
被圧延金属帯の付着物除去装置

【課題】被圧延金属帯への傷発生を防止でき、ワイパーロールの被圧延金属帯に対する押付力を容易、かつ精度良く調整でき、ワイパーロールの所定長さ領域毎の撓み量を個別に調整し得るのに加えて、被圧延金属帯の幅の変更に容易に対応できる被圧延金属帯のワイパー装置を提供する。
【解決手段】被圧延金属帯Wに付着している圧延油を除去する上下部ワイパーロール21,22と、これらを支持すると共に、これらに対する押付力を調整するバックアップローラ装置23を備えてなり、このバックアップローラ装置23は、前記ワイパーロール21,22に転圧する複数のバックアップローラ23aと、これらローラ23aを支持すると共に、ワイパーロール21,22の方向に押す複数の油圧シリンダ23eと、これらに圧油を供給する油圧回路に配設される電磁比例弁および圧力検出器とから構成する。
【解決手段】被圧延金属帯Wに付着している圧延油を除去する上下部ワイパーロール21,22と、これらを支持すると共に、これらに対する押付力を調整するバックアップローラ装置23を備えてなり、このバックアップローラ装置23は、前記ワイパーロール21,22に転圧する複数のバックアップローラ23aと、これらローラ23aを支持すると共に、ワイパーロール21,22の方向に押す複数の油圧シリンダ23eと、これらに圧油を供給する油圧回路に配設される電磁比例弁および圧力検出器とから構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被圧延金属帯の付着物除去装置に係り、より詳しくは、圧延機の被圧延金属帯の出側に配設され、圧延機で圧延された被圧延金属帯の表裏面に付着している圧延潤滑油等の液体状の付着物を除去する被圧延金属帯の付着物除去装置に関するものである。
【背景技術】
【0002】
圧延機により被圧延材を圧延するに際しては、圧延する被圧延材と圧延機のワークロールとを冷却(焼付きの防止)したり、圧延効率を向上させたり、あるいは被圧延材の表裏面に付着している異物を除去したりするために、圧延機に圧延潤滑油(以下、圧延油という)が供給される。そして、圧延機により圧延された被圧延金属帯(ストリップ)を巻取り装置によって巻き取る前に、被圧延金属帯の表裏面に付着している圧延油を除去するようにしている。このように、被圧延金属帯の表裏面に付着している圧延油を除去する理由は、下記のとおりである。
【0003】
即ち、圧延油が表裏面に付着している被圧延金属帯を巻取り装置で巻き取ると、圧延油のために巻き取られた被圧延金属帯の巻層間の摩擦係数が小さくなっているために、被圧延金属帯がコイルの幅方向にずれるという不具合が発生するからである。このずれ量が大きいと、巻取り中の被圧延金属帯が巻取り装置に衝突したり、被圧延金属帯が竹の子状に巻き取られたり、あるいは被圧延金属帯が破断したりするというような問題が生じるために、被圧延金属帯の製造に支障が生じる。
【0004】
被圧延金属帯の表裏面に付着している圧延油を除去する付着物除去装置としては、後述するようなものが知られている。
(1)圧延機の被圧延金属帯の出口側に、被圧延金属帯の上下方向からゴム等の弾性体からなる表面層を有するホース(以下、ゴムワイパーという)、またはゴムローラを押付けて圧延油を除去する方式の付着物除去装置。
(2)圧延機の被圧延金属帯の出口側に、被圧延金属帯の上下方向から鋼鉄製のローラを押付けて圧延油を除去する方式の付着物除去装置(特許文献1、特許文献2参照。)。
(3)圧延機の被圧延金属帯の出口側に、被圧延金属帯の上下方向から不織布等の多孔質の表面層を有する吸引ローラ(以下、多孔質吸引ローラという)を押付けて圧延油を除去する方式の付着物除去装置。
(4)圧延機の被圧延金属帯の出口側に、エア噴射ノズルを設置し、噴射エアにて被圧延金属帯の表裏面に付着している圧延油を飛散させる方式の付着物除去装置。
(5)圧延機の被圧延金属帯の出口側に、吸引ノズルを設置し、被圧延金属帯の表裏面に付着している圧延油を吸引除去する方式。
(6)前記(1)〜(5)項に記載の方式を適宜に組合わせて除去する方式の付着物除去装置。
【特許文献1】特開昭63−309317号公報
【特許文献2】再公表特許WO00/59652号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のような被圧延金属帯の付着物除去装置は、何れも5.0〜0.01mmの板厚の被圧延金属帯を圧延する圧延機には広く採用されているが、しばしば下記のような不具合が発生している。例えば、0.1mm以下の板厚の被圧延金属帯に不具合が発生し、特に高品位材料に顕著に現れる。なお、高品位材料の材質とは、例えばステンレス鋼、銅または銅合金、アルミニウムまたはアルミニウム合金等の箔用の圧延材である。以下、被圧延金属帯に発生する不具合を具体的に説明する。
【0006】
(a)上記(4)項に記載のエア噴射ノズルを備えた付着物除去装置、(5)項に記載の吸引ノズルを備えた付着物除去装置以外の付着物除去装置は、全て被圧延金属帯との接触によって圧延油を除去する方式であり、被圧延金属帯の表裏面に有害な表面傷を発生させる。例えば、上記(1)項に記載のゴムワイパーまたはゴムローラを備えた付着物除去装置や(2)項に記載の鋼鉄製のローラを備えた付着物除去装置の場合においては、ゴムワイパーまたはゴムローラ、鋼鉄製のローラの押付け力が大きいほど圧延油の除去性能が向上する。しかしながら、被圧延金属帯に引っかき傷が発生し、板厚が0.1mm以下の極薄の被圧延金属帯では破断に至ることがある。
【0007】
(b)一方、上記(4)項に記載のエア噴射ノズルを備えた付着物除去装置、(5)項に記載の吸引ノズルを備えた付着物除去装置においては、ノズルを被圧延金属帯の表裏面により接近させることが、圧延油の除去性能の向上に貢献する。しかしながら、圧延中に被圧延金属帯と接触するのを避けるため、ノズルを被圧延金属帯の表裏面から数mm以下の位置に接近させることは困難である。ノズルは、通常、被圧延金属帯の表裏面から数十mm離れた位置に固定されていて、エアの噴射エネルギー、エアの吸引エネルギーが分散されるため、満足し得る圧延油除去性能を得ることが困難である。また、たとえノズルが被圧延金属帯の表裏面から数mm離れた位置に固定されていたとしても、エアの噴射方向、エアの吸引方向によっては、被圧延金属帯を振動させる要因の一つとなる。そして、振動が圧延機のワークロールの近傍まで到達すると、被圧延金属帯に光沢むらが発生するという不具合が発生する。さらに、被圧延金属帯の圧延方向出側のワークロール端にエアを噴射することも行われているが、その際、圧延油は被圧延金属帯の圧延方向入り側にのみ噴射されているため、被圧延金属帯の出入り側の両側から噴射する場合に比較して、被圧延金属帯の圧延効率や冷却性能が劣るという問題もある。
【0008】
(c)上記(3)項に記載の多孔質吸引ローラを備えた付着物除去装置においては、特に表面層が不織布であれば、被圧延金属帯の表面での引っかき傷の発生量を少なくすることが可能である。しかしながら、多孔質吸引ローラの孔詰まりによる圧延油の除去性能の低下、メンテナンス性が劣るという問題がある。
【0009】
(d)上記(a),(b),(c)の問題に加えて、上記従来例に係る付着物除去装置の場合にあっては、圧延速度の高速域(400〜600m/min)にて、圧延油の両側噴射において、油除去性能を満足する付着物除去装置は開発されるに至っていないのが現状である。
【0010】
上記従来例には何れも一長一短があり、圧延油の除去性能が最も優れているのは、上記(1)項に記載のゴムワイパーまたはゴムローラを備えた付着物除去装置であるが、被圧延金属帯の表裏面に引っかきが発生するのを防止するために、毎パス毎にゴムワイパーまたはゴムローラを交換することを試みるメーカが多い。しかしながら、この場合、交換時間のために圧延機の稼動率の低下、作業者等の作業負荷の増大、またゴムワイパーまたはゴムローラ等の材料コストの増大があり、必ずしも経済的でない。
【0011】
上記(2)項に記載の鋼鉄製のローラを備えた付着物除去装置は、(1)項に記載のゴムワイパーまたはゴムローラを備えた付着物除去装置の場合よりも圧延油の除去性能は若干劣る。しかしながら、鉄鋼製ローラは高硬度であるため被圧延金属帯の表裏面と接触する部分の交換頻度が少なく、また傷の発生が少ないという理由で鋼鉄製のローラを備えた付着物除去装置を採用しているメーカは多い。この鋼鉄製のローラを備えた付着物除去装置は、上記のとおり、特開昭63−309317号公報、再公表特許WO00/59652号公報に記載されているが、後述するような解決すべき課題がある。以下、この2公報に記載されてなる従来例を順次説明する。
【0012】
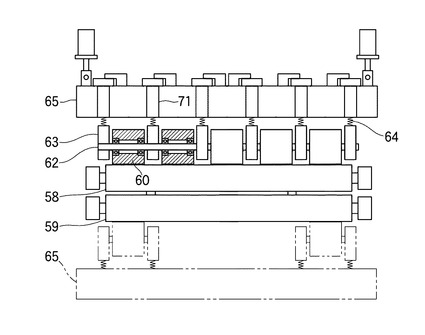
特開昭63−309317号公報に記載されてなる従来例1に係る付着物除去装置(ワイパー装置)を、その模式的軸方向の断面図の図8を参照しながら以下に説明する。
上下のワイパーロール58,59それぞれは2本の軸62を介してサドル63で支持され、軸62の長手方向に所定の間隔で配設されてなる複数のバックアップローラ60でバックアップされている。これらバックアップローラ60を支持する複数のサドル63のそれぞれはフレーム65に設けられたスリーブ71に一端側が固着されたバネ64により上下のワイパーロール58,59の方向に付勢されるように構成されている。つまり、これらバックアップローラ60は、バネ64の弾発力によりワイパーロール58,59に押付けられるように構成されている。これにより、上下のワイパーロール58,59の小径化が可能になって慣性が小さくなるため、被圧延金属帯の移動加減速に容易に追従することができる。従って、ワイパーロール58,59がスリップしなくなるため、被圧延金属帯の表裏面への傷の発生が防止される。また、ワイパーロール58,59の撓み量はバックアップローラ60で軽減され、さらにバネ64の設定長さを調整することにより、ワイパーロール58,59を理想的なフラット状態に調整することができる。
