
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合部品の製造における被成形材を成形する方法に関する。
【背景技術】
【0002】
複合部品は、硬化の間に厚みが小さくなることがよく知られている。この過程は「デバルキング(圧縮化、減容化)」として知られており、抱き込んだ空気の放出がほぼ全ての原因である。一般的に、あらかじめ含浸させた積層材(通常「プリプレグ」で知られている)の厚みの減少はほぼ10〜15%程度であるが、乾燥した繊維複合材においては、この減少がより大きくなる。これは以下のいずれかの場合に重大な問題となり得る。
a)その部品が大きな厚みを有し(一般的に>10mm)、少なくとも部分的に平坦でない、または
b)その部品が周囲の部材よりも十分に厚いパッドアップ(盛り上がり)領域を包含している。
複合材料の層から物品を形成する方法は、米国特許出願公開第2002/0012591号に記載されている。ツールと膜との相互間に不完全な真空を発生させている間、膜は成形ツールを超えて広げられている。膜はシリコーンゴムのようなエラストマー材から作られている。広げられた膜は、積層体を結合するように作用し、そして空気を取り除く。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】米国特許出願公開第2002/0012591号明細書
【発明の概要】
【0004】
この発明の第1の態様は、複合部品の製造における被成形材を成形する製造方法において、
雄型の上に、雄型の頂部の上に位置する第1の部位及び雄型の片側に突き出す第2の部位を有する被成形材と隔壁とを載置する工程と、
隔壁の全域に亘って圧力差を与え、圧力差を与える際に雄型を超えて隔壁を広げることにより、雄型の側部に被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有することを特徴とする方法を提供する。
【0005】
好ましくは、隔壁の平面内における引張係数が、100%、200%、及び/又は300%伸張において5MPa超である。
【0006】
隔壁は、隔壁の平面内における引張係数が、6、7又は8MPa超である。好ましくは、引張係数は、100%、200%、及び/又は300%伸張において6、7又は8MPa超である。
【0007】
この発明の第2の態様は、複合部品の製造における被成形材を成形する製造方法において、
雄型の上に、雄型の頂部の上に位置する第1の部位及び雄型の片側に突き出す第2の部位を有する被成形材と、支持膜と、隔壁とを載置する工程であって、支持膜と隔壁は、被成形材の対向する側部に配置される工程と、
被成形材の第2の部位の重さを支持膜で支持する工程と、
隔壁の全域に亘って圧力差を与え、圧力差を与える際に雄型を超えて隔壁を広げることにより、雄型の側部に支持膜と被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
隔壁は、隔壁の平面内で、支持膜の平面内での剛性よりも大きい剛性を有することを特徴とする方法を提供する。
【0008】
隔壁を、隔壁の平面内において比較的硬質とすると、圧力は雄型の曲率の大きい領域に集中するが、それは圧縮化の観点からは望ましいということが分かった。また、より優れた成形結果、すなわちしわをより少なくすることは、このような比較的硬質の隔壁を用いることによって得られるということも分かった。
【0009】
この発明の第1の態様は、絶対的な意味での隔壁の剛性を定義しており、つまり材料の示強性(またバルク特性とも呼ばれる)、すなわち引張係数を定義している。この発明の第2の態様は、相対的な意味での隔壁の剛性を定義しており、つまり材料の示量性であって、これは
k=P/δ
によって定義される剛性kである。
ここでδは、引張力Pが与えられている状態でのたわみ距離である。
【0010】
隔壁は、多層の隔壁または単層の隔壁を有する。多層の場合において、層の1つは比較的高い引張係数を有しており、そして他の層は比較的低い引張係数を有している。好ましくは少なくとも隔壁の一つが硬質である、すなわち隔壁の平面内における引張係数が、5、6、7又は8MPa超である。或いは、隔壁層の引張係数の合計が5、6、7又は8MPa超であってもよい。
【0011】
通常、この方法は、さらに雄型から変形した被成形材を取りのぞき、そして雌型の上で被成形材を硬化することを含む。
【0012】
通常、雄型の頂部と側部とは比較的大きな曲率、すなわち雄型の頂部又は側部よりも大きな曲率の凸状の角部でつながる。
【0013】
