている。これらの糊用弁に、1つ又は複数の糊出口開口部が対応しており、そこから糊が袋構成要素上に供給される。
【0007】
フォーマット通りに糊片を供給することは、制御ユニットが糊用弁を選択的に駆動することによって行なわれる。このようにして、様々な糊プロフィールが実現される。多大な数のフォーマット部分を確保する必要性はなくなる。
【0008】
しかし、この底形成装置の問題は、製造プロセスの特に選択的に駆動される糊用弁によって袋半製品に糊を塗布する間、正確にコントロールされなければならず、場合によっては適合されなければならないことである。
【0009】
このような糊塗布をコントロールする可能性が、特許文献2において紹介されている。この文献においては、包装上に塗布される糊片の形状が、包装半製品から再放射される電磁放射によって調査されることにより、調査される。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】欧州特許第1648688号
【特許文献2】独国特許出願公開第1020055046660号
【発明の概要】
【発明が解決しようとする課題】
【0011】
上記方法は、煩雑であり、不具合が生じやすく、かつ調査された包装半製品上にすでに発生している不具合しか認識しない。
【0012】
従って、本発明の課題は、不具合をわずかな手間で認識し、場合によっては除去する装置及び方法を提案することにある。
【課題を解決するための手段】
【0013】
そのために、本発明は、特許文献1及び2に示されている装置及び方法に基づいて、特許請求の範囲に記載の特徴を付加することによって、上記課題を解決する。
【0014】
本発明は、適切な糊の塗布を確保するために滑らかに作動すべき弁の開閉によって、糊用導管内の圧力変化を生じさせることを利用する。この場合、もっとも簡単な方法は、糊用導管内の静圧を測定することである。この圧力は、糊用導管が開放されて糊が移動し始めるとき変化し、従って流体力学的圧力を示す。糊用導管は、通常、弁の内部にあると考えられる。
【0015】
圧力センサを設けることによって、上記圧力変化を測定することができる。測定値は、様々な仕方で処理され又は利用される。好ましくは、圧力測定値を伝える少なくとも1つの手段が設けられているのが有効であり、かかる手段によって、圧力測定値を機械オペレータに表示してもよいし、かつ/又は、制御装置に伝えてもよい。予測に当てはまらない圧力測定値により、予め存在している又はこれから生じる不具合を指示するのがよい。機械オペレータと制御装置は両方とも、対抗措置をとることができる。
【0016】
もちろん、測定値を機械オペレータに表示する適切な表示装置が設けられる。測定値の代わりに、測定値から導き出される情報をオペレータに表示してもよい。これは、たとえば、圧力測定値又は圧力測定値の差が予め定められた値よりも大きかったり小さかったりしたときの警告指示である。
【0017】
圧力センサは、本発明では、糊の流れ方向における弁の上流又は下流に配置される。センサが、弁の上流に配置されている場合、測定すべき静圧が、弁が開放されている場合よりも高いと仮定する。弁の下流に配置する場合、圧力状況は逆になる。弁は、しばしばプラグ又はソケットを有する構成要素であって、そのプラグ又はソケットを介して開閉するためのエネルギが供給される。圧力センサは、弁内に一体化されるのがよく、すなわち、弁とセンサが1つの構成要素になる。かくして、この組立体は、袋半製品をさらに加工するための装置をずっと簡単にする。さらにその場合、プラグ及び/又はソケットを介して圧力のための測定値を読み出すことができる。従って1本の電気ケーブルしか必要とされない。
【0018】
通常、糊は、弁が開放した後に糊塗布開口部の方向へ流れ、糊塗布開口部は、包装半製品への糊塗布ステーション内にある。通常、糊を塗布すべき包装半製品は、糊塗布開口部を通過するように案内される。
【0019】
開閉のために弁に供給される作動電流の特性値を測定する少なくとも1つの他のセンサが設けられていることが有利である。作動電流の特性値は、電流、電圧等の物理的変量である。
【0020】
制御装置は、好ましくは、少なくとも1つの圧力センサの値及び/又は少なくとも1つの他のセンサの測定値と目標値とを比較するように構成される。この目標値は、個別の値でとして存在していてもよいし、それぞれの物理的値の時間的推移として又はそれと同様の仕方で存在していてもよい。
【0021】
圧力センサの値と他のセンサの値とを比較することも役立つ。特にこれらの値の時間的推移の比較は、弁の開放作動及びそれに伴う糊塗布作動についての認識ももたらす。異なる弁における同一の物理的値の比較も利点をもたらす。この種の値の比較は、弁の違いについての認識をもたらし、それに伴って可能性のある障害についての認識をもたらす。
【0022】
これに関連して、センサと弁の接続を詳しく説明する。センサの測定値を弁に正確に割当てることは、圧力センサ及び/又は他のセンサがそれぞれの弁に対応していれば可能である。
【0023】
1つのセンサが複数の弁に対応しており、従ってたとえば、その後の推移において多数の糊用弁が設けられている導管内の圧力を測定する場合に、複数の弁が開放する場合の圧力推移内に少なくとも1つの偏差を検出することができる。複数の弁が異なる時点で開閉される場合、各弁の開放を、それに対応する「圧力応答」に関連させることが可能である。複数の(ここでは少なくとも2つの)弁に他のセンサが1つだけ対応している場合、同じことが言える。然るべき弁駆動シーケンスは、プログラム指令として制御ユニット内に実装するのがよい。それは、テスト作動において、糊塗布構成要素などを清掃するための洗浄プログラムが実施される場合、実施されるのがよい。この種の洗浄プログラムにおいて、糊塗布装置を意識的に清掃することができる。これは、それに適した、好ましくは糊を溶かす、粘性の低い液体を貫流させることによって行なうことができる。この目的のために、いわゆるニュートン流体が特に適しており、ニュートン流体の粘性は、温度のみに依存し、たとえば、圧力自体には依存しない。かかる液体は水を含む。袋半製品に糊を塗布する装置において通常使用される糊は、普通、非ニュートン流体である。ニュートン流体は常に同一の圧力応答をもたらす。
【0024】
しかしながら、制御装置が、センサに割当てられている種々の弁を作動中に異なる時点で駆動する作業サイクルを実行するように構成されることが有利である。
【0025】
圧力センサは、好ましくは、糊用導管システムの狭窄箇所に配置される。1つ又は複数の糊用弁が開放されている場合、かかる狭窄箇所では、糊は、他の糊用導管領域内よりも速く流れる。従って、弁開放の結果、狭窄領域内の動圧が上昇し、静圧が著しく低下する。小さい静圧の変動よりも、大きい静圧の変動を測定することが好ましい。
