
被加工物の真直度校正方法

【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定し、その測定された真直度の値を校正する方法の提供。
【解決手段】 一対の平面鏡(M1,M2)を距離d離して両端に設けた姿勢表示物体2を1個、変位センサ4を用い、長尺の被測定物(加工ワーク)wを距離dずつ移動さして変位センサ4により被測定物の真直度を測定し、この測定値に含まれる装置の運動誤差誤差を差し引く校正を行うので、短い姿勢表示物体2を用いて長い被測定物の真直度を校正することができる。
【解決手段】 一対の平面鏡(M1,M2)を距離d離して両端に設けた姿勢表示物体2を1個、変位センサ4を用い、長尺の被測定物(加工ワーク)wを距離dずつ移動さして変位センサ4により被測定物の真直度を測定し、この測定値に含まれる装置の運動誤差誤差を差し引く校正を行うので、短い姿勢表示物体2を用いて長い被測定物の真直度を校正することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、x軸−リニアスケール、y軸−リニアスケール、z軸−リニアスケール、直定規、変位センサ(角度センサも含む)、xy軸テーブルステージ、数値制御装置を備える加工ワーク面の形状測定装置を用い、xy軸テーブルステージ上に載置された被測定物(加工ワーク)表面形状を変位センサで測定し、その測定値を校正する方法に関する。
【背景技術】
【0002】
上述の加工ワーク面の形状測定装置は、通常、加工ワークを恒温室(23.5℃、相対湿度65%)内に持ち込み、表面形状測定装置の変位センサを用いて加工ワークの2点間の傾斜(高さの差)μ(x+d)−μ(x)を測定し、その傾きをxyテーブルステージ搭載の加工ワークを固定位置の変位センサ下面に走査させて連続した加工ワークの長さ方向の真直度fw’(x)=Σ{μ(xi+1+d)−μ(xi)}を表示板や紙上に表示するものである。
【0003】
上記加工ワークの恒温室内での真直度や表面形状の測定を、工作機械のワークテーブル上で行うことも提案されている。この際、ワークテーブルはxy軸テーブルステージと見做される。
【0004】
例えば、特開2007−327754号公報(特許文献1)は、測定範囲、感度、分解能も同種の2つの非接触型静電容量型変位計A,Bを用い、標準直定規に対してレバー式自律校正法で校正された変位計A,Bの両方をピッチ距離p間離して工作機械の工具頭に変位計A,Bの列がワークテーブルの長手方向に向くよう距離p離して支持し、次の工程を経て被加工物の真直度を測定する方法を提案する。
1)ワークテーブルおよび変位計A,Bの相対的な移動により前記ワークテーブル上に固定された標準直定規表面と各変位計A,Bプロ−ブ間の距離SA(Xi),SB(Xi+p)を検出し、メモリーで記録する。
2)演算部で両者の差{SB(Xi+p)−SA(Xi)}を演算し、被加工物の基準面と非接触型静電容量型変位計Aのプローブ電極間の距離をZ0A、被加工物の基準面と非接触型静電容量型変位計Bのプローブ電極間の距離Z0Bと仮定したときの距離Z0Bと距離Z0Aの差(Z0B−Z0A)として数値制御装置の記憶部(メモリー)に記憶する。
3)前記変位計A,Bを用いて前記ワークテーブル上の被加工物表面と各変位計A,Bのプローブ間の距離m1(Xi)およびm2(Xi+p)を検出し、メモリーする。
4)これら検出値の差m2d(Xi)=〔m2(Xi+p)−m1(Xi)〕を演算し、メモリーする。
5)m2d(Xi)/pを求める式に{SB(Xi+p)−SA(Xi)}を代入する演算を行い、このm2d(Xi)/pを被加工物表面の高さ変位函数f(X)の微分値df(X)/dXとして近似させ、次式で表される微分値を検出されていった各値よりこの導関数を積分していくとともに、メモリーに記録する。
df(X)/dX≒〔f(Xi+p)−f(Xi)〕/p+{SB(Xi+p)−SA(Xi)}/p
6)前式の導関数を積分した変位函数f(X)を、変位計Aにより計測された被加工物表面の真直度変位グラフとして出力するか、そのf(X)値の最大ピ−ク値を被加工物の真直度Saとして出力する。
また、上記真直度Saのデータ値を記憶する数値制御平面研削機械を用い、左右方向に移動可能なワークテーブル上に載置されたワークを、前後方向に移動可能なツールテーブルに搭載された砥石頭を用い、被加工物と砥石頭との相対的な動きにより砥石頭の砥石軸に回転自在に備えられた砥石車によりワーク表面を平面研削する方法であって、
予め、請求項1の工程6)で出力されたf(Xi)の値と、工程1)で検出された変位計AのSA(Xi)および工程3)で検出されたm1(Xi)の値より走査運動誤差Ez(Xi)を次式で演算し、この走査運動誤差Ez(Xi)をメモリーし、
Ez(Xi)=m1(Xi)−f(Xi)+SA(Xi)
ワークテーブル座標位置Xi位置でワークを研削加工する際、ワークの平面研削加工時の砥石車の上下方向移動距離をEz(Xi)の昇降移動補正を成しながら平面研削加工を行うことを特徴とする、ワークの平面研削方法も提案する。
【0005】
特許弟4,452,651号明細書(特許文献2)は、第1被測定物(直定規)と第2被測定物(加工ワーク)とを平行に配置し、前記第1被測定物の表面を逐次3点法により検出可能に3個の第1変位検出手段を配置し、前記第2被測定物を、間にするように位置させた一対の第2変位検出手段と、前記3個の第1変位検出手段のうち特定の第1変位検出手段とを直線上に配置し、
逐次3点法により、第1被測定物と前記3個の第1変位検出手段を相対移動させて、該第1変位検出手段の検出出力に基づき、逐次3点法による前記第1被測定物の表面形状を演算し、
前記第2被測定物を反転する前及び反転した後のそれぞれにおいて、第1及び第2被測定物と、前記一対の第2変位検出手段、及び前記特定の第1変位検出手段を相対移動させて、前記一対の第2変位検出手段と、該特定の第1変位検出手段の検出出力に基づいて、反転法による前記第1被測定物の表面形状を演算し、
前記逐次3点法及び前記反転法による前記第1被測定物の表面形状の演算結果に基づいて零点誤差補償量を算出し、該零点誤差補償量により、逐次3点法による零点誤差補正を行うことを特徴とする逐次3点法における零点誤差補正方法を提案する。
【0006】
上記特許文献2記載の零点誤差補正方法は、ワークの長さが1.5mを越える長尺状ワークの面形状測定を行うことができないので、特開2010−181195号公報(特許文献3)は、3つのプローブを保持するホルダと、前記3つのプローブの検出感度軸方向が水平面に含まれるとともに互いに反対方向となる2つの姿勢、及び前記水平面と直交する鉛直方向に向ける姿勢が少なくとも取り得るように前記ホルダを回転自在に支持する姿勢可変機構と、幅又は溝を有して、前記幅又は前記溝の幅の長さ方向の変化(以下、両者を含めて幅真直形状という)が予め校正されて校正値が得られた基準幅直定規と、前記基準幅直定規が着脱自在に設けられ、又は前記基準幅直定規が形成され、前記3つのプローブによる逐次3点法で測定走査できる姿勢で被測定物を載せる支持手段と、前記姿勢可変機構と前記基準幅直定規を備えた前記支持手段の少なくともいずれかを水平面に含まれる第1方向に移動する第1移動手段と、前記姿勢可変機構と前記支持手段の少なくともいずれかを水平面内に含まれるとともに前記第1方向と直交する第2方向に移動する第2移動手段と、を備え、