通常、被成形材は、複合材料を含んでおり、これは層を積み重ねた形であってもよい。例えば、被成形材は、一軸の炭素繊維(各層が、実質上互いに引き揃えられた繊維の集まりを含んでいる)または交織された炭素繊維のいずれかで補強された樹脂で作られたプリプレグ材を含んでいても良い。しかしながら別の実施形態として、被成形材は、マトリックスを含浸して、成形工程の最中又は後で複合部品を形成する非複合構造であってもよい。例えば、被成形材は、成形の前に、表面にバインダーを適用して、減容化した乾燥繊維の予備成形体の製造を可能とした多軸の乾燥繊維を有する、型付けされていない繊維を含んでいても良い。その後、この乾燥繊維の予備成形体に、複合部品の製造に用いられるRIFT(真空注入)又はRTM(射出)のような技術を使用して、液体樹脂を真空注入又は射出する。この真空注入/射出の工程は、被成形材を硬化温度に上昇させつつ、または別個の高温/低温サイクルにて、硬化ツール上で行ってもよい。もう一つの方法として、結合されていない乾燥繊維層を、樹脂フィルムの層と交互に配置し、樹脂フィルム注入(RFI)積層体を形成する。被成形材がフォーミングの最中に加熱されると、樹脂フィルムは繊維層に流入し、そして浸透する。この種の材料は、いくつかの用途において好ましい。なぜならよりすばやく敷設されるからである。(通常プリプレグにおける1層あたり0.2mmの厚さと比較して、1層あたり0.75mmの厚さである)RFI複合部品の機械的特性は、プリプレグと比較すると機械的性能が劣るが、RTMのような液体樹脂技術と比較すると機械的性能が改善する。通常バルク係数は、プリプレグのものより高くなる。
【0014】
下記に示す好ましい実施形態において、被成形材は飛行機の翼のスパー(桁部材)を形作るのに使われる。しかしながらこの発明は、他の様々な飛行機の部品(縦通材のようなもの)や、例えば船や自動車等に用いられる他の複合構造体の部品を形成することにも使うことができる。
【図面の簡単な説明】
【0015】
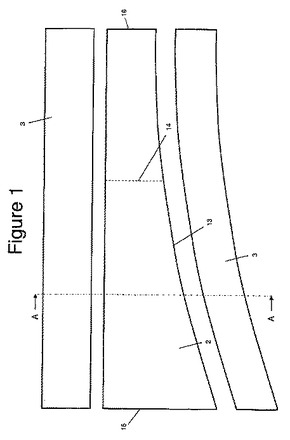
【図1】雄型と一対のエッジバーの平面図である。
【図2】図1における線A−Aに沿う断面図である。
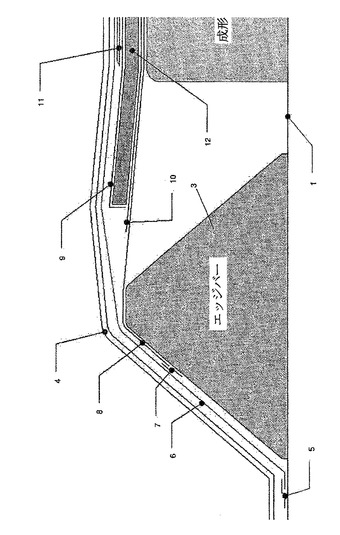
【図3】図2の部分拡大図である。
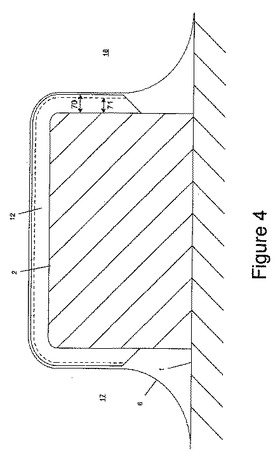
【図4】被成形材が形成された後の雄型を貫く断面図である。
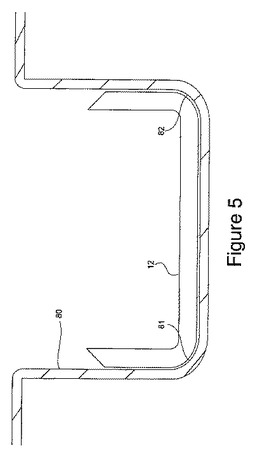
【図5】雌型を貫く断面図である。
【図6】他のフォーミング組立体の断面図である。
【図7】さらに他のフォーミング組立体の断面図である。
【発明を実施するための形態】
【0016】
以下にこの発明の具体例を、添付図を参照しながら説明する。
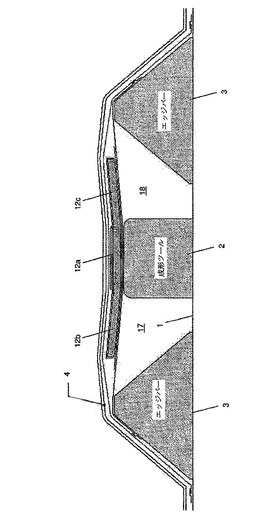
図1は、飛行機の断面C字状のスパーを形成するのに使用される、雄型の成形減容化ツール2と、一対のエッジバー3である。図2は、図1の線A−Aに沿う断面図である。図2に示すように、ツール2とエッジバー3はテーブル1に取り付けられている。
【0017】
最初の工程として、複合プリプレグの平坦なシートが、テープ敷設装置または他の自動機によって平坦なテーブル(図示しない)上に形成される。その後、所望の形状の平坦なプリプレグ被成形材12が、平坦なシートから切取られる。プリプレグ被成形材12は、種々の適合する複合材料から形成されることは理解されよう。好ましい実施形態として、被成形材は一軸の炭素繊維、例えばHexcel社(www.hexcel.com)によって供給されるT700/M21によって強化されたエポキシ樹脂によって形成される。
【0018】
図3を参照して、Vacfilm430からなる可撓性支持膜8が、ツール2とエッジバー3を覆っており、細長いテープ7によりエッジバー3に固定されている。Vacfilm430は、高伸縮性のエラストマー系の袋状のフィルムであり、Aerovac System社(www.aerovac.com)から入手できる。このフィルムは、100%伸張にて比較的低い引張係数となる700psi(4.8MPa)を有している。これはフィルムの平面内において、このフィルムが引張力を受ける場合に、引張ひずみに引張応力の対する比で定義されるものであり、100%伸張する場合の比である。
【0019】
被成形材12は、フッ化エチレンプロピレン(FEP)剥離フィルムである2つのレイヤー(層)9、10で包まれており、図2、3に示すように載置されている。被成形材は、雄型の頂部の上に載置される中央部材12aと、雄型において互いに反対方向に突き出した横部材12b、13bとを備えている。
【0020】
当て板11は被成形材の上部に載置されており、2つの隔壁層4、6は組立体を覆っている。当て板11は任意に用いられるものであって、省略してもよいことに留意されたい。隔壁の第1の層は、組立体を覆うとともに帯状のテープ5によりテーブル1に固定されるWrightlon(登録商標)WL7400のレイヤー(層)6である。Wrightlon(登録商標)WL7400のフィルムは、米国カリフォルニア州ハンティントンビーチのAirtech Advanced Materials Groupから入手できる。隔壁層6は、支持膜8よりも高い引張係数を有している。さらに、隔壁層6の平面内におけるこの隔壁層6の引張剛性(引張係数に関係する)は、支持膜8の平面内におけるこの支持膜8の引張剛性よりも高くなっている。隔壁の第2の層は、組立体を覆うとともに丈夫な鉄製のフレームによってテーブル1に固定される、低い剛性のレイヤー(層)4である。第2の隔壁層4は、種々の適合する複合材料から形成することができる。好ましい実施形態として、隔壁層4はMosite1453D(高い強度を有するシリコーンゴムであって、テキサス州フォートワースのMosite Rubber社で製造される)から作られる。このシリコーンゴムは、300%伸張にて600psi(4.1MPa)の引張係数を有している。