【0026】
通常の導管システムと比較して、1乃至2のファクターだけ狭まった狭窄箇所が効果的である。ハーゲン−ポアズイユの法則によれば、圧力は半径の4乗に比例するので、上記ファクターの1つだけ狭くするだけで、狭窄のない導管システムよりもずっと大きい圧力変化がもたらされる。
【0027】
糊用導管システム内に少なくとも1つの粘性測定システムを設けると、効果的である。代替的に、供給される糊の粘性の測定を繰返し行なうことができる。上述した粘性測定システムは、たとえばパイプを通る流量を測定することができ(それは、システムには初めからわかっている場合もある)、区間内の圧力降下も測定することができる。その後、ハーゲン−ポアズイユの法則を用いて粘性を決定する。
【0028】
すでに述べたように、種々の測定値と目標値の時間的推移を比較することが有利である。目標値は、経験的に及び/又は計算によって獲得することができる。種々の弁の実際の値の比較も、ここでは効果的である。これは特に、それが1つの時点の、あるいはもっと良いのは1つの期間の間の種々の弁の圧力測定値であって、導管システム内の粘性変動が危惧され、あるいは行なわれている場合に、当てはまる。この場合においては、完全に他の駆動状態又は粘性において測定された目標値は、その説得力を失う。ある弁の実際の値を他の弁の平均実際値と比較することもできる。
【0029】
これらすべての比較の結果として、制限された機能を有する弁において実際の値が測定され、その実際の値は目標値から、あるいは他の弁の実際の値からずれる。その場合に偏差が、たとえば静圧の下降の最大値がより小さい場合がある。このような場合、該当する弁がもはや完全に開放かつ/又は閉鎖せず、あるいは糊用導管が詰まっていると推定される。この測定値の発生の結果として、制御装置が糊塗布ステーションの駆動を中断し、あるいは、洗浄プログラムの実施等の対処措置を導入することができる。オペレータへの警告指示も適切である。
【0030】
しかし特に、ある弁において目標値に対して、あるいは他の弁の実際の値に対して、実際の値の偏差が生じ、それが特に実際の値の時間的推移に表れた場合、代替的又は付加的に、駆動の進行中に他の対処措置をとってもよい。すなわち、実際の値の推移に従って判断して、余りにゆっくり、あるいは余りに遅く開放する弁は、より早く駆動することができ、それによってそのようにして生じた「デッドタイム」(より長い駆動時間)が保証される。デッドタイムを求めるための方法ステップも、制御装置内に実装するのがよい。同じことが、該当する弁の駆動時点の変化にも当てはまる。
【0031】
通常、デッドタイムは、たとえば作動電流のような、弁開放を作動させる、駆動するトリガー信号と、測定された圧力変動を介して測定可能な、実際の弁開放との間の時間として定義される。
【0032】
本発明の他の実施例が、具体的説明と請求項から明らかにされる。
【図面の簡単な説明】
【0033】
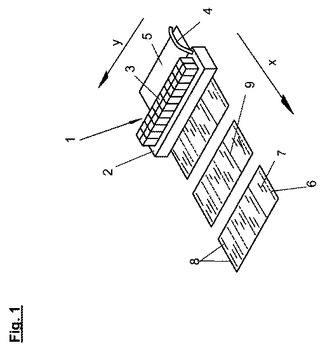
【図1】包装半製品に糊を塗布する装置の斜視図である。
【図2】広い方の第1の糊用導管部分における糊の静圧の推移を示す図である。
【図3】狭い方の第2の糊用導管部分における糊の静圧の推移を示す図である。
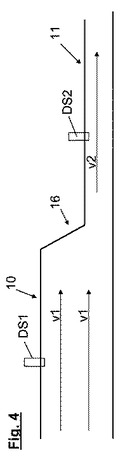
【図4】第1及び第2の糊用導管部分を有する糊用導管を示す図である。
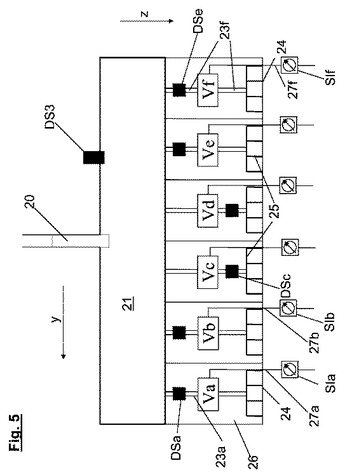
【図5】糊塗布ヘッドの断面図である。
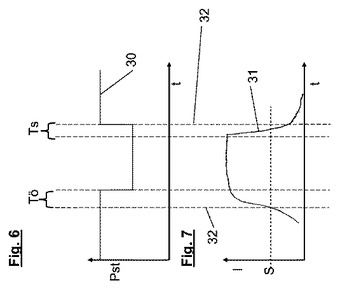
【図6】弁を開放させた広い方の糊用導管部分内の糊の静圧の推移を示す図である。
【図7】弁を開放したときの弁の作動電流の推移を示す図である。
【発明を実施するための形態】
【0034】
図1は、本発明に基づく底形成装置内の糊塗布ステーション内で使用されている塗布ヘッド1を示している。この塗布ヘッド1は、塗布プレート2を有し、塗布プレート2に弁3が配置されている。糊は、糊供給導管4を介して塗布ヘッド1に供給される。糊塗布ステーションに、糊が塗布されていないスリップ(細長い小片)5がx方向に供給される。この種のスリップは、たとえば、セメント袋のクロス底を塞ぐのに使用される。しかし、セメント袋において、弁状スリップを使用してもよい。
【0035】
塗布プレート2のうちの糊が塗布されていないスリップ5に面する側において、各弁3に、1つ又は1グループの糊出口開口部が割当てられている。糊出口開口部への糊の流れが、それに対応する弁3によって形成されたり中断されたりする。このように、糊が塗布されていないスリップ5上に、その移送方向xに対して平行に延びる種々の糊片を塗布することが可能である。弁3の規則的な開閉によって、規則的に中断された糊片6が塗布される。同様に、短い糊片7、中断された糊片8、及びつながった糊片9を形成可能である。
【0036】
糊が塗布されていないスリップ5が塗布ヘッド1の下方にないときに糊塗布ステーションを不必要に汚さないために、すべての弁3によって糊の流れが中断される。移送方向に対する横方向yに、糊が塗布されていないスリップのすべての領域に糊を塗布することができるように、塗布ヘッド1が横方向yに移動してもよい。しかしながら、ここで説明する塗布ヘッド1は、スリップ5に糊を塗布するために使用されるだけでなく、可変な糊片を形成可能なことに基づいて、後の袋底の接着すべき領域の上に糊を塗布するのにも適している。
【0037】
図2は、第1の糊用導管部分10(図4)内の静圧の時間的推移12を示す。弁を開放したときに第1の糊用導管部分10内に生じる静圧Pstの変動の振幅14は、同じ弁を開放したときに狭い方の第2の糊用導管部分11内に生じる図3の静圧Pstの時間的推移13の変動の振幅15よりも小さい。圧力センサDS1(広い方の第1の導管部分)とDS2(狭い方の第2の導管部分)によってそれぞれ記録される異なる振幅14と15は、以下のように説明される。
【0038】
広い方の導管部分10内では、単位時間当たりに必要な糊容積を導管部分10の中を通して給送するのに十分な糊速度は、v1である。狭窄箇所16を通過した後、弁が開放している場合、十分な糊を給送するためには、著しく大きい糊速度v2が必要である。糊を加速する力は、糊の静圧Pstによって準備される。静圧Pstと動圧の合計は常に等しいので、静圧は、狭い方の導管部分11内では広い導管部分10内よりもずっと大きく低下する。従って、狭い方の導管部分11における圧力センサDS2の信号は、広い方の導管部分領域内の圧力を管理する圧力センサDS1の信号よりも、特にSN比(信号ノイズ比)によって、より良好に評価される。