【0013】
ところで、この従来例1に係る付着物除去装置(ワイパー装置)は、バネ64の長さをねじのねじ込み量により調整する構成になっているため、バックアップローラ60の押付け力を変更するには、各バネ64の長さを個別に調整する必要がある。因みに、この例では上下で計24本のバネ64が設けられていて調整個所が多いため、調整に多大な時間を要するだけでなく、調整精度の点においても問題がある。また、押付力は被圧延金属帯の材質により変更することが好ましい。弾性流体潤滑(EHL)理論からよく理解されるように、押付け力は大きいほど好ましいので、被圧延金属帯の材質の降伏応力よりも若干低目が理想である。そのため、パス毎に圧下される被圧延金属帯の材質の降伏応力は一様ではなく、パス毎に高くなるため、パスごとに押付け力を変更することが好ましいが、パス毎の押付け力の変更の実施は困難である。さらに、ワイパーロール58,59の撓み量はバックアップローラ60の押付け力だけでなく、被圧延金属帯の幅によっても大きく左右されるため、被圧延金属帯の幅が変化する度に押付け力を変更する必要があるが、これも上記と同様に困難である。特に、多品種の被圧延金属帯を圧延製造するメーカで実施する場合には、調整がより困難である。
【0014】
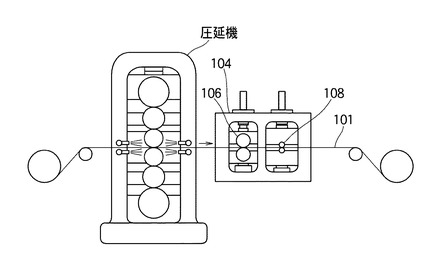
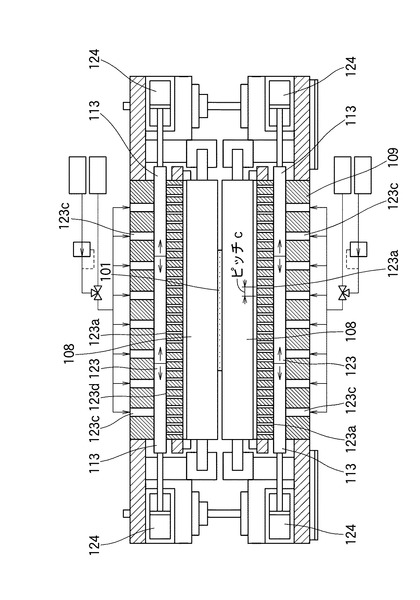
再公表特許WO00/59652号公報に記載されてなる従来例2に係る付着物除去装置(ストリップワイパー装置)の概要を、添付図面を参照しながら順次説明する。図9はエア軸受式のストリップワイパー装置を組み込んだ6段冷間圧延設備の模式的正面図、図10はエア軸受式のローラワイパーを組込んだ6段冷間圧延設備のストリップワイパー装置の第二のストリップワイパーの軸方向断面図である。
【0015】
この従来例2に係るストリップワイパー装置104は、2組設けられている。ストリップワイパー装置104の入側に第一のストリップワイパーが設けられ、出側に第二のストリップワイパーが設けられている。ストリップワイパー装置104の入側に設けられている第一のストリップワイパーには、粗切りロール106がストリップの上下に一対設けられている。また、ストリップワイパー装置104の出側に設けられている第二のストリップワイパーには、後述する仕上げワイパーロール108がストリップ101の上下に一対設けられている。前記仕上げワイパーロール108は、図10に示すように、スラスト受部によって軸方向にずれないように構成されている。仕上げワイパーロール108を静圧支持するための隙間123dを有する静圧軸受109が配置され、静圧軸受109のロール側に第一のエア供給穴123aが設けられている。この第一のエア供給穴123aにエアが供給されて間隙123dを介して仕上げワイパーロール108が回転可能に静圧支持されている。この第一のエア供給穴123aは、ほぼロール半径方向でロール軸心に向うように形成され、ロール円周方向で2つ、ロール軸方向で複数形成されている。
【0016】
第一のエア供給穴123aにエアが供給される前に一旦、エア分配穴123にエアが供給される。この第一のエア供給穴123aはロール軸方向に貫通した一つの空気部屋が形成されている。つまり、エアは、エア分配穴123から複数のエア供給穴123aを通って間隙123dに送り込まれる。そして、エア分配穴123には、ロール軸方向で両側に調整棒113が設けられている。この調整棒113は、エアシリンダ124によりエア分配穴123内をロール軸方向に移動され、ロール軸方向(被圧延金属帯幅方向)におけるエア供給領域の調整が行われるようになっている。前記エア分配穴123には、外部から第二のエア供給穴123cを通して空気が供給される。この第二のエア供給穴123cは静圧軸受外側で、ほぼロール半径方向に設けられている。また、第二のエア供給穴123cはロール軸方向で複数設けられている。
【0017】
上記構成になる従来例2に係るストリップワイパー装置104によれば、被圧延金属帯の表裏面に付着している圧延油の多くは入側の第一のストリップワイパーの粗切りロール106により、残りの圧延油は第二のストリップワイパーの仕上げワイパーロール108によって除去される。この第二のストリップワイパーでは、静圧軸受109の背面から複数個所のエア供給穴123cを通して供給された高圧のエアが、中間のエア分配穴123から、さらに小さいピッチcで設けられたオリフィスを通って仕上げワイパーロール108に供給され、浮上力が発生する。この浮上力が仕上げワイパーロール108の押付力Pとなる。そして、エア分配穴123に設けられている調整軸113を移動させてオリフィスへのエアの供給幅を調整することにより、仕上げワイパーロール108の静圧軸受109のエアによる浮上力がかかる範囲が調整されるので、被圧延金属帯の幅(板幅b)に対応することができる。
【0018】
この従来例2に係るストリップワイパー装置104の場合、第一のストリップワイパーの粗切りロール106はバックアップされていないため、粗切りロール106の大径化により慣性が大きくならざるを得ない。従って、被圧延金属帯の移動加減速に容易に追従することが困難になって粗切りロール106がスリップする可能性が大きく、被圧延金属帯の表裏面に傷が発生する恐れがある。また、第二のストリップワイパーの仕上げワイパーロール108の場合、エア分配穴123に設けられている調整軸113を移動させてオリフィスへのエアの供給幅を調整することにより、被圧延金属帯の幅(板幅b)に容易に対応することができるという利点がある。しかしながら、仕上げワイパーロール108の長手方向の所定長さ領域毎の押付力を領域別に調整することができないため、被圧延金属帯の幅方向の押付力を調整できないという問題がある。
【0019】
従って、本発明の目的は、被圧延金属帯の表裏面への傷発生を防止することができ、ワイパーロールの被圧延金属帯に対する押付力を容易、かつ精度よく調整することができ、ワイパーロールの長手方向の所定長さ領域毎の撓み量を個別に調整することができるのに加えて、被圧延金属帯の幅(板幅b)の変化に容易に対応することができる被圧延金属帯の付着物除去装置を提供することである。
【課題を解決するための手段】
【0020】
本発明者は、複数のバックアップローラを個別に、しかも自動的にワイパーロールの方向に移動させ、かつ押付力を可変とする構成にすることで、上記目的を達成することが可能になる被圧延金属帯の付着物除去装置を具現したものである。
【0021】
従って、本発明の請求項1に係る被圧延金属帯の付着物除去装置が採用した手段は、圧延機の被圧延金属帯の出側であって被圧延金属帯の上下に相対して配設され、被圧延金属帯の表裏面に付着している付着物を除去する上部および下部ワイパーロールと、これら上部および下部ワイパーロールを支持すると共に、これら上部および下部ワイパーロールに対する押付力を調整するバックアップローラ装置を備えてなり、このバックアップローラ装置は、上部および下部ワイパーロールの長手方向に分散配置され、上部および下部ワイパーロールに転圧する複数のバックアップローラと、上部および下部ワイパーロールの長手方向に分散配置され、複数のバックアップローラを支持すると共に、上部および下部ワイパーロールの被圧延金属帯に対する押圧力が可変となるように上部および下部ワイパーロールに対する押付力を調整する複数の流体圧伸縮手段と、複数の流体圧伸縮手段それぞれの伸縮を個別に制御する伸縮量調整手段とを備えてなることを特徴とするものである。
【0022】
また、本発明の請求項2に係る被圧延金属帯の付着物除去装置が採用した手段は、請求項1に記載の被圧延金属帯の付着物除去装置において、前記流体圧伸縮手段は、流体圧シリンダであることを特徴とするものである。
【0023】
また、本発明の請求項3に係る被圧延金属帯の付着物除去装置が採用した手段は、請求項2に記載の被圧延金属帯の付着物除去装置において、前記伸縮量調整手段は、前記流体圧シリンダを含む流体圧回路に設けられる電磁比例弁と、圧力検出器とから構成されてなることを特徴とするものである。
【0024】
また、本発明の請求項4に係る被圧延金属帯の付着物除去装置が採用した手段は、請求項1乃至3のうちの何れか一つの項に記載の被圧延金属帯の付着物除去装置において、前記上部および下部ワイパーロールの被圧延金属帯の出側に配設される付着物量測定手段と、この付着物量測定手段により測定される付着物残量が予め設定した範囲内の付着物残量になるように、流体圧伸縮手段の上部および下部ワイパーロールに対する押付力を制御するコントローラとからなる付着物残量制御回路を設けたことを特徴とするものである。
【発明の効果】
【0025】
本発明の請求項1乃至4に係る被圧延金属帯の付着物除去装置では、伸縮量調整手段により、上部および下部ワイパーロールの長手方向に分散配置された複数の流体圧伸縮手段それぞれの伸縮を個別に制御することにより、複数のバックアップローラを個別に上部および下部ワイパーロールに押付けることができる。
【0026】
従って、本発明の請求項1乃至4に係る被圧延金属帯の付着物除去装置によれば、上部および下部ワイパーロールはバックアップローラによりバックアップされていて、上部および下部ワイパーロールを小径にすることができる。従って、上部および下部ワイパーロールの慣性小さく、被圧延金属帯の移動加減速に容易に追従することができ、ワイパーロールがスリップしなくなるため、被圧延金属帯の表裏面への傷の発生を防止することができる。また、複数の流体圧伸縮手段を個別に制御することができるから、ワイパーロールの被圧延金属帯に対する押付力を容易、しかも精度よく調整することができ、そしてワイパーロールの長手方向の所定長さ領域毎の撓み量を個別に調整することができるのに加えて、被圧延金属帯の幅の変更に容易に対応することができる。
