
被包装物充填方法及び装置
【課題】生産性の低下やピンホールの発生等の問題を生じることなく、オーガ式充填装置の吐出口と袋底及び被包装物との充填落差から生ずる問題点を解決し、かつ、充填精度の向上を図ることのできる被包装物充填方法及び装置を提供する。
【解決手段】ステーションIVに移送されてきた袋6をグリッパ4からチャック38へ掴み替える。掴み替え後、左右一対のグリッパ4を互いに離反させて、袋6の幅方向において袋6と干渉しない位置に移動させる。次にチャック38の上昇を開始し、ノズル22の吐出口24が袋6内において袋6の底部から所定の間隔離れた位置に到達した時点で停止させる。被包装物の充填を開始し、チャック38を徐々に下降させ、計量器34による計量値が目標充填量に達した時点で充填を終了させる。充填終了後、チャック38を下降端位置まで下降させ、袋6をチャック38からグリッパ4へ掴み戻す。
【解決手段】ステーションIVに移送されてきた袋6をグリッパ4からチャック38へ掴み替える。掴み替え後、左右一対のグリッパ4を互いに離反させて、袋6の幅方向において袋6と干渉しない位置に移動させる。次にチャック38の上昇を開始し、ノズル22の吐出口24が袋6内において袋6の底部から所定の間隔離れた位置に到達した時点で停止させる。被包装物の充填を開始し、チャック38を徐々に下降させ、計量器34による計量値が目標充填量に達した時点で充填を終了させる。充填終了後、チャック38を下降端位置まで下降させ、袋6をチャック38からグリッパ4へ掴み戻す。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、左右一対のグリッパによって両側縁部を吊り下げ状に保持されて、所定の軌道に沿って間欠移送されてくる袋に対し、所定の間欠停止位置において被包装物を充填する被包装物充填方法及び装置に関する。更に詳しくは、オーガ式充填装置を用いて充填する被包装物充填方法及び装置に関する。
【背景技術】
【0002】
オーガ式充填装置を用いて被包装物である粉体等を袋内に充填する際、オーガ式充填装置の吐出口と袋底との充填落差から種々の問題が生じていた。具体的には、被包装物が粉体の場合には落下圧によって粉体が舞い上がってしまうため、浮遊状態が落ち着くまでシール作業を行うことができなかった。また、被包装物が粘性物の場合には跳ね返りが生じ得るし、佃煮などの固形物の場合には袋底への着地時に衝撃が生じていた。
【0003】
このような問題に対し、まず袋を上昇させてオーガ式充填装置の吐出口を袋内で袋の底部付近に配置させ、その状態から充填を開始して被包装物の充填量に合わせて袋を徐々に降下させることで、充填落差を抑える構成が既に公知となっている(下記特許文献1参照)。
【0004】
また、一方でオーガ式充填装置による充填精度の向上を図る目的で、グリッパに挟持された袋を計量器に連結したチャックで掴み替え、当該計量器で充填量を計量しながら被包装物の充填を行う構成も公知である(下記特許文献2参照)。
【0005】
したがって、上記2つの構成を組み合わせ、すなわち計量器に連結したチャックを計量器ごと昇降自在な構成とし、被包装物の充填に合わせて袋を降下させることで、充填落差から生じる問題点を解決しつつ、充填精度の向上が図れることは容易に想像し得る。
【0006】
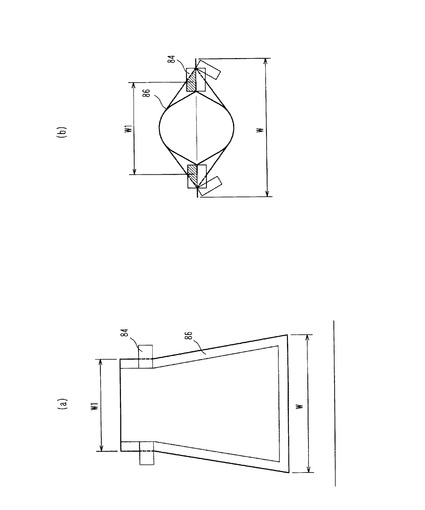
しかしながら、かかる構成を採用しようとすると以下の問題が生じる。すなわち、被包装物の充填工程においては袋の袋口は開口されており、図1に示すように、袋86を挟持している左右一対のグリッパ84を互いに接近させた状態(以下、接近位置という)としている(図1は接近位置にあるグリッパ84とグリッパ84に挟持された袋86を示した図である)。例えば袋86が平袋の場合、グリッパ84が接近位置にあるため袋口付近の横幅(W1)が最も狭くなっており、そこから下方に向かって徐々に横幅が広がっており、袋86の横幅は底部において平袋の元々の袋幅Wと等しく、最大となっている。図から明らかな通り、袋86のうちグリッパ84よりも下方に位置する部分の横幅は、接近位置にある左右一対のグリッパ84の間隔よりも広くなっている。
【0007】
この状態から袋86を計量器に連結したチャックで掴み替え、垂直方向に上昇させると、袋86のグリッパ84よりも下方の部分がグリッパ84に引っ掛かり、ピンホール等が生じてしまう。また、充填しながら袋86を下降させる際も袋86がグリッパ84と干渉するため、ピンホール等が生じてしまうことは勿論、チャックからグリッパ84へ掴み戻すこと自体も困難となる。
【0008】
上述の2つの構成を単純に組み合わせようとすると上記問題が生じてしまう。そこで、かかる問題を解決するため、例えば計量器に連結したチャックを前後方向に移動できるよう構成することが考えられる。このような構成を採用すれば、チャックで袋を掴み替えた後、袋を回転テーブルの径方向外側に一端退避させてから昇降させることにより、昇降時における袋とグリッパの干渉を回避することが可能となる。しかし、この場合、チャックを前後方向に移動させる時間が別途必要となるため、生産性の低下が避けられない。また、チャックを径方向外側に後退させる際に空気抵抗により袋口が閉じてしまったり、チャックが前進する際袋が揺れてグリッパへの掴み戻し工程に支障が生じるといった問題が生じ得る。
【0009】
さらに、回転テーブルに対しグリッパを着脱自在に設けることで、チャックによる掴み替え時にグリッパそのものを挟持して、袋をグリッパごと昇降させながら被包装物の充填量を計量する構成が公知となっている(下記特許文献3参照)。この構成により昇降時の袋とグリッパと干渉を回避することが可能となるが、回転テーブルの周囲に設けた複数組のグリッパすべてについて回転テーブルから着脱自在な構成としなければならず、構造の複雑化やコストアップ等が避けられない。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭52−29393号公報
【特許文献2】特公平6−29043号公報
【特許文献3】特許第3559483号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本願発明は上記従来技術の問題点に鑑みなされたものであり、簡単な構成でありながら、生産性の低下やピンホールの発生等の問題を生じることなく、オーガ式充填装置の吐出口と袋底・被包装物との充填落差から生ずる問題点を解決し、かつ、充填精度の向上を図ることのできる被包装物充填方法及び装置を提供することをその課題とする。
【課題を解決するための手段】
【0012】
上記課題を解決するため、袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して前記袋を前記グリッパから前記チャックに掴み替え、前記左右一対のグリッパをその間隔が前記袋の最大幅部よりも広くなるまで互いに離反させる掴み替え工程と、前記チャックを所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、前記吐出口から被包装物を吐出させながら、前記チャックを前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し、計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させる充填工程と、前記左右一対のグリッパを互いに接近させて前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法を提供する。この発明によれば、袋の昇降時において左右一対のグリッパを互いに離反させるため、袋とグリッパの干渉を回避でき、ピンホールの発生等を防止できることは勿論、生産性を低下させることなく、掴み戻しも確実かつ安定して行うことができる。また、左右一対のグリッパは袋口の開口及び緊張を行う関係で、一般的に接離自在に設けられている。そのため、その接離動作を被包装物を充填するステーションにおいて行わせるだけでよく、構造が簡略化でき、コストの低減が図れる。
また、上記課題を解決するため、袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して、前記袋を前記グリッパから前記チャックに掴み替え、左右一対の袋胴部成形部材を互いに前記左右一対のグリッパの間隔よりも接近させて、前記袋の胴部を幅方向両側から狭圧された状態に保持する掴み替え工程と、前記チャック及び前記袋胴部成形部材を同時に所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、前記吐出口から被包装物を吐出させながら、前記チャック及び前記袋胴部成形部材を前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し,計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させ、前記袋胴部成形部材を離反させて前記胴部への狭圧を開放する充填工程と、前記左右一対のグリッパで前記被包装物充填後の前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法を提供する。本発明によれば、袋胴部成形部材を左右一対のグリッパの間隔よりも狭くなるよう接近させて袋胴部を狭圧保持するため、袋とグリッパの干渉を回避でき、ピンホールの発生等を防止できることは勿論、生産性を低下させること無く、掴み戻しも確実かつ安定して行うことができる。また、本願発明では、掴み替え計量装置に一対の袋胴部成形部材を接離自在に設けるだけでよいため、従来技術に比べて構造の簡略化やコストの低減が図れる。
前記被包装物充填方法において、少なくとも前記充填工程において、前記被包装物の充填の開始に対して所定のタイミングから充填が完了するまでの間、袋底部成形部材で前記袋の底部の袋の幅方向中央付近を上方に凹ませてもよい。これにより、袋底部成形部材により袋の底部を押し上げて袋の幅方向中央付近を上方に凹ませることで、袋胴部成形部材による袋の狭圧保持を補助するため、袋胴部成形部材の狭圧力をそれ程高く設定しなくても狭圧保持が確実に行え、袋胴部成形部材による袋へのダメージも抑えることができる。