【0039】
図5は、包装半製品に糊を塗布するための本発明による装置を断面で示している。この装置は、その構造において、図1に示す装置と異なっており、異なる点は、特に糊リザーバ21が糊用弁Va〜Vfのz方向上方に取付けられていることである。
【0040】
図5において、糊が糊用導管20を通して糊リザーバ21に供給される。糊は、広い方の糊用導管23a〜23fを介して弁Va〜Vfへ供給され、弁Va〜Vfを開放又は閉鎖することによって、導管23a〜23f内の糊流を制御する。糊用導管23a〜23fと後述する糊分配導管は、プレート26内を延びており、プレート26は、弁Va〜Vfと圧力センサDSa〜DSfも支持している。弁が開放されている場合に、糊は弁Va〜Vfを通過して分配導管25内へ流入し、分配導管25により、糊を糊出口開口部24に供給する。この開放によって糊が、ここには図示されていない包装半製品、特にスリップ又はクロス底の上に押し出される。
【0041】
糊塗布ステーションに、糊リザーバ又は複数の弁Va〜Vfに対応する糊用導管内の静圧を測定する圧力センサDS(センサDS3と同様)のみが搭載されており、且つ、圧力の作動に偏差又は変化があった場合、かかる偏差又は変化を個々の弁Va〜Vfに対応させることは困難である。すでに述べたように、このような場合、種々の弁が時間的に別々に(従って、異なる時点で)開放されたときに記録される圧力値を評価するのが最も効果的である。これは、洗浄プロセスの枠内で、あるいはその他の作動休止時に行なうことができる。しかしながら、形成すべき糊プロフィールが、種々の時点で異なる弁の開放を許しあるいは必要とする場合、この測定値を通常作動において得ることも可能である。
【0042】
測定信号を弁に対応させる場合のさらに小さい問題は、たとえばセンサDSaがそうであるように、1つの弁のみに通じる糊用導管に対応する圧力センサの信号が提供される場合に生じる。センサの位置及び糊の高い粘性と流動性に基づいて、導管23a内の圧力推移はほぼ弁Vaの開放及び閉鎖作動のみに依存し、糊リザーバ21内及びその回りのその他のプロセスによってはほとんど影響されない。そのために、大きい糊リザーバ21も寄与し、そこから導管23a〜23fが直接分岐している。この種の大きい糊リザーバは、圧力を補償するように作用するので、弁が閉鎖されている場合に、どこでもほぼ同一の圧力が支配する。
【0043】
圧力センサの配置の他の可能性を、弁の下流に配置された、センサDScが示している。この箇所では、その測定値は、センサDSaの測定値よりも他の弁の切替え作動に依存することがさらに少ない。もちろんこのような箇所で、ここで弁が開放した場合に上昇する静圧の、そもそも使用できる測定値を測定することは、必ずしも自明ではない。これに関連して、センサDScの下流に位置する、流出開口部への導管の全横断面がさらに縮小されると、役立つ場合もある。静圧の測定の代替案は、この箇所における流れ速度の測定であろう(これは他の箇所についても当てはまる)。
【0044】
弁Va〜Vfは、電流線27a〜27fを介して弁の切替えに必要な作動電流を供給可能である。各電流線27a〜27f又は各弁Va〜Vfに、それぞれセンサSIa〜SIfが配置されており、そのセンサによって作動電流の特性値を測定することができる。このセンサSIa〜SIfは、電流センサであるのがよい。電圧センサ、抵抗センサ又は他の測定センサであってもよい。
【0045】
図6及び図7はそれぞれ、弁の開放によってもたらされる圧力推移30と弁の作動電流Iの推移31の時間的順序を扱っている。圧力推移30については、単に図2と図3についての説明を参照するよう指示する。
【0046】
図7は、弁の開放及び閉鎖サイクルの間に生じる電流推移を示している。センサSIによって測定可能な作動電流の上昇と下降は、やや指数的な推移を示している。その理由は、糊用弁は、通電すべきコイルの力作用によって開放されるからである。コイルはニードルを移動させ、ニードルの移動により、弁を開放させる。電流が再び遮断された場合に、電流はコイルのインダクタンスによって再び同様に、崩壊関数の形式で下降する。ニードルは、ばねによって再びその初期位置へ押し戻されるので、弁が再び閉鎖される。
【0047】
この例において、Toは、開放デッドタイムを著し、ここではそれは、作動電流がしきい値Sに達した時点と糊用導管内の圧力Pstがその最小に達した時点の間で測定される。
【0048】
図6と図7に示す例において、Tsによって示される閉鎖デッドタイムTsは、電流下降の開始と圧力最大の到達との間で測定される。制御装置がパワーコントローラをトリガーし、その後初めてパワーコントローラが弁のための作動電流を準備することによって、弁の給電が行なわれる場合に、開放デッドタイムをトリガー信号のそれ自体わかっている時点と静圧の飛躍応答(最小の達成)との間で測定すると、好ましい場合がある。このようにして、システム全体の開放デッドタイムが検出される。同様に、閉鎖プロセスのためのデッドタイムも求めることができる。
【0049】
その場合に、効率的なデッドタイム補償の範囲内で、デッドタイムを求めた後に駆動時点を次のように、すなわち糊用導管内の圧力応答及びそれに応じて少し遅れて開始される包装半製品上への糊の塗布が、再び目標時点ないし目標時点を中心とする許容誤差領域内で行なわれるように変更してもよい。
【0050】
これに関連して、圧力センサの高い読出し速度が効果的である。たとえば、糊の塗布の精度を1mmにするために、目標時点を中心とする許容誤差領域は0.3mmに定められる。それを保証するために、少なくとも3kHzの読出し速度(すなわち秒当たり3000個別測定)が効果的である。もちろん、測定値から開放又は閉鎖デッドタイムの推定だけでなく、弁の開放及び閉鎖作動の推定も引き出すためには、15kHzの読出し速度が好ましい。実際の開放あるいは閉鎖作動と目標作動又はもともとの作動との比較は、すでに生じている、あるいは迫っている故障の指摘を与えることができる。従って不具合を早期に認識することによって、突然の、あるいは計画外の機械停止時間を回避することができる。
【符号の説明】
【0051】
1 塗布ヘッド
2 塗布プレート
3 弁
4 糊供給導管
5 糊が塗布されていないスリップ
6 規則的に中断された糊片
7 短い糊片
8 中断されない糊片
9 つながった糊片
10 広い方の第1の糊用導管部分
11 狭い方の第2の糊用導管部分
12 糊用導管部分10内の静圧の時間的推移