【0027】
また、本発明の請求項4に係る被圧延金属帯の付着物除去装置によれば、コントローラにより、付着物量測定手段により測定される付着物残量が予め設定した範囲内の付着物残量になるように制御される。従って、被圧延金属帯上の付着物残量を適正量以下にした状態で巻取られるので、巻取り装置により精度よく被圧延金属帯を巻き取ることができる。
【発明を実施するための最良の形態】
【0028】
以下、本発明の実施の形態に係る被圧延金属帯の付着物除去装置(以下、ワイパー装置という。)を、添付図面を参照しながら説明する。図1は本発明の実施の形態1に係るワイパー装置を備えた圧延設備の模式的構成説明図、図2は本発明の実施の形態1に係るワイパー装置を被圧延金属帯の出側から見た軸方向の断面図、図3は本発明の実施の形態1に係るワイパー装置の流体圧回路(以下、油圧回路という。)図である。図4は本発明の実施の形態2に係るワイパー装置の油圧回路図、図5は本発明の実施の形態3に係るワイパー装置の油圧回路図である。また、図6は本発明の実施の形態4に係るワイパー装置を備えた圧延設備の模式的構成説明図、図7は本発明の実施の形態4に係るワイパー装置のパス毎の制御フロー図である。
【0029】
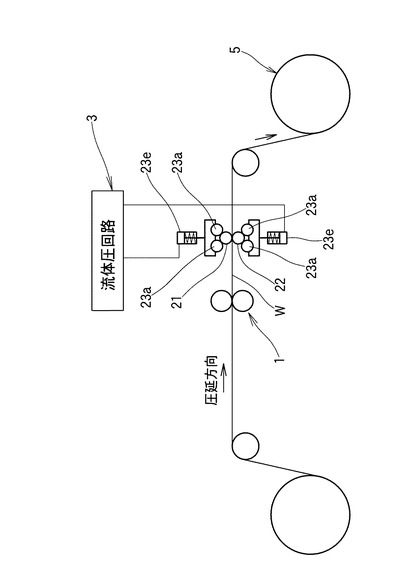
以下、本発明の実施の形態1に係るワイパー装置を、図1乃至図3を順次参照しながら説明する。図1に示す符号1は圧延機であって、この圧延機1により圧延された被圧延金属帯Wは、この圧延機1の被圧延金属帯Wの出側に設けられた、後述する構成になるワイパー装置2に送られる。そして、被圧延金属帯Wの表裏面に付着している圧延油が除去された後、巻取り装置5によって巻き取られるように構成されている。なお、図1に示す符号3は、ワイパー装置2の流体圧伸縮手段である単動式油圧シリンダ23eの作動を制御するための、後述する油圧回路である。なお、本図は、一方向の圧延に対応する圧延機の図であって、リバース圧延に対応する圧延機では、圧延機に対して左右に配置される(図は省略)。
【0030】
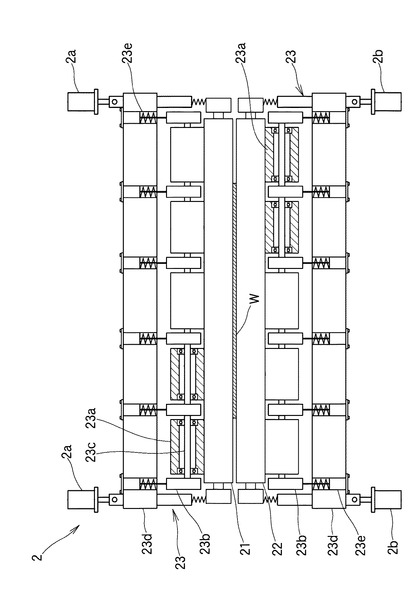
前記ワイパー装置2は、図2に示すように構成されている。即ち、圧延機1で圧延された被圧延金属帯Wの表裏面に転圧され、この被圧延金属帯Wの表裏面に付着している圧延油(付着物)を除去する上部ワイパーロール21および下部ワイパーロール22と、これら上部および下部ワイパーロール21,22を支持すると共に、これら上部および下部ワイパーロール21,22に対する押付力を調整するバックアップローラ装置23を備えている。このバックアップローラ装置23は、上部および下部ワイパーロール21,22の長手方向(ワイパーロールの回転軸と平行な方向)に分散配置され、上部および下部ワイパーロール21,22に転圧する複数のバックアップローラ23aを備えている。これらバックアップローラ23aは、同じく上部および下部ワイパーロール21,22の長手方向に分散配置され、これらバックアップローラ23aの各々を挟む状態に配設されてなる複数のサドル23bにローラ支持軸23cを介して支持されている。なお、この実施の形態1に係るワイパー装置2の場合には、バックアップローラ23aは、上部および下部ワイパーロール21,22の長手方向に5個設けられているが、特に5個に限定されるものではない。上部および下部ワイパーロール21,22の長手方向の押付力をより細部にわたって制御することが要求される場合には、その程度に応じてバックアップローラ23aの数を変えてもよい。
【0031】
また、前記バックアップローラ装置23は、上下一対のフレーム23dを備えている。
これらフレーム23dのそれぞれには、それらの長手方向に所定の間隔を隔てて配設され、ヘッド側の圧力室に圧油が供給されると伸長する一方、ヘッド側の圧力室から圧油が排出されるとバネ力により縮小する伸縮ロッドを備えた複数の単動式油圧シリンダ23eを備えている。そして、これら単動式油圧シリンダ23eそれぞれの伸縮ロッドの先端に前記サドル23bが支持されている。つまり、単動式油圧シリンダ23eの伸縮ロッドの伸長により、バックアップローラ23aが上部および下部ワイパーロール21,22に押付けられ、また縮小により上部および下部ワイパーロール21,22から離反するように構成されている。
【0032】
前記油圧回路3は、第1油圧ライン31を備えている。この第1油圧ライン31は、アクチュエータポートA(閉塞)とアクチュエータポートBを有する2位置4ポートの電磁切換弁32のアクチュエータポートBから、サドル23bを介して上部のバックアップローラ23aを押下げて上部ワイパーロール21に押付ける上部の単動式油圧シリンダ23eのヘッド側圧力室に連通している。前記電磁切換弁32のポンプポートPには図示しない圧油供給源から作動油供給ライン33が連通している。この作動油供給ライン33には電磁比例弁33aが介装されると共に、この電磁比例弁33aから出た作動油の圧力を検出する圧力検出器33bが設けられている。また、前記圧力検出器33bで検出される圧力が予め設定した圧力にならように、前記電磁比例弁33aを制御するコントローラ33cが設けられている。さらに、前記電磁切換弁32のタンクポートTから図示しない作動油タンクに作動油戻りライン34が連通している。
【0033】
また、前記油圧回路3は、第2油圧ライン35を備えている。この第2油圧ライン35は、アクチュエータポートA(閉塞)とアクチュエータポートBを有する2位置4ポートの電磁切換弁36のアクチュエータポートBから、サドル23bを介して下部のバックアップローラ23aを押上げて下部ワイパーロール22に押付ける下部の単動式油圧シリンダ23eのヘッド側圧力室に連通している。前記電磁切換弁36のポンプポートPには図示しない圧油供給源から作動油供給ライン37が連通している。この作動油供給ライン37には電磁比例弁37aが介装されると共に、この電磁比例弁37aから出た作動油の圧力を検出する圧力検出器37bが設けられている。また、前記圧力検出器37bで検出される圧力が予め設定した圧力にならように、前記電磁比例弁37aを制御するコントローラ33cが設けられている。さらに、前記電磁切換弁36のタンクポートTから図示しない作動油タンクに作動油戻りライン38が連通している。
【0034】
ところで、この油圧回路3においては、上下一対の単動式油圧シリンダ23eのヘッド側圧力室に作動油を給排する構成を述べたが、本実施の形態1においては、図1と図2とから良く理解されるように、このような油圧ラインは、12組設けられている。なお、第1油圧ライン31および第2油圧ライン35それぞれの電磁切換弁と単動式油圧シリンダ23eの間に介装されなるものは、単動式油圧シリンダ23eの伸長速度を制御する伸長速度制御弁Vc1と、縮小速度を制御する縮小速度制御弁Vc2である。
【0035】
以下、本発明の実施の形態1に係るワイパー装置2の作用態様を説明する。コントローラ33cで電磁比例弁33a,37aの圧油の圧力が制御される。そして、この圧油が電磁切換弁32,36のソレノイドの励磁により切換られると、第1,2油圧ライン31,35を介して上下部の単動式油圧シリンダ23eのヘッド側圧力室に圧油が供給され、上下部の単動式油圧シリンダ23eに押下げ、押上げ力が発生する。これら単動式油圧シリンダ23eに発生した押下げ、押上げ力は、サドル23b、ローラ支持軸23c、バックアップローラ23a、および上下部ワイパーロール21,22を介して被圧延金属帯Wに伝達される。上下部ワイパーロール21,22の被圧延金属帯Wに対する押付力は、上記のとおり、被圧延金属帯Wが圧延されることがないよう、被圧延材の降伏応力よりも若干低めに設定される。
【0036】
ところで、各上下12対の単動式油圧シリンダ23eを共に一律の押付力(線圧)にした場合には、上下部ワイパーロール21,22の撓みにより、被圧延金属帯Wの幅方向の端部が中央部分より強圧下され、被圧延金属帯Wの幅方向の端部のみが圧延されるという現象が発生する。そのため、被圧延金属帯Wの幅方向の端部近傍に対応する位置の上下部の単動式油圧シリンダ23eに供給される圧油の設定圧は、中央部分の上下部の単動式油圧シリンダ23eに供給される圧油の設定圧よりも低圧に設定される。このような圧油の設定圧は、梁弾性理論、弾性流体潤滑(EHL)理論、板と円筒の接触幅を得る弾性理論によって、プレセッティングしておき、実機での現象の結果から修正するのが好ましい。
また、被圧延金属帯Wの幅に応じて設定値が変わるので、テーブルで設定圧力をパターン化しておけば良い。なお、上部のフレーム23dの端部に設けられてなる一対の上部ユニット用シリンダ2aおよび下部のフレーム23dの端部に設けられてなる一対の下部ユニット用シリンダ2bは、上下部のフレーム23dを昇降させるものであり、直接これらシリンダ2a,2bにより被圧延金属帯Wに押付力が作用しないようにストローク調整されるものである。
【0037】
上下部ワイパーロール21,22の撓み量は、押付力だけでなく、上記のとおり、被圧延金属帯Wの幅に応じて大きく左右されるが、本発明の実施の形態1に係るワイパー装置2によれば、被圧延金属帯Wの幅が変化する度に各単動式油圧シリンダ23eの伸縮ロッドの伸縮により、上下部ワイパーロール21,22の押付力をこれら上下部ワイパーロール21,22の長手方向(被圧延金属帯Wの幅方向)に迅速、かつ精度良く変化させることができる。つまり、本発明の実施の形態1に係るワイパー装置2によれば、各単動式油圧シリンダ23の伸縮ロッドの伸縮方向に一律の圧力制御しかできない従来技術とは異なり、局部の圧油の圧力を制御することができる。従って、特に多品種の被圧延金属帯を製造するメーカの場合においては、押付力調整の容易化により、労力の低減と生産性の大幅な向上に寄与することができるという優れた効果を得ることができる。