また、上記課題を解決するため、袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填装置において、所定の間欠停止位置に配置されるオーガ式充填装置と、昇降自在に設けられた計量器と、該計量器に一体的に連結されかつ前記袋の両側縁部を前記グリッパよりも上側の位置で挟持するチャックと、前記計量器に一体的に連結されかつ互いに接離自在な左右一対の袋胴部成形部材とを有し、前記所定の間欠停止位置に配置される掴み替え計量装置とを備え、該掴み替え計量装置の前記左右一対の袋胴部成形部材は、前記袋の胴部を幅方向両側から挟んだ状態で互いの間隔が前記左右一対のグリッパの間隔より狭くなるまで接近して、前記袋を狭圧した状態に保持することを特徴とする被包装物充填装置を提供する。
前記被包装物充填装置において、前記掴み替え計量装置はさらに、前記計量器に一体的に連結されかつ前記袋の底部よりも幅の狭い袋底部成形部材を備え、該袋底部成形部材は、前記袋の前記底部の幅方向略中央を上方に押圧する成形位置と、前記袋と干渉しない退避位置との間で移動可能であってもよい。
【発明の効果】
【0013】
本願発明によれば、簡単な構成を追加するだけで、袋とグリッパとの干渉を回避でき、ピンホールの発生等の問題を防止できるのは勿論、生産性を低下させることなく、掴み戻しも確実かつ安定して行うことができる。
【図面の簡単な説明】
【0014】
【図1】図1は従来の包装機の接近位置にあるグリッパと当該グリッパに挟持された袋を表しており、(a)がその正面図,(b)が平面図である。
【図2】図2は本願発明の第1の実施形態を示す被包装物充填装置を含む包装機の概略構成図である。
【図3】図3はステーションIVにおける被包装物充填装置16の斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。
【図4】図4はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38による袋6の掴み替えが行われ、一対のグリッパ4が離反位置に移動した状態を示している。
【図5】図5はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【図6】図6はステーションIVにおける被包装物充填装置16の斜視図であり、一対のチャック38が下降中の状態を示している。
【図7】図7はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38が下降端位置まで下降した状態を示している。
【図8】図8はチャック38が下降しているときの袋6を表しており、(a)がその正面図,(b)が平面図である。
【図9】図9はステーションIVにおける被包装物充填装置16の斜視図であり、袋6の掴み戻しが行われ、グリッパ4が接近位置で袋6を挟持し、チャック38が開放された状態を示している。
【図10】図10は本願発明の第2の実施形態を示す被包装物充填装置116のステーションIVにおける斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。
【図11】図11は、ステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降端位置に移動し、袋胴部成形部材160が接近位置にある状態を示している。
【図12】図12はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【図13】図13はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降中の状態を示している。
【図14】図14はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降端位置まで下降した状態を示している。
【図15】図15はチャック38が下降しているときの袋6とグリッパ4の関係を表しており、(a)がその正面図,(b)が平面図である。
【図16】図16はステーションIVにおける被包装物充填装置116の斜視図であり、グリッパ4が袋6を挟持し、チャック38が上昇端位置に移動した状態を示している。
【発明を実施するための形態】
【0015】
以下、図面を参照して本願発明の第1の実施形態について説明する。
【0016】
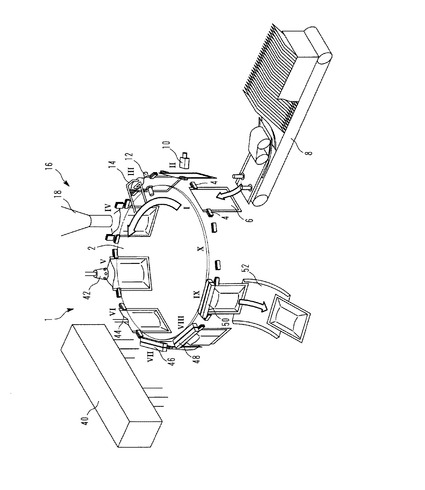
まず図2を用いて、本願発明に係る被包装物充填装置16を含む間欠移送式縦型袋詰め包装機(以下単に包装機)1の全体構成と各包装処理工程の概要を説明する。図2は、被包装物充填装置16を含む包装機1の概略構成図である。
【0017】
包装機1は円形の回転テーブル2と、その外周部に円周方向所定の間隔で複数組取り付けられた左右一対のグリッパ4とを備えており、このグリッパ4で包装袋(以下単に袋)6の両側縁部を吊り下げ状態で把持する。回転テーブル2は図示しないインデックスユニット及びメインモータに連結され、回転テーブル2の回転に合わせて袋6が間欠移送される。また、一対のグリッパ4は互いに接離自在に構成され、互いに接近させることにより袋6の袋口を開口させ、離反させることにより袋口を緊張させることができる。なお、本実施の形態では袋6の移送軌道が円弧状となっているが、直線,レーストラック等、他の形状であってもよい。
【0018】
包装機1による包装処理工程について説明する。図において回転テーブル2の外周部に沿って付されたローマ数字は、各種包装処理を行うためのステーションを示している。ステーションIでは、コンベアマガジン8から順次供給される袋6の両側縁部の上側をグリッパ4によって把持し、これを垂直状態で保持する。この状態で移送されてくる袋6の外面に対し、ステーションIIで印字器10によって製造日等が印刷される。ステーションIIIで、一対のグリッパ4を互いに接近させながら吸盤対12によって袋6の袋口が開口され、開口ガイド14で開口状態が保持される。ステーションIVには被包装物充填装置16が配置されており、開口状態の袋6に対しオーガ式充填装置18によって被包装物が充填される。被包装物充填装置16は、前述のオーガ式充填装置18と、移送されてきた袋6をグリッパ4から掴み替えて計量する掴み替え計量装置28(図3参照)とを備えており、制御装置40によって制御される。この被包装物充填装置16ついては後述する。
【0019】
ステーションVにおいて昇降自在なエアー噴射ノズル42で袋口内面のシール予定部を清掃する。ステーションVIでは図示しない不活性ガス源に繋がれたガス吹込ノズル44を袋6内へ挿入した後、左右一対のグリッパ4を互いに離反させて袋口を緊張させ、ガス吹込ノズル44から不活性ガスを噴射して袋6内の空気をガスに置換する。ステーションVII,VIIIでは一対の熱板46,48をそれぞれ用いて袋口の第1シール工程,第2シール工程が行われ、ステーションIXでは一対の冷却板50を用いて袋口を冷却し、被包装物を内包した完成品として袋6をシュート52へ放出する。ステーションXは予備である。
【0020】
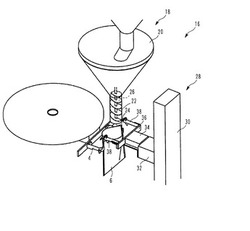
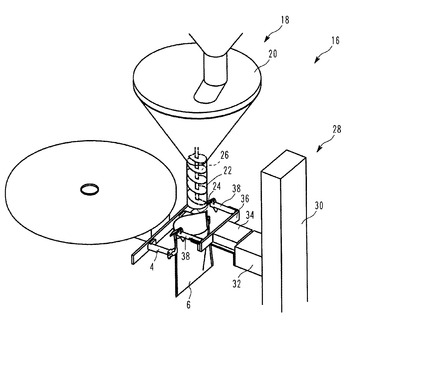
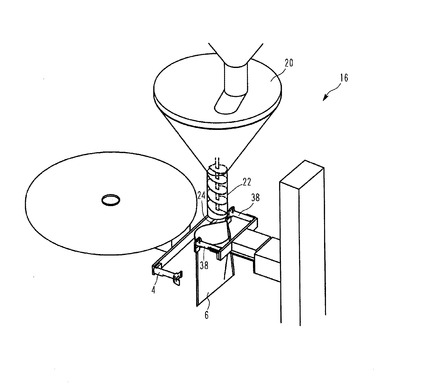
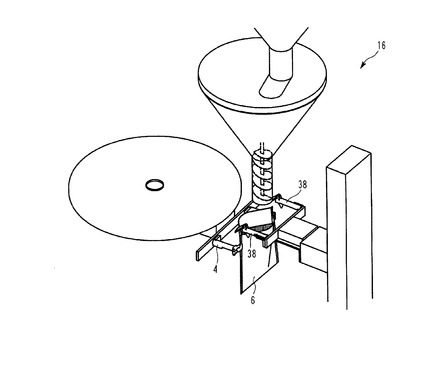
図3を参照して、被包装物充填装置16についてより詳細に説明する。図3はステーションIVにおける被包装物充填装置16の斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。なお、図3及び他の図面において一部内部構造を破線で示す。
【0021】
前述の通り、被包装物充填装置16はオーガ式充填装置18と掴み替え計量装置28とから構成される。オーガ式充填装置18は被包装物たる粉体(図示せず)を貯留する漏斗状のタンク20を有しており、そのタンク20の下端には吐出口24を有するノズル22が設けられている。タンク20内には図示しないサーボモータにより駆動されるオーガスクリュー26が吐出口24まで達するよう配置され、これを回転させることにより、タンク20内に貯留された被包装物を回転した角度に応じた量だけ吐出口24から吐出させる。
【0022】
掴み替え計量装置28は袋6をグリッパ4から掴み替えるための装置であり、支持部材30,昇降部材32,計量器34,チャック38から構成される。支持部材30は包装機1の機台(図示せず)に立設されて垂直方向に伸びる柱状の部材であり、この支持部材30の側面に昇降部材32が昇降自在に設けられている。昇降部材32の支持部材30と反対側の端部には袋6内の被包装物の重量を測るための計量器34が設けられ、計量器34の昇降部材32と反対側の端部にプレート状のチャック支持部材36を介して左右一対からなる両開きタイプのチャック38が取り付けられており、計量器34とチャック38が昇降部材32と一体となって昇降動作するようになっている。図3において、昇降部材32(及び計量器34,チャック38)は最も降下した位置(下降端位置)に位置しており、チャック38はステーションIVに移送されてきた袋6のグリッパ4よりも上側の両側縁部を挟持できる位置に配置される。これを初期位置として、掴み替え計量装置28はチャック38を開いた状態(開放状態)で袋6が移送されてくるのを待ち構える。
【0023】
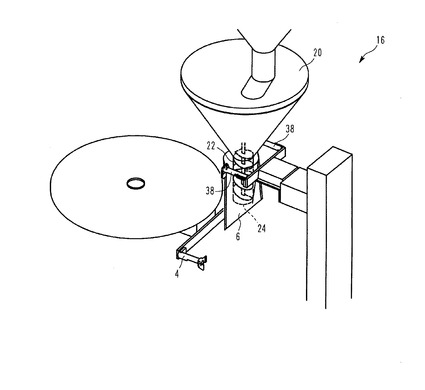
図3から9を参照して、被包装物充填装置16による袋6の掴み替え工程,袋上昇工程,充填工程,掴み戻し工程について説明する。まずは、図3,4を参照して掴み替え工程について説明する。図4は図3同様ステーションIVにおける被包装物充填装置16の斜視図であり、チャック38による袋6の掴み替えが行われ、一対のグリッパ4が離反位置に移動した状態を示している。
【0024】