前記基準幅直定規を前記3つのプローブの配列方向を走査方向にして、前記第1移動手段及び第2移動手段のうち、少なくとも第1移動手段の駆動により前記走査方向に走査測定することで得られる幅真直形状と前記基準幅直定規の校正値を比較することで前記3つのプローブの零点調整誤差を算出し、前記被測定物の断面形状を逐次3点法で測定して、前記零点調整誤差に基づいて校正することを特徴とする形状測定装置を提案する。
【0007】
また、特開2009−031170号公報(特許文献4)は、x軸方向およびy軸方向に移動可能なxyステージ、該xyステージのxy面を跨いで凹字状アームがxyステージのxy面に平行となるように設けられた3対の変位センサ保持具(H1,H2,H3)、該3対の変位センサ保持具を等間隔に凹字状アーム底部で連結し、かつ、前記xyステージに搭載された連結棒、前記xyステージに平行に設けられた被校正測定物の被測定面、前記3対の変位センサ保持具の凹字状アームの凹字空間に挿まれる状態で、かつ、前記xyステージとは独立して180度反転可能に保持される基準直定規、前記3対の変位センサ保持具(H1,H2,H3)の凹字状アーム3対の各々にそれぞれ3本一組の変位センサ(A,B,C)の感度がxy面に垂直な直線上にセンサの感度方向を合わせて保持させ、前記の被校正測定物と変位センサ(A1,A2,A3)間の距離を測定する変位センサ(A1,A2,A3)と、変位センサ(B1,B2,B3)と前記基準直定規の裏面間距離を測定する変位センサ(B1,B2,B3)、および、前記基準直定規の表面と変位センサ(C1,C2,C3)間の距離を測定する変位センサ(C1,C2,C3)の群を備え、および、前記xyステージの移動により前記3本のセンサ組が同時に走査する被校正測定物と変位センサ(A)間の距離値、変位センサ(B)と前記基準直定規の裏面間距離値、および、前記基準直定規の表面と変位センサ(C)間の距離値をコントローラより電気信号としてデータ解析装置に送信し、それら送信された距離電気信号値から被校正測定物のx座標およびy座標の表面形状値を算出するデータ解析装置、を有する表面形状校正装置を提案する。
【0008】
さらに、特開2009−085833号公報(特許文献5)は、加工ワークの被測定面に対してそれぞれ当接する、間隔が既知の平行な直線状の2つの凸部を有する少なくとも1つの姿勢表示物体と、前記姿勢表示物体の姿勢を空間に固定された基準(ターゲットである平面鏡)に関して変位を検出する少なくとも1つの姿勢読取部とを備え、前記被測定面の局所的な高さと、傾斜あるいは局所的な傾斜の差分の少なくとも1つを測定するワークの表面形状測定装置を用い、測定ステップを図6a、図6bに示すように、姿勢表示物体OBJを被測定面PLにx軸方向に間隔Lxで置いた状態で、ステージの表面である被測定面PLを図で左方に移動させて、2つの姿勢表示物体OBJのx方向の傾斜を二つの角度センサA,Bで同時に読み取り、これら読み取り値より姿勢表示物体COBJを水平面に置いたときのこの2箇所の傾斜表示値(校正値)と、間隔Lxにある2箇所のターゲットTGの校正値を校正して加工ワーク表面の真直度を計算し、表示画面に映し出す方法が提案されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−327754号公報
【特許文献2】特許弟4,452,651号明細書
【特許文献3】特開2010−181195号公報
【特許文献4】特開2009−031170号公報
【特許文献5】特開2009−085833号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
前記特許文献1、2、3および特許文献4記載の校正方法はワ−クが2.5m以上の長尺状物であるときは特別注文の直定規を使用する必要があり利用できない。特許文献5が段落0004において記載するように、JIS A級の直定規の1m長さもので6μm、4m長のもので18μmまでしか真直度は保証されないと記載している。よって、変位センサで測定された真直度は誤差分e(xi)を校正する必要がある。
【0011】
前記特許文献5記載の角度センサ2個および同質、同寸法の姿勢表示物体OBJを複数用い、これら姿勢表示物体OBJを相互の姿勢表示値の違いを予め校正した上で被測定物(加工ワーク)面上に置いて被測定物面の面形状を局所的な傾斜と高さの集まりとして表示画面に表示する方法は、同質、同寸法の姿勢表示物体OBJを複数入手できるか、危惧がある。また、複数の姿勢表示物体OBJをワークテーブル上の被測定物上に直線上に並べるのに熟練を要する。
【0012】
本発明は、直定規の代わりに上記距離dを置いて鏡(ターゲット)を2個載せた姿勢表示物体OBJ1個を用い、形状測定装置のxy軸テーブルステージ上に固定された加工ワークの真直度fw(x)を測定し、この真直度fw(x)の値から姿勢表示物体OBJを用いることにより生じる誤差e(x)を差し引く校正
{fw(xi)−fee(xi)}=fw’(xi)
を行い、この真直度fw’(xi)を恒温室で測定される加工ワークの真直度f’(xi)に極めて近い値の真直度を表示板に表示または紙に印刷する方法を提案するものである。
【課題を解決するための手段】
【0013】
本発明の請求項1は、x軸−リニアスケール、y軸−リニアスケール、z軸−リニアスケール、変位センサ、距離d離間して設けた一対の鏡(M1,M2)を上面両端に備える姿勢表示物体、xy軸テーブルステージ、および、数値制御装置を備える加工ワーク面の形状測定装置を用い、次の工程を経て加工ワークの真直度fw(xi)の測定、その測定された真直度値から姿勢表示物体を用いることによる誤差fee(xi)を差し引いた(校正した)値を、被測定物(加工ワーク)の真直度fw’(xi)として表示する校正方法を提供するものである。
(1).恒温室内で前記姿勢表示物体の傾斜μM=(μM2−μM1)
μM1=αM1+φ
μA2=αM2+φ
μM2−μM1=αM2−αM1
を測定し、この姿勢表示物体の傾斜の値 μM=μM2−μM1=αM2−αM1 を算出する。
(2).前記xy軸テーブルステージ上で被測定物の上面に前記姿勢表示物体を搭載し、変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM1=αwM1+φを測定し、
(3).ついで、前記xy軸テーブルステージ上で被測定物を距離dだけx軸左方向に移動し、前記変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM2=αwM2+φを測定する。