【0038】
ところで、本発明の実施の形態1の場合には、流体として油(作動油)を用いるようにしているが、特に油(作動油)でなければならない訳ではなく、例えば水、空気等の流体や水とグリセリンとの混合液などの他の液体を用いることもできる。また、本発明の実施の形態1の場合には、流体圧伸縮手段として単動式油圧シリンダ23eを用いた。しかしながら、このような単動式油圧シリンダ23eに限ることなく、例えば後述する実施の形態2に係る構成にすることができる。
【0039】
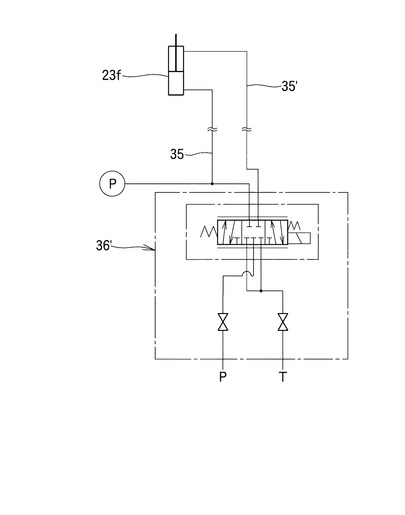
以下、本発明の実施の形態2に係るワイパー装置2の油圧回路3の構成を、図4(実施の形態1と同一のものに同一符号を付している。)を参照しながら説明する。即ち、この実施の形態2に係る油圧回路3は、上下の単動式油圧シリンダ23eのそれぞれを複動式油圧シリンダ23fに置換されている。そして、電磁切換弁32のアクチュエータポートAから上部の複動式油圧シリンダ23fのロッド側圧力室に第1副油圧ライン31′を連通させ、電磁切換弁36のアクチュエータポートAから下部の複動式油圧シリンダ23fのロッド側圧力室に第1副油圧ライン31′が連通している。また、電磁切換弁36のアクチュエータポートAから下部の複動式油圧シリンダ23fのロッド側圧力室に第2副油圧ライン35′が連通している。油圧回路3を、このような構成にしても、上記実施の形態1の場合と同等の効果を得ることができる。但し、上記実施の形態1のように、単動式油圧シリンダ23eを用いると、油圧回路3の油圧ホースや配管が少なくて済むため、油圧回路のコスト低減にとって好ましい。なお、本発明の実施の形態2では、第1油圧ライン31および第2油圧ライン35それぞれの電磁切換弁と複動式油圧シリンダ23fの間に伸長速度制御弁Vc1が介装され、また第1副油圧ライン31′および第2副油圧ライン35′それぞれの電磁切換弁と複動式油圧シリンダ23fの間に縮小速度制御弁Vc2が介装されている。
【0040】
以下、本発明の実施の形態3に係るワイパー装置2の油圧回路3の構成を、図5(実施の形態2と同一のものに同一符号を付している。)を参照しながら説明する。即ち、この実施の形態3の場合は、下部の複動式油圧シリンダ23fのヘッド側圧力室と、ロッド側圧力室とに、スリーブとこのスリーブに摺動移動可能に嵌合されてなるスプールを備え、これらスリーブとスプールの所定量の移動により所定の圧力を得ることができる電磁弁を備えた周知のサーボ弁36′により作動油を給排するようにしたものである。このような構成にしても、上記実施の形態1の場合と同等の効果を得ることができる。
【0041】
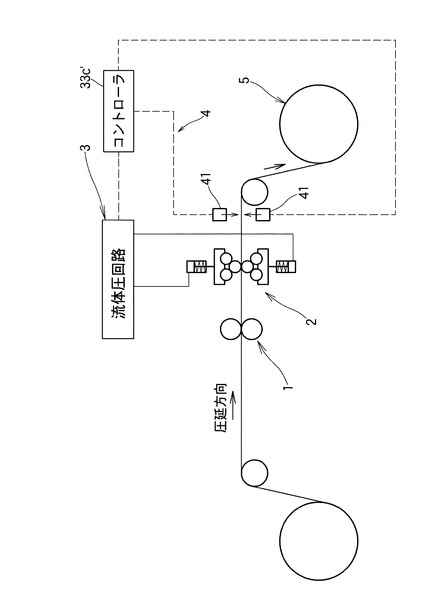
以下、本発明の実施の形態4に係るワイパー装置を、図6および図7を順次参照しながら説明する。本実施の形態4が上記実施の形態1と相違するところは、図6と図1との比較において良く理解されるように、被圧延金属帯Wの表裏面に付着している付着物残量、つまり付着油残量が予め設定した範囲内になるように、単動式油圧シリンダ23eに供給する圧油の圧力を調整して、単動式油圧シリンダ23eの押付力を制御する付着物残量制御回路4を付加したところにある。
【0042】
即ち、本発明の実施の形態4に係るワイパー装置2の付着物残量制御回路4は、このワイパー装置2による圧延油除去後の被圧延金属帯Wの表裏面に付着している圧延油の残油量(または油膜の厚さ)を測定する、付着物量測定手段である油量測定器41を備えている。この油量測定器41は、ワイパー装置2と巻取り装置5との間に設けられており、そしてこの油量測定器41で測定される付着油残量が予め設定した範囲内になるように、単動式油圧シリンダ23eに供給する圧油の圧力を調整するために、電磁比例弁33aを制御するコントローラ33c′とから構成されている。これにより、付着物残量を許容量(予め設定した範囲)以下になるように制御することができる。油量測定器41は、被圧延金属帯Wの幅方向に流体圧伸縮手段としての単動式油圧シリンダ23eと同数(同シリンダと圧延方向に並ぶように)設けるのが好ましい。
【0043】
本発明の実施の形態4に係るワイパー装置2の作用態様を、図7を参照しながら説明する。先ず、ステップS1において、単動式油圧シリンダ23eに供給する圧油の初期設定圧力P1が設定され、ステップS2に進む。
【0044】
ステップS2において、被圧延金属帯Wの表裏面の目標とする圧延油の目標残油量Aを設定して、ステップS3に進んで圧延機による被圧延材の圧延をスタートする。
【0045】
ステップS3において、油量測定器41により被圧延金属帯Wの表裏面に付着している圧延油の残油量Bを測定して、ステップS4に進む。
【0046】
ステップS4において、コントローラ33cで目標残油量Aと測定残油量Bとの大小を比較し、目標残油量A>測定残油量Bであって、測定残油量Bが目標残油量Aよりも少ないYesの場合にはステップS5に進む。
【0047】
ステップS5において、単動式油圧シリンダ23eに供給する圧油の初期設定圧力P1をT秒間(例えば、0.05秒間)キープし、T秒間後にS3に戻り、被圧延金属帯Wの表裏面に付着している圧延油の残油量Bを測定し、ステップS4に進む。
【0048】
一方、ステップS4において、コントローラ33cで目標残油量Aと測定残油量Bとの大小を比較し、目標残油量A>測定残油量Bでなく、測定残油量Bが目標残油量Aよりも多いNoの場合にはステップS6に進む。
【0049】
ステップS6において、単動式油圧シリンダ23eに供給する圧油の圧力を初期設定圧力P1より高圧のP2(=P1×α、α>1)に設定して、前記ステップS3の前に戻る。
なお、ステップS3以降は、そのパスの圧延終了まで継続される。
【0050】
本発明の実施の形態4の付着物残量制御回路4を備えたワイパー装置2によれば、特に単動式油圧シリンダ23eに供給する圧油の圧力を各単動式油圧シリンダ23e毎に、自動的に個別に調整されるため、被圧延金属帯の幅方向に一律の圧力制御しかできない従来例と異なり、局部の油量もコントロールすることが可能になる。なお、この形態4の場合には、単動式油圧シリンダを用いたが、複動式油圧シリンダを用いても同等の機能を発揮することができる。
【0051】
なお、以上の実施の形態1乃至4においては、図1,6から良く理解されるように、上下部ワイパーロールのそれぞれを、2セットのバックアップローラで押下げ、押上げる場合を例として説明したが、上下部ワイパーロールのそれぞれを、1セットのバックアップローラで押下げ、押上げる構成であって良いので、バックアップローラのセット数に限定されるものではない。
【図面の簡単な説明】
【0052】
【図1】本発明の実施の形態1に係るワイパー装置を備えた圧延設備の模式的構成説明図である。
【図2】本発明の実施の形態1に係るワイパー装置を被圧延金属帯の出側から見た軸方向の断面図である。
【図3】本発明の実施の形態1に係るワイパー装置の油圧回路図である。
【図4】本発明の実施の形態2に係るワイパー装置の油圧回路図である。
【図5】本発明の実施の形態3に係るワイパー装置の油圧回路図である。
【図6】本発明の実施の形態4に係るワイパー装置を備えた圧延設備の模式的構成説明図である。
【図7】本発明の実施の形態4に係るワイパー装置のパス毎の制御フロー図である。
【図8】従来例1(特開昭63−309317号公報)に係るワイパー装置の模式的軸方向の断面図である。
【図9】従来例2(再公表特許WO00/59652号公報)に係り、エア軸受式のストリップワイパー装置を組み込んだ6段冷間圧延設備の模式的正面図である。
【図10】従来例2に係り、エア軸受式のローラワイパーを組込んだ6段冷間圧延設備のストリップワイパー装置の第二のストリップワイパーの軸方向断面図である。
【符号の説明】
【0053】
1…圧延機
2…ワイパー装置
21…上部ワイパーロール,22…下部ワイパーロール,23…バックアップローラ装置,23a…バックアップローラ,23b…サドル,23c…ローラ支持軸,23d…フレーム,23e…単動式油圧シリンダ,23f…複動式油圧シリンダ
3…油圧回路
31…第1油圧ライン,31′…第1副油圧ライン,32…電磁切換弁,33…作動油供給ライン,33a…電磁比例弁,33b…圧力検出器,33c…コントローラ,34…作動油戻りライン,35…第2油圧ライン,35′…第2副油圧ライン,36…電磁切換弁,36′…サーボ弁,37…作動油供給ライン,37a…電磁比例弁,37b…圧力検出器,38…作動油戻りライン
4…付着物残量制御回路、41…油量測定器,33c′…コントローラ
W…被圧延金属帯
Vc1…伸長速度制御弁
Vc2…縮小速度制御弁
【技術分野】
【0001】
本発明は、被圧延金属帯の付着物除去装置に係り、より詳しくは、圧延機の被圧延金属帯の出側に配設され、圧延機で圧延された被圧延金属帯の表裏面に付着している圧延潤滑油等の液体状の付着物を除去する被圧延金属帯の付着物除去装置に関するものである。
【背景技術】
【0002】
圧延機により被圧延材を圧延するに際しては、圧延する被圧延材と圧延機のワークロールとを冷却(焼付きの防止)したり、圧延効率を向上させたり、あるいは被圧延材の表裏面に付着している異物を除去したりするために、圧延機に圧延潤滑油(以下、圧延油という)が供給される。そして、圧延機により圧延された被圧延金属帯(ストリップ)を巻取り装置によって巻き取る前に、被圧延金属帯の表裏面に付着している圧延油を除去するようにしている。このように、被圧延金属帯の表裏面に付着している圧延油を除去する理由は、下記のとおりである。
【0003】