前述の通り、チャック38は開放状態で待機している。そして、ステーションIVに袋6が移送されてくると、チャック38を閉じて、前述の通りチャック38で袋6のグリッパ4よりも上側の両側縁部を挟持する。チャック38で袋6を挟持したら、次にグリッパ4を開放し、グリッパ4からチャック38へ袋6の掴み替えを行う。そして、掴み替え後、図4に示す通り左右一対のグリッパ4を互いに離反させて、袋6の幅方向において袋6と干渉しない位置(離反位置)に移動させる。なお、掴み替え後も袋6はチャック38により開口状態が保持されている。
【0025】
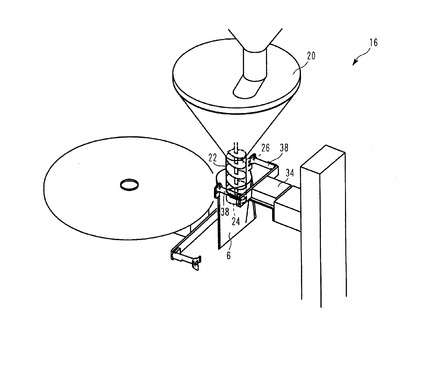
次に、図5を参照して、袋上昇工程について説明する。図5はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【0026】
袋6の掴み替え工程が完了すると、昇降部材32とともにチャック38を上昇移動させる。袋6は開口状態にあるため、袋6を上昇させると、袋6の真上に配置されたタンク20のノズル22が袋6内に入り込む。チャック38の上昇動作は、ノズル22の吐出口24が袋6の底部から所定の間隔離れた位置に到達した時点で停止し、このときのチャック38の位置を上昇端位置と称する。
【0027】
袋6の掴み替え動作の完了時においては、図1に示す従来技術と同様に、グリッパ4が接近位置にあり、袋口から下方に向かって徐々に横幅が広がって、底部において横幅が最大となっている(最大幅部)。したがって、袋6のうちグリッパ4よりも下方に位置する部分の横幅が一対のグリッパ4の間隔よりも広くなっているが、後述する図8に示す状態と同様に袋6の上昇時にはグリッパ4が離反位置へと移動しているため、グリッパ4と袋6の側縁部が干渉することはない。
【0028】
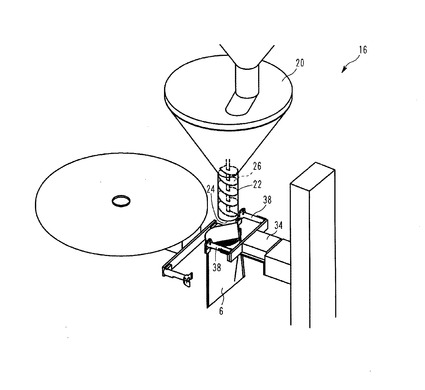
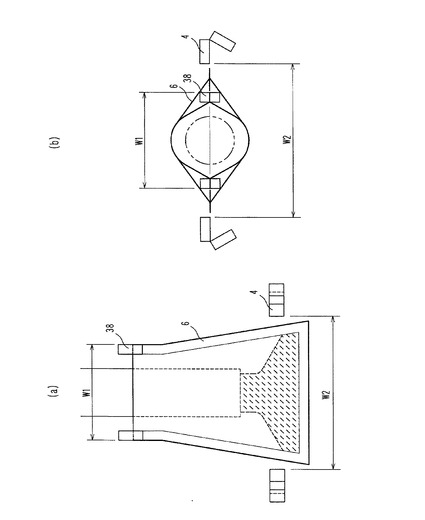
続いて、図6,7,8を参照して、充填工程について説明する。図6,7は共にステーションIVにおける被包装物充填装置16の斜視図であり、前者は一対のチャック38が下降中の状態を、後者はチャック38が下降端位置まで下降した状態を示している。図8はチャック38が下降しているときの袋6とグリッパ4の関係を表しており、(a)がその正面図,(b)が平面図である。
【0029】
チャック38が上昇端位置に達すると、オーガスクリュー26を回転させて袋6への被包装物(粉体)の充填が開始される。前述の通り、このときタンク20のノズル22の吐出口24は袋6の底部付近に位置するため、充填落差による粉体の舞い上がりは生じない。そして、充填が開始されるとチャック38が下降し始める(図6)。このチャック38の下降は被包装物の(単位時間当たりの)充填量に対応するよう行われ、ノズル22の吐出口24と袋6内の被充填物の最上部との距離が略一定であるのが望ましい。これによって、充填中終始粉体の舞い上がりを防止することができる。なお、本実施形態においては被包装物を粉体としたが、粘性物や固形物であってもよく、これらの場合にも跳ね返りや袋底着地時の衝撃などの充填落差に起因する問題を解決することができる。
【0030】
前述の通りチャック38は計量器34に連結されており、計量器34による計量値が目標充填量に達した時点で充填が終了する。充填終了後、チャック38は下降端位置まで下降し、下降動作が終了する(図7)。図8に示すように、袋上昇工程同様、充填工程中もグリッパ4が離反位置に位置しており、その間隔W2は袋6の最大幅部である底部の幅W(図1参照)よりも大きく設定されている。そのため、袋6が下降端位置へと降下しているときも、袋6とグリッパ4が干渉することがない。なお、本実施形態においては、チャック38が下降端位置に到達する前に粉体の充填終了させることとしたが、到達と同時、又は到達後に充填を終了させるよう構成してもよい。
【0031】
最後に、図9を参照して袋6の掴み戻し工程について説明する。図9はステーションIVにおける被包装物充填装置16の斜視図であり、袋6の掴み戻しが行われ、グリッパ4が接近位置で袋6を挟持し、チャック38が開放された状態を示している。
【0032】
袋6の掴み戻し工程は、掴み替え工程の逆の手順となっている。すなわち、被包装物が充填された袋6が下降端位置まで下降した状態で、開放状態の一対のグリッパ4を接近位置に移動させて、再び袋6の両側縁部を挟持させた後、チャック38を開放し、袋6をチャック38からグリッパ4へ掴み戻す。この掴み戻し工程終了後、被包装物が充填された袋6がグリッパ4により次工程へ間欠移送されるとともに、新たな袋6が前工程から移送され、以後同様の工程が実施される。
【0033】
本実施形態によれば、チャック38による掴み替え後グリッパ4で掴み戻すまでの間に、例えば回転テーブル2の径方向外側に退避させる等の追加的な動作を行うことなく、袋6をグリッパ4と干渉させずに昇降させることができる。そのため、充填落差を抑えるために被包装物の充填量に合わせて袋6を降下させる構成と、充填精度の向上を図るためにチャック38で掴み替えた袋6を計量器34で計量しながら充填する構成を、生産性を低下させることなく組み合せることが可能となる。また、グリッパ4は袋6を開口及び緊張させる関係で一般に接離自在に構成されている。そのため、格別構成を追加することなく、一対のグリッパ4の移動のタイミングを調節することで容易に上記効果を得ることができる。
【0034】
本実施形態においては、袋口が膨らんだ状態でステーションIVに移送されてくる袋6とチャック38との干渉を回避するため、チャック38を両開きタイプとした。しかし、例えばチャック38を前後方向(回転テーブル2の径方向)に移動できるよう構成し、チャック38を袋6と干渉しない位置に退避できるようにする等、他の構成を採用することにより上記チャック38と袋6の干渉を回避してもよい。
【0035】
なお、本実施形態では左右一対のグリッパ4を離反位置に移動させた後に袋6を上昇移動させることとしたが、グリッパ4と袋6が干渉しない範囲であれば、袋6の上昇移動開始後(とりわけ上昇初期)においてグリッパ4を離反させるよう構成することも可能である。また、袋6を下降端位置まで下降させた後にグリッパ4を接近位置に移動させることとしたが、グリッパ4と袋6が干渉しない範囲であれば、袋6の下降移動終了前(とりわけ下降終期)においてグリッパ4を接近させるよう構成することも可能である。かかる構成とすることで処理能力の向上が図れる。
【0036】
図10以下を参照して、本願発明の第2の実施形態について説明する。
【0037】
第2の実施形態に係る被包装物充填装置116を含む包装機101(図示せず)の構成は第1の実施形態に係る包装機1と大略同じであるが、掴み替え計量装置128に袋胴部成形部材160と袋底部成形部材166が設けられている点で相違している。また、被包装物充填装置116による充填に係る各種工程においても相違点がみられるため、以下これら第1の実施形態との相違点についてのみ説明する。
【0038】
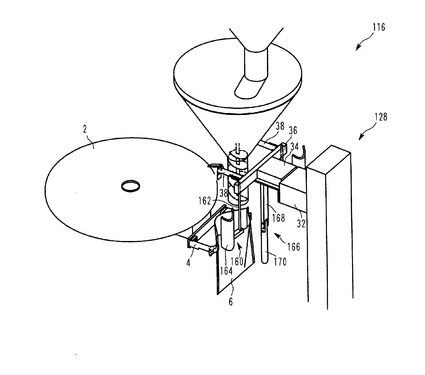
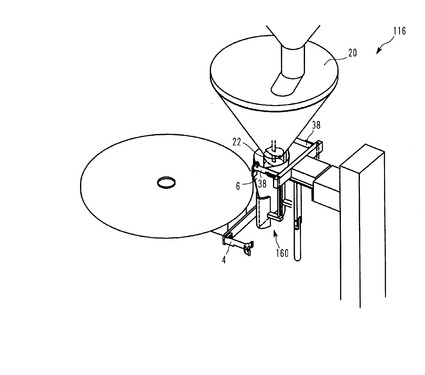
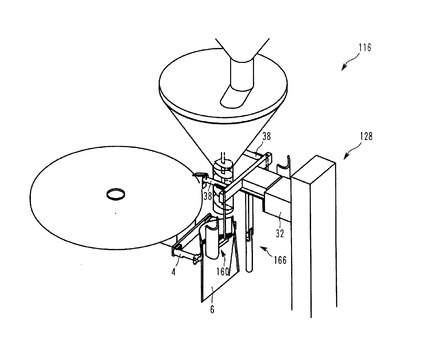
まず、図10を参照して袋胴部成形部材160と袋底部成形部材166の構成について説明する。図10はステーションIVにおける被包装物充填装置116の斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。なお、第2の実施形態に係る包装機101の構成のうち第1の実施形態に係る包装機1と同様の部材については同じ符号を用いて説明する。また、本実施形態においてはチャック38は固定片と可動片とからなる片開きタイプを用いる。
【0039】
袋胴部成形部材160はチャック支持部材36の両端部から下方に伸びる一対の部材である。より詳しく言えば、袋胴部成形部材160は、チャック支持部材36の両端部から下方に伸びて先端に板状の連結部163が取り付けられた回転軸162と、連結部163の端部に取り付けられた横断面が略U字の板状の狭圧部材164とからなる。一対の袋胴部成形部材160は回転軸162を回転させることにより、それぞれの狭圧部材164がそのU字の内面側が互いが対向してグリッパ4の間隔よりも接近した状態となる接近位置と、互いが離反して略180°開いた状態となる離反位置との間で接離自在となっている。他方、袋底部成形部材166は、計量器34に連結され垂直下方に伸びる支持部168と、支持部168の先端において軸支され、垂直面内で回動可能に取り付けられた棒状の成形部170とからなる。成形部170は、図に示すように、支持部168と一直線上になるように袋6に対して略平行となる退避位置と、袋6に対して略水平となる成形位置との間を略90°の範囲に渡って回動移動することができる。これについては後述する。
【0040】
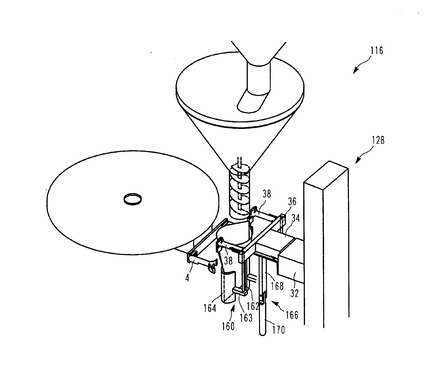
続いて、図10から16を参照して、第2の実施形態に係る被包装物充填装置116による袋6の掴み替え工程,袋上昇工程,充填工程,掴み戻し工程について説明する。まずは、図10,11を参照して袋6の掴み替え工程を説明する。図11は、図10同様、ステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降端位置に移動し、袋胴部成形部材160が接近位置にある状態を示している。
【0041】
図10に示すように、待機状態では掴み替え計量装置128の昇降部材32は上昇端位置に位置しており、チャック38が開放状態、袋胴部成形部材160が離反位置,袋底部成形部材166が退避位置にある。ステーションIVに袋6が移送されてくると、図11に示すように、掴み替え計量装置128のチャック38が下降端位置に下降した後、チャック38を閉じて、チャック38で袋6のグリッパ4よりも上側の両側縁部を挟持する。その後グリッパ4を開放することで、袋6が開口状態のままグリッパ4からチャック38へ掴み替えられる。また、チャック38で袋6を挟持するのと同時に、一対の袋胴部成形部材160を接近位置へと移動させて、袋6の胴部(グリッパ4よりも下側部分)を狭圧し、胴部の横幅を一対のグリッパ4の間隔よりも狭くする(図11参照)。これで掴み替え工程が完了する。上述のように、チャック38,昇降部材32,計量器34,を上昇端位置で待機させた状態でステーションIVに袋6を移送することで、移送時に袋6や開口ガイド14がチャック38と干渉することを確実に防ぐことができる。