(4).被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMは、μwM =μwM2−μwM1と演算される。
(5).xy軸テーブルステージをx軸左方向に走査させ、変位センサでxy軸テーブルステージ上の前記被測定物のx軸方向真直度fw(xi)を測定する。
fw(xi)=fw’(xi)+fee(xi)
(6).xy軸テーブルステージをx軸左方向に移動させて被測定物の真直度を変位センサにより測定する校正すべき誤差e(xi)は、前記(1)工程の恒温室内で測定した姿勢表示物体の傾斜μMと前記(4)工程で被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMを合算した値である。
e(xi)=μM+μwM=(αM2−αM1)+(μwM2−μwM1)
(7).前記(5)工程で測定した真直度fw(xi)の値より前記(6)工程で得た誤差e(xi)を差し引く校正を行う。
f’w(xi)=fw(xi)−fee(xi)
(8).上記(7)工程で演算した真直度f’w(xi)を表示画面に映し出す、または紙に印刷する。
【発明の効果】
【0014】
長尺の被測定物を距離d一回ずらして変位センサにより被測定物上に載置した姿勢表示物体の一対の鏡(M1,M2)の傾きを測定し、これを校正値として利用するので、短い幅の姿勢表示物体1個を用いて測定された被測定物の真直度の校正を行うことができる。
【0015】
さらに、変位センサおよび姿勢表示物体を被測定物の正面側に取り付けて測定すれば被測定物のxz−表面の真直度も測定・校正することができる。
【図面の簡単な説明】
【0016】
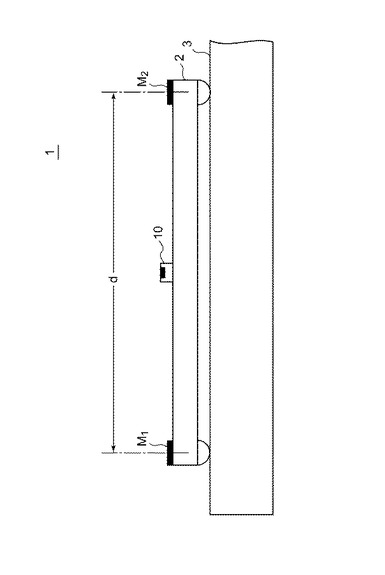
【図1】図1は恒温室内で一対の鏡(M1,M2)を備える姿勢表示物体の2点の傾斜値を測定している正面図である。
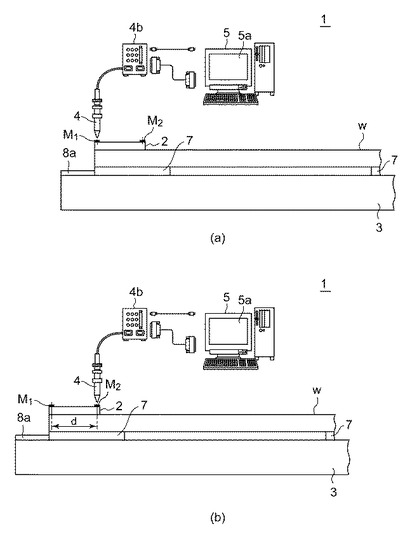
【図2】図2はxy軸テーブルステージ上で被測定物の上に搭載された姿勢表示物体の一対の鏡(M1,M2)の傾きを変位センサで測定しているフロー図で、図2aは鏡(M1)の高さを、図2bは(M2)の高さを測定している正面図である。
【図3】図3は表面形状測定装置のx軸左方向に走査されるxy軸テーブルステージ上に載置された被測定物の上面を固定位置にある変位センサで真直度を測定していくステップを示す正面図である。図3aは、xy軸テーブルステージを移動しないで変位センサにより最初の被測定物の変位高さを測定している状態を、図3bはxy軸テーブルステージを距離dだけ移動して変位センサにより2回目の被測定物の変位高さを測定している状態を、図3cはxy軸テーブルステージをさらに距離dだけ移動して変位センサにより3回目の被測定物の変位高さを測定している状態を、図3dはxy軸テーブルステージを最初の位置から距離9dだけ移動して変位センサにより10回目の被測定物の変位高さを測定している状態を示す。
【図4】図4は表面形状測定装置の一部を省略して示した斜視図である。
【図5】図5aは被測定物の校正された真直度曲線を表示した図、図5bは校正された誤差を表示した図である。
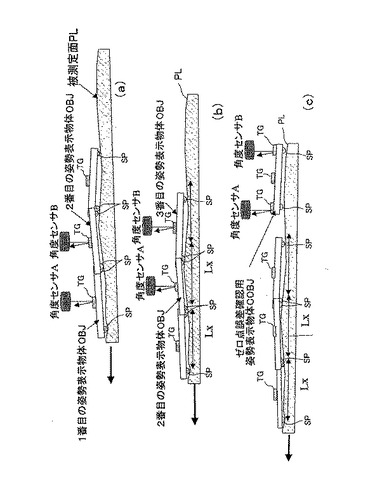
【図6】図6はxy軸テーブルステージ上で上面中央に鏡1個を備えるx軸方向長さLxの姿勢表示物体を被測定物上に3個x軸方向に並べ、被測定物をx軸左方向に長さLxずつ移動させて2個の変位センサで2つの鏡の姿勢を同時に測定するステップ図である。(公知)
【発明を実施するための形態】
【0017】
図1において、恒温室内で2つの鏡(M1,M2)を長さd離間して搭載する姿勢表示物体2はxy軸テーブルステージ上3に載せられ、その中央に水準器10を載せ、姿勢表示物体の傾斜角cosθを測定する。よって、姿勢表示物体の傾斜(αM2−αM1 )は、
αM2−αM1 =d・tanθ
として演算できる。水準器10によっては角度θと共に傾斜(αM2−αM1 )を表示する水準器もある。
【0018】
上記姿勢表示物体の傾斜角の測定は、水準器10に替えてオートコリメータでも測定できるし、長さd離間して平行に設置した同種・同質の変位センサ(A1,A2)を用い姿勢表示物体の2つの鏡(M1,M2)の変位差(μA2−μA1)=(αM2−αM1 )を測定してもよい。
【0019】
変位センサ、表示器、xy軸テーブルステージ、数値制御装置のセットされたものは、株式会社交洋製作所より高感度マイクロ角度センサ“KMA−20”(商品名)が、株式会社キーエンスより“CMOS レーザアプリセンサIL”(商品名)が、オムロン株式会社よりCMOSレーザタイプ変位センサ“ZS−Lスマートセンサ”(商品名)、小野測器株式会社より“静電容量式非接触変位計VT” (商品名)が入手できる。
【0020】
図2および図4において、1は表面形状測定装置、2は姿勢表示物体、3はワークテーブル(xy軸テーブルステージ)で数値制御平面研削装置のワークテーブルが利用される。4は変位センサでこの変位センサ4は砥石カバーの前面にホルダを用いて固定されている。この変位センサ4は表示器付きアンプ4bに連結されており、このアンプ4bはパソコン5の数値制御装置に連結されている。真直度の個々の表示および真直度表示線はこのパソコンの表示画面5aに映し出すことができる。また、プリンターを利用して紙に印刷することもできる。パソコン5の数値制御装置は、入力部、記憶部、記録部、演算部、指令部、出力部を備える。
【0021】
本発明の被測定物の真直度を測定する実験では、2つの鏡(M1,M2)の離間長さ(d)が100mmの姿勢表示物体2を使用した。wは被測定物(加工ワーク)でワークテーブル3上に直接、あるいは治具7を用いて固定される。実験では長さ1500mmの加工ワークを用いた。図2および図4では治具7は案内レール8a上をx軸方向に移動可能な滑走体(治具のベース)8bの上面に固定されている。よって、治具移動機構8の滑走体8bを距離dだけ案内レール8a上でx軸左方向に移動させることにより治具7に固定された被測定物wをワークテーブル3に対して距離dだけx軸左方向に移動させることができる。
【0022】
図2、図3および図4において、x軸−リニアスケール、y軸−リニアスケール、および、z軸−リニアスケールは図示されておらず、数値制御平面研削装置に備えられたx軸−リニアスケール、y軸−リニアスケール、および、z軸−リニアスケールを利用した。
【0023】
図2または図4に示す表面測定装置1を用い、加工ワーク(被測定物)表面の真直度を測定し、この真直度から誤差e(xi)を取り除く校正は、次の工程を経て行われる。
【0024】
(1).恒温室内で前記姿勢表示物体2の傾斜μM=(μM2−μM1)
μM1=αM1+φ