即ち、圧延油が表裏面に付着している被圧延金属帯を巻取り装置で巻き取ると、圧延油のために巻き取られた被圧延金属帯の巻層間の摩擦係数が小さくなっているために、被圧延金属帯がコイルの幅方向にずれるという不具合が発生するからである。このずれ量が大きいと、巻取り中の被圧延金属帯が巻取り装置に衝突したり、被圧延金属帯が竹の子状に巻き取られたり、あるいは被圧延金属帯が破断したりするというような問題が生じるために、被圧延金属帯の製造に支障が生じる。
【0004】
被圧延金属帯の表裏面に付着している圧延油を除去する付着物除去装置としては、後述するようなものが知られている。
(1)圧延機の被圧延金属帯の出口側に、被圧延金属帯の上下方向からゴム等の弾性体からなる表面層を有するホース(以下、ゴムワイパーという)、またはゴムローラを押付けて圧延油を除去する方式の付着物除去装置。
(2)圧延機の被圧延金属帯の出口側に、被圧延金属帯の上下方向から鋼鉄製のローラを押付けて圧延油を除去する方式の付着物除去装置(特許文献1、特許文献2参照。)。
(3)圧延機の被圧延金属帯の出口側に、被圧延金属帯の上下方向から不織布等の多孔質の表面層を有する吸引ローラ(以下、多孔質吸引ローラという)を押付けて圧延油を除去する方式の付着物除去装置。
(4)圧延機の被圧延金属帯の出口側に、エア噴射ノズルを設置し、噴射エアにて被圧延金属帯の表裏面に付着している圧延油を飛散させる方式の付着物除去装置。
(5)圧延機の被圧延金属帯の出口側に、吸引ノズルを設置し、被圧延金属帯の表裏面に付着している圧延油を吸引除去する方式。
(6)前記(1)〜(5)項に記載の方式を適宜に組合わせて除去する方式の付着物除去装置。
【特許文献1】特開昭63−309317号公報
【特許文献2】再公表特許WO00/59652号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のような被圧延金属帯の付着物除去装置は、何れも5.0〜0.01mmの板厚の被圧延金属帯を圧延する圧延機には広く採用されているが、しばしば下記のような不具合が発生している。例えば、0.1mm以下の板厚の被圧延金属帯に不具合が発生し、特に高品位材料に顕著に現れる。なお、高品位材料の材質とは、例えばステンレス鋼、銅または銅合金、アルミニウムまたはアルミニウム合金等の箔用の圧延材である。以下、被圧延金属帯に発生する不具合を具体的に説明する。
【0006】
(a)上記(4)項に記載のエア噴射ノズルを備えた付着物除去装置、(5)項に記載の吸引ノズルを備えた付着物除去装置以外の付着物除去装置は、全て被圧延金属帯との接触によって圧延油を除去する方式であり、被圧延金属帯の表裏面に有害な表面傷を発生させる。例えば、上記(1)項に記載のゴムワイパーまたはゴムローラを備えた付着物除去装置や(2)項に記載の鋼鉄製のローラを備えた付着物除去装置の場合においては、ゴムワイパーまたはゴムローラ、鋼鉄製のローラの押付け力が大きいほど圧延油の除去性能が向上する。しかしながら、被圧延金属帯に引っかき傷が発生し、板厚が0.1mm以下の極薄の被圧延金属帯では破断に至ることがある。
【0007】
(b)一方、上記(4)項に記載のエア噴射ノズルを備えた付着物除去装置、(5)項に記載の吸引ノズルを備えた付着物除去装置においては、ノズルを被圧延金属帯の表裏面により接近させることが、圧延油の除去性能の向上に貢献する。しかしながら、圧延中に被圧延金属帯と接触するのを避けるため、ノズルを被圧延金属帯の表裏面から数mm以下の位置に接近させることは困難である。ノズルは、通常、被圧延金属帯の表裏面から数十mm離れた位置に固定されていて、エアの噴射エネルギー、エアの吸引エネルギーが分散されるため、満足し得る圧延油除去性能を得ることが困難である。また、たとえノズルが被圧延金属帯の表裏面から数mm離れた位置に固定されていたとしても、エアの噴射方向、エアの吸引方向によっては、被圧延金属帯を振動させる要因の一つとなる。そして、振動が圧延機のワークロールの近傍まで到達すると、被圧延金属帯に光沢むらが発生するという不具合が発生する。さらに、被圧延金属帯の圧延方向出側のワークロール端にエアを噴射することも行われているが、その際、圧延油は被圧延金属帯の圧延方向入り側にのみ噴射されているため、被圧延金属帯の出入り側の両側から噴射する場合に比較して、被圧延金属帯の圧延効率や冷却性能が劣るという問題もある。
【0008】
(c)上記(3)項に記載の多孔質吸引ローラを備えた付着物除去装置においては、特に表面層が不織布であれば、被圧延金属帯の表面での引っかき傷の発生量を少なくすることが可能である。しかしながら、多孔質吸引ローラの孔詰まりによる圧延油の除去性能の低下、メンテナンス性が劣るという問題がある。
【0009】
(d)上記(a),(b),(c)の問題に加えて、上記従来例に係る付着物除去装置の場合にあっては、圧延速度の高速域(400〜600m/min)にて、圧延油の両側噴射において、油除去性能を満足する付着物除去装置は開発されるに至っていないのが現状である。
【0010】
上記従来例には何れも一長一短があり、圧延油の除去性能が最も優れているのは、上記(1)項に記載のゴムワイパーまたはゴムローラを備えた付着物除去装置であるが、被圧延金属帯の表裏面に引っかきが発生するのを防止するために、毎パス毎にゴムワイパーまたはゴムローラを交換することを試みるメーカが多い。しかしながら、この場合、交換時間のために圧延機の稼動率の低下、作業者等の作業負荷の増大、またゴムワイパーまたはゴムローラ等の材料コストの増大があり、必ずしも経済的でない。
【0011】
上記(2)項に記載の鋼鉄製のローラを備えた付着物除去装置は、(1)項に記載のゴムワイパーまたはゴムローラを備えた付着物除去装置の場合よりも圧延油の除去性能は若干劣る。しかしながら、鉄鋼製ローラは高硬度であるため被圧延金属帯の表裏面と接触する部分の交換頻度が少なく、また傷の発生が少ないという理由で鋼鉄製のローラを備えた付着物除去装置を採用しているメーカは多い。この鋼鉄製のローラを備えた付着物除去装置は、上記のとおり、特開昭63−309317号公報、再公表特許WO00/59652号公報に記載されているが、後述するような解決すべき課題がある。以下、この2公報に記載されてなる従来例を順次説明する。
【0012】
特開昭63−309317号公報に記載されてなる従来例1に係る付着物除去装置(ワイパー装置)を、その模式的軸方向の断面図の図8を参照しながら以下に説明する。
上下のワイパーロール58,59それぞれは2本の軸62を介してサドル63で支持され、軸62の長手方向に所定の間隔で配設されてなる複数のバックアップローラ60でバックアップされている。これらバックアップローラ60を支持する複数のサドル63のそれぞれはフレーム65に設けられたスリーブ71に一端側が固着されたバネ64により上下のワイパーロール58,59の方向に付勢されるように構成されている。つまり、これらバックアップローラ60は、バネ64の弾発力によりワイパーロール58,59に押付けられるように構成されている。これにより、上下のワイパーロール58,59の小径化が可能になって慣性が小さくなるため、被圧延金属帯の移動加減速に容易に追従することができる。従って、ワイパーロール58,59がスリップしなくなるため、被圧延金属帯の表裏面への傷の発生が防止される。また、ワイパーロール58,59の撓み量はバックアップローラ60で軽減され、さらにバネ64の設定長さを調整することにより、ワイパーロール58,59を理想的なフラット状態に調整することができる。
【0013】
ところで、この従来例1に係る付着物除去装置(ワイパー装置)は、バネ64の長さをねじのねじ込み量により調整する構成になっているため、バックアップローラ60の押付け力を変更するには、各バネ64の長さを個別に調整する必要がある。因みに、この例では上下で計24本のバネ64が設けられていて調整個所が多いため、調整に多大な時間を要するだけでなく、調整精度の点においても問題がある。また、押付力は被圧延金属帯の材質により変更することが好ましい。弾性流体潤滑(EHL)理論からよく理解されるように、押付け力は大きいほど好ましいので、被圧延金属帯の材質の降伏応力よりも若干低目が理想である。そのため、パス毎に圧下される被圧延金属帯の材質の降伏応力は一様ではなく、パス毎に高くなるため、パスごとに押付け力を変更することが好ましいが、パス毎の押付け力の変更の実施は困難である。さらに、ワイパーロール58,59の撓み量はバックアップローラ60の押付け力だけでなく、被圧延金属帯の幅によっても大きく左右されるため、被圧延金属帯の幅が変化する度に押付け力を変更する必要があるが、これも上記と同様に困難である。特に、多品種の被圧延金属帯を圧延製造するメーカで実施する場合には、調整がより困難である。
【0014】
再公表特許WO00/59652号公報に記載されてなる従来例2に係る付着物除去装置(ストリップワイパー装置)の概要を、添付図面を参照しながら順次説明する。図9はエア軸受式のストリップワイパー装置を組み込んだ6段冷間圧延設備の模式的正面図、図10はエア軸受式のローラワイパーを組込んだ6段冷間圧延設備のストリップワイパー装置の第二のストリップワイパーの軸方向断面図である。
【0015】
この従来例2に係るストリップワイパー装置104は、2組設けられている。ストリップワイパー装置104の入側に第一のストリップワイパーが設けられ、出側に第二のストリップワイパーが設けられている。ストリップワイパー装置104の入側に設けられている第一のストリップワイパーには、粗切りロール106がストリップの上下に一対設けられている。また、ストリップワイパー装置104の出側に設けられている第二のストリップワイパーには、後述する仕上げワイパーロール108がストリップ101の上下に一対設けられている。前記仕上げワイパーロール108は、図10に示すように、スラスト受部によって軸方向にずれないように構成されている。仕上げワイパーロール108を静圧支持するための隙間123dを有する静圧軸受109が配置され、静圧軸受109のロール側に第一のエア供給穴123aが設けられている。この第一のエア供給穴123aにエアが供給されて間隙123dを介して仕上げワイパーロール108が回転可能に静圧支持されている。この第一のエア供給穴123aは、ほぼロール半径方向でロール軸心に向うように形成され、ロール円周方向で2つ、ロール軸方向で複数形成されている。