【0021】
隔壁層6は、1層の材料からなるものとして説明したが、代わりにWL7400のフィルムの多数の層を含んでもよいことに留意されたい。
【0022】
圧力は、テーブル1に設けた図示しない小さな孔の配列を経由する真空吸引によって組立体に与えられる。これらの孔は、テーブルの全体にわたり分布しており、組立体全体が吸引される。言い換えると、支持膜8とテーブル1の間の空洞が吸引され、支持膜8と2つのレイヤー(層)の隔壁4、6の間の空洞が吸引され、隔壁層4と6の間の空洞が吸引される。
【0023】
図4に示すように、雄型12とエッジバー13の間の溝17、18を橋渡すことによって、隔壁は雄型を越えて広げられ、それにより圧力差が隔壁を溝に引き込む。隔壁は溝17、18の中に引き込まれるので、図4に示すように、溝は被成形材の横部材12b、12cを雄型の両側部に接触させて次第に変形させる。成形は85℃〜95℃(好ましくは90℃)の高温T1、または45℃の低温で行われる。目的を明確にするために、図4には低い剛性の隔壁層4、取り外しフィルム9、10、当て板11、フィルム8を示していないことに留意されたい。
【0024】
熱は、オーブン(炉)、赤外線発熱体、または他の別の手段によって与えられる。任意に追加的な減容化圧力を、オートクレーブ(高温高圧密閉容器)の中に組立体を載置し、隔壁の外側に1barよりも高い圧力を与えることによって供給してもよい。
【0025】
支持膜8は、成形及び減容温度T1に近づくにつれて、被成形材の側部12b、12cの重さを支えるので、加工しわとなり得る自己成形の傾向が回避されるまた支持膜8は、スパーのフランジが単にカテナリー(懸垂線)を形成することを確保する。そうでなければしわとなる原因となる。
【0026】
硬質の隔壁層6と支持膜8は張力を付与した状態で被成形材12に載置されるので、雄型の傾斜または他の複雑な形状が被成形材に容易に形成される。隔壁層4、6は、真空が適用される前の垂れ下がりが最小となるように、張力を付与したままであることに留意されたい。
【0027】
隔壁の全域に亘る圧力差が、被成形材12の全ての部分に均一な静水圧を与える。成形ツールとエッジバー3の間の溝を越える隔壁の橋渡しが、この隔壁を引き伸ばし、雄型の凸状の角に係合する際に、被成形材に対応する隔壁の平面内に、引張力を与える。したがって、被成形材に加わる圧力は、この被成形材の表面にわたり、ツール2の頂部と側部における凸部が少なくほぼ平坦な表面領域に係合する場合の純粋な静水圧(最大で大気圧まで、またはオートクレーブが使われる場合は大気圧を超えて)と、高曲率の凸状の角における静水圧を加えた引張圧力からなる増大圧との間で変化する。
【0028】
被成形材の減容化は、圧力と温度上昇によって引き起こされる。また減容化は、被成形材の横部材12b、12cを次第に下方へ移動させる隔壁の動きに補助され、そして被成形材の外部へ余分な空気を搾り出す。
【0029】
図4は、実線で圧縮化する前の輪郭を示しており、破線で減容化後の輪郭を示している。減容化工程は、減容化前の厚み70から減容化後の厚み71に変化して厚みを減少させる。厚みは、被成形材の非平坦及び平坦な領域の両方とも同じような量で減っていることに留意されたい。一例として厚み70は約34mmであり、厚み71は約30mmである。
【0030】
減容化の後、変形した被成形材12を、図5に示す雌型の硬化ツール80に移動し、関係する消耗品を被成形材12のIMLに塗布する。その後、ツール80は、被成形材12の硬化のためにほぼ180℃の硬化温度T2に加熱するとともに、7〜12barの圧力をかけたオートクレーブ内に載置される。
【0031】
雌型の硬化ツール80上の被成形材は、最終的な厚みとなっており、これは被成形材のIML表面は硬化に移す必要がないことを意味している。それゆえ、非成形材がツール80の出っ張った角の表面81、82と係合する非平坦領域において、被成形材の厚みは変わらないままである。
【0032】
別の工程において、図5に示す雌型80上の被成形材を硬化する代わりに、被成形材は形を形成し減容化するのに用いられる雄型2上で硬化してもよい。この場合、幾何学的に許容範囲に収める機械加工のために、被成形材の外形線(OML)に犠牲層を加えても良い。熱減容化工程は、雄型で硬化されるスパーの厚みを調整し、そしてそれゆえに部材のばらつきを抑制し、必要とされる犠牲層の厚み(または層数)が最小化される。
【0033】