13 糊用導管部分11内の静圧の時間的推移
14 静圧の変動の振幅
15 静圧の変動の振幅
16 狭窄箇所
20 糊用導管
21 糊リザーバ
23a〜23f 広い方の糊用導管
24 糊出口開口部
25 分配導管
26 プレート
27a〜27f 電流線
30 圧力推移
31 弁の作動電流の推移
32 図6と図7における同一の時点を明らかにするための破線
S 弁の作動電流のしきい値
DS1〜DS3 圧力センサ
DSa〜DSf 圧力センサ
v1 糊速度
v2 糊速度
Pst 静的糊圧力
Va〜Vf 糊用弁
I 弁の作動電流
SIa〜SIf 弁Va〜Vf又は電流線27a〜27fにおける電流
To 弁開放におけるデッドタイム
Ts 弁閉鎖におけるデッドタイム
x 袋の移送方向
y 空間方向(移送方向xに対して横方向)
z 他の空間方向(移送方向xと方向yに対して横方向)
A 通常の糊用弁42の塗布領域
B 付加的な糊用弁43の塗布領域
【技術分野】
【0001】
本発明は、特許請求の範囲に記載の包装半製品に糊を塗布する装置及び方法に関する。
【背景技術】
【0002】
包装半製品に糊を塗布する装置は、特に、様々な種類の袋を製造する場合に使用される。袋は、様々な大きさで製造されるので、糊片もフォーマット通りに塗布されなければならない。
【0003】
フォーマット通りに糊片を塗布することは、通常、回転するローラ上に固定されたフォーマット部分を使用することによっておこなわれ、フォーマット付きローラが回転する際、糊ローラ又はその他の糊貯蔵部分又は糊転写部分と接触し、糊が供給される。ローラがさらに回転するにつれて、ローラの上に貯蔵されている糊をフォーマットプレートが後の袋底又はスリップのそれぞれ接着すべき領域へ転写する。この目的のために、フォーマット部分には、所定の袋フォーマットに合わせられた特徴的な隆起部が設けられている。この種の糊ステーションを有する底形成装置上で、他のフォーマットを有する袋を形成するために、フォーマット部分が交換される。袋半製品上に平面的な糊片をこのように形成することは、実証されている。その理由は、しばしば紙からなる包装半製品の糊付けに使用される特に取扱いの難しい大量の濃い糊が、きれいにフォーマット通りに塗布できるからである。
【0004】
その場合に、「フォーマット通りの糊片」というのは、袋の種類とフォーマットに適合されたと塗布形状である。この塗布形状内の塗布は、通常、平面的に行なわれ、その場合に袋の堅牢さと密閉性にとって、形状の端縁が特に重要である。
【0005】
もちろんその場合に、この装置のために多数の糊転写構成要素、たとえばフォーマットローラとフォーマット部分が確保されなければならず、使用後に再び清掃されなければならないという欠点がある。
【0006】
従って、近年になって、この種のフォーマット部分を使用しない底形成装置が知られている。すなわち、特許文献1は、糊塗布ステーションを有する底形成装置を示しており、その糊塗布ステーション内で複数の塗布ヘッドが袋半製品上に糊を押出す。この目的のために、これら塗布ヘッドの各々に複数の糊用弁が取付けられている。これらの糊用弁に、1つ又は複数の糊出口開口部が対応しており、そこから糊が袋構成要素上に供給される。
【0007】
フォーマット通りに糊片を供給することは、制御ユニットが糊用弁を選択的に駆動することによって行なわれる。このようにして、様々な糊プロフィールが実現される。多大な数のフォーマット部分を確保する必要性はなくなる。
【0008】
しかし、この底形成装置の問題は、製造プロセスの特に選択的に駆動される糊用弁によって袋半製品に糊を塗布する間、正確にコントロールされなければならず、場合によっては適合されなければならないことである。
【0009】
このような糊塗布をコントロールする可能性が、特許文献2において紹介されている。この文献においては、包装上に塗布される糊片の形状が、包装半製品から再放射される電磁放射によって調査されることにより、調査される。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】欧州特許第1648688号
【特許文献2】独国特許出願公開第1020055046660号
【発明の概要】
【発明が解決しようとする課題】
【0011】
上記方法は、煩雑であり、不具合が生じやすく、かつ調査された包装半製品上にすでに発生している不具合しか認識しない。
【0012】
従って、本発明の課題は、不具合をわずかな手間で認識し、場合によっては除去する装置及び方法を提案することにある。
【課題を解決するための手段】
【0013】
そのために、本発明は、特許文献1及び2に示されている装置及び方法に基づいて、特許請求の範囲に記載の特徴を付加することによって、上記課題を解決する。
【0014】
本発明は、適切な糊の塗布を確保するために滑らかに作動すべき弁の開閉によって、糊用導管内の圧力変化を生じさせることを利用する。この場合、もっとも簡単な方法は、糊用導管内の静圧を測定することである。この圧力は、糊用導管が開放されて糊が移動し始めるとき変化し、従って流体力学的圧力を示す。糊用導管は、通常、弁の内部にあると考えられる。
【0015】
圧力センサを設けることによって、上記圧力変化を測定することができる。測定値は、様々な仕方で処理され又は利用される。好ましくは、圧力測定値を伝える少なくとも1つの手段が設けられているのが有効であり、かかる手段によって、圧力測定値を機械オペレータに表示してもよいし、かつ/又は、制御装置に伝えてもよい。予測に当てはまらない圧力測定値により、予め存在している又はこれから生じる不具合を指示するのがよい。機械オペレータと制御装置は両方とも、対抗措置をとることができる。
【0016】
もちろん、測定値を機械オペレータに表示する適切な表示装置が設けられる。測定値の代わりに、測定値から導き出される情報をオペレータに表示してもよい。これは、たとえば、圧力測定値又は圧力測定値の差が予め定められた値よりも大きかったり小さかったりしたときの警告指示である。
【0017】
圧力センサは、本発明では、糊の流れ方向における弁の上流又は下流に配置される。センサが、弁の上流に配置されている場合、測定すべき静圧が、弁が開放されている場合よりも高いと仮定する。弁の下流に配置する場合、圧力状況は逆になる。弁は、しばしばプラグ又はソケットを有する構成要素であって、そのプラグ又はソケットを介して開閉するためのエネルギが供給される。圧力センサは、弁内に一体化されるのがよく、すなわち、弁とセンサが1つの構成要素になる。かくして、この組立体は、袋半製品をさらに加工するための装置をずっと簡単にする。さらにその場合、プラグ及び/又はソケットを介して圧力のための測定値を読み出すことができる。従って1本の電気ケーブルしか必要とされない。