μA2=αM2+φ
μM2−μM1=αM2−αM1
を測定し、この傾斜の値 μM=μM2−μM1=αM2−αM1 を数値制御装置の記録部に送信する。
【0025】
(2).xy軸テーブルステージ3上に搭載された被測定物wの上面に前記姿勢表示物体2を搭載し、変位センサ4により前記姿勢表示物体上の鏡(M1)の位置μwM1=αwM1+φを測定する。(図2a)
【0026】
(3).ついで、前記xy軸テーブルステージ3上で被測定物wを距離dだけx軸左方向に移動し、前記変位センサ4により前記姿勢表示物体上の鏡(M1)の位置μwM2=αwM2+φを測定する。(図2b)
【0027】
(4).被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMは、μwM =μwM2−μwM1と演算される。
【0028】
(5).xy軸テーブルステージ3をx軸左方向に走査させ、変位センサ4でxy軸テーブルステージ上の前記被測定物のx軸方向真直度fw(xi)を測定する。
fw(xi)=f’(xi)+fee(xi)
【0029】
xy軸テーブルステージ3を距離dづつ移動させて変位センサ4下方に位置させる移動は、治具7の滑走体8bを距離dだけx軸左方向に移動させて行ってもよい。
【0030】
この(5)工程の被測定物のx軸方向真直度fw(xi)の測定は、上記(2)工程前に行っても良いし、上記(2)工程前に行ってこの真直度の最初の距離dの真直度(μwd−μw0)を利用し、上記(3)工程の後に、被測定物の上から前記姿勢表示物体を取り外し、xy軸テーブルステージ3をx軸左方向に走査させ、変位センサ4でxy軸テーブルステージ上の前記被測定物がdだけ移動されている状態からx軸方向真直度fw(xi+d)を測定し、前記前記被測定物の0からd距離までの真直度(μwd−μw0)にこの真直度fw(xi+d)を合体させてもよい。
【0031】
後者の場合、次の(6)工程で演算される最初にdだけ被測定物や姿勢表示物体を移動させることにより生じる誤差e(xi)=e(xd)−e(x0)を差し引いた真直度f’w(x0+d)は、
f’w(x0+d)=(μwd−μw0)−{(αM2−αM1)+(μwM2−μwM1)}
と演算される。
【0032】
(6).xy軸テーブルステージをx軸左方向に移動させて被測定物の真直度を変位センサにより測定する校正すべき誤差e(xi)は、前記恒温室内で測定した姿勢表示物体の傾斜μMと被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMの合算した和を演算する。
e(xi)=μM+μwM=(αM2−αM1)+(μwM2−μwM1)
【0033】
(7).前記(5)工程で測定した真直度fw(xi)の値より前記(6)工程で得た誤差e(xi)を差し引く校正を行う。
f’w(xi)=fw(xi)−fee(xi)
【0034】
(8).上記(7)工程で演算した真直度f’w(xi)を表示板に映し出す、または紙に印刷する。
【0035】
なお、実験で用いた被測定物のx軸方向の長さは、1,500mm、姿勢表示物体2の一対の鏡間の距離dは100mmであったので、被測定物をd距離づつ移動させた回数(n)は15回である。また、被測定物の真直度測定時の工場建屋内に設置された数値制御平面研削装置のワークテーブル3近傍の環境は、温度が25±3℃、相対湿度55%であった。
【0036】
校正された被測定物のx軸方向の真直度を図5aに示す。図5aより真直度の最大高さは3.84μmと読み取れる。図5aに示される真直度f’w(xi)より、前記(5)工程で測定された被測定物の真直度fw(xi)を差し引いた値は、表面測定装置の運動誤差e(xi)に相当する。この運動誤差e(xi)を図5bに示す。
【産業上の利用可能性】
【0037】
本発明の姿勢表示物体1個を利用して測定された被測定物の真直度を校正する方法は、長尺の被測定物を距離dずつ移動して固定位置の変位センサにより被測定物の真直度を測定するので、短い短い寸法の姿勢表示物体を用いて長い被測定物の真直度の校正をすることができる。また、変位センサおよび姿勢表示物体を被測定物の正面側に取り付けて測定すれば被測定物のxz−表面の真直度も測定・校正することができる。さらに、xy軸テーブルステージをy軸方向にずらし、被測定物のx軸方向の真直度を測定・校正した真直度を合成し、合成した新直度を表示すれば、被測定物のxy−表面の面形状を図示することができる。
【符号の説明】
【0038】
1 表面形状測定装置
2 姿勢表示物体
3 xy軸テーブルステージ
4 変位センサ
5 パソコン(数値制御装置)
5a パソコン表示画面
7 治具
8 治具移動機構
8a 案内レール
8b 滑走体(治具のベース)
10 水準器
w 被測定物
【技術分野】
【0001】
本発明は、x軸−リニアスケール、y軸−リニアスケール、z軸−リニアスケール、直定規、変位センサ(角度センサも含む)、xy軸テーブルステージ、数値制御装置を備える加工ワーク面の形状測定装置を用い、xy軸テーブルステージ上に載置された被測定物(加工ワーク)表面形状を変位センサで測定し、その測定値を校正する方法に関する。
【背景技術】
【0002】
上述の加工ワーク面の形状測定装置は、通常、加工ワークを恒温室(23.5℃、相対湿度65%)内に持ち込み、表面形状測定装置の変位センサを用いて加工ワークの2点間の傾斜(高さの差)μ(x+d)−μ(x)を測定し、その傾きをxyテーブルステージ搭載の加工ワークを固定位置の変位センサ下面に走査させて連続した加工ワークの長さ方向の真直度fw’(x)=Σ{μ(xi+1+d)−μ(xi)}を表示板や紙上に表示するものである。
【0003】
上記加工ワークの恒温室内での真直度や表面形状の測定を、工作機械のワークテーブル上で行うことも提案されている。この際、ワークテーブルはxy軸テーブルステージと見做される。
【0004】
例えば、特開2007−327754号公報(特許文献1)は、測定範囲、感度、分解能も同種の2つの非接触型静電容量型変位計A,Bを用い、標準直定規に対してレバー式自律校正法で校正された変位計A,Bの両方をピッチ距離p間離して工作機械の工具頭に変位計A,Bの列がワークテーブルの長手方向に向くよう距離p離して支持し、次の工程を経て被加工物の真直度を測定する方法を提案する。
1)ワークテーブルおよび変位計A,Bの相対的な移動により前記ワークテーブル上に固定された標準直定規表面と各変位計A,Bプロ−ブ間の距離SA(Xi),SB(Xi+p)を検出し、メモリーで記録する。
2)演算部で両者の差{SB(Xi+p)−SA(Xi)}を演算し、被加工物の基準面と非接触型静電容量型変位計Aのプローブ電極間の距離をZ0A、被加工物の基準面と非接触型静電容量型変位計Bのプローブ電極間の距離Z0Bと仮定したときの距離Z0Bと距離Z0Aの差(Z0B−Z0A)として数値制御装置の記憶部(メモリー)に記憶する。