【0042】
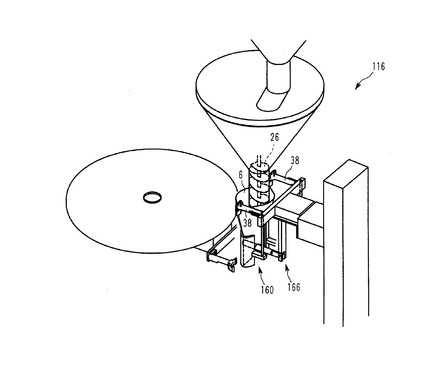
次に、図12を参照して、袋上昇工程について説明する。図12はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【0043】
袋6の掴み替え完了を待ってチャック38の上昇移動を開始させる。このとき袋6は開口状態にあるため、袋6を上昇させると、袋6の真上に配置されたタンク20のノズル22が開口状態の袋6内に入り込む。チャック38が上昇端位置に達した時点で、上昇動作は停止され、袋上昇工程が終了する。
【0044】
上述の構成を採用することにより、袋6が上昇する際には一対の袋胴部成形部材160が接近位置にあるため、後述する図15に示す状態と同様に、上昇中にグリッパ4と袋6の胴部が干渉することがなく、グリッパ4が袋6に引っ掛かるなどしてピンホールの発生等の問題が生じることはない。なお、本実施形態においては、チャック38が袋6を挟持するのと同時に、袋胴部成形部材160を接近位置へと近づけたが、袋胴部成形部材160の接近位置への移動は必ずしもこのタイミングに限定されない。当該移動は袋6の胴部が一対のグリッパ4の間を通過するまでに完了していれば良く、チャック38による掴み替えが完了した後に行われても良い。
【0045】
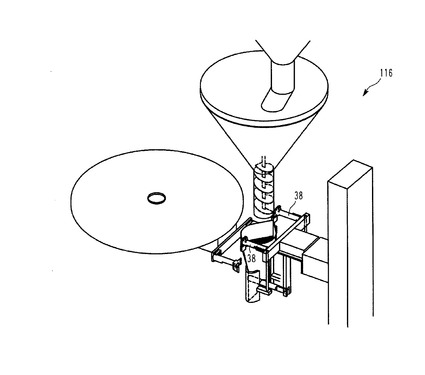
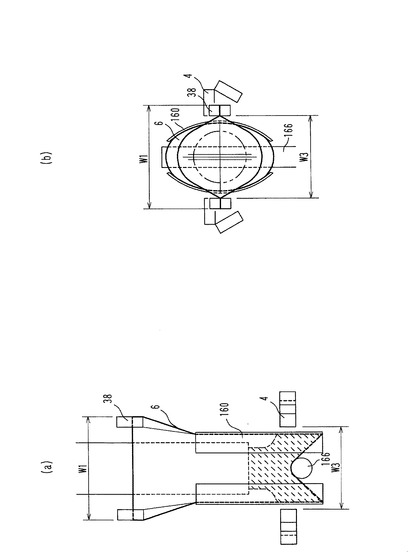
続いて、図13,14,15を参照して、充填工程について説明する。図13,14は共にステーションIVにおける被包装物充填装置116の斜視図であり、前者はチャック38が下降中の状態を、後者はチャック38が下降端位置まで下降した状態を示している。図15はチャック38が下降しているときの袋6とグリッパ4の関係を表しており、(a)がその正面図,(b)が平面図である。
【0046】
チャック38が上昇端位置に達すると、オーガスクリュー26を回転させて袋6への被包装物(粉体)の充填を開始するとともに、袋底部成形部材166を成形位置に移動させ、袋6の底部を下方から押圧させて底部の幅方向中央付近を上方に凹ませる。また、第1の実施形態同様、充填の開始に合わせてチャック38の降下を開始させる(図13)。
【0047】
前述の通り、チャック38,袋胴部成形部材160,袋底部成形部材166はすべて計量器34に一体的に取り付けられており、計量器34による充填量の管理が可能となっている。計量値が目標充填量に達した時点で充填を終了させ、チャック38を下降端位置まで下降させて、充填工程を完了する(図14)。図15に示す通り、袋上昇工程同様、充填工程中も袋胴部成形部材160は接近位置に位置しており、一対の袋胴部成形部材160の間隔は一対のグリッパ4の間隔W3よりも小さく設定されているため、下降動作中に袋6がグリッパ4と干渉することがない。また、袋底部成形部材166によって袋底を上方に凹ませることで、袋6の底部が折り畳まれるようになって横方向の幅が狭まり、袋胴部成形部材160による袋6の狭圧保持を補助する作用がある。そのため、袋胴部成形部材160による狭圧力をそれほど高く設定しなくても、袋6の胴部を一対のグリッパ4の間隔W3よりも狭めた状態に保持することができる。また、狭圧力を抑えることができるため、袋胴部成形部材160による袋6へのダメージも抑えることが可能となる。
【0048】
最後に、図16を参照して袋6の掴み戻し工程について説明する。図16はステーションIVにおける被包装物充填装置116の斜視図であり、グリッパ4が袋6を挟持し、チャック38が上昇端位置に移動した状態を示している。
【0049】
袋6の掴み戻し工程では、まず粉体が充填された袋6が下降端位置に達するのに前後して一対の袋胴部成形部材160を互いに離反させて離反位置へと移動させ、袋底部成形部材166を退避位置へと移動させる。これにより、袋6が狭圧された状態から開放され、図に示すように袋6が通常の被充填状態に戻る。そして、開放状態で待機していたグリッパ4で再び袋6の両側縁部を挟持し、チャック38を開放して、袋6をチャック38からグリッパ4へ掴み戻す。最後に掴み替え計量装置128の昇降部材32を上昇端位置にまで上昇させて、袋6の掴み戻し工程が完了する。掴み戻し工程終了後、被包装物が充填された袋6がグリッパ4により次工程へ間欠移送されるとともに、新たな袋6が前工程から移送され、以後同様の工程が実施される。
【0050】
本実施形態においては、一対の互いに接離自在な袋胴部成形部材160といった簡単な構成を追加するだけで、例えば回転テーブル2の径方向外側に退避させる等の追加的な動作を行うことなく、袋6をグリッパ4と干渉させずに昇降させることができる。これにより、充填落差を抑えるために被包装物の充填量に合わせて袋6を降下させる構成と、充填精度の向上を図るためにチャック38で掴み替えた袋6を計量器34で計量しながら充填する構成を、生産性を低下させることなく組み合せることが可能となる。
【0051】
本実施形態では、充填工程において、被包装物の充填を開始するとともに、袋底部成形部材166を成形位置に移動させて、袋底を押圧することとしたが、充填開始後や充填に先立って袋底を押圧し、変形させておいてもよい。例えば、充填の開始直後、或いは袋6の上昇直前や袋6の上昇中など、充填の開始に対して様々なタイミングで設定可能である。
【0052】
図面示すように、チャック38は下向きの状態で開放するよう構成したが、横向きの状態で開放するよう構成してもよい。これにより、チャック38の高さ方向の位置を調節することにより、袋6のうちグリッパ4よりも上側の任意の部分を挟持させることができる。
【0053】
なお、図15(b)に示すように、グリッパ4とチャック38は袋を挟持する挟持面の位置が回転テーブル2の半径方向(紙面の上下方向)において互いに僅かにずれるよう配置されている。これにより、掴み替え工程においてチャック38が下降する際、チャック38の固定片の下端部が袋6の上部にぶつかってしまうのを回避することができる。
【0054】
本実施形態では、ステーションIVに袋6が移送されてくる際、チャック38は上昇端位置に移動した状態で待機しているが、第1の実施形態に示すように下降端位置に位置させたまま袋6を待つようにしてもよい。また反対に、第1の実施形態において、チャック38を上昇端位置に移動させた状態で袋6の移送を待つようにしてもよい。
【0055】
さらに、第1の実施形態に示されたグリッパ4を離反位置に移動させる構成と、第2の実施形態に示された袋胴部成形部材160や袋底部成形部材166の構成を併用することも可能である。
【符号の説明】
【0056】
1:包装機 2:回転テーブル 4:グリッパ 6:袋 16:被包装物充填装置 18:オーガ式充填装置 20:タンク 22:ノズル 24:吐出口
28:掴み替え計量装置 32:昇降部材 34:計量器 38:チャック 160:袋胴部成形部材 166:袋底部成形部材
【技術分野】
【0001】
本願発明は、左右一対のグリッパによって両側縁部を吊り下げ状に保持されて、所定の軌道に沿って間欠移送されてくる袋に対し、所定の間欠停止位置において被包装物を充填する被包装物充填方法及び装置に関する。更に詳しくは、オーガ式充填装置を用いて充填する被包装物充填方法及び装置に関する。
【背景技術】
【0002】
オーガ式充填装置を用いて被包装物である粉体等を袋内に充填する際、オーガ式充填装置の吐出口と袋底との充填落差から種々の問題が生じていた。具体的には、被包装物が粉体の場合には落下圧によって粉体が舞い上がってしまうため、浮遊状態が落ち着くまでシール作業を行うことができなかった。また、被包装物が粘性物の場合には跳ね返りが生じ得るし、佃煮などの固形物の場合には袋底への着地時に衝撃が生じていた。
【0003】
このような問題に対し、まず袋を上昇させてオーガ式充填装置の吐出口を袋内で袋の底部付近に配置させ、その状態から充填を開始して被包装物の充填量に合わせて袋を徐々に降下させることで、充填落差を抑える構成が既に公知となっている(下記特許文献1参照)。
【0004】
また、一方でオーガ式充填装置による充填精度の向上を図る目的で、グリッパに挟持された袋を計量器に連結したチャックで掴み替え、当該計量器で充填量を計量しながら被包装物の充填を行う構成も公知である(下記特許文献2参照)。
【0005】
したがって、上記2つの構成を組み合わせ、すなわち計量器に連結したチャックを計量器ごと昇降自在な構成とし、被包装物の充填に合わせて袋を降下させることで、充填落差から生じる問題点を解決しつつ、充填精度の向上が図れることは容易に想像し得る。
【0006】
しかしながら、かかる構成を採用しようとすると以下の問題が生じる。すなわち、被包装物の充填工程においては袋の袋口は開口されており、図1に示すように、袋86を挟持している左右一対のグリッパ84を互いに接近させた状態(以下、接近位置という)としている(図1は接近位置にあるグリッパ84とグリッパ84に挟持された袋86を示した図である)。例えば袋86が平袋の場合、グリッパ84が接近位置にあるため袋口付近の横幅(W1)が最も狭くなっており、そこから下方に向かって徐々に横幅が広がっており、袋86の横幅は底部において平袋の元々の袋幅Wと等しく、最大となっている。図から明らかな通り、袋86のうちグリッパ84よりも下方に位置する部分の横幅は、接近位置にある左右一対のグリッパ84の間隔よりも広くなっている。
【0007】
この状態から袋86を計量器に連結したチャックで掴み替え、垂直方向に上昇させると、袋86のグリッパ84よりも下方の部分がグリッパ84に引っ掛かり、ピンホール等が生じてしまう。また、充填しながら袋86を下降させる際も袋86がグリッパ84と干渉するため、ピンホール等が生じてしまうことは勿論、チャックからグリッパ84へ掴み戻すこと自体も困難となる。