【0018】
通常、糊は、弁が開放した後に糊塗布開口部の方向へ流れ、糊塗布開口部は、包装半製品への糊塗布ステーション内にある。通常、糊を塗布すべき包装半製品は、糊塗布開口部を通過するように案内される。
【0019】
開閉のために弁に供給される作動電流の特性値を測定する少なくとも1つの他のセンサが設けられていることが有利である。作動電流の特性値は、電流、電圧等の物理的変量である。
【0020】
制御装置は、好ましくは、少なくとも1つの圧力センサの値及び/又は少なくとも1つの他のセンサの測定値と目標値とを比較するように構成される。この目標値は、個別の値でとして存在していてもよいし、それぞれの物理的値の時間的推移として又はそれと同様の仕方で存在していてもよい。
【0021】
圧力センサの値と他のセンサの値とを比較することも役立つ。特にこれらの値の時間的推移の比較は、弁の開放作動及びそれに伴う糊塗布作動についての認識ももたらす。異なる弁における同一の物理的値の比較も利点をもたらす。この種の値の比較は、弁の違いについての認識をもたらし、それに伴って可能性のある障害についての認識をもたらす。
【0022】
これに関連して、センサと弁の接続を詳しく説明する。センサの測定値を弁に正確に割当てることは、圧力センサ及び/又は他のセンサがそれぞれの弁に対応していれば可能である。
【0023】
1つのセンサが複数の弁に対応しており、従ってたとえば、その後の推移において多数の糊用弁が設けられている導管内の圧力を測定する場合に、複数の弁が開放する場合の圧力推移内に少なくとも1つの偏差を検出することができる。複数の弁が異なる時点で開閉される場合、各弁の開放を、それに対応する「圧力応答」に関連させることが可能である。複数の(ここでは少なくとも2つの)弁に他のセンサが1つだけ対応している場合、同じことが言える。然るべき弁駆動シーケンスは、プログラム指令として制御ユニット内に実装するのがよい。それは、テスト作動において、糊塗布構成要素などを清掃するための洗浄プログラムが実施される場合、実施されるのがよい。この種の洗浄プログラムにおいて、糊塗布装置を意識的に清掃することができる。これは、それに適した、好ましくは糊を溶かす、粘性の低い液体を貫流させることによって行なうことができる。この目的のために、いわゆるニュートン流体が特に適しており、ニュートン流体の粘性は、温度のみに依存し、たとえば、圧力自体には依存しない。かかる液体は水を含む。袋半製品に糊を塗布する装置において通常使用される糊は、普通、非ニュートン流体である。ニュートン流体は常に同一の圧力応答をもたらす。
【0024】
しかしながら、制御装置が、センサに割当てられている種々の弁を作動中に異なる時点で駆動する作業サイクルを実行するように構成されることが有利である。
【0025】
圧力センサは、好ましくは、糊用導管システムの狭窄箇所に配置される。1つ又は複数の糊用弁が開放されている場合、かかる狭窄箇所では、糊は、他の糊用導管領域内よりも速く流れる。従って、弁開放の結果、狭窄領域内の動圧が上昇し、静圧が著しく低下する。小さい静圧の変動よりも、大きい静圧の変動を測定することが好ましい。
【0026】
通常の導管システムと比較して、1乃至2のファクターだけ狭まった狭窄箇所が効果的である。ハーゲン−ポアズイユの法則によれば、圧力は半径の4乗に比例するので、上記ファクターの1つだけ狭くするだけで、狭窄のない導管システムよりもずっと大きい圧力変化がもたらされる。
【0027】
糊用導管システム内に少なくとも1つの粘性測定システムを設けると、効果的である。代替的に、供給される糊の粘性の測定を繰返し行なうことができる。上述した粘性測定システムは、たとえばパイプを通る流量を測定することができ(それは、システムには初めからわかっている場合もある)、区間内の圧力降下も測定することができる。その後、ハーゲン−ポアズイユの法則を用いて粘性を決定する。
【0028】
すでに述べたように、種々の測定値と目標値の時間的推移を比較することが有利である。目標値は、経験的に及び/又は計算によって獲得することができる。種々の弁の実際の値の比較も、ここでは効果的である。これは特に、それが1つの時点の、あるいはもっと良いのは1つの期間の間の種々の弁の圧力測定値であって、導管システム内の粘性変動が危惧され、あるいは行なわれている場合に、当てはまる。この場合においては、完全に他の駆動状態又は粘性において測定された目標値は、その説得力を失う。ある弁の実際の値を他の弁の平均実際値と比較することもできる。
【0029】
これらすべての比較の結果として、制限された機能を有する弁において実際の値が測定され、その実際の値は目標値から、あるいは他の弁の実際の値からずれる。その場合に偏差が、たとえば静圧の下降の最大値がより小さい場合がある。このような場合、該当する弁がもはや完全に開放かつ/又は閉鎖せず、あるいは糊用導管が詰まっていると推定される。この測定値の発生の結果として、制御装置が糊塗布ステーションの駆動を中断し、あるいは、洗浄プログラムの実施等の対処措置を導入することができる。オペレータへの警告指示も適切である。
【0030】
しかし特に、ある弁において目標値に対して、あるいは他の弁の実際の値に対して、実際の値の偏差が生じ、それが特に実際の値の時間的推移に表れた場合、代替的又は付加的に、駆動の進行中に他の対処措置をとってもよい。すなわち、実際の値の推移に従って判断して、余りにゆっくり、あるいは余りに遅く開放する弁は、より早く駆動することができ、それによってそのようにして生じた「デッドタイム」(より長い駆動時間)が保証される。デッドタイムを求めるための方法ステップも、制御装置内に実装するのがよい。同じことが、該当する弁の駆動時点の変化にも当てはまる。
【0031】
通常、デッドタイムは、たとえば作動電流のような、弁開放を作動させる、駆動するトリガー信号と、測定された圧力変動を介して測定可能な、実際の弁開放との間の時間として定義される。
【0032】
本発明の他の実施例が、具体的説明と請求項から明らかにされる。
【図面の簡単な説明】
【0033】
【図1】包装半製品に糊を塗布する装置の斜視図である。
【図2】広い方の第1の糊用導管部分における糊の静圧の推移を示す図である。
【図3】狭い方の第2の糊用導管部分における糊の静圧の推移を示す図である。
【図4】第1及び第2の糊用導管部分を有する糊用導管を示す図である。
【図5】糊塗布ヘッドの断面図である。
【図6】弁を開放させた広い方の糊用導管部分内の糊の静圧の推移を示す図である。
【図7】弁を開放したときの弁の作動電流の推移を示す図である。
【発明を実施するための形態】