3)前記変位計A,Bを用いて前記ワークテーブル上の被加工物表面と各変位計A,Bのプローブ間の距離m1(Xi)およびm2(Xi+p)を検出し、メモリーする。
4)これら検出値の差m2d(Xi)=〔m2(Xi+p)−m1(Xi)〕を演算し、メモリーする。
5)m2d(Xi)/pを求める式に{SB(Xi+p)−SA(Xi)}を代入する演算を行い、このm2d(Xi)/pを被加工物表面の高さ変位函数f(X)の微分値df(X)/dXとして近似させ、次式で表される微分値を検出されていった各値よりこの導関数を積分していくとともに、メモリーに記録する。
df(X)/dX≒〔f(Xi+p)−f(Xi)〕/p+{SB(Xi+p)−SA(Xi)}/p
6)前式の導関数を積分した変位函数f(X)を、変位計Aにより計測された被加工物表面の真直度変位グラフとして出力するか、そのf(X)値の最大ピ−ク値を被加工物の真直度Saとして出力する。
また、上記真直度Saのデータ値を記憶する数値制御平面研削機械を用い、左右方向に移動可能なワークテーブル上に載置されたワークを、前後方向に移動可能なツールテーブルに搭載された砥石頭を用い、被加工物と砥石頭との相対的な動きにより砥石頭の砥石軸に回転自在に備えられた砥石車によりワーク表面を平面研削する方法であって、
予め、請求項1の工程6)で出力されたf(Xi)の値と、工程1)で検出された変位計AのSA(Xi)および工程3)で検出されたm1(Xi)の値より走査運動誤差Ez(Xi)を次式で演算し、この走査運動誤差Ez(Xi)をメモリーし、
Ez(Xi)=m1(Xi)−f(Xi)+SA(Xi)
ワークテーブル座標位置Xi位置でワークを研削加工する際、ワークの平面研削加工時の砥石車の上下方向移動距離をEz(Xi)の昇降移動補正を成しながら平面研削加工を行うことを特徴とする、ワークの平面研削方法も提案する。
【0005】
特許弟4,452,651号明細書(特許文献2)は、第1被測定物(直定規)と第2被測定物(加工ワーク)とを平行に配置し、前記第1被測定物の表面を逐次3点法により検出可能に3個の第1変位検出手段を配置し、前記第2被測定物を、間にするように位置させた一対の第2変位検出手段と、前記3個の第1変位検出手段のうち特定の第1変位検出手段とを直線上に配置し、
逐次3点法により、第1被測定物と前記3個の第1変位検出手段を相対移動させて、該第1変位検出手段の検出出力に基づき、逐次3点法による前記第1被測定物の表面形状を演算し、
前記第2被測定物を反転する前及び反転した後のそれぞれにおいて、第1及び第2被測定物と、前記一対の第2変位検出手段、及び前記特定の第1変位検出手段を相対移動させて、前記一対の第2変位検出手段と、該特定の第1変位検出手段の検出出力に基づいて、反転法による前記第1被測定物の表面形状を演算し、
前記逐次3点法及び前記反転法による前記第1被測定物の表面形状の演算結果に基づいて零点誤差補償量を算出し、該零点誤差補償量により、逐次3点法による零点誤差補正を行うことを特徴とする逐次3点法における零点誤差補正方法を提案する。
【0006】
上記特許文献2記載の零点誤差補正方法は、ワークの長さが1.5mを越える長尺状ワークの面形状測定を行うことができないので、特開2010−181195号公報(特許文献3)は、3つのプローブを保持するホルダと、前記3つのプローブの検出感度軸方向が水平面に含まれるとともに互いに反対方向となる2つの姿勢、及び前記水平面と直交する鉛直方向に向ける姿勢が少なくとも取り得るように前記ホルダを回転自在に支持する姿勢可変機構と、幅又は溝を有して、前記幅又は前記溝の幅の長さ方向の変化(以下、両者を含めて幅真直形状という)が予め校正されて校正値が得られた基準幅直定規と、前記基準幅直定規が着脱自在に設けられ、又は前記基準幅直定規が形成され、前記3つのプローブによる逐次3点法で測定走査できる姿勢で被測定物を載せる支持手段と、前記姿勢可変機構と前記基準幅直定規を備えた前記支持手段の少なくともいずれかを水平面に含まれる第1方向に移動する第1移動手段と、前記姿勢可変機構と前記支持手段の少なくともいずれかを水平面内に含まれるとともに前記第1方向と直交する第2方向に移動する第2移動手段と、を備え、
前記基準幅直定規を前記3つのプローブの配列方向を走査方向にして、前記第1移動手段及び第2移動手段のうち、少なくとも第1移動手段の駆動により前記走査方向に走査測定することで得られる幅真直形状と前記基準幅直定規の校正値を比較することで前記3つのプローブの零点調整誤差を算出し、前記被測定物の断面形状を逐次3点法で測定して、前記零点調整誤差に基づいて校正することを特徴とする形状測定装置を提案する。
【0007】
また、特開2009−031170号公報(特許文献4)は、x軸方向およびy軸方向に移動可能なxyステージ、該xyステージのxy面を跨いで凹字状アームがxyステージのxy面に平行となるように設けられた3対の変位センサ保持具(H1,H2,H3)、該3対の変位センサ保持具を等間隔に凹字状アーム底部で連結し、かつ、前記xyステージに搭載された連結棒、前記xyステージに平行に設けられた被校正測定物の被測定面、前記3対の変位センサ保持具の凹字状アームの凹字空間に挿まれる状態で、かつ、前記xyステージとは独立して180度反転可能に保持される基準直定規、前記3対の変位センサ保持具(H1,H2,H3)の凹字状アーム3対の各々にそれぞれ3本一組の変位センサ(A,B,C)の感度がxy面に垂直な直線上にセンサの感度方向を合わせて保持させ、前記の被校正測定物と変位センサ(A1,A2,A3)間の距離を測定する変位センサ(A1,A2,A3)と、変位センサ(B1,B2,B3)と前記基準直定規の裏面間距離を測定する変位センサ(B1,B2,B3)、および、前記基準直定規の表面と変位センサ(C1,C2,C3)間の距離を測定する変位センサ(C1,C2,C3)の群を備え、および、前記xyステージの移動により前記3本のセンサ組が同時に走査する被校正測定物と変位センサ(A)間の距離値、変位センサ(B)と前記基準直定規の裏面間距離値、および、前記基準直定規の表面と変位センサ(C)間の距離値をコントローラより電気信号としてデータ解析装置に送信し、それら送信された距離電気信号値から被校正測定物のx座標およびy座標の表面形状値を算出するデータ解析装置、を有する表面形状校正装置を提案する。
【0008】
さらに、特開2009−085833号公報(特許文献5)は、加工ワークの被測定面に対してそれぞれ当接する、間隔が既知の平行な直線状の2つの凸部を有する少なくとも1つの姿勢表示物体と、前記姿勢表示物体の姿勢を空間に固定された基準(ターゲットである平面鏡)に関して変位を検出する少なくとも1つの姿勢読取部とを備え、前記被測定面の局所的な高さと、傾斜あるいは局所的な傾斜の差分の少なくとも1つを測定するワークの表面形状測定装置を用い、測定ステップを図6a、図6bに示すように、姿勢表示物体OBJを被測定面PLにx軸方向に間隔Lxで置いた状態で、ステージの表面である被測定面PLを図で左方に移動させて、2つの姿勢表示物体OBJのx方向の傾斜を二つの角度センサA,Bで同時に読み取り、これら読み取り値より姿勢表示物体COBJを水平面に置いたときのこの2箇所の傾斜表示値(校正値)と、間隔Lxにある2箇所のターゲットTGの校正値を校正して加工ワーク表面の真直度を計算し、表示画面に映し出す方法が提案されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−327754号公報