図6に、別のフォーミング及び減容化組立体を示す。これは図1〜3の組立体と似ており、類似する機能部には、同じ参照番号が与えられている。しかしながら低い剛性の隔壁層4と当て板11が省略されており、硬い隔壁層6の下に通気レイヤー(層)20が設けられていることに留意されたい。また図1〜3に示す三角形のエッジバー3に代えて長方形のスイーパーブロック3aが設けられていることにも留意されたい。
【0034】
図7に、さらに別の成形及び減容化組立体を示す。これは図6の組立体と似ており、類似する機能部には、同じ参照番号が与えられている。図7と対比して、当て板11を含むことに留意されたい。
【0035】
図1を参照して、ツール2は、大きな曲率半径(100m程度の)となる曲線端部を備える。プリプレグの各層は、一方向に延びる炭素繊維の配列を含んでいる。いくつかのプリプレグは、スパーの根元15と先端16の間の翼幅方向にのびる繊維を敷設している。これらは翼幅方向に0°で整列しているので、従来どおり「ゼロファイバー」と呼ばれる。他は、翼幅方向と直角をなす翼弦方向に延びる繊維を敷設している。他は、翼幅方向と+/−45°の角度で敷設している。従来の組立体において、しわは図1に示す線14に沿って形成される傾向がある。この形成は、ゼロファイバーの原因であると考えられている。
【0036】
驚くべきことに、比較的硬質の隔壁層6の使用によって、このしわが形成されにくいことが見出されている。また隔壁6の剛性を変化させて試験が行われており、剛性が高いほど、雄型2の凸状の角に適合する圧力が高いことが見出されている。凸状の角における力の集中は、成形と減容化の両方にとって望ましい。
【0037】
低い剛性の隔壁層4は、繰り返しの周期に対しても回復するので、多くの形成周期に再使用可能である。対照的に、高い剛性の隔壁6は、積層をより強化するため、頻繁に取り替える必要がある。
【0038】
本発明を一つまたはそれ以上の好適な実施形態につき上記に説明したが、当然のことながら、添付の特許請求の範囲に定義した本発明の範囲を逸脱することなく様々な改変および変更を加えることができる。
【技術分野】
【0001】
本発明は、複合部品の製造における被成形材を成形する方法に関する。
【背景技術】
【0002】
複合部品は、硬化の間に厚みが小さくなることがよく知られている。この過程は「デバルキング(圧縮化、減容化)」として知られており、抱き込んだ空気の放出がほぼ全ての原因である。一般的に、あらかじめ含浸させた積層材(通常「プリプレグ」で知られている)の厚みの減少はほぼ10〜15%程度であるが、乾燥した繊維複合材においては、この減少がより大きくなる。これは以下のいずれかの場合に重大な問題となり得る。
a)その部品が大きな厚みを有し(一般的に>10mm)、少なくとも部分的に平坦でない、または
b)その部品が周囲の部材よりも十分に厚いパッドアップ(盛り上がり)領域を包含している。
複合材料の層から物品を形成する方法は、米国特許出願公開第2002/0012591号に記載されている。ツールと膜との相互間に不完全な真空を発生させている間、膜は成形ツールを超えて広げられている。膜はシリコーンゴムのようなエラストマー材から作られている。広げられた膜は、積層体を結合するように作用し、そして空気を取り除く。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】米国特許出願公開第2002/0012591号明細書
【発明の概要】
【0004】
この発明の第1の態様は、複合部品の製造における被成形材を成形する製造方法において、
雄型の上に、雄型の頂部の上に位置する第1の部位及び雄型の片側に突き出す第2の部位を有する被成形材と隔壁とを載置する工程と、
隔壁の全域に亘って圧力差を与え、圧力差を与える際に雄型を超えて隔壁を広げることにより、雄型の側部に被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有することを特徴とする方法を提供する。
【0005】
好ましくは、隔壁の平面内における引張係数が、100%、200%、及び/又は300%伸張において5MPa超である。
【0006】
隔壁は、隔壁の平面内における引張係数が、6、7又は8MPa超である。好ましくは、引張係数は、100%、200%、及び/又は300%伸張において6、7又は8MPa超である。
【0007】
この発明の第2の態様は、複合部品の製造における被成形材を成形する製造方法において、
雄型の上に、雄型の頂部の上に位置する第1の部位及び雄型の片側に突き出す第2の部位を有する被成形材と、支持膜と、隔壁とを載置する工程であって、支持膜と隔壁は、被成形材の対向する側部に配置される工程と、
被成形材の第2の部位の重さを支持膜で支持する工程と、
隔壁の全域に亘って圧力差を与え、圧力差を与える際に雄型を超えて隔壁を広げることにより、雄型の側部に支持膜と被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
隔壁は、隔壁の平面内で、支持膜の平面内での剛性よりも大きい剛性を有することを特徴とする方法を提供する。
【0008】
隔壁を、隔壁の平面内において比較的硬質とすると、圧力は雄型の曲率の大きい領域に集中するが、それは圧縮化の観点からは望ましいということが分かった。また、より優れた成形結果、すなわちしわをより少なくすることは、このような比較的硬質の隔壁を用いることによって得られるということも分かった。
【0009】
この発明の第1の態様は、絶対的な意味での隔壁の剛性を定義しており、つまり材料の示強性(またバルク特性とも呼ばれる)、すなわち引張係数を定義している。この発明の第2の態様は、相対的な意味での隔壁の剛性を定義しており、つまり材料の示量性であって、これは
k=P/δ
によって定義される剛性kである。
ここでδは、引張力Pが与えられている状態でのたわみ距離である。
【0010】
隔壁は、多層の隔壁または単層の隔壁を有する。多層の場合において、層の1つは比較的高い引張係数を有しており、そして他の層は比較的低い引張係数を有している。好ましくは少なくとも隔壁の一つが硬質である、すなわち隔壁の平面内における引張係数が、5、6、7又は8MPa超である。或いは、隔壁層の引張係数の合計が5、6、7又は8MPa超であってもよい。
【0011】
通常、この方法は、さらに雄型から変形した被成形材を取りのぞき、そして雌型の上で被成形材を硬化することを含む。
【0012】
通常、雄型の頂部と側部とは比較的大きな曲率、すなわち雄型の頂部又は側部よりも大きな曲率の凸状の角部でつながる。
【0013】
通常、被成形材は、複合材料を含んでおり、これは層を積み重ねた形であってもよい。例えば、被成形材は、一軸の炭素繊維(各層が、実質上互いに引き揃えられた繊維の集まりを含んでいる)または交織された炭素繊維のいずれかで補強された樹脂で作られたプリプレグ材を含んでいても良い。しかしながら別の実施形態として、被成形材は、マトリックスを含浸して、成形工程の最中又は後で複合部品を形成する非複合構造であってもよい。例えば、被成形材は、成形の前に、表面にバインダーを適用して、減容化した乾燥繊維の予備成形体の製造を可能とした多軸の乾燥繊維を有する、型付けされていない繊維を含んでいても良い。その後、この乾燥繊維の予備成形体に、複合部品の製造に用いられるRIFT(真空注入)又はRTM(射出)のような技術を使用して、液体樹脂を真空注入又は射出する。この真空注入/射出の工程は、被成形材を硬化温度に上昇させつつ、または別個の高温/低温サイクルにて、硬化ツール上で行ってもよい。もう一つの方法として、結合されていない乾燥繊維層を、樹脂フィルムの層と交互に配置し、樹脂フィルム注入(RFI)積層体を形成する。被成形材がフォーミングの最中に加熱されると、樹脂フィルムは繊維層に流入し、そして浸透する。この種の材料は、いくつかの用途において好ましい。なぜならよりすばやく敷設されるからである。(通常プリプレグにおける1層あたり0.2mmの厚さと比較して、1層あたり0.75mmの厚さである)RFI複合部品の機械的特性は、プリプレグと比較すると機械的性能が劣るが、RTMのような液体樹脂技術と比較すると機械的性能が改善する。通常バルク係数は、プリプレグのものより高くなる。
【0014】
下記に示す好ましい実施形態において、被成形材は飛行機の翼のスパー(桁部材)を形作るのに使われる。しかしながらこの発明は、他の様々な飛行機の部品(縦通材のようなもの)や、例えば船や自動車等に用いられる他の複合構造体の部品を形成することにも使うことができる。
【図面の簡単な説明】
【0015】
【図1】雄型と一対のエッジバーの平面図である。
【図2】図1における線A−Aに沿う断面図である。
【図3】図2の部分拡大図である。
【図4】被成形材が形成された後の雄型を貫く断面図である。
【図5】雌型を貫く断面図である。
【図6】他のフォーミング組立体の断面図である。
【図7】さらに他のフォーミング組立体の断面図である。
【発明を実施するための形態】
【0016】
以下にこの発明の具体例を、添付図を参照しながら説明する。
図1は、飛行機の断面C字状のスパーを形成するのに使用される、雄型の成形減容化ツール2と、一対のエッジバー3である。図2は、図1の線A−Aに沿う断面図である。図2に示すように、ツール2とエッジバー3はテーブル1に取り付けられている。
【0017】
最初の工程として、複合プリプレグの平坦なシートが、テープ敷設装置または他の自動機によって平坦なテーブル(図示しない)上に形成される。その後、所望の形状の平坦なプリプレグ被成形材12が、平坦なシートから切取られる。プリプレグ被成形材12は、種々の適合する複合材料から形成されることは理解されよう。好ましい実施形態として、被成形材は一軸の炭素繊維、例えばHexcel社(www.hexcel.com)によって供給されるT700/M21によって強化されたエポキシ樹脂によって形成される。
【0018】
図3を参照して、Vacfilm430からなる可撓性支持膜8が、ツール2とエッジバー3を覆っており、細長いテープ7によりエッジバー3に固定されている。Vacfilm430は、高伸縮性のエラストマー系の袋状のフィルムであり、Aerovac System社(www.aerovac.com)から入手できる。このフィルムは、100%伸張にて比較的低い引張係数となる700psi(4.8MPa)を有している。これはフィルムの平面内において、このフィルムが引張力を受ける場合に、引張ひずみに引張応力の対する比で定義されるものであり、100%伸張する場合の比である。
【0019】
被成形材12は、フッ化エチレンプロピレン(FEP)剥離フィルムである2つのレイヤー(層)9、10で包まれており、図2、3に示すように載置されている。被成形材は、雄型の頂部の上に載置される中央部材12aと、雄型において互いに反対方向に突き出した横部材12b、13bとを備えている。
【0020】
当て板11は被成形材の上部に載置されており、2つの隔壁層4、6は組立体を覆っている。当て板11は任意に用いられるものであって、省略してもよいことに留意されたい。隔壁の第1の層は、組立体を覆うとともに帯状のテープ5によりテーブル1に固定されるWrightlon(登録商標)WL7400のレイヤー(層)6である。Wrightlon(登録商標)WL7400のフィルムは、米国カリフォルニア州ハンティントンビーチのAirtech Advanced Materials Groupから入手できる。隔壁層6は、支持膜8よりも高い引張係数を有している。さらに、隔壁層6の平面内におけるこの隔壁層6の引張剛性(引張係数に関係する)は、支持膜8の平面内におけるこの支持膜8の引張剛性よりも高くなっている。隔壁の第2の層は、組立体を覆うとともに丈夫な鉄製のフレームによってテーブル1に固定される、低い剛性のレイヤー(層)4である。第2の隔壁層4は、種々の適合する複合材料から形成することができる。好ましい実施形態として、隔壁層4はMosite1453D(高い強度を有するシリコーンゴムであって、テキサス州フォートワースのMosite Rubber社で製造される)から作られる。このシリコーンゴムは、300%伸張にて600psi(4.1MPa)の引張係数を有している。
【0021】
隔壁層6は、1層の材料からなるものとして説明したが、代わりにWL7400のフィルムの多数の層を含んでもよいことに留意されたい。
【0022】
圧力は、テーブル1に設けた図示しない小さな孔の配列を経由する真空吸引によって組立体に与えられる。これらの孔は、テーブルの全体にわたり分布しており、組立体全体が吸引される。言い換えると、支持膜8とテーブル1の間の空洞が吸引され、支持膜8と2つのレイヤー(層)の隔壁4、6の間の空洞が吸引され、隔壁層4と6の間の空洞が吸引される。
【0023】
図4に示すように、雄型12とエッジバー13の間の溝17、18を橋渡すことによって、隔壁は雄型を越えて広げられ、それにより圧力差が隔壁を溝に引き込む。隔壁は溝17、18の中に引き込まれるので、図4に示すように、溝は被成形材の横部材12b、12cを雄型の両側部に接触させて次第に変形させる。成形は85℃〜95℃(好ましくは90℃)の高温T1、または45℃の低温で行われる。目的を明確にするために、図4には低い剛性の隔壁層4、取り外しフィルム9、10、当て板11、フィルム8を示していないことに留意されたい。
【0024】
熱は、オーブン(炉)、赤外線発熱体、または他の別の手段によって与えられる。任意に追加的な減容化圧力を、オートクレーブ(高温高圧密閉容器)の中に組立体を載置し、隔壁の外側に1barよりも高い圧力を与えることによって供給してもよい。
【0025】
支持膜8は、成形及び減容温度T1に近づくにつれて、被成形材の側部12b、12cの重さを支えるので、加工しわとなり得る自己成形の傾向が回避されるまた支持膜8は、スパーのフランジが単にカテナリー(懸垂線)を形成することを確保する。そうでなければしわとなる原因となる。
【0026】
硬質の隔壁層6と支持膜8は張力を付与した状態で被成形材12に載置されるので、雄型の傾斜または他の複雑な形状が被成形材に容易に形成される。隔壁層4、6は、真空が適用される前の垂れ下がりが最小となるように、張力を付与したままであることに留意されたい。
【0027】
隔壁の全域に亘る圧力差が、被成形材12の全ての部分に均一な静水圧を与える。成形ツールとエッジバー3の間の溝を越える隔壁の橋渡しが、この隔壁を引き伸ばし、雄型の凸状の角に係合する際に、被成形材に対応する隔壁の平面内に、引張力を与える。したがって、被成形材に加わる圧力は、この被成形材の表面にわたり、ツール2の頂部と側部における凸部が少なくほぼ平坦な表面領域に係合する場合の純粋な静水圧(最大で大気圧まで、またはオートクレーブが使われる場合は大気圧を超えて)と、高曲率の凸状の角における静水圧を加えた引張圧力からなる増大圧との間で変化する。
【0028】
被成形材の減容化は、圧力と温度上昇によって引き起こされる。また減容化は、被成形材の横部材12b、12cを次第に下方へ移動させる隔壁の動きに補助され、そして被成形材の外部へ余分な空気を搾り出す。
【0029】
図4は、実線で圧縮化する前の輪郭を示しており、破線で減容化後の輪郭を示している。減容化工程は、減容化前の厚み70から減容化後の厚み71に変化して厚みを減少させる。厚みは、被成形材の非平坦及び平坦な領域の両方とも同じような量で減っていることに留意されたい。一例として厚み70は約34mmであり、厚み71は約30mmである。
【0030】
減容化の後、変形した被成形材12を、図5に示す雌型の硬化ツール80に移動し、関係する消耗品を被成形材12のIMLに塗布する。その後、ツール80は、被成形材12の硬化のためにほぼ180℃の硬化温度T2に加熱するとともに、7〜12barの圧力をかけたオートクレーブ内に載置される。
【0031】
雌型の硬化ツール80上の被成形材は、最終的な厚みとなっており、これは被成形材のIML表面は硬化に移す必要がないことを意味している。それゆえ、非成形材がツール80の出っ張った角の表面81、82と係合する非平坦領域において、被成形材の厚みは変わらないままである。
【0032】
別の工程において、図5に示す雌型80上の被成形材を硬化する代わりに、被成形材は形を形成し減容化するのに用いられる雄型2上で硬化してもよい。この場合、幾何学的に許容範囲に収める機械加工のために、被成形材の外形線(OML)に犠牲層を加えても良い。熱減容化工程は、雄型で硬化されるスパーの厚みを調整し、そしてそれゆえに部材のばらつきを抑制し、必要とされる犠牲層の厚み(または層数)が最小化される。
【0033】
図6に、別のフォーミング及び減容化組立体を示す。これは図1〜3の組立体と似ており、類似する機能部には、同じ参照番号が与えられている。しかしながら低い剛性の隔壁層4と当て板11が省略されており、硬い隔壁層6の下に通気レイヤー(層)20が設けられていることに留意されたい。また図1〜3に示す三角形のエッジバー3に代えて長方形のスイーパーブロック3aが設けられていることにも留意されたい。
【0034】
図7に、さらに別の成形及び減容化組立体を示す。これは図6の組立体と似ており、類似する機能部には、同じ参照番号が与えられている。図7と対比して、当て板11を含むことに留意されたい。
【0035】
図1を参照して、ツール2は、大きな曲率半径(100m程度の)となる曲線端部を備える。プリプレグの各層は、一方向に延びる炭素繊維の配列を含んでいる。いくつかのプリプレグは、スパーの根元15と先端16の間の翼幅方向にのびる繊維を敷設している。これらは翼幅方向に0°で整列しているので、従来どおり「ゼロファイバー」と呼ばれる。他は、翼幅方向と直角をなす翼弦方向に延びる繊維を敷設している。他は、翼幅方向と+/−45°の角度で敷設している。従来の組立体において、しわは図1に示す線14に沿って形成される傾向がある。この形成は、ゼロファイバーの原因であると考えられている。
【0036】
驚くべきことに、比較的硬質の隔壁層6の使用によって、このしわが形成されにくいことが見出されている。また隔壁6の剛性を変化させて試験が行われており、剛性が高いほど、雄型2の凸状の角に適合する圧力が高いことが見出されている。凸状の角における力の集中は、成形と減容化の両方にとって望ましい。
【0037】
低い剛性の隔壁層4は、繰り返しの周期に対しても回復するので、多くの形成周期に再使用可能である。対照的に、高い剛性の隔壁6は、積層をより強化するため、頻繁に取り替える必要がある。
【0038】
本発明を一つまたはそれ以上の好適な実施形態につき上記に説明したが、当然のことながら、添付の特許請求の範囲に定義した本発明の範囲を逸脱することなく様々な改変および変更を加えることができる。
【特許請求の範囲】
【請求項1】
複合部品の製造における被成形材を成形する方法において、
雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する被成形材と隔壁をと載置する工程と、
前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有することを特徴とする方法。
【請求項2】
複合部品の製造における被成形材を成形する製造方法において、
雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する被成形材と、支持膜と、隔壁とを載置する工程であって、前記支持膜と隔壁は、前記被成形材の対向する側部に配置される工程と、
前記被成形材の第2の部位の重さを前記支持膜で支持する工程と、
前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記支持膜と前記被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
前記隔壁は、該隔壁の平面内で、前記支持膜の平面内での剛性よりも大きい剛性を有することを特徴とする方法。
【請求項3】
請求項1又は2に記載の方法において、前記被成形材は、複合材料の積層を有する、方法。
【請求項4】
請求項3に記載の方法において、各々の層は、実質上互いに引き揃えられた繊維の集まりを有する、方法。
【請求項5】
請求項1〜4の何れかに記載の方法において、前記隔壁は、前記雄型に隣接する溝を橋渡すことによって前記雄型を超えて広げられ、前記圧力差は、溝に隔壁を引き込む、方法。
【請求項6】
請求項1〜5の何れかに記載の方法において、さらに前記雄型から前記変形した被成形材を取りのぞき、そして雌型の上で前記被成形材を硬化すること、
を含む、方法。
【請求項7】
請求項1〜6の何れかに記載の方法において、前記雄型の頂部は、比較的高曲率の凸状の角で前記雄型の側部と合わさる、方法。
【請求項8】
請求項1〜7の何れかに記載の方法において、前記複合部品は、飛行機の部品である、方法。
【請求項9】
請求項1〜8の何れかに記載の方法において、前記隔壁は、該隔壁の平面内で6MPa超の引張係数を有する、方法。
【請求項10】
請求項1〜9の何れかに記載の方法において、前記隔壁は、該隔壁の平面内で7MPa超の引張係数を有する、方法。
【請求項11】
請求項1〜10の何れかに記載の方法において、前記隔壁は、該隔壁の平面内で8MPa超の引張係数を有する、方法。
【請求項12】
請求項1〜11の何れかに記載の方法において、前記隔壁は、多層の隔壁である、方法。
【請求項13】
請求項1〜12の何れかの記載の方法によって製造された複合部品。
【請求項1】
複合部品の製造における被成形材を成形する方法において、
雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する被成形材と隔壁をと載置する工程と、
前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有することを特徴とする方法。
【請求項2】
複合部品の製造における被成形材を成形する製造方法において、
雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する被成形材と、支持膜と、隔壁とを載置する工程であって、前記支持膜と隔壁は、前記被成形材の対向する側部に配置される工程と、
前記被成形材の第2の部位の重さを前記支持膜で支持する工程と、
前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記支持膜と前記被成形材の第2の部位を接触させて次第に変形させる工程と、を含み、
前記隔壁は、該隔壁の平面内で、前記支持膜の平面内での剛性よりも大きい剛性を有することを特徴とする方法。
【請求項3】
請求項1又は2に記載の方法において、前記被成形材は、複合材料の積層を有する、方法。
【請求項4】
請求項3に記載の方法において、各々の層は、実質上互いに引き揃えられた繊維の集まりを有する、方法。
【請求項5】
請求項1〜4の何れかに記載の方法において、前記隔壁は、前記雄型に隣接する溝を橋渡すことによって前記雄型を超えて広げられ、前記圧力差は、溝に隔壁を引き込む、方法。
【請求項6】
請求項1〜5の何れかに記載の方法において、さらに前記雄型から前記変形した被成形材を取りのぞき、そして雌型の上で前記被成形材を硬化すること、
を含む、方法。
【請求項7】
請求項1〜6の何れかに記載の方法において、前記雄型の頂部は、比較的高曲率の凸状の角で前記雄型の側部と合わさる、方法。
【請求項8】
請求項1〜7の何れかに記載の方法において、前記複合部品は、飛行機の部品である、方法。
【請求項9】
請求項1〜8の何れかに記載の方法において、前記隔壁は、該隔壁の平面内で6MPa超の引張係数を有する、方法。
【請求項10】
請求項1〜9の何れかに記載の方法において、前記隔壁は、該隔壁の平面内で7MPa超の引張係数を有する、方法。
【請求項11】
請求項1〜10の何れかに記載の方法において、前記隔壁は、該隔壁の平面内で8MPa超の引張係数を有する、方法。
【請求項12】
請求項1〜11の何れかに記載の方法において、前記隔壁は、多層の隔壁である、方法。
【請求項13】
請求項1〜12の何れかの記載の方法によって製造された複合部品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2010−540294(P2010−540294A)
【公表日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願番号】特願2010−527544(P2010−527544)
【出願日】平成20年9月29日(2008.9.29)
【国際出願番号】PCT/GB2008/050882
【国際公開番号】WO2009/044194
【国際公開日】平成21年4月9日(2009.4.9)
【出願人】(302053010)エアバス・ユ―ケ―・リミテッド (54)
【Fターム(参考)】
【公表日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願日】平成20年9月29日(2008.9.29)
【国際出願番号】PCT/GB2008/050882
【国際公開番号】WO2009/044194
【国際公開日】平成21年4月9日(2009.4.9)
【出願人】(302053010)エアバス・ユ―ケ―・リミテッド (54)
【Fターム(参考)】
[ Back to top ]