【0008】
上述の2つの構成を単純に組み合わせようとすると上記問題が生じてしまう。そこで、かかる問題を解決するため、例えば計量器に連結したチャックを前後方向に移動できるよう構成することが考えられる。このような構成を採用すれば、チャックで袋を掴み替えた後、袋を回転テーブルの径方向外側に一端退避させてから昇降させることにより、昇降時における袋とグリッパの干渉を回避することが可能となる。しかし、この場合、チャックを前後方向に移動させる時間が別途必要となるため、生産性の低下が避けられない。また、チャックを径方向外側に後退させる際に空気抵抗により袋口が閉じてしまったり、チャックが前進する際袋が揺れてグリッパへの掴み戻し工程に支障が生じるといった問題が生じ得る。
【0009】
さらに、回転テーブルに対しグリッパを着脱自在に設けることで、チャックによる掴み替え時にグリッパそのものを挟持して、袋をグリッパごと昇降させながら被包装物の充填量を計量する構成が公知となっている(下記特許文献3参照)。この構成により昇降時の袋とグリッパと干渉を回避することが可能となるが、回転テーブルの周囲に設けた複数組のグリッパすべてについて回転テーブルから着脱自在な構成としなければならず、構造の複雑化やコストアップ等が避けられない。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭52−29393号公報
【特許文献2】特公平6−29043号公報
【特許文献3】特許第3559483号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本願発明は上記従来技術の問題点に鑑みなされたものであり、簡単な構成でありながら、生産性の低下やピンホールの発生等の問題を生じることなく、オーガ式充填装置の吐出口と袋底・被包装物との充填落差から生ずる問題点を解決し、かつ、充填精度の向上を図ることのできる被包装物充填方法及び装置を提供することをその課題とする。
【課題を解決するための手段】
【0012】
上記課題を解決するため、袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して前記袋を前記グリッパから前記チャックに掴み替え、前記左右一対のグリッパをその間隔が前記袋の最大幅部よりも広くなるまで互いに離反させる掴み替え工程と、前記チャックを所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、前記吐出口から被包装物を吐出させながら、前記チャックを前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し、計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させる充填工程と、前記左右一対のグリッパを互いに接近させて前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法を提供する。この発明によれば、袋の昇降時において左右一対のグリッパを互いに離反させるため、袋とグリッパの干渉を回避でき、ピンホールの発生等を防止できることは勿論、生産性を低下させることなく、掴み戻しも確実かつ安定して行うことができる。また、左右一対のグリッパは袋口の開口及び緊張を行う関係で、一般的に接離自在に設けられている。そのため、その接離動作を被包装物を充填するステーションにおいて行わせるだけでよく、構造が簡略化でき、コストの低減が図れる。
また、上記課題を解決するため、袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して、前記袋を前記グリッパから前記チャックに掴み替え、左右一対の袋胴部成形部材を互いに前記左右一対のグリッパの間隔よりも接近させて、前記袋の胴部を幅方向両側から狭圧された状態に保持する掴み替え工程と、前記チャック及び前記袋胴部成形部材を同時に所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、前記吐出口から被包装物を吐出させながら、前記チャック及び前記袋胴部成形部材を前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し,計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させ、前記袋胴部成形部材を離反させて前記胴部への狭圧を開放する充填工程と、前記左右一対のグリッパで前記被包装物充填後の前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法を提供する。本発明によれば、袋胴部成形部材を左右一対のグリッパの間隔よりも狭くなるよう接近させて袋胴部を狭圧保持するため、袋とグリッパの干渉を回避でき、ピンホールの発生等を防止できることは勿論、生産性を低下させること無く、掴み戻しも確実かつ安定して行うことができる。また、本願発明では、掴み替え計量装置に一対の袋胴部成形部材を接離自在に設けるだけでよいため、従来技術に比べて構造の簡略化やコストの低減が図れる。
前記被包装物充填方法において、少なくとも前記充填工程において、前記被包装物の充填の開始に対して所定のタイミングから充填が完了するまでの間、袋底部成形部材で前記袋の底部の袋の幅方向中央付近を上方に凹ませてもよい。これにより、袋底部成形部材により袋の底部を押し上げて袋の幅方向中央付近を上方に凹ませることで、袋胴部成形部材による袋の狭圧保持を補助するため、袋胴部成形部材の狭圧力をそれ程高く設定しなくても狭圧保持が確実に行え、袋胴部成形部材による袋へのダメージも抑えることができる。
また、上記課題を解決するため、袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填装置において、所定の間欠停止位置に配置されるオーガ式充填装置と、昇降自在に設けられた計量器と、該計量器に一体的に連結されかつ前記袋の両側縁部を前記グリッパよりも上側の位置で挟持するチャックと、前記計量器に一体的に連結されかつ互いに接離自在な左右一対の袋胴部成形部材とを有し、前記所定の間欠停止位置に配置される掴み替え計量装置とを備え、該掴み替え計量装置の前記左右一対の袋胴部成形部材は、前記袋の胴部を幅方向両側から挟んだ状態で互いの間隔が前記左右一対のグリッパの間隔より狭くなるまで接近して、前記袋を狭圧した状態に保持することを特徴とする被包装物充填装置を提供する。
前記被包装物充填装置において、前記掴み替え計量装置はさらに、前記計量器に一体的に連結されかつ前記袋の底部よりも幅の狭い袋底部成形部材を備え、該袋底部成形部材は、前記袋の前記底部の幅方向略中央を上方に押圧する成形位置と、前記袋と干渉しない退避位置との間で移動可能であってもよい。
【発明の効果】
【0013】
本願発明によれば、簡単な構成を追加するだけで、袋とグリッパとの干渉を回避でき、ピンホールの発生等の問題を防止できるのは勿論、生産性を低下させることなく、掴み戻しも確実かつ安定して行うことができる。
【図面の簡単な説明】
【0014】
【図1】図1は従来の包装機の接近位置にあるグリッパと当該グリッパに挟持された袋を表しており、(a)がその正面図,(b)が平面図である。
【図2】図2は本願発明の第1の実施形態を示す被包装物充填装置を含む包装機の概略構成図である。
【図3】図3はステーションIVにおける被包装物充填装置16の斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。
【図4】図4はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38による袋6の掴み替えが行われ、一対のグリッパ4が離反位置に移動した状態を示している。
【図5】図5はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【図6】図6はステーションIVにおける被包装物充填装置16の斜視図であり、一対のチャック38が下降中の状態を示している。
【図7】図7はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38が下降端位置まで下降した状態を示している。
【図8】図8はチャック38が下降しているときの袋6を表しており、(a)がその正面図,(b)が平面図である。
【図9】図9はステーションIVにおける被包装物充填装置16の斜視図であり、袋6の掴み戻しが行われ、グリッパ4が接近位置で袋6を挟持し、チャック38が開放された状態を示している。
【図10】図10は本願発明の第2の実施形態を示す被包装物充填装置116のステーションIVにおける斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。
【図11】図11は、ステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降端位置に移動し、袋胴部成形部材160が接近位置にある状態を示している。
【図12】図12はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【図13】図13はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降中の状態を示している。
【図14】図14はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降端位置まで下降した状態を示している。
【図15】図15はチャック38が下降しているときの袋6とグリッパ4の関係を表しており、(a)がその正面図,(b)が平面図である。
【図16】図16はステーションIVにおける被包装物充填装置116の斜視図であり、グリッパ4が袋6を挟持し、チャック38が上昇端位置に移動した状態を示している。
【発明を実施するための形態】
【0015】
以下、図面を参照して本願発明の第1の実施形態について説明する。
【0016】