【特許文献2】特許弟4,452,651号明細書
【特許文献3】特開2010−181195号公報
【特許文献4】特開2009−031170号公報
【特許文献5】特開2009−085833号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
前記特許文献1、2、3および特許文献4記載の校正方法はワ−クが2.5m以上の長尺状物であるときは特別注文の直定規を使用する必要があり利用できない。特許文献5が段落0004において記載するように、JIS A級の直定規の1m長さもので6μm、4m長のもので18μmまでしか真直度は保証されないと記載している。よって、変位センサで測定された真直度は誤差分e(xi)を校正する必要がある。
【0011】
前記特許文献5記載の角度センサ2個および同質、同寸法の姿勢表示物体OBJを複数用い、これら姿勢表示物体OBJを相互の姿勢表示値の違いを予め校正した上で被測定物(加工ワーク)面上に置いて被測定物面の面形状を局所的な傾斜と高さの集まりとして表示画面に表示する方法は、同質、同寸法の姿勢表示物体OBJを複数入手できるか、危惧がある。また、複数の姿勢表示物体OBJをワークテーブル上の被測定物上に直線上に並べるのに熟練を要する。
【0012】
本発明は、直定規の代わりに上記距離dを置いて鏡(ターゲット)を2個載せた姿勢表示物体OBJ1個を用い、形状測定装置のxy軸テーブルステージ上に固定された加工ワークの真直度fw(x)を測定し、この真直度fw(x)の値から姿勢表示物体OBJを用いることにより生じる誤差e(x)を差し引く校正
{fw(xi)−fee(xi)}=fw’(xi)
を行い、この真直度fw’(xi)を恒温室で測定される加工ワークの真直度f’(xi)に極めて近い値の真直度を表示板に表示または紙に印刷する方法を提案するものである。
【課題を解決するための手段】
【0013】
本発明の請求項1は、x軸−リニアスケール、y軸−リニアスケール、z軸−リニアスケール、変位センサ、距離d離間して設けた一対の鏡(M1,M2)を上面両端に備える姿勢表示物体、xy軸テーブルステージ、および、数値制御装置を備える加工ワーク面の形状測定装置を用い、次の工程を経て加工ワークの真直度fw(xi)の測定、その測定された真直度値から姿勢表示物体を用いることによる誤差fee(xi)を差し引いた(校正した)値を、被測定物(加工ワーク)の真直度fw’(xi)として表示する校正方法を提供するものである。
(1).恒温室内で前記姿勢表示物体の傾斜μM=(μM2−μM1)
μM1=αM1+φ
μA2=αM2+φ
μM2−μM1=αM2−αM1
を測定し、この姿勢表示物体の傾斜の値 μM=μM2−μM1=αM2−αM1 を算出する。
(2).前記xy軸テーブルステージ上で被測定物の上面に前記姿勢表示物体を搭載し、変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM1=αwM1+φを測定し、
(3).ついで、前記xy軸テーブルステージ上で被測定物を距離dだけx軸左方向に移動し、前記変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM2=αwM2+φを測定する。
(4).被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMは、μwM =μwM2−μwM1と演算される。
(5).xy軸テーブルステージをx軸左方向に走査させ、変位センサでxy軸テーブルステージ上の前記被測定物のx軸方向真直度fw(xi)を測定する。
fw(xi)=fw’(xi)+fee(xi)
(6).xy軸テーブルステージをx軸左方向に移動させて被測定物の真直度を変位センサにより測定する校正すべき誤差e(xi)は、前記(1)工程の恒温室内で測定した姿勢表示物体の傾斜μMと前記(4)工程で被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMを合算した値である。
e(xi)=μM+μwM=(αM2−αM1)+(μwM2−μwM1)
(7).前記(5)工程で測定した真直度fw(xi)の値より前記(6)工程で得た誤差e(xi)を差し引く校正を行う。
f’w(xi)=fw(xi)−fee(xi)
(8).上記(7)工程で演算した真直度f’w(xi)を表示画面に映し出す、または紙に印刷する。
【発明の効果】
【0014】
長尺の被測定物を距離d一回ずらして変位センサにより被測定物上に載置した姿勢表示物体の一対の鏡(M1,M2)の傾きを測定し、これを校正値として利用するので、短い幅の姿勢表示物体1個を用いて測定された被測定物の真直度の校正を行うことができる。
【0015】
さらに、変位センサおよび姿勢表示物体を被測定物の正面側に取り付けて測定すれば被測定物のxz−表面の真直度も測定・校正することができる。
【図面の簡単な説明】
【0016】
【図1】図1は恒温室内で一対の鏡(M1,M2)を備える姿勢表示物体の2点の傾斜値を測定している正面図である。
【図2】図2はxy軸テーブルステージ上で被測定物の上に搭載された姿勢表示物体の一対の鏡(M1,M2)の傾きを変位センサで測定しているフロー図で、図2aは鏡(M1)の高さを、図2bは(M2)の高さを測定している正面図である。
【図3】図3は表面形状測定装置のx軸左方向に走査されるxy軸テーブルステージ上に載置された被測定物の上面を固定位置にある変位センサで真直度を測定していくステップを示す正面図である。図3aは、xy軸テーブルステージを移動しないで変位センサにより最初の被測定物の変位高さを測定している状態を、図3bはxy軸テーブルステージを距離dだけ移動して変位センサにより2回目の被測定物の変位高さを測定している状態を、図3cはxy軸テーブルステージをさらに距離dだけ移動して変位センサにより3回目の被測定物の変位高さを測定している状態を、図3dはxy軸テーブルステージを最初の位置から距離9dだけ移動して変位センサにより10回目の被測定物の変位高さを測定している状態を示す。
【図4】図4は表面形状測定装置の一部を省略して示した斜視図である。
【図5】図5aは被測定物の校正された真直度曲線を表示した図、図5bは校正された誤差を表示した図である。