【0034】
図1は、本発明に基づく底形成装置内の糊塗布ステーション内で使用されている塗布ヘッド1を示している。この塗布ヘッド1は、塗布プレート2を有し、塗布プレート2に弁3が配置されている。糊は、糊供給導管4を介して塗布ヘッド1に供給される。糊塗布ステーションに、糊が塗布されていないスリップ(細長い小片)5がx方向に供給される。この種のスリップは、たとえば、セメント袋のクロス底を塞ぐのに使用される。しかし、セメント袋において、弁状スリップを使用してもよい。
【0035】
塗布プレート2のうちの糊が塗布されていないスリップ5に面する側において、各弁3に、1つ又は1グループの糊出口開口部が割当てられている。糊出口開口部への糊の流れが、それに対応する弁3によって形成されたり中断されたりする。このように、糊が塗布されていないスリップ5上に、その移送方向xに対して平行に延びる種々の糊片を塗布することが可能である。弁3の規則的な開閉によって、規則的に中断された糊片6が塗布される。同様に、短い糊片7、中断された糊片8、及びつながった糊片9を形成可能である。
【0036】
糊が塗布されていないスリップ5が塗布ヘッド1の下方にないときに糊塗布ステーションを不必要に汚さないために、すべての弁3によって糊の流れが中断される。移送方向に対する横方向yに、糊が塗布されていないスリップのすべての領域に糊を塗布することができるように、塗布ヘッド1が横方向yに移動してもよい。しかしながら、ここで説明する塗布ヘッド1は、スリップ5に糊を塗布するために使用されるだけでなく、可変な糊片を形成可能なことに基づいて、後の袋底の接着すべき領域の上に糊を塗布するのにも適している。
【0037】
図2は、第1の糊用導管部分10(図4)内の静圧の時間的推移12を示す。弁を開放したときに第1の糊用導管部分10内に生じる静圧Pstの変動の振幅14は、同じ弁を開放したときに狭い方の第2の糊用導管部分11内に生じる図3の静圧Pstの時間的推移13の変動の振幅15よりも小さい。圧力センサDS1(広い方の第1の導管部分)とDS2(狭い方の第2の導管部分)によってそれぞれ記録される異なる振幅14と15は、以下のように説明される。
【0038】
広い方の導管部分10内では、単位時間当たりに必要な糊容積を導管部分10の中を通して給送するのに十分な糊速度は、v1である。狭窄箇所16を通過した後、弁が開放している場合、十分な糊を給送するためには、著しく大きい糊速度v2が必要である。糊を加速する力は、糊の静圧Pstによって準備される。静圧Pstと動圧の合計は常に等しいので、静圧は、狭い方の導管部分11内では広い導管部分10内よりもずっと大きく低下する。従って、狭い方の導管部分11における圧力センサDS2の信号は、広い方の導管部分領域内の圧力を管理する圧力センサDS1の信号よりも、特にSN比(信号ノイズ比)によって、より良好に評価される。
【0039】
図5は、包装半製品に糊を塗布するための本発明による装置を断面で示している。この装置は、その構造において、図1に示す装置と異なっており、異なる点は、特に糊リザーバ21が糊用弁Va〜Vfのz方向上方に取付けられていることである。
【0040】
図5において、糊が糊用導管20を通して糊リザーバ21に供給される。糊は、広い方の糊用導管23a〜23fを介して弁Va〜Vfへ供給され、弁Va〜Vfを開放又は閉鎖することによって、導管23a〜23f内の糊流を制御する。糊用導管23a〜23fと後述する糊分配導管は、プレート26内を延びており、プレート26は、弁Va〜Vfと圧力センサDSa〜DSfも支持している。弁が開放されている場合に、糊は弁Va〜Vfを通過して分配導管25内へ流入し、分配導管25により、糊を糊出口開口部24に供給する。この開放によって糊が、ここには図示されていない包装半製品、特にスリップ又はクロス底の上に押し出される。
【0041】
糊塗布ステーションに、糊リザーバ又は複数の弁Va〜Vfに対応する糊用導管内の静圧を測定する圧力センサDS(センサDS3と同様)のみが搭載されており、且つ、圧力の作動に偏差又は変化があった場合、かかる偏差又は変化を個々の弁Va〜Vfに対応させることは困難である。すでに述べたように、このような場合、種々の弁が時間的に別々に(従って、異なる時点で)開放されたときに記録される圧力値を評価するのが最も効果的である。これは、洗浄プロセスの枠内で、あるいはその他の作動休止時に行なうことができる。しかしながら、形成すべき糊プロフィールが、種々の時点で異なる弁の開放を許しあるいは必要とする場合、この測定値を通常作動において得ることも可能である。
【0042】
測定信号を弁に対応させる場合のさらに小さい問題は、たとえばセンサDSaがそうであるように、1つの弁のみに通じる糊用導管に対応する圧力センサの信号が提供される場合に生じる。センサの位置及び糊の高い粘性と流動性に基づいて、導管23a内の圧力推移はほぼ弁Vaの開放及び閉鎖作動のみに依存し、糊リザーバ21内及びその回りのその他のプロセスによってはほとんど影響されない。そのために、大きい糊リザーバ21も寄与し、そこから導管23a〜23fが直接分岐している。この種の大きい糊リザーバは、圧力を補償するように作用するので、弁が閉鎖されている場合に、どこでもほぼ同一の圧力が支配する。
【0043】
圧力センサの配置の他の可能性を、弁の下流に配置された、センサDScが示している。この箇所では、その測定値は、センサDSaの測定値よりも他の弁の切替え作動に依存することがさらに少ない。もちろんこのような箇所で、ここで弁が開放した場合に上昇する静圧の、そもそも使用できる測定値を測定することは、必ずしも自明ではない。これに関連して、センサDScの下流に位置する、流出開口部への導管の全横断面がさらに縮小されると、役立つ場合もある。静圧の測定の代替案は、この箇所における流れ速度の測定であろう(これは他の箇所についても当てはまる)。
【0044】
弁Va〜Vfは、電流線27a〜27fを介して弁の切替えに必要な作動電流を供給可能である。各電流線27a〜27f又は各弁Va〜Vfに、それぞれセンサSIa〜SIfが配置されており、そのセンサによって作動電流の特性値を測定することができる。このセンサSIa〜SIfは、電流センサであるのがよい。電圧センサ、抵抗センサ又は他の測定センサであってもよい。
【0045】
図6及び図7はそれぞれ、弁の開放によってもたらされる圧力推移30と弁の作動電流Iの推移31の時間的順序を扱っている。圧力推移30については、単に図2と図3についての説明を参照するよう指示する。
【0046】