まず図2を用いて、本願発明に係る被包装物充填装置16を含む間欠移送式縦型袋詰め包装機(以下単に包装機)1の全体構成と各包装処理工程の概要を説明する。図2は、被包装物充填装置16を含む包装機1の概略構成図である。
【0017】
包装機1は円形の回転テーブル2と、その外周部に円周方向所定の間隔で複数組取り付けられた左右一対のグリッパ4とを備えており、このグリッパ4で包装袋(以下単に袋)6の両側縁部を吊り下げ状態で把持する。回転テーブル2は図示しないインデックスユニット及びメインモータに連結され、回転テーブル2の回転に合わせて袋6が間欠移送される。また、一対のグリッパ4は互いに接離自在に構成され、互いに接近させることにより袋6の袋口を開口させ、離反させることにより袋口を緊張させることができる。なお、本実施の形態では袋6の移送軌道が円弧状となっているが、直線,レーストラック等、他の形状であってもよい。
【0018】
包装機1による包装処理工程について説明する。図において回転テーブル2の外周部に沿って付されたローマ数字は、各種包装処理を行うためのステーションを示している。ステーションIでは、コンベアマガジン8から順次供給される袋6の両側縁部の上側をグリッパ4によって把持し、これを垂直状態で保持する。この状態で移送されてくる袋6の外面に対し、ステーションIIで印字器10によって製造日等が印刷される。ステーションIIIで、一対のグリッパ4を互いに接近させながら吸盤対12によって袋6の袋口が開口され、開口ガイド14で開口状態が保持される。ステーションIVには被包装物充填装置16が配置されており、開口状態の袋6に対しオーガ式充填装置18によって被包装物が充填される。被包装物充填装置16は、前述のオーガ式充填装置18と、移送されてきた袋6をグリッパ4から掴み替えて計量する掴み替え計量装置28(図3参照)とを備えており、制御装置40によって制御される。この被包装物充填装置16ついては後述する。
【0019】
ステーションVにおいて昇降自在なエアー噴射ノズル42で袋口内面のシール予定部を清掃する。ステーションVIでは図示しない不活性ガス源に繋がれたガス吹込ノズル44を袋6内へ挿入した後、左右一対のグリッパ4を互いに離反させて袋口を緊張させ、ガス吹込ノズル44から不活性ガスを噴射して袋6内の空気をガスに置換する。ステーションVII,VIIIでは一対の熱板46,48をそれぞれ用いて袋口の第1シール工程,第2シール工程が行われ、ステーションIXでは一対の冷却板50を用いて袋口を冷却し、被包装物を内包した完成品として袋6をシュート52へ放出する。ステーションXは予備である。
【0020】
図3を参照して、被包装物充填装置16についてより詳細に説明する。図3はステーションIVにおける被包装物充填装置16の斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。なお、図3及び他の図面において一部内部構造を破線で示す。
【0021】
前述の通り、被包装物充填装置16はオーガ式充填装置18と掴み替え計量装置28とから構成される。オーガ式充填装置18は被包装物たる粉体(図示せず)を貯留する漏斗状のタンク20を有しており、そのタンク20の下端には吐出口24を有するノズル22が設けられている。タンク20内には図示しないサーボモータにより駆動されるオーガスクリュー26が吐出口24まで達するよう配置され、これを回転させることにより、タンク20内に貯留された被包装物を回転した角度に応じた量だけ吐出口24から吐出させる。
【0022】
掴み替え計量装置28は袋6をグリッパ4から掴み替えるための装置であり、支持部材30,昇降部材32,計量器34,チャック38から構成される。支持部材30は包装機1の機台(図示せず)に立設されて垂直方向に伸びる柱状の部材であり、この支持部材30の側面に昇降部材32が昇降自在に設けられている。昇降部材32の支持部材30と反対側の端部には袋6内の被包装物の重量を測るための計量器34が設けられ、計量器34の昇降部材32と反対側の端部にプレート状のチャック支持部材36を介して左右一対からなる両開きタイプのチャック38が取り付けられており、計量器34とチャック38が昇降部材32と一体となって昇降動作するようになっている。図3において、昇降部材32(及び計量器34,チャック38)は最も降下した位置(下降端位置)に位置しており、チャック38はステーションIVに移送されてきた袋6のグリッパ4よりも上側の両側縁部を挟持できる位置に配置される。これを初期位置として、掴み替え計量装置28はチャック38を開いた状態(開放状態)で袋6が移送されてくるのを待ち構える。
【0023】
図3から9を参照して、被包装物充填装置16による袋6の掴み替え工程,袋上昇工程,充填工程,掴み戻し工程について説明する。まずは、図3,4を参照して掴み替え工程について説明する。図4は図3同様ステーションIVにおける被包装物充填装置16の斜視図であり、チャック38による袋6の掴み替えが行われ、一対のグリッパ4が離反位置に移動した状態を示している。
【0024】
前述の通り、チャック38は開放状態で待機している。そして、ステーションIVに袋6が移送されてくると、チャック38を閉じて、前述の通りチャック38で袋6のグリッパ4よりも上側の両側縁部を挟持する。チャック38で袋6を挟持したら、次にグリッパ4を開放し、グリッパ4からチャック38へ袋6の掴み替えを行う。そして、掴み替え後、図4に示す通り左右一対のグリッパ4を互いに離反させて、袋6の幅方向において袋6と干渉しない位置(離反位置)に移動させる。なお、掴み替え後も袋6はチャック38により開口状態が保持されている。
【0025】
次に、図5を参照して、袋上昇工程について説明する。図5はステーションIVにおける被包装物充填装置16の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【0026】
袋6の掴み替え工程が完了すると、昇降部材32とともにチャック38を上昇移動させる。袋6は開口状態にあるため、袋6を上昇させると、袋6の真上に配置されたタンク20のノズル22が袋6内に入り込む。チャック38の上昇動作は、ノズル22の吐出口24が袋6の底部から所定の間隔離れた位置に到達した時点で停止し、このときのチャック38の位置を上昇端位置と称する。
【0027】
袋6の掴み替え動作の完了時においては、図1に示す従来技術と同様に、グリッパ4が接近位置にあり、袋口から下方に向かって徐々に横幅が広がって、底部において横幅が最大となっている(最大幅部)。したがって、袋6のうちグリッパ4よりも下方に位置する部分の横幅が一対のグリッパ4の間隔よりも広くなっているが、後述する図8に示す状態と同様に袋6の上昇時にはグリッパ4が離反位置へと移動しているため、グリッパ4と袋6の側縁部が干渉することはない。
【0028】
続いて、図6,7,8を参照して、充填工程について説明する。図6,7は共にステーションIVにおける被包装物充填装置16の斜視図であり、前者は一対のチャック38が下降中の状態を、後者はチャック38が下降端位置まで下降した状態を示している。図8はチャック38が下降しているときの袋6とグリッパ4の関係を表しており、(a)がその正面図,(b)が平面図である。
【0029】
チャック38が上昇端位置に達すると、オーガスクリュー26を回転させて袋6への被包装物(粉体)の充填が開始される。前述の通り、このときタンク20のノズル22の吐出口24は袋6の底部付近に位置するため、充填落差による粉体の舞い上がりは生じない。そして、充填が開始されるとチャック38が下降し始める(図6)。このチャック38の下降は被包装物の(単位時間当たりの)充填量に対応するよう行われ、ノズル22の吐出口24と袋6内の被充填物の最上部との距離が略一定であるのが望ましい。これによって、充填中終始粉体の舞い上がりを防止することができる。なお、本実施形態においては被包装物を粉体としたが、粘性物や固形物であってもよく、これらの場合にも跳ね返りや袋底着地時の衝撃などの充填落差に起因する問題を解決することができる。
【0030】
前述の通りチャック38は計量器34に連結されており、計量器34による計量値が目標充填量に達した時点で充填が終了する。充填終了後、チャック38は下降端位置まで下降し、下降動作が終了する(図7)。図8に示すように、袋上昇工程同様、充填工程中もグリッパ4が離反位置に位置しており、その間隔W2は袋6の最大幅部である底部の幅W(図1参照)よりも大きく設定されている。そのため、袋6が下降端位置へと降下しているときも、袋6とグリッパ4が干渉することがない。なお、本実施形態においては、チャック38が下降端位置に到達する前に粉体の充填終了させることとしたが、到達と同時、又は到達後に充填を終了させるよう構成してもよい。
【0031】
最後に、図9を参照して袋6の掴み戻し工程について説明する。図9はステーションIVにおける被包装物充填装置16の斜視図であり、袋6の掴み戻しが行われ、グリッパ4が接近位置で袋6を挟持し、チャック38が開放された状態を示している。
【0032】
袋6の掴み戻し工程は、掴み替え工程の逆の手順となっている。すなわち、被包装物が充填された袋6が下降端位置まで下降した状態で、開放状態の一対のグリッパ4を接近位置に移動させて、再び袋6の両側縁部を挟持させた後、チャック38を開放し、袋6をチャック38からグリッパ4へ掴み戻す。この掴み戻し工程終了後、被包装物が充填された袋6がグリッパ4により次工程へ間欠移送されるとともに、新たな袋6が前工程から移送され、以後同様の工程が実施される。
【0033】
本実施形態によれば、チャック38による掴み替え後グリッパ4で掴み戻すまでの間に、例えば回転テーブル2の径方向外側に退避させる等の追加的な動作を行うことなく、袋6をグリッパ4と干渉させずに昇降させることができる。そのため、充填落差を抑えるために被包装物の充填量に合わせて袋6を降下させる構成と、充填精度の向上を図るためにチャック38で掴み替えた袋6を計量器34で計量しながら充填する構成を、生産性を低下させることなく組み合せることが可能となる。また、グリッパ4は袋6を開口及び緊張させる関係で一般に接離自在に構成されている。そのため、格別構成を追加することなく、一対のグリッパ4の移動のタイミングを調節することで容易に上記効果を得ることができる。