【0016】
第一のエア供給穴123aにエアが供給される前に一旦、エア分配穴123にエアが供給される。この第一のエア供給穴123aはロール軸方向に貫通した一つの空気部屋が形成されている。つまり、エアは、エア分配穴123から複数のエア供給穴123aを通って間隙123dに送り込まれる。そして、エア分配穴123には、ロール軸方向で両側に調整棒113が設けられている。この調整棒113は、エアシリンダ124によりエア分配穴123内をロール軸方向に移動され、ロール軸方向(被圧延金属帯幅方向)におけるエア供給領域の調整が行われるようになっている。前記エア分配穴123には、外部から第二のエア供給穴123cを通して空気が供給される。この第二のエア供給穴123cは静圧軸受外側で、ほぼロール半径方向に設けられている。また、第二のエア供給穴123cはロール軸方向で複数設けられている。
【0017】
上記構成になる従来例2に係るストリップワイパー装置104によれば、被圧延金属帯の表裏面に付着している圧延油の多くは入側の第一のストリップワイパーの粗切りロール106により、残りの圧延油は第二のストリップワイパーの仕上げワイパーロール108によって除去される。この第二のストリップワイパーでは、静圧軸受109の背面から複数個所のエア供給穴123cを通して供給された高圧のエアが、中間のエア分配穴123から、さらに小さいピッチcで設けられたオリフィスを通って仕上げワイパーロール108に供給され、浮上力が発生する。この浮上力が仕上げワイパーロール108の押付力Pとなる。そして、エア分配穴123に設けられている調整軸113を移動させてオリフィスへのエアの供給幅を調整することにより、仕上げワイパーロール108の静圧軸受109のエアによる浮上力がかかる範囲が調整されるので、被圧延金属帯の幅(板幅b)に対応することができる。
【0018】
この従来例2に係るストリップワイパー装置104の場合、第一のストリップワイパーの粗切りロール106はバックアップされていないため、粗切りロール106の大径化により慣性が大きくならざるを得ない。従って、被圧延金属帯の移動加減速に容易に追従することが困難になって粗切りロール106がスリップする可能性が大きく、被圧延金属帯の表裏面に傷が発生する恐れがある。また、第二のストリップワイパーの仕上げワイパーロール108の場合、エア分配穴123に設けられている調整軸113を移動させてオリフィスへのエアの供給幅を調整することにより、被圧延金属帯の幅(板幅b)に容易に対応することができるという利点がある。しかしながら、仕上げワイパーロール108の長手方向の所定長さ領域毎の押付力を領域別に調整することができないため、被圧延金属帯の幅方向の押付力を調整できないという問題がある。
【0019】
従って、本発明の目的は、被圧延金属帯の表裏面への傷発生を防止することができ、ワイパーロールの被圧延金属帯に対する押付力を容易、かつ精度よく調整することができ、ワイパーロールの長手方向の所定長さ領域毎の撓み量を個別に調整することができるのに加えて、被圧延金属帯の幅(板幅b)の変化に容易に対応することができる被圧延金属帯の付着物除去装置を提供することである。
【課題を解決するための手段】
【0020】
本発明者は、複数のバックアップローラを個別に、しかも自動的にワイパーロールの方向に移動させ、かつ押付力を可変とする構成にすることで、上記目的を達成することが可能になる被圧延金属帯の付着物除去装置を具現したものである。
【0021】
従って、本発明の請求項1に係る被圧延金属帯の付着物除去装置が採用した手段は、圧延機の被圧延金属帯の出側であって被圧延金属帯の上下に相対して配設され、被圧延金属帯の表裏面に付着している付着物を除去する上部および下部ワイパーロールと、これら上部および下部ワイパーロールを支持すると共に、これら上部および下部ワイパーロールに対する押付力を調整するバックアップローラ装置を備えてなり、このバックアップローラ装置は、上部および下部ワイパーロールの長手方向に分散配置され、上部および下部ワイパーロールに転圧する複数のバックアップローラと、上部および下部ワイパーロールの長手方向に分散配置され、複数のバックアップローラを支持すると共に、上部および下部ワイパーロールの被圧延金属帯に対する押圧力が可変となるように上部および下部ワイパーロールに対する押付力を調整する複数の流体圧伸縮手段と、複数の流体圧伸縮手段それぞれの伸縮を個別に制御する伸縮量調整手段とを備えてなることを特徴とするものである。
【0022】
また、本発明の請求項2に係る被圧延金属帯の付着物除去装置が採用した手段は、請求項1に記載の被圧延金属帯の付着物除去装置において、前記流体圧伸縮手段は、流体圧シリンダであることを特徴とするものである。
【0023】
また、本発明の請求項3に係る被圧延金属帯の付着物除去装置が採用した手段は、請求項2に記載の被圧延金属帯の付着物除去装置において、前記伸縮量調整手段は、前記流体圧シリンダを含む流体圧回路に設けられる電磁比例弁と、圧力検出器とから構成されてなることを特徴とするものである。
【0024】
また、本発明の請求項4に係る被圧延金属帯の付着物除去装置が採用した手段は、請求項1乃至3のうちの何れか一つの項に記載の被圧延金属帯の付着物除去装置において、前記上部および下部ワイパーロールの被圧延金属帯の出側に配設される付着物量測定手段と、この付着物量測定手段により測定される付着物残量が予め設定した範囲内の付着物残量になるように、流体圧伸縮手段の上部および下部ワイパーロールに対する押付力を制御するコントローラとからなる付着物残量制御回路を設けたことを特徴とするものである。
【発明の効果】
【0025】
本発明の請求項1乃至4に係る被圧延金属帯の付着物除去装置では、伸縮量調整手段により、上部および下部ワイパーロールの長手方向に分散配置された複数の流体圧伸縮手段それぞれの伸縮を個別に制御することにより、複数のバックアップローラを個別に上部および下部ワイパーロールに押付けることができる。
【0026】
従って、本発明の請求項1乃至4に係る被圧延金属帯の付着物除去装置によれば、上部および下部ワイパーロールはバックアップローラによりバックアップされていて、上部および下部ワイパーロールを小径にすることができる。従って、上部および下部ワイパーロールの慣性小さく、被圧延金属帯の移動加減速に容易に追従することができ、ワイパーロールがスリップしなくなるため、被圧延金属帯の表裏面への傷の発生を防止することができる。また、複数の流体圧伸縮手段を個別に制御することができるから、ワイパーロールの被圧延金属帯に対する押付力を容易、しかも精度よく調整することができ、そしてワイパーロールの長手方向の所定長さ領域毎の撓み量を個別に調整することができるのに加えて、被圧延金属帯の幅の変更に容易に対応することができる。
【0027】
また、本発明の請求項4に係る被圧延金属帯の付着物除去装置によれば、コントローラにより、付着物量測定手段により測定される付着物残量が予め設定した範囲内の付着物残量になるように制御される。従って、被圧延金属帯上の付着物残量を適正量以下にした状態で巻取られるので、巻取り装置により精度よく被圧延金属帯を巻き取ることができる。
【発明を実施するための最良の形態】
【0028】
以下、本発明の実施の形態に係る被圧延金属帯の付着物除去装置(以下、ワイパー装置という。)を、添付図面を参照しながら説明する。図1は本発明の実施の形態1に係るワイパー装置を備えた圧延設備の模式的構成説明図、図2は本発明の実施の形態1に係るワイパー装置を被圧延金属帯の出側から見た軸方向の断面図、図3は本発明の実施の形態1に係るワイパー装置の流体圧回路(以下、油圧回路という。)図である。図4は本発明の実施の形態2に係るワイパー装置の油圧回路図、図5は本発明の実施の形態3に係るワイパー装置の油圧回路図である。また、図6は本発明の実施の形態4に係るワイパー装置を備えた圧延設備の模式的構成説明図、図7は本発明の実施の形態4に係るワイパー装置のパス毎の制御フロー図である。
【0029】
以下、本発明の実施の形態1に係るワイパー装置を、図1乃至図3を順次参照しながら説明する。図1に示す符号1は圧延機であって、この圧延機1により圧延された被圧延金属帯Wは、この圧延機1の被圧延金属帯Wの出側に設けられた、後述する構成になるワイパー装置2に送られる。そして、被圧延金属帯Wの表裏面に付着している圧延油が除去された後、巻取り装置5によって巻き取られるように構成されている。なお、図1に示す符号3は、ワイパー装置2の流体圧伸縮手段である単動式油圧シリンダ23eの作動を制御するための、後述する油圧回路である。なお、本図は、一方向の圧延に対応する圧延機の図であって、リバース圧延に対応する圧延機では、圧延機に対して左右に配置される(図は省略)。
【0030】