図7は、弁の開放及び閉鎖サイクルの間に生じる電流推移を示している。センサSIによって測定可能な作動電流の上昇と下降は、やや指数的な推移を示している。その理由は、糊用弁は、通電すべきコイルの力作用によって開放されるからである。コイルはニードルを移動させ、ニードルの移動により、弁を開放させる。電流が再び遮断された場合に、電流はコイルのインダクタンスによって再び同様に、崩壊関数の形式で下降する。ニードルは、ばねによって再びその初期位置へ押し戻されるので、弁が再び閉鎖される。
【0047】
この例において、Toは、開放デッドタイムを著し、ここではそれは、作動電流がしきい値Sに達した時点と糊用導管内の圧力Pstがその最小に達した時点の間で測定される。
【0048】
図6と図7に示す例において、Tsによって示される閉鎖デッドタイムTsは、電流下降の開始と圧力最大の到達との間で測定される。制御装置がパワーコントローラをトリガーし、その後初めてパワーコントローラが弁のための作動電流を準備することによって、弁の給電が行なわれる場合に、開放デッドタイムをトリガー信号のそれ自体わかっている時点と静圧の飛躍応答(最小の達成)との間で測定すると、好ましい場合がある。このようにして、システム全体の開放デッドタイムが検出される。同様に、閉鎖プロセスのためのデッドタイムも求めることができる。
【0049】
その場合に、効率的なデッドタイム補償の範囲内で、デッドタイムを求めた後に駆動時点を次のように、すなわち糊用導管内の圧力応答及びそれに応じて少し遅れて開始される包装半製品上への糊の塗布が、再び目標時点ないし目標時点を中心とする許容誤差領域内で行なわれるように変更してもよい。
【0050】
これに関連して、圧力センサの高い読出し速度が効果的である。たとえば、糊の塗布の精度を1mmにするために、目標時点を中心とする許容誤差領域は0.3mmに定められる。それを保証するために、少なくとも3kHzの読出し速度(すなわち秒当たり3000個別測定)が効果的である。もちろん、測定値から開放又は閉鎖デッドタイムの推定だけでなく、弁の開放及び閉鎖作動の推定も引き出すためには、15kHzの読出し速度が好ましい。実際の開放あるいは閉鎖作動と目標作動又はもともとの作動との比較は、すでに生じている、あるいは迫っている故障の指摘を与えることができる。従って不具合を早期に認識することによって、突然の、あるいは計画外の機械停止時間を回避することができる。
【符号の説明】
【0051】
1 塗布ヘッド
2 塗布プレート
3 弁
4 糊供給導管
5 糊が塗布されていないスリップ
6 規則的に中断された糊片
7 短い糊片
8 中断されない糊片
9 つながった糊片
10 広い方の第1の糊用導管部分
11 狭い方の第2の糊用導管部分
12 糊用導管部分10内の静圧の時間的推移
13 糊用導管部分11内の静圧の時間的推移
14 静圧の変動の振幅
15 静圧の変動の振幅
16 狭窄箇所
20 糊用導管
21 糊リザーバ
23a〜23f 広い方の糊用導管
24 糊出口開口部
25 分配導管
26 プレート
27a〜27f 電流線
30 圧力推移
31 弁の作動電流の推移
32 図6と図7における同一の時点を明らかにするための破線
S 弁の作動電流のしきい値
DS1〜DS3 圧力センサ
DSa〜DSf 圧力センサ
v1 糊速度
v2 糊速度
Pst 静的糊圧力
Va〜Vf 糊用弁
I 弁の作動電流
SIa〜SIf 弁Va〜Vf又は電流線27a〜27fにおける電流
To 弁開放におけるデッドタイム
Ts 弁閉鎖におけるデッドタイム
x 袋の移送方向
y 空間方向(移送方向xに対して横方向)
z 他の空間方向(移送方向xと方向yに対して横方向)
A 通常の糊用弁42の塗布領域
B 付加的な糊用弁43の塗布領域
【特許請求の範囲】
【請求項1】
包装半製品(5)に糊を塗布する装置(1)であって、
少なくとも1つの糊用弁(3、Va〜Vf)を有し、包装半製品上への糊の塗布(6、7、8、9)を前記糊用弁(3、Va〜Vf)によって制御可能であり、
糊用導管システム(20、21、23a〜23f、24、25)を有し、糊を糊出口開口部(24)に前記糊用導管システムによって供給可能であり、
少なくとも1つの圧力センサ(DS1〜DS3、DSa〜DSf)を有し、糊用導管システム(20、21、23a〜23f、24、25)内の少なくとも1つの部分領域(10、11)内の圧力(Pst)を前記圧力センサによって測定可能である、装置。
【請求項2】
少なくとも1つの他のセンサ(SI)を有し、少なくとも1つの糊用弁(3、Va〜Vf)に供給可能な作動電流の特性値(I)を前記他のセンサによって測定可能である、請求項1に記載の装置。
【請求項3】
前記少なくとも1つの圧力センサ(DS1〜DS3、DSa〜DSf)及び/又は前記少なくとも1つの他のセンサ(SI)の測定値(Pst)をそれぞれ所定の目標値と比較可能であるように構成された制御装置を有する、請求項1又は2に記載の装置。
【請求項4】
前記少なくとも1つの圧力センサ(DS1〜DS3、DSa〜DSf)及び/又は前記少なくとも1つの他のセンサ(SI)の測定値(Pst、I)の時間的推移を互いに比較可能であるように構成された制御装置を有する、請求項1〜3のいずれか1項に記載の装置。
【請求項5】
複数の前記糊用弁(3、Va〜Vf)を有し、
前記複数の糊用弁(DS1〜DS3、DSa〜DSf)の少なくとも一部にそれぞれ、前記圧力センサ及び/又は前記他のセンサ(SI)が個別に割当てられる、請求項1〜4のいずれか1項に記載の装置。
【請求項6】
複数の前記糊用弁を有し、
前記複数の糊用弁の少なくとも一部に、共通の前記圧力センサ及び/又は前記他のセンサが割当てられる、請求項1〜5のいずれか1項に記載の装置。
【請求項7】
前記圧力センサの少なくとも1つは、前記糊用導管システムの狭窄箇所に配置される、請求項1〜6のいずれか1項に記載の装置。
【請求項8】
少なくとも1つの粘性測定システムを前記糊用導管システム内に有する、請求項1〜7のいずれか1項に記載の装置。
【請求項9】
圧力測定値及び/又は少なくとも1つの他のセンサの測定値の時間的推移を、それに対応する目標値の時間的推移と比較し、前記目標値の時間的推移に対する実際の時間的推移の時間的な差を用いて、前記糊用弁の作動を変化させるように構成された制御装置を有する、請求項1〜8のいずれか1項に記載の装置。
【請求項10】
包装半製品に糊を塗布する方法であって、
包装半製品上への糊の塗布が少なくとも1つの弁によって制御可能であり、糊が糊用導管システムによって流出開口部へ案内され、
糊用導管内の圧力を測定し、
この測定値又は測定値から導き出された情報を、機械オペレータに表示し及び/又は制御装置へ伝え、
前記測定値に基づいて前記糊用弁の機能を検査する、方法。
【請求項11】