【図6】図6はxy軸テーブルステージ上で上面中央に鏡1個を備えるx軸方向長さLxの姿勢表示物体を被測定物上に3個x軸方向に並べ、被測定物をx軸左方向に長さLxずつ移動させて2個の変位センサで2つの鏡の姿勢を同時に測定するステップ図である。(公知)
【発明を実施するための形態】
【0017】
図1において、恒温室内で2つの鏡(M1,M2)を長さd離間して搭載する姿勢表示物体2はxy軸テーブルステージ上3に載せられ、その中央に水準器10を載せ、姿勢表示物体の傾斜角cosθを測定する。よって、姿勢表示物体の傾斜(αM2−αM1 )は、
αM2−αM1 =d・tanθ
として演算できる。水準器10によっては角度θと共に傾斜(αM2−αM1 )を表示する水準器もある。
【0018】
上記姿勢表示物体の傾斜角の測定は、水準器10に替えてオートコリメータでも測定できるし、長さd離間して平行に設置した同種・同質の変位センサ(A1,A2)を用い姿勢表示物体の2つの鏡(M1,M2)の変位差(μA2−μA1)=(αM2−αM1 )を測定してもよい。
【0019】
変位センサ、表示器、xy軸テーブルステージ、数値制御装置のセットされたものは、株式会社交洋製作所より高感度マイクロ角度センサ“KMA−20”(商品名)が、株式会社キーエンスより“CMOS レーザアプリセンサIL”(商品名)が、オムロン株式会社よりCMOSレーザタイプ変位センサ“ZS−Lスマートセンサ”(商品名)、小野測器株式会社より“静電容量式非接触変位計VT” (商品名)が入手できる。
【0020】
図2および図4において、1は表面形状測定装置、2は姿勢表示物体、3はワークテーブル(xy軸テーブルステージ)で数値制御平面研削装置のワークテーブルが利用される。4は変位センサでこの変位センサ4は砥石カバーの前面にホルダを用いて固定されている。この変位センサ4は表示器付きアンプ4bに連結されており、このアンプ4bはパソコン5の数値制御装置に連結されている。真直度の個々の表示および真直度表示線はこのパソコンの表示画面5aに映し出すことができる。また、プリンターを利用して紙に印刷することもできる。パソコン5の数値制御装置は、入力部、記憶部、記録部、演算部、指令部、出力部を備える。
【0021】
本発明の被測定物の真直度を測定する実験では、2つの鏡(M1,M2)の離間長さ(d)が100mmの姿勢表示物体2を使用した。wは被測定物(加工ワーク)でワークテーブル3上に直接、あるいは治具7を用いて固定される。実験では長さ1500mmの加工ワークを用いた。図2および図4では治具7は案内レール8a上をx軸方向に移動可能な滑走体(治具のベース)8bの上面に固定されている。よって、治具移動機構8の滑走体8bを距離dだけ案内レール8a上でx軸左方向に移動させることにより治具7に固定された被測定物wをワークテーブル3に対して距離dだけx軸左方向に移動させることができる。
【0022】
図2、図3および図4において、x軸−リニアスケール、y軸−リニアスケール、および、z軸−リニアスケールは図示されておらず、数値制御平面研削装置に備えられたx軸−リニアスケール、y軸−リニアスケール、および、z軸−リニアスケールを利用した。
【0023】
図2または図4に示す表面測定装置1を用い、加工ワーク(被測定物)表面の真直度を測定し、この真直度から誤差e(xi)を取り除く校正は、次の工程を経て行われる。
【0024】
(1).恒温室内で前記姿勢表示物体2の傾斜μM=(μM2−μM1)
μM1=αM1+φ
μA2=αM2+φ
μM2−μM1=αM2−αM1
を測定し、この傾斜の値 μM=μM2−μM1=αM2−αM1 を数値制御装置の記録部に送信する。
【0025】
(2).xy軸テーブルステージ3上に搭載された被測定物wの上面に前記姿勢表示物体2を搭載し、変位センサ4により前記姿勢表示物体上の鏡(M1)の位置μwM1=αwM1+φを測定する。(図2a)
【0026】
(3).ついで、前記xy軸テーブルステージ3上で被測定物wを距離dだけx軸左方向に移動し、前記変位センサ4により前記姿勢表示物体上の鏡(M1)の位置μwM2=αwM2+φを測定する。(図2b)
【0027】
(4).被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMは、μwM =μwM2−μwM1と演算される。
【0028】
(5).xy軸テーブルステージ3をx軸左方向に走査させ、変位センサ4でxy軸テーブルステージ上の前記被測定物のx軸方向真直度fw(xi)を測定する。
fw(xi)=f’(xi)+fee(xi)
【0029】
xy軸テーブルステージ3を距離dづつ移動させて変位センサ4下方に位置させる移動は、治具7の滑走体8bを距離dだけx軸左方向に移動させて行ってもよい。
【0030】
この(5)工程の被測定物のx軸方向真直度fw(xi)の測定は、上記(2)工程前に行っても良いし、上記(2)工程前に行ってこの真直度の最初の距離dの真直度(μwd−μw0)を利用し、上記(3)工程の後に、被測定物の上から前記姿勢表示物体を取り外し、xy軸テーブルステージ3をx軸左方向に走査させ、変位センサ4でxy軸テーブルステージ上の前記被測定物がdだけ移動されている状態からx軸方向真直度fw(xi+d)を測定し、前記前記被測定物の0からd距離までの真直度(μwd−μw0)にこの真直度fw(xi+d)を合体させてもよい。
【0031】
後者の場合、次の(6)工程で演算される最初にdだけ被測定物や姿勢表示物体を移動させることにより生じる誤差e(xi)=e(xd)−e(x0)を差し引いた真直度f’w(x0+d)は、
f’w(x0+d)=(μwd−μw0)−{(αM2−αM1)+(μwM2−μwM1)}
と演算される。
【0032】
(6).xy軸テーブルステージをx軸左方向に移動させて被測定物の真直度を変位センサにより測定する校正すべき誤差e(xi)は、前記恒温室内で測定した姿勢表示物体の傾斜μMと被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMの合算した和を演算する。
e(xi)=μM+μwM=(αM2−αM1)+(μwM2−μwM1)
【0033】
(7).前記(5)工程で測定した真直度fw(xi)の値より前記(6)工程で得た誤差e(xi)を差し引く校正を行う。
f’w(xi)=fw(xi)−fee(xi)
【0034】
(8).上記(7)工程で演算した真直度f’w(xi)を表示板に映し出す、または紙に印刷する。
【0035】
なお、実験で用いた被測定物のx軸方向の長さは、1,500mm、姿勢表示物体2の一対の鏡間の距離dは100mmであったので、被測定物をd距離づつ移動させた回数(n)は15回である。また、被測定物の真直度測定時の工場建屋内に設置された数値制御平面研削装置のワークテーブル3近傍の環境は、温度が25±3℃、相対湿度55%であった。
【0036】