前記ワイパー装置2は、図2に示すように構成されている。即ち、圧延機1で圧延された被圧延金属帯Wの表裏面に転圧され、この被圧延金属帯Wの表裏面に付着している圧延油(付着物)を除去する上部ワイパーロール21および下部ワイパーロール22と、これら上部および下部ワイパーロール21,22を支持すると共に、これら上部および下部ワイパーロール21,22に対する押付力を調整するバックアップローラ装置23を備えている。このバックアップローラ装置23は、上部および下部ワイパーロール21,22の長手方向(ワイパーロールの回転軸と平行な方向)に分散配置され、上部および下部ワイパーロール21,22に転圧する複数のバックアップローラ23aを備えている。これらバックアップローラ23aは、同じく上部および下部ワイパーロール21,22の長手方向に分散配置され、これらバックアップローラ23aの各々を挟む状態に配設されてなる複数のサドル23bにローラ支持軸23cを介して支持されている。なお、この実施の形態1に係るワイパー装置2の場合には、バックアップローラ23aは、上部および下部ワイパーロール21,22の長手方向に5個設けられているが、特に5個に限定されるものではない。上部および下部ワイパーロール21,22の長手方向の押付力をより細部にわたって制御することが要求される場合には、その程度に応じてバックアップローラ23aの数を変えてもよい。
【0031】
また、前記バックアップローラ装置23は、上下一対のフレーム23dを備えている。
これらフレーム23dのそれぞれには、それらの長手方向に所定の間隔を隔てて配設され、ヘッド側の圧力室に圧油が供給されると伸長する一方、ヘッド側の圧力室から圧油が排出されるとバネ力により縮小する伸縮ロッドを備えた複数の単動式油圧シリンダ23eを備えている。そして、これら単動式油圧シリンダ23eそれぞれの伸縮ロッドの先端に前記サドル23bが支持されている。つまり、単動式油圧シリンダ23eの伸縮ロッドの伸長により、バックアップローラ23aが上部および下部ワイパーロール21,22に押付けられ、また縮小により上部および下部ワイパーロール21,22から離反するように構成されている。
【0032】
前記油圧回路3は、第1油圧ライン31を備えている。この第1油圧ライン31は、アクチュエータポートA(閉塞)とアクチュエータポートBを有する2位置4ポートの電磁切換弁32のアクチュエータポートBから、サドル23bを介して上部のバックアップローラ23aを押下げて上部ワイパーロール21に押付ける上部の単動式油圧シリンダ23eのヘッド側圧力室に連通している。前記電磁切換弁32のポンプポートPには図示しない圧油供給源から作動油供給ライン33が連通している。この作動油供給ライン33には電磁比例弁33aが介装されると共に、この電磁比例弁33aから出た作動油の圧力を検出する圧力検出器33bが設けられている。また、前記圧力検出器33bで検出される圧力が予め設定した圧力にならように、前記電磁比例弁33aを制御するコントローラ33cが設けられている。さらに、前記電磁切換弁32のタンクポートTから図示しない作動油タンクに作動油戻りライン34が連通している。
【0033】
また、前記油圧回路3は、第2油圧ライン35を備えている。この第2油圧ライン35は、アクチュエータポートA(閉塞)とアクチュエータポートBを有する2位置4ポートの電磁切換弁36のアクチュエータポートBから、サドル23bを介して下部のバックアップローラ23aを押上げて下部ワイパーロール22に押付ける下部の単動式油圧シリンダ23eのヘッド側圧力室に連通している。前記電磁切換弁36のポンプポートPには図示しない圧油供給源から作動油供給ライン37が連通している。この作動油供給ライン37には電磁比例弁37aが介装されると共に、この電磁比例弁37aから出た作動油の圧力を検出する圧力検出器37bが設けられている。また、前記圧力検出器37bで検出される圧力が予め設定した圧力にならように、前記電磁比例弁37aを制御するコントローラ33cが設けられている。さらに、前記電磁切換弁36のタンクポートTから図示しない作動油タンクに作動油戻りライン38が連通している。
【0034】
ところで、この油圧回路3においては、上下一対の単動式油圧シリンダ23eのヘッド側圧力室に作動油を給排する構成を述べたが、本実施の形態1においては、図1と図2とから良く理解されるように、このような油圧ラインは、12組設けられている。なお、第1油圧ライン31および第2油圧ライン35それぞれの電磁切換弁と単動式油圧シリンダ23eの間に介装されなるものは、単動式油圧シリンダ23eの伸長速度を制御する伸長速度制御弁Vc1と、縮小速度を制御する縮小速度制御弁Vc2である。
【0035】
以下、本発明の実施の形態1に係るワイパー装置2の作用態様を説明する。コントローラ33cで電磁比例弁33a,37aの圧油の圧力が制御される。そして、この圧油が電磁切換弁32,36のソレノイドの励磁により切換られると、第1,2油圧ライン31,35を介して上下部の単動式油圧シリンダ23eのヘッド側圧力室に圧油が供給され、上下部の単動式油圧シリンダ23eに押下げ、押上げ力が発生する。これら単動式油圧シリンダ23eに発生した押下げ、押上げ力は、サドル23b、ローラ支持軸23c、バックアップローラ23a、および上下部ワイパーロール21,22を介して被圧延金属帯Wに伝達される。上下部ワイパーロール21,22の被圧延金属帯Wに対する押付力は、上記のとおり、被圧延金属帯Wが圧延されることがないよう、被圧延材の降伏応力よりも若干低めに設定される。
【0036】
ところで、各上下12対の単動式油圧シリンダ23eを共に一律の押付力(線圧)にした場合には、上下部ワイパーロール21,22の撓みにより、被圧延金属帯Wの幅方向の端部が中央部分より強圧下され、被圧延金属帯Wの幅方向の端部のみが圧延されるという現象が発生する。そのため、被圧延金属帯Wの幅方向の端部近傍に対応する位置の上下部の単動式油圧シリンダ23eに供給される圧油の設定圧は、中央部分の上下部の単動式油圧シリンダ23eに供給される圧油の設定圧よりも低圧に設定される。このような圧油の設定圧は、梁弾性理論、弾性流体潤滑(EHL)理論、板と円筒の接触幅を得る弾性理論によって、プレセッティングしておき、実機での現象の結果から修正するのが好ましい。
また、被圧延金属帯Wの幅に応じて設定値が変わるので、テーブルで設定圧力をパターン化しておけば良い。なお、上部のフレーム23dの端部に設けられてなる一対の上部ユニット用シリンダ2aおよび下部のフレーム23dの端部に設けられてなる一対の下部ユニット用シリンダ2bは、上下部のフレーム23dを昇降させるものであり、直接これらシリンダ2a,2bにより被圧延金属帯Wに押付力が作用しないようにストローク調整されるものである。
【0037】
上下部ワイパーロール21,22の撓み量は、押付力だけでなく、上記のとおり、被圧延金属帯Wの幅に応じて大きく左右されるが、本発明の実施の形態1に係るワイパー装置2によれば、被圧延金属帯Wの幅が変化する度に各単動式油圧シリンダ23eの伸縮ロッドの伸縮により、上下部ワイパーロール21,22の押付力をこれら上下部ワイパーロール21,22の長手方向(被圧延金属帯Wの幅方向)に迅速、かつ精度良く変化させることができる。つまり、本発明の実施の形態1に係るワイパー装置2によれば、各単動式油圧シリンダ23の伸縮ロッドの伸縮方向に一律の圧力制御しかできない従来技術とは異なり、局部の圧油の圧力を制御することができる。従って、特に多品種の被圧延金属帯を製造するメーカの場合においては、押付力調整の容易化により、労力の低減と生産性の大幅な向上に寄与することができるという優れた効果を得ることができる。
【0038】
ところで、本発明の実施の形態1の場合には、流体として油(作動油)を用いるようにしているが、特に油(作動油)でなければならない訳ではなく、例えば水、空気等の流体や水とグリセリンとの混合液などの他の液体を用いることもできる。また、本発明の実施の形態1の場合には、流体圧伸縮手段として単動式油圧シリンダ23eを用いた。しかしながら、このような単動式油圧シリンダ23eに限ることなく、例えば後述する実施の形態2に係る構成にすることができる。
【0039】
以下、本発明の実施の形態2に係るワイパー装置2の油圧回路3の構成を、図4(実施の形態1と同一のものに同一符号を付している。)を参照しながら説明する。即ち、この実施の形態2に係る油圧回路3は、上下の単動式油圧シリンダ23eのそれぞれを複動式油圧シリンダ23fに置換されている。そして、電磁切換弁32のアクチュエータポートAから上部の複動式油圧シリンダ23fのロッド側圧力室に第1副油圧ライン31′を連通させ、電磁切換弁36のアクチュエータポートAから下部の複動式油圧シリンダ23fのロッド側圧力室に第1副油圧ライン31′が連通している。また、電磁切換弁36のアクチュエータポートAから下部の複動式油圧シリンダ23fのロッド側圧力室に第2副油圧ライン35′が連通している。油圧回路3を、このような構成にしても、上記実施の形態1の場合と同等の効果を得ることができる。但し、上記実施の形態1のように、単動式油圧シリンダ23eを用いると、油圧回路3の油圧ホースや配管が少なくて済むため、油圧回路のコスト低減にとって好ましい。なお、本発明の実施の形態2では、第1油圧ライン31および第2油圧ライン35それぞれの電磁切換弁と複動式油圧シリンダ23fの間に伸長速度制御弁Vc1が介装され、また第1副油圧ライン31′および第2副油圧ライン35′それぞれの電磁切換弁と複動式油圧シリンダ23fの間に縮小速度制御弁Vc2が介装されている。
【0040】
以下、本発明の実施の形態3に係るワイパー装置2の油圧回路3の構成を、図5(実施の形態2と同一のものに同一符号を付している。)を参照しながら説明する。即ち、この実施の形態3の場合は、下部の複動式油圧シリンダ23fのヘッド側圧力室と、ロッド側圧力室とに、スリーブとこのスリーブに摺動移動可能に嵌合されてなるスプールを備え、これらスリーブとスプールの所定量の移動により所定の圧力を得ることができる電磁弁を備えた周知のサーボ弁36′により作動油を給排するようにしたものである。このような構成にしても、上記実施の形態1の場合と同等の効果を得ることができる。
【0041】
以下、本発明の実施の形態4に係るワイパー装置を、図6および図7を順次参照しながら説明する。本実施の形態4が上記実施の形態1と相違するところは、図6と図1との比較において良く理解されるように、被圧延金属帯Wの表裏面に付着している付着物残量、つまり付着油残量が予め設定した範囲内になるように、単動式油圧シリンダ23eに供給する圧油の圧力を調整して、単動式油圧シリンダ23eの押付力を制御する付着物残量制御回路4を付加したところにある。