【0034】
本実施形態においては、袋口が膨らんだ状態でステーションIVに移送されてくる袋6とチャック38との干渉を回避するため、チャック38を両開きタイプとした。しかし、例えばチャック38を前後方向(回転テーブル2の径方向)に移動できるよう構成し、チャック38を袋6と干渉しない位置に退避できるようにする等、他の構成を採用することにより上記チャック38と袋6の干渉を回避してもよい。
【0035】
なお、本実施形態では左右一対のグリッパ4を離反位置に移動させた後に袋6を上昇移動させることとしたが、グリッパ4と袋6が干渉しない範囲であれば、袋6の上昇移動開始後(とりわけ上昇初期)においてグリッパ4を離反させるよう構成することも可能である。また、袋6を下降端位置まで下降させた後にグリッパ4を接近位置に移動させることとしたが、グリッパ4と袋6が干渉しない範囲であれば、袋6の下降移動終了前(とりわけ下降終期)においてグリッパ4を接近させるよう構成することも可能である。かかる構成とすることで処理能力の向上が図れる。
【0036】
図10以下を参照して、本願発明の第2の実施形態について説明する。
【0037】
第2の実施形態に係る被包装物充填装置116を含む包装機101(図示せず)の構成は第1の実施形態に係る包装機1と大略同じであるが、掴み替え計量装置128に袋胴部成形部材160と袋底部成形部材166が設けられている点で相違している。また、被包装物充填装置116による充填に係る各種工程においても相違点がみられるため、以下これら第1の実施形態との相違点についてのみ説明する。
【0038】
まず、図10を参照して袋胴部成形部材160と袋底部成形部材166の構成について説明する。図10はステーションIVにおける被包装物充填装置116の斜視図であり、袋6がステーションIVに移送されてきた直後の状態を示している。なお、第2の実施形態に係る包装機101の構成のうち第1の実施形態に係る包装機1と同様の部材については同じ符号を用いて説明する。また、本実施形態においてはチャック38は固定片と可動片とからなる片開きタイプを用いる。
【0039】
袋胴部成形部材160はチャック支持部材36の両端部から下方に伸びる一対の部材である。より詳しく言えば、袋胴部成形部材160は、チャック支持部材36の両端部から下方に伸びて先端に板状の連結部163が取り付けられた回転軸162と、連結部163の端部に取り付けられた横断面が略U字の板状の狭圧部材164とからなる。一対の袋胴部成形部材160は回転軸162を回転させることにより、それぞれの狭圧部材164がそのU字の内面側が互いが対向してグリッパ4の間隔よりも接近した状態となる接近位置と、互いが離反して略180°開いた状態となる離反位置との間で接離自在となっている。他方、袋底部成形部材166は、計量器34に連結され垂直下方に伸びる支持部168と、支持部168の先端において軸支され、垂直面内で回動可能に取り付けられた棒状の成形部170とからなる。成形部170は、図に示すように、支持部168と一直線上になるように袋6に対して略平行となる退避位置と、袋6に対して略水平となる成形位置との間を略90°の範囲に渡って回動移動することができる。これについては後述する。
【0040】
続いて、図10から16を参照して、第2の実施形態に係る被包装物充填装置116による袋6の掴み替え工程,袋上昇工程,充填工程,掴み戻し工程について説明する。まずは、図10,11を参照して袋6の掴み替え工程を説明する。図11は、図10同様、ステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が下降端位置に移動し、袋胴部成形部材160が接近位置にある状態を示している。
【0041】
図10に示すように、待機状態では掴み替え計量装置128の昇降部材32は上昇端位置に位置しており、チャック38が開放状態、袋胴部成形部材160が離反位置,袋底部成形部材166が退避位置にある。ステーションIVに袋6が移送されてくると、図11に示すように、掴み替え計量装置128のチャック38が下降端位置に下降した後、チャック38を閉じて、チャック38で袋6のグリッパ4よりも上側の両側縁部を挟持する。その後グリッパ4を開放することで、袋6が開口状態のままグリッパ4からチャック38へ掴み替えられる。また、チャック38で袋6を挟持するのと同時に、一対の袋胴部成形部材160を接近位置へと移動させて、袋6の胴部(グリッパ4よりも下側部分)を狭圧し、胴部の横幅を一対のグリッパ4の間隔よりも狭くする(図11参照)。これで掴み替え工程が完了する。上述のように、チャック38,昇降部材32,計量器34,を上昇端位置で待機させた状態でステーションIVに袋6を移送することで、移送時に袋6や開口ガイド14がチャック38と干渉することを確実に防ぐことができる。
【0042】
次に、図12を参照して、袋上昇工程について説明する。図12はステーションIVにおける被包装物充填装置116の斜視図であり、チャック38が上昇端位置まで上昇した状態を示している。
【0043】
袋6の掴み替え完了を待ってチャック38の上昇移動を開始させる。このとき袋6は開口状態にあるため、袋6を上昇させると、袋6の真上に配置されたタンク20のノズル22が開口状態の袋6内に入り込む。チャック38が上昇端位置に達した時点で、上昇動作は停止され、袋上昇工程が終了する。
【0044】
上述の構成を採用することにより、袋6が上昇する際には一対の袋胴部成形部材160が接近位置にあるため、後述する図15に示す状態と同様に、上昇中にグリッパ4と袋6の胴部が干渉することがなく、グリッパ4が袋6に引っ掛かるなどしてピンホールの発生等の問題が生じることはない。なお、本実施形態においては、チャック38が袋6を挟持するのと同時に、袋胴部成形部材160を接近位置へと近づけたが、袋胴部成形部材160の接近位置への移動は必ずしもこのタイミングに限定されない。当該移動は袋6の胴部が一対のグリッパ4の間を通過するまでに完了していれば良く、チャック38による掴み替えが完了した後に行われても良い。
【0045】
続いて、図13,14,15を参照して、充填工程について説明する。図13,14は共にステーションIVにおける被包装物充填装置116の斜視図であり、前者はチャック38が下降中の状態を、後者はチャック38が下降端位置まで下降した状態を示している。図15はチャック38が下降しているときの袋6とグリッパ4の関係を表しており、(a)がその正面図,(b)が平面図である。
【0046】
チャック38が上昇端位置に達すると、オーガスクリュー26を回転させて袋6への被包装物(粉体)の充填を開始するとともに、袋底部成形部材166を成形位置に移動させ、袋6の底部を下方から押圧させて底部の幅方向中央付近を上方に凹ませる。また、第1の実施形態同様、充填の開始に合わせてチャック38の降下を開始させる(図13)。
【0047】
前述の通り、チャック38,袋胴部成形部材160,袋底部成形部材166はすべて計量器34に一体的に取り付けられており、計量器34による充填量の管理が可能となっている。計量値が目標充填量に達した時点で充填を終了させ、チャック38を下降端位置まで下降させて、充填工程を完了する(図14)。図15に示す通り、袋上昇工程同様、充填工程中も袋胴部成形部材160は接近位置に位置しており、一対の袋胴部成形部材160の間隔は一対のグリッパ4の間隔W3よりも小さく設定されているため、下降動作中に袋6がグリッパ4と干渉することがない。また、袋底部成形部材166によって袋底を上方に凹ませることで、袋6の底部が折り畳まれるようになって横方向の幅が狭まり、袋胴部成形部材160による袋6の狭圧保持を補助する作用がある。そのため、袋胴部成形部材160による狭圧力をそれほど高く設定しなくても、袋6の胴部を一対のグリッパ4の間隔W3よりも狭めた状態に保持することができる。また、狭圧力を抑えることができるため、袋胴部成形部材160による袋6へのダメージも抑えることが可能となる。
【0048】
最後に、図16を参照して袋6の掴み戻し工程について説明する。図16はステーションIVにおける被包装物充填装置116の斜視図であり、グリッパ4が袋6を挟持し、チャック38が上昇端位置に移動した状態を示している。
【0049】
袋6の掴み戻し工程では、まず粉体が充填された袋6が下降端位置に達するのに前後して一対の袋胴部成形部材160を互いに離反させて離反位置へと移動させ、袋底部成形部材166を退避位置へと移動させる。これにより、袋6が狭圧された状態から開放され、図に示すように袋6が通常の被充填状態に戻る。そして、開放状態で待機していたグリッパ4で再び袋6の両側縁部を挟持し、チャック38を開放して、袋6をチャック38からグリッパ4へ掴み戻す。最後に掴み替え計量装置128の昇降部材32を上昇端位置にまで上昇させて、袋6の掴み戻し工程が完了する。掴み戻し工程終了後、被包装物が充填された袋6がグリッパ4により次工程へ間欠移送されるとともに、新たな袋6が前工程から移送され、以後同様の工程が実施される。
【0050】
本実施形態においては、一対の互いに接離自在な袋胴部成形部材160といった簡単な構成を追加するだけで、例えば回転テーブル2の径方向外側に退避させる等の追加的な動作を行うことなく、袋6をグリッパ4と干渉させずに昇降させることができる。これにより、充填落差を抑えるために被包装物の充填量に合わせて袋6を降下させる構成と、充填精度の向上を図るためにチャック38で掴み替えた袋6を計量器34で計量しながら充填する構成を、生産性を低下させることなく組み合せることが可能となる。
【0051】
本実施形態では、充填工程において、被包装物の充填を開始するとともに、袋底部成形部材166を成形位置に移動させて、袋底を押圧することとしたが、充填開始後や充填に先立って袋底を押圧し、変形させておいてもよい。例えば、充填の開始直後、或いは袋6の上昇直前や袋6の上昇中など、充填の開始に対して様々なタイミングで設定可能である。
【0052】
図面示すように、チャック38は下向きの状態で開放するよう構成したが、横向きの状態で開放するよう構成してもよい。これにより、チャック38の高さ方向の位置を調節することにより、袋6のうちグリッパ4よりも上側の任意の部分を挟持させることができる。