校正された被測定物のx軸方向の真直度を図5aに示す。図5aより真直度の最大高さは3.84μmと読み取れる。図5aに示される真直度f’w(xi)より、前記(5)工程で測定された被測定物の真直度fw(xi)を差し引いた値は、表面測定装置の運動誤差e(xi)に相当する。この運動誤差e(xi)を図5bに示す。
【産業上の利用可能性】
【0037】
本発明の姿勢表示物体1個を利用して測定された被測定物の真直度を校正する方法は、長尺の被測定物を距離dずつ移動して固定位置の変位センサにより被測定物の真直度を測定するので、短い短い寸法の姿勢表示物体を用いて長い被測定物の真直度の校正をすることができる。また、変位センサおよび姿勢表示物体を被測定物の正面側に取り付けて測定すれば被測定物のxz−表面の真直度も測定・校正することができる。さらに、xy軸テーブルステージをy軸方向にずらし、被測定物のx軸方向の真直度を測定・校正した真直度を合成し、合成した新直度を表示すれば、被測定物のxy−表面の面形状を図示することができる。
【符号の説明】
【0038】
1 表面形状測定装置
2 姿勢表示物体
3 xy軸テーブルステージ
4 変位センサ
5 パソコン(数値制御装置)
5a パソコン表示画面
7 治具
8 治具移動機構
8a 案内レール
8b 滑走体(治具のベース)
10 水準器
w 被測定物
【特許請求の範囲】
【請求項1】
x軸−リニアスケール、y軸−リニアスケール、z軸−リニアスケール、変位センサ、距離d離間して設けた一対の鏡(M1,M2)を上面両端に備える姿勢表示物体、xy軸テーブルステージ、および、数値制御装置を備える加工ワーク面の形状測定装置を用い、次の工程を経て加工ワークの真直度f(xi)の測定、その測定された真直度値から姿勢表示物体を用いることによる誤差fee(xi)を差し引いた(校正した)値を、被測定物(加工ワーク)の真直度f’(xi)として表示する校正方法。
(1).恒温室内で前記姿勢表示物体の傾斜μM=(μM2−μM1)
μM1=αM1+φ
μA2=αM2+φ
μM2−μM1=αM2−αM1
を測定し、この傾斜の値 μM=μM2−μM1=αM2−αM1 を算出する。
(2).前記xy軸テーブルステージ上で被測定物の上面に前記姿勢表示物体を搭載し、変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM1=αwM1+φを測定する。
(3).ついで、前記xy軸テーブルステージ上で被測定物を距離dだけx軸左方向に移動し、前記変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM2=αwM2+φを測定する。
(4).被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMは、μwM =μwM2−μwM1と演算される。
(5).xy軸テーブルステージをx軸左方向に走査させ、変位センサでxy軸テーブルステージ上の前記被測定物のx軸方向真直度fw(xi)を測定する。
fw(xi)=f’(xi)+fee(xi)
(6).xy軸テーブルステージをx軸左方向に移動させて被測定物の真直度を変位センサにより測定する校正すべき誤差e(xi)は前記(1)工程で恒温室内で測定した姿勢表示物体の傾斜μMと前記(4)工程で演算された被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMを合算する。
e(xi)=μM+μwM=(αM2−αM1)+(μwM2−μwM1)
(7).前記(5)工程で測定した真直度fw(xi)の値より前記(6)工程で得た誤差fee(xi)を差し引く校正を行う。
f’w(xi)=fw(xi)−fee(xi)
(8).上記(7)工程で演算した真直度f’w(xi)を表示板に映し出す、または紙に印刷する。
【請求項1】
x軸−リニアスケール、y軸−リニアスケール、z軸−リニアスケール、変位センサ、距離d離間して設けた一対の鏡(M1,M2)を上面両端に備える姿勢表示物体、xy軸テーブルステージ、および、数値制御装置を備える加工ワーク面の形状測定装置を用い、次の工程を経て加工ワークの真直度f(xi)の測定、その測定された真直度値から姿勢表示物体を用いることによる誤差fee(xi)を差し引いた(校正した)値を、被測定物(加工ワーク)の真直度f’(xi)として表示する校正方法。
(1).恒温室内で前記姿勢表示物体の傾斜μM=(μM2−μM1)
μM1=αM1+φ
μA2=αM2+φ
μM2−μM1=αM2−αM1
を測定し、この傾斜の値 μM=μM2−μM1=αM2−αM1 を算出する。
(2).前記xy軸テーブルステージ上で被測定物の上面に前記姿勢表示物体を搭載し、変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM1=αwM1+φを測定する。
(3).ついで、前記xy軸テーブルステージ上で被測定物を距離dだけx軸左方向に移動し、前記変位センサにより前記姿勢表示物体上の鏡(M1)の位置μwM2=αwM2+φを測定する。
(4).被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMは、μwM =μwM2−μwM1と演算される。
(5).xy軸テーブルステージをx軸左方向に走査させ、変位センサでxy軸テーブルステージ上の前記被測定物のx軸方向真直度fw(xi)を測定する。
fw(xi)=f’(xi)+fee(xi)
(6).xy軸テーブルステージをx軸左方向に移動させて被測定物の真直度を変位センサにより測定する校正すべき誤差e(xi)は前記(1)工程で恒温室内で測定した姿勢表示物体の傾斜μMと前記(4)工程で演算された被測定物の上に前記姿勢表示物体を載せて変位センサで測定した距離d離間した一対の鏡(M1,M2)の傾きμwMを合算する。
e(xi)=μM+μwM=(αM2−αM1)+(μwM2−μwM1)
(7).前記(5)工程で測定した真直度fw(xi)の値より前記(6)工程で得た誤差fee(xi)を差し引く校正を行う。
f’w(xi)=fw(xi)−fee(xi)
(8).上記(7)工程で演算した真直度f’w(xi)を表示板に映し出す、または紙に印刷する。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−83275(P2012−83275A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−231054(P2010−231054)
【出願日】平成22年10月14日(2010.10.14)
【出願人】(391011102)株式会社岡本工作機械製作所 (161)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月14日(2010.10.14)
【出願人】(391011102)株式会社岡本工作機械製作所 (161)
【Fターム(参考)】
[ Back to top ]