【0042】
即ち、本発明の実施の形態4に係るワイパー装置2の付着物残量制御回路4は、このワイパー装置2による圧延油除去後の被圧延金属帯Wの表裏面に付着している圧延油の残油量(または油膜の厚さ)を測定する、付着物量測定手段である油量測定器41を備えている。この油量測定器41は、ワイパー装置2と巻取り装置5との間に設けられており、そしてこの油量測定器41で測定される付着油残量が予め設定した範囲内になるように、単動式油圧シリンダ23eに供給する圧油の圧力を調整するために、電磁比例弁33aを制御するコントローラ33c′とから構成されている。これにより、付着物残量を許容量(予め設定した範囲)以下になるように制御することができる。油量測定器41は、被圧延金属帯Wの幅方向に流体圧伸縮手段としての単動式油圧シリンダ23eと同数(同シリンダと圧延方向に並ぶように)設けるのが好ましい。
【0043】
本発明の実施の形態4に係るワイパー装置2の作用態様を、図7を参照しながら説明する。先ず、ステップS1において、単動式油圧シリンダ23eに供給する圧油の初期設定圧力P1が設定され、ステップS2に進む。
【0044】
ステップS2において、被圧延金属帯Wの表裏面の目標とする圧延油の目標残油量Aを設定して、ステップS3に進んで圧延機による被圧延材の圧延をスタートする。
【0045】
ステップS3において、油量測定器41により被圧延金属帯Wの表裏面に付着している圧延油の残油量Bを測定して、ステップS4に進む。
【0046】
ステップS4において、コントローラ33cで目標残油量Aと測定残油量Bとの大小を比較し、目標残油量A>測定残油量Bであって、測定残油量Bが目標残油量Aよりも少ないYesの場合にはステップS5に進む。
【0047】
ステップS5において、単動式油圧シリンダ23eに供給する圧油の初期設定圧力P1をT秒間(例えば、0.05秒間)キープし、T秒間後にS3に戻り、被圧延金属帯Wの表裏面に付着している圧延油の残油量Bを測定し、ステップS4に進む。
【0048】
一方、ステップS4において、コントローラ33cで目標残油量Aと測定残油量Bとの大小を比較し、目標残油量A>測定残油量Bでなく、測定残油量Bが目標残油量Aよりも多いNoの場合にはステップS6に進む。
【0049】
ステップS6において、単動式油圧シリンダ23eに供給する圧油の圧力を初期設定圧力P1より高圧のP2(=P1×α、α>1)に設定して、前記ステップS3の前に戻る。
なお、ステップS3以降は、そのパスの圧延終了まで継続される。
【0050】
本発明の実施の形態4の付着物残量制御回路4を備えたワイパー装置2によれば、特に単動式油圧シリンダ23eに供給する圧油の圧力を各単動式油圧シリンダ23e毎に、自動的に個別に調整されるため、被圧延金属帯の幅方向に一律の圧力制御しかできない従来例と異なり、局部の油量もコントロールすることが可能になる。なお、この形態4の場合には、単動式油圧シリンダを用いたが、複動式油圧シリンダを用いても同等の機能を発揮することができる。
【0051】
なお、以上の実施の形態1乃至4においては、図1,6から良く理解されるように、上下部ワイパーロールのそれぞれを、2セットのバックアップローラで押下げ、押上げる場合を例として説明したが、上下部ワイパーロールのそれぞれを、1セットのバックアップローラで押下げ、押上げる構成であって良いので、バックアップローラのセット数に限定されるものではない。
【図面の簡単な説明】
【0052】
【図1】本発明の実施の形態1に係るワイパー装置を備えた圧延設備の模式的構成説明図である。
【図2】本発明の実施の形態1に係るワイパー装置を被圧延金属帯の出側から見た軸方向の断面図である。
【図3】本発明の実施の形態1に係るワイパー装置の油圧回路図である。
【図4】本発明の実施の形態2に係るワイパー装置の油圧回路図である。
【図5】本発明の実施の形態3に係るワイパー装置の油圧回路図である。
【図6】本発明の実施の形態4に係るワイパー装置を備えた圧延設備の模式的構成説明図である。
【図7】本発明の実施の形態4に係るワイパー装置のパス毎の制御フロー図である。
【図8】従来例1(特開昭63−309317号公報)に係るワイパー装置の模式的軸方向の断面図である。
【図9】従来例2(再公表特許WO00/59652号公報)に係り、エア軸受式のストリップワイパー装置を組み込んだ6段冷間圧延設備の模式的正面図である。
【図10】従来例2に係り、エア軸受式のローラワイパーを組込んだ6段冷間圧延設備のストリップワイパー装置の第二のストリップワイパーの軸方向断面図である。
【符号の説明】
【0053】
1…圧延機
2…ワイパー装置
21…上部ワイパーロール,22…下部ワイパーロール,23…バックアップローラ装置,23a…バックアップローラ,23b…サドル,23c…ローラ支持軸,23d…フレーム,23e…単動式油圧シリンダ,23f…複動式油圧シリンダ
3…油圧回路
31…第1油圧ライン,31′…第1副油圧ライン,32…電磁切換弁,33…作動油供給ライン,33a…電磁比例弁,33b…圧力検出器,33c…コントローラ,34…作動油戻りライン,35…第2油圧ライン,35′…第2副油圧ライン,36…電磁切換弁,36′…サーボ弁,37…作動油供給ライン,37a…電磁比例弁,37b…圧力検出器,38…作動油戻りライン
4…付着物残量制御回路、41…油量測定器,33c′…コントローラ
W…被圧延金属帯
Vc1…伸長速度制御弁
Vc2…縮小速度制御弁
【特許請求の範囲】
【請求項1】
圧延機の被圧延金属帯の出側であって被圧延金属帯の上下に相対して配設され、被圧延金属帯の表裏面に付着している付着物を除去する上部および下部ワイパーロールと、これら上部および下部ワイパーロールを支持すると共に、これら上部および下部ワイパーロールに対する押付力を調整するバックアップローラ装置を備えてなり、このバックアップローラ装置は、上部および下部ワイパーロールの長手方向に分散配置され、上部および下部ワイパーロールに転圧する複数のバックアップローラと、上部および下部ワイパーロールの長手方向に分散配置され、複数のバックアップローラを支持すると共に、上部および下部ワイパーロールの被圧延金属帯に対する押圧力が可変となるように上部および下部ワイパーロールに対する押付力を調整する複数の流体圧伸縮手段と、複数の流体圧伸縮手段それぞれの伸縮を個別に制御する伸縮量調整手段とを備えてなることを特徴とする被圧延金属帯の付着物除去装置。
【請求項2】
前記流体圧伸縮手段は、流体圧シリンダである請求項1に記載の被圧延金属帯の付着物除去装置。
【請求項3】
前記伸縮量調整手段は、前記流体圧シリンダを含む流体圧回路に設けられる電磁比例弁と、圧力検出器とから構成されてなる請求項2に記載の被圧延金属帯の付着物除去装置。
【請求項4】
前記上部および下部ワイパーロールの被圧延金属帯の出側に配設される付着物量測定手段と、この付着物量測定手段により測定される付着物残量が予め設定した範囲内の付着物残量になるように、流体圧伸縮手段の上部および下部ワイパーロールに対する押付力を制御するコントローラとからなる付着物残量制御回路を設けた請求項1乃至3のうちの何れか一つの項に記載の被圧延金属帯の付着物除去装置。
【請求項1】
圧延機の被圧延金属帯の出側であって被圧延金属帯の上下に相対して配設され、被圧延金属帯の表裏面に付着している付着物を除去する上部および下部ワイパーロールと、これら上部および下部ワイパーロールを支持すると共に、これら上部および下部ワイパーロールに対する押付力を調整するバックアップローラ装置を備えてなり、このバックアップローラ装置は、上部および下部ワイパーロールの長手方向に分散配置され、上部および下部ワイパーロールに転圧する複数のバックアップローラと、上部および下部ワイパーロールの長手方向に分散配置され、複数のバックアップローラを支持すると共に、上部および下部ワイパーロールの被圧延金属帯に対する押圧力が可変となるように上部および下部ワイパーロールに対する押付力を調整する複数の流体圧伸縮手段と、複数の流体圧伸縮手段それぞれの伸縮を個別に制御する伸縮量調整手段とを備えてなることを特徴とする被圧延金属帯の付着物除去装置。
【請求項2】
前記流体圧伸縮手段は、流体圧シリンダである請求項1に記載の被圧延金属帯の付着物除去装置。
【請求項3】
前記伸縮量調整手段は、前記流体圧シリンダを含む流体圧回路に設けられる電磁比例弁と、圧力検出器とから構成されてなる請求項2に記載の被圧延金属帯の付着物除去装置。
【請求項4】
前記上部および下部ワイパーロールの被圧延金属帯の出側に配設される付着物量測定手段と、この付着物量測定手段により測定される付着物残量が予め設定した範囲内の付着物残量になるように、流体圧伸縮手段の上部および下部ワイパーロールに対する押付力を制御するコントローラとからなる付着物残量制御回路を設けた請求項1乃至3のうちの何れか一つの項に記載の被圧延金属帯の付着物除去装置。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−118065(P2007−118065A)
【公開日】平成19年5月17日(2007.5.17)
【国際特許分類】
【出願番号】特願2005−316994(P2005−316994)
【出願日】平成17年10月31日(2005.10.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成19年5月17日(2007.5.17)
【国際特許分類】
【出願日】平成17年10月31日(2005.10.31)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]