【0053】
なお、図15(b)に示すように、グリッパ4とチャック38は袋を挟持する挟持面の位置が回転テーブル2の半径方向(紙面の上下方向)において互いに僅かにずれるよう配置されている。これにより、掴み替え工程においてチャック38が下降する際、チャック38の固定片の下端部が袋6の上部にぶつかってしまうのを回避することができる。
【0054】
本実施形態では、ステーションIVに袋6が移送されてくる際、チャック38は上昇端位置に移動した状態で待機しているが、第1の実施形態に示すように下降端位置に位置させたまま袋6を待つようにしてもよい。また反対に、第1の実施形態において、チャック38を上昇端位置に移動させた状態で袋6の移送を待つようにしてもよい。
【0055】
さらに、第1の実施形態に示されたグリッパ4を離反位置に移動させる構成と、第2の実施形態に示された袋胴部成形部材160や袋底部成形部材166の構成を併用することも可能である。
【符号の説明】
【0056】
1:包装機 2:回転テーブル 4:グリッパ 6:袋 16:被包装物充填装置 18:オーガ式充填装置 20:タンク 22:ノズル 24:吐出口
28:掴み替え計量装置 32:昇降部材 34:計量器 38:チャック 160:袋胴部成形部材 166:袋底部成形部材
【特許請求の範囲】
【請求項1】
袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、
前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して前記袋を前記グリッパから前記チャックに掴み替え、前記左右一対のグリッパをその間隔が前記袋の最大幅部よりも広くなるまで互いに離反させる掴み替え工程と、
前記チャックを所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、
前記吐出口から被包装物を吐出させながら、前記チャックを前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し、計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させる充填工程と、
前記左右一対のグリッパを互いに接近させて前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法。
【請求項2】
袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、
前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して、前記袋を前記グリッパから前記チャックに掴み替え、左右一対の袋胴部成形部材を互いに前記左右一対のグリッパの間隔よりも接近させて、前記袋の胴部を幅方向両側から狭圧された状態に保持する掴み替え工程と、
前記チャック及び前記袋胴部成形部材を同時に所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、
前記吐出口から被包装物を吐出させながら、前記チャック及び前記袋胴部成形部材を前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し,計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させ、前記袋胴部成形部材を離反させて前記胴部への狭圧を開放する充填工程と、
前記左右一対のグリッパで前記被包装物充填後の前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法。
【請求項3】
請求項2記載の被包装物充填方法において、
少なくとも前記充填工程において、前記被包装物の充填の開始に対して所定のタイミングから充填が完了するまでの間、袋底部成形部材で前記袋の底部の袋の幅方向中央付近を上方に凹ませることを特徴とする被包装物充填方法。
【請求項4】
袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填装置において、
所定の間欠停止位置に配置されるオーガ式充填装置と、
昇降自在に設けられた計量器と、該計量器に一体的に連結されかつ前記袋の両側縁部を前記グリッパよりも上側の位置で挟持するチャックと、前記計量器に一体的に連結されかつ互いに接離自在な左右一対の袋胴部成形部材とを有し、前記所定の間欠停止位置に配置される掴み替え計量装置とを備え、
該掴み替え計量装置の前記左右一対の袋胴部成形部材は、前記袋の胴部を幅方向両側から挟んだ状態で互いの間隔が前記左右一対のグリッパの間隔より狭くなるまで接近して、前記袋を狭圧した状態に保持することを特徴とする被包装物充填装置。
【請求項5】
請求項4記載の被包装物充填装置において、
前記掴み替え計量装置はさらに、前記計量器に一体的に連結されかつ前記袋の底部よりも幅の狭い袋底部成形部材を備え、
該袋底部成形部材は、前記袋の前記底部の幅方向略中央を上方に押圧する成形位置と、前記袋と干渉しない退避位置との間で移動可能であることを特徴とする被包装物充填装置。
【請求項1】
袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、
前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して前記袋を前記グリッパから前記チャックに掴み替え、前記左右一対のグリッパをその間隔が前記袋の最大幅部よりも広くなるまで互いに離反させる掴み替え工程と、
前記チャックを所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、
前記吐出口から被包装物を吐出させながら、前記チャックを前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し、計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させる充填工程と、
前記左右一対のグリッパを互いに接近させて前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法。
【請求項2】
袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填方法において、
前記グリッパにより所定の間欠停止位置に移送されて停止した袋の両側縁部を、前記グリッパよりも上側の位置で、前記所定の間欠停止位置に配置された左右一対のチャックで狭持するとともに、前記グリッパを開放して、前記袋を前記グリッパから前記チャックに掴み替え、左右一対の袋胴部成形部材を互いに前記左右一対のグリッパの間隔よりも接近させて、前記袋の胴部を幅方向両側から狭圧された状態に保持する掴み替え工程と、
前記チャック及び前記袋胴部成形部材を同時に所定の距離だけ上昇させて、前記所定の間欠停止位置に配置したオーガ式充填装置の吐出口を前記袋内に挿入させ、該吐出口の先端を前記袋の底部から所定の間隔離れた位置に位置させる袋上昇工程と、
前記吐出口から被包装物を吐出させながら、前記チャック及び前記袋胴部成形部材を前記所定の距離だけ徐々に下降させるとともに、前記袋内の被包装物の重量を計量し,計量値が目標充填量に達した時点で前記オーガ式充填装置による充填を終了させ、前記袋胴部成形部材を離反させて前記胴部への狭圧を開放する充填工程と、
前記左右一対のグリッパで前記被包装物充填後の前記袋の前記両側縁部を再度狭持した後、前記チャックを開放し、前記袋を前記チャックから前記グリッパに掴み戻す掴み戻し工程とを備えることを特徴とする被包装物充填方法。
【請求項3】
請求項2記載の被包装物充填方法において、
少なくとも前記充填工程において、前記被包装物の充填の開始に対して所定のタイミングから充填が完了するまでの間、袋底部成形部材で前記袋の底部の袋の幅方向中央付近を上方に凹ませることを特徴とする被包装物充填方法。
【請求項4】
袋の両側縁部を上向きに開口した状態で吊り下げ状に保持して、前記袋を水平面内における所定の軌道に沿って間欠移送する左右一対のグリッパを複数組備え、その移送過程において所定の包装処理工程を順次施す間欠移送式縦型袋詰め包装機における被包装物充填装置において、
所定の間欠停止位置に配置されるオーガ式充填装置と、
昇降自在に設けられた計量器と、該計量器に一体的に連結されかつ前記袋の両側縁部を前記グリッパよりも上側の位置で挟持するチャックと、前記計量器に一体的に連結されかつ互いに接離自在な左右一対の袋胴部成形部材とを有し、前記所定の間欠停止位置に配置される掴み替え計量装置とを備え、
該掴み替え計量装置の前記左右一対の袋胴部成形部材は、前記袋の胴部を幅方向両側から挟んだ状態で互いの間隔が前記左右一対のグリッパの間隔より狭くなるまで接近して、前記袋を狭圧した状態に保持することを特徴とする被包装物充填装置。
【請求項5】
請求項4記載の被包装物充填装置において、
前記掴み替え計量装置はさらに、前記計量器に一体的に連結されかつ前記袋の底部よりも幅の狭い袋底部成形部材を備え、
該袋底部成形部材は、前記袋の前記底部の幅方向略中央を上方に押圧する成形位置と、前記袋と干渉しない退避位置との間で移動可能であることを特徴とする被包装物充填装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−95453(P2013−95453A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−238402(P2011−238402)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000222727)東洋自動機株式会社 (91)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000222727)東洋自動機株式会社 (91)
【Fターム(参考)】
[ Back to top ]