目標値が、経験的及び/又は計算器によって求められた値を含む、請求項10に記載の方法。
【請求項12】
前記糊用弁の一部、好ましくは前記糊用弁の1つが開放されることにより、複数の前記糊用弁を有し且つ包装半製品に糊を塗布する装置における前記測定値を獲得する、請求項10又は11に記載の方法。
【請求項13】
包装半製品に糊を塗布する装置が清掃サイクル又はテストサイクルを通過する間、複数の前記糊用弁を有する前記装置における前記測定値を獲得する、請求項10〜12のいずれか1項に記載の方法。
【請求項14】
包装半製品に糊を塗布する装置を、清掃サイクル又はテストサイクルにおいて少なくとも部分的に、糊と異なる洗浄媒体によって洗浄する、請求項10〜13のいずれか1項に記載の方法。
【請求項15】
清掃サイクル内で、包装半製品に糊を塗布する装置内における前記測定値が目標値と少なくとも1つの許容誤差値だけ異なる少なくとも1つの糊用弁が、包装半製品に糊を塗布する前記装置における前記測定値が目標値から許容誤差値まで異ならない少なくとも1つの弁よりも、高い頻度で及び/又は高い圧力で及び/又は長く洗浄される、請求項10〜14のいずれか1項に記載の方法。
【請求項1】
包装半製品(5)に糊を塗布する装置(1)であって、
少なくとも1つの糊用弁(3、Va〜Vf)を有し、包装半製品上への糊の塗布(6、7、8、9)を前記糊用弁(3、Va〜Vf)によって制御可能であり、
糊用導管システム(20、21、23a〜23f、24、25)を有し、糊を糊出口開口部(24)に前記糊用導管システムによって供給可能であり、
少なくとも1つの圧力センサ(DS1〜DS3、DSa〜DSf)を有し、糊用導管システム(20、21、23a〜23f、24、25)内の少なくとも1つの部分領域(10、11)内の圧力(Pst)を前記圧力センサによって測定可能である、装置。
【請求項2】
少なくとも1つの他のセンサ(SI)を有し、少なくとも1つの糊用弁(3、Va〜Vf)に供給可能な作動電流の特性値(I)を前記他のセンサによって測定可能である、請求項1に記載の装置。
【請求項3】
前記少なくとも1つの圧力センサ(DS1〜DS3、DSa〜DSf)及び/又は前記少なくとも1つの他のセンサ(SI)の測定値(Pst)をそれぞれ所定の目標値と比較可能であるように構成された制御装置を有する、請求項1又は2に記載の装置。
【請求項4】
前記少なくとも1つの圧力センサ(DS1〜DS3、DSa〜DSf)及び/又は前記少なくとも1つの他のセンサ(SI)の測定値(Pst、I)の時間的推移を互いに比較可能であるように構成された制御装置を有する、請求項1〜3のいずれか1項に記載の装置。
【請求項5】
複数の前記糊用弁(3、Va〜Vf)を有し、
前記複数の糊用弁(DS1〜DS3、DSa〜DSf)の少なくとも一部にそれぞれ、前記圧力センサ及び/又は前記他のセンサ(SI)が個別に割当てられる、請求項1〜4のいずれか1項に記載の装置。
【請求項6】
複数の前記糊用弁を有し、
前記複数の糊用弁の少なくとも一部に、共通の前記圧力センサ及び/又は前記他のセンサが割当てられる、請求項1〜5のいずれか1項に記載の装置。
【請求項7】
前記圧力センサの少なくとも1つは、前記糊用導管システムの狭窄箇所に配置される、請求項1〜6のいずれか1項に記載の装置。
【請求項8】
少なくとも1つの粘性測定システムを前記糊用導管システム内に有する、請求項1〜7のいずれか1項に記載の装置。
【請求項9】
圧力測定値及び/又は少なくとも1つの他のセンサの測定値の時間的推移を、それに対応する目標値の時間的推移と比較し、前記目標値の時間的推移に対する実際の時間的推移の時間的な差を用いて、前記糊用弁の作動を変化させるように構成された制御装置を有する、請求項1〜8のいずれか1項に記載の装置。
【請求項10】
包装半製品に糊を塗布する方法であって、
包装半製品上への糊の塗布が少なくとも1つの弁によって制御可能であり、糊が糊用導管システムによって流出開口部へ案内され、
糊用導管内の圧力を測定し、
この測定値又は測定値から導き出された情報を、機械オペレータに表示し及び/又は制御装置へ伝え、
前記測定値に基づいて前記糊用弁の機能を検査する、方法。
【請求項11】
目標値が、経験的及び/又は計算器によって求められた値を含む、請求項10に記載の方法。
【請求項12】
前記糊用弁の一部、好ましくは前記糊用弁の1つが開放されることにより、複数の前記糊用弁を有し且つ包装半製品に糊を塗布する装置における前記測定値を獲得する、請求項10又は11に記載の方法。
【請求項13】
包装半製品に糊を塗布する装置が清掃サイクル又はテストサイクルを通過する間、複数の前記糊用弁を有する前記装置における前記測定値を獲得する、請求項10〜12のいずれか1項に記載の方法。
【請求項14】
包装半製品に糊を塗布する装置を、清掃サイクル又はテストサイクルにおいて少なくとも部分的に、糊と異なる洗浄媒体によって洗浄する、請求項10〜13のいずれか1項に記載の方法。
【請求項15】
清掃サイクル内で、包装半製品に糊を塗布する装置内における前記測定値が目標値と少なくとも1つの許容誤差値だけ異なる少なくとも1つの糊用弁が、包装半製品に糊を塗布する前記装置における前記測定値が目標値から許容誤差値まで異ならない少なくとも1つの弁よりも、高い頻度で及び/又は高い圧力で及び/又は長く洗浄される、請求項10〜14のいずれか1項に記載の方法。
【図1】

【図2】

【図3】

【図4】
【図5】
【図6−7】
【図2】
【図3】
【図4】
【図5】
【図6−7】
【公表番号】特表2013−507265(P2013−507265A)
【公表日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2012−532533(P2012−532533)
【出願日】平成22年9月24日(2010.9.24)
【国際出願番号】PCT/EP2010/064147
【国際公開番号】WO2011/042320
【国際公開日】平成23年4月14日(2011.4.14)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
【公表日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成22年9月24日(2010.9.24)
【国際出願番号】PCT/EP2010/064147
【国際公開番号】WO2011/042320
【国際公開日】平成23年4月14日(2011.4.14)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
[ Back to top ]