
被検査物の搬送装置及び外観検査装置
【課題】 被検査物の外観全体を容易且つ確実に検査できるように被検査物を搬送する被検査物の搬送装置を提供する。
【解決手段】 被検査物の外観検査に用いられる被検査物の搬送装置であって、往動搬送手段21により搬送される被検査物の表裏を反転して、復動搬送手段22aに引き渡す表裏反転手段23を備え、表裏反転手段23は、往動搬送手段21により搬送される被検査物を外周面に保持して回転搬送する第1のドラム231aと、第1のドラム231aにより搬送される被検査物を外周面に保持して回転搬送する第2のドラム232とを備え、第1のドラム231a及び第2のドラム232の少なくとも一方は、外周面に保持した被検査物を回転搬送することにより、往動搬送手段21及び復動搬送手段22aの並列方向に被検査物を移動可能に配置されている。
【解決手段】 被検査物の外観検査に用いられる被検査物の搬送装置であって、往動搬送手段21により搬送される被検査物の表裏を反転して、復動搬送手段22aに引き渡す表裏反転手段23を備え、表裏反転手段23は、往動搬送手段21により搬送される被検査物を外周面に保持して回転搬送する第1のドラム231aと、第1のドラム231aにより搬送される被検査物を外周面に保持して回転搬送する第2のドラム232とを備え、第1のドラム231a及び第2のドラム232の少なくとも一方は、外周面に保持した被検査物を回転搬送することにより、往動搬送手段21及び復動搬送手段22aの並列方向に被検査物を移動可能に配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、錠剤やカプセル剤等の被検査物の搬送装置、及び、この搬送装置により搬送される被検査物の外観を検査する外観検査装置に関する。
【背景技術】
【0002】
錠剤等の被検査物に対する異物の付着や、汚れ、欠けなどの欠陥の有無を調べるため、被検査物を搬送して外観を検査する装置が従来から知られている。例えば、特許文献1に開示された外観検査装置は、被検査物を複数のローラにより回転させながら搬送し、被検査物の回転中に斜め上方から複数回撮像することにより、被検査物の表面全体を検査するように構成されている。
【特許文献1】特開平9−21755号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、上記特許文献1に開示された検査装置は、ローラとの摩擦によって被検査物を回転させるため、被検査物の形状や表面粗さ等によっては被検査物が滑らかに回転しないまま撮像されるおそれがあった。このため、被検査物の撮像が部分的なものとなり、外観検査を確実に行うことができないという問題を有していた。
【0004】
そこで、本発明は、被検査物の外観全体を容易且つ確実に検査できるように被検査物を搬送する被検査物の搬送装置の提供を目的とし、更に、このような搬送装置を備える外観検査装置の提供を目的とする。
【課題を解決するための手段】
【0005】
本発明の前記目的は、被検査物の外観検査に用いられる被検査物の搬送装置であって、被検査物を一方向に搬送する往動搬送手段と、前記往動搬送手段に対して並列配置され、前記往動搬送手段の搬送方向とは逆方向に被検査物を搬送する復動搬送手段と、前記往動搬送手段により搬送される被検査物の表裏を反転して、前記復動搬送手段に引き渡す表裏反転手段とを備え、前記表裏反転手段は、前記往動搬送手段により搬送される被検査物を外周面に保持して回転搬送する第1のドラムと、前記第1のドラムにより搬送される被検査物を外周面に保持して回転搬送する第2のドラムとを備え、前記第1のドラム及び第2のドラムの少なくとも一方は、外周面に保持した被検査物を回転搬送することにより、前記往動搬送手段及び復動搬送手段の並列方向に被検査物を移動可能に配置されている被検査物の搬送装置により達成される。
【0006】
また、本発明の前記目的は、上記の被検査物の搬送装置を備える外観検査装置であって、前記往動搬送手段及び復動搬送手段により搬送される各被検査物を斜め上方から同一の走査ラインに沿って撮像する複数の撮像手段と、前記各撮像手段の撮像データに基づき被検査物の欠陥の有無を判別する欠陥判別手段とを備える外観検査装置により達成される。
【発明の効果】
【0007】
本発明の被検査物の搬送装置及び外観検査装置によれば、被検査物の外観全体を容易且つ確実に検査できるように被検査物を搬送することができる。
【発明を実施するための最良の形態】
【0008】
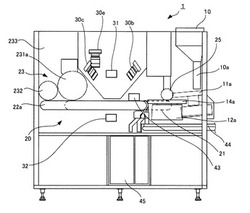
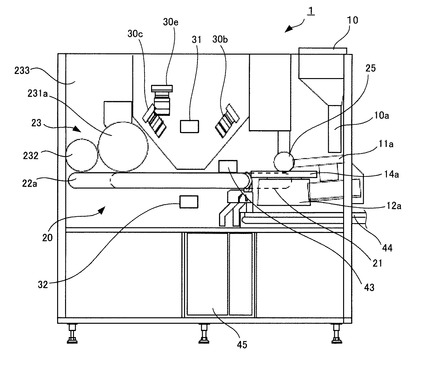
以下、本発明の実態形態について添付図面を参照して説明する。図1は、本発明の一実施形態に係る外観検査装置の側面図であり、図2は、図1の要部平面図である。
【0009】
図1及び図2に示すように、外観検査装置1は、錠剤等の被検査物が投入されるホッパー10と、ホッパー10から供給される被検査物を整列搬送する振動フィーダ12a,12bと、振動フィーダ12a,12bから順次供給される被検査物を搬送する搬送装置20と、搬送装置20により搬送される被検査物を撮像する5つの撮像装置30a,30b,30c,30d,30eと、各撮像装置30a〜30eの撮像データに基づき被検査物の欠陥の有無を判別する欠陥判別装置40とを備えている。
【0010】
振動フィーダ12a,12bは、ホッパー10の左右方向に隣接して設けられており、ホッパー10の下部に形成された2つの排出口10a,10bからシュート11a,11bを介してそれぞれ被検査物が供給される。振動フィーダ12a,12bに供給された被検査物は、振動によって図2の矢示方向に搬送される。振動フィーダ12a,12bの搬送機構については、楕円振動を行う従来の構成と同様であるため、詳細な説明を省略する。
【0011】
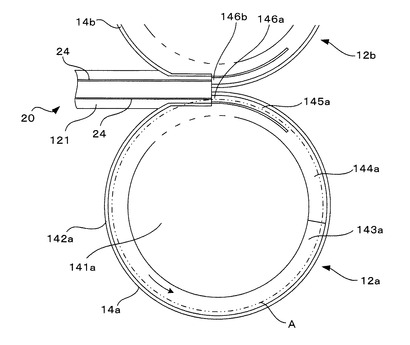
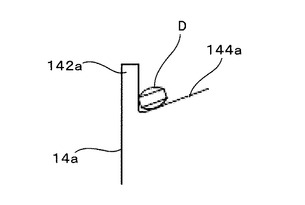
図3は、一方の振動フィーダ12aにおける搬送面を構成するフィーダボール14aの拡大平面図である。フィーダボール14aは、円形の底壁141aが振動フィーダ12aの振動軸(図示せず)に支持されており、外縁に沿って設けられた環状のガイド壁142aを備えている。底壁141aの外周部には、ガイド壁142aに沿って上昇レール143a、下降レール144a及びガイドレール145aが順次連接するように設けられている。
【0012】
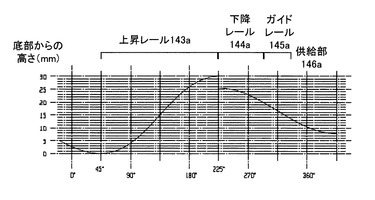
図4は、図3に示す上昇レール143a、下降レール144a及びガイドレール145aを2点鎖線Aに沿って直線上に展開したときの側面視における傾斜状態を示している。上昇レール143aは、ガイド壁142aに沿って上り傾斜を有している。上昇レールの傾斜は、最初は小さく、徐々に大きくなり、最後は小さくなるように、滑らかな曲線状とされている。また、下降レール144aは、ガイド壁142aに沿って下り傾斜を有しており、その傾斜角度は、搬送方向に沿って徐々に大きくなるように形成されている。ガイドレール145aは、下降レール144aから連続する下り傾斜を有しており、被検査物を一列の状態で搬送する。
【0013】
フィーダボール14aに振動が付与されると、底壁141a上の被検査物は、上昇レール143aの傾斜に沿って上昇した後、下降レール144aに沿って下降する。上昇レール143a及び下降レール144aは、円周方向に沿って傾斜すると共に、径方向外方に下降するようにも傾斜しており、ガイド壁142aに沿って一列の状態でガイドレール145aに案内される。ガイドレール145aに導入されない余剰の被検査物は、底壁141aに落下して、振動搬送により再び上昇レール143aに導かれる。
【0014】
以上の振動フィーダ12aの構成は、他方の振動フィーダ12bについても同様であり、各振動フィーダ12a,12bの供給部146a,146bから搬送装置20に向けて被検査物が整列搬送される。
【0015】
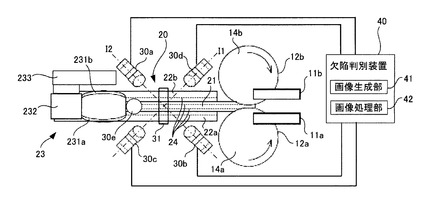
搬送装置20は、各振動フィーダ12a,12bから被検査物を受け取って左右2列の状態で搬送する往動搬送部21と、往動搬送部21の左右両側にそれぞれ並列配置されて往動搬送部21の搬送方向とは逆方向に被検査物を一列で搬送する復動搬送部22a,22bと、往動搬送部21の各列からそれぞれ被検査物を受け取り、表裏を反転させて復動搬送部22a,22bに引き渡す表裏反転装置23とを備えている。
【0016】
往動搬送部21及び復動搬送部22a,22bは、いずれもベルトコンベヤからなり、サーボモータ等により同じ搬送速度で駆動される。それぞれの搬送ベルトは、光透過性及び光拡散性を有する乳半色の半透明材料により構成されており、例えば、ニッタ株式会社製のポリエステルベルト(製品名:ニューライトグリップ P−0)を使用することができる。搬送ベルトは、必ずしも乳半色のものに限定されず、光透過性及び光拡散性を有する高明度色のものであれば、後述するように、被検査物Dの確実な外観検査を行う上で好適である。具体的には、搬送ベルトの明度は、マンセル体系で7以上が好ましく、7.5以上がより好ましく、8以上が更に好ましい。但し、被検査物自体の明度が低い場合には、搬送ベルトの明度が5程度であっても確実な外観検査を行い得る。また、搬送ベルトは、透明材料により形成してもよく、この場合も、本実施形態と同様の効果を奏することができる。透明材料からなる搬送ベルトを使用する場合には、少なくとも下方の照明装置32に高明度色の光源を使用することが好ましい。
【0017】
それぞれの搬送ベルトの搬送面には、搬送方向に沿って延びる溝部24が被検査物の各搬送列に対応して形成されている。溝部24は、断面円弧状(楕円弧状を含む)に形成されており、被検査物の幅よりも小さい幅を有し、被検査物の一部のみが収容される程度の深さ(例えば、錠剤の場合に0〜1mm程度)を有している。また、振動フィーダ12a(12b)から往動搬送部21への被検査物の引き渡し位置には、図1に示すように押圧ローラ25が設けられている。
【0018】
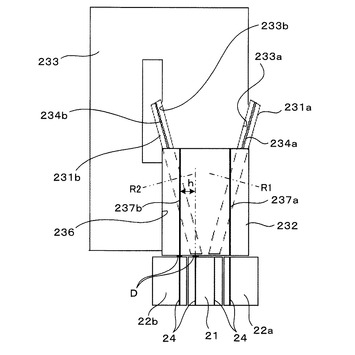
表裏反転装置23は、図5及び図6に示すように、傾斜ドラム231a,231bと、反転ドラム232とを備えている。傾斜ドラム231a,231bは、真空ポンプ(図示せず)に接続される吸引ボックス233の左右両側に位置する傾斜面233a,233bに対してそれぞれ摺動回転するように支持されることで、図5に示すように往動搬送部21及び復動搬送部22a,22bの搬送方向に沿って見た場合に、回転軸R1,R2が往動搬送部21及び復動搬送部22a,22bの搬送面に対して傾斜するように(即ち、外観検査装置1が水平な床面に設定された状態で、水平面に対して傾斜するように)配置されている。
【0019】
傾斜ドラム231a,231b及び反転ドラム232の形状は、本来の円筒状(ドラム状)以外に、円板状(ディスク状)であってもよく、本実施形態においては、傾斜ドラム231a,231bをディスク状として、反転ドラム232をドラム状としている。
【0020】
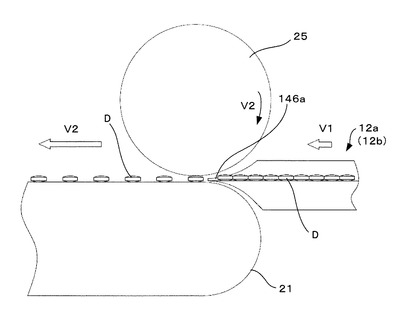
傾斜ドラム231a,231bの外周面には、円周方向に沿って連続的に多数形成された吸引孔234a,234bを有している。吸引孔234a,234bは、吸引ボックス233の傾斜面233a,233bの切欠部235a,235bを介して吸引ボックス233内と連通している。これにより、傾斜ドラム231a,231bは、往動搬送部21により搬送される各列の被検査物Dをそれぞれ吸引保持して、図6の矢示方向に搬送する。
【0021】
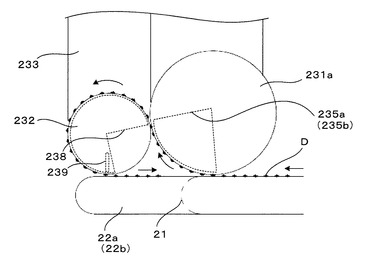
反転ドラム232は、吸引ボックス233の垂直面236に対して摺動回転するように、回転軸が左右方向に水平に延びるように支持されている。反転ドラム232の外周面両側には、それぞれ吸引孔237a,237bが周方向に沿って連続的に多数形成されている。吸引孔237a,237bは、垂直面236に形成された切欠部238を介して吸引ボックス233内と連通している。これにより、傾斜ドラム231a,231bにより搬送された被検査物Dが傾斜回転することにより、往動搬送部21及び復動搬送部22a,22bの並列方向(搬送面に沿って搬送方向と直交する方向)に距離hを移動した位置で反転ドラム232の吸引孔237a,237bにそれぞれ受け渡され、反転ドラム232の外周面に吸引保持される。
【0022】
被検査物Dの並列方向の移動距離hは、往動搬送部21の溝部24と復動搬送部22a,22bの溝部24との距離に対応しており、被検査物Dは、反転ドラム232の図6に示す矢示方向の回転により復動搬送部22a,22bの溝部24の上方に案内され、圧空ノズル239からの加圧空気の噴射により、復動搬送部22a,22bに引き渡される。
【0023】
また、図1及び図2に示すように、往動搬送部21および復動搬送部22a,22bの周辺には、搬送される被検査物Dを上方から撮像する5つの撮像装置30a,30b,30c,30d,30eが配置されている。また、往動搬送部21および復動搬送部22a,22bの直上及び直下には、それぞれ白熱球などの光源から照射された光を光ファイバにより案内して、被検査物Dを照明する照明装置31,32が配置されている。
【0024】
撮像装置30a〜30eは、いずれもラインセンサカメラであり、撮像軸と交差する方向に走査して、被検査物Dの明度に応じた信号(すなわち、ラインセンサの受光量にほぼ比例する大きさの信号)を出力する。撮像装置30a〜30eのうち、2つの撮像装置30a,30bは、平面視において撮像軸I1上に対向配置されている。また、他の2つの撮像装置30c,30dは、平面視において撮像軸I1と直交する撮像軸I2上に対向配置されている。これら各撮像装置30a〜30dは、往動搬送部21により2列で搬送される被検査物D、及び、復動搬送部22a,22bによりそれぞれ一列で搬送される被検査物Dを、撮像軸I1またはI2上において、斜め上方から略同時に撮像できるように配置されている。すなわち、撮像装置30a〜30dは、いずれも各搬送列に対応する合計4つの被検査物Dを同一の走査ラインに沿って撮像することができる。
【0025】
一方、残りの撮像層30eは、被検査物Dを直上から撮像するように配置されており、往動搬送部21により搬送される被検査物Dの表面と、復動搬送部22a,22bにより搬送される被検査物Dの裏面とを同一の走査ラインに沿って撮像できるように配置されている。
【0026】
欠陥判別装置40は、各撮像装置30a〜30eからの出力信号に基づき被検査物Dの2次元の画像データを生成する画像生成部41と、生成された画像データから受光量が所定レベル以下の領域を切り出して検査を行う画像処理部42とを備えており、画像処理部42における検査結果に基づいて、搬送される各被検査物Dの合否判定を行う。復動搬送部22a,22bにより搬送される被検査物Dは、選別装置43により個々の被検査物Dごとに合格品・不合格品の選り分けが行われ、検査結果が合格の場合は、被検査物Dが良品取出しベルト44に移行されて取り出される一方、検査結果が不合格の場合は、不良品受け缶45に排出される。
【0027】
次に、上述した外観検査装置1の作動を説明する。図1及び図2を参照して、検査対象となる錠剤等の被検査物をホッパー10に多数投入すると、被検査物は、シュート11a,11bを経て振動フィーダ12a,12bに供給され、図3に示す上昇レール143a、下降レール144a及びガイドレール145aに沿って搬送される。
【0028】
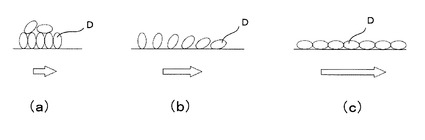
上昇レール143a、下降レール144a及びガイドレール145aは、それぞれ図4に示す傾斜を有しているため、上り傾斜を有する上昇レール143aにおいては被検査物の搬送速度が遅く、下り傾斜を有する下降レール144aにおいては被検査物の搬送速度が速くなる。したがって、図7(a)に示すように上昇レール143aにおいて塊状で搬送されていた被検査物Dは、下降レール144aに移行すると加速されて、図7(b)に示すようにばらけた状態になる。そして、下降レール144aの搬送過程で図7(c)に示すように整列状態となる。こうして、下降レール144aは、図8に示すように、被検査物Dがガイドレール145aに供給される前に、ガイド壁142aに沿った整列を促すことができ、被検査物Dをガイドレール145aにスムーズに導入することができる。ガイドレール145aは、被検査物が一列の状態で通過するように構成されている。
【0029】
このように、振動フィーダが、上昇レールとガイドレールとの間に介在する下降レールを備えることにより、被検査物の搬送中に所望の速度差をつけることが容易になり、被検査物の形状に拘わらず整列状態での搬送を促すことができる。すなわち、被検査物の自重を利用して自然に整列させることができるので、被検査物を強制的に整列させるための規制板は必ずしも必要ではなく、仮に規制板を設けた場合でも被検査物と規制板との衝突を抑制することができ、被検査物に欠けや割れが発生するおそれを軽減することができる。これらの効果は、上昇レール及び下降レールのそれぞれにおける速度差が大きいほど顕著になることから、本発明の振動フィーダは、高速搬送時(例えば、1列あたり10〜16万錠/時)において特に有効である。
【0030】
上昇レール及び下降レールの傾斜角度や接続位置は、被検査物の搬送量や大きさ、形状等に応じて整列状態になり易いように、適宜設定すればよい。例えば、本実施形態のように、下降レールの傾斜角度を、搬送方向に沿って徐々に大きくすることにより、塊状で搬送されていた被検査物を徐々にばらけさせて、ガイドレールへの導入直前で搬送速度を最も大きくすることができ、被検査物を整列し易くすることができる。
【0031】
また、上昇レール及び下降レールの傾斜角度の調整に加えて、振動フィーダを傾斜面に設置する等して搬送面全体を水平面に対して傾斜させるようにしてもよく、これによって、搬送速度分布の安定化を図ることができる。振動フィーダを傾斜状態で設置する場合には、平坦面を有する底壁に上昇レールのみを備える振動フィーダであっても、下方への傾斜を生じさせることができるので、被検査物に正の加速度を与えて上昇レールと平坦面との間で被検査物の所望の速度差を生じさせることができ、本実施形態と同様の効果を奏することができる。更に、上昇レール及び下降レールを有しない平坦面のみを有する底壁を備えた振動フィーダであっても、この振動フィーダを傾斜状態で設置することにより、平坦面の最下部の両側に上昇レール及び下降レールとしてそれぞれ機能する部分を生じさせることができ、やはり本実施形態と同様の効果を奏することができる。
【0032】
振動フィーダ12a,12bの供給部146a,146bから整列状態で排出される被検査物は、往動搬送部21に引き渡される。図9に示すように、振動フィーダ12a,12bからの供給速度をV1とし、往動搬送部21の搬送速度をこれよりも速いV2に設定することにより、往動搬送部21により搬送される各列の被検査物D同士の間隔を拡げることができる。この間隔は、V1とV2の速度差を調整することにより、所望の値に設定可能である。押圧ローラ25は、往動搬送部21の搬送速度と略同じ回転速度V2で回転しており、振動フィーダ12a,12bから往動搬送部21に被検査物Dが引き渡される際に、被検査物Dの飛び出しや位置ずれを防止し、往動搬送部21の溝部24上に被検査物Dを確実に載置することができる。
【0033】
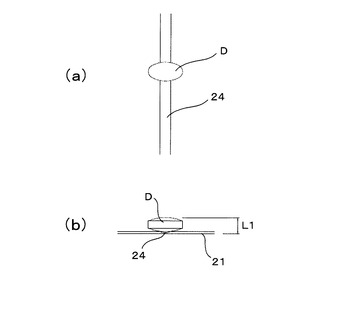
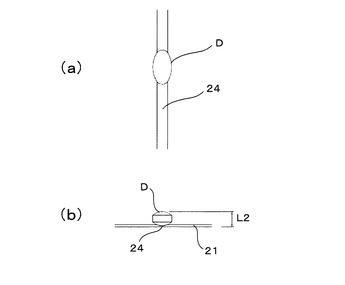
図10(a)に示すように溝部24上に載置された被検査物Dは、底部の一部が溝部24に収容されることにより、図10(b)に示すように、往動搬送部21の搬送面からの高さが、実際の高さに比べて若干低いL1となる。そして、往動搬送部21による搬送中に被検査物Dが水平回転すると、図11(a)及び(b)に示すように、被検査物Dは、往動搬送部21の搬送面からの高さがより低くなる姿勢(向き)で安定し、高さが最も低いL2となる姿勢を保ったまま搬送される。
【0034】
このように、往動搬送部21に溝部24を形成することにより、異形錠やカプセル錠など形状に拘らず、被検査物を最も安定化する姿勢となるように自然に補正することができるので、各被検査物の姿勢を一定にして整列搬送することができる。溝部24の断面形状は、本実施形態のように円弧状(楕円弧状を含む)であることが好ましく、これによって、被検査物の姿勢に応じた搬送面からの高さ変動が生じやすくなり、被検査物の姿勢の安定化をより確実にすることができる。但し、溝部24の断面形状は、必ずしも円弧状に限られず、矩形状であってもよい。また、被検査物Dの断面形状が、角型など搬送中の姿勢変動が生じない形状であれば、溝部24を設けない構成にすることもできる。
【0035】
往動搬送部21上で姿勢が補正された被検査物Dは、撮像装置30a〜30eによる撮像エリアを通過して、表裏反転装置23により表裏が反転されて、復動搬送部22a,22bにより逆方向に搬送される。表裏反転装置23の作動については既に詳述したとおりであり、外周面で被検査物を保持する傾斜ドラム231a,231b及び反転ドラム232の2つのドラムを介することで、復動搬送部22a,22bに引き渡す被検査物を確実に表裏反転することができる。そして、復動搬送部22a,22bの溝部24に被検査物Dを載置することにより、復動搬送部22a,22bにより搬送される被検査物Dについても姿勢が自動補正される。こうして、往動搬送部21による被検査物Dの一方向の搬送と、復動搬送部22a,22bによる被検査物Dの逆方向の搬送とが、連続的に行われる。
【0036】
各撮像装置30a〜30eの撮像エリアには、照明装置31,32により被検査物Dの上下から照明光が照射される。本実施形態の往動搬送部21及び復動搬送部22a,22bに用いられる搬送ベルトは、光透過性及び光拡散性を有する乳半色など高明度色であるため、被検査物Dに対して上下から照明することにより、被検査物Dを均一に照明することができると共に、被検査物Dの背景となる高明度色を際だたせることができ、被検査物Dを背景よりも明度の低い部分として認識することが可能になる。
【0037】
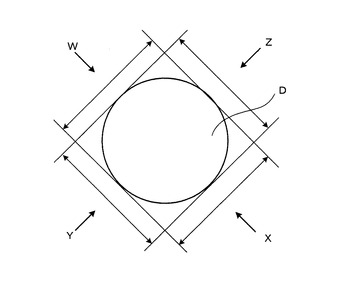
4つの撮像装置30a〜30dは、いずれも往動搬送部21及び復動搬送部22a,22bにより搬送される各被検査物Dを撮像するように、図2に示す撮像軸I1,I2と直交する方向に走査する。この結果、往動搬送部21により搬送される被検査物Dは、図12に示すように、表面側が斜め上方からW,X,Y,Zの4方向に撮像され、復動搬送部22a,22bにより搬送される被検査物Dについても、裏面側が同様に斜め上方から4方向に撮像される。こうして、各撮像装置30a〜30dによる1ライン分の走査により、ラインセンサの受光量に応じた大きさの出力信号が生成され、この走査を被検査物Dの搬送中に繰り返し行うことにより、各走査に対応した出力信号が欠陥判別装置40に順次送信される。
【0038】
本実施形態においては、往動搬送部21及び復動搬送部22a,22bが並列配置され、それぞれ被検査物の表面側及び裏面側を露出させた状態で搬送するように構成されているため、往動搬送部21及び復動搬送部22a,22bにより搬送される各被検査物を、複数の撮像装置30a〜30dにより同一の走査ラインに沿って略同時に撮像することで、被検査物の外観全体を容易且つ確実に検査することができる。
【0039】
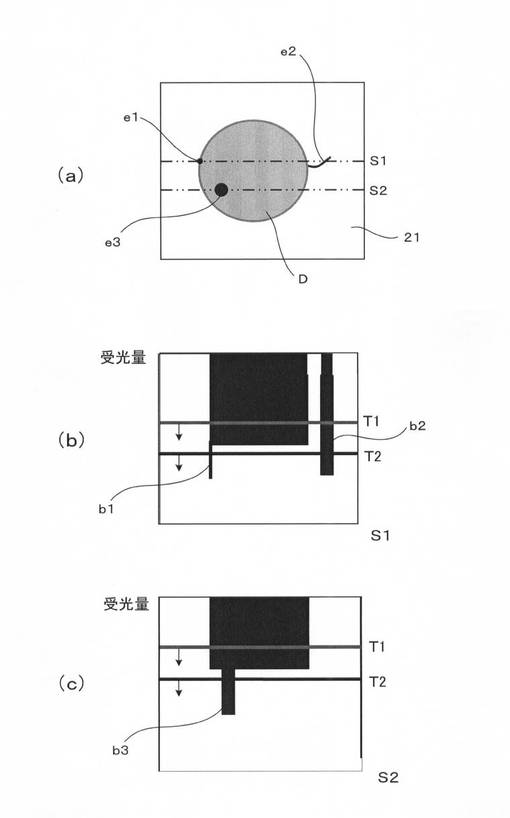
欠陥判別装置40においては、各撮像装置30a〜30dからの出力信号に基づき、画像生成部41が走査線に対応する2次元の画像データを生成する。例えば、図13(a)に示すように、往動搬送部21により搬送される被検査物Dに対して、任意の撮像装置が走査ラインS1に沿って走査を行った場合、出力信号に基づいて生成される画像データを図13(b)に示す。
【0040】
被検査物Dは、通常は錠剤やカプセル剤等であるため、被検査物Dの色によっては被検査物Dと背景との明度差が小さくなり、被検査物Dと背景との区別が困難な場合がある。ところが、本実施形態においては、搬送ベルトとして光透過性及び光拡散性を有する乳半色のものなど高明度のものを使用しているので、背景となる搬送面における明度は、被検査物Dの明度よりも更に高い値となる。この結果、図13(b)に示すように、画像データにおいて被検査物Dに相当する部分は、背景よりも明度が低い(すなわち、ラインセンサの受光量が少ない)部分として把握することができる。
【0041】
この結果、図13(a)に示すように、被検査物Dの走査ラインS1上に、欠けe1や飛び出し毛髪e2が存在する場合、これらの欠陥は、図13(b)に示すように、被検査物Dよりも明度が低い(すなわち、ラインセンサの受光量の低い)領域b1,b2として把握することができる。したがって、被検査物Dの明度(ラインセンサの受光量)よりも高い値で第1の基準レベルT1を設定し、画像処理部42が、第1の基準レベルT1以下の画像データを切り出すことにより、被検査物Dと背景とを区別して、被検査物Dの検査を行うことができる。被検査物Dの欠陥の有無は、例えば、被検査物Dの明度(ラインセンサの受光量)よりも低い値で第2の基準レベルT2を設定し、この第2の基準レベルT2以下の画像データを切り出すことにより、判別することができる。
【0042】
このような欠陥判別方法によれば、従来は搬送ベルトに同化して検出できないおそれがあった被検査物からの飛び出し欠陥やエッジ部の欠陥も、確実に検出することができる。また、被検査物の撮像データにおけるエッジ部や外部の欠陥だけでなく、被検査物の内部に存在する欠陥についても確実に検出することができる。例えば、図13(a)に示すように、被検査物Dの走査ラインS2上に異物が付着している場合、図13(c)に示すように、この異物を被検査物Dの信号レベルよりも信号値が低い領域b3として把握することができる。
【0043】
本実施形態においては、各被検査物Dに対し、上述したように表面側及び裏面側のそれぞれについて斜め上方の4方向から撮像することにより、欠陥の有無を判別することができるので、死角のない検査を行うことができる。特に、被検査物が輪状(ドーナツ状)の場合、従来のような表裏面検査及び側面検査では、被検査物の内周面の欠陥を撮像することが困難であったが、本実施形態の外観検査装置は、このような内周面も確実に撮像することができる。したがって、各画像データに対する確実な欠陥判別と相俟って、被検査物の外観検査を確実に行うことができる。
【0044】
また、各撮像装置30a〜30dにより、往動搬送部21及び復動搬送部22a,22bが搬送する各被検査物を同一の走査ラインに沿って撮像するようにしているので、被検査物の表面側及び裏面側を同一の撮像装置30a〜30dにより撮像して検査することができる。したがって、表面検査と裏面検査とを異なる撮像装置を用いて行う場合のように、カメラの校正や検査精度の確認を頻繁に行う必要がなく、カメラバリデーションを容易にすることができる。
【0045】
本実施形態においては、上述した4つの撮像装置30a〜30dの他に、被検査物の表面側及び裏面側を垂直方向に撮像する撮像装置30eを更に備えており、欠陥判別装置40は、撮像装置30eからの出力信号に基づき、画像生成部41において画像データを生成し、画像処理部42においてこの画像データをマスタ画像と比較することにより、主として印字部の欠陥を把握することができる。
【0046】
往動搬送部21及び復動搬送部22a,22bは、被検査物を所定の間隔及び所定の速度で搬送するので、欠陥判別装置40は、画像生成部41で生成された画像データが、どの撮像装置30a〜30eからどのタイミングで入力された信号に基づくかを把握することにより、被検査物の欠陥が検出された画像データに対応する被検査物を特定することができる。そして、欠陥を有する被検査物が選別装置43に搬送されると、不良品受け缶45に排出される。
【0047】
以上、本発明の一実施形態について詳述したが、本発明の具体的な態様は上記実施形態に限定されない。例えば、本実施形態においては、各撮像装置30a〜30dを、平面視において互いに直交する2つの撮像軸上にそれぞれ対向配置することで、撮像装置の設置台数を抑制しつつ、撮像の死角を確実になくすようにしているが、死角を生じない配置であれば種々のバリエーションが可能であり、例えば、各撮像軸同士は必ずしも直交する必要はなく、対向配置も必須ではない。
【0048】
また、本実施形態においては、カメラバリデーションを容易にする観点から、往動搬送部21及び復動搬送部22a,22bを並列配置して、各撮像装置30a〜30dが被検査物の表面側及び裏面側を同一の走査ラインに沿って撮像可能に構成しているが、往動搬送部21及び復動搬送部22a,22bが搬送する被検査物を個別に撮像するように各撮像装置を配置することも可能である。この場合、往動搬送部21及び復動搬送部22a,22bは必ずしも並列配置する必要はなく、設置スペースに応じて他のレイアウトとすることも可能である。
【0049】
また、被検査物を斜め上方から撮像するように配置した撮像装置の台数は、本実施形態においては4つとしているが、複数であれば本実施形態と同様の効果を得ることができる。但し、死角を確実に無くすためには、撮像装置を3つ以上配置することが好ましい。複数の撮像装置は、なるべく均一な撮像ができるように、撮像エリアの周囲に沿って等間隔に配置することが好ましい。
【0050】
また、搬送装置20については、本実施形態においては、往動搬送部21の両側に復動搬送部22a,22bを配置するようにしているが、復動搬送部の両側に往動搬送部を配置することも可能である。また、往動搬送部21及び復動搬送部22a,22bの搬送列は、本実施形態では2列としているが、1列または3列以上であってもよい。
【0051】
また、本実施形態においては、表裏反転装置23が、傾斜ドラム231a,231bと反転ドラム232とを備えており、往動搬送部21から被検査物を受け取る傾斜ドラム231a,231bの回転軸が、往動搬送部21及び復動搬送部22a,22bの搬送面に対して傾斜するように配置することで、被検査物を並列方向に移動させて、往動搬送部21から復動搬送部22a,22bへの引き渡しを可能にしている。これに対し、往動搬送部21から被検査物を受け取るドラム(第1のドラム)を、往動搬送部21及び復動搬送部22a,22bの搬送面に沿って(すなわち、水平面に沿って)回転軸が延びるように配置すると共に、このドラムから被検査物を受け取って復動搬送部22a,22bに引き渡すドラム(第2のドラム)を、回転軸が上記搬送面に対して傾斜するように配置しても、本実施形態と同様の効果を奏することができる。更に、上記の第1のドラム及び第2のドラムの双方を、回転軸が上記搬送面に対して傾斜するように配置することもできる。
【0052】
また、上記のように、第1のドラム及び第2のドラムの一方または双方を傾斜ドラムとする場合、この傾斜ドラムは、搬送面の上方から見て、回転軸が搬送方向に対して傾斜するように配置することも可能である。この場合は、回転軸が搬送面と平行であっても、外周面に保持した被検査物を回転搬送することにより、往動搬送部21及び復動搬送部22a,22bの並列方向に被検査物を移動させることができ、往動搬送部21から復動搬送部22a,22bに引き渡すことが可能になる。
【図面の簡単な説明】
【0053】
【図1】本発明の一実施形態に係る外観検査装置の側面図である。
【図2】図1の要部平面図である。
【図3】図1に示す振動フィーダの拡大平面図である。
【図4】図3に示す振動フィーダを2点鎖線Aに沿って直線上に展開したときの側面図である。
【図5】図1に示す表裏反転装置の後面図である。
【図6】図1に示す表裏反転装置の拡大側面図である。
【図7】図1に示す振動フィーダによる被検査物の搬送状態を説明するための図である。
【図8】図1に示す振動フィーダによる被検査物の搬送状態の断面図である。
【図9】図1に示す押圧ローラ25の周辺を示す拡大側面図である。
【図10】図1に示す往動搬送部による被検査物の搬送状態を説明するための図である。
【図11】図1に示す往動搬送部による被検査物の搬送状態を説明するための図である。
【図12】図1に示す撮像装置の平面視における撮像方向を示す図である。
【図13】図1に示す撮像装置の撮像データに基づく欠陥判別方法を説明するための図である。
【符号の説明】
【0054】
1 外観検査装置
10 ホッパー
12a,12b 振動フィーダ
14a フィーダボール
142a ガイド壁
143a 上昇レール
144a 下降レール
145a ガイドレール
146a 供給部
20 搬送装置
21 往動搬送部
22a,22b 復動搬送部
23 表裏反転装置
231a,231b 傾斜ドラム
234a,234b 吸引孔
232 反転ドラム
237a,237b 吸引孔
24 溝部
25 押圧ローラ
30a〜30e 撮像装置
31,32 照明装置
40 欠陥判別装置
41 画像生成部
42 画像処理部
D 被検査物
【技術分野】
【0001】
本発明は、錠剤やカプセル剤等の被検査物の搬送装置、及び、この搬送装置により搬送される被検査物の外観を検査する外観検査装置に関する。
【背景技術】
【0002】
錠剤等の被検査物に対する異物の付着や、汚れ、欠けなどの欠陥の有無を調べるため、被検査物を搬送して外観を検査する装置が従来から知られている。例えば、特許文献1に開示された外観検査装置は、被検査物を複数のローラにより回転させながら搬送し、被検査物の回転中に斜め上方から複数回撮像することにより、被検査物の表面全体を検査するように構成されている。
【特許文献1】特開平9−21755号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、上記特許文献1に開示された検査装置は、ローラとの摩擦によって被検査物を回転させるため、被検査物の形状や表面粗さ等によっては被検査物が滑らかに回転しないまま撮像されるおそれがあった。このため、被検査物の撮像が部分的なものとなり、外観検査を確実に行うことができないという問題を有していた。
【0004】
そこで、本発明は、被検査物の外観全体を容易且つ確実に検査できるように被検査物を搬送する被検査物の搬送装置の提供を目的とし、更に、このような搬送装置を備える外観検査装置の提供を目的とする。
【課題を解決するための手段】
【0005】
本発明の前記目的は、被検査物の外観検査に用いられる被検査物の搬送装置であって、被検査物を一方向に搬送する往動搬送手段と、前記往動搬送手段に対して並列配置され、前記往動搬送手段の搬送方向とは逆方向に被検査物を搬送する復動搬送手段と、前記往動搬送手段により搬送される被検査物の表裏を反転して、前記復動搬送手段に引き渡す表裏反転手段とを備え、前記表裏反転手段は、前記往動搬送手段により搬送される被検査物を外周面に保持して回転搬送する第1のドラムと、前記第1のドラムにより搬送される被検査物を外周面に保持して回転搬送する第2のドラムとを備え、前記第1のドラム及び第2のドラムの少なくとも一方は、外周面に保持した被検査物を回転搬送することにより、前記往動搬送手段及び復動搬送手段の並列方向に被検査物を移動可能に配置されている被検査物の搬送装置により達成される。
【0006】
また、本発明の前記目的は、上記の被検査物の搬送装置を備える外観検査装置であって、前記往動搬送手段及び復動搬送手段により搬送される各被検査物を斜め上方から同一の走査ラインに沿って撮像する複数の撮像手段と、前記各撮像手段の撮像データに基づき被検査物の欠陥の有無を判別する欠陥判別手段とを備える外観検査装置により達成される。
【発明の効果】
【0007】
本発明の被検査物の搬送装置及び外観検査装置によれば、被検査物の外観全体を容易且つ確実に検査できるように被検査物を搬送することができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実態形態について添付図面を参照して説明する。図1は、本発明の一実施形態に係る外観検査装置の側面図であり、図2は、図1の要部平面図である。
【0009】
図1及び図2に示すように、外観検査装置1は、錠剤等の被検査物が投入されるホッパー10と、ホッパー10から供給される被検査物を整列搬送する振動フィーダ12a,12bと、振動フィーダ12a,12bから順次供給される被検査物を搬送する搬送装置20と、搬送装置20により搬送される被検査物を撮像する5つの撮像装置30a,30b,30c,30d,30eと、各撮像装置30a〜30eの撮像データに基づき被検査物の欠陥の有無を判別する欠陥判別装置40とを備えている。
【0010】
振動フィーダ12a,12bは、ホッパー10の左右方向に隣接して設けられており、ホッパー10の下部に形成された2つの排出口10a,10bからシュート11a,11bを介してそれぞれ被検査物が供給される。振動フィーダ12a,12bに供給された被検査物は、振動によって図2の矢示方向に搬送される。振動フィーダ12a,12bの搬送機構については、楕円振動を行う従来の構成と同様であるため、詳細な説明を省略する。
【0011】
図3は、一方の振動フィーダ12aにおける搬送面を構成するフィーダボール14aの拡大平面図である。フィーダボール14aは、円形の底壁141aが振動フィーダ12aの振動軸(図示せず)に支持されており、外縁に沿って設けられた環状のガイド壁142aを備えている。底壁141aの外周部には、ガイド壁142aに沿って上昇レール143a、下降レール144a及びガイドレール145aが順次連接するように設けられている。
【0012】
図4は、図3に示す上昇レール143a、下降レール144a及びガイドレール145aを2点鎖線Aに沿って直線上に展開したときの側面視における傾斜状態を示している。上昇レール143aは、ガイド壁142aに沿って上り傾斜を有している。上昇レールの傾斜は、最初は小さく、徐々に大きくなり、最後は小さくなるように、滑らかな曲線状とされている。また、下降レール144aは、ガイド壁142aに沿って下り傾斜を有しており、その傾斜角度は、搬送方向に沿って徐々に大きくなるように形成されている。ガイドレール145aは、下降レール144aから連続する下り傾斜を有しており、被検査物を一列の状態で搬送する。
【0013】
フィーダボール14aに振動が付与されると、底壁141a上の被検査物は、上昇レール143aの傾斜に沿って上昇した後、下降レール144aに沿って下降する。上昇レール143a及び下降レール144aは、円周方向に沿って傾斜すると共に、径方向外方に下降するようにも傾斜しており、ガイド壁142aに沿って一列の状態でガイドレール145aに案内される。ガイドレール145aに導入されない余剰の被検査物は、底壁141aに落下して、振動搬送により再び上昇レール143aに導かれる。
【0014】
以上の振動フィーダ12aの構成は、他方の振動フィーダ12bについても同様であり、各振動フィーダ12a,12bの供給部146a,146bから搬送装置20に向けて被検査物が整列搬送される。
【0015】
搬送装置20は、各振動フィーダ12a,12bから被検査物を受け取って左右2列の状態で搬送する往動搬送部21と、往動搬送部21の左右両側にそれぞれ並列配置されて往動搬送部21の搬送方向とは逆方向に被検査物を一列で搬送する復動搬送部22a,22bと、往動搬送部21の各列からそれぞれ被検査物を受け取り、表裏を反転させて復動搬送部22a,22bに引き渡す表裏反転装置23とを備えている。
【0016】
往動搬送部21及び復動搬送部22a,22bは、いずれもベルトコンベヤからなり、サーボモータ等により同じ搬送速度で駆動される。それぞれの搬送ベルトは、光透過性及び光拡散性を有する乳半色の半透明材料により構成されており、例えば、ニッタ株式会社製のポリエステルベルト(製品名:ニューライトグリップ P−0)を使用することができる。搬送ベルトは、必ずしも乳半色のものに限定されず、光透過性及び光拡散性を有する高明度色のものであれば、後述するように、被検査物Dの確実な外観検査を行う上で好適である。具体的には、搬送ベルトの明度は、マンセル体系で7以上が好ましく、7.5以上がより好ましく、8以上が更に好ましい。但し、被検査物自体の明度が低い場合には、搬送ベルトの明度が5程度であっても確実な外観検査を行い得る。また、搬送ベルトは、透明材料により形成してもよく、この場合も、本実施形態と同様の効果を奏することができる。透明材料からなる搬送ベルトを使用する場合には、少なくとも下方の照明装置32に高明度色の光源を使用することが好ましい。
【0017】
それぞれの搬送ベルトの搬送面には、搬送方向に沿って延びる溝部24が被検査物の各搬送列に対応して形成されている。溝部24は、断面円弧状(楕円弧状を含む)に形成されており、被検査物の幅よりも小さい幅を有し、被検査物の一部のみが収容される程度の深さ(例えば、錠剤の場合に0〜1mm程度)を有している。また、振動フィーダ12a(12b)から往動搬送部21への被検査物の引き渡し位置には、図1に示すように押圧ローラ25が設けられている。
【0018】
表裏反転装置23は、図5及び図6に示すように、傾斜ドラム231a,231bと、反転ドラム232とを備えている。傾斜ドラム231a,231bは、真空ポンプ(図示せず)に接続される吸引ボックス233の左右両側に位置する傾斜面233a,233bに対してそれぞれ摺動回転するように支持されることで、図5に示すように往動搬送部21及び復動搬送部22a,22bの搬送方向に沿って見た場合に、回転軸R1,R2が往動搬送部21及び復動搬送部22a,22bの搬送面に対して傾斜するように(即ち、外観検査装置1が水平な床面に設定された状態で、水平面に対して傾斜するように)配置されている。
【0019】
傾斜ドラム231a,231b及び反転ドラム232の形状は、本来の円筒状(ドラム状)以外に、円板状(ディスク状)であってもよく、本実施形態においては、傾斜ドラム231a,231bをディスク状として、反転ドラム232をドラム状としている。
【0020】
傾斜ドラム231a,231bの外周面には、円周方向に沿って連続的に多数形成された吸引孔234a,234bを有している。吸引孔234a,234bは、吸引ボックス233の傾斜面233a,233bの切欠部235a,235bを介して吸引ボックス233内と連通している。これにより、傾斜ドラム231a,231bは、往動搬送部21により搬送される各列の被検査物Dをそれぞれ吸引保持して、図6の矢示方向に搬送する。
【0021】
反転ドラム232は、吸引ボックス233の垂直面236に対して摺動回転するように、回転軸が左右方向に水平に延びるように支持されている。反転ドラム232の外周面両側には、それぞれ吸引孔237a,237bが周方向に沿って連続的に多数形成されている。吸引孔237a,237bは、垂直面236に形成された切欠部238を介して吸引ボックス233内と連通している。これにより、傾斜ドラム231a,231bにより搬送された被検査物Dが傾斜回転することにより、往動搬送部21及び復動搬送部22a,22bの並列方向(搬送面に沿って搬送方向と直交する方向)に距離hを移動した位置で反転ドラム232の吸引孔237a,237bにそれぞれ受け渡され、反転ドラム232の外周面に吸引保持される。
【0022】
被検査物Dの並列方向の移動距離hは、往動搬送部21の溝部24と復動搬送部22a,22bの溝部24との距離に対応しており、被検査物Dは、反転ドラム232の図6に示す矢示方向の回転により復動搬送部22a,22bの溝部24の上方に案内され、圧空ノズル239からの加圧空気の噴射により、復動搬送部22a,22bに引き渡される。
【0023】
また、図1及び図2に示すように、往動搬送部21および復動搬送部22a,22bの周辺には、搬送される被検査物Dを上方から撮像する5つの撮像装置30a,30b,30c,30d,30eが配置されている。また、往動搬送部21および復動搬送部22a,22bの直上及び直下には、それぞれ白熱球などの光源から照射された光を光ファイバにより案内して、被検査物Dを照明する照明装置31,32が配置されている。
【0024】
撮像装置30a〜30eは、いずれもラインセンサカメラであり、撮像軸と交差する方向に走査して、被検査物Dの明度に応じた信号(すなわち、ラインセンサの受光量にほぼ比例する大きさの信号)を出力する。撮像装置30a〜30eのうち、2つの撮像装置30a,30bは、平面視において撮像軸I1上に対向配置されている。また、他の2つの撮像装置30c,30dは、平面視において撮像軸I1と直交する撮像軸I2上に対向配置されている。これら各撮像装置30a〜30dは、往動搬送部21により2列で搬送される被検査物D、及び、復動搬送部22a,22bによりそれぞれ一列で搬送される被検査物Dを、撮像軸I1またはI2上において、斜め上方から略同時に撮像できるように配置されている。すなわち、撮像装置30a〜30dは、いずれも各搬送列に対応する合計4つの被検査物Dを同一の走査ラインに沿って撮像することができる。
【0025】
一方、残りの撮像層30eは、被検査物Dを直上から撮像するように配置されており、往動搬送部21により搬送される被検査物Dの表面と、復動搬送部22a,22bにより搬送される被検査物Dの裏面とを同一の走査ラインに沿って撮像できるように配置されている。
【0026】
欠陥判別装置40は、各撮像装置30a〜30eからの出力信号に基づき被検査物Dの2次元の画像データを生成する画像生成部41と、生成された画像データから受光量が所定レベル以下の領域を切り出して検査を行う画像処理部42とを備えており、画像処理部42における検査結果に基づいて、搬送される各被検査物Dの合否判定を行う。復動搬送部22a,22bにより搬送される被検査物Dは、選別装置43により個々の被検査物Dごとに合格品・不合格品の選り分けが行われ、検査結果が合格の場合は、被検査物Dが良品取出しベルト44に移行されて取り出される一方、検査結果が不合格の場合は、不良品受け缶45に排出される。
【0027】
次に、上述した外観検査装置1の作動を説明する。図1及び図2を参照して、検査対象となる錠剤等の被検査物をホッパー10に多数投入すると、被検査物は、シュート11a,11bを経て振動フィーダ12a,12bに供給され、図3に示す上昇レール143a、下降レール144a及びガイドレール145aに沿って搬送される。
【0028】
上昇レール143a、下降レール144a及びガイドレール145aは、それぞれ図4に示す傾斜を有しているため、上り傾斜を有する上昇レール143aにおいては被検査物の搬送速度が遅く、下り傾斜を有する下降レール144aにおいては被検査物の搬送速度が速くなる。したがって、図7(a)に示すように上昇レール143aにおいて塊状で搬送されていた被検査物Dは、下降レール144aに移行すると加速されて、図7(b)に示すようにばらけた状態になる。そして、下降レール144aの搬送過程で図7(c)に示すように整列状態となる。こうして、下降レール144aは、図8に示すように、被検査物Dがガイドレール145aに供給される前に、ガイド壁142aに沿った整列を促すことができ、被検査物Dをガイドレール145aにスムーズに導入することができる。ガイドレール145aは、被検査物が一列の状態で通過するように構成されている。
【0029】
このように、振動フィーダが、上昇レールとガイドレールとの間に介在する下降レールを備えることにより、被検査物の搬送中に所望の速度差をつけることが容易になり、被検査物の形状に拘わらず整列状態での搬送を促すことができる。すなわち、被検査物の自重を利用して自然に整列させることができるので、被検査物を強制的に整列させるための規制板は必ずしも必要ではなく、仮に規制板を設けた場合でも被検査物と規制板との衝突を抑制することができ、被検査物に欠けや割れが発生するおそれを軽減することができる。これらの効果は、上昇レール及び下降レールのそれぞれにおける速度差が大きいほど顕著になることから、本発明の振動フィーダは、高速搬送時(例えば、1列あたり10〜16万錠/時)において特に有効である。
【0030】
上昇レール及び下降レールの傾斜角度や接続位置は、被検査物の搬送量や大きさ、形状等に応じて整列状態になり易いように、適宜設定すればよい。例えば、本実施形態のように、下降レールの傾斜角度を、搬送方向に沿って徐々に大きくすることにより、塊状で搬送されていた被検査物を徐々にばらけさせて、ガイドレールへの導入直前で搬送速度を最も大きくすることができ、被検査物を整列し易くすることができる。
【0031】
また、上昇レール及び下降レールの傾斜角度の調整に加えて、振動フィーダを傾斜面に設置する等して搬送面全体を水平面に対して傾斜させるようにしてもよく、これによって、搬送速度分布の安定化を図ることができる。振動フィーダを傾斜状態で設置する場合には、平坦面を有する底壁に上昇レールのみを備える振動フィーダであっても、下方への傾斜を生じさせることができるので、被検査物に正の加速度を与えて上昇レールと平坦面との間で被検査物の所望の速度差を生じさせることができ、本実施形態と同様の効果を奏することができる。更に、上昇レール及び下降レールを有しない平坦面のみを有する底壁を備えた振動フィーダであっても、この振動フィーダを傾斜状態で設置することにより、平坦面の最下部の両側に上昇レール及び下降レールとしてそれぞれ機能する部分を生じさせることができ、やはり本実施形態と同様の効果を奏することができる。
【0032】
振動フィーダ12a,12bの供給部146a,146bから整列状態で排出される被検査物は、往動搬送部21に引き渡される。図9に示すように、振動フィーダ12a,12bからの供給速度をV1とし、往動搬送部21の搬送速度をこれよりも速いV2に設定することにより、往動搬送部21により搬送される各列の被検査物D同士の間隔を拡げることができる。この間隔は、V1とV2の速度差を調整することにより、所望の値に設定可能である。押圧ローラ25は、往動搬送部21の搬送速度と略同じ回転速度V2で回転しており、振動フィーダ12a,12bから往動搬送部21に被検査物Dが引き渡される際に、被検査物Dの飛び出しや位置ずれを防止し、往動搬送部21の溝部24上に被検査物Dを確実に載置することができる。
【0033】
図10(a)に示すように溝部24上に載置された被検査物Dは、底部の一部が溝部24に収容されることにより、図10(b)に示すように、往動搬送部21の搬送面からの高さが、実際の高さに比べて若干低いL1となる。そして、往動搬送部21による搬送中に被検査物Dが水平回転すると、図11(a)及び(b)に示すように、被検査物Dは、往動搬送部21の搬送面からの高さがより低くなる姿勢(向き)で安定し、高さが最も低いL2となる姿勢を保ったまま搬送される。
【0034】
このように、往動搬送部21に溝部24を形成することにより、異形錠やカプセル錠など形状に拘らず、被検査物を最も安定化する姿勢となるように自然に補正することができるので、各被検査物の姿勢を一定にして整列搬送することができる。溝部24の断面形状は、本実施形態のように円弧状(楕円弧状を含む)であることが好ましく、これによって、被検査物の姿勢に応じた搬送面からの高さ変動が生じやすくなり、被検査物の姿勢の安定化をより確実にすることができる。但し、溝部24の断面形状は、必ずしも円弧状に限られず、矩形状であってもよい。また、被検査物Dの断面形状が、角型など搬送中の姿勢変動が生じない形状であれば、溝部24を設けない構成にすることもできる。
【0035】
往動搬送部21上で姿勢が補正された被検査物Dは、撮像装置30a〜30eによる撮像エリアを通過して、表裏反転装置23により表裏が反転されて、復動搬送部22a,22bにより逆方向に搬送される。表裏反転装置23の作動については既に詳述したとおりであり、外周面で被検査物を保持する傾斜ドラム231a,231b及び反転ドラム232の2つのドラムを介することで、復動搬送部22a,22bに引き渡す被検査物を確実に表裏反転することができる。そして、復動搬送部22a,22bの溝部24に被検査物Dを載置することにより、復動搬送部22a,22bにより搬送される被検査物Dについても姿勢が自動補正される。こうして、往動搬送部21による被検査物Dの一方向の搬送と、復動搬送部22a,22bによる被検査物Dの逆方向の搬送とが、連続的に行われる。
【0036】
各撮像装置30a〜30eの撮像エリアには、照明装置31,32により被検査物Dの上下から照明光が照射される。本実施形態の往動搬送部21及び復動搬送部22a,22bに用いられる搬送ベルトは、光透過性及び光拡散性を有する乳半色など高明度色であるため、被検査物Dに対して上下から照明することにより、被検査物Dを均一に照明することができると共に、被検査物Dの背景となる高明度色を際だたせることができ、被検査物Dを背景よりも明度の低い部分として認識することが可能になる。
【0037】
4つの撮像装置30a〜30dは、いずれも往動搬送部21及び復動搬送部22a,22bにより搬送される各被検査物Dを撮像するように、図2に示す撮像軸I1,I2と直交する方向に走査する。この結果、往動搬送部21により搬送される被検査物Dは、図12に示すように、表面側が斜め上方からW,X,Y,Zの4方向に撮像され、復動搬送部22a,22bにより搬送される被検査物Dについても、裏面側が同様に斜め上方から4方向に撮像される。こうして、各撮像装置30a〜30dによる1ライン分の走査により、ラインセンサの受光量に応じた大きさの出力信号が生成され、この走査を被検査物Dの搬送中に繰り返し行うことにより、各走査に対応した出力信号が欠陥判別装置40に順次送信される。
【0038】
本実施形態においては、往動搬送部21及び復動搬送部22a,22bが並列配置され、それぞれ被検査物の表面側及び裏面側を露出させた状態で搬送するように構成されているため、往動搬送部21及び復動搬送部22a,22bにより搬送される各被検査物を、複数の撮像装置30a〜30dにより同一の走査ラインに沿って略同時に撮像することで、被検査物の外観全体を容易且つ確実に検査することができる。
【0039】
欠陥判別装置40においては、各撮像装置30a〜30dからの出力信号に基づき、画像生成部41が走査線に対応する2次元の画像データを生成する。例えば、図13(a)に示すように、往動搬送部21により搬送される被検査物Dに対して、任意の撮像装置が走査ラインS1に沿って走査を行った場合、出力信号に基づいて生成される画像データを図13(b)に示す。
【0040】
被検査物Dは、通常は錠剤やカプセル剤等であるため、被検査物Dの色によっては被検査物Dと背景との明度差が小さくなり、被検査物Dと背景との区別が困難な場合がある。ところが、本実施形態においては、搬送ベルトとして光透過性及び光拡散性を有する乳半色のものなど高明度のものを使用しているので、背景となる搬送面における明度は、被検査物Dの明度よりも更に高い値となる。この結果、図13(b)に示すように、画像データにおいて被検査物Dに相当する部分は、背景よりも明度が低い(すなわち、ラインセンサの受光量が少ない)部分として把握することができる。
【0041】
この結果、図13(a)に示すように、被検査物Dの走査ラインS1上に、欠けe1や飛び出し毛髪e2が存在する場合、これらの欠陥は、図13(b)に示すように、被検査物Dよりも明度が低い(すなわち、ラインセンサの受光量の低い)領域b1,b2として把握することができる。したがって、被検査物Dの明度(ラインセンサの受光量)よりも高い値で第1の基準レベルT1を設定し、画像処理部42が、第1の基準レベルT1以下の画像データを切り出すことにより、被検査物Dと背景とを区別して、被検査物Dの検査を行うことができる。被検査物Dの欠陥の有無は、例えば、被検査物Dの明度(ラインセンサの受光量)よりも低い値で第2の基準レベルT2を設定し、この第2の基準レベルT2以下の画像データを切り出すことにより、判別することができる。
【0042】
このような欠陥判別方法によれば、従来は搬送ベルトに同化して検出できないおそれがあった被検査物からの飛び出し欠陥やエッジ部の欠陥も、確実に検出することができる。また、被検査物の撮像データにおけるエッジ部や外部の欠陥だけでなく、被検査物の内部に存在する欠陥についても確実に検出することができる。例えば、図13(a)に示すように、被検査物Dの走査ラインS2上に異物が付着している場合、図13(c)に示すように、この異物を被検査物Dの信号レベルよりも信号値が低い領域b3として把握することができる。
【0043】
本実施形態においては、各被検査物Dに対し、上述したように表面側及び裏面側のそれぞれについて斜め上方の4方向から撮像することにより、欠陥の有無を判別することができるので、死角のない検査を行うことができる。特に、被検査物が輪状(ドーナツ状)の場合、従来のような表裏面検査及び側面検査では、被検査物の内周面の欠陥を撮像することが困難であったが、本実施形態の外観検査装置は、このような内周面も確実に撮像することができる。したがって、各画像データに対する確実な欠陥判別と相俟って、被検査物の外観検査を確実に行うことができる。
【0044】
また、各撮像装置30a〜30dにより、往動搬送部21及び復動搬送部22a,22bが搬送する各被検査物を同一の走査ラインに沿って撮像するようにしているので、被検査物の表面側及び裏面側を同一の撮像装置30a〜30dにより撮像して検査することができる。したがって、表面検査と裏面検査とを異なる撮像装置を用いて行う場合のように、カメラの校正や検査精度の確認を頻繁に行う必要がなく、カメラバリデーションを容易にすることができる。
【0045】
本実施形態においては、上述した4つの撮像装置30a〜30dの他に、被検査物の表面側及び裏面側を垂直方向に撮像する撮像装置30eを更に備えており、欠陥判別装置40は、撮像装置30eからの出力信号に基づき、画像生成部41において画像データを生成し、画像処理部42においてこの画像データをマスタ画像と比較することにより、主として印字部の欠陥を把握することができる。
【0046】
往動搬送部21及び復動搬送部22a,22bは、被検査物を所定の間隔及び所定の速度で搬送するので、欠陥判別装置40は、画像生成部41で生成された画像データが、どの撮像装置30a〜30eからどのタイミングで入力された信号に基づくかを把握することにより、被検査物の欠陥が検出された画像データに対応する被検査物を特定することができる。そして、欠陥を有する被検査物が選別装置43に搬送されると、不良品受け缶45に排出される。
【0047】
以上、本発明の一実施形態について詳述したが、本発明の具体的な態様は上記実施形態に限定されない。例えば、本実施形態においては、各撮像装置30a〜30dを、平面視において互いに直交する2つの撮像軸上にそれぞれ対向配置することで、撮像装置の設置台数を抑制しつつ、撮像の死角を確実になくすようにしているが、死角を生じない配置であれば種々のバリエーションが可能であり、例えば、各撮像軸同士は必ずしも直交する必要はなく、対向配置も必須ではない。
【0048】
また、本実施形態においては、カメラバリデーションを容易にする観点から、往動搬送部21及び復動搬送部22a,22bを並列配置して、各撮像装置30a〜30dが被検査物の表面側及び裏面側を同一の走査ラインに沿って撮像可能に構成しているが、往動搬送部21及び復動搬送部22a,22bが搬送する被検査物を個別に撮像するように各撮像装置を配置することも可能である。この場合、往動搬送部21及び復動搬送部22a,22bは必ずしも並列配置する必要はなく、設置スペースに応じて他のレイアウトとすることも可能である。
【0049】
また、被検査物を斜め上方から撮像するように配置した撮像装置の台数は、本実施形態においては4つとしているが、複数であれば本実施形態と同様の効果を得ることができる。但し、死角を確実に無くすためには、撮像装置を3つ以上配置することが好ましい。複数の撮像装置は、なるべく均一な撮像ができるように、撮像エリアの周囲に沿って等間隔に配置することが好ましい。
【0050】
また、搬送装置20については、本実施形態においては、往動搬送部21の両側に復動搬送部22a,22bを配置するようにしているが、復動搬送部の両側に往動搬送部を配置することも可能である。また、往動搬送部21及び復動搬送部22a,22bの搬送列は、本実施形態では2列としているが、1列または3列以上であってもよい。
【0051】
また、本実施形態においては、表裏反転装置23が、傾斜ドラム231a,231bと反転ドラム232とを備えており、往動搬送部21から被検査物を受け取る傾斜ドラム231a,231bの回転軸が、往動搬送部21及び復動搬送部22a,22bの搬送面に対して傾斜するように配置することで、被検査物を並列方向に移動させて、往動搬送部21から復動搬送部22a,22bへの引き渡しを可能にしている。これに対し、往動搬送部21から被検査物を受け取るドラム(第1のドラム)を、往動搬送部21及び復動搬送部22a,22bの搬送面に沿って(すなわち、水平面に沿って)回転軸が延びるように配置すると共に、このドラムから被検査物を受け取って復動搬送部22a,22bに引き渡すドラム(第2のドラム)を、回転軸が上記搬送面に対して傾斜するように配置しても、本実施形態と同様の効果を奏することができる。更に、上記の第1のドラム及び第2のドラムの双方を、回転軸が上記搬送面に対して傾斜するように配置することもできる。
【0052】
また、上記のように、第1のドラム及び第2のドラムの一方または双方を傾斜ドラムとする場合、この傾斜ドラムは、搬送面の上方から見て、回転軸が搬送方向に対して傾斜するように配置することも可能である。この場合は、回転軸が搬送面と平行であっても、外周面に保持した被検査物を回転搬送することにより、往動搬送部21及び復動搬送部22a,22bの並列方向に被検査物を移動させることができ、往動搬送部21から復動搬送部22a,22bに引き渡すことが可能になる。
【図面の簡単な説明】
【0053】
【図1】本発明の一実施形態に係る外観検査装置の側面図である。
【図2】図1の要部平面図である。
【図3】図1に示す振動フィーダの拡大平面図である。
【図4】図3に示す振動フィーダを2点鎖線Aに沿って直線上に展開したときの側面図である。
【図5】図1に示す表裏反転装置の後面図である。
【図6】図1に示す表裏反転装置の拡大側面図である。
【図7】図1に示す振動フィーダによる被検査物の搬送状態を説明するための図である。
【図8】図1に示す振動フィーダによる被検査物の搬送状態の断面図である。
【図9】図1に示す押圧ローラ25の周辺を示す拡大側面図である。
【図10】図1に示す往動搬送部による被検査物の搬送状態を説明するための図である。
【図11】図1に示す往動搬送部による被検査物の搬送状態を説明するための図である。
【図12】図1に示す撮像装置の平面視における撮像方向を示す図である。
【図13】図1に示す撮像装置の撮像データに基づく欠陥判別方法を説明するための図である。
【符号の説明】
【0054】
1 外観検査装置
10 ホッパー
12a,12b 振動フィーダ
14a フィーダボール
142a ガイド壁
143a 上昇レール
144a 下降レール
145a ガイドレール
146a 供給部
20 搬送装置
21 往動搬送部
22a,22b 復動搬送部
23 表裏反転装置
231a,231b 傾斜ドラム
234a,234b 吸引孔
232 反転ドラム
237a,237b 吸引孔
24 溝部
25 押圧ローラ
30a〜30e 撮像装置
31,32 照明装置
40 欠陥判別装置
41 画像生成部
42 画像処理部
D 被検査物
【特許請求の範囲】
【請求項1】
被検査物の外観検査に用いられる被検査物の搬送装置であって、
被検査物を一方向に搬送する往動搬送手段と、
前記往動搬送手段に対して並列配置され、前記往動搬送手段の搬送方向とは逆方向に被検査物を搬送する復動搬送手段と、
前記往動搬送手段により搬送される被検査物の表裏を反転して、前記復動搬送手段に引き渡す表裏反転手段とを備え、
前記表裏反転手段は、前記往動搬送手段により搬送される被検査物を外周面に保持して回転搬送する第1のドラムと、前記第1のドラムにより搬送される被検査物を外周面に保持して回転搬送する第2のドラムとを備え、
前記第1のドラム及び第2のドラムの少なくとも一方は、外周面に保持した被検査物を回転搬送することにより、前記往動搬送手段及び復動搬送手段の並列方向に被検査物を移動可能に配置されている被検査物の搬送装置。
【請求項2】
前記第1のドラム及び第2のドラムの少なくとも一方は、前記往動搬送手段及び復動搬送手段の搬送面に対して回転軸が傾斜するように配置されている請求項1に記載の被検査物の搬送装置。
【請求項3】
前記往動搬送手段は、被検査物を2列で搬送するように構成され、前記復動搬送手段は、前記往動搬送手段の各搬送列に対応して搬送方向両側にそれぞれ設けられており、
前記第1のドラムは、前記往動搬送手段の各搬送列に対応して配置され、それぞれ回転軸が前記搬送面に対して傾斜する複数の傾斜ドラムからなり、
前記第2のドラムは、回転軸が水平方向に延びるように配置され、外周面の両端部に被検査物を保持可能である請求項2に記載の被検査物の搬送装置。
【請求項4】
前記第1のドラム及び第2のドラムの少なくとも一方は、前記往動搬送手段及び復動搬送手段の搬送方向に対して回転軸が傾斜するように配置されている請求項1に記載の被検査物の搬送装置。
【請求項5】
前記往動搬送手段及び復動搬送手段は、被検査物を搭載する搬送ベルトを備え、
前記搬送ベルトは、搬送方向に沿って延びる溝部を有する請求項1から4のいずれかに記載の被検査物の搬送装置。
【請求項6】
請求項1から5のいずれかに記載された被検査物の搬送装置を備える外観検査装置であって、
前記往動搬送手段及び復動搬送手段により搬送される各被検査物を斜め上方から同一の走査ラインに沿って撮像する複数の撮像手段と、
前記各撮像手段の撮像データに基づき被検査物の欠陥の有無を判別する欠陥判別手段とを備える外観検査装置。
【請求項1】
被検査物の外観検査に用いられる被検査物の搬送装置であって、
被検査物を一方向に搬送する往動搬送手段と、
前記往動搬送手段に対して並列配置され、前記往動搬送手段の搬送方向とは逆方向に被検査物を搬送する復動搬送手段と、
前記往動搬送手段により搬送される被検査物の表裏を反転して、前記復動搬送手段に引き渡す表裏反転手段とを備え、
前記表裏反転手段は、前記往動搬送手段により搬送される被検査物を外周面に保持して回転搬送する第1のドラムと、前記第1のドラムにより搬送される被検査物を外周面に保持して回転搬送する第2のドラムとを備え、
前記第1のドラム及び第2のドラムの少なくとも一方は、外周面に保持した被検査物を回転搬送することにより、前記往動搬送手段及び復動搬送手段の並列方向に被検査物を移動可能に配置されている被検査物の搬送装置。
【請求項2】
前記第1のドラム及び第2のドラムの少なくとも一方は、前記往動搬送手段及び復動搬送手段の搬送面に対して回転軸が傾斜するように配置されている請求項1に記載の被検査物の搬送装置。
【請求項3】
前記往動搬送手段は、被検査物を2列で搬送するように構成され、前記復動搬送手段は、前記往動搬送手段の各搬送列に対応して搬送方向両側にそれぞれ設けられており、
前記第1のドラムは、前記往動搬送手段の各搬送列に対応して配置され、それぞれ回転軸が前記搬送面に対して傾斜する複数の傾斜ドラムからなり、
前記第2のドラムは、回転軸が水平方向に延びるように配置され、外周面の両端部に被検査物を保持可能である請求項2に記載の被検査物の搬送装置。
【請求項4】
前記第1のドラム及び第2のドラムの少なくとも一方は、前記往動搬送手段及び復動搬送手段の搬送方向に対して回転軸が傾斜するように配置されている請求項1に記載の被検査物の搬送装置。
【請求項5】
前記往動搬送手段及び復動搬送手段は、被検査物を搭載する搬送ベルトを備え、
前記搬送ベルトは、搬送方向に沿って延びる溝部を有する請求項1から4のいずれかに記載の被検査物の搬送装置。
【請求項6】
請求項1から5のいずれかに記載された被検査物の搬送装置を備える外観検査装置であって、
前記往動搬送手段及び復動搬送手段により搬送される各被検査物を斜め上方から同一の走査ラインに沿って撮像する複数の撮像手段と、
前記各撮像手段の撮像データに基づき被検査物の欠陥の有無を判別する欠陥判別手段とを備える外観検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2009−2692(P2009−2692A)
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2007−161623(P2007−161623)
【出願日】平成19年6月19日(2007.6.19)
【特許番号】特許第4168428号(P4168428)
【特許公報発行日】平成20年10月22日(2008.10.22)
【出願人】(000228110)クオリカプス株式会社 (22)
【Fターム(参考)】
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成19年6月19日(2007.6.19)
【特許番号】特許第4168428号(P4168428)
【特許公報発行日】平成20年10月22日(2008.10.22)
【出願人】(000228110)クオリカプス株式会社 (22)
【Fターム(参考)】
[ Back